
WL1218V - Tour à bois Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil WL1218V Vevor au format PDF.

| Marque | Vevor |
| Modèle | WL1218V |
| Type de produit | Tour à bois |
| Tension d'alimentation | 220 V / 50 Hz (110 V / 60 Hz) |
| Puissance du moteur | 750 W |
| Vitesse du moteur | 0-5000 tr/min |
| Vitesse de la broche | 0-3800 tr/min ±10% |
| Diamètre de braquage maximal | 304 mm (12 po) |
| Distance entre pointes | 465 mm (18 po) |
| Cône de broche | MT2 |
| Filetage de broche | 1"-8 |
| Course de la contre-pointe | 50 mm |
| Cône de contre-pointe | MT2 |
| Affichage numérique de la vitesse | Oui |
| Variation de vitesse | Variable avec contrôle électronique |
| Sens de rotation | Réversible (avant/arrière) |
| Porte-outils inclus | 2 (un monté, un en accessoire) |
| Accessoires fournis | Centre d'éperon, centre tournant, plaque frontale, tige de démontage, clés hexagonales S2.5/S3/S5, clé à molette |
| Alimentation | Secteur avec mise à la terre obligatoire |
FOIRE AUX QUESTIONS - WL1218V Vevor
Questions des utilisateurs sur WL1218V Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Tour à bois au format PDF gratuitement ! Retrouvez votre notice WL1218V - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil WL1218V de la marque Vevor.
MODE D'EMPLOI WL1218V Vevor
Ceci est le mode d'emploi d'origine. Veuillez lire attentivement l'intégralité du manuel avant utilisation. VEVOR se réserve le droit d'interpréter clairement ce manuel d'utilisation. L'apparence du produit dépend du produit que vous avez Veuillez nous excuser pour les éventuelles mises à jour technologiques ou logicielles.
 | Avertissement - Pour réduire le risque de blessure, l'utilisateur doit attentivement le manuel d'instructions. |
 | Cet appareil est conforme à la partie 15 de la réglementation FCC utilisation est soumise aux deux conditions suivantes : (1) Cet appa doit pas provoquer d'interférences nuisibles ; (2) Il doit accepter tou interférence reçue, y compris celles susceptibles de provoquer un fonctionnement indésirable. |
 | Ce produit est soumis aux dispositions de la directive européenne 2012/19/CE. Le symbole représentant une poubelle barrée indique qu produit doit faire l'objet d'une collecte sélective dans l'Union européenne Ceci s'applique au produit et à tous les accessoires marqués de c Les produits ainsi marqués ne doivent pas être jetés avec les ordu ménagères, mais doivent être déposés dans un point de collecte po recyclage des appareils électriques et électroniques. |
MATTERS NEEDING ATTENTION
Les informations contenues dans ce manuel sont destinées à vous guider dans l'utilisation de ces machines et ne constituent en aucun cas un contrat. Les don qu'il contient proviennent du fabricant de la machine et d'autres sources. Nous ne efforçons d'assurer l'exactitude de ces informations et nous efforçons de vérifier chaque élément et chaque donnée, mais nous ne pouvons garantir leur exactitude totale. Par conséquent, les détails de l'équipement fourni peuvent différer de la description des instructions. De plus, le développement de la machine peut impliqu que les détails de l'équipement fourni diffèrent des descriptions du présent document Il incombe donc à l'utilisateur de s'assurer que l'équipement ou le procédé décrit adapté à l'usage prévu.
AVERTISSEMENT : Veuillez lire attentivement tous les avertissements de sécurité, instructions, illustrations et spécifications fournis avec cet appareil. Le non-respect
instructions ci-dessous peut entraîner un choc électrique, un incendie et/ou des blessures graves.
Conservez tous les avertissements et instructions pour référence ultérieure.
-
Propriétaire manuel. Lire et comprendre ce propriétaire manuel avant en utilisant machine.
-
Qualifié opérateurs seulement. Non formé opérateurs avoir un risque plus élevé de être blesser ou tué. Seulement permettre formé/supervisé personnes à utiliser ce machine. Quand machine est pas être utilisé, dis- connecter pouvo retirer changer clés, ou verrouillage machine à prévenir non autorisé utiliser, particulier autour des enfants. Créez votre atelier enfant preuve!
-
Dangereux environnements. Faire pas utiliser machines dans des zones humic encombrées ou ayant pauvre éclairage. Fonctionnement machinerie dans ces domaines considérablement augmente la risque de accidents et blessure.
-
Mental vigilance requis. Complet mental la vigilance est requise pour une utilisation en toute sécurité de machines. Ne jamais travailler sous l'influence drogues ou de l'alcool, quand on est fatigué, ou quand distrait.
-
Risques de blessures liés aux équipements électriques. Vous peut être choqué, brûlé, ou tué en touchant en direct électrique composants ou de manière inappropriée fondé machines. Pour réduire ce risque, n'autorisez que des personnes qualifiées à utiliser les machines. service personnel à faire électrique installation ou réparation travail, et toujours déconnecter pouvoir avant d'accéder ou d'exposer électrique équipement.
-
Débranchez d'abord l'alimentation. Toujours déconnecter machine depuis pouvoir fournir avant fabrication ajustements, changement outillage, ou entretien machine. Cela évite tout risque de blessure démarrage involontaire ou contacter avec en direct électrique composants.
-
Protection des yeux. Portez toujours des lunettes de protection homologuées ANSI. sécurité lunettes ou un écran facial lorsque en fonctionnement ou observer le machines pour réduire les risques de œil blessure ou cécité due au vol par Tous les jours les lunettes sont non approuvé sécurité lunettes.
-
Porter correctement vêtements. Faire pas porter vêtements, vêtements ou des bijoux que peut devenir empêtré dans le mouvement pièces. Attachez toujours dos ou couverture long cheveux. Porter chaussures antidérapantes pour réduire
risque de glissement et perdre contrôle ou accidentellement outil de coupe d contact ou mobile parties.
-
Dangereux poussière. Poussière créée par machinerie les opérations peuvent provoquer un cancer, des malformations congénitales ou à long terme respira dommage. Être conscient de poussière dangers associés avec chacun travail pièce de matière. Portez toujours un approuvé par le NIOSH respirateur à réduisez votre risque.
-
Audience protection. Toujours porter audience protection quand fonctionnement ou observer fort machinerie. Étendu exposition à ce bruit sans audience protection peut cause permanent audience perte.
-
Supprimer le réglage outils. Outils gauche sur machinerie peut devenir dangereux projectiles au démarrage. Jamais laisser Chuck clés, clefs à molette, ou tout outils sur machine. Toujours vérifier suppression avant de commencer !
-
Utilisez l'outil approprié pour le travail. Seulement utiliser ce outil pour c'est destiné but—faire pas forcer il ou un pièce jointe à faire un emploi pour le il était pas conçu. Jamais faire non approuvé modifications — modifier outil d utilisant il différemment que destiné peut résultat dans dysfonctionnement ou mécanique échec qui peut conduire à personnel blessure ou la mort!
-
Maladroit postes. Gardez le bon pied et l'équilibre à tout moment lors de l'utilisation machine. Faire pas dépassement de soi ! Évitez maladroit main postes que faire travail morceau contrôle difficile ou augmenter le risque de accidentel blessure.
-
Enfants et spectateurs. Gardez les enfants et les spectateurs à une distance sécurité de la zone de travail. Arrêt en utilisant machine s'ils devenir un distraction.
-
Forçage machinerie. Faire pas forcer machine. Il volonté faire le emploi plus et mieux à le taux pour lequel c'était conçu.
-
Ne jamais monter sur la machine. Blessure grave. peut se produire si machi pourboire ou si le coupe outil est contacté involontairement.
-
Machine stable. Mouvement inattendu pendant opération considérablement augmente le risque de blessure ou perte de contrôle. Avant départ, vérifier machine est écurie et mobile base (si utilisé) est fermé.
-
Utilisez les accessoires recommandés. Consultez ce propriétaire manuel ou le fabricant pour recommandé accessoires. En utilisant incorrect accessoires
seront augmenter le risque de sérieux blessure.
- Sans surveillance opération. À réduire le risque de accidentel blessure, tourner machine éteint et assurer tous mobile parties complètement arrêt avant marche loin. Jamais partir machine en cours d'exécution alors que sans surveillance.
- Maintenir avec soins. Suivre tous entretien instructions et lubrification horaires garder machine en bon état fonctionnement condition. Une machine que est manière inappropriée maintenu pourrait mauvais fonctionnement, conduisant à graves personnel blessure ou la mort.
- Pièces endommagées. Inspectez régulièrement la machine. pour endommagé, lâche, ou désajusté pièces ou toute condition qui pourrait affecter sûr opératic immédiatement réparer / remplacer avant en fonctionnement machine. Pour ton propre sécurité, faire pas faire fonctionner une machine endommagée pièces
- Maintenir pouvoir cordes. Quand déconnexion machines connectées par câble du pouvoir, saisir et tirez le la prise, pas le cordon. Tirer le corde peut endommager le fils à l'intérieur. Faire pas poignée cordon/fiche avec mouillé mains. Éviter corde dommage par garde il loin de chauffer d surfaces, zone trafic, produits chimiques agressifs et humides emplacements.
- Rencontrer des difficultés. Si à n'importe lequel temps toi expérience problèmes en train de jouer le avoir l'intention- opération interrompue, arrêtez d'utiliser I machine !
