Titanium 230 ACDC FV - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Titanium 230 ACDC FV GYS als PDF.

| Produkttyp | TIG AC/DC und MMA Schweißgerät |
| Marke | GYS |
| Modell | Titanium 230 ACDC FV |
| Stromversorgung | Einphasig 110-240 V, 50-60 Hz (Flexible Voltage) |
| TIG DC Schweißstrom | 5 - 230 A |
| TIG AC Schweißstrom | 10 - 230 A |
| MMA Schweißstrom | 10 - 230 A |
| TIG Schweißmodi | Standard, Gepulst, FastPulse, Punkt, Heften, Multi-Punkt, Multi-Heften, Synergisch, Wizard, AC Mix, E-TIG |
| MMA Schweißmodi | Standard, Gepulst, AC |
| Zündart | Lift, HF, Touch HF |
| VRD-Funktion (Spannungsreduzierer) | Ja, intern aktivierbar |
| Benutzeroberfläche | Farbbildschirm-Bedienpanel mit Drehreglern und Tastern |
| Konnektivität | USB, Fernsteueranschluss, Kühlaggregatanschluss |
| Thermoschutz | Ja, mit automatischer Erkennung |
| Schutzart | IP23 |
| Normen | IEC 61000-3-11, IEC 61000-3-12 |
| Generator-Kompatibilität | Ja (unter Spannungs- und Frequenzbedingungen) |
| Kühlung | Intelligente Lüftung, Option externes Kühlaggregat (KOOLWELD 1) |
| Garantie | 2 Jahre Teile und Arbeit |
| Wartung | Regelmäßige Reinigung mit Druckluft, Überprüfung der Anschlüsse, jährliche Wartung durch qualifiziertes Personal |
| Ersatzteile verfügbar | Elektroden, Brenner, Düsen, Staubfilter (Ref. 046580), Kühlaggregat (Ref. 070820) |
Häufig gestellte Fragen - Titanium 230 ACDC FV GYS
Benutzerfragen zu Titanium 230 ACDC FV GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Titanium 230 ACDC FV - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Titanium 230 ACDC FV von der Marke GYS.
BEDIENUNGSANLEITUNG Titanium 230 ACDC FV GYS
KIT FILTRE EN OPTION
WARNINGEN - SICHERHEITSREGELN
ALLGEMEINER HINWEIS

Die Missachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannot werden.
Der Hersteller haftet nicht fur Verletzungen oder Schaden, die durch unsachgemäß Handhabung these Gerats entstanden sind.
Bei Problmen oder Unsicherheiten wenden Sie sichitte an eine Person, die fur die ordnungsgemae Durchfuhrung der Installation qualifiziert ist.
UMGEBUNG
Dieses Gerat darf nur dazu verwendet werden, Schweiarbeiten innerhalb der auf dem Typenschild und/oder in der Anleitung angegebenen Grenzbereichen durchzufahren. Beachten Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schaden bei fehlerhafter oder gefährlicher Verwendung verantwortlich.
Das Gerat muss in einem Raum betrieben werden, der frei von Staub, Säuren, brennbaren Gasen oder anderen korrosiven Stoffen ist. Das Gleiche gilt für seine Lagerung. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
Verwendung zwischen -10 und +40^ (+14 und +104^)
Lagertemperatur zwischen -20 und +55^ (-4 und 131°F).
Luftfeuchtigkeit:
Kleiner oder gleich 50% bei 40^ (104^)
Kleiner oder gleich 90% bei 20^ (68^)
Meereshöhe:
Das Gerät ist bis in eine Meereshöhe von 1000 m (3280 Fuß) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweiten kann gefährlich sein und zu schweren - unter Umständen auch todlichen - Verletzungen führen.
Beim Schweifen sind Personen einer gefährlichen Quelle von Hitze, Lichtbogenstrahlung, elektromagnetischen Feldern (Vorsicht bei Tragem von
Herzschrittmachern), der Gefahr eines Stromschlags, Larm und Gasen ausgesetzt.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweibhandschuhe, Lederschürze, Sicherheitssschuhe) geschützt werden.

Tragen Sie elektrisch- und wärmeisolierende Handschuhe.

Tragen Sieitte Schweischutzkleidung und einen Schweischutzhelm mit einer ausreichenden Schutzstufe (je nach Schweiart und -strom). Schutzen Sie ihre Augen bei Reinigungsrarbeit. Kontaktlinsen sind ausdrucklich verboten!
Schirmen Sie den Schweibereich bei entsprechenden Umgebungsbedingungen durch Schweisvorhange ab, um Dritte vor Lichtbogenstrahlung, Schweispritzen, usw. zu schützen.
In der Nane des Lichtbogens befindliche Personen mssen ebenfals auf Gefahren hingwiesen werden und mit der noligen Schutzausrustung ausgerustet werden.

Verwenden Sie einen Lärmschutzhelm, wenn der Schweißprozess einen Gerauschpegel über dem zulässigen Grenzwert erreicht (dasselbe gilt für alle Personen im Schweßbereich).
Hände, Haare, Kleidung von den beweglichen Teilen (Ventilator) fernhalten.
Entferen Sie unter keinen Umständen das Gerätegehause, wenn diese am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäß Handhabung these Gerätes bzw. Nichteinhaltung der Sicherheitschinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweiben sehr heißt! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Bei Wartungsarbeiten am Brenner oder Elektrohalter muss sichergestellt werden, dass dieser ausreichend abgekühlt ist, indem vor der Arbeit mindestens 10 Minuten gewartet wird. Das Kühlaggregat muss bei der Verwendung eines wassergeühnten Brenners eingeschaltet sein, damit die Flüssigkeit keine Verbrennungen verursichen kann.
Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/ -GAS

Beim Schweiten entstehen Rauchgase bzw. toxische Dampfe. Es muss fur eine ausreichende Beluftung gesorgt werden, und manchmal ist eine Luftzufahr erforderlich. Eine Frischluftmaske kann bei unzureichender Beluftung eine Lösung sein. Überprüfen Sie die Wirksamkeit der Luftansaugung, indem Sie diese anhand der Sicherheitsnormen überprüfen.
Achtung: Das Schweißen in kleinen Räumen erfordert eine Überwachung des Sicherheitsabstands. Außer dem kann das Schweißen von bestimmten Materialien, die Blei, Cadmium, Zink, Quecksilber oder Beryllium enthalten, besonder schädlich sein. Vor dem Schweißen sollen den Sie die Elemente entfetten.
Die Flaschen müssen in offenen oder gut belufteten Räumen gelagert werden. Sie müssen sich in senkrechter Position befinden und an einer Halterung oder einem Fahrwagen angebracht sein.
Es darf nicht in der Näre von Fett oder Farbe geschweit werden.
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweizbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweizbereich vorhanden sein.
Beachten Sie, dass die beim Schweiten entstehende heißt Schlacke, Spritzer und Funken eine potenzielle Quelle fur Feuer oder Explosionen darstellen.
Halten Sie einen Sicherheitsabstand zu Personen, entflammbaren Gegenständen und Druckbehältern ein.
Das Schweinen in geschlossenen Behaltern oder Rohren ist zu untersagen und wenn diese geöffnet sind, müssen diese von brennbaren oder explosiven Stoffen (Ol, Kraftstoff, Gasrückstände etc.) entleert werden.
Schleifarbeiten dürfen nicht auf die Schweßstromquelle oder auf brennbare Materialien gerichtet werden.
GASFLASCHEN

Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie dazu immer für eine gut belüfte Arbeits- und Lagerumgebung.
Achten Sie darauf, dass die Gasflaschen beim Transport gut verschlossen sind und das Schweiggerat ausgeschalte ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z. B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen.
Verschlieben Sie die Gasflaschen nach jedem SchweiBvorgang. Achten Sie auf Temperaturschwankungen und Sonneneinstahlung.
Die Flaschearficht in Kcxtkt mit erer Flme, emn Lichtbogen, emn Brenner, erer Erdungsklemme oder einer anden Wmeoder Gluhquelle kommen.
Halten Sie die Flasche von Strom- und Schweizkreisen fern und schweiten Sie niemals in ihre unmittelbarer Nae.
Vorsicht beim Öffnen des Flaschenventils: Halten Sie den Kopf von der Armatur weg und vergewissern Sie sich, dass das verwendete Gas sich für den Schweißprozess eignet.
ELEKTRISCHE SICHERHEIT

Das verwendete Stromnetz muss zwingend geerdet sein. Verwenden Sie nur die empfohlenen Sicherungen.
Das Berühren stromfuhrrender Teile kann tödliche elektrische Schläge und schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie niemals gleichzeitig Teile innerhalb und außerhalb der Stromquelle (Brenner, Zangen, Kabel, Elektroden), da diese mit dem Schweizstromkreis verbunden sind und Stromführung��.
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerätöffnen, damit sich die Kondensatorspannungen entlagen kann.
Berühren Sie niemals gleichzeitig den Brenner oder den Elektrodenhalter und die Erdungsklemme.
Sorgen Sie damit, dass beschädigte Kabel oder Brenner von qualifiziertem und autorisiertem Personal ausgetaucht werden. Dimensionieren Sie den Querschnitt der Kabel entsprechend der Anwendung. Tragen Sie zur Isolierung beim Schweifen immer trockene Kleidung in gutem Zustand. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolerendes Schuhwerk.
CEM-KLASSIFIZIERUNG DES GERÄTS

Der Norm IEC 60974-10 entsprechend, wird these Gerat als Klasse A Gerat eingestuft und ist somit fur den industriellen und/oder professionellen Gebrauch geeignet. An diesen Standorten kann es aufgrund von leitungsgebundenen und abgestrahlen Hochfrequenzstörungen zu potenziellen Störungen bei der Gewährleistung der elektromagnetischen Vertragslichkeit kommt.

TITANIUM 230 AC/DC FV :
Unter der Voraussetzung, dass die Impedanz des öffentlichen Niederspannungsnetzes am gemeinsamen Koppelpunkt kleiner als Z_max = 0.173 Ohm ist, entspricht these Gerät der Norm IEC 61000-3-11 und kann an öffentliche Niederspannungsnetze angeschlossen werden. Der Installatür oder Nutzers des Geräts ist zuständig davon, dass die Netzimpedanz den Impedanzbeschränkungen entspricht, wobei er ggf. den Betreiber des Verteilungsnetzes konsultieren muss.
TITANIUM 400 AC/DC :
Dieses Gerat ist mit der Norm IEC 61000-3-11 konform.
TITANIUM 230 AC/DC FV :
Dieses Gerat ist mit der Norm IEC 61000-3-12 konform.
TITANIUM 400 AC/DC :
Dieses Gerat entspricht nicht IEC 61000-3-12 und ist fur den Anschluss an private Niederspannungsnetze bestimmt, die an das öffentliche Versorgungsnetz nur auf Mittel- und Hochspannungsebene angeschlossen sind. Es liegt in der Verantwortung des Anwenders zu überprüfen, ob die Geräte für den Stromanschluss geeignet sind, bevor Sie es an das Versorgungsnetz anschließen.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN

