
WL1218V - Torno de madera Vevor - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato WL1218V Vevor en formato PDF.

| Marca | Vevor |
| Modelo | WL1218V |
| Tipo de producto | Torno para madera |
| Tensión de alimentación | 220 V / 50 Hz (110 V / 60 Hz) |
| Potencia del motor | 750 W |
| Velocidad del motor | 0-5000 r/min |
| Velocidad del husillo | 0-3800 r/min ±10% |
| Diámetro de torneado máximo | 304 mm (12 pulg) |
| Distancia entre puntos | 465 mm (18 pulg) |
| Cono del husillo | MT2 |
| Rosca del husillo | 1"-8 |
| Recorrido del contrapunto | 50 mm |
| Cono del contrapunto | MT2 |
| Visualización digital de la velocidad | Sí |
| Variación de velocidad | Variable con control electrónico |
| Sentido de giro | Reversible (adelante/atrás) |
| Portaherramientas incluido | 2 (uno montado, uno como accesorio) |
| Accesorios suministrados | Punto de espolón, punto giratorio, plato frontal, varilla de extracción, llaves hexagonales S2.5/S3/S5, llave ajustable |
| Alimentación | Red eléctrica con conexión a tierra obligatoria |
Preguntas frecuentes - WL1218V Vevor
Preguntas de los usuarios sobre WL1218V Vevor
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Torno de madera en formato PDF gratis! Encuentra tus instrucciones WL1218V - Vevor y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. WL1218V de la marca Vevor.
MANUAL DE USUARIO WL1218V Vevor
Estas son las instrucciones originales; lea atentamente todas las instrucciones manual antes de utilizarlo. VEVOR se reserva el derecho de interpretar su m de usuario. La apariencia del producto dependerá del producto que haya reci Le rogamos que no le informemos si hay actualizaciones tecnológicas o de software en nuestro producto.
 | Advertencia: Para reducir el riesgo de lesiones, el usuario debe lee atentamente el manual de instrucciones. |
 | Este dispositivo cumple con la Parte 15 de las Normas de la FC0 funcionamiento está sujeto a las dos condiciones siguientes: (1) Est dispositivo no debe causar interferencias perjudiciales y (2) Este dis debe aceptar cualquier interferencia recibida, incluidas las que pueda causar un funcionamiento no deseado. |
 | Este producto está sujeto a la Directiva Europea 2012/19/CE. El sí un contenedor de basura tachado indica que el producto requiere la recogida selectiva de residuos en la Unión Europea. Esto aplica al y a todos los accesorios marcados con este símbolo. Los producto marcados con este símbolo no pueden desecharse con la basura o normal, sino que deben llevarse a un punto de recogida para el r aparatos eléctricos y electrónicos. |
MATTERS NEEDING ATTENTION
La información contenida en este manual pretende servir de guía para el funcionamiento de estas máquinas y no forma parte de ningún contrato. Los datos contiene se han obtenido del fabricante de la máquina y de otras fuentes. Nos esforzamos por garantizar la exactitud de esta información y verificamos cada elemento y dato, pero no podemos garantizar su total exactitud, lo que significa equipo suministrado puede diferir en detalles de la descripción de las instrucciones. Además, el desarrollo de la máquina puede implicar que el equipo suministrado diferir en detalles de las descripciones aquí contenidas. Por lo tanto, es responsabilidad del usuario asegurarse de que el equipo o proceso descrito sea adecuado para el fin previsto.
ADVERTENCIA : Lea todas las advertencias de seguridad, instrucciones, ilustración y especificaciones que se incluyen con esta máquina. El incumplimiento de las
instrucciones a continuación podría provocar descargas eléctricas, incendios o lesiones graves.
Guarde todas las advertencias e instrucciones para futuras referencias.
-
Del propietario manual. Leer y entender este del propietario manual antes usando máquina.
-
Entrenado operadores solo. Inexperto operadores tener a mayor riesgo de señor herir o delicado. Solo permitir capacitado/supervisado gente a usar este máquina. Cuando máquina es no ser usado, des- conectar fuerza, eliminar cambiar llaves, o cerrar máquina a prevenir no autorizado uso, especialmente Alrededor de los niños. Haz tu taller niño ¡prueba!
-
Peligroso entornos. Hacer no usar Maquinaria en áreas que estén mojadas, desordenadas o tengan pobre Iluminación. Funcionamiento maquinaria en esta áreas muy aumenta la riesgo de accidentes y lesión.
-
Mental vigilancia requerido. Lleno mental Se requiere estar alerta para una operación segura de maquinaria. Nunca opere bajo la influencia de drogas c alcohol, cuando estás cansado, o cuando distraído.
-
Riesgos de lesiones por equipos eléctricos. Usted poder estar conmocionado, quemado, o delicado al tocar vivir eléctrico componentes o incorrectamente conectado a tierra maquinaria. Para reducir este riesgo, solo permita que pe cualificado servicio personal a hacer eléctrico instalación o reparar trabajar, y siempre desconectar fuerza antes de acceder o exponer eléctrico equipo.
-
Desconecte primero la alimentación. Siempre Desconectar máquina de fuerza suministrar antes haciendo ajustes, cambio estampación, o servicio máquina. Esto evita el riesgo de lesiones. inicio no deseado o contacto con vivir eléctrico componentes.
-
Protección ocular. Use siempre protección ocular aprobada por ANSI. seguridad anteojos o un protector facial cuando operante o Observar la maquinaria para reducir el riesgo ojo lesión o ceguera por volar partículas. Cada día Las gaf no aprobado seguridad anteojos.
-
Usar ropa adecuada vestir. Hacer no tener puesto ropa, vestir o joyas eso puede convertirse enredado en movimiento partes. Siempre atar atrás o cubrir largo cabello. Usar calzado antideslizante para reducir riesgo de corrimiento y perdiendo control o accidentalmente herramienta de corte en contacto o
emocionante regiones.
-
Peligroso polvo. Polvo creado por maquinaria Las operaciones pueden causa cáncer, defectos de nacimiento o a largo plazo respiratorio daño. Ser consci de polvo peligros asociados con cada uno trabajar Material de la pieza. U siempre un aprobado por niosh respirador a reduce tu riesgo.
-
Audiencia protección. Siempre tener puesto audiencia protección cuando operando o observando alto maquinaria. Extendido exposición a este ruido sin audiencia protección poder causa permanente audiencia pérdida.
-
Quitar ajuste herramientas. Herramientas izquierda en maquinaria poder convertirse peligroso proyectiles AI iniciar. Nunca dejar a Chuck llaves, llaves inglesas, o cualquier otro herramientas en máquina. Siempre verificar eliminación ¡Antes de empezar!
-
Utilice la herramienta correcta para el trabajo. Solamente usar este herramiente para es destinado propósito—hacer no fuerza él o un adjunto a hacer a trapa para cual él era no diseñado. Nunca hacer no aprobado modificaciones—modificando herramienta o usando él diferentemente que destinado puede resultado en mal funcionamiento o mecánico fracaso que puede conducir a personal lesión o ¡muerte!
-
Extraño posiciones. Mantenerse adecuado pie y equilibrio en todo momento operar máquina. Hacer no ¡Excederse! Evitar extraño mano posiciones eso hacer trabajar pedazo control difícil o aumentar el riesgo de accidental lesión
-
Niños y transeúntes . Mantenga a los niños y transeúntes a una distancia segura del área de trabajo. Detener usando máquina Si ellos Conviértete en un distracción.
-
Forzando maquinaria. Hacer no fuerza máquina. Él voluntad hacer el trabajo más seguro y mejor en el tasa para cual fue diseñado.
-
Nunca se suba a la máquina. Podría sufrir lesiones graves. puede ocurrir s máquina es inclinado o si el corte herramienta es contactado involuntariamen
-
Máquina estable. Movimiento inesperado durante operación muy aumenta el riesgo de lesión o pérdida de control. Antes a partir de, verificar máquina e estable y móvil base (si usado) es Bloqueado.
-
Utilice los accesorios recomendados. Consulte este del propietario manual o fabricante para recomendado accesorios. Usando incorrecto Los accesorios se aumentar la riesgo de grave lesión.
-
Desesperado operación. A reducir el riesgo de accidental lesión, doblar máquina Apagado y asegurar todo emocionante regiones completamente detener antes caminando lejos. Nunca dejar máquina correr mientras desesperado.
- Mantener con cuidado. Seguir todo mantenimiento instrucciones y lubricación horarios a mantener máquina en buen estado laboral condición. Una máquieso es incorrectamente mantenido podría Funcionamiento defectuoso, lo que lleva a graves consecuencias personal lesión o muerte.
- Piezas dañadas. Inspeccione la máquina periódicamente. para dañado, suelto desajustado partes—o cualquier condición que pudiera afectar seguro operación. Inmediatamente reparar / reemplazar antes operante máquina. Para su propio seguridad, hacer no Operar la máquina con daños partes!
- Mantener fuerza cuerdas. Cuando desconectar máquinas conectadas por cable del poder, agarrar y tirar del enchufe, no el cable. Tirando del cable dañar el cables adentro. Hacer no manejar cable/enchufe con húmedo mano. Evitar cable daño por acuerdo él lejos de calor d superficies, zonas de mutráfico , productos químicos agresivos y humedad/humedad Ubicaciones.
- Experimentando dificultades. Si en cualquier tiempo tú experiencia dificultades amaestrado el pretender- Operación ed, ¡deje de utilizar la máquina!