Facteurs de risque restants
 | AVERTISSEMENT |
| Il est important de s’assurer que chaque machine présente risques résiduels.La plus grande attention est requise lors de l’exécution de travail (même le plus simple). La sécurité de votre travail de vous ! |
Même si la machine est utilisée conformément aux exigences, il est impossible d'éliminer totalement certains facteurs de risque résiduels. Les dangers suivants peuvent survenir en raison de la construction et de la conception de la machine
-
Garde gardes dans lieu. Faire bien sûr tous gardes sont dans lieu et que le tour s'assoit sur un plat, stable surface.
-
Œeil/visage protection. Aéroporté bois poussière et débris peut être dangereux à le yeux/visage et peut cause allergies ou à long terme respirat problèmes de santé. Portez toujours une protection oculaire ou un écran faci lorsque en fonctionnement le tour.
- Respiratoire protection. Toujours porter un respirateur quand en utilisant ce machine. Bois poussière peut cause allergies ou à long terme r respiratoire santé problèmes.
- Travaux de montage pièce. Avant de commencer, soyez certain le travail morceau a a été correctement intégré sur le tête action et queue action centres et que là est adéquat autorisation pour le complet rotation.
- Réglage du porte-outil. Régler le porte-outil à fournir approprié soutien pour le tournant outil toi volonté être en utilisant. Outil de test repos autorisation par tournant travail morceau par main avant de tourner tour sur.
- Vitesse de rotation. Sélectionner le correct tournant vitesse pour ton travail, et permettre le tour à gagner pleine vitesse avant en utilisant.
- En utilisant des ciseaux pointus. Garder ciseau à tour ls correctement affûté maintenu fermement en position quand tournant.
- Tour endommagé. Ne jamais utiliser le tour avec endommagé ou usé pièces.
- Travail morceau condition. Toujours inspecter le l'état de votre travail morceau. faire ne pas tourner pièces avec nœuds, fentes et autres potentiellement dangereux conditions. Faire bien sûr articulations de collé pièces ont des obligations de haute qualité et ne voleront pas à part pendant opération.
- Réglages / entretien. Faire bien sûr votre tour à bois est tourné éteint, déconnecté de sa source d'énergie et tout ce qui bouge pièces avoir viens jusqu'à l'arrêt complet avant de commencer n'importe lequel inspection, ajustement, ou entretien procédure.
- Arrêt tour. Faire pas arrêt le tour en utilisant votre main contre l'ouvrage morceau. Permettre le tour à arrêt sur c'est propre.
- Éviter l'enchevêtrement. Garder long cheveux et des vêtements amples tels que comme manches, ceintures, et des bijoux articles loin de le tour broche
- Affronter tournage de plaques. Lorsque la face p tournant tard, faire bien sûr le affronter plaque est en toute sécurité ci-joint à le travail morceau et il est
correctement ci-joint à le broche. Lorsque la face tournage de plaques, utilise des ciseaux de tour sur le vers le bas filage côté de le travail morceau seulement.
- PONÇAGE/POLISSAGE. Retirer le outil repos quand en train de jouer ponçage ou polissage opérations sur le tournant broche.
-
Matériel Suppression Taux. Tentative à retirer trop de matière à la fois peut causer travail pièce à voler dehors de le tour.
-
Le rebond est une réaction soudaine qui provoque l'éjection de l'outil en direction de l'opérateur.
- Ces facteurs de risque peuvent être minimisés en respectant toutes les instructions de sécurité et d'exploitation, en entretenant correctement la machin et en la faisant fonctionner de manière compétente et appropriée par des personnes possédant des connaissances techniques et de l'expérience.
- Aucune liste de consignes de sécurité ne saurait être exhaustive. Chaque environnement de travail est différent. Pensez toujours à la sécurité, car elle s'applique à vos conditions de travail. Utilisez cette machine et les autres apprudence et respect. Le non-respect de ces consignes pourrait entraîner des blessures graves, des dommages matériels ou une mauvaise qualité de trava
- La machine ne doit pas être utilisée à l'extérieur ou dans des zones humides ou mouillées.
- La machine ne doit pas être utilisée dans des zones exposées à un risque accru d'incendie ou d'explosion.
- L'utilisation de la machine en dehors des limites techniques indiquées dans ce manuel est interdite.
- Le fonctionnement de la machine sans bouton d'arrêt d'urgence ou boîtier de turbine avec portes ouvertes est interdit.
- L'utilisation de la machine non conforme aux dimensions requises est interdite.
- L'utilisation de la machine n'étant pas adaptée à l'usage de la machine et n'étant pas certifiée est interdite.
- Toute manipulation de la machine et des pièces est interdite.
- L'utilisation de la machine à d'autres fins que celles décrites dans ce manuel d'utilisation est interdite.
- Il est interdit de laisser la machine fonctionner sans surveillance pendant le processus de travail !
- Il n'est pas permis de quitter la zone de travail immédiate pendant l'exécutic travaux.
MACHINE DESCRIPTION
- Le tour à bois est conçu pour tourner le bois afin que l'opérateur puisse reti la matière avec un ciseau.
- Le contrôle de vitesse variable permet de régler la vitesse de la broche de 800 tr/min et l'affichage numérique fournit une lecture précise de la vitesse actuelle de la broche.
- Ce manuel contient des instructions d'installation, des consignes de sécurité, de procédures générales d'utilisation, des instructions d'entretien et une description détaillée des pièces. Votre machine a été conçue et fabriquée pour assurer fonctionnement constant et durable si elle est utilisée conformément aux instructions décrites dans ce document.
- Ce manuel ne se veut pas un guide exhaustif des méthodes d'utilisation du de l'utilisation des accessoires de rechange, du choix des pièces, etc. Des informations complémentaires peuvent être obtenues auprès d'utilisateurs expérimentés ou dans des documents professionnels. Quelles que soient les méthodes utilisées, la sécurité personnelle doit toujours être une priorité.
- Conservez ce manuel pour référence ultérieure. En cas de transfert de propr de la machine, ce manuel doit l'accompagner.
TECHNICAL PARAMETER
| Modèle | WL1218V | |
| Tension | 220 V / 50 Hz | 1 1 0 V / 60 H |
| Puissance du moteur | 750 W | |
| Vitesse du moteur | 0-5000 tr/min | |
| Vitesse de la broche | 0-3800 tr/min ±10 % | |
| Diamètre de braquage maximal | 12" (304 mm) | |
| Cône de la broche | MT2 | |
| Filetage de la broche | 1"-8 | |
| Distance entre les centres | 18" (465 mm) | |
| Course de la broche de la cro arrière | 50 mm | |
| Broche de contre - pointe conique | MT2 | |
SETUP AND ASSEMBLY
Le tour doit être débranché de l'alimentation pendant l'assemblage.
5.1 Contenu de la livraison
Veuillez vérifier le contenu du produit immédiatement après réception afin de détecter d'éventuels dommages liés au transport ou pièces manquantes. Toute réclamation pour dommages liés au transport ou pièces manquantes doit être forr immédiatement après la réception de la machine et le déballage avant sa mise service. Veuillez noter que toute réclamation ultérieure ne sera plus acceptée.
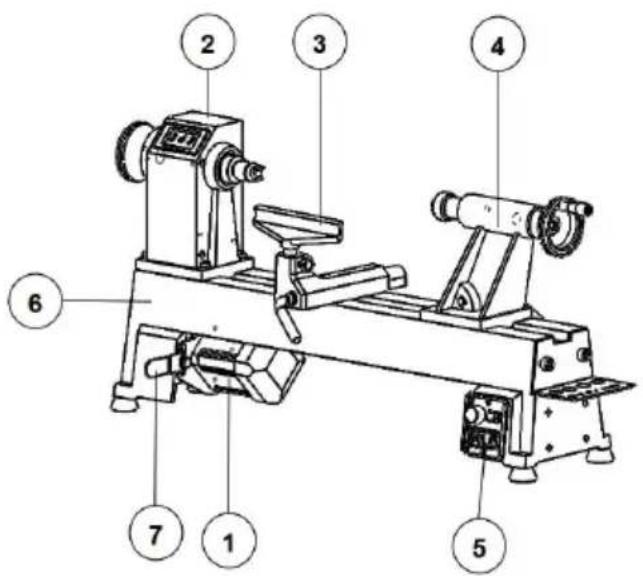
| PIÈCE N° | DESCRIPTION | Qté |
| 1 | Moteur | 1 |
| 2 | Tête de poupée | 1 |
| 3 | Porte-outil (l'autre est un accessoire) | 2 |
| 4 | Contre-pointe | 1 |
| 5 | Changer | 1 |
| 6 | Lit | 1 |
| 7 | Plaque de fixation du moteur | 1 |
Accessoires standard
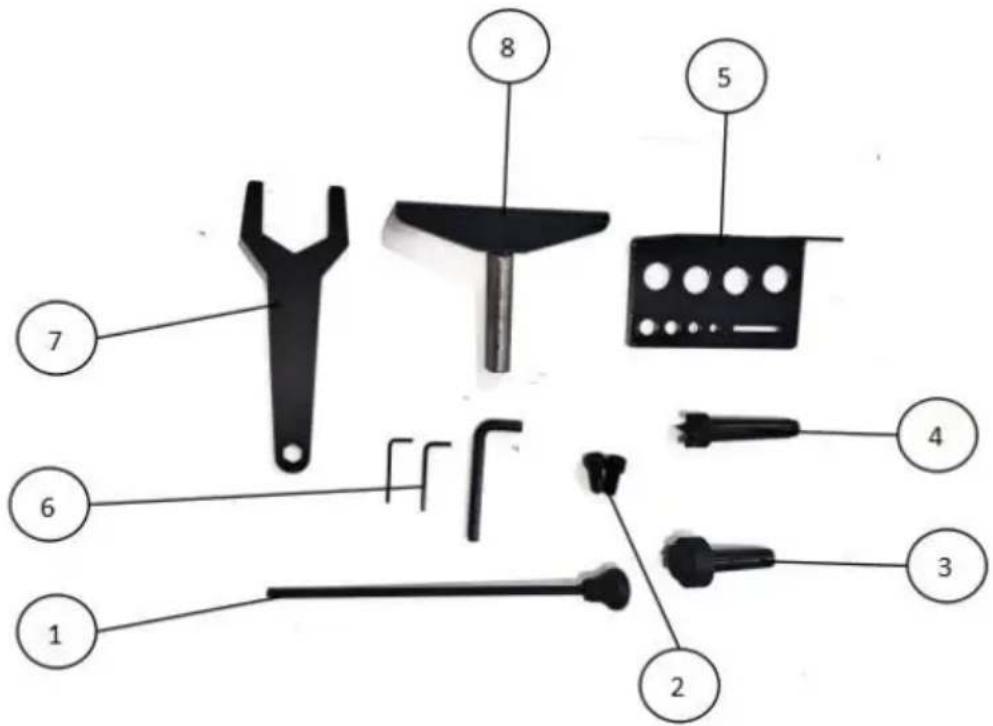
| PIÈCE N° | DESCRIPTION | Qté |
| 1 | Injection de tige | 1 |
| 2 | Vis à tête bombée à six pans creux M10 × 25 | 2 |
| 3 | Centre de vie | 1 |
| 4 | Centre Spur | 1 |
| 5 | Porte-outil | 1 |
| 6 | Clé hexagonale S2.5, S3, S5 | 3 |
| 7 | Clé | 1 |
| 8 | Porte-outil | 1 |
5.2 Déballage et nettoyage
-
Retirez le tour à bois de la boîte
-
Vérifiez tous les accessoires de la machine-outil selon la liste de colisage.
