
WL1218V - Tornio per legno Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo WL1218V Vevor in formato PDF.

| Marca | Vevor |
| Modello | WL1218V |
| Tipo di prodotto | Tornio per legno |
| Tensione di alimentazione | 220 V / 50 Hz (110 V / 60 Hz) |
| Potenza del motore | 750 W |
| Velocità del motore | 0-5000 giri/min |
| Velocità del mandrino | 0-3800 giri/min ±10% |
| Diametro massimo di tornitura | 304 mm (12 pollici) |
| Distanza tra le punte | 465 mm (18 pollici) |
| Cono del mandrino | MT2 |
| Filettatura del mandrino | 1"-8 |
| Corsa della contropunta | 50 mm |
| Cono della contropunta | MT2 |
| Display digitale della velocità | Sì |
| Variazione di velocità | Variabile con controllo elettronico |
| Senso di rotazione | Reversibile (avanti/indietro) |
| Portautensili incluso | 2 (uno montato, uno come accessorio) |
| Accessori forniti | Centro a corona, centro rotante, piatto frontale, asta di smontaggio, chiavi esagonali S2.5/S3/S5, chiave a rullino |
| Alimentazione | Rete con messa a terra obbligatoria |
Domande frequenti - WL1218V Vevor
Domande degli utenti su WL1218V Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Tornio per legno in formato PDF gratuitamente! Trova il tuo manuale WL1218V - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. WL1218V del marchio Vevor.
MANUALE UTENTE WL1218V Vevor
Queste sono le istruzioni originali, si prega di leggere attentamente tutte le istruzioni del manuale prima di utilizzare il prodotto. VEVOR si riserva la pier interpretazione del manuale utente. L'aspetto del prodotto dipenderà dal prodotti ricevuto. Vi preghiamo di non informarvi ulteriormente in caso di aggiornament tecnologici o software relativi al nostro prodotto.
 | Avvertenza: per ridurre il rischio di lesioni, l'utente deve leggere attentamente il manuale di istruzioni. |
 | Questo dispositivo è conforme alla Parte 15 delle Norme FCC. Il funzionamento è soggetto alle seguenti due condizioni: (1) questo dispositivo non deve causare interferenze dannose e (2) questo disp deve accettare qualsiasi interferenza ricevuta, comprese quelle che potrebbero causare un funzionamento indesiderato. |
 | Questo prodotto è soggetto alle disposizioni della Direttiva Europea 2012/19/CE. Il simbolo raffigurante un bidone della spazzatura barrat che il prodotto richiede la raccolta differenziata nell'Unione Europea. si applica al prodotto e a tutti gli accessori contrassegnati da ques I prodotti contrassegnati come tali non possono essere smaltiti con rifiuti domestici, ma devono essere conferiti presso un punto di racoriciclaggio di apparecchiature elettriche ed elettroniche. |
MATTERS NEEDING ATTENTION
Le informazioni contenute in questo manuale sono da intendersi come guida all'ut di queste macchine e non costituiscono parte integrante di alcun contratto. I dati esso contenuti sono stati ottenuti dal produttore della macchina e da altre fonti. impegniamo a garantire l'accuratezza di queste informazioni e a verificare ogni elemento e dato, ma non possiamo garantire la completa accuratezza delle informazioni, il che significa che l'apparecchiatura fornita potrebbe differire nei detta dalla descrizione delle istruzioni. Inoltre, lo sviluppo della macchina potrebbe comportare che l'apparecchiatura fornita possa differire nei dettagli dalle descrizioni qui contenute. È pertanto responsabilità dell'utente accertarsi che l'apparecchiatura processo descritto sia idoneo allo scopo previsto.
ATTENZIONE : Leggere attentamente tutte le avvertenze di sicurezza, le istruzioni illustrazioni e le specifiche fornite con questa macchina. Il mancato rispetto di tut
istruzioni elencate di seguito può causare scosse elettriche, incendi e/o lesioni gra Conservare tutte le avvertenze e le istruzioni per riferimento futuro.
-
Del proprietario manuale. Leggere E capire Questo del proprietario manuale Prima usando macchina.
-
addestrato operatori soltanto. Non addestrato operatori Avere UN rischio più elevato Di essendo male O ucciso. Soltanto permettere addestrato/supervisionato persone A utilizzo Questo macchina. Quando macchina È non essendo usato, dis- collegare energia, rimuovere interruttore chiavi, O blocco macchina a impedire non autorizzato usare— specialmente attorno ai bambini. Crea il tuo laboratorio ragazzo prova!
-
Pericoloso ambienti. Fare non utilizzo macchinari in aree bagnate, ingombre c hanno povero illuminazione. Operativo macchinari in queste aree notevolmente aumenta il rischio di incidenti E infortunio.
-
Mentale attenzione necessario. Pieno uomini tal è richiesta la massima attenz per un funzionamento sicuro Di macchinari. Non operare mai sotto l'effetto d droghe o alcol, quando sei stanco, o quando dist rato.