Factores de riesgo restantes
 | ADVERTENCIA |
| Es importante asegurarse de que cada máquina tenga riesg restantes.Al realizar cualquier trabajo (incluso el más sencillo), se re la máxima atención. ¡Un trabajo seguro depende de usted! |
Incluso si la máquina se utiliza según lo requerido, es imposible eliminar por con ciertos factores de riesgo residuales. Los siguientes peligros pueden surgir en rela con la construcción y el diseño de la máquina:
- Acuerdo guardias en lugar. Hacer seguro todo guardias son en lugar y eso el torno se sienta en a plano, estable superficie.
- Ojo/cara protección. Airborne madera polvo y escombros poder ser peligroso a el ojos/cara y puede causa alergias o a largo plazo respiratorio Problemas de salud. Siempre use protección para los ojos o un protector fa
cuando operante el torno.
- Respiratorio protección. Siempre tener puesto a respirador cuando usando este máquina. Madera polvo puede causa alergias o a largo plazo respiratorio salud problemas.
- Trabajos de montaje pieza. Antes de empezar, sea cierto el trabajar pedazo tiene estado adecuadamente incorporado en el cabeza existencias y cola existencias centros y eso allá es adecuado autorización para el lleno rotación.
- Ajuste del soporte de la herramienta. Ajuste el soporte de la herramienta a proporcionar adecuado apoyo para el torneado herramienta tú voluntad ser usando. Herramienta de prueba descansar autorización por giratorio trabajar pedazo por mano antes de girar torno en .
- Velocidad de giro. Seleccionar el correcto torneado velocidad para su trabajar, y permitir el torno a ganar a toda velocidad antes usando.
- Utilizando cinceles afilados. Mantener cincel de torno Is Debidamente afilado y mantenido firmemente en su posición cuando girando.
- Operar un torno dañado. Nunca opere el torno con dañado o desgastado partes.
- Trabajar pedazo condición. Inspeccionar siempre el condición de su trabajo pedazo. hacer no girar piezas con nudos, rajaduras y otros potencialmente peligroso condiciones. Hacer seguro articulaciones de pegado piezas Tienen enlaces de alta calidad y no volarán. aparte durante operación.
- Ajustes / mantenimiento . Hacer seguro Tu tomo de madera está tomeado apagado , desconectado de Su fuente de energía y todo movimiento partes tener venir hasta detenerse por completo Antes de empezar cualquier inspección, ajuste, o mantenimiento procedimiento.
- Parada torno. Hacer no detener el torno usando tu mano contra la obra pedazo. Permitir el torno a detener en es propio.
- Evitar enredos. Mantener largo cabello y prendas de vestir sueltas como como mangas, cinturones, y joyas artículos lejos de el torno huso.
- Rostro Torneado de placas. Cuando la cara p giro tardío, hacer seguro el rostro lámina es de forma segura adjunto a el trabajar pedazo y él es
adecuadamente adjunto a el huso. Cuando la cara Torneado de placas, utili cinceles de torno en el hacia abajo hilado lado de el trabajar pedazo solo.
- LIJADO/PULIDO. Eliminar el herramienta descansar cuando amaestrado lijado o pulido operaciones en el giratorio huso.
-
Material Eliminación Tasa. Intentando a eliminar Demasiado material a la vez puede causar trabajar pieza para volar afuera de el torno.
-
El contragolpe es una reacción repentina que provoca la expulsión de la herramienta hacia el operador.
- Estos factores de riesgo se pueden minimizar obedeciendo todas las instrucciones de seguridad y operación, mediante el mantenimiento adecuado la máquina y la operación competente y apropiada por parte de personas conocimientos técnicos y experiencia.
- Ninguna lista de normas de seguridad puede ser exhaustiva. Cada entorno de taller es diferente. Priorice siempre la seguridad, ya que se aplica a sus condiciones de trabajo individuales. Utilice esta y otras máquinas con precau y respeto. El incumplimiento podría provocar lesiones personales graves, dañal equipo o resultados deficientes en el trabajo.
- La máquina no debe utilizarse al aire libre ni en áreas mojadas o húmedas.
- La máquina no deberá utilizarse en áreas expuestas a un mayor riesgo de incendio o explosión.
- Queda prohibido el uso de la máquina fuera de los límites técnicos descritos este manual.
- Se prohíbe el funcionamiento de la máquina sin el botón de parada de emergencia o la caja del impulsor con las puertas abiertas.
- Queda prohibido el uso de la máquina no conforme con las dimensiones requeridas.
- Se prohíbe la utilización de máquinas que no sean aptas para el uso de la y que no estén certificadas.
- Queda prohibida cualquier manipulación de la máquina y sus componentes.
- Queda prohibido utilizar la máquina para cualquier fin distinto al descrito en es manual de usuario.
- ¡Está prohibido utilizar la máquina sin supervisión durante el proceso de trabajo
- No está permitido abandonar el área de trabajo inmediata mientras se realiza trabajo.
MACHINE DESCRIPTION
- El torno de madera está diseñado para tornear madera para que el operado pueda quitar material con un cincel.
- El control de velocidad variable permite ajustar la velocidad del husillo de 03800 RPM y la lectura digital proporciona una lectura precisa de la velocida actual del husillo.
- Este manual contiene instrucciones de instalación, precauciones de seguridad, procedimientos generales de operación, instrucciones de mantenimiento y desglose de piezas. Su máquina ha sido diseñada y fabricada para ofrecer funcionamiento constante y duradero si se utiliza de acuerdo con las instrucciones de este documento.
- Este manual no pretende ser una guía exhaustiva sobre los métodos de operación del torno, el uso de accesorios de posventa, la selección de mate etc. Se puede obtener información adicional de usuarios experimentados o de artículos especializados. Independientemente de los métodos aceptados que se utilicen, priorice siempre la seguridad personal.
- Conserve este manual para futuras consultas. Si la máquina se transfiere de propietario, el manual debe acompañarla.
TECHNICAL PARAMETER
| Modelo | WL1218V | |
| Voltaje | 220 V / 50 Hz | 1 1 0 V / 60 H |
| Potencia del motor | 750 vatios | |
| Velocidad del motor | 0-5000 RPM | |
| Velocidad del husillo | 0-3800 RPM ±10% | |
| Diámetro máximo de giro | 12"(304 mm) | |
| Cono del husillo | MT2 | |
| Rosca del huso | 1"-8 | |
| Distancia entre centros | 18"(465 mm) | |
| Recorrido del husillo del contrapunto | 50 milímetros | |
| Cono en el husillo del contrapunto | MT2 | |
SETUP AND ASSEMBLY
El torno debe estar desconectado de la alimentación durante el montaje.
5.1 Contenido de la entrega
Por favor, revise el contenido del producto inmediatamente después de recibir para detectar posibles daños de transporte o piezas faltantes. Las reclamaciones daños de transporte o piezas faltantes deben presentarse inmediatamente después recibir la máquina y desembalarla, antes de ponerla en funcionamiento. Tenga en cuenta que no se aceptarán reclamaciones posteriores.
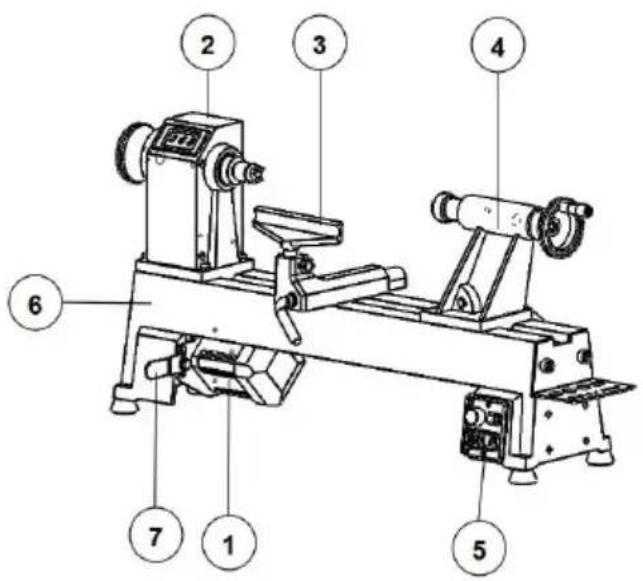
| NÚMERO DE PIEZA | DESCRIPCIÓN | CANTIDAD |
| 1 | Motor | 1 |
| 2 | Cabezal | 1 |
| 3 | Soporte para herramientas (el otro es un accesorio) | 2 |
| 4 | Contrapunto | 1 |
| 5 | Cambiar | 1 |
| 6 | Cama | 1 |
| 7 | Placa de fijación del motor | 1 |
Accesorios estándar
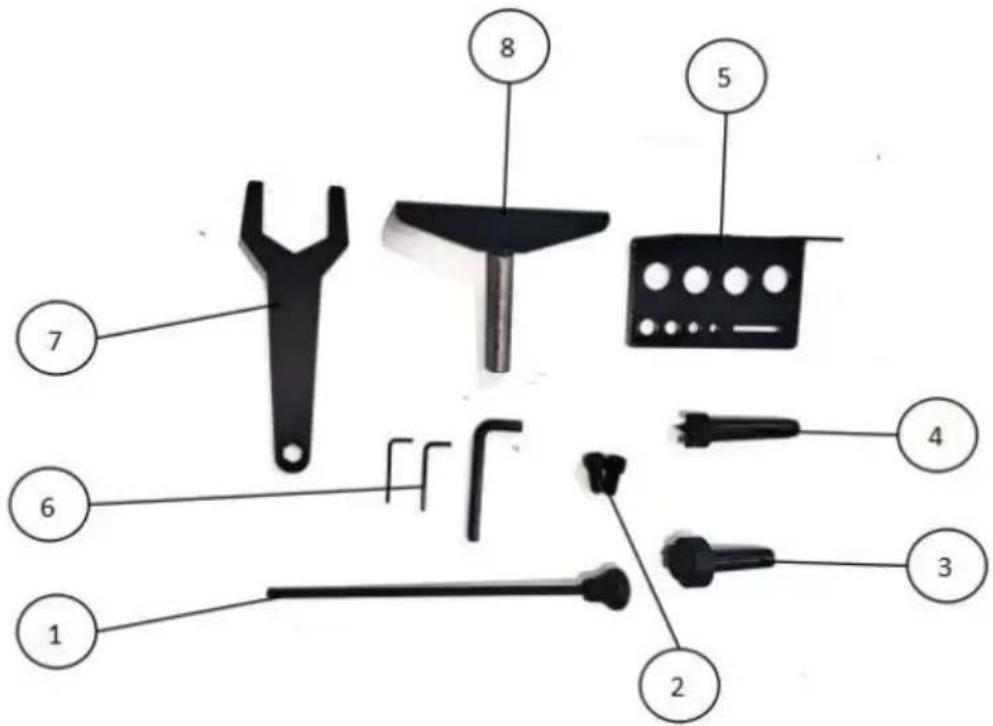
| NÚMERO DE PIEZA | DESCRIPCIÓN | CANTIDAD |
| 1 | Inyección de varilla | 1 |
| 2 | Tornillos de cabeza hueca hexagonal M10×25 | 2 |
| 3 | Centro de vida | 1 |
| 4 | Centro de espuela | 1 |
| 5 | Portaherramientas | 1 |
| 6 | Llave hexagonal S2.5, S3, S5 | 3 |
| 7 | Llave inglesa | 1 |
| 8 | Reposaherramientas | 1 |
5.2 Desembalaje y limpieza
- Saque el torno para carpintería de la caja.