Der durch einen Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMV). Beim Betrieb von Lichtbogenschweibanlagen kann es zu elektromagnetischen Störungen kommt.
Elektromagnetische Felder (EMF) konnen bestimmte medizinische Implantate storen, z. B. Herzschrittmacher. Für Personen, die medizinische Implantate tragen, müssen Schutzmaßnahmen ergriffen werden. Zum Beispiel Zugangseinschränkungen oder individuelle Risikobewertung für Schweizer.
Alle Schweizer sollen den folgenden Verfahren anwenden, um die Wirkung von elektromagnetischen Feldern aus dem Schweifstromkreis zu minimieren:
- legen Sie die Schweizkabel zusammen - befestigen Sie sie mit einem Kabelbinder, wenn möglich;
achten Sie darauf, dass Ihr Oberkörper und Kopf sich so welt wie möglich vom Schweissschaltkreis befinden; - halten Sie den Körpern nicht zwischen die Schweßkabel. Die zwei Schweßkabel sollen stets auf einer Seite liegen;
- schlieBen Sie das Rückfuhrungskabel an das Einsatzstück so nah wie möglich an den zu schweBenden Bereich an;
- nicht geben der Schweisstromquelle arbeiten, sich nicht auf sie setzen oder an sie anlehen;
- beim Transport der Schweizstromquelle oder des Drahtvorschubs nicht schweiten.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollenn sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten halten.
Durch den Betrieb these Gerätes konnen medizinische, informationstechnische und andere Geräte in ihrer Funktionseweise beeinträchtigt werden.
EMPFEHLUNGEN ZUR BEURTEILUNG DES SCHWEISSBEREICHS UND DER SCHWEISSINSTALLATION
Allgemeines
Der Anwender ist fur die Installation und den korrekten Einsatz des Lichtbogenschweigerats gemäß den Herstellerangaben verantwortlich. Treten elektromagnetische Störungen auf, liegt es in der Verantwortung des Anwenders des Schweigerats, mit Hilfe des Herstellers eine Lösung zu finden. Die korrekte Erdung des Schweiplatzes inklusive aller Geräte hifft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schwei-Stroms erforderlich sein. Eine Reduktion der elektromagnetischen Störungen auf ein niedriges Niveau ist auf jeder Fall erforderlich.
Beurteilung des Schweizbereichs
Vor der Installation des Lichtbogenschweigerats sollte der Anwender potenzielle electromagnetische Probleme im umliegenden Bereich bewerteten. Folgendes sollte beachtet werden:
a) das Vorhandensein von anderen Strom-, Steuer-, Signal- und Telefonkabeln oberhalb, unterhalb und kein dem Lichtbogenschweiggerat;
b) Radio- und Fernsehempfänger und -sender;
c) Computer und andere Steuerungsgeräte;
d) Sicherheitskritisches Material, z. B. Schutz von Industrieanlagen;
e) die Gesundheit von Nachbarpersonen, z. B. Verwendung von Herzschrittmachern oder Geräten gegen Schwerhörigkeit;
f) Geräte, die zur Parametrierung oder Messung verwendet werden;
g) die Störfestigkeit anderer Geräte in der Umgebung.
Der Anwender muss die Verfugbarkeit anderer Alternativen prufen. Dies kann zusätzliche Schutzmaßnahmen erfordern;
h) die Tageszeit, zu der das Schweifen oder andere Tätigkeiten durchgehrt werden sollen.
Die Grosse des Umgebungsbereichs ist von den ortlichen Strukturen und anderen dont stattfindenden Aktivitäten abhängig. Die Umgebung kann sich über die Grenzen des Schweisplatzes hinaus erstrecken.
Bewertung der Schweibanlage
Neben der Bewertung des Bereichs kann die Bewertung von Lichtbogenschweigeraten dazu dnen, Störungsfälle zu ermitteln und zu beheben. Die Prüfung soll gemäß Art. 10 der IEC/CISPR 11 durchgefuhrt werden. In-situ Messungen konnen auch die Wirksamkeit der Maßnahmen bestätigten.
EMPFEHLUNGEN ZU METHODOEN ZUR SENKUNG ELEKTROMAGNETISCHER EMISSIONEN
a. Öffentliches Stromnetz: Das Lichtbogenschweiggerät sollte gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Wenn es zu Störungen kommt, müssen Sie möglicherweise zusätzliche Gegenmaßnahmen ergreifen, wie z. B. die Filterung des öffentlichen Stromnetzes. Es sollte in Betracht gezogen werden, das Stromkabel in einem Metalrohr oder Ähnlichem von einem fest installierten Lichtbogenschweiggerät abzuschirmen. Die elektrische Kontinuität der Abschirmung sollte über ihre gesamte Länge sichergestellt werden. Die Abschirmung sollt mit der Schweisbromquelle verbunden werden, um einenugen elektrischen Kontakt zwischen der Leitung und dem Gehäuse der Schweisbromquelle zu gewährleisten.
b. Wartung des Lichtbogenschweigerats: Das Lichtbogenschweigerat muss gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Alle Klappen und Deckel am Gerät müssen im Betrieb geschlossen sein. Das Schweigerat und das Zubehor führen nur den Anweisungen des Gerätherstellers gemäß verändert werden. Insbesondere soll die Lichtbogenfunkenstrecke von Lichtbogenzünd- und -stabilisierungserträten nach den Empfehlungen des Herstellers eingestellt und gewartet werden.
c. Schweizkabel: Schweizkabel sollten so kurz wie möglich sein und zusammengelegt am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweizplatzes müssen in den Potenzialausgleich einbezogen werden. Bei gleichzeitiger Berührung der Brennerspitze und metallischer Teile besteht die Gefahr eines elektrischen Schlags. Der Bediener solle von diesen metallischen Gegenständen isoliert werden.
e. Erdung des zu schweibenden Werkstücks: Die Erdung des Werkstücks kann in bestimmen Fällen die Störung reduzieren. Erden Sie keine Werkstücks, wenn dadurch ein Verletzungsrisiko für den Benutzer oder die Gefahr der Beschädigung anderer elektrischer Geräte entstehen. Falls erforderlich, sollte die Verbindung des zu schweibenden Werkstücks mit der Erde direkt hergestellt werden. In einigen Ländern, in denen diese direkte Verbindung nicht zulässig ist, sollte die Verbindung mit einem geeigneten Kondensator hergestellt werden, der entsprechend den nationalen Vorschriften ausgewähl wird.
f. Schutz und Trennung: Der Schutz und die selektive Abschirmung anderer Kabel und Geräte in der Umgebung können Interferenzprobleme reduzieren. Die Abschirmung der gesamten Schweizzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT UND TRANSIT DER SCHWEISSSTROMQUELLE

Das SchweiBerat lasst sich mit einem Tragegriff auf der Gerateoberseite bequem haben. Unterschätzen Sie noch nicht dessen Eigengewicht! Der Griff ist nicht als Lastaufnahmemittel gedacht.
Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerätarf ausschließlich in vertikaler Position transportiert werden.
Führer Sie die Stromquelle nicht über Personen oder Gegenstände.
Halten Sie sich unbedingt an die entsprechenden Transportrichtlinien für Schweißgeräte und Gasflaschen. Für andere gibt es entsprechliche Beförderungsvorschriften.
GERÄTEINSTALLATION
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht länger als 10^ ist.
- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten.
- Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
- Der Netzstecker muss zu jeder Zeit frei zugänglich sein. Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
- Das Gerät ist IP23-Schutzart konform, d. h.:
- Schutz vor dem Zugang zu gefährlichen Teilen von Festkorpmn mit einem Durchmesser von >12,5mm und
- Schutz gegen Regen, der in einem Winkel von 60^ zur Vertikalien gerichtet ist
Das Gerät kann dazu in Übereinstimmung mit der Schutzart IP23 im Freien verwendet werden.
Die Versorgungs-, Verlangerungs- und Schweizkabel müssen komplett abgerollt werden, um ein Überhitzen zu verhindern.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäß Handhabung these Gerätes entstanden sind.
WARTUNG/HINWEISE


- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung wird empfohlen.
-
Trennen Sie das Gerät von der Stromversorgung und warten Sie bis der Lüfter nicht mehr lauft. Im Inneren des Geräts sind die Spannungen und Strome hoch und gefährlich.
-
Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie die elektrischen Anschüsse regelmäßig von einem qualifizierten Techniker prüfen.
- Prufen Sie regelmäßigen den Zustand des Netzkabels. Bei Beschäftigung muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetaucht werden.
- Lüftungsschlitze nicht bedecken.
- These Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieladung und zum Starten von Motoren benutzt werden.
AUFBAU - PRODUKTFUNKTION
Das Gerat darf nur von qualifizierten und befugen Personen montiert und in Betrieb genommen werden. Stellen Sie wahrend der Installation safer, dass die Stromquelle vom Netz getrennt ist. Reihen- oder Parallelschaltungen von Generatoren sind nicht zulässig. Es sollen den mitgelieferten Schweizkabel verwendet werden, um die optimalen Einstellungen des Produkts zu erreichen.
BESCHREIBUNG
Dieses Gerät ist eine Stromquelle für das Schweißen mit feuerfesten Elektroden (WIG) mit Gleichstrom (WIG DC) oder Wechselstrom (WIG AC) und das Schweißen mit umhölten Elektroden (MMA).
BESCHREIBUNG (I)
1-Bedienfeld 7-
Klappe fur den Anschluss des NUM TIG-1-Kits (Optionale Art. Nr. 037960)
Klappe fur den Anschluss des NUM-1-Kits (Optionale Art. Nr. 063938) = 230 AC/DC FV nur
2- Pluspolbuchse 8-ON/OFF-Schalter
3-Gasanschluss des Brenners 9-Netzkabellange
4- Anschluss Brennertaste 10- USB-Anschluss
5- Minuspolbuchse 11- Analoger Anschluss
6-Gasanschluss Flasche 12-Anschluss Drahtvorschub oder Remote-HMI = 400 AC/DC nur
13-Anschluss fur die Stromversorgung und Steuerung des Kuhlaggregats
BEDIENFELD