-
Choisissez un emplacement pour le tour qui soit sec, bien éclairé et suffisam spacieux pour pouvoir entretenir le tour sur les quatre côtés.
-
Pour éviter de tordre le banc, l'emplacement du tour doit être absolument pla de niveau.
-
Nettoyez toutes les surfaces protégées contre la rouille avec un solvant doux commerce, du kérosène ou du diesel. N'utilisez pas de diluant à peinture, d'essence ou de diluant à laque. Ceux-ci endommageraient les surfaces peint
5.3 Activités préparatoires
2. Exigences relatives au lieu de travail
- Le lieu de travail doit répondre aux exigences.
- Le sol doit être plat, de niveau et dur.
- Le poste de travail choisi doit disposer d'un accès à un réseau d'alimentatic électrique adapté et conforme aux exigences des machines.
3. Préparation de la surface
- Les pièces métalliques non revêtues des machines ont été isolées avec une couche grasse pour empêcher la corrosion.
- Cette couche doit être éliminée. Vous pouvez utiliser des solvants courants (n'endommagent pas la surface de la machine.
5.4 Assemblage
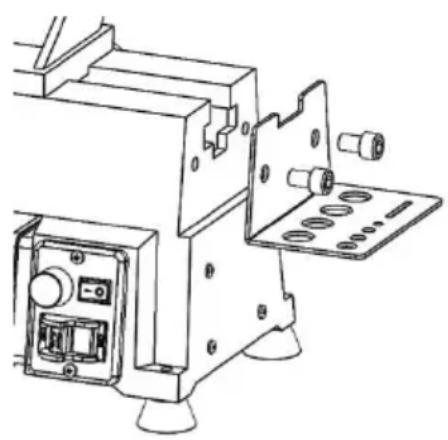
Étagère à outils :
Fixez l'étagère à outils avec deux vis à cylindrique à six pans creux M10 × 25 a début du tour.
Le raccordement de la machine à l'alimentation électrique et les contrôles suivant doivent être effectués uniquement par un électricien qualifié.
- Le raccordement électronique de la machine est prévu pour fonctionner avec prise de courant mise à la terre !
● L'alimentation secteur doit être sécurisée avec 10A : - Si la fiche du connecteur ne convient pas ou si elle est défectueuse, seuls électriens qualifiés peuvent la modifier ou la renouveler !
-
Le fil de terre doit être maintenu en vert-jaune.
-
Un câble endommagé doit être remplacé immédiatement !
- Vérifiez que la tension d'alimentation et la fréquence en Hz sont conformes valeurs requises par la machine. Un écart de tension d'alimentation de ± 5 autorisé.
- Après la connexion, vérifiez le bon sens de marche !
- Assurez-vous que votre rallonge électrique est en bon état et adaptée à la transmission de courant. Une rallonge trop petite réduit la transmission de courant et chauffe.
6.1 Instructions de mise à la terre
- Cet outil doit être mis à la terre. En cas de dysfonctionnement ou de pann mise à la terre offre un chemin de moindre résistance au courant électrique de réduire le risque de choc électrique. Cet outil est équipé d'un cordon d'alimentation avec conducteur de terre et d'une fiche de terre. La fiche doit branchée sur une prise appropriée, correctement installée et mise à la terre, conformément à la réglementation locale.
- Un mauvais raccordement du conducteur de terre de l'équipement peut entraî un risque de choc électrique. En cas de doute sur la mise à la terre de l consultez un électricien ou un technicien qualifié. Ne modifiez pas la fiche fo avec l'outil ; si elle ne convient pas à la prise, faites installer une prise ad un électricien qualifié.
- Le conducteur isolé dont la surface extérieure est verte, avec ou sans rayur jaunes, est le conducteur de mise à la terre de l'équipement. Si une répara un remplacement du cordon ou de la fiche électrique est nécessaire, ne bra pas l' équipement. Raccordez le conducteur de terre à une borne sous tens Utilisez uniquement des rallonges à 3 fils équipées de fiches de terre à 3 et de prises tripolaires compatibles avec la fiche de l'outil.
- Réparez ou remplacez immédiatement le cordon endommagé ou usé.
6.2 Rallonges électriques
L'utilisation de rallonges est déconseillée ; veillez à placer l'équipement à proximité de la source d'alimentation. Si une rallonge est nécessaire, assurez-vous qu'elle est suffisamment lourde pour supporter le courant consommé par votre application. Un cordon sous-dimensionné entraînera une chute de tension, entraînant une pertuissance et une surchauffe.
ADJUSTMENTS
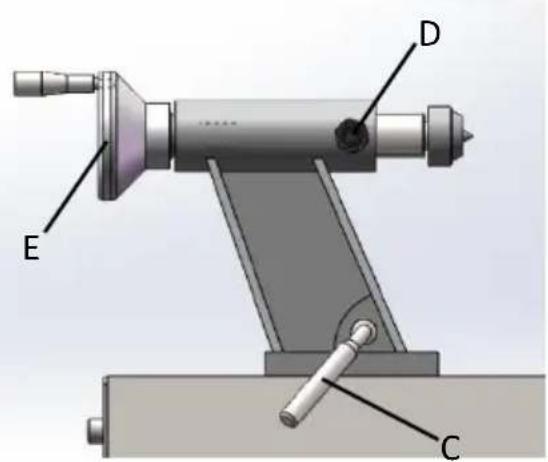
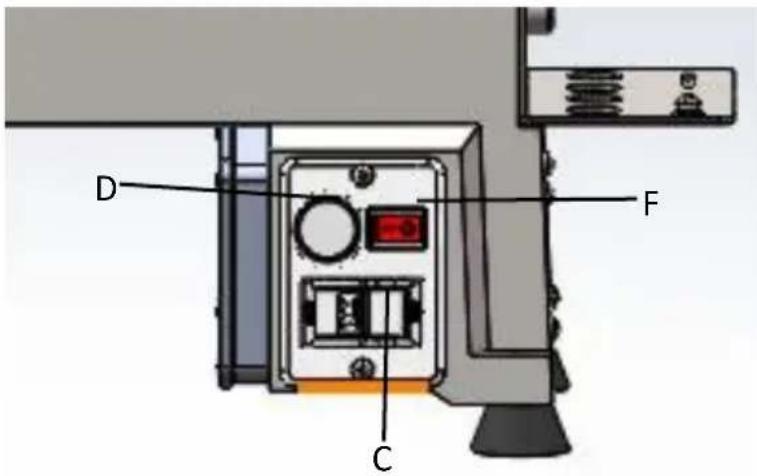
Mouvement de la poupée mobile
Pour faire coulisser la contre-pointe, pouss la poignée de verrouillage (C) vers le ba direction du banc. Poussez la poignée ve haut pour verrouiller la contre-pointe en position.
Pour déplacer la plume, desserrez la poig (D) et tournez le volant (E).
Assurez-vous que la contre-pointe est verrouillée
au lit (C) et la plume est serrée (D) a tourner une broche sur le tour
Étanchéité de la came
Les mécanismes de serrage de la contre-pointe et de la base du porte-outil préréglés par le fabricant et ne devraient nécessiter de réglage.
Si l'un d'entre eux ne se serre pas correctement contre le lit lorsque la poign de verrouillage est serrée, ajustez-le comm suit.
-
Retirez le goujon de l'extrémité du bar tour et faites glisser la contre-pointe.
-
Tournez la poupée mobile sur le côté serrez le contre-écrou (F) pour augmenter pression de la came ou desserrez l'écrou relâcher la pression de la came.
-
Montez la contre-pointe sur le banc et verrouillez-la pour vérifier le réglage. Répé l'opération si nécessaire.