-
Verifique todos los accesorios de la máquina herramienta de acuerdo con la de embalaje.
-
Elija una ubicación para el torno que sea transitable, tenga buena iluminación tenga suficiente espacio para poder realizar el mantenimiento del torno en lo cuatro lados.
-
Para evitar que la cama se tuerza, la ubicación del torno debe ser absoluta plana y nivelada.
-
Limpie todas las superficies con protección contra la oxidación con un disolvable comercial suave, queroseno o diésel. No utilice diluyente de pintura, gasolina diluyente de laca, ya que dañarán las superficies pintadas. Cubra todas las superficies limpias con una fina capa de aceite de máquina de 20 W.
5. Requisitos del lugar de trabajo
- El lugar de trabajo debe cumplir con los requisitos.
- El terreno debe ser llano, plano y duro.
- El lugar de trabajo elegido deberá tener acceso a una red de suministro el adecuada que cumpla con los requisitos de las máquinas.
6. Preparación de la superficie
- Las partes metálicas de la máquina sin recubrimiento se han aislado con un capa de grasa para inhibir la corrosión.
- Esta capa debe eliminarse. Puede utilizar disolventes estándar que no dañen superficie de la máquina.
5.4 Montaje
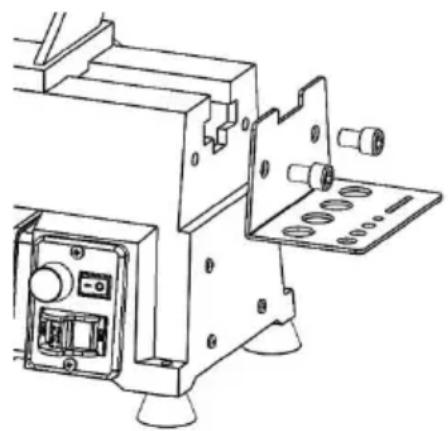
Estante de herramientas:
Fije el estante de herramientas con dos tornillos de cabeza hueca hexagonal M10> al inicio del torno.
La conexión de la máquina a la red eléctrica y las comprobaciones posteriores deberán ser realizadas exclusivamente por un electricista debidamente capacitado.
- ¡La conexión electrónica de la máquina está diseñada para funcionar con un toma de corriente con conexión a tierra!
-
La alimentación de red debe estar asegurada con 10 A:
-
Si el enchufe del conector no encaja o está defectuoso, sólo electricistas calificados pueden modificarlo o renovarlo.
- El cable de tierra debe mantenerse en verde-amarillo.
- ¡Un cable dañado debe cambiarse inmediatamente!
- Compruebe que la tensión de alimentación y los Hz se ajusten a los valore requeridos por la máquina. Se permite una desviación de la tensión de alimentación de ±5 %.
- ¡Después de realizar la conexión, verifique que la dirección de funcionamiento sea correcta!
- Asegúrese de que el cable de extensión esté en buen estado y sea adecu para la transmisión de energía. Un cable demasiado pequeño reduce la transmisión de energía y se calienta.
6.1 Instrucciones de puesta a tierra
- Esta herramienta debe estar conectada a tierra. En caso de mal funcionamiento avería, la conexión a tierra proporciona una ruta de menor resistencia para corriente eléctrica, lo que reduce el riesgo de descarga eléctrica. Esta herramienta está equipada con un cable eléctrico con un conductor de cone tierra y un enchufe con conexión a tierra. El enchufe debe conectarse a un de corriente adecuada, correctamente instalada y conectada a tierra, de acue con todos los códigos y ordenanzas locales.
- Una conexión incorrecta del conductor de tierra del equipo puede provocar u riesgo de descarga eléctrica. Consulte con un electricista o técnico cualificado tiene dudas sobre la correcta conexión a tierra del tomacorriente. No modifiquenchufe incluido con la herramienta; si no encaja en el tomacorriente, solicite un electricista cualificado que instale uno adecuado.
- El conductor con aislamiento y superficie exterior verde, con o sin franjas amarillas, es el conductor de puesta a tierra del equipo. Si es necesario re reemplazar el cable o el enchufe eléctrico, no conecte el equipo. Conductor tierra a un terminal con corriente. Utilice únicamente cables de extensión de hilos con enchufes de 3 clavijas y tomacorrientes tripolares compatibles con enchufe de la herramienta.
- Repare o reemplace inmediatamente el cable dañado o desgastado.
6.2 Cables de extensión
Se desaconseja el uso de cables alargadores; procure colocar el equipo al alcance de la fuente de alimentación. Si necesita un cable alargador, asegúrese que sea lo suficientemente resistente como para soportar la corriente que consun su producto. Un cable demasiado pequeño provocará una caída de tensión en la lo que provocará pérdida de potencia y sobrecalentamiento.
ADJUSTMENTS
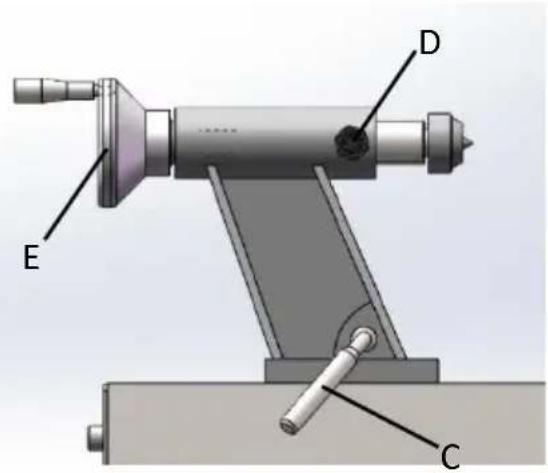
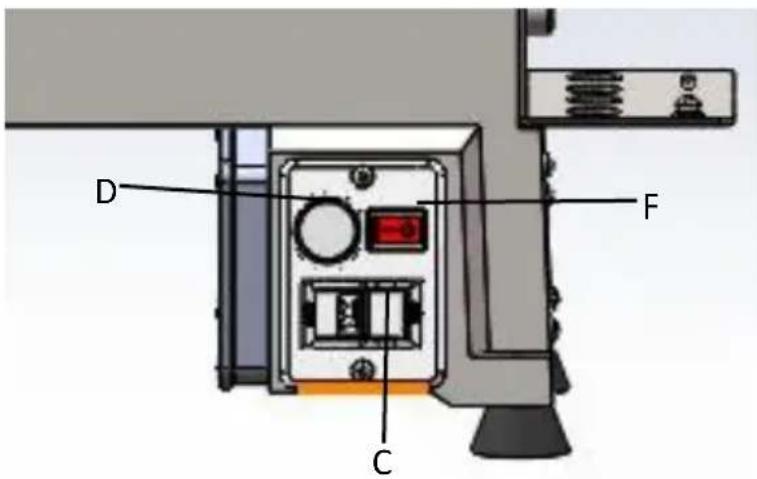
Movimiento del contrapunto
Para deslizar el contrapunto, presione la manija de bloqueo (C) hacia abajo, hacia bancada. Empuje la manija hacia arriba p bloquear el contrapunto en su posición.
Para mover la pluma, afloje la manija (D) gire el volante (E).
Asegúrese de que el contrapunto esté bloqueado
A la cama (C) y la pluma se aprieta antes
girando un husillo en el torno
Tensión de la leva
Los mecanismos de sujeción del contrapur y la base del soporte de herramientas es preestablecidos por el fabricante y no deberían requerir ajuste.