IHM
Bitte lesen Sie die Betriebsanleitung fur die Schnittstelle (HMI), die Bestandteil der kompletten Hardware-Dokumentation ist.
VERSORGUNG - INBETRIEBNAHME
TITANIUM 230 AC/DC FV :
Dieses Gerat wird mit einer 3-poligen einphasigen Steckdose (P + N + PE) 230 V 16A vom Typ CEE17 gefelert. Es ist mit einem Flexiblen Spannungs"-System ausgestattet und wird über ein geerdetes Stromnetz mit einer Spannung zwischen 110 V und 240 V (50 - 60 Hz) betrieben.
TITANIUM 400 AC/DC :
Dieses Gerat wird mit einer 32 A-Steckdose des Typen EN 60309-1 gefelert und darf nur in einer dreiphasigen 400V (50-60 Hz)-Installation mit vier Leitungen und geerdem Neutraleiter verwendet werden.
Der aufgenommene Strom (L1eff) bei maximaler Leistung ist auf dem Gerät angegeben. Überprüfen Sie, ob ihre Stromversorgung und Schutzeinrichtungen (Sicherungen und/oder Fehlerstromschutzschalter) mit den für den Betrieb des Gerätes nötigen Werten übereinstimmen. In Ländern mit abweichenden Netzversorgungswerten kann ein Tausch des Netzsteckers erforderlich sein, um die maximale Leistung abrufen zu können.
- Die Schweizstromquelle goht in den Schutzmodus uber, wenn die Versorgungsspannung 15% der angegebenen Spannung(en) uber- oder unter-schreitet (auf dem Bildschirm erscheidt ein Fehlercode).
- Eingeschaltet wird das Gerät mit Drehung des Hauptschalter, (I-8) auf Position I, mit Drehung auf Position 0 wird das Gerät ausgeschelt. Vorsicht! Ziehen Sie niemals den Netzstecker, wenn das Gerät eingeschaltet ist.
- Ventilatorverhalten: Dieses Gerat ist mit einem intelligenten Beluftungsmanagement ausgestellt, um den Larm am Arbeitsplatz zu minimieren. Die Ventilatorgeschwindigkeit ist abhängig von Benutzungsintensität und Raumtemperatur. Im Modus MMA lauf der Lüfter ständig. Im WIG-Modus lauf der Lüfter nur während der Schweißphase und stoppt nach dem Abkühlen.
- Achting: Eine Erhohung der Langle des Brenners oder der Rückfuhrkabel über die vom Hersteller vorgeschriebene maximale Langle hinaus erhoht die Gefahr eines Stromschlags.
- Das Lichtbogenzündungs- und -stabilisierungssystem ist zum manuellen Betrieb mit mechanischer Führung konzipiert.
GENERATORBETRIEB
Das Gerät kann an einem Stromaggregat betrieben werden, wenn:
-- Die Spannung muss Wechselstrom sein, wie angegeben eingestellt werden und für TITANIUM 400 AC/DC eine Spitzenspannung von weniger als 700 V und 400 V für TITANIUM 230 AC/DC FV haben,
Die Frequenz miss zwischen 50 und 60Hz betragen.
These Bedingungen mssen unbedingt uberpruft werden, da viele Generatoren Hochspannungsspitzen erzeugen, die Gerate beschadigen konnen.
EINSATZ VON VERLÄNGERUNGSLEITUGEN
Eingesetzte Veränderungsleitungen müssen für die aufttenden Spannungen und Strome geeignet sein. Veränderungskabel須sen den nationa- nalen Regel entsprechen.
| Versorgungsspannung | Länge - Querschnitt des Verlängerungskabels | ||
| < 45m > 45m | |||
| TITANIUM 400 AC/DC 400 V | 6 mm² | ||
| TITANIUM 230 AC/DV FV | 110 V 2.5 mm² 4 mm² | ||
| 230 V 2.5 mm² | |||
GAS-ANSCHLUSS
Dieses Gerat ist mit zwei Anschlüssen ausgestattet. Einem Flaschenanschluss für den Gaseinlass in das Gerät und einem Brennergasanschluss für den Gasauslass am Ende des Brenners. Wir empfehlen Ohnen, die Adapter zu verwenden, die ursprünglich mit Ihrem Gerät mitgeliefert wurden, um einen optimalen Anschluss zu erhalten.
AKTIVIERUNG DER VRD-FUNKTION (VOLTAGE REDUCTION DEVICE)
Die Spannungsreduziervorrichtung (oder VRD) ist nur beim Titanium 230 AC/DC verfügbar.
These Vorrichtung dient zum Schutz des Schwebers. Der Schweisstrom wird nur dann abgegeben, wenn die Elektrode das Werkstück berührt (niedriger Widerstand). Sobald die Elektrode entfert wird, senkt die VRD-Funktion die Spannung auf einen sehr niedrigen Wert.
Standardmig ist die Vorrichtung zur Spannungsreduktion deaktiviert. Um sie zu aktivieren, muss der Benutzer das Produkt offen und die folgenden Schritte durchfuhren:
- TRENNEN SIE DAS PRODUKT vom Stromnetz und warten Sie zur Sicherheit 5 Minuten.
- Entfernen Sie die Seitenwand der Stromquelle (siehe Seite 89).
- Suchen Sie die Steuerkarte und den VRD-Schalter (siehe Seite 89).
- Kippen Sie den Schalter in die Position ON.
- Die VRD-Funktion ist eingeschaltet.
- Schrauben Sie die Seitenwand der Stromquelle wieder fest.
- Auf der Schnittstelle (HMI) leuchtet das VRD-Piktogramm.
Um die VRD-Funktion zu deaktivieren, kippen Sie den Schalter einfach wieder in die entgegengesetzte Position.
EMPFOHLENE KOMBINATIONEN
| (mm) | Strom (A) Ø Elektrode (mm) Ø Düse (mm) Argon | Durchsatz (L/min) | ||
| TIGDC | 0.3 - 3 3 - 75 1 | 6.5 6 - 7 | ||
| 2.4 - 6 60 - 150 | 1.6 8 6 - 7 | |||
| 4 - 8 100 - 200 | 2 9.5 7 - 8 | |||
| 6.8 - 8.8 | 170 - 250 | 2.4 | 11 | |
| 9 - 12 | 225 - 300 3.2 12.5 | 9 - 10 | ||
| TIGAC | 0.5 - 1 .5 5 - 50 1 | 6.5 6 - 7 | ||
| 1.5 - 2 | 50 - 80 | 1.6 | 8 | |
| 2 - 3 | 80 - 110 | 2 9.5 7 - 8 | ||
| 3 - 4 | 110 - 150 | 2.4 | 11 | |
| 4 - 5 150 - 180 | 3.2 12.5 10 - 12 | |||
| 5 - 6 180 - 240 | 4 | 16 12 | - 16 | |
| 6 - 10 | 240 - 400 4.8 19 | 15 - 18 |
WIG-SCHWEISSMODUS (GTAW)
ANSCHLUSS UND TIPPS
- Für das WIG-Schweifen ist Schutzgas (Argon) erforderlich.
- Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+). Schlieben Sie das Brennerstromkabel an den negativen (-) Anschluss
sowie die Anschlüsse für die Brennertaste(n) und das Gas an. - Kontrolieren Sie vor dem Schweiben den Brenner auf Vollständigkeit und Zustand der Verschleitsteile (Keramikgasduse, Spannhulengehause, Spannhulse, Brennerkappe und Wolfram-Elektrode).
Die Wahl der Elektrode richtig sich nach dem Strom des WIG-Verfahrens.
ELEKTRODE-SCHLEIFEN
Für optime Funktion wird empfohlen, eine wie folgt geschliffene Elektrode zu verwenden:
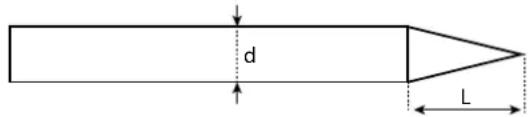
L = 3× d bei niedrigem SchweiBstrom.
L = d bei hohem Schweißstrom.
VERFAHRENSPARAMETER
| Parameter | Einstellungen | Schweissverfahren | ||||
| Stetiger Strom | DC | AC | Wizard | |||
| - | Standard | - | ✓ | ✓ | - | Stetiger Strom |
| Pulse | - | ✓ | ✓ | - | Impulsstrom | |
| FastPulse | ✓ | - | - | Geräuschloser Pulsstrom | ||
| Spot | - | ✓ | ✓ | - | Durchgehendes Punktschweifen | |
| Tack | - | ✓ | - | - | Gepulstes Punktschweifen | |
| Multi-Spot | ✓ | ✓ | - | Wiederholte glatte Anheftung | ||
| Multi-Tack | ✓ | - | - | Wiederholte gopulste Anheftung | ||
| AC Mix | - | ✓ | AC-DC-Mischstrom | |||
| Materialtyp | Fe, Al, etc. | ✓ | - | - | - | Auswahl des zu verschreibenbenden Materials |
| Durchmesser der Wolframelektrode | 1 - 4 mm | ✓ | ✓ | ✓ | ✓ | Wahl des Elektrodendurchmessers. Ermöglicht die Fei-nabstimmung von HF-Ansaugstrom und Synergien |
| Art der Zündung | Lift, HF, Touch. HF | ✓ | ✓ | ✓ | ✓ | Wahl der Zündungsart |
| Zündungsart | 2T, 4T, 4T LOG | ✓ | ✓ | ✓ | 2T, 4T | Wahl des Modus zur Verwaltung des Schweifens am Brennertaster |
| E-TIG | OFF - ON | ✓ | ✓ | ✓ | - | Schweizmodus mit Konstant-Energie und Korrektur der Lichtbogenlängenabweichungen |
| Energie | Hold Coef. Thermisch | - | ✓ | ✓ | ✓ | Siehe Kapitel «ENERGIE» auf den Seiten folgend. |
| Erweiterte Parame-ter | ✓ | ✓ | ✓ | ✓ | Einstellung der HF-Zündung. | |
Der Zugriff auf eine Schweißparameter hängt vom gewährten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy, Expert, Avancé. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
WIG Synergie
Funktioniert nicht mehr über die Auswahl eines Gleichstromypes und die Einstellungen der Parameter des Schweizzyklus, sondern integriert erfahrungsbasierte Regel/Nyergien fur das Schweiten. Dieser Modus beschränkt also die Anzahl an Parameter auf drei grundsätzliche Einstellungen. Art des Materials, zu schweibende Dicke und Schwei-position.
TIG DC
Zum Schweifen von Eisenmetallen wie Stahl, Edelstahl, aber auch Kupfer und seine Legierungen sowie Titan.
TIG AC
Zum Schweiben von Aluminium und seinen Legierungen, aber auch von Kupfer.
TIG Wizard
Wizard Lab :
Siehe Kapitel „Wizard Lab" auf den folgenden Seiten.
Wizard Alu, Edelstahl, Stahl, Kupfer:
Dierer Modus ermoiht die Vormontage oder das Schweien von Werkstucken aus Leichtmetallegierungen (AlSi/AlMg/Al99), Edels-tahl (CrNi), Stahl (Fe) und Kupfer (CuZn/Cu). In Form von Synergien sind die Einstellungen die Dicke der zu schweifen den Teile und die Art der Montage (Durchgangig (BW), Clin (FW), Innenecke (BP), Auenecke oder Draht-zu-Draht fur StumpfstoBtechnik). Um von einem Modus in den anderen zu wechseln, drucken Sie die Taste Nr. 4 auf der Tastatur (siehe HMI-Anleitung).
EINSTELLUNGEN - TIG DC
Standard
These Schweissmodus ermocht qualitativ hochwertige Schweigungen an den meisten eisenhaltigen Materialien wie Stahl, Edelstahl, aber auch Kupfer und Kupferlegierungen, Titan usw. Die zahlreichen Mochlichkeiten der Strom- und Gassteuerung ermoqlichen Ihnen eine perfekte Kontrolle Ihres Schweisvorgangs, von der Zündung bis zur endgültigen Abkuhlung ihrer Schweinnaht.
Gepulst
Bei dier Art des Impulsstromschweens werden Impulse mit hohem Strom (I, Schweimpuls) und dann Impulse mit Schwachstrom (I_Kalt, Impuls zum Abkuhlen des Werkstucks) aneinandergereit. Der Pulsmodus ermittelcht die Bearbeitung von Werkstucken bei begrenztem Temperaturanstieg und geringer Verformung. Halt auch ideaal die Position bei.
Beispiel:
Der SchweiBstrom I ist eingestellt auf 100A und % (I-Kalt) = 50, d.h. Grundstrom = 50% x 100A = 50A.
F(Hz) ist auf 10Hz eingestellt, die Signalperiode wird 1/10Hz betragen = 100ms Alle 100ms folgt auf einen 100A-Impuls einer mit 50A.
- FastPulse
Bei dier Art des ImpulsstromschweBens bei seh hogen Frenzen werden Impulse mit hohem Strom (I, Schweiimpuls) und dann Impulse mit Schwachstrom (I_Kalt, Impuls zum Abkuihen des Werkstucks) aneinandergereit. Im FastPulse-Modus werden die Eigenschaften zur Lichtbogenverengung des Impuls-Modus mit Hochfrequenz beibehalten. Dies gleichzeitig auf Tonfrequzien, die fur den Schweiber weniger unangenehm oder soccer unhorbar sind.
- Spot
Mit thisem Anheft-Modus konnen Sie Werkstücke vor dem Schweiten vormontieren. Das Heften kann manuell mit der Brennertaste erfolgen oder mit einer eingestellen Heftzeit automatisiert werden. Die einstellbare Schweidauer ermittelte Reduzierung der Schweizheit für bessere, nicht oxidierte Ergebnisse beim Heftschweiten.
Multi-Spot
Dies ist ein ähnlicher Anheit-Modus wie TIG Spot, bei dem jeder Heft- und Stoppzeiten aufeinander folgen, die definiert sind, solange der Brennertaster gedrück wird.
Tack
Mit thisem Anheft-Modus konnen auch Werkstücke vor dem Schweiten vormontiert werden, aber these Maal in zwei Phasen: Bei der ersten Phase mit gepulstem Gleichstrom wird der Lichtbogen für einen besseren Einbrand gebündelt. Die darauf folgende zweite Phase mit Standard-Gleichstrom verbreitet den Lichtbogen und damit die Schmelze, um den Schweifspunkt zu setzen.
Mit den einstellbaren Zeiten der zwei Phasen lassst sich eine höhere Wiederholgenauigkeit und das Setzen von nicht oxidierten SchweiPunkten mit geringem Durchmesser (Zugang im erweiterten Menu) erzielen.
Multi-Tack
Dies ist ein ähnlicher Anheit-Modus wie TIG Tack, bei dem jeder Heft- und Stoppzeiten aufeinander folgen, die definiert sind, solange der Brennertaster gedrück wird.
EINSTELLUNGEN-TIG AC
Standard
Dier Schweismodus ist zum SchweBen von Aluminium und seinen Legierungen (Al, AlSi, AIMg, AIMn ...). Wechselstrom ermittelcht die Entlackung von Aluminium, die zum SchweiBen unerlsslich ist.
Die Bilanz (%T_AC):
Während der positiven Welle wird die Oxidation gebrochen. Wahlend der negativen Welle kühlt die Elektrode ab und die Werkstücke werden zusammengeschweit, es kommt zu einer Durchdringung.
Wenn Sie das Verhältnis zwischen den beiden Wechseln über die Einstellung Bilanz ändern, wird entweder die Reinigung oder das Eindringen begunstigt (die Standardeinstellung ist 30%).
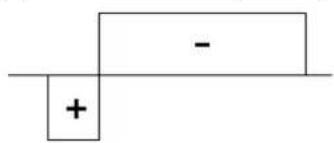
20% : Max. Durchdringung 50% 60% : Max. Abtragung
Gepulst
Bei dier Art des Impulsstromschweins werden Impulse mit hohem Strom (I, SchweiBimpuls) und dann Impulse mit Schwachstrom (I_Kalt, Impuls zum Abkuhlen des Werkstücks) aneinandergereit. Der Pulsmodus ermoiglich die Bearbeitung von Werkstücken bei begrenztem Temperaturanstieg und geringer Verformung. Halt auch ideal die Position bei.
Beispiel:
Der SchweiBstrom I ist eingestellt auf 100A und % (I-Kalt) = 50, d.h. Grundstrom = 50% x 100A = 50A.
F(Hz) ist auf 10Hz eingestellt, die Signalperiode wird 1/10Hz betragen = 100ms Alle 100ms folgt auf einen 100A -Impuls einer mit 50A .
- SPOT
Mit thisem Anheft-Modus konnen Sie Werkstücke vor dem Schweisen vormontieren. Das Heften kann manuell mit der Brennertaste erfolgen oder mit einer eingestallenten Heftzeit automatisiert werden. Die einstellbare Schweidauer ermöglicht die kontrollierte Reduzierung der Schweizheit für bessere, nicht oxidierte Ergebnisse beim Heftschweifen.
Multi-Spot
Dies ist ein ähnlicher Anheit-Modus wie TIG Spot, bei dem jeder Heft- und Stoppzeiten aufeinander folgen, die definiert sind, solange der Brennertaster gedrück wird.
- AC Mix
Dier Schweimmodus im Wechselstrom wird zum Schweiten von dickem Aluminium und seinen Legierungen verwendet. Er mischt wahrrend des Schweiens mit Wechselstrom Gleichstromsequenzen, was die dem Werkstück zugeführte Energie erhöht. Das Endziel besteht darin, den Arbeitsvorschub und damit die Produktivität bei Aluminiumbaugruppen zu beschleunigen. Dsier Modus erzeugt weniger Abtragung, daher ist es notwendig, auf sauberen Blechen zu arbeiten.
E-WIG
Dier Modus ermcigt das Schweien mit konstaner Leistung, indem die Schwankungen der Lichtbogenlne in Echtzeit gemessen werden, um eine konstante Nahtbreite und Einbrand zu gewahrleisten. In Falle, in denen die Montage die Beherrschung der Schweienergie erfordert, garantiert der Modus E.WIG dem Schweifer, dass die SchweiBleistung unabhagig von der Position seines Brenners in Bezug auf das Werkstuck eingehalten wird.
Standard (Konstantstrom) E-WIG (konstante Energie)