-
Réinstallez le goujon.
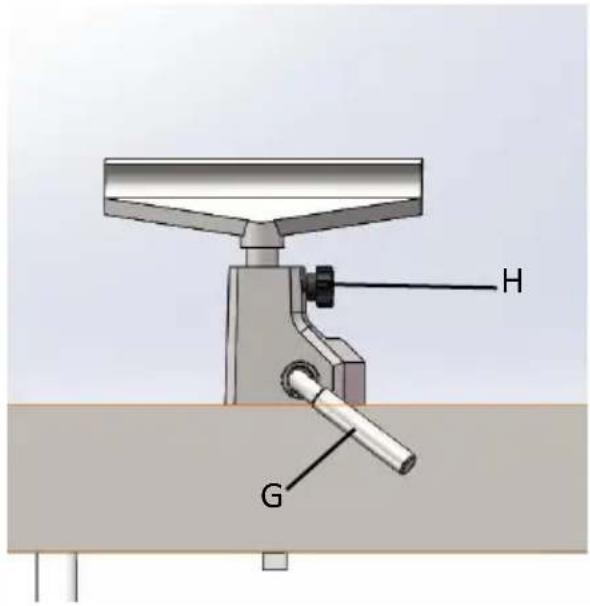
Un porte-outil est fourni avec votre tour. conçu pour permettre le réglage de la ha de la position sur le banc et de l'angle rapport à la pièce.
Desserrez la poignée de verrouillage de la base du porte-outil (G) pour faire coulisse base vers l'avant ou l'arrière et l'incliner rapport au banc. Resserrez fermement la poignée de verrouillage avant d'utiliser le Desserrez la poignée (H) pour relever ou abaisser le porte-outil et l'incliner par rapp la pièce. Resserrez la poignée avant tour d'exploitation.
Centre d'éperon : Installation/retrait
La pointe à éperon (K) est installée sur la de la poupée. Elle doit d'abord être montée pièce, puis installée sur la broche.
- Débranchez le tour de la source d'alimentation.
- Nettoyez l'extrémité conique du centre et l'intérieur de broche de la poupée, puis poussez le centr dans la broche de la poupée.
- À retirer un centre, retirez d'abord la piè depuis le tour. Insérez la tige de défonçage dans le trou du volant et taraudez l'extrémit centre de l'éperon.
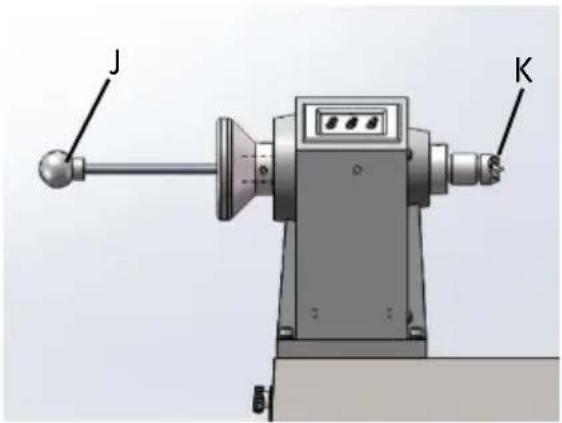
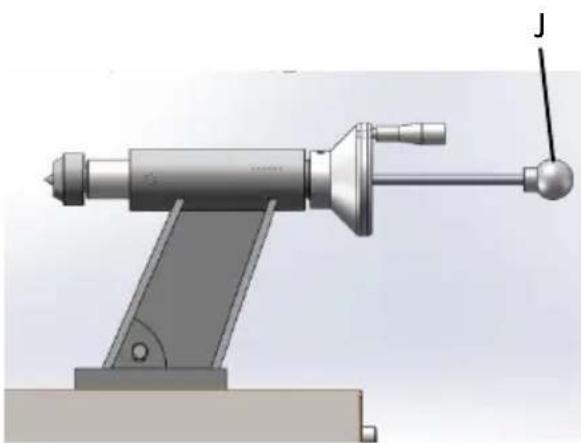
Centre en direct : Installation/retrait
Les centres tournants sont installés dans le fourreau de la contre-pointe.
- Débranchez le tour de la source d'alimentation.
- Nettoyez l'extrémité conique du centre et l'intérieur du fourreau de la contre-pointe, pu poussez le centre dans le fourreau.
- Toujours serrer la poignée de verrouillage fourreau une fois la pointe tournante correctement positionnée dans la pièce.
S'assurer que la rainure de clavette du four est alignée avec la poignée de verrouillage. - Pour retirer une pointe tournante, retirez d'abord la pièce à usiner
à partir du tour.Insérez la tige de démontag dans le trou du volant et tapez sur l'extrém centre tournant.
- Débranchez le tour de la source d'alimentation.
- Montez la plaque frontale sur votre pièce
- Installez la tige de démontage sur le tro broche de la poupée.
- Installez la plaque frontale sur les filetag
la poupée
broche et tournez dans le sens des aiguille d'une montre aussi loin que possible. - Serrez les deux vis de réglage de la pl
frontale. Face
la plaque est maintenant prête à être tourne 6.À retirer la plaque frontale, engager la tig déblocage.
Desserrez les deux vis de réglage de la pl
frontale et tournez la plaque frontale dans l inverse des aiguilles d'une montre avec une plaque frontale pour la desserrer.
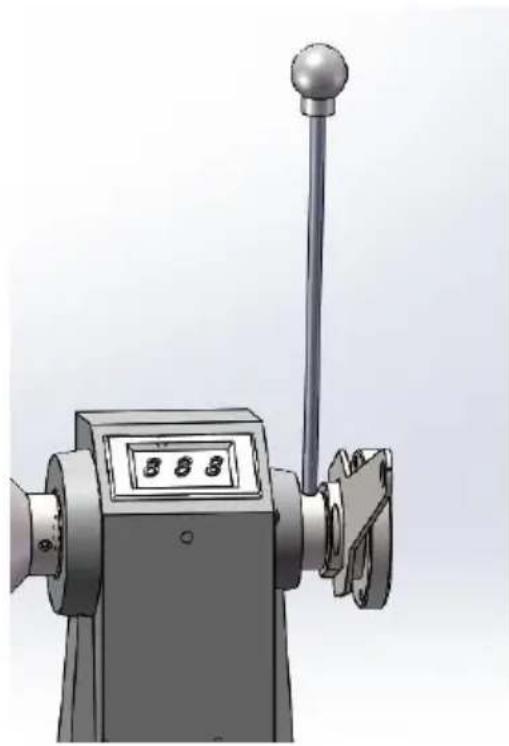
OPERATING CONTROLS
Bouton de réglage de la vitesse (D) : sens horaire pour augmenter, sens antihor pour diminuer. La vitesse est affichée en tr/min (tours par minute) sur l'écran numérique.
Avant/Arrière (F) : Contrôle la direction de la broche.
Interrupteur marche/arrêt (C) : Tirez pour démarrer le tour, poussez pour arrêter.
OPERATION
Les informations qui suivent sont de nature générale et ne constituent pas un co
complet sur le tournage sur bois. Rien ne remplace les connaissances acquises discutant avec des tourneurs expérimentés ou en consultant des ouvrages ou des revues spécialisées. Par-dessus tout, de simples essais et erreurs contribueront à développer la maîtrise de ce métier.
9.1 Inspection
L'appareil doit être utilisé en parfait état. Inspectez-le visuellement avant chaque utilisation. Vérifiez notamment l'état des équipements de sécurité, des commandes électriques, des câbles électriques et des vis de fixation, ainsi que leur serrage Remplacez toute pièce endommagée avant d'utiliser l'appareil.
- Mettez votre machine à niveau ; utilisez les pieds de nivellement pour aider réduire les vibrations.
- Vérifiez les roulements ; ajustez-les uniquement s'il y a du jeu axial.
- Vérifiez la ceinture ; elle doit être bien ajustée mais pas trop serrée.
- Chemins de lit ; gardez-les propres, utilisez de la laine d'acier pour éliminer taches de rouille et appliquez de la cire en pâte pour éviter l'accumulation d'ouille et les finitions.
- Porte-outil ; utilisez une lime à fraiser pour éliminer les entailles et les boss
- Cônes de broche ; doivent être propres et exempts de poussière et de cop pour une bonne assise des cônes.
- Contre-pointe ; nettoyer et lubrifier la broche et le dispositif de verrouillage.
- Éclairage : un éclairage approprié est essentiel pour éliminer les ombres et réduire la fatigue oculaire
9.2 Outils de tournage
Si possible, choisissez uniquement des outils de tournage en acier rapide de bonne qualité. Ces outils conservent leur tranchant et durent plus longtemps que l'acier au carbone ordinaire. À mesure que l'on maîtrise le tournage, on peut acc divers outils spécialisés pour des applications spécifiques. Les outils suivants constituent les bases de la plupart des projets de tournage sur bois.
| Gouges – Principalement utilisées pour l'ébauche, la découpe de détail et les à gorge. La gouge d'ébauche est un creux à double affûtage avec un bec r tandis que la gouge de détail est un creux à double affûtage avec un bec r ou pointu. |  |
| Ciseau oblique : un outil très polyvalent peut être utilisé pour le rabotage , l' équarrissage, la coupe en V, le perlage tronçonnage. Le ciseau oblique est plat, doublement affûté, avec un côté plus h que l'autre (généralement à un angle d à 40°). |  |
| Grattoirs – Généralement utilisés lorsque l'accès aux autres outils est limité, com pour les opérations de creusement. Il s d'un outil plat à double tranchant, dispo en plusieurs profils (rond, pointu, carré, pour s'adapter à de nombreux contours. |  |
| Outils de séparation : utilisés pour dimensionner et couper des pièces. Il s d'outils plats à bec pointu, pouvant être simples ou doubles. sol. |  |
| Outils spécialisés : il s'agit d'outils uniq et spéciaux destinés à faciliter le creusement, la fabrication de bols, la découpe de profils, etc. |
- Pour des raisons de sécurité et de performance optimale, gardez vos outils bien affûtés. Si un outil cesse de couper ou nécessite une pression excess pour effectuer une coupe, il doit être affûté. Plusieurs gabarits et accessoires d'affûtage de grandes marques sont disponibles ; cependant, un tourneur sur devrait apprendre à affûter ses outils à main levée.