-
Rischi di lesioni da apparecchiature elettriche. Tu Potere essere scioccato, brì o ucciso toccando vivere elettrico componenti O in modo improprio a terra macchinari. Per ridurre questo rischio, consentire solo personale qualificato se personale A Fare elettrico installazione O riparazione lavoro, E Sempre disconnettersi energia prima di accedere o esporre elettrico attrezzatura.
-
Scollegare prima l'alimentazione. Sempre disconnettere macchina da energia fornitura Prima fabbricazione aggiustamenti, cambiare utensili, O manutenzione macchina. Ciò previene il rischio di lesioni da avvio involontario o contattare vivere elettrico componenti.
-
Protezione per gli occhi. Indossare sempre occhiali protettivi approvati ANSI. sicurezza occhiali O una visiera protettiva quando operativo O osservazione dei macchinari per ridurre il rischio di occhio infortunio O cecità da volo particelli. Ogni giorno gli occhiali sono non approvato sicurezza occhiali.
-
Indossare abiti adeguati abbigliamento. Fare non Indossare vestiario, abbigliamento o gioielli Quello può diventare impigliato nel movimento parti. Legare sempre Indietro O copertina lungo capelli. Indossare calzature antiscivolo per ridurre rischio Di scivolare E perdere controllare O accidentalmente
utensile da taglio a contatto O in movimento parti.
-
Pericoloso polvere. Polvere creata di macchinari le operazioni possono causare cancro, difetti alla nascita o a lungo termine respiratorio danno. Essere consapevole Di polvere pericoli associati con ciascuno lavoro pezzo di materi Indossare sempre un approvato da Niosh respiratore a ridurre il tuo rischio.
-
Udito protezione. Sempre Indossare udito protezione Quando operativo O osservando forte macchinari. Esteso esposizione A Questo rumore senza udito protezione Potere causa permanente udito perdita.
-
Rimuovere la regolazione utensili. Utensili Sinistra SU macchinari Potere diventare pericoloso proiettili all'avvio. Mai lascia Chuck chiavi, chiavi inglesi, qualsiasi altro utensili SU macchina. Sempre verificare rimozione prima di iniziare!
-
Utilizzare lo strumento corretto per il lavoro. Solo utilizzo Questo attrezzo per destinato scopo—fare non forza Esso O UN attaccamento A Fare UN lavoro Quale Esso era non progettato. Mai Fare non approvato modifiche —modifica attrezzo O usando Esso diversamente di destinato Maggio risultato In malfunzionamento o meccanico fallimento che può portare a personale infortur O morte!
-
Imbarazzante posizioni. Mantenere la corretta appoggio e mantenere l'equilibrio ogni momento durante il funzionamento macchina. Fare non esagerare! Evita imbarazzante mano posizioni Quello Fare lavoro pezzo controllare difficile O aumento IL rischio di accidentale infortunio.
-
Bambini e astanti. Tenere i bambini e astanti a distanza di sicurezza dall'area di lavoro. Fermare usando macchina se loro diventare un distrazione.
-
Forzatura macchinari. Fare non forza macchina. Esso Volere Fare IL lavoro p sicuro E Meglio A IL valutare per Quale era progettato.
-
Non salire mai sulla macchina. Lesioni gravi. Maggio verificarsi Se macchina ribaltato O Se IL taglio attrezzo È contattato involontariamente.
-
Macchina stabile. Movimento imprevisto durante operazione notevolmente aumenta il rischio Di infortunio O perdita Di controllare. Prima di partenza, verificare macchina È stabile E mobile base (Se usato) È bloccato.
-
Utilizzare gli accessori consigliati. Consultare Questo del proprietario manuale produttore per consigliato accessori. Utilizzo improprio gli accessori saranno aumentare il rischio di serio infortunio.
-
Incustodito operazione. A ridurre IL rischio Di accidentale infortunio, giro macchina spento e garantire Tutto in movimento parti completamente fermare Prima a piedi lontano. Mai Partire macchina corsa Mentre incustodito.
- Mantenere con cura. Seguire Tutto manutenzione istruzioni e lubrificazione ora Mantenere macchina in buone condizioni lavorando condizione. Una macchina Quello È in modo improprio mantenuto Potevo malfunzionamento, portando a gravi personale infortunio O morte.
- Parti danneggiate. Ispezionare regolarmente la macchina. per danneggiati, sciol o mal regolato parti o qualsiasi condizione che potrebbe simulare sicuro operazione. Immediatamente riparare / sostituire Prima operativo macchina. Per tuo Proprio sicurezza, Fare non azionare la macchina con danni parti!
- Mantenere energia corde. Quando disconnessione macchine collegate tramite cavo dal potere, preda E tirare il la spina, non il cavo. Tirando il corda po danneggiare il fili dentro. Fare non maniglia cavo/spina con Bagnato mani. Evitare corda danno di mantenendo Esso lontano da riscaldare d superfici, zone ad alto traffico, prodotti chimici aggressivi e bagnato/umido posizioni.
- Incontrare difficoltà. Se a Qualunque tempo Voi esperienza difficoltà eseguendo IL intenzione d-operazione, smettere di usare la macchina!