Wizard Lab
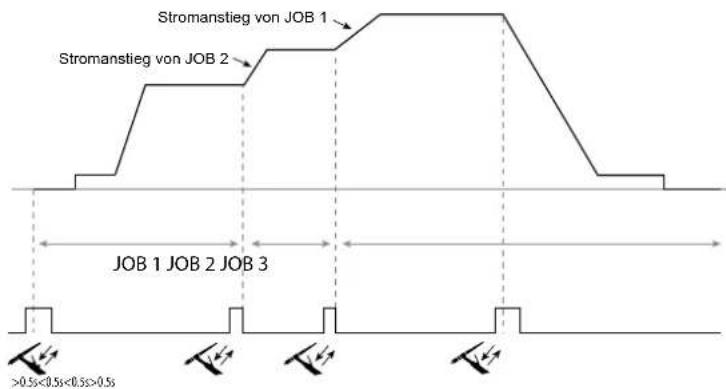
In this Schweimodus konnen Sie komplexe Schweizyken (außerhalb des Standards) durch aufeinander folgende Steps durchfuhren. jeder Step wird durch eine Stromrampe und eine Stromstufe sowie einen Stromtyp (DC/AC/Gepulst) während dieser bestimmt. Die Konfiguration von Wizard Lab erfolgt in drei Schritten:
- Definition des Schweizkyklus (Anzahl der Steps, Wiederholungsschleifen, usw.)
- Einstellung von jedem Step (Rampe, Stromtyp ...)
- Einstellungen der spezifischen erweiterten Einstellungen.
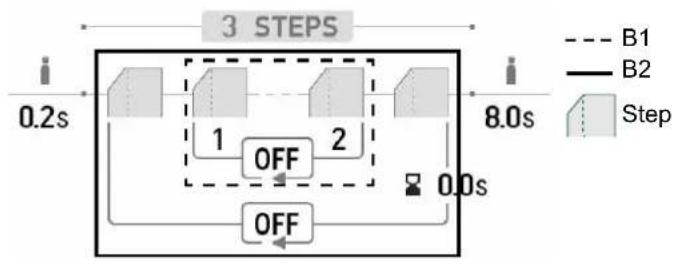
STEP (SCHRITT): Ein Step kann angepasst werden (siehe Abschnitt „Einstellen eines STEP"), indem der Stromtyp (DC oder AC), die Stromform (Standard oder Gepulst) und eine Rampe zum Erreichen des eingestellten Schweisstroms festgelegt werden. jeder Schritt ist anpassbar.
Schweizzyklus: Ein Schweizzyklus besteht aus Vorströmen, einem oder mehreren Steps (siehe „Definition des Schweizzyklus") und Nachströmen.
Schleifen: Es gibt zwei verschiedene Schleifen (siehe „Definition des Schweizzyklus"):
Die innere Schleife des Zyklus (B1): Innerhalb des Zyklus kann der Benutzer je nach Anwendung eine oder mehrere oder soccer unendlich wie Schleifen (Wiederholung von zwei oder mehr Steps) machen (Beispiel: Schweiben in AC MIX, bei dem zwei Steps DC und AC wiederholt werden).
- Die Zyklenschleife (B2): Der Benutzer kann seinen Zyklus (ohne Pegas und Postgas) ein- oder mehrmals oder)sagur unendlich wiederholen und bei Bedarf eine Verzogerung zwischen zwei Wiederholungen einstellen Beispiel: MULTITACK-SchweiBen, bei dem der TACK-Punktschweifzkyklus mit einer Verzogerung zwischen zwei Punkten wiederholt wird, solange der Brennertaster gedrückt bleibt).
Definition des Schweizzyklus:
| Maßein-heit | ||
| Gasvorströmung - Die Anzahl der Schritte definiert den Schweißzyklus | ||
| Anzahl der Schritt-Schleifen | s Zeit für die Entlüfung des Brenners und die Erzeugung des Schutzgases vor der Zündung | |
| Eingangs-Schritt - Festlegen einer Wiederholungsschleihe im Schweißzyklus (B1) | ||
| Ausgangs-Schritt - Start-Schritt der Wiederholungsschleihe (B1) im Zyklus | ||
| Anzahl der Zyklusschleifen | - End-Schritt der Wiederholungsschleihe (B1) im Zyklus | |
| Zeit zwischen den Schleifen | - Festlegen einer Wiederholungsschleihe im ganzen Schweißzyklus (B2) | |
| Gasnachströmung | s | Festlegen der Zeit zwischen zwei Wiederholungsschleihe im ganzen Schweißzyklus (B2) |
| Post Gaz s | Dauer der Aufrechterhaltung des Schutzgases nach dem Verlöschen des Lichtbogens. Damit konnen sowohl das Werkstück als auch die Elektrode vor Oxidation geschützt werden. | |
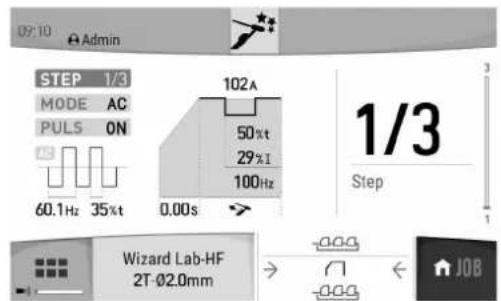
Einstellungen eines STEP:
| MaiBein-heit | ||
| STEP (SCHRITT) 1/× Auswahl des zu konfigurierenden STEPs. | ||
| MODUS | DC-DC+AC | Auswahl der Schweißstromart des Schritte |
| PULS | OFFON | Ermöglicht das Pulsieren der eingestellten Stromart |
| AC-Wellenform - Wellenform im Wechselstrom | ||
| Schweizfrequenz Hz Freqenz des Verpolungsschweiens - Abtragung | ||
| Abtragung in Prozent | % | Zeit des Schweißen zur Abtragung in Prozent |
| Stromanstieg | s | Übergangsrampe zwischen dem Wert der Stromstufe des vorherigen Schritte und dem Wert des aktuellen Schritte |
| Schweizstrom A Schweizstrom | |
| Wellenform - Wellenform des gepulsten Teils | |
| Kaltstrom % Zweitstrom (Kaltstrom) | |
| Kaltanteil % Zeitanteil des Impuls-Heißstroms (I) | |
| Pulsfrequenz Hz Pulsfrequenz | |
| Dauer des Schritte min Schweizstromdauer des Schritt- oder Brennertaster-Modus* | |

*Die Schritt-Zeit-Einstellung erhögt im 2T-Modus die Steuerung der Dauer des Schritte, der beim Loslassen des Brennertasters eingestellt wird. Der Zyklus wird vom ersten bis zum letzten Schritt beendet.

*Die Einstellung der Dauer des Schritte ermitteligt im 4T-Modus und mit einer Brenner-Doppeltaste nur das Umschalten von Schritt auf das Drücken und Loslassen von Taste 2.
Erweiterte Parameter, nur im Anzeigemodus „Erweitert:
| Erweiterte Parameter | Einstellung Beschreibung | |
| HF-Stufe | 1 - 10 | Index, der die Spannung von 5 kV bis 14 kV einstellt |
| Dauer HF | 0.01 - 3 s | HF-Zeit vor ihrem Abbruch |
| Bruchspannung | OFF, 0 - 50 V | Höhere Lichtbogenspannung vor dem Abschalten der Schweißstromquelle |
| Zeit bis zum Bruch | 0 - 10 s | Dauer der Berücksichtigung der Bruchspannung |
| Klebespannung | OFF, 0 - 50 V | Niedrige Lichtbogenspannung vor dem Abschalten der Schweißstromquelle (anti-sticking) |
| Zeit bis zum Kleben | 0 - 10 s | Dauer der Berücksichtigung der Klebespannung. |
WAHL DES DURCHMESSER DER ELEKTRODE
| Ø Elektrode (mm) | TIG DC | TIG AC | ||
| Wolfram pur | Wolfram mit Oxiden | Wolfram pur | Wolfram mit Oxiden | |
| 1 | 10 > 75 | 10 > 75 | 15 > 55 A | 10 > 70 A |
| 1.6 | 60 > 150 | 60 > 150 | 45 > 90 A | 60 > 125 A |
| 2 | 75 > 180 | 100 > 200 | 65 > 125 A | 85 > 160 A |
| 2.5 | 130 > 230 170 > 250 | 80 > 140 A | 120 > 210 A | |
| 3.2 | 160 > 310 | 225 > 330 | 150 > 190 A | 150 > 250 A |
| 4 | 275 > 450 | 350 > 480 | 180 > 260 A | 240 > 350 A |
| Ca. = 80 A pro mm Ø | Ca. = 60 A pro mm Ø | |||
WAHL DER Zündungsart
Lift : Kontaktzündung (für Umgebungen, die empfindlich auf HF-Störungen reagieren).
HF: Hochfrequenzündung ohne Kontakt der Wolframelektrode mit dem Werkstück.
Touch.HF: Zeitgesteuerte Hochfrequenzündung nach Kontakt der Wolframelektrode mit dem Werkstück.
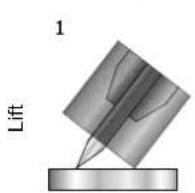


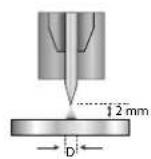
1-Brennerduse und Elektrodenspitze auf dem Werkstück positionieren und Brennertaste auslösen.
2- Den Brenner neigen, bis ein Abstand von etwa 2-3 mm zwischen der Elektrodenspitze und dem Werkstück besteht. Der Lichtbogen wird gezündet.
3-Brenner wieder in Schweißposition bringen, um den Schweißzyklus zu beginnen.
土



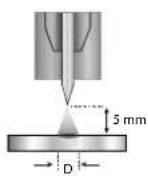
1- Bringen Sie den Brenner in Schweißposition über dem Werkstück an (Abstand zwischen der Elektrodenspitze und dem Werkstück ca. 2-3 mm).
2- Drücken Sie den Brennerknopf (der Lichtbogen wird berhungslos mithilfe von HF-Hochspannungszündimpulsen gezündet).
3- Der Start-Schweizstrom fließt, die Schweißung wird gemäß dem Schweizzyklus fortgesetzt.
Tee