Si uno de ellos no se aprieta correctame contra la cama cuando se aprieta la mar bloqueo, ajústelo de la siguiente manera.
- Retire el perno del extremo de la bar del torno y deslice el contrapunto hacia a
- Gire el contrapunto sobre su costado apriete la contratuerca (F) para aumentar presión de la leva o afloje la tuerca para aliviarla.
| 3. Monte el contrapunto en la bancada y bloquéelo para verificar el ajuste. Repita o proceso según sea necesario.4. Vuelva a instalar el perno. | |
| ReposaherramientasEl torno incluye un soporte para herramientaEstá diseñado para ajustar la altura, la posición en la bancada y el ángulo de la Afloje la manija de bloqueo de la base o soporte de la herramienta (G) para desliz hacia adelante o hacia atrás e inclinarla la bancada. Apriete firmemente la manija bloqueo antes de operar el torno.Afloje la manija (H) para subir o bajar e soporte de la herramienta e inclínelo hacia pieza de trabajo. Apriete la manija antes Torno en funcionamiento. | 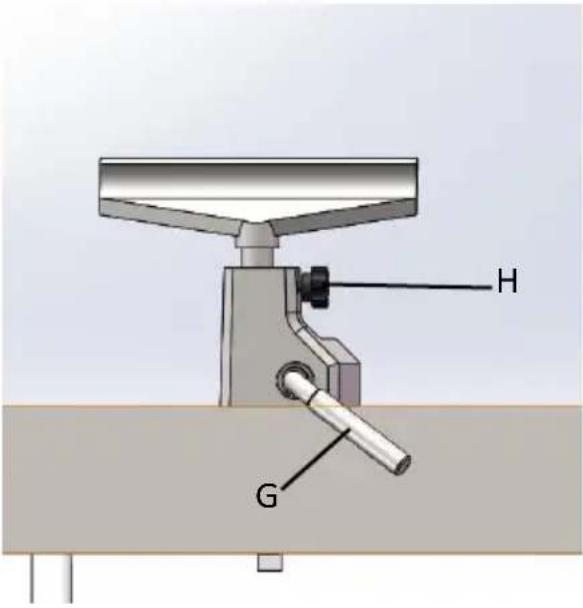 |
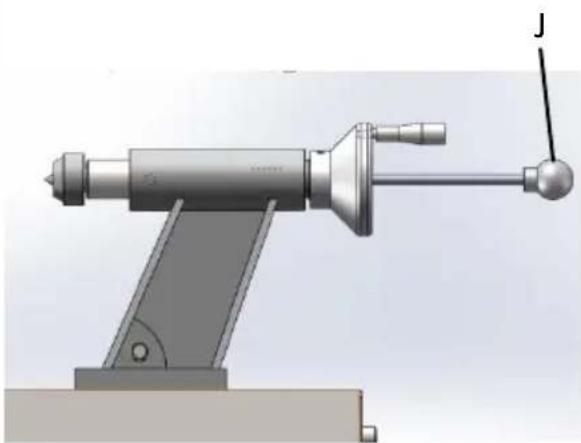
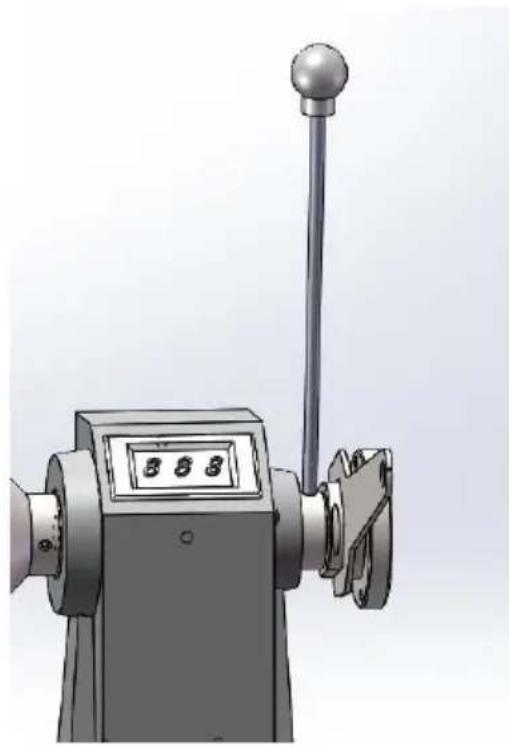
| Centro de espuelas: instalación y extracciEl centro recto (K) se instala en el husillo cabezal. Primero debe montarse en la pieza trabajo y luego instalarse en el husillo.1. Desconecte el torno de la fuente de alimentación.2. Limpie el extremo cónico del centro y el interior de husillo del cabezal, luego empuje el centro el husillo del cabezal.3. A eliminar un centro, primero retire la p trabajo del torno. Inserte la varilla de extracción (J) través del orificio en el volante y golpee el extremo del centro del espolón. | 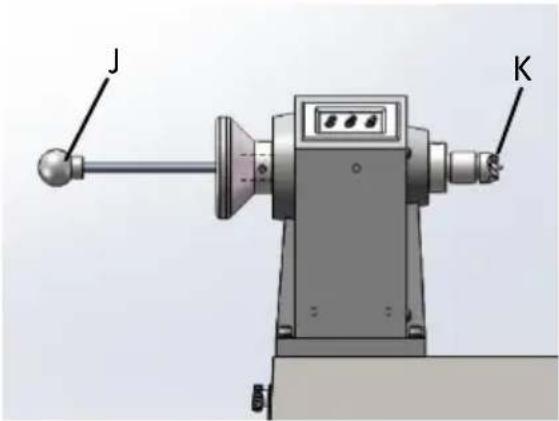 |
Centro en vivo: Instalación y desinstalación Los centros vivos se instalan en el eje del contrapunto.
- Desconecte el torno de la fuente de alimentación.
- Limpie el extremo cónico del centro y e interior del cañón del contrapunto, luego em el centro dentro del cañón.
- Apriete siempre la manija de bloqueo de hueco una vez que el punto vivo esté correctamente posicionado en la pieza de trabajo. Asegúrese de que la ranura del eje hueco esté alineada con la manija de bloqu 4. Para quitar un punto vivo, primero retire pieza de trabajo del torno. Inserte la varilla de extracción (J) través del orificio en el volante y golpee el extremo del centro vivo.
Placa frontal: Instalación/desmontaje
- Desconecte el torno de la fuente de alimentación.
- Monte la placa frontal en la pieza de tr
- Instale la varilla de extracción en el orifi eje del cabezal.
- Instale la placa frontal en las roscas de cabezal.
husillo y gire en el sentido de las agujas hasta el tope.
- Apriete ambos tornillos de fijación en la frontal.
6.A Retire la placa frontal y coloque la var extracción.
Afloje ambos tornillos de fijación en la plac
frontal y gire la placa frontal en sentido antihorario con la llave para aflojarla.
OPERATING CONTROLS
Perilla de control de velocidad (D): Gire en sentido horario para aumentar, en su antihorario para disminuir. La velocidad se muestra en RPM (revoluciones por mir en la pantalla digital.
Adelante/Atrás (F): controla la dirección del husillo.
Interruptor de encendido y apagado (C): tire para iniciar el torno, empuje para detenerlo.
OPERATION
La información que sigue es de carácter general y no pretende ser un curso cd de torneado de madera. Nada puede reemplazar el conocimiento adquirido al hat con torneros experimentados o consultar libros o revistas especializadas. Sobre to la práctica de ensayo y error ayudará a desarrollar la destreza en el oficio.
9.1 Inspección
El dispositivo debe utilizarse únicamente en perfecto estado. Inspeccione visualmer el dispositivo cada vez que lo vaya a utilizar. Compruebe, en particular, que el de seguridad, los controles eléctricos, los cables eléctricos y las conexiones rosca no presenten daños y que estén bien apretados. Reemplace cualquier pieza daña antes de utilizar el dispositivo.
- Nivele su máquina; utilice las patas niveladoras para ayudar a reducir la vibración.
- Verifique los cojinetes; ajústelos solo si existe juego axial.
- Revise el cinturón; debe estar ajustado pero no demasiado apretado.
- Caminos de cama; mantenerlos limpios, usar lana de acero para eliminar cualquier punto de óxido y aplicar cera en pasta para evitar la acumulación óxido en los acabados.
- Soporte para herramientas; utilice una lima de fresado para eliminar mellas y abolladuras.
- Conos del husillo; deben estar limpios y libres de polvo y virutas para un asentamiento de los conos.
- Contrapunto; limpiar y lubricar el eje y el dispositivo de bloqueo.
- Iluminación; una iluminación adecuada es esencial para eliminar las sombras reducir la fatiga visual.