- Pour de meilleurs résultats, utilisez une meuleuse à vitesse lente (1800 tr/min équipée d'une meule en oxyde d'aluminium de grain 60 (pour le façonnage) d'une meule en oxyde d'aluminium de grain 100 (pour l'affûtage final et les retouches). La meuleuse doit être placée près de votre tour et à une haute confortable. Un dresseur diamanté maintiendra les meules droites et éliminera glaçage.
- Ne laissez jamais l'outil reposer au même endroit sur la roue, maintenez-le er mouvement et utilisez une touche légère.
- Les outils en acier au carbone peuvent surchauffer facilement et doivent être refroidis fréquemment. Si le tranchant devient bleu, il a perdu sa trempe et être affûté au-delà de la zone bleue. Les outils en acier rapide sont moins susceptibles de surchauffer, mais peuvent être endommagés s'ils deviennent rouges. Ils ne doivent pas être trempés pour refroidir. Un rodage avec une diamantée ou une pierre de glissement évitera des passages chez la meuleu conservera le tranchant frais.
9.3 Tournage de la broche
Le tournage de la broche s'effectue entre les pointes du tour. Il nécessite une p ergot ou d'entraînement dans la poupée et une pointe tournante ou morte dans contre-pointe. Une pointe à cuvette plutôt qu'une pointe conique dans la contre-pé réduit souvent le risque de fendage de la pièce.
9.4 Sélection des actions
La pièce destinée aux fuseaux doit être à fil droit et exempte de gerces, fissure nœuds et autres défauts. Elle doit être coupée de 3,25 à 6,35 mm (1/8 à 1/4 au-dessus du diamètre fini et peut nécessiter une longueur supplémentaire pour pouvoir retirer les extrémités ultérieurement. Pour les pièces plus grandes, les anç doivent être retirés afin d'obtenir un octogone, facilitant ainsi l'ébauche de la pièce cylindre.
-
À l'aide d'une équerre combinée ou d'un pointeau en plastique pour pièces rondes, localisez et marquez le centre à chaque extrémité de la pièce. La précision n'est pas essentielle sur les pièces rondes complètes, mais elle est essentielle sur les pièces dont les sections doivent rester carrées. Percez un entaille dans la pièce à l'aide d'un poinçon ou d'un clou, ou utilisez un poi automatique à ressort.
-
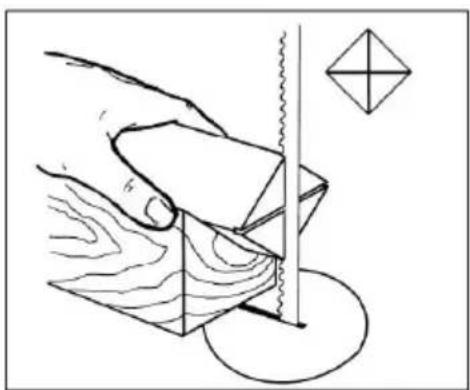
Les bois extrêmement durs peuvent nécessiter des entailles découpées aux extrémités du stock à l'aide d'une scie à ruban, afin que le bois accepte le éperon et le centre vivant
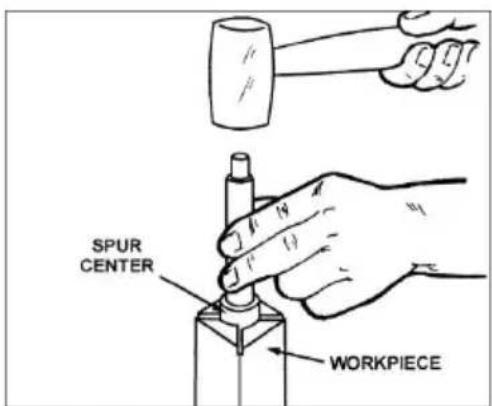
- Enfoncez la pointe de l'éperon d'environ 6 mm dans la pièce à l'aide d'un maillet en bois ou d'un marteau à percussion. Veillez à ne pas fendre la pièce.
-
Assurez-vous que la poupée est verrouillée sur le banc du tour.
-
Nettoyez l'extrémité conique du centre de l'éperon et l'intérieur de la broche de la poupée.
-
Insérez l'extrémité conique du centre de l'éperon (avec la pièce attachée) dans la broche de la poupée.
-
Soutenez la pièce tout en positionnant la contre-pointe à environ 2,5 cm de l'extrémité de la pièce. Verrouillez la contre-pointe sur le banc.
-
Avancez le fourreau de la contre-pointe à l'aide du volant afin de positionne pointe tournante dans la pièce. Appuyez suffisamment pour maintenir la pièce entre les pointes et éviter qu'elle ne s'envole, mais sans excès.
- Serrez la poignée de verrouillage de la plume.
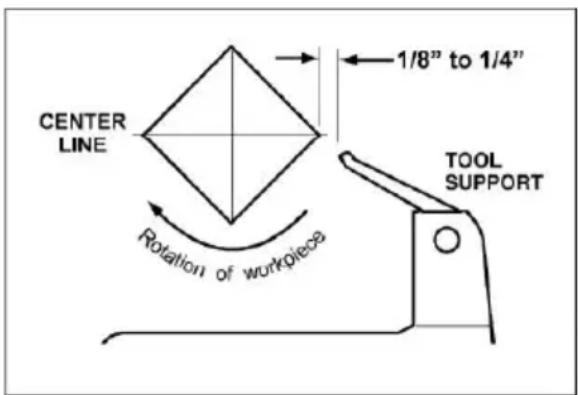
- Positionnez le porte-outil. Il doit être parallèle à la pièce, juste en dessous centre. Alignez la base du porte-outil sur le banc du tour et à environ 1/8" des coins de la pièce à usiner. Serrez la base du porte-outil sur le banc d
- Faites tourner la pièce à la main pour vérifier le jeu.
- Démarrez le tour à la vitesse minimale et augmentez-la jusqu'à la vitesse de rotation appropriée à la taille de la pièce à usiner. Consultez l'affichage numérique sur la poupée fixe.
9.5 Techniques de coupe
9.5.1 Ébauche
- Commencez avec une grande gouge à dégrossir. Placez l'outil sur le porte-ou le talon de l'outil sur la surface à usiner.
- Soulevez lentement et doucement la poignée de l'outil jusqu'à ce que le tran- entre en contact avec la pièce.
- En commençant à environ 5 cm de l'extrémité de la contre-pointe de la pièce roulez la goujure (partie évidée) de l'outil dans le sens de la coupe. Réalis longues coupes en mouvement continu pour ébaucher la pièce jusqu'à obteni cylindre.
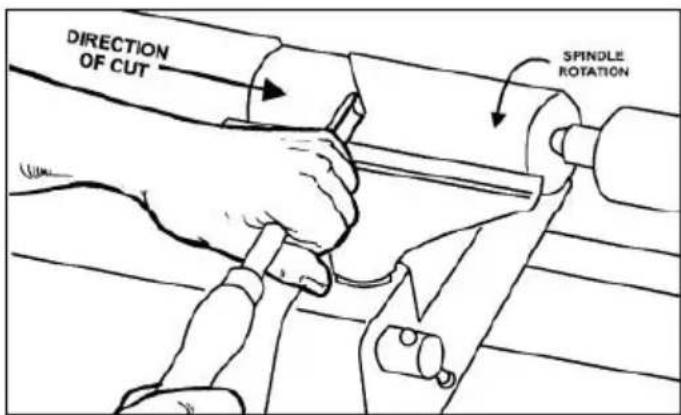
- Maintenez le biseau de l'outil en contact avec la pièce autant que possible garantir le contrôle et d'éviter les accrochages. REMARQUE : Coupez toujours pente descendante, ou du grand diamètre vers le petit. Travaillez toujours ve l'extrémité de la pièce, ne commencez jamais la coupe par l'extrémité.
- Une fois la pièce ébauchée jusqu'à obtenir un cylindre, lissez-la avec une gcale. Maintenez la poignée de la cale perpendiculaire à la broche et utilisez uniquement le tiers central du tranchant pour une longue coupe de lissage (contact avec l'une des pointes de la cale avec la pièce en rotation pourrait provoquer un blocage et endommager la pièce).
- Ajoutez des détails à la pièce à usiner avec un outil de coupe oblique, un séparation, un grattoir ou une gouge à broche.