1- Positionieren Sie die Elektrodenspitze auf dem Werkstück und betätigten Sie die Brennertaste.
2-Heben Sie die Elektrode vom Werkstück ab.
3-Nach einer Verzogerung von 0,2 s wird der Lichtbogen beruhrungslos mit
HF-Hochspannungs-Zündimpulsen gezündet, der anfängliche Schweizstrom flieft und die Schweigung wird gemäß dem Schweizzyklus fortgesetzt.
Erweiterte Parameter, nur im Anzeigemodus „Erweiter:
KOMPATIBLE BRENNER UND EINSTELLUNGEN DER BRENNERTASTER
| Lamelle Doppeltasten | Doppeltasten + Potentiometer | Up & Down |
| √ | DB | √ |
Beim Brenner mit 1 Taste wird die Taste „Haupttaste" genannt.
Beim Brenner mit 2 Tasten wird die erste Taste „Haupttaste" und die zweite Taste „Sekundärtaste" genannot.
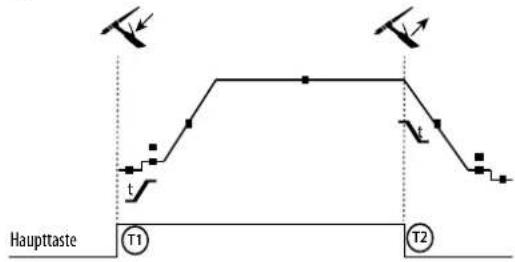
·2T
T1 - Die Hauptstaste wird gestrukt, der Schweizzyklus startet (Pre-Gaz (Gasvorströmung), I_Start, UpSlope und Schweifen).
T2 - Haupttaste ist gelöst, der Schweizzyklus stoppt (Stromabsenkung, Endstrom, Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekundär-Taste als Haupttaste verwendet.
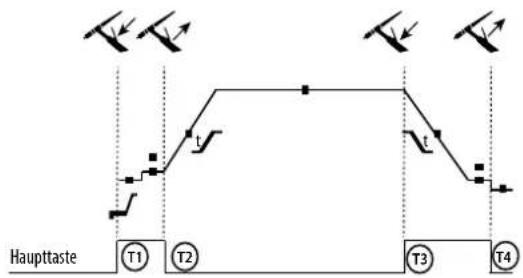
4T
T1 - Die Haupttaste wird gedrückt, der Zyklus startet aus PreGaz und stoppt in der I_Start-Phase.
T2 - Haupttaste ist gelost, der Schweizzyklus lauft weiter in Stromanstieg und Schweisstrom.
T3 - Die Haupttaste wird gedrückt, der Zyklus wechselt auf DownSlope und stoppt in der I_Stop-Phase.
T4 - Haupt taste ist gelöst, der Schweißzyklus stoppt (Stromab-senkung, Startstrom )
Anm: für die Brenner Doppeltasten und Doppeltaste + Potentiometer
Taste, Hoch/Schweibstrom und Potentiometer aktiv, Tasse, Niedrig inaktiv.
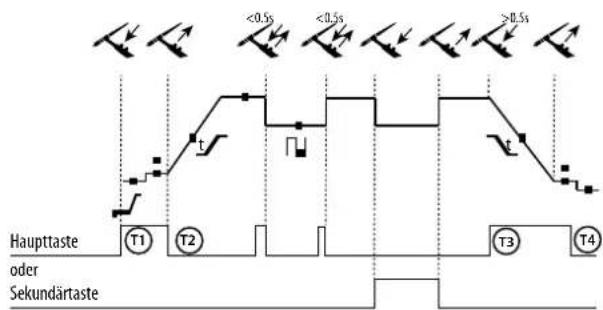
- 4T LOG
T1 - Die Haupttaste wird gedrückt, der Zyklus startet aus PreGaz und stoppt in der I Start-Phase.
T2 - Haupttaste ist gelost, der Schweißzyklus lauft weiter in Stromanstieg und Schweisstrom.
LOG: dieser Betriebsmodus wird in der SchweiBphase angewandt:
-
durch kurzen Druck auf die Haupttaste (< 0,5s) schaltet der Strom zwischen I Schweisstrom und I Kaltstrom und umgekehrt.
-
die Sekundär taste wird gedrückt gehalten, der Strom kippt den Strom von I Schweifen auf I Kalt
-
die Sekundärtaste wird losgelassen, der Strom kippt den Strom von I Kalt auf I SchweiBen
T3 - Ein langer Druck auf die Haupttaste (>0,5s) , der Zyklus wechselt in DownSlope und stoppt in der I Stop-Phase.
T4 - bei gelöster Haupttaste endet der Zyklus durch die Gasnachstörung.
Bei Brennern mit Doppelttaste oder Doppelausloser + Potentiometer hat die obere Taste die gleiche Funktion wie bei Lamellen/ Einzeltasten-Brennern. Der Ausloser „unter gedrück" erhögt, wenn er gedrück gehalten wird, das Umschalten auf Kaltstrom. Das Brennerpotentiometer, falls vorhanden, regelt den Schweizstrom von 50 % bis 100 % des angezeigten Wertes. Die Up & Down-Funktionen erhögen die Einstellung des Stroms am Brenner.
ANSCHLUSS ZUR STEUERUNG DES BRENNERTASTERS
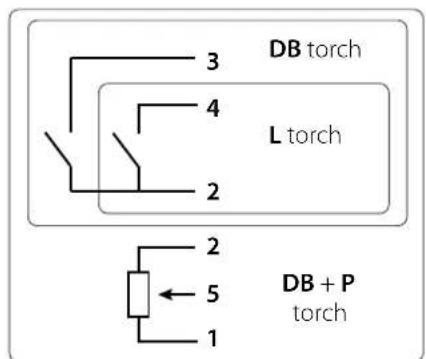
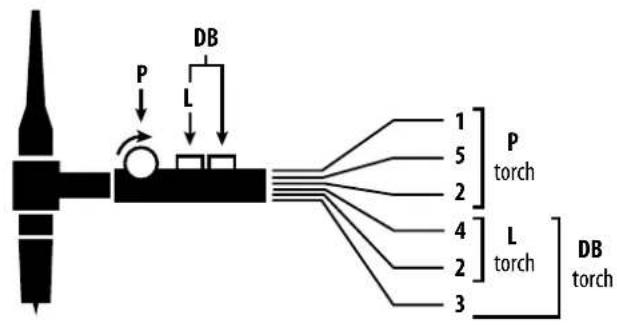
Kabelplan für den SRL18-Brenner Schaltplan je nach Brennertyp
| Brennertypeen | Bezeichnung des Drahts | Pin des zugehörigen Steckers | ||
| Doppeltasten + Potentiometer-Brenner | Doppeltasten-Brenner Lamellenbrenner | Allgemein/Masse 2 | ||
| Taste 1 4 | ||||
| Taste 2 3 | ||||
| Allgemein/Masse des Potentiometers | 2 | |||
| 10 V 1 | ||||
| Cursor 5 | ||||
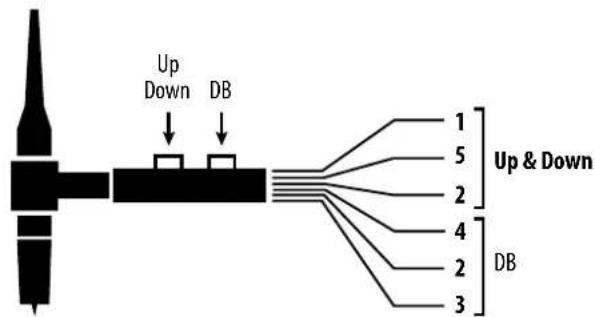
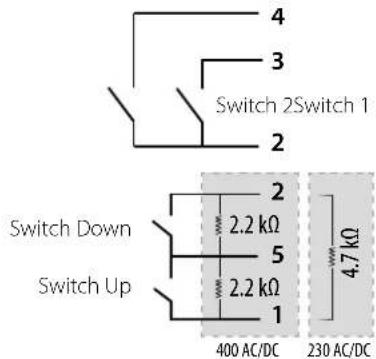
Kabelplan für den Up & Down-Brenner Schaltplan für den Up & Down-Brenner
| Brennertype | Bezeichnung des Drahts | Pin des zugehörigen Steckers |
| Up & Down - Brenner | AllgemeinSwitch 1 & 2 | 2 |
| Switch 1 4 | ||
| Switch 2 3 | ||
| AllgemeinSwitch Up & Down | 5 5 | |
| Switch Up 1 | 1 | |
| Switch Down 2 | 2 |
400 AC/DC 230 AC/DC
MANUELLE GASENTLEERUNG
Das Vorhandensein von Sauerstoff im Brenner kann zu einer Verschlechterung der mechanischen Eigenschaften führen und eine Verringerung der Korrosionsbestandigkeit zur Folge haben. Um das Gas aus dem Brenner zu entlufen, drücken Sie lange auf die Drucktaste Nr. 1 (siehe HMI-Anleitung) und folgen Sie dem Verfahren auf dem Bildschirm.
DEFINITION DER EINSTELLUNGEN
Maein-heit
| Gasvorströmung s Zeit für die Entlüfung des Brenners und die Erzeugung des Schutzgases vor der Zündung | ||
| Startstrom %/A Thiser Stufenstrom beim Start ist eine Aufwärmphase vor der Stromanstiegsmarpe | ||
| Startzeit s Zeit der Stufe beim Start vor der Stromstiegsrampe | ||
| Stromanstieg s Ermöglicht einen allmählichen Anstieg des Schweißstroms | ||
| Schweißstrom A Schweißstrom | ||
| Stromabsenkung | s | Vermeidet Krater am Ende des Schweißens und die Gefahr von Rissbildung besonders bei Leichtmetall |
| Abschaltstrom %/A Thiser Stufenstrom beim Anhalten ist eine Phase nach der Stromabsenkungsrampe | ||
| Pausenzeit s Die Stufenzeit beim Anhalten ist eine Phase nach der Stromabsenkungsrampe | ||
| Dicke mm Dicke des zu verschiedenen Materialis | ||
| Position - Schweißposition | ||
| Gasnachströmung | s | Dauer der Aufrechterhaltung des Schutzgases nach dem Verlösen des Lichtbogens. Er schützt das Werkstück und die Elektrode vor Oxidation beim Abkühlen. |
| Wellenform - Wellenform des gespulsten Teils | ||
| AC-Wellenform | - | Wellenform im Wechselstrom (AC) |
| Kaltstrom | %/A Zweitstrom (Kaltstrom) | |
| Kaltanteil | % | Impuls-Kaltstrom Zeitgleichgewicht |
| Pulsationsfrequenz | Hz | Pulsationsfrequenz zwischen Schweißstrom und Kaltstrom: Einstelltipps: • Wenn manuell mit Zusatzmetall gewschweibt wird, wird F(Hz) mit Zusammenarbeit durch Synchronisiert, • Bei geringer Dicke ohne Zusatz (< 0,8 mm), F(Hz) > 10 Hz • Schweißen in Position, dann F(Hz) < 100 Hz |
| Heften - Spot s Manuell oder definierte Zeit | ||
| Dauer des Schweißens | Manuell / s | Dauer des Schweißens |
| Pulsdauer | s Manuelle oder zeitabhängige Impulsphase | |
| Dauer ohne Impulse | s Manuelle Phase mit stetigem Strom oder mit festgelegter Dauer | |
| Schweißfrequenz | % | Frequenz des Verpolungsschweißens - Abtragung |
| Abtragung in Prozent | % | Prozentsatz der Schweißzeit für die Abtragung (Standard: 30-35%) |
| Dauer AC | s Schweißdauer in WIG AC | |
| Dauer DC | s Schweißdauer in WIG DC | |
| Dauer zwischen 2 Heftpunkten | s | Die Zeit zwischen dem Ende eines Punkts (außer PostGaz) und der Wiederaufnahme eines neuen Punkts (einschließlich PreGaz). |
Der Zugriff auf bestimmte Schweißparameter hangt vom Schweißverfahren (Synergie, AC, DC, usw.) und dem gewährten Anzeigemodus (Easy, Expert oder Erweitert) ab. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI). Einige Einstellungen in % oder Ahängen vom gewährten Anzeigemodus ab (Easy, Expert oder Advanced).
MMA-SCHWEISSMODUS (SMAW)
ANSCHLUSS UND TIPPS
- Stecken Sie die Kabel, den Elektrodenhalter und die Erdungsklemme in die Anschlussbuchsen.
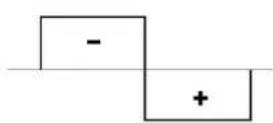
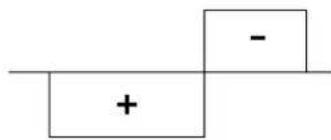
- Beachten Sie die auf den Elektrodenpackungen angegebene Schweifspolarität und Schweifstrom.
- Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Gerät nicht benutzt wird.
- Das Gerät ist mit 3 umrichterspezifischen Funktionen ausgestattet:
- Hot Start: erhöht den Schweizstrom beim Zünden der Elektrode.
- Arc Force: erhöht kurzzeitig den Schweisstrom. Ein mögliches Festbrennen der Elektrode am Werkstück während des Eintauchens ins SchweiBad wird verhindert.
- Anti Sticking: schaltet den Schweiressrom ab. Ein mögliches Ausgluhen der Elektrode während des offen genannten, möglichen Festbrennens wird vermieden.
VERFAHRENSPARAMETER
| Schweissverfahren | |||||
| Parameter | Einstellungen | Standard | Gepulst | AC | |
| Elektroductyp | Rutil Basisch Zellulose | ✓ | ✓ | ✓ | Der Elektroductyp bestimmt je nach verwendetem Elektro-dentyp spezifische Parameter, um die Schweißprozess zu optimieren. |
| Anti-sticking | OFF - ON | ✓ | ✓ | ✓ | Die Antihaft-Funktion wird empfohlen, um die Elektrode si-cher zu entfernen, wenn sie am zu schweßenden Werkstück festklebt (der Strom wird automatisch abgeschaltet). |
| Polarität | Direkt (+++ und -=) Invers (+=- und -=+) | ✓ | ✓ | - | Der Wechsel des Zubes hörrs bei einem Durchgang mit direkter oder umgekehrter Polarität wird auf Produktebene vorge-nommen. |
| Energie | Hold Coef. Thermisch | ✓ | ✓ | ✓ | Siehe Kapitel «ENERGIE» auf den Seiten folgend. |
Der Zugriff auf eine Schwei parameter hangt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy, Expert, Avancé. Beachen Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
Standard
Dier Schweimodus eignet sfr die meisten Anwendungen. Dieses Verfahren erlaubt ein Verschwei mit aller gangigen umhulten, Rutil., Zellulose- und basischen Elektroden und auf allen Materialien: Eisen, Edelstahl und Gusseisen.
Gepulst
Dier Schweinmodus eignet sfr Anendungen in vertikal ansteigender Posit (PF). Der Pulsstrom ermoglich a Materialverschmelzung bei geringerener Energieeinbringung. Ohne Pulsen erfordert das Steignahscheifen eine Elektrodenfhrung nach dem Tannenbaumprinzd, h schwige Dreiecksbewegungen. Dank dem MMA-Puls-Modus sind solche Bewegungsablufe nicht mehr zwingend notwendig. Je nach Werkstuckstarke kann eine geradinlige Aufwartsbewegung genugen. Wenn Sie Ihr Schmelzbad verbretern mochten, ist eine einfache Seiwrtsbewegung ausreichend, ahlich wie beim Schweifen in flacher Position. Über das Display lasst sich die Frequenz des Pulsstroms einstellen. Mit thisem Verfahren ist das Schweifen von Steignahten better beherrschbar.
AC
Dier Schweimodus wird in seh speziellen falle verwendet, in den der Lichtbogen nicht stabil oder gerade ist, wenn er magnetisch angeblasen wird (magnetisiertes Werkstuck, Magnetfelder in der Nane ...). Wechselstrom macht den SchweBlichtbogen unempfindlich gegenüber seiner elektrischen Umgebung. Es muss überprüft werden, ob ihre umhulte Elektrode fur Wechselstrom geeignet ist.
WAHL UMHULLTER ELEKTKRODEN
- Rutilelektrode: sehr einfach in allen Positionen zu verwenden.
- Basische Elektroden: Bedienung in allen Positionen, und dank ihrer mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
- Zellulose-Elektroden: sehr dynamischer Bogen, schelle Verschmelzgeschwindigkeit und Bedienung in allen Positionen, deswegen fur SchweiBarbeiten in Pipelines geeignet.
DEFINITION DER EINSTELLUNGEN
| Maßein-heit | ||
| "ProzentsatzHot Start" | % | Der Hot Start ist ein Überstrom beim Züden, der verhindert, dass die Elektrode am Werkstück klebenbleibt. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). |
| Dauer Hot Start s | ||
| Schweißstrom A | Der Schweißstrom wird entsprechend dem Durchmesser und dem Typ der gewährten Elektrode eingestellt(siehe Elektrodenumhüllung). | |
| Kaltstrom % Zweitstrom (Kaltstrom) | ||
| Arc Force % | Arc Force ist ein erzeugter Überstrom zur Verhinderung von Anhaftungen, wenn die Elektrode oder derTropfen das Schweißbad berührt. | |
| AC-Wellenform % Wellenform im Wechselstrom. Die Trapezform wird bevorzugt. | ||
| Schweißfrequenz Hz Freqenz des VerpolungsschweIssens + oder - | ||
| Pulsationsfrequenz Hz Pulsationsfrequenz des Puls-Modus. | ||
Der Zugruff auf eine Schweißparameter hängt vom gewährten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy, Expert, Avancé. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
EINSTELLUNG DER SCHWEISSSTARKE
Die folgenden Einstellungen entsprechen dem nutzbaren Stärkebereich je nach Elektrodentyp und -durchmesser. Hinweis: Der Einstellbereich des Arc Force ist abhängig vom ausgewählten Elektrodentyp.
| Ø Elektrode (mm) Rutil-Elektrade E6013 (A) Basische Elektrode E7018 (A) Zellulose-Elektrade E6010 (A) | |||
| 1.6 | 30-60 | 30-55 | - |
| 2.0 | 50-70 | 50-80 | - |
| 2.5 | 60-100 | 80-110 | 60-75 |
| 3.15 | 80-150 | 90-140 | 85-90 |
| 4.0 | 100-200 | 125-210 | 120-160 |
| 5 | 150-290 | 200-260 | 110-170 |
| 6.3 | 200-385 | 220-340 | - |
EINSTELLUNG VON ARC FORCE
Es wird empfohlen, die Arc Force auf die mittlere Position (0) einzustellen, um mit dem Schweiben zu beginnen, und sie entsprechend den Ergebnissen und SchweiBpraffen anzupassen. Hinweis: Der Einstellbereich von arcforce ist spezifisch fur den gewährten Elektrodentyp.
EINSTELLUNG VON HOT START
Es ist ratsam, einen niedrigen Hot Start für dünne Bleche und einen hohen Hot Start für große Dicken und schwierige Metalle (verschmutzte oder oxidierte Werkstücke) einzustellen.
ENERGIE
Dieser Modus wurde entwickelt, um reproduzierbare SchweiBergebnisse unter gleichbleibenden Bedingungen mit Hilfe einer «DMOS» zu gewährleisten. Geregelt werden:
-
Wärmeikoeffizient nach der verwendeten Norm: 1 für die Normen ASME und 0,6 (TIG) oder 0,8 (MMA) für die europäischen Normen. Die angegeigte Energie wird unter Berücksichtigung deses Koeffizienten berechnet.
-
Die Länge der Schweißnacht (OFF - mm): Wenn eine Länge gespeichert ist, dann wird die Energieanzeige nicht mehr in Joule, sondern in Joule / mm angezeigt (die Einheit auf der Anzeige „J“ blinkt).
SPEICHERUNG UND AUFRUFE VON JOBS
Zugriff über das Symbol "JOB" auf dem Hauptbildschirm.
Die verwendeten Einstellungen werden automatisch gespeichert und beim nachsten Einschalten des Geräts wieder aufgerufen.
Zusätzlich zu den aktuellen Einstellungen ist es möglich, sogenannte „JOB“-Konfigurationen zu speichern und abzurufen.
Fur das WIG-Verfahrens stehen 500 JOBS zur Verfugung, fur das MMA-Verfahren 200. Die Speicherung erfolgt auf der Grundlage der aktuellen Prozessparameter, der aktuellen Einstellungen und des Bediener-Profils.
Job
Der JOB-Modus erlaubt die Erstellung, das Speichern, den Aufruf und das Löschen von JOB.
Quick-Load - Aufruf von JOBs am Brennertaster außerhalb des Schweisens.
Quick Load ist ein Modus zum Aufrufen von JOBs (maximal 20) außerhalb des Schweißen und ist nur beim WIG-Verfahrenn möglich.
Aus einer LiTe zuvor erstellter JOBs konnen JOBs durch kurzes Drucken des Brennertasters abgerufen werden. Es werden alle Brennertaster-Modi und alle Schweismodi unterstutz.
MultiJob - Aufruf von JOBs am Brennertaster beim Schweiten.
Ausgehend von einer MultiJOB-Liste, die aus zuvor erstellen JOBs besteht, konnen mit thisem Verkettungsmodus bis zu 20 JOBs ohne Unterbrechung aneinandergereicht geschweit werden.
Beim Aktivieren des Modus wird JOB Nr. 1 aus der Liste geladen und angezeigt. Der Brennertaster-Modus wird in 4T erzwungen.
Während des Schweißen konnen Sie in thisem Modus die JOBs der geladenen Ende durch kurzes Drücken der Tasten am Brenner aneinanderreihen.
Das Schweißen wird durch langes Drucken der Tasten am Brenner gestopt. Sobald der Schweiszyklus beendet ist, wird JOB Nr. 1 für eine zukünftige Schweisbesequenz neu geladen.
Beim Aktivieren des Modus wird JOB Nr. 1 aus der Liste geladen und angezeigt.
Der Abruf der JOBs in der Sequenz erfolgt in einer Schleife: Wenn der letzte JOB in der Liste erreicht ist, ist der{nachste JOB JOB Nr. 1.
Das Schweißen wird durch langes Drücken der Brennertasten aktiviert.
C5
Ausgehend von einer zuvor erstelltten Liie C5 mit 5 JOBs erormigt die eine fach Automatisierungsmethode uber die Fembedienungsverbindung das Abrufen von JOBs uber eine SPS (siehe Hinweis auf der Website - https://planet.gys.fr/pdf/spdoc/fr/CONNECT_5.pdf).
OPTIONALE FERNBEDIENUNG
- Analog-Fernsteuerung RC-HA1 (Art.-Nr. 045675 / 066625):
Eine analoge Fernbedienung kann über den Stecker (I-11) an den Generator angeschlossen werden.
Mit dieser Fernbedienung kann der Strom von 50 % bis 100 % der eingestellen Intensität variiert werden. In dieser Konfiguration sind alle Modi und Funktionen der Stromquelle zugänglich und einstellbar.
- Analog-Fernsteuerung RC-MMA/DEGAUSS (066496)
Eine analoge Fernbedienung kann über den Anschluss (1-4) an den Generator angeschlossen werden.
Die Steuerung ermoigt es nur bei MMA, den Strom über ein Potentiometer von 50% bis 100% des eingestellen Stroms zu varieren, die SchweiBPolaritat uber den Polaritatsschalter umzukehren und schlieBlich die SchweiBstromquelle ein- oder auszuschalten, um den Schweifer bei der Handhabung zu schutzen.
Fernbedienungspedal RC-MMA/TIG-FA1 (Art. Nr. 045682):
Ein Fernbedienungpedal kann über den Stecker (I-11) an die Stromquelle angeschlossen werden.
Mit dem Fußfernregler konnen Sie den Strom vom Minimum bis zu 100% der eingestellen Stärke varieren. Bei WIG arbeitet die Stromquelle nur im 2T-Modus. Außer dem wird das Ansteigen und Abfallen des Stroms nicht mehr vom Generator gesteuert (inaktive Funktionen), sondern vom Benutzer über das Pedal.
- Remote-HMI - digitale Fernsteuerung RC-HD2 (Art. Nr. 062122):
400 AC/DC : Eine digitale Fernbedienung kann über den Stecker (I-12) an die Stromquelle angeschlossen werden.
230 AC/DC FV : Eine digitale Fernbedienung kann über das optionale NUM-1-Kit (I-7) an den Generator angeschlossen werden.
These Fernbedienung ist fur MMA- und WIG-SchweBerfahren vorgesehen. Sie ermoiglich die Ferneinstellung des SchweiBerates. Eine Taste ON/OFF ermoiglich das Abschalten und Einschalten der digitalen Fernsteuerung. Wenn die Fernsteuerung eingeschaltet ist, wird das Bedienfeld der Stromquelle deaktiviert. Wenn die digitale Fernbedienung eingeschaltet ist, zeit das HMI des Generators die Strom- und Spannungswerte an. Sobald die Fernsteuerung ausgeschaltet wird, ist das Bedienfeld der Stromquelle wieder aktiv.
Verbindung
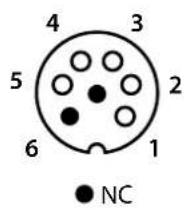
Das Produkt ist mit einer Buchse für die Fernregelung ausgestellt.
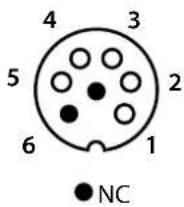
Der spezifische 7-polige Stecker (Option Art. Nr.045699) ermittelcht den An Schluss verschiedener Fernregelungsarten. Befolgen Sie bei der Verdrahtung das unter stehende Schema.
| ART DER FERNREGELUNG Drahtbezeichnung | Pin des zugehörigen Steckers | |||
| C5 | Fußfernregler Manuelle Fernregelung | 10 V A | ||
| Cursor B | ||||
| Allgemein/Mass C | ||||
| Schalter D | ||||
| AUTO-DETECT E | ||||
| ARC ON F | ||||
| REG I G | ||||
OPTIONALES KÜHLAGGREGAT
| Kompatibilität | Artikel-Nr. | Bezeichnung | Kühleistung | Leistung | Versorgungsspannung |
| TITANIUM 230 AC/DC FV | 070820 | KOOLWELD 1 | 1000 W | 3 L 24 V | |
| TITANIUM 400 AC/DC | 013537 | WCU 1KW C | 5.5 L | 400 V +/-15% |
Das Kuhlaggregat wird vom Gerät automatisch erkannt. Um das Kuhlaggregat auszuschalten (OFF), lessen Sieitte die Anleitung der Schnittstelle. Zum Schutz des Anwenders und des Brenners ist die Kuhleinheit mit folgenden Schutz ausgerüstet:
- Minimaler Flüssigkeitsniveau in der Kühleinheit.
- Minimaler Wasserdurchfluss im Brenner
- Überhitzungsschutz der Kuhlflüssigkeit.