9.2 Herramientas de torneado
Si es posible, seleccione únicamente herramientas de torneado de acero de la velocidad de buena calidad. Estas herramientas mantienen el filo y duran más que de acero al carbono común. A medida que se adquiere experiencia en torneado, pueden adquirir diversas herramientas especializadas para aplicaciones específicas. Las siguientes herramientas proporcionan los fundamentos para la mayoría de los proyectos de torneado de madera.
| Gubias: Se utilizan principalmente para cortes de desbaste, cortes de detalle y perfiles cóncavos. La gubia de desbaste una herramienta hueca, de doble rectific y punta redonda, mientras que la gubia detalle es una herramienta hueca, de o rectificado y punta redonda o puntiaguda | 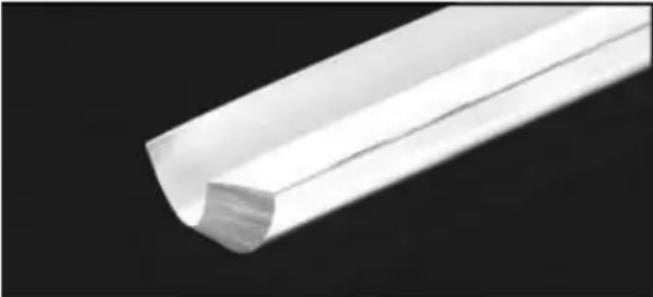 |
| Formón oblicuo: Una herramienta muy versátil que permite cepillar , escuadrar cortar en V, rebordear y tronzar. El for oblicuo es plano, con doble filo y un más alto que el otro (generalmente en ángulo de 20° a 40°). | 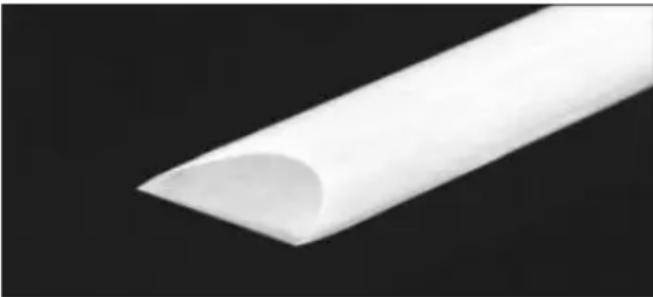 |
| Raspadores: Se utilizan generalmente cuando el acceso a otras herramientas limitado, como en operaciones de ahuecado. Se trata de una herramienta plana con doble rectificado que ofrece diversos perfiles (punta redonda, punta lanza, punta cuadrada, etc.) para adapta a diversos contornos. |  |
| Herramientas de tronzado: se utilizan pa dimensionar y cortar piezas. Es una herramienta plana con punta afilada que puede ser simple o doble. suelo. |  |
| Herramientas especiales: son herramienta únicas con funciones especiales que ayudan a ahuecar, hacer cuencos, corta perfiles, etc. |
- Para mayor seguridad y un rendimiento óptimo, mantenga las herramientas afiladas. Si una herramienta deja de cortar o requiere demasiada presión para realizar un corte, es necesario afilarla. Existen diversas plantillas y accesorios afilado de marcas reconocidas; sin embargo, un tornero debería aprender a
herramientas a mano alzada.
- Para obtener los mejores resultados, utilice una amoladora de baja velocidad (1800 rpm) equipada con una muela de óxido de aluminio de grano 60 (pa forma) y una muela de óxido de aluminio de grano 100 (para el afilado fin retoques). La amoladora debe estar ubicada cerca del torno y a una altura cómoda. Un afilador de diamante mantendrá las muelas alineadas y eliminará vidriado.
- Nunca permita que la herramienta descanse en un lugar de la rueda, mantén en movimiento y tóquela suavemente.
- Las herramientas de acero al carbono se sobrecalentan fácilmente y deben enfriarse con frecuencia. Si el filo se vuelve azul, ha perdido su temple y afilarse más allá de la zona azul. Las herramientas de acero de alta velocidad son tan propensas al sobrecalentamiento, pero pueden dañarse si se dejan a rojo vivo. No deben templarse para enfriarse. Afilar con una piedra de diama una piedra de deslizamiento evitará viajes a la amoladora y mantendrá el filo fresco.
9.3 Torneado de husillo
El torneado de husillo se realiza entre los centros del torno. Requiere un centro de arrastre en el cabezal y un punto vivo o muerto en el contrapunto. Un cent copa en el contrapunto, en lugar de uno cónico, suele reducir el riesgo de rotu material.
9.4 Selección de acciones
El material para husillos debe tener veta recta y estar libre de grietas, nudos y defectos. Debe cortarse de 3 mm a 6 mm más grande que el diámetro final y requerir longitud adicional para poder retirar los extremos posteriormente. A los materiales más grandes se les deben quitar las esquinas para crear un octágono que facilita su desbaste hasta obtener un cilindro.
-
Con una escuadra combinada o un buscador de centro de plástico para pie redondas, localice y marque el centro en cada extremo de la pieza. La pre no es crucial en piezas redondas completas, pero sí es fundamental en pie: donde se deben conservar secciones cuadradas. Haga una muesca en la pi con un punzón o un clavo, o utilice un punzón central automático con reso
-
Las maderas extremadamente duras pueden requerir cortes en los extremos material con una sierra de cinta, de modo que la madera acepte el centro espolón y el centro vivo.
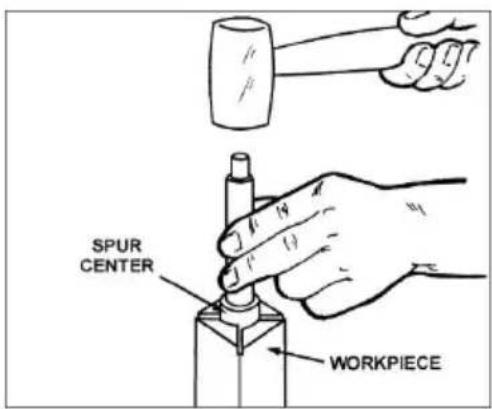
- Introduzca el centro del espolón aproximadamente 6 mm en la pieza de tra con un mazo de madera o un martillo de impacto. Tenga cuidado de no p pieza de trabajo.
-
Asegúrese de que el cabezal esté bloqueado en la bancada del torno.
-
Limpie el extremo cónico del centro del espolón y el interior del husillo del cabezal.
-
Inserte el extremo cónico del centro del espolón (con la pieza de trabajo a en el husillo del cabezal.
-
Sujete la pieza de trabajo mientras coloca el contrapunto a aproximadamente cm del extremo de la pieza. Fije el contrapunto a la bancada.
-
Avance el eje del contrapunto con el volante para asentar el punto vivo en pieza. Aplique suficiente presión para asegurar la pieza entre los puntos y que salga despedida, pero sin ejercer demasiada presión.
- Apriete la manija de bloqueo de la pluma.
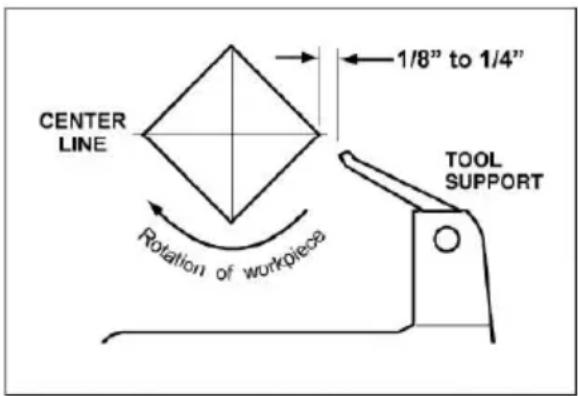
- Coloque el soporte de la herramienta en su posición. Debe estar paralelo a pieza de trabajo, justo debajo del centro. Línea y aproximadamente a una distancia de 3 mm a 6 mm de las esquinas de la pieza a tornear. Apriete del soporte de la herramienta a la bancada del torno.
- Gire la pieza de trabajo con la mano para comprobar que haya el espacio adecuado.
- Arranque el torno a la velocidad mínima y aumente la velocidad hasta alcar las RPM adecuadas para el tamaño de la pieza. Consulte la lectura digital cabezal.
9.5 Técnicas de corte
9.5.1 Desbaste
- Comience con una gubia de desbaste grande. Coloque la herramienta en el soporte con el talón apoyado sobre la superficie a cortar.
- Levante lenta y suavemente el mango de la herramienta hasta que el borde cortante entre en contacto con la pieza de trabajo.
- Comenzando aproximadamente a 5 cm del extremo del contrapunto de la pigire la ranura (sección ahuecada) de la herramienta en la dirección del cort Realice cortes largos y amplios con un movimiento continuo para desbastar pieza hasta formar un cilindro.
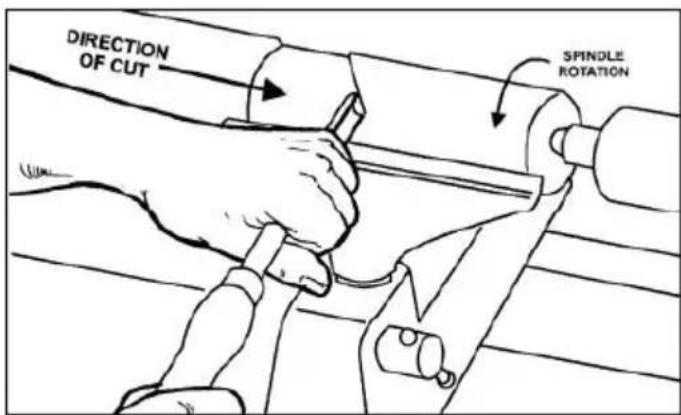
- Mantenga el mayor contacto posible del bisel de la herramienta con la pieza trabajo para garantizar el control y evitar enganches. NOTA: Corte siempre el sentido descendente, o de mayor a menor diámetro. Trabaje siempre hacia el extremo de la pieza de trabajo; nunca comience a cortar por el extremo.