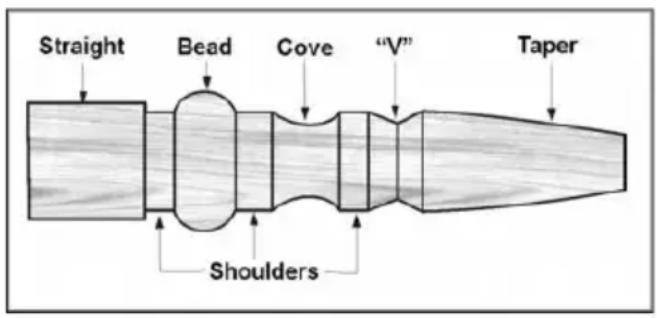
9.5.2 Perles
- Réalisez une coupe de séparation pour le futur cordon, à la profondeur souh Placez l'outil de séparation sur le support et avancez-le jusqu'à ce que tout biseau de l'outil soit en contact avec la pièce. Relevez doucement la poigné effectuer la coupe à la profondeur souhaitée.
- Répétez l'opération pour l'autre côté de la perle.
- À l'aide d'une petite gouge oblique ou à fuseau, commencez au centre, entre deux coupes, et coupez de chaque côté pour former le cordon. Roulez l'out le sens de la coupe.
9.5.3 Criques
- Utilisez une gouge à broche. La gouge étant à 90 degrés de la pièce, pose pointe de l'outil sur la pièce et roulez vers le fond de la gorge. Arrêtez-vous bas ; toute tentative de remonter du côté opposé risquerait de bloquer l'outi
-
Déplacez l'outil sur la largeur souhaitée de la crique.
-
Avec la cannelure orientée dans la direction opposée, répétez l'étape 1 pour l'autre côté de la gorge. Arrêtez-vous au bas de la coupe.
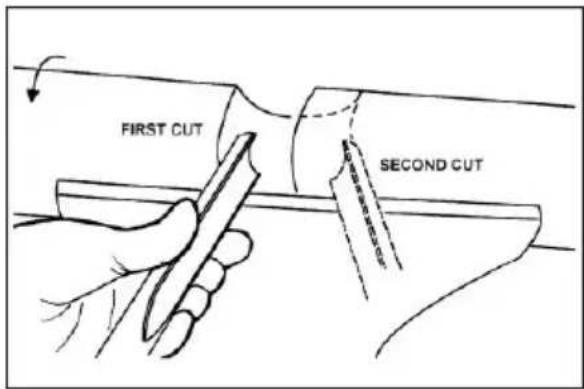
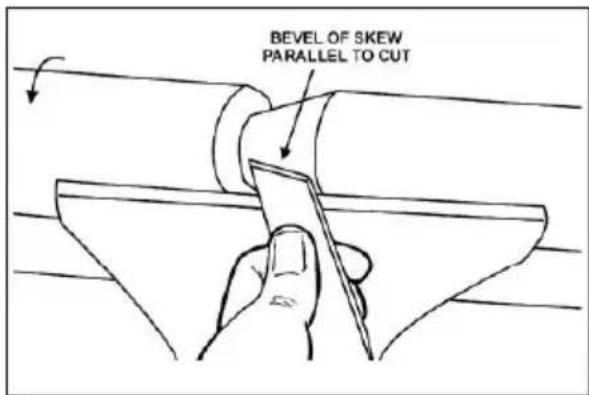
9.5.4 Coupes en « V »
-
Utilisez la pointe longue de la broche. (REMARQUE : N'enfoncez pas la poin longue de la broche directement dans la pièce pour créer le « V » ; cela entraînerait un « V » brûlé ou bruni avec des fibres enroulées des deux c
-
Marquez légèrement le centre du « V » avec la pointe de l'aiguille.
-
Déplacez le point de l'inclinaison vers la moitié droite de la largeur souhaitée votre coupe.
-
Avec le biseau parallèle au côté droit de la coupe, soulevez la poignée et l'outil jusqu'à la profondeur souhaitée.
-
Répétez l'opération du côté gauche. Les deux coupes doivent se rejoindre e formant un « V » net.
-
Des coupes supplémentaires peuvent être effectuées pour augmenter la profondeur ou la largeur de la coupe.
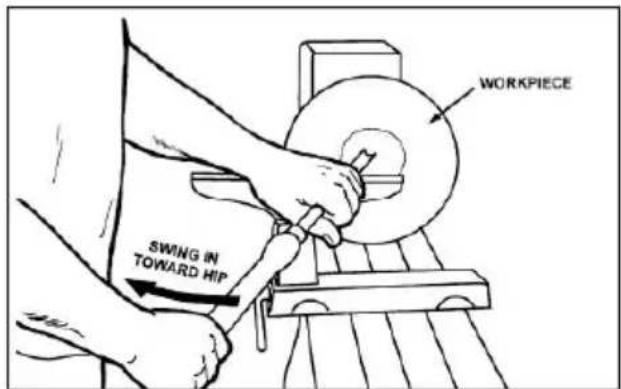
9.5.5 Séparation
-
Utiliser un outil de séparation.
-
Réglez la vitesse du tour à un régime inférieur pour le tronçonnage d'une pi
-
Placez l'outil sur le support et soulevez la poignée jusqu'à ce qu'il commence à couper et continuez à couper vers le centre de la pièce.
- Tenez légèrement le morceau d'une main pendant qu'il se sépare des déchet bois.
9.5.6 Ponçage et finition
- Des coupes nettes réduiront la quantité de ponçage nécessaire. Écartez le support d'outil, réglez le tour à basse vitesse et commencez avec du papier de verre fin (grain 120 ou plus fin). Un papier de verre plus grossier laissera rayures profondes difficiles à éliminer et ternira les détails nets de la broche Progressez avec chaque grain sans sauter de grain (par exemple, ne passe du grain 120 au grain 220). Pliez le papier de verre en un tampon ; n'enr de papier de verre autour de vos doigts ou de la pièce. Pour appliquer un la pièce peut être laissée sur le tour.
- Éteignez le tour et appliquez la finition à l'aide d'un pinceau ou d'un essuie-tout. Retirez l'excédent de finition avant de redémarrer le tour. Laissez sécher et poncez à nouveau avec du papier de verre grain 320 ou 400. Appliquez ur deuxième couche de finition et polissez.
9.6 Tournage de la plaque frontale et du bol
Le tournage de la platine s'effectue généralement sur le côté intérieur de la poupée, au-dessus du banc. Les pièces de grandes dimensions doivent être tourr sur le côté extérieur. Tournez la poupée jusqu'à la position souhaitée ; ou retire: contre-pointe et le support d'outil, puis faites glisser la poupée jusqu'à l'extrémité opposée du banc.
9.6.1 Montage de la crosse
L'utilisation d'une plaque frontale est la méthode la plus courante pour maintenir bloc de bois pour tourner des bols et des assiettes :
- Sélectionnez un stock d'au moins 1/8" à 1/4" plus grand que chaque dimensi de la pièce finie.
- Sélectionnez toujours la plaque frontale de plus grand diamètre pouvant être utilisée pour la pièce à tourner.
- Vrai une surface de la pièce à usiner pour le montage contre la plaque for
- En utilisant la plaque frontale comme gabarit, marquez l'emplacement des tro de fixation sur la pièce et percez des avant-trous de la taille appropriée. Le plaques frontales sont percées pour des vis n° 12. (Les vis cruciformes et
carrée résistent mieux que les vis à fente. Les vis à tôle sont cémentées (présentent un filetage plus profond et plus pointu que les vis à bois.) Si le fixation de la plaque frontale gênent la pièce, vous pouvez utiliser de la col un bloc de récupération :
- Fabriquez un bloc de même diamètre que la plaque frontale. Le bloc de cr la pièce doivent avoir des surfaces planes pour le collage.
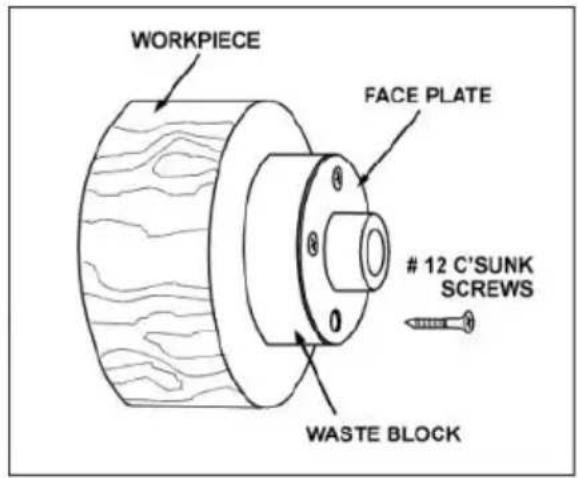
- Collez le bloc sur la pièce. Évitez d'utiliser du papier kraft ou du papier jou entre le bloc et la pièce. L'utilisation de grattoirs peut être efficace, mais ur coup de gouge à bol peut séparer les deux.
REMARQUE : Lorsque vous utilisez un bloc de récupération, soyez vigilant quant choix de l'adhésif. Les pièces sèches peuvent être collées avec de la colle blanc jaune ordinaire, mais doivent être serrées pour garantir une bonne adhérence. Le pièces vertes nécessitent une colle de type cyanoacrylate.
9.6.2 Plaque frontale ou mandrin
- Bien que les plaques frontales soient la méthode la plus simple et la plus fià pour maintenir un bloc de bois pour le tournage, des mandrins peuvent éga être utilisés.
- Comme il existe des dizaines de mandrins parmi lesquels choisir, le tourneur bois doit d'abord considérer tous les différents types de tournage qui seront effectués et lire des rapports ou discuter avec d'autres tourneurs qui possède des mandrins avant de prendre une décision.
- Un mandrin n'est pas indispensable, mais il est pratique pour travailler sur plusieurs pièces à la fois. Au lieu de retirer les vis, il suffit d'ouvrir le mar changer de pièce.