Das Kuhlaggregat muss ausgeschalte sein, wenn Sie die Kuhlschläuche anschlieben oder entfern.
Die Kuhlflüssigkeit ist gesundheitsschädlich und reizt die Augen, die Haut und die Schleimhäute. Die weitere Kuhlflüssigkeit kann zu schweren Verbrennungen führen.
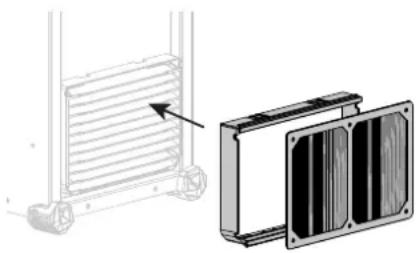
OPTIONALES FILTERSET
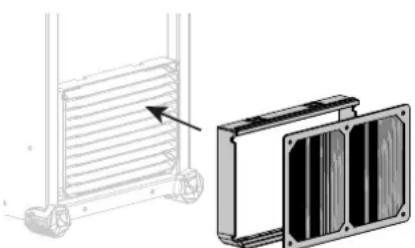
Staubfilter (Art. Nr. 046580) mit Feinfilterung: 630~ m (0,63 mm).
Achtung: Die Verwendung these Filters verringert das Nutzungsverhältnis ihrer Stromquelle.
Um das Risiko einer Überhitzung durch verstopte Luftungsöffnungen zu vermeiden, muss der Staubfilter regelmäßig gereinigt werden. Abnehmer und mit Druckluft reinigen.
HINZUFUGEN VON FUNKTIONEN
Der Hersteller GYS bietet eine breite Palette von Funktionen, die mit ihrem Produkt kompatibel sind. Entdecken Sie diese, indem Sie den QR-Code scannen.
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
- Durch Transport verursachten Beschädigungen.
- Normalem Verschleiß der Teile (z.B.: Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöbe, Demontage). - Durch Umwelterinflüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im Fall einer Garantieleistung tragt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOEREN
HANDMATIG ZUIVEREN GAS
INSTELLEN VAN DE LAS-INTENSITEIT
* Einschlauten gemäß EN62974-1 ('0m Minuten - 4oC), Bei seh intensivem Gebrauch (Einschlautdauer) kann der Thermoschutz ausgelost werden. In dieser Fall wird der Lichtbogen abgeschlossen und die entsprechende Warring 1 ersecht auf der Anzeuge. Das Gerät zum Abkullen nicht aushaften und laufen las bis das Gerät weder bereitigt. Das Gerät entspricht in einer Charakteristik einer Spammungssquelle mitfallender Karmlin. In einigen Laufen wird U0 als TCO bezerecht.
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / CUMBOJBI / PICTOGRAMMEN / ICONE
| OKD | FR Matériel conforme aux exigences britanniques. La déclaration de conformitébritannique est disponible sur notre site (voir à la page de couverture). EN Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den brutschen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite). ES Equipo conforme à los requisitosBritánicos. La Declaración de Conformidad Británica está disponible en{nuestra Paginga web (yese la portada). RU Matepma coobetctbyet Trebovamn BEminkobrtanm. 3aavbnne o cootbeTcBmI nIe BEminkobrtanm doctynno ha naeem Be6-cainte (cm.nlauhny cstranu) NMaterialial conform aan de Britse eisen. De Britse verklaring van overeenkomit is beschikbaar op onze website (zie omslagpagina). IT Materiale conforme alla esigenze britanniche. La dichiarazione di conformitàbritannica é disponibile sul dostro site (vedere pagina di copertina). |
| Φ | FR Matériel conforme aux normes Marocaines. La déclaration C-(CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity with Moroccan standards. The declaration C-(CMIM) of conformity is available on our website (see cover page). CE Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung C-(CMIM) ist auf unserer Website verflugbar (siehe Titelseite). ES Equipamiento conforma a las normas marroquies. La déclaración de conformidad C-(CMIM) está disponible en{nuestra Paginga web (ver pagsa de portada). RTO Tovap coobetctbyet Hopmam Mapokko. Dekaapazma C-(CMIM) doctynna dny kachbany nHa naiem caTne (cm nIytynbNo stranu) NL DIt materiail voldoet aan de Marokkaanse normen. De verklaring C-(CMIM) van overeenstemming is beschikbaar op once internet site (vermeld op de omslag). IT Materiale conforme alle normative marocchine. La dichiarazione C-(CMIM) di conformità é disponibile sul dostro site (vedi scheda del prodotto). |
| IEC 60974-1IEC 60974-10Class A | FR L'appareil respecte la norme EN60974-1 et EN60971-10 apparilel de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DEDas Gerät erfuill die Norm EN 60974-1 und EN 60971-10 der Geräkklasse A ESI el aparato se ajustla a la norma EN60974-1 y EN 60971-10, aparato de classe A. RU Annapat coobetctbyet Hopmam EN60974-1 y EN60971-10 annapat klanca A. NL DIt klasse A apparata voldoet aan de EN60974-1 en EN60971-10 normen. IIIl dispositivo rispetto la norma EN60974-1 e EN 60971-10 dispositivo classe A. |
| IEC 60974-3 | FR L'appareil respecte la norme EN 60974-3. EN This product is compliant with standard EN 60974-3. DE Das Gerät entspricht der Norm EN 60974-3. ES El aparato es conforme a las normas EN60974-3. RU Annapat coblodaert hopmbl EN 60974-3. NL Het apparaat voldoet aan de norm EN 60974-3. IIIl dispositivo rispetto la norma EN 60974-3. |
| Φ | FR Ce matériel faisant l'objet d'une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique! EN This hardware is subject to waste collection according to the European directives 2012/19/EU. Do not throw cut in a domestic bin! DE Fur die Entorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmull entsorgt werden! ESE Este material requiere una recogida de basuras selektiva según la directiva europea 2012/19/UE. INo tirar este producto a la basura domestica! U3To oborpudobaanie nopejckmt nepepaibokme cornpacno dinpecknbe EByccosio32012/19/UE.He blybrabttB oobiM mycopocobopnuk NL Afzonderlije inzameling vereist volgens de EPorese richtlin 2012/19/UE. Gooi het apparaat net bij het huishoudelijk afval! IITQuesto materiale è soggetto alla raccolta differenziana seguendo la direltiva europea 2012/19/UE. Non smallire coni rifiuti domestici! |
| Φ | FR Produit recyclable qui relève d'une consigne de tri. EN This product should be recycled appropriately DE Recyclingproduct, das gesondert entsorgt werden muss. ES Producto reciclable que require une separacion determinada. RU Θrot annapat nopejckmt utniliaaui. NL Product recyclebaar, net bij het huishoudelijk afval gooien IN Prodolto riciclabile soggetto a raccolta differenziata. |
| EAC | FR Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eurasi-sche Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad economica euroasiatica). RU Θnak coobetctbTBA EAC (EByassikkoek ekonomueckoe coobsectbo) NEA EC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming IN Marca di conformità EAC (Comunita Economica Eurasiatica) |
| Φ | FR Information sur la température (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) SE Informacion sobre la temperatura (protection tlemica) RU Μnφopmauaia no tempepatype (termoaunita). NL Informatie over de temperatuur (thermische beveiling) IN Informatione sulla temperatura (protezione termiche) |
| Φ | FR Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Μnoa raaa NL Ingang gas IT Entrata di gas |
| Φ | FR Sortie de gaz EN Gas output DE Gasaugang ES Salida de gas RU Bixxod raaa NL Ultvoer gas IT Uscita di gas |
| Φ | FR Commande à distance EN Remote control DEFemregler ES Control a distancia RUДистankонhoe уnpaiveime NL Afstandsbediening. IT Telecomando a distanza |
GYS France
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com +49 241 / 189-23-710 aachen@gys.fr
GYS Iberica SL
Filiale / Niederlassung
Avenida Pirineos 31, local 9
28703 San Sebastian de los reyes
Espana
www.gys.fr +34 917.409.790 iberica@gys.fr
GYS Italia
These Anleitungs zur Bedienung des Bedienfelds (HMI) ist Teil der kompletten Dokumentation. Eine allgemeine Anleitung liegt dem Gerät bei. Lesen und beachten Sie die allgemeine Anleitung, vor allem die Sicherheitshinweise!
Nutzung und Betrieb ausschließlich mit den folgenden Produkten
TITANIUM