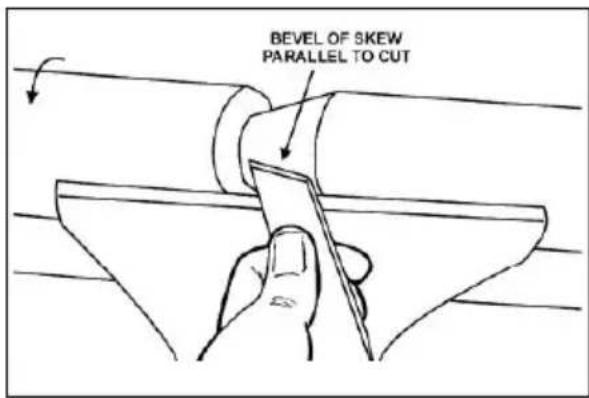
- Una vez que la pieza de trabajo esté desbastada hasta formar un cilindro, con un sesgo grande. Mantenga el mango del sesgo perpendicular al husillo utilice solo el tercio central del filo para un corte de alisado largo (si una puntas del sesgo toca la pieza de trabajo giratoria, podría atascarse y daña
- Agregue detalles a la pieza de trabajo con un sesgo, una herramienta de un raspador o una gubia de husillo.
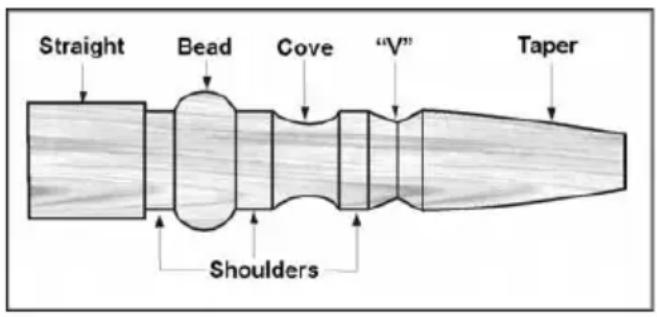
9.5.2 Perlas
- Realice un corte de separación para el cordón a la profundidad deseada. C la herramienta de separación en el soporte y muévala hacia adelante para bisel completo entre en contacto con la pieza de trabajo. Levante suavemen manija para realizar el corte a la profundidad adecuada.
- Repita para el otro lado de la cuenta.
- Con una gubia pequeña, comience en el centro entre los dos cortes y cort cada lado para formar el reborde. Gire la herramienta en la dirección del c
9.5.3 Calas
- Utilice una gubia de husillo. Con la ranura de la herramienta a 90 grados pieza, toque la pieza con la punta y gire hacia el fondo de la cavidad. De en la parte inferior; intentar subir por el lado opuesto podría hacer que la herramienta se enganche.
- Mueva la herramienta sobre el ancho deseado de la cala.
- Con la flauta orientada en la dirección opuesta, repita el paso 1 para el o de la moldura. Deténgase en la parte inferior del corte.
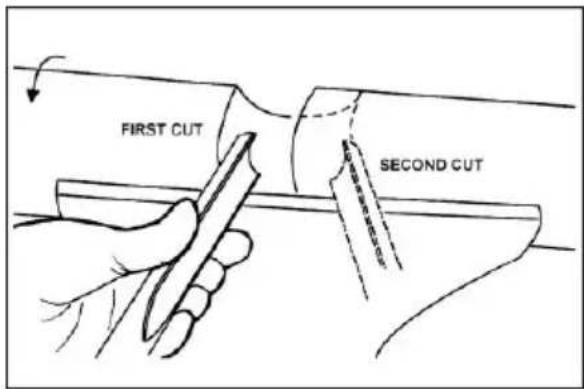
9.5.4 Cortes en "V"
- Utilice la punta larga del sesgo. (NOTA: No presione la punta larga del ses directamente sobre la pieza de trabajo para crear la "V"; esto resultará en quemada o bruñida con fibras enrolladas a ambos lados).
- Marque ligeramente el centro de la "V" con la punta del sesgo.
- Mueva la punta del sesgo hacia la mitad derecha del ancho deseado del c
- Con el bisel paralelo al lado derecho del corte, levante el mango y empuje herramienta hasta la profundidad deseada.
- Repita desde el lado izquierdo. Los dos cortes deben encontrarse en la par inferior y formar una "V" limpia.
- Se pueden realizar cortes adicionales para aumentar la profundidad o el and del corte.
9.5.5 Tronzado
- Utilice herramienta de corte.
-
Ajuste la velocidad del torno a menores RPM para cortar una pieza de tral
-
Coloque la herramienta en el soporte y levante el mango hasta que comien cortar y continúe cortando hacia el centro de la pieza de trabajo.
- Sujete sin apretar la pieza con una mano mientras la separa de los desec madera.
9.5.6 Lijado y acabado
-
Dejar cortes limpios reducirá la cantidad de lijado necesario. Retire el soporte la herramienta, ajuste el torno a baja velocidad y comience con papel de (de grano 120 o superior). Un papel de lija más grueso dejará rayones pro difíciles de eliminar y opacará los detalles nítidos del husillo. Progrese con granos sin saltearlos (por ejemplo, no salte del grano 120 al 220). Doble el de lija como una almohadilla; no lo enrolle alrededor de los dedos ni de la de trabajo. Para aplicar un acabado, puede dejar la pieza de trabajo en el
-
Apague el torno y aplique el acabado con una brocha o una toalla de pa Retire el exceso de acabado antes de volver a encender el torno. Deje sec vuelva a lijar con papel de lija de grano 320 o 400. Aplique una segunda acabado y pula.
9.6 Torneado de placa frontal y cuenco
El torneado de la placa frontal se realiza normalmente en el lado interior de cabezal, sobre la bancada. Las piezas de trabajo más grandes deben tornearse lado exterior. Gire el cabezal a la posición deseada o retire el contrapunto y la apoyo de la herramienta, y deslice el cabezal hasta el extremo opuesto de la b
9.6.1 Montaje de material
El uso de una placa frontal es el método más común para sujetar un bloque c para tornear cuencos y platos:
-
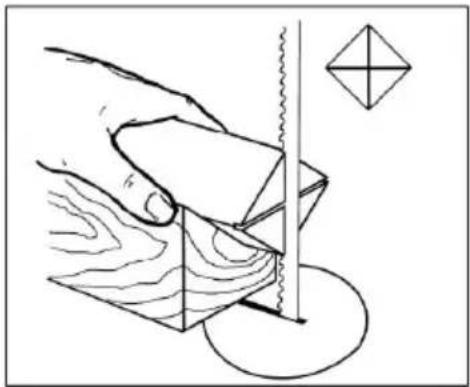
Seleccione material que sea al menos 1/8" a 1/4" más grande que cada dimensión de la pieza de trabajo terminada.
-
Seleccione siempre la placa frontal de mayor diámetro que se pueda utilizar la pieza de trabajo que se va a tornear.
-
Verdadero una superficie de la pieza de trabajo para montarla contra la pla frontal.
-
Usando la placa frontal como plantilla, marque la ubicación de los orificios (montaje en la pieza de trabajo y taladre orificios guía del tamaño adecuado placas frontales se perforan para tornillos del n.° 12. (Los tornillos de estrel cabeza cuadrada resisten mejor que los de ranura. Los tornillos de chapa s
cementados con roscas más profundas y afiladas que los tornillos para mad Si los tornillos de montaje de la placa frontal interfieren con la pieza de tra puede usar pegamento o un bloque de desecho.
- Construya un bloque del mismo diámetro que la placa frontal. Tanto el bloq desecho como la pieza de trabajo deben tener superficies planas para el encolado.

- Pegue el bloque a la pieza de trabajo. Evite usar papel de estraza o perió entre el bloque de desecho y la pieza de trabajo. Puede funcionar bien si raspadores, pero un pequeño golpe con una gubia de cuenco puede separa NOTA: Al usar un bloque de desecho, tenga cuidado con el adhesivo selecciona Las piezas secas se pueden unir con pegamento blanco o amarillo común, pero sujetarse con abrazaderas para asegurar una buena adhesión. Las piezas verdes requieren pegamento de cianoacrilato.
9.6.2 Placa frontal o mandril
- Si bien las placas frontales son el método más simple y confiable para sujeta bloque de madera para tornearlo, también se pueden utilizar mandriles.
- Como hay docenas de mandriles para elegir, el tornero de madera primero de considerar todos los diferentes tipos de torneado que se realizarán y leer informes o discutir con otros torneros que poseen mandriles antes de tomar decisión.
- No es necesario usar un mandril, pero resulta práctico al trabajar con más de pieza a la vez. En lugar de quitar tornillos, simplemente se abre el mandril cambian las piezas.
- Los más populares son los mandriles de cuatro mordazas con una variedad mordazas para acomodar espigas de diferentes tamaños. La mayoría también incluye un mandril de tornillo.
9.6.3 Selección de madera
La leña es el material más barato y fácil de conseguir para aprender a torricuencos. Simplemente desperdicie madera durante un tiempo practicando las técnicas de torneado. Desarrolle su habilidad con cada herramienta antes de interfabricar una pieza terminada. Es mejor empezar con madera seca, sin preocuparse por el secado ni la distorsión. Una vez que el torneado se sienta cómodo, prue madera verde, que se corta con mucha facilidad. A medida que el tornero gane experiencia, descubrirá vetas y figuras extraordinarias en forma de nudos, horquilla inclusiones de corteza.