- Les plus populaires sont les mandrins à spirale à quatre mors, dotés d'une de mors pour s'adapter à des tenons de différentes tailles. La plupart sont également équipés d'un mandrin à vis.
9.6.3 Sélection du bois
Le bois de chauffage est le matériau le moins cher et le plus facilement dis pour apprendre à tourner des bols. Il suffit de gaspiller du bois pour pratiquer le techniques de tournage. Perfectionnez votre maîtrise de chaque outil avant de vo lancer dans la fabrication d'une pièce finie. Il est préférable de commencer avec bois sec, sans vous soucier du séchage ni de la déformation. Une fois que vou maîtrisez le tournage, essayez le bois vert, qui se coupe très facilement. Avec l'expérience, le tourneur découvrira des veinures et des motifs extraordinaires, tels les loupes, les fourches et les inclusions d'écorce.
9.6.4 Vérifications et fissures
- Le bois vert peut se fissurer et se fendiller. Pour un résultat optimal, laissez bûches aussi longues que possible. À mesure que le bois sèche, des fissures superficielles se formeront aux extrémités. Coupez 5 à 7,5 cm et vous devri obtenir du bois sain et de bonne qualité. Coupez également la bûche en de long de la moelle pour éviter qu'elle ne se retrouve dans la pièce finie. La des fissures sont rayonnantes à partir de la moelle. - Lorsque vous réalisez des bols en bois vert, veillez à maintenir une épaisseur paroi uniforme sur toute la pièce. Laisser une pièce épaisse à certains endre fine à d'autres entraînera un séchage irrégulier du bois et favorisera l'appariti de gerces et de fissures.
9.6.5 Distorsion
La déformation est un problème lié au tournage du bois vert. Elle varie d'un type bois à l'autre. En général, les bois fruitiers ont tendance à se déformer plus qu'autres. Elle varie également selon la période de l'année à laquelle l'arbre a été et le mode de stockage des grumes.
9.6.6 Outils pour le tournage de bols
- La gouge à bol à cannelures profondes est l'outil le plus essentiel et le plus polyvalent pour la plupart des tournages de bols et d'assiettes. Plus lourde e facile à contrôler que les autres types de gouges, elle permet également d'el bois beaucoup plus rapidement et avec moins de vibrations. La plupart de
travaux de taille moyenne sur bols peuvent être réalisés avec une gouge à 3/8" ou 1/2".
- Une gouge à bol de 1/4" est idéale pour les petits bols et les coupes de filégères. Les gouges à bol plus grandes de 3/4" et 1" ne sont utilisées que pièces de très grande taille.
- De grands grattoirs bombés peuvent également être utilisés pour nettoyer l'intérieur des cuvettes. Un léger mouvement du grattoir, légèrement incliné, éliminera certaines des stries parfois laissées par une gouge à cuvette inexpérimentée.
9.7 Techniques de tournage de bols
9.7.1 Pour façonner l'extérieur du bol
- Les loupes, fourches et autres ébauches de forme irrégulière nécessitent une préparation particulière avant leur montage dans un mandrin ou sur une plaq de finition. Retirez l'écorce, le cas échéant, de ce qui semble être le centre partie supérieure de la pièce.
- Enfoncez l'éperon central dans le haut de la pièce à usiner à l'aide d'un maillet ou d'un marteau à percussion.
- Glissez la pointe à éperon dans le cône de la poupée et positionnez la contre-pointe, munie d'une pointe à roulement à billes ou à billes. Verrouillez contre-pointe sur le banc et avancez la broche de la contre-pointe afin de positionner la pointe de la coupelle dans la pièce. Serrez la poignée de verrouillage du vérin.
- Tournez la pièce à la main pour assurer un jeu adéquat.
- Démarrez le tour à la vitesse minimale et augmentez-le jusqu'à la vitesse maximale de sécurité adaptée à la taille de la pièce à usiner. Si la machin commence à vibrer, réduisez la vitesse jusqu'à ce que les vibrations cessent
- Ébauchez l'extérieur du bol avec la gouge à bol cannelée de 1,27 cm de profondeur, en tenant fermement le manche de l'outil contre votre hanche. Pour un meilleur contrôle, utilisez tout votre corps pour déplacer la gouge dans la pièce.
- Au fur et à mesure que le bol prend forme, travaillez sur le bas (extrémité contre-pointe) pour permettre la fixation d'une plaque frontale.
- Tournez un tenon court (environ 3 mm de long) de la taille du trou dans frontale. Cela permettra de centrer la pièce une fois la plaque fixée.
(REMARQUE : Si vous prévoyez d'utiliser un mandrin, tournez un tenon de longueur et de diamètre adaptés à votre mandrin.)
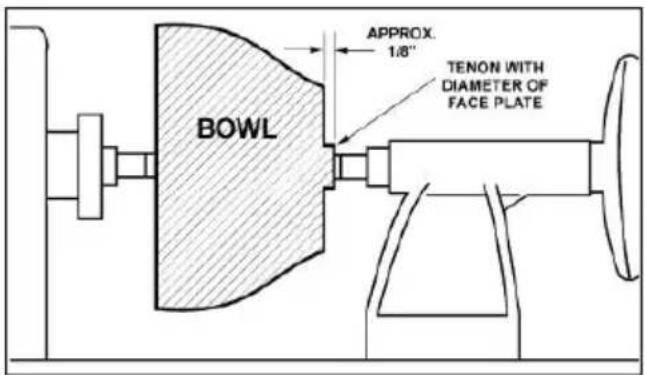
- Arrêtez le tour, retirez la pièce et fixez le plateau ou le mandrin. Les surfaces du plateau et de la pièce doivent être alignées.
- Terminez le tournage extérieur du bol avec une gouge à bol de 12,7 mm mm. Laissez un surplus de matériau à la base du bol pour le soutenir lors tournage intérieur. Ce matériau sera retiré ultérieurement.
9.7.2 Pour façonner l'intérieur du bol
- Arrêtez le tour et éloignez la contre-pointe. (Vous pouvez retirer le centre de contre-pointe pour éviter de la heurter avec votre coude.)
- Ajustez le support de l'outil devant le bol juste en dessous du centre ligne, perpendiculairement aux voies du tour.
- Faites tourner la pièce à la main pour vérifier le jeu.
- Faites face au dessus du bol en effectuant une légère coupe de cisaillemer le dessus de la pièce, du bord au centre.
- Placez une gouge à bol de 1/2" sur le support de l'outil, au centre de la pièce, la gouge orientée vers le haut du bol. Le manche de l'outil doit être à niveau pointé vers la position quatre heures.
- Utilisez la main gauche pour contrôler le tranchant de la gouge, tandis que main droite oriente le manche vers vous. La gouge doit commencer face à pièce et pivoter vers le haut à mesure qu'elle s'enfonce dans le bol afin de maintenir une courbe nette et régulière. À mesure que l'outil s'enfonce dans progressez vers le bord. Il peut être nécessaire de tourner le support de l'c vers la pièce à mesure que vous vous enfoncez dans le bol.
- Augmentez l'épaisseur des parois au niveau du bord et maintenez-la à mesu que vous progressez dans le bol. (Une fois la pièce fine vers le bas, vous pouvez pas l'affiner davantage au niveau du bord.) Une fois l'intérieur termin déplacez le support de l'outil vers l'extérieur pour redéfinir le fond du bol. (I règle générale, la base doit représenter environ 1/3 du diamètre total du bol)
- Travaillez la zone étroite autour de la plaque frontale ou du mandrin avec le gouge à bol de 1/4".
- Commencez la séparation avec un outil de séparation, mais ne coupez pas encore complètement.
9.7.3 Ponçage et finition
- Retirez le support d'outil et réglez la vitesse du tour à environ 500 tr/min. D vitesses plus élevées peuvent entraîner des frottements lors du ponçage et c gerçures thermiques sur certains bois.
- Commencez avec du papier de verre fin (grain 120) et passez progressiveme d'un grain à l'autre en exerçant une légère pression. Un papier de verre plu grossier a tendance à laisser des rayures profondes et difficiles à éliminer. Utilisez un ponçage électrique pour éviter les marques de ponçage concentric autour de votre pièce finie. Évitez d'arrondir le bord et le pied avec du pap verre ; veillez à ce que les détails soient nets. Terminez le ponçage avec 220.
- Enlevez la poussière de ponçage avec des chiffons anti-adhésifs ou de l'air comprimé et, tour éteint, appliquez la première couche de finition. Laissez aq quelques minutes, puis essuyez l'excédent. Laissez sécher avant de poncer à nouveau avec du papier de verre grain 320 ou 400.
-
Remettez le tour en marche et poursuivez la coupe de séparation sur presqu toute la base. Arrêtez-vous à environ 7,6 cm et utilisez une petite scie à d fines pour séparer le bol des déchets.
-
Appliquer une deuxième couche de finition et laisser sécher avant de polir.
MAINTENANCE
Avant d'effectuer l'entretien du tour, débranchez-le du secteur. Coupez l'alimentation électrique en débranchant la prise ou en coupant l'interrupteur principal. Le non-respect de cette consigne peut entraîner des blessures graves.
10.1 Procédures générales
- L'entretien du tour 1218 doit être effectué régulièrement afin de garantir son b fonctionnement, le serrage de toutes les fixations et la réalisation de tous le réglages nécessaires. L'inspection et l'entretien doivent être effectués au moins deux fois par an, voire plus fréquemment si le tour est utilisé régulièrement.
- Nettoyez et huilez le banc du tour afin que la poupée, la contre-pointe et la du porte-outil puissent coulisser facilement. Nettoyez les éventuelles taches de rouille sur le banc avec un produit antirouille du commerce.