Software-Version
In dieser Anleitung werden die folgenden Software-Versionen beschrieben: 1.86
Die Software-Version des Bedienfelds wird im Menu „System" angezeigt: System / Information / MMI
Steuerung der Stromquelle
Der Hauptbildschirm enthalt alle notwendigen Informationen fur das SchweiBverfahren vor, während und nach dem Schweiben (das Bedienfeld kann sich je nach gewähltem Prozess leicht aendern).
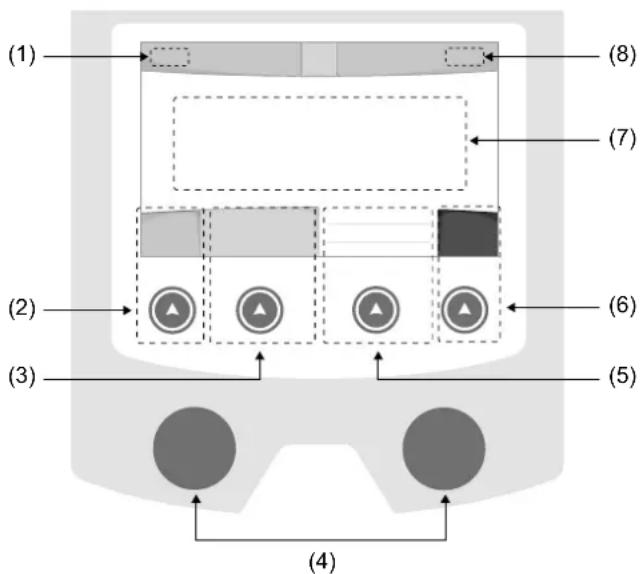
(1) Name des Bedieners / Rückverfolgbarkeit
(2) Drucktaste Nr. 1: Menu „Allgemein“ oder Rückkehr zumvorgen den Mienu
(3) Drucktaste Nr. 2: Parameter des aktuellen Verfahrens
(4) Navigationsrändchen
(5) Drucktaste Nr. 3: Einstellungen
(6) Drucktaste Nr. 4: Job oder Validierung
(7) Aktuelle Einstellungen
(8) Messung von Stromstarke und Energie
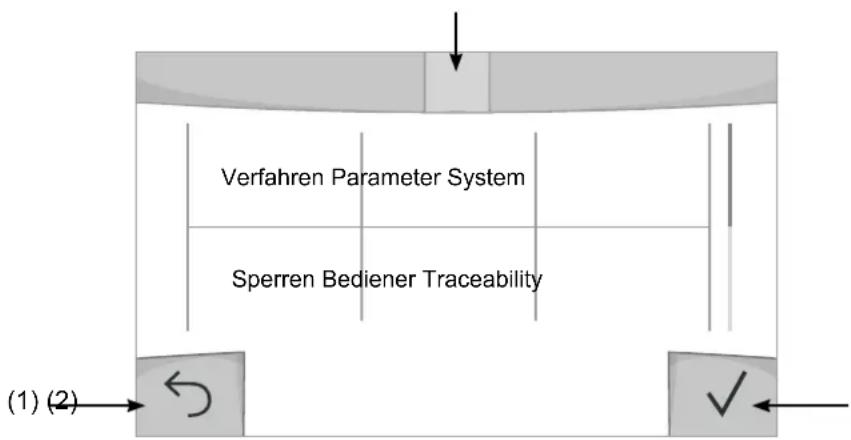
Menu „Allgemein“
Der Bildschirm Menu „Allgemein" wird angezeigt, wenn das Gerät zum ersten Mal gestartet wird.
Die Navigation zwischen den verschiedenen Blöcken erfolgt mit den Drehimpulsgeber und den Drucktasten.

(3)
(1) Zurück
(2) Validierung
(3) Symbol des aktuellen Menus
Verfahren
Der Zugriff zu bestimmten Verfahren hangt vom Gerät ab:
TIG (GTAW)
Schweifen mit nicht abschmelzender Elektrode, mit Schutzgas.
MMA (SMAW)
Schweisen mit umhülter Elektrode
Parameter (Bediener)
Anzeigemodus
- Einfach: Einfache Anzeige mit eingeschränkten Funktionen (kein Zugang zum Schweizzyklus).
- Expert: Vollständige Anzeige, erhöht die Einstellung der Dauer und Zeiten der verschiedenen Phasen des Schweizzyklus.
- Erweitert: Vollständige Anzeige, erlaubt die Einstellung aller Parameter des Schweizyklus.
Sprache
Wahl der Sprache des Bedienfeldes (Französisch, Englisch, Deutsch, usw.).
Helligkeit
Anpassung der Helligkeit des Bildschirms des Bedienfeldes (Einstellung von 1 (sehr dunkel) bis 10 (sehr hell)).
Bediener-Code
Persönlicher Zugangscode des Bedieners, um seine Sitzung zu sperren (Voreinstellung: 0000).
Toleranz I (Stromstärke)
Toleranz in der Einstellung der Stromstärke:
OFF (AUS): Freie Einstellung, die Einstellung der Stromstände ist nicht begrenzt.
± 0 A: Keine Toleranz, die Stromstärke ist fest definiert.
± 1 A> ± 50 A: Einstellungsbereich, in dem der Bediener die Stromstärke varieren kann.
System
Name des Geräts
Information zum Name des Geräts, und zur Möglichkeit der Personalisierung durch Drücken auf auf dem Bedienfeld.
Uhrzeit
Einstellung der Uhrzeit und des Datum im Format (AM / PM).
Kühlaggregat
- OFF (AUS): Das Kuhlaggregat ist deaktiviert.
- ON (EIN): Das Kühlaggregat ist dauernd in Betrieb.
- AUTO: Automatische Steuerung (Aktivierung beim Schweifen und Abschaltung 10 Minuten nach Ende des Schweifens)
PURGE (ENTLEERUNG) : Funktion zur Entleerung des Kuhlaggregats oder zum Fullen der Schläuche. Die Schutzfunktionen sind davon deaktiviert (siehe Handbuch des Kuhlaggregates bezüglich einer sicheren Entleerung Ihres Geräts).
Validierung
Die Validierung eines Schweizgerats ist eine Überprüfung der Leistungen des Produktes hinsichtlich seiner Einstellungen.
Das Kalibriersystem CALIWELD (Option, Art. Nr. 060456) ermittelicht die Ausstellung eines Validierungsbefunds und die Bestätigung der Schweißwerte.
Drucken Sie die Drucktaste Nr. 3 (1), um das letzte Validierungsdatum des Produkts anzuzeigen.
Sie konnen auch die Validierungsdauer in Monaten angegeben. Wenn das{nachste Validierungsdatum ablauf,erscheint eine
Meldung auf dem Bildschirm, um das Produkt erneut zu validieren.
Information
Konfigurationsdaten der Systemkomponenten des Geräts:
- Modell
- Seriennummer
- Name des Geräts
- Software-Version

Drucken auf die Drucktaste Nr. 3:
Export der Konfiguration des Schweibergerats auf einen USB-Stick (nicht im Lieferumfang enthalten)
Produktivität
Nutzungsdaten des Produkts:
-Einschaltzeit
- Schweizzeit
USW.
Reset (Rücksetzung)
Einstellungen zurücksetzen:
- Teilweise: Einstellwerte des aktuellen Schweißenprozesses.
- Gesamt: Alle Konfigurationsdaten des Geräts werden auf die Werkseinstellungen zurückgesetzt.
Sperren
Möglichkeit zur Sperrung des Bedienfeldes des Schweigerats, um den aktuellen Arbeitsvorgang zu sichern undversehentliches Verstellen der Parameter zu vermeiden. Das aktuelle Einstellungsfenster bleibt mit den im Menu „Parameter" gewählten Toleranzen veränderbar (siehe vorherige Seite). Alle anderen Funktionen sind nicht zugänglich.
Um das Bedienfeld zu entsperren, drücken Sie auf die Drucktaste Nr. 1 und geben Sie ihren vierstelligen Bedienercode ein (Voreinstellung 0000).
Bediener
Über den Bediener-Modus kann das Gerät mit anderen Bediern geteilt werden. Beim ersten Start befindet sich das Gerät im Admin-Modus. Der Administrator kann Bediener anlagen. Jeder Bediener hat seine persönliche Konfiguration (Modus, Einstellung, Schweizverfahren, JOBs ...). Sie kann von anderen Bediern nicht geändert werden. Jeder Bediener bestehtigt seinen vierstelligen Bediener-Code, um sich an der Stromquelle anmelden zu konnen.
- Der Administrator hat Zugang zum Menu „Allgemein".
- Der Bediener hat Zugang zu einem vereinfachten Bedienfeld. Er hat keine Rechte zum Löschen (Rückverfolgbarkeit, Jobs, Profil des Bedieners, usw.)
Bedienfeld zur Konfiguration der Bediener (Zugriff nur durch Administrator).
Auf der linken Seite des Bildschirms befinden sich die Bediener. Der Administrator kann diese Bediener nach Namen oder nach Datum sortieren, indem er kurz die Drucktaste Nr. 2 drückt. Ein langer Druck auf diese Taste losecht den/die aktiven Bediener (das Admin-Konto kann nicht geloscht werden).
Auf der rechten Seite des Bildschirms werden alle zuvor erstellten Bediener mit den folgenden Informationen aufgelistet: Avatar, Name, Nummer des Teams, Toleranz (%) .
Erstellung eines Bediener-Profils
Drücken Sie auf die Drucktaste Nr. 3, um einen Bediener anzulegen.
- User (Bediener): Personalisieren Sie den Bediener-Namen, indem Sie auf die Drucktaste Nr. 3 drucken:
-Avatar: Wahl der Farbe des Avatars des Bedieners - Team: Zuordnung der Nummer des Teams (maximal 10)
-Bedienercode: personlicher Zugangscode (Voreinstellung: 0000) - Toleranz in der Einstellung der Stromstärke I:
OFF (AUS): Freie Einstellung. Die Einstellung der Stromstände ist nicht begrenzt.
± 0,0 A: Keine Toleranz. Die Stromstärke ist fest definiert. (nicht empfohlen).
± 0,0A>± 50A : Einstellungsbereich, in dem der Bediener die Stromstarke variieren kann.
Der Bediener „Admin“ kann den Name und den Avatar des Administrators nicht änder.
Modifizierung eines Bediener-Profils
Wahlen Sie den Bediener links auf dem Bildschirm aus und drucken Sie auf die Drucktaste Nr. 4.
Auswahlder Bediener
Wenn ein (oder mehrere) Bediener angelegt wird, zeit der Bediener-Block alle Bediener des Gerats an.
Wahlen Sie einen Bediener aus und drücken Sie zur Bestätigung auf . Ein Entsperrrcode wird verlangt.
Die Funktion „Schlieben" sperr das Gerät nach Wahl des Bedieners. Kein anderer Parameter ist zugänglich. Diese
Anzeige ist identisch, wenn die Maschine eingeschaltet ist (Schalter OFF -> ON).
Anzeige des Bedieners
Oben links auf dem Bildschirm werden der Avatar und der Name des aktiven Bedieners angezeigt.
Entsperrcode
Jedes Bediener-Profil ist durch einen persönlichen vierstelligen Code geschützt. Fehlt die Personalisierung, ist die Voreinstellung 0000. Nach 3 falschen Eingaben Ihr wes personalen Codes wird die Schnittstelle gespeert und fordert einen Entsperrcode an. Thiser sechstellige und nicht modifizierbare Code lautet: 314159.
Traceability (Rückverfolgbarkeit)
These Schweinmanagement-Funktion ermoiglich es, alle Phasen des SchweiBvorgangs wahrend der industriellen Fertigung Naht fur Naht aufzuzeichnen. Dieser qualitativ orientierte Ansatz gewährleistet die SchweiBqualitat der Produktion und ermoqlicht die Analyse, Bewertung, Protokollierung und Dokumentation der aufgezeichneten SchweiBparameter. Mit dieser Funktion konnen die von der Norm EN ISO 3834 geforderten Daten genau und schnell erfasst und gespeichert werden. Die Verwertung dieser Daten erfolgt über einen Export auf einem USB-Stick möglich.
1- Start - Erstellen der Rückverfolgbarkeit
- Personalisieren Sie den Name des Projekts, indem Sie auf die Drucktaste Nr. 3 drucken.
Abtastinterval: - Hold (Halt): Keine Speicherung der Werte Stromstärke/Spannung (Mittelwert auf der Naht) beim Schweiten.
- 250 ms, 500 ms, usw.: Speicherung der Werte Stromstarke/Spannung (Mittelwert auf der Naht) alle „X" Millisekunden oder Sekunden beim Schweifen.
- Options (Optionen) - OFF (AUS): einfache Rückverfolgbarkeit
- Options (Optionen) - ON (EIN): vollständige Rückverfolgbarkeit
Schweissnacht-Zahler (ON/OFF)
Anzahl der Schweißungen (ON/OFF)
Temperatur (ON/OFF): Temperatur des Werkstücks bei Beginn der Schweizung.
Lange Schweißenaht (ON/OFF): Länge der Schweißenaht (die Messeinheiten werden angezeigt und richten sich nach der Wahl in Parameter/Messeinheiten).
Variable(n): Darüber konnen zusätzliche personalisierte Informationen (Gewicht, Kommentare,usw.) hinzugeführten werden.
Drucken Sie um die Rückverfolgbarkeit auszulösen.
Anzeige der Rückverfolgbarkeit
Oben links auf dem Bildschirm werden der Name des Projekts und die Nummer der Schweinnahme angezeigt. (Die Nummer der Schweinnahme erhöht sich automatisch und kann nicht abgeändert werden).
Identifizierung - Optionen ON
Am Ende jeder Schweißenhalt öffnet sich ein Fenster zur Identifizierung: Nummer der Schweißenhalt, Nummer der Schweißenung, Temperatur des Werkstücks und/oder die Länge der Schweißenhalt.
Validierung
Die Validierung kann auf der MMI erfolgen oder durch Drucken auf den Brennertaster des Brenners.
Stop - Rückverfolgbarkeit beenden
Um die Rückverfolgbarkeit bei einem Schweißschnitt zu beenden, muss der Bediener in das Menu „Rückverfolgbarkeit"-zurückkehren und „Stop" auswahlen.
Exportieren
Die Verwertung dieser Daten erfolgt über einen Export auf einem USB-Stick möglich.
Die Daten im Format .CSV können in einem Tabellenkalkulationsprogramm (Microsoft Excel®, Calc OpenOffice®, usw.) ausgewertet werden.
Im Dateinamen finden sich der Name des Gerats und die Seriennummer.
2- Start - Verwaltung der Rückverfolgbarkeit
Links auf dem Bildschirm werden alle zuvor angelegten Projekte aufgelistet.
Der Bediener kann diese Projekte nach Namen oder Datum durch ein kurzes Drücken auf die Drucktaste Nr. 2 ordnen.
Durch langes Drücken dieser Taste konnen das aktive Projekt oder alle Projekte gelöscht werden.
Auf der rechten Seite des Bildschirms werden alle Einzelheiten jeder zuvor erstalten Projekts mit den folgenden Informationen aufgelistet: Abtastfrequenz, Anzahl der gespeicherten SchweiRraupen, gesamte SchweiBzeit, gelieferte SchweiEnergie, Konfiguration jeder SchweiRraupe (Verfahren, Uhrzeit, SchweiBzeit, SchweiBspannung und SchweiBstrom).