9.6.4 Chequeos y grietas
- La madera verde se agrieta y se agrieta. Para obtener mejores resultados, de los troncos tan largos como pueda. A medida que el material se seca, se formarán grietas superficiales en los extremos del tronco. Corte de cinco a s centímetros y debería encontrar madera en buen estado. Corte también el tra por la mitad a lo largo de la médula para evitar que se incruste en la pie terminada. La mayoría de las grietas se originan en la médula.
- Al tornear cuencos de madera verde, asegúrese de mantener un grosor de pa uniforme en toda la pieza. Dejar una pieza gruesa en algunas zonas y delg otras provocará que la madera se seque de forma desigual y provoque grie fisuras.
9.6.5 Distorsión
La distorsión es un problema asociado con la madera verde. Varía según el tipo madera. Normalmente, las maderas frutales tienden a distorsionarse más que otra También varía según la época del año en que se taló el árbol y cómo se alm los troncos.
9.6.6 Herramientas para torneado de cuencos
- La gubia de cuenco de estrías profundas es la herramienta más esencial y versátil para la mayoría de los trabajos de torneado de cuencos y platos. E pesada y fácil de controlar que otros tipos de gubias. Además, permite extra madera mucho más rápido y con menos vibración. La mayoría de los trabaj
cuencos de tamaño promedio se pueden realizar con una gubia de 9,5 mm mm.
- Una gubia para cuencos de 1/4" es más adecuada para cuencos pequeños y cortes de acabado ligeros. Las gubias para cuencos más grandes, de 3/4" y solo se utilizan para piezas extremadamente grandes.
- También se pueden usar raspadores grandes con forma de cúpula para limpia las superficies interiores de los cuencos. Un ligero toque con el raspador ligeramente inclinado eliminará algunas de las crestas que a veces deja un gubiador de cuencos sin experiencia.
9.7 Técnicas de torneado de cuencos
9.7.1 Para dar forma al exterior del recipiente
- Las protuberancias, las horquillas y otras piezas brutas de formas irregulares requieren una preparación especial antes de montarlas en un mandril o en placa frontal. Retire la corteza, si la hay, de lo que parece ser el centro o superior de la pieza.
- Introduzca el centro del espolón en la parte superior de la pieza de trabajc mazo o un martillo de impacto.
- Deslice el centro recto en el cono del cabezal y coloque el contrapunto con centro de rodamiento de bolas o vivo en su posición. Fije el contrapunto a bancada y avance el husillo para asentar el centro de copa en la pieza de Apriete la manija de bloqueo del ariete.
- Gire la pieza de trabajo con la mano para garantizar el espacio libre adecu
- Arranque el torno a la velocidad mínima y llévelo a la velocidad máxima se para el tamaño de la pieza a tornear. Si la máquina empieza a vibrar, red velocidad hasta que la vibración se detenga.
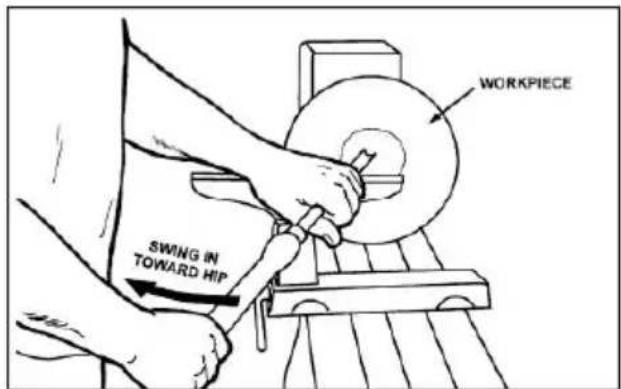
- Desbaste el exterior del cuenco con la gubia acanalada de 1,27 cm de profundidad, sujetando el mango firmemente contra la cadera. Para un mejor control, utilice todo el cuerpo para mover la gubia por la pieza de trabajo.
- A medida que el cuenco toma forma, trabaje en la parte inferior (extremo o contrapunto) para acomodar la fijación de una placa frontal.
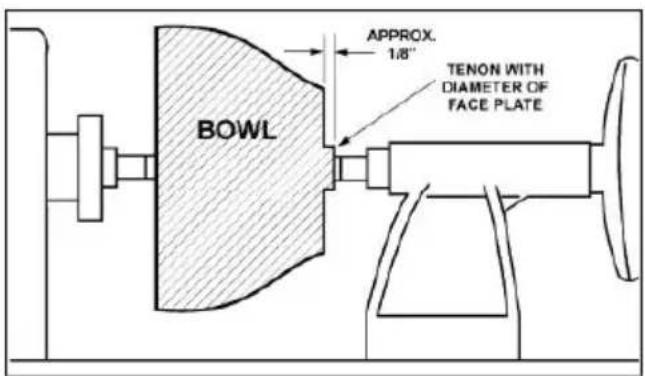
- Tornee una espiga corta (de aproximadamente 3 mm de largo) del tamaño orificio en la placa frontal. Esto permitirá centrar la pieza de trabajo al colo placa frontal. (NOTA: Si planea usar un mandril, tornee una espiga de la lo y el diámetro adecuados para su mandril).
- Detenga el torno, retire la pieza de trabajo y coloque la placa frontal o el mandril.
Las superficies de la placa frontal y la pieza de trabajo deben quedar alineadas.
- Termine de tornear el exterior del recipiente con una gubia de 1/2" o 3/8". material adicional en la base del recipiente para que sirva de soporte mient tornea el interior. Este material se retirará más adelante.
9.7.2 Para dar forma al interior del recipiente
-
Detenga el torno y retire el contrapunto. (Quite el centro del contrapunto pa evitar golpearlo con el codo).
-
Ajuste el soporte de la herramienta en la parte delantera del recipiente, just debajo del centro. línea, en ángulo recto con respecto a las guías del torno
-
Gire la pieza de trabajo con la mano para comprobar el espacio libre.
-
Retire la parte superior del recipiente haciendo un corte ligero a lo largo de parte superior de la pieza de trabajo, desde el borde hasta el centro.
-
Coloque la gubia para cuencos de 1/2" sobre el soporte de la herramienta, centro de la pieza de trabajo, con la ranura orientada hacia la parte superi cuenco. El mango de la herramienta debe estar nivelado y apuntando hacia posición de las cuatro en punto.
-
Use la mano izquierda para controlar el filo de la gubia, mientras que con derecha balancea el mango de la herramienta hacia su cuerpo. La ranura o comenzar mirando hacia la parte superior de la pieza de trabajo y girar ha arriba a medida que se adentra en el cuenco para mantener una curva lim uniforme. A medida que la herramienta se adentra más en el cuenco, avan progresivamente hacia el borde. Puede ser necesario girar el soporte de la herramienta hacia la pieza a medida que se profundiza en el cuenco.
-
Aumente el grosor de la pared en el borde y manténgalo a medida que pie en el cuenco (una vez que la pieza esté delgada en el fondo, no podrá adelgazarla más en el borde). Una vez terminado el interior, mueva el sopo la herramienta al exterior para redefinir el fondo del cuenco. (Regla general: base debe ser aproximadamente 1/3 del diámetro total del cuenco).
-
Trabaje el área apretada alrededor de la placa frontal o del mandril con ur de cuenco de 1/4".
-
Comience la separación con una herramienta de corte, pero no corte completamente todavía.
9.7.3 Lijado y acabado
-
Retire el soporte de la herramienta y ajuste la velocidad del torno a aproximadamente 500 RPM. Una velocidad más alta puede generar fricción a lijar y causar grietas por calor en algunas maderas.
-
Comience con papel de lija fino (grano 120) y vaya aumentando gradualmer grano, ejerciendo una ligera presión. El papel de lija más grueso suele deja arañazos profundos difíciles de eliminar. Utilice técnicas de lijado a máquina evitar marcas concéntricas alrededor de la pieza terminada. Evite redondear porde y la base con el papel de lija; procure que los detalles queden nítid Termine el lijado con papel de lija de grano 220.
-
Elimine el polvo del lijado con trapos absorbentes o aire comprimido y, con torno apagado, aplique la primera capa de acabado. Deje actuar varios minu retire el exceso. Deje secar antes de volver a lijar con papel de lija de gr 400.
-
Vuelva a encender el torno y continúe el corte de separación casi por com en la base. Deténgase a unos 7,5 cm y use una sierra pequeña de diente para separar el recipiente de los desechos.
-
Aplique una segunda capa de acabado y deje secar antes de pulir.
MAINTENANCE
Antes de realizar mantenimiento en el torno, desconéctelo de la toma eléctrica.
Desconecte el suministro eléctrico desenchufando el aparato o apagando el interruptor principal. De lo contrario, podría causar lesiones graves.
10.1 Procedimientos generales
- El mantenimiento del torno 1218 debe realizarse periódicamente para garantizar su correcto funcionamiento, el apriete de todos los tornillos y la correcta realización de los ajustes necesarios. La inspección y el mantenimiento deber realizarse al menos dos veces al año, pero con mayor frecuencia si el torn utiliza constantemente.
- Limpie y engrase la bancada del torno para que el cabezal, el contrapunto y base del portaherramientas se deslicen con facilidad. Limpie cualquier mancha de óxido que pueda formarse en la bancada con un desoxidante comercial.
- Utilice aire comprimido para soplar el interior del cabezal y evitar que el aser las virutas se acumulen en las correas y poleas. También sople los residuos se acumulan en el ventilador del motor y alrededor del inversor. ¡No desmo inversor para limpiarlo!
- Limpie con frecuencia los conos Morse tanto del cabezal como del contrapunto Puede adquirir limpiadores de conos disponibles comercialmente en ferreterías.