- Utilisez de l'air comprimé pour souffler l'intérieur de la poupée afin d'éviter l'accumulation de sciure et de copeaux sur les courroies et les poulies. Sout également les débris accumulés dans le ventilateur du moteur et autour du variateur. Ne démontez pas le variateur pour le nettoyer !
- Nettoyez fréquemment les cônes Morse de la poupée fixe et de la contre-poir Des nettoyants pour cônes sont disponibles dans le commerce dans les magasins d'outillage.
- Les roulements sont lubrifiés et scellés en permanence et ne nécessitent aucu lubrification supplémentaire.
10.2 Alignement des poulies et des courroies
- Les poulies du moteur et de la broche sont alignées par le fabricant. Cepend si une intervention altère leur alignement, il est essentiel de les réaligner. Enclenchez le blocage de la broche, desserrez les deux vis de réglage de poulie de la broche (E, figure 9-12) à l'aide d'une clé Allen de 3 mm, puis la poulie de la broche en position. Resserrez les vis de réglage et désencle le blocage de la broche.
- Lorsque les poulies et la courroie sont correctement alignées, aucun bruit de pulsation ou de bruit inhabituel ne doit provenir de la courroie.
10.3 Remplacement de la courroie
Pour remplacer une courroie ou une poulie, procédez avec précaution comme sui cas de doute, contactez le service technique ou apportez la poupée fixe à un c service agréé.
- Débranchez le tour de la source d'alimentation.
- Desserrez la poignée de verrouillage du pivot et soulevez la poignée de ten pour soulever le moteur.
- Serrez la poignée de verrouillage du pivot pour fixer le moteur en position
- Retirez la courroie des poulies.
- Desserrez les vis de réglage sur le volant.
- Dévisser le volant de la broche.
- Anneau de déverrouillage retenant la broche.
- Faites glisser la broche légèrement hors de la poupée, juste assez pour reti poulie ou la courroie. Remarque : si nécessaire, frappez l'extrémité de la bro avec une cale en bois ou un maillet en caoutchouc pour la déplacer. N'utilis de marteau à tête plate en acier directement sur la broche.
- Si vous remplacez une poulie, desserrez les deux vis de réglage et faites (la poulie hors de la broche.
- Installez la nouvelle poulie en serrant légèrement les deux vis de réglage. Assurez-vous que la poulie est correctement orientée et que la clavette est correctement insérée dans la rainure de la broche.
- Remettez la broche en place.
- Réinstaller la bague de retenue.
- Réinstallez le volant et serrez les vis de réglage.
- Alignez la nouvelle poulie, puis serrez fermement les deux vis de réglage si poulie.
- Desserrez la poignée de verrouillage du pivot et abaissez le moteur à l'aide poignée de tension.
| Symptôme | Cause possible | Correction |
| Le moteur ne parvient pas à développer sa pleine puissance | Ligne électrique surchargée. | Corriger la condition de surcharge. |
| Fils sous-dimensionnés dans le système d'alimentation ou rallonge tro longue | Augmenter la taille du fil d'alimentation | |
| Basse tension | Demandez à la compagnie d'électricité vérifier la tension et de corriger la con de basse tension. | |
| Moteur usé | Remplacer le moteur | |
| Le moteur ou la broche cale ou ne démarre pas. | Coupe excessive. | Réduire la profondeur de coupe |
| Courroie usée ou cassée. | Remplacer la courroie. | |
| Refroidissement incorrect du moteur | Souffler la sciure du ventilateur du boît du moteur | |
| Roulements de broche usés | Remplacer les roulements | |
| Moteur usé | Remplacer le moteur | |
| Vibrations ou bruits excessifs | Pièce déformée, déformée, présentant un défaut majeur, mal préparée pour tournage | Corrigez le problème en rabotant ou en scient la pièce, ou jetez-la entièrement utilisez une nouvelle pièce. |
| Rotation de la broche trop rapide | Réduire la vitesse | |
| Roulements de broche usés | Remplacer les roulements de broche | |
| Courroie de transmission mal alignée ou usée | Aligner la courroie. Remplacer si elle e usée. | |
| Les boulons de montage du moteur sont desserrés. | Serrer les boulons | |
| Tour sur surface irrégulière | Ajustez les pieds de nivellement. | |
| Les outils ont tendance à s'accrocher ou à creuser. | Outils émoussés | Gardez les outils bien aiguisés |
| Le porte-outil est réglé trop bas | Repositionner la hauteur du porte-outil | |
| Le porte-outil est trop éloigné de la pièce à usiner | Repositionnez le porte-outil plus près de pièce. | |
| Utilisation d'un outil inapproprié. | Utiliser l'outil approprié pour l'opération. | |
| La poupée mobile se déplace lors de l'application d'une pression. | L'écrou de blocage de la came doit ajusté | Serrer l'écrou de blocage de la came |
| Pression excessive appliquée par la contre-pointe. (Remarque : l'action de vis de la contre-pointe est capable d'appliquer une pression excessive su la pièce et la poupée. Appliquez uniquement une force suffisante sur la contre-pointe pour maintenir la pièce fermement eplace. Une pression excessive peut endommager la machine.) | Glissez la contre-pointe vers la droite d tour, contre la butée. Positionnez la poupée et appliquez une pression sur pièce avec la contre-pointe. | |
| Les surfaces de contact du banc du et de la contre-pointe sont grasses huileuses | Retirez la contre-pointe et nettoyez les surfaces avec un nettoyant/dégraissant. Appliquez une fine couche d'huile sur la surface du banc du tour. | |
| L'affichage numérique ne fonctionne pas | Capteur numérique hors position. | Ouvrez l'accès à la courroie et le capt de position afin qu'il lise les boulons |
Attention : Certaines corrections peuvent nécessiter l'intervention d'un électricien qualifié.
| NON. | DESCRIPTION | Qté | NON. | DESCRIPTION | Qté |
| 1 | Lit | 1 | 2 | Vis ST4.2×16 | 4 |
| 3 | Porte-outil | 1 | 4 | Vis M10×20 | 2 |
| 5 | Cadran à vitesse variable | 1 | 6 | Plaque | 1 |
| 7 | Commutateur de direction de broche | 1 | 8 | Changer | 1 |
| 9 | Vis M4×20 | 2 | 10 | Écrou hexagonal M10 | 2 |
| 11 | plaque de verrouillage | 2 | 12 | axe excentrique | 1 |
| 13 | Levier de verrouillage | 1 | 14 | Boulon | 1 |
| 15 | Vis M6×6 | 6 | 16 | Volant | 1 |
| 17 | Contre-pointe | 1 | 18 | Bague de retenue 10 | 1 |
| 19 | Fourreau de la poupée mobile | 1 | 20 | axe de la queue | 1 |
| 21 | tige conique | 1 | 22 | Roulement à billes 6201 | 1 |
| 23 | Centre de la coupe | 1 | 24 | Centre d'éperon de la poupée | 1 |
| 25 | Moteur | 1 | 26 | Vis M8×16 | 2 |
| 27 | Rondelle élastique 8 | 2 | 28 | Rondelle plate 8 | 2 |
| 29 | Plaque moteur | 1 | 30 | Clé plate 6×40 | 1 |
| 31 | Rondelle plate 5 | 4 | 32 | Rondelle élastique 5 | 4 |
| 33 | Vis M5×16 | 4 | 34 | Poulie du moteur | 1 |
| 35 | Volant | 1 | 36 | Roulement à billes 6005 | 1 |
| 37 | Bague de retenue 47 | 1 | 38 | Poulie d'entraînement | 1 |
| 39 | Courroie de transmission | 1 | 40 | Bague de retenue 47 | 1 |
| 41 | Roulement à billes 6204 | 1 | 42 | Broche de la poupée fixe | 1 |
| 43 | Rondelle 4 | 4 | 44 | vis M4×10 | 2 |
| 45 | Boîte de commutation | 1 | 46 | vis M3×6 | 4 |
| 47 | Colonne d'isolement | 4 | 48 | Circuit imprimé | 1 |
| 49 | Plaque | 1 | 50 | Vis ST3.5×16 | 4 |
| 51 | Serre-fil | 2 | 52 | Cordon d'alimentation | 1 |
| 53 | rondelle en caoutchouc | 4 | 54 | Assiette latérale | 1 |
| 55 | Vis M6×10 | 3 | 56 | Bouton stationnaire | 1 |
| 57 | Bouton mobile | 2 | 58 | Vis M6×12 | 1 |
| 59 | Serre-câble | 2 | 60 | Rondelle plate 6 | 4 |
| 61 | Rondelle élastique 6 | 4 | 62 | Vis M6×30 | 4 |
| 63 | Couvercle arrière | 1 | 64 | Boulon | 1 |
| 65 | Bague de retenue 12 | 2 | 66 | Base de repose-outil | 1 |
| 67 | Porte-outil | 1 | 68 | Levier de verrouillage | 1 |
| 69 | Couverture | 1 | 70 | Poignée de verrouillage pour base de couteau | 1 |
| 71 | Vis M5×12 | 2 | 72 | Affichage du régime de la broche | 1 |
| 73 | Serre-câble | 2 | 74 | Vis M4×12 | 2 |
| 75 | Tête de poupée | 1 |
Fabricant : Shanghaimuxinmuyeyouxiangongsi
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Shanghai 200 000 CN.
Importé en Australie : SIHAO PTY LTD. 1 ROKEVA STREET, ASTV NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd. Suite 250, 9166 Anaheim