Erstellen einer Rückverfolgbarkeit
(Siehe vorhergehenden Abschnitt)
Rec
Beginn der Rückverfolgbarkeit desaktiven Projekts
Portability (Portabilität)
Import Config. (Import von Konfigurationen)
Laden der Konfiguration des Schweigerats von einem USB-Stick (Verzeichnis: Wechseldatentrager\PORTABILITY\CONFIG) in das Schweigerat. Ein langes Drücken auf erlaubt, alle Konfigurationen von dem USB-Stick zu loschen.
Export Config. (Export von Konfigurationen)
Export der Konfiguration des Schweißgeräts auf einen USB-Stick (Verzeichnis: Wechseldatenträger\PORTABILITY\CONFIG).
Import Job (Import von Jobs)
Import von Jobs je nach SchweiBverfahren aus dem Verzeichnis WechseldatentragerPORTABILITY des USB-Sticks in das SchweiBgerät.
Export von Jobs des SchweiBgerats auf einen USB-Stick je nach SchweiBverfahren (Verzeichnis: WechseldatentragerPORTABILITYJOB)
Bitte beachten Sie, die alten Jobs auf dem USB-Stick konnten gelöscht werden.
Um Datenverlust bei Import oder Export von Daten zu vermeiden, ziehen Sie den USB-Stick nicht ab und schalten Sie dasSchweiggerät nicht aus. Im Dateinamen finden sich der Name des Geräts und die Seriennummer.
Kalibrierung
Kalib. Kabel
Funktion, vorgesehen zur Kalibrierung des Schweizzubehors wie Brenner ^+ Massekabel; Elektrodenhalter und Kabel ^+ Masseklemme. Das Ziel der Kalibrierung ist eine Kompensation der Längenänderungen des Zubehors, um die angezeigte Spannungsmessung anzupassen und die Energieberechnung zu verfeinern. Der Vorgang wird beim Start durch eine Animation auf dem Bildschirm erklart.
Wichtig: Die Kalibrierung des Kabels muss bei jedem Wechsel des Brenners, des Schlauchs oder des Massekabels wiederholt werden, um eine optimale Schweigung zu erreichen.
Speicherung und Aufrufe von Jobs
Zugriff über das Symbol „JOB“ auf dem Hauptbildschirm.
Die verwendeten Einstellungen werden automatisch gespeichert und beim nachsten Einschalten des Geräts wieder aufgerufen.
Zusätzlich zu den aktuellen Einstellungen ist es möglich, sogenannte „JOB“-Konfigurationen zu speichern und abzurufen. Für das WIG-Verfahrenssten 500 Speicherpläte zur Verfügung, für das MMA-Verfahren 200. Die Speicherung erfolgt auf der Grundlage der aktuellen Prozessparameter, der aktuellen Einstellungen und des Bediener-Profils.
Job
Der Job-Modus erlaubt die Erstellung, das Speichern, den Aufruf und das Löschen von „JOBs".
Quick-Load - Aufruf von JOBs am Brennertaster während der Schwellspause.
Quick Load ist ein Modus zum Aufrufen von JOBs (maximal 20) während der Schweisspause und ist nur für WIG-Verfahrens verfügbar.
Aus einer listened zuvor erstellter JOBs konnen JOBs durch kurzes Drucken des Brennertasters abgerufen werden. Es werden alle Brennertaster-Modi und alle SchweiSModi unterstützt.
MultiJob - JOB-Aufruf durch die Brennertaste während des Schweißvorganges.
Aus einer MultiJOB-Liste aus vorher eingestellen JOBs kann man schweiben und bis 20 JOBs ohne Unterbrechung aneinanderreihen.
Bei der Aktivierung des Modus wird der erste JOB aufgerufen und auf dem Bedienfeld angezeigt. Der Brennertastenmodus ist anschließlich 4T.
Dieser Modus ermoiglich, die JOBs der aufgerufene Listd durch kurzen Druck am Brennertaster aneinanderzureihen.
Der Schweissvorgang wird durch einen langen Druck am Brennertaster angehalten. Wenn der Schweiszyklus beendet ist, wird der JOB Nr.1 für einen neuen Schweissvorgang automatisch aufgerufen.
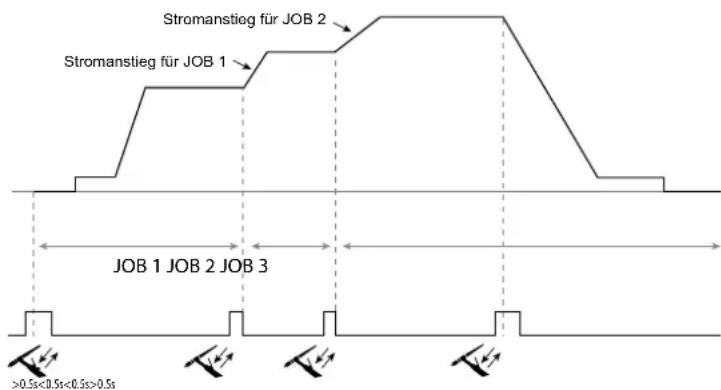
Bei der Aktivierung des Modus wird der ersten JOB aufgerufen und auf dem Bedienfeld angezeigt.
Der Aufruf erfolgt in festgelegter Reihenfolge: Wenn der letzte JOB auf der Liste erreicht ist, ist der{nachste der JOB Nr.1.
Der Schweisvorgang wird durch langen Druck auf die Brennertasten aktiviert.
C5
In thise fienen Automatisierungsmodus uber den Frensteuerungsanschluss kann man aus einer C5-Liste bestehend aus 5 eingestalten JOBs die JOBs durch einen Roboter aufrufen (siehe Hniweise auf der Website - https://planet.gys.fr/pdf/spdoc/de/CONNECT_5.pdf).
Fehlercodes
Die folgende Tabelle enthalt eine nicht vollständige List von Meldungen und Fehlercodes, die möglicherweise erschreiben.
Führer Sie diese Prüfungen und Kontrollen durch, bevor Sie einen autorisierten Servicetechniker von GYS heranziehen.

Wenn der Bediener sein Gerät öffnen muss, ist es zwingend vorgeschreiben, die Stromzufuhr durch Ziehen des Netzsteckers zu unterbrenen und zur Sicherheit 2 Minuten zu warten.
| Fehler codes | Mitteilungen Lösungen | |
| 001 | FEHLER ÜBERSPANNUNG Elektroinstallation überprüfen | Lassen Sie ihre Elektroinstallation von einer autorisierten Person überprüfen. |
| 002 | FEHLER UNTERSPANNUNG Elektroinstallation überprüfen | |
| 006 | FEHLER KÜHLAGGREGAT Kühleinheit nicht erkannt | Das Kühlaggregat wird nicht erfasst. Überprüften Sie die Verbindung zwischen dem Kühlaggregat und der Stromquelle. |
| 007 | FEHLER DURCHSATZ Kühlkreislauf verstopf | Prüfen Sie die Kontinuität der Zirkulation der Kühlflüssigkeit des Brenners. |
| Überprüften Sie die Sicherung des Kühlaggregats. | ||
| 008 | FEHLER WASSERSTAND Wasserstand überprüfen | Füllen Sie den Behälter des Kühlaggregats bis zum oberen Rand (empfohlene Kühlflüssigkeit: Art.-Nr. 062511) |
| 009 | KÜHLAGGREGAT Überhitzungsschutz | Warten Sie ein paar Minuten, bis das Kühlaggregat abgekühlt ist. Achten Sie daraufauf, den empfohlenen Arbeitszyklus für den verwende-ten Schweizstrom nicht zu überschnitten. Sorgen Sie dazu, dass die Luftin- und -auslöse nicht verstopft sind. |
| 010 | STROMQUELE Überhitzungsschutz | Warten Sie ein paar Minuten, bis die Stromquelle abgekühlt ist. Achten Sie daraufauf, den empfohlenen Arbeitszyklus für den verwende-ten Schweizstrom nicht zu überschnitten. Sorgen Sie dazu, dass die Luftin- und -auslöse nicht verstopft sind. Den Staubschutzfilter installieren (Art.-Nr. 046580). Achting, der Staubschutzfilter reduziert die Einschltdauer. |
| 011 | Lüfter Fehler Lüfter | Unterbrechen Sie die Stromzufahr durch Ziehen des Netzsteckers und prüfen Sie, ob der Lüfter nicht blockiert ist. |
| 024 | Überbelastung USB Ziehen Sie den USB-Stick ab | Wechseln Sie den USB-Stick. |
| - | Es ist ein interner Systemfehler aufgetreten. Starten Sie das Gerät neu | Schalten Sie das Gerät aus und wieder ein. Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch (über Planet GYS) |
| - Fehler | bei der Kalibrierung des Motors | Führen Sie erneut eine Kalibrierung der Geschwindigkeit des Draht-vorschubkoffers durch (Menu „Kalibrierung") |
| - Fehler | bei der Kalibrierung | Führen Sie erneut eine Kalibrierung der Schweizkabel durch (Menü „Kalibrierung") |
| - | Kein Speicherplatz mehr auf dem Gerät | Löschen Sie Jobs, um internen Speicherplatz freiugegeben. |
| - | Datei %s nicht entwickelte Err %d Trotzem fortfahren? | Die Daten von dem USB-Stick sind beschädigt. Prüfen Sie ihre Daten. |
| - Nicht möglich, auf den USB-Stick zu schreiben | Geben Sie Speicherplatz auf dem USB-Stick frei. Bleibt das Problem bestehen, wechseln Sie den USB-Stick. | |
| - | Anzahl der Startversuche übersritten. Entsperrcode erforderlich | Den Entsperrcode: 314159 eingeben |
| - Falscher Bedienercode | Der persönliche Code ist falsch, geben Sie den richtigen ein. Die Voreinstellung these Codes ist 0000. | |
Wenn ein nicht aufgelisteter Fehlercode erscheidt oder ihre Probleme weiterhin bestehen, wenden Sie sich an ihren Handlcer.
Warnsymbole (Warnung)
Die Warnsymbole oben rechts auf dem Bildschirm geben Ihnen Auskunft über Ihr Gerät.
| Alarmsymbol Bedeutung | |
| DEMO | Demo-Modus Schweißen ist inaktiv. Überprüfen Sie ihre Elektroinstallation (Abschnitt Spannung) |
| Kühlkreislauf verstopft. Prüfen Sie die Kontinuität der Zirkulation der Kühlflüssigkeit des Brenners. | |
| Batterie des Bedienfelds leer. Wechseln Sie die Batterie (CR2032) undactualisieren Sie das Datum und die Uhrzeit des Geräts (System / Uhrzeit). | |
| Der Lüfter dreht sich nicht mit der richtigen Geschwindigkeit. Überprüfen Sie den Zustand des Lüfters. | |