- Los cojinetes están lubricados y sellados permanentemente y no requieren lubricación adicional.
10.2 Alineación de poleas y correas
- Las poleas del motor y del husillo vienen alineadas de fábrica, pero si se re algún mantenimiento que afecte su alineación, es fundamental realinearlas.
Active el bloqueo del husillo, afloje los dos tornillos de fijación de la polea husillo (E, Figura 9-12) con una llave hexagonal de 3 mm y deslice la polea husillo a su posición correcta. Vuelva a apretar los tornillos de fijación y de el bloqueo del husillo.
- Cuando las poleas y la correa están correctamente alineadas, no debería haber ruidos ni pulsaciones inusuales provenientes de la correa.
10.3 Reemplazo de la correa
Para cambiar una correa o polea, proceda con cuidado de la siguiente manera. está seguro de cómo cambiar la correa o la polea, contacte con el servicio técnico lleve el cabezal a un centro de servicio autorizado.
- Desconecte el torno de la fuente de energía.
- Afloje la manija de bloqueo del pivote y levante la manija de tensión para motor.
- Apriete la manija de bloqueo del pivote para asegurar el motor en la posic elevada.
- Retire la correa de las poleas.
- Afloje los tornillos de fijación del volante.
- Desatornille el volante del husillo.
- Anillo dedesenganche que retiene el husillo.
- Deslice el husillo ligeramente hacia afuera del cabezal, lo suficiente para ret polea o la correa. NOTA: Si es necesario, golpee el extremo del husillo con bloque de madera o un mazo de goma para moverlo. No utilice un martillo acero directamente contra el husillo.
- Si va a reemplazar una polea, afloje ambos tornillos de fijación y deslice la fuera del eje.
- Instale la polea nueva, fijando ligeramente los dos tornillos de fijación. Asegur de que la polea esté bien orientada y que la chaveta esté bien insertada e ranura del husillo.
- Deslice el eje nuevamente a su lugar.
- Reinstale el anillo de retención.
- Vuelva a instalar el volante y apriete los tornillos de fijación.
- Alinee la polea nueva y luego apriete firmemente ambos tornillos de fijación polea.
- Afloje la manija de bloqueo del pivote y baje el motor usando la manija te
| Síntoma | Posible causa | Corrección |
| El motor no desarrolla toda su potencia | Línea eléctrica sobrecargada. | Condición de sobrecarga correcta. |
| Cables de tamaño insuficiente en el sistema de suministro o un cable de extensión demasiado largo | Aumentar el tamaño del cable de suministro | |
| Bajo voltaje | Solicitar verificación de voltaje a la compañía eléctrica y corregir la condición de bajo voltaje | |
| Motor desgastado | Reemplazar el motor | |
| El motor o el hus se bloquean o no arrancan. | Corte excesivo. | Reducir la profundidad de corte |
| Cinturón desgastado o roto. | Reemplace la correa. | |
| Refrigeración inadecuada del motor | Sople el aserrín del ventilador de la carcasa del motor | |
| Cojinetes de husillo desgastados | Reemplazar cojinetes | |
| Motor desgastado | Reemplazar el motor | |
| Vibración o ruidos excesivos | La pieza de trabajo está deformada, es redonda, tiene un defecto importa y se preparó incorrectamente para tornearla. | Corrija el problema cepillando o cortando la pieza de trabajo, o deséchela por completo y utilice una pieza de trabajo nueva. |
| La rotación del husillo es demasiado rápida | Reducir la velocidad | |
| Cojinetes de husillo desgastados | Reemplazar los cojinetes del husillo | |
| Correa de transmisión desalineada o desgastada | Alinee la correa. Reemplácela si está desgastada. | |
| Los pernos de montaje del motor es flojos. | Apretar los tornillos | |
| Torno sobre superficie irregular | Ajuste las patas niveladoras. | |
| Las herramientas tienden a agarrarse o clavarse. | Herramientas sin filo | Mantenga las herramientas afiladas |
| El soporte de la herramienta está demasiado bajo | Reposicionar la altura del soporte de la herramienta | |
| El soporte de la herramienta está demasiado lejos de la pieza de trab | Vuelva a colocar el soporte de la herramienta más cerca de la pieza de trabajo. | |
| Se está utilizando una herramienta inadecuada. | Utilice la herramienta correcta para la operación. | |
| El contrapunto se mueve al aplicar presión. | Es necesario ajustar la tuerca de seguridad de la leva | Apriete la tuerca de seguridad de la leva |
| Presión excesiva aplicada por el contrapunto. (Nota: La acción del tornillo del contrapunto puede aplicar | Deslice el contrapunto hacia el lado derecho del torno hasta el tope. Coloquía cabezal en su posición y aplique presión | |
| una presión excesiva a la pieza de trabajo y al cabezal. Aplique solo la fuerza suficiente con el contrapunto para mantener la pieza de trabajo firmemente en su lugar. Una presión excesiva puede dañar la máquina. | sobre la pieza de trabajo con el contrapunto. | |
| Las superficies de contacto del lecho del torno y del contrapunto están grasosas o aceitosas | Retire el contrapunto y limpie las superficies con un limpiador desengrasante. Vuelva a aplicar una liga capa de aceite a la superficie de la bancada del torno. | |
| La lectura digital n funciona | Sensor digital fuera de posición. | Abra el acceso a la correa y el senso posición para que lea los pernos |
Advertencia: Algunas correcciones pueden requerir un electricista calificado.
| NO. | DESCRIPCIÓN | CANTI DAD | NO. | DESCRIPCIÓN | CANT IDAD |
| 1 | Cama | 1 | 2 | Tornillo ST4.2×16 | 4 |
| 3 | Portaherramientas | 1 | 4 | Tornillo M10×20 | 2 |
| 5 | Marcación rápida variable | 1 | 6 | Lámina | 1 |
| 7 | Interruptor de dirección d husillo | 1 | 8 | Cambiar | 1 |
| 9 | Tornillo M4×20 | 2 | 10 | Tuerca hexagonal M10 | 2 |
| 11 | Placa de bloqueo | 2 | 12 | Eje excéntrico | 1 |
| 13 | Palanca de bloqueo | 1 | 14 | Tornillo | 1 |
| 15 | Tornillo M6×6 | 6 | 16 | Volante | 1 |
| 17 | Contrapunto | 1 | 18 | Anillo de retención 10 | 1 |
| 19 | Pluma del contrapunto | 1 | 20 | Eje de cola | 1 |
| 21 | Varilla cónica | 1 | 22 | Cojinete de bolas 6201 | 1 |
| 23 | Centro de copa | 1 | 24 | Centro de espuela del cabeza | 1 |
| 25 | Motor | 1 | 26 | Tornillo M8×16 | 2 |
| 27 | Arandela elástica 8 | 2 | 28 | Arandela plana 8 | 2 |
| 29 | Placa del motor | 1 | 30 | Llave plana 6×40 | 1 |
| 31 | Arandela plana 5 | 4 | 32 | Arandela elástica 5 | 4 |
| 33 | Tornillo M5×16 | 4 | 34 | Polea del motor | 1 |
| 35 | Volante | 1 | 36 | Cojinete de bolas 6005 | 1 |
| 37 | Anillo de retención 47 | 1 | 38 | Polea motriz | 1 |
| 39 | Correa de transmisión | 1 | 40 | Anillo de retención 47 | 1 |
| 41 | Cojinete de bolas 6204 | 1 | 42 | Husillo del cabezal | 1 |
| 43 | Lavadora 4 | 4 | 44 | tornillo M4×10 | 2 |
| 45 | Caja de interruptores | 1 | 46 | tornillo M3×6 | 4 |
| 47 | Columna de aislamiento | 4 | 48 | Tarjeta de circuitos | 1 |
| 49 | Lámina | 1 | 50 | Tornillo ST3.5×16 | 4 |
| 51 | Abrazadera de alambre | 2 | 52 | Cable de alimentación | 1 |
| 53 | Arandela de goma | 4 | 54 | Placa lateral | 1 |
| 55 | Tornillo M6×10 | 3 | 56 | Perilla estacionaria | 1 |
| 57 | Perilla móvil | 2 | 58 | Tornillo M6×12 | 1 |
| 59 | Abrazadera de cable | 2 | 60 | Arandela plana 6 | 4 |
| 61 | Arandela elástica 6 | 4 | 62 | Tornillo M6×30 | 4 |
| 63 | Tapa trasera | 1 | 64 | Tornillo | 1 |
| 65 | Anillo de retención 12 | 2 | 66 | Base de apoyo para herramientas | 1 |
| 67 | Reposaherramientas | 1 | 68 | Palanca de bloqueo | 1 |
| 69 | Cubrir | 1 | 70 | Mango de bloqueo para base cuchillo | 1 |
| 71 | Tornillo M5×12 | 2 | 72 | Lectura de RPM del husillo | 1 |
| 73 | Abrazadera de cable | 2 | 74 | Tornillo M4×12 | 2 |
| 75 | Clavijero | 1 |
Fabricante: Shanghaimuxinmuyeyouxiangongsi
Dirección: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Shanghái 200000 CN.
Importado a AUS: SIHAO PTY LTD. 1 ROKEVA STREET, EASTWOOD NSW 2122 Australia
Importado a EE. UU.: Sanven Technology Ltd. Suite 250, 9166 Anah Lugar, Rancho Cucamonga, CA 91730
| UK | REP |