Fattori di rischio rimanenti
| AVVERTIMENTO | |
| È importante assicurarsi che ogni macchina presenti dei ris residui.Nell'esecuzione di qualsiasi lavoro (anche il più semplice) è richiesta la massima attenzione. Un lavoro sicuro dipende d |
Anche se la macchina viene utilizzata secondo le modalità previste, è comunque impossibile eliminare completamente alcuni fattori di rischio residui. I seguenti perio possono presentarsi in relazione alla costruzione e alla progettazione della macchi
- Mantenere guardie In posto. Fare Sicuro Tutto guardie Sono In posto E Quello IL tornio si siede SU UN piatto, stabile superficie.
-
Occhio/viso protezione. Ai rborne legna polvere E detriti Potere essere pericoloso A IL occhi/viso E Maggio causa allergie O a lungo termine respiratorio problemi di salute. Indossare sempre una protezione per gli occhi un visiera protettiva quando operativo IL tornio.
-
Respiratorio protezione. Sempre Indossare UN respiratore Quando usando Questo macchina. Legna polvere Maggio causa allergie O a lungo termine respiratorio salute problemi.
- Lavori di montaggio pezzo. Prima di iniziare, sii certo IL lavoro pezzo ha sta correttamente incorporato SU IL Testa azione E coda azione centri E Quello Là È adeguato arancia pulita per IL pieno rotazione.
- Regolazione del supporto utensile. Regolare il supporto utensile su fornire corretto supporto per IL svolta attrezzo Voi Volere Essere utilizzando. Strumento di prova riposo sdoganamento di rotante lavoro pezzo di mano prima di girare tornio SU.
- Velocità di svolta. Selezionare IL corretto svolta velocità per tuo lavoro, E permettere IL tornio A guadagno a tutta velocità Prima utilizzando.
- Utilizzando scalpelli affilati. Mantenere tornio scalpello is correttamente affiliati e tenuti saldamente in posizione Quando svoltando.
- Utilizzo di un tornio danneggiato. Non utilizzare mai il tornio con danneggiato indossato parti.
- Lavoro pezzo condizione. Ispezionare sempre IL condizione del tuo lavoro pezzo. Fare non girare pezzi con nodi, spaccature e altro potenzialmente pericoloso condizioni. Fare Sicuro articolazioni Di g lued-up pezzi hanno legami di alta qualità e non voleranno a parte durante operazione.
- Regolazioni / manutenzione . Effettuare Sicuro il tuo tornio per legno è girato spento , disconnesso da la sua fonte di energia e tutto ciò che si muove parti Avere Venire fino a fermarsi completamente prima di iniziare Qualunque ispezione, aggiustamento, o manutenzione procedura.
- Arresto tornio. Fare non fermare IL tornio utilizzando il tuo mano contro il lavoro pezzo. Permettere IL tornio a fermare SU suo Proprio.
- Evitare l'impigliamento. Mantenere lungo capelli e articoli di abbigliamento larghi come COME maniche, cinture, e gioielli oggetti lontani da IL tornio mandrino.
- Viso tornitura di piastre. Quando la faccia p tornitura tardiva, Fare Sicuro IL viso piatto È in modo sicuro allegato A IL lavoro pezzo E Esso È correttamente allegato A IL fuso. Quando la faccia tornitura di piastre, utilizzare scalpelli da
tornio SU IL verso il basso filatura lato Di IL lavoro pezzo soltanto.
- LEVIGATURA/LUCIDATURA. Rimuovere IL attrezzo riposo Quando eseguendo levigatura O lucidatura operazioni sul rotante mandrino.
-
Materiale Rimozione Valutare. Tentando A rimuovere troppo materiale in una volta può causare lavoro pezzo per volare fuori Di IL tornio.
-
Il contraccolpo è una reazione improvvisa che provoca l'espulsione dell'utensile direzione dell'operatore.
- Tali fattori di rischio possono essere ridotti al minimo rispettando tutte le istruz di sicurezza e di funzionamento, eseguendo una corretta manutenzione della macchina e utilizzandola in modo competente e appropriato da personale con esperienza e conoscenze tecniche.
-
Nessun elenco di linee guida sulla sicurezza può essere completo. Ogni ambie di lavoro è diverso. Considerate sempre la sicurezza al primo posto, poiché applica alle vostre condizioni di lavoro individuali. Utilizzate questo e altri macchinari con cautela e rispetto. La mancata osservanza di queste precauzi potrebbe causare gravi lesioni personali, danni alle attrezzature o scarsi risult di lavoro.
-
La macchina non deve essere utilizzata all'aperto o in luoghi bagnati o umidi.
- La macchina non deve essere utilizzata in aree esposte a un rischio elevato incendio o esplosione.
- È vietato utilizzare la macchina al di fuori dei limiti tecnici indicati nel presente manuale.
- È vietato azionare la macchina senza il pulsante di arresto di emergenza o la scatola della girante con le porte aperte.
- È vietato l'uso della macchina non conforme alle dimensioni richieste.
- È vietato l'uso di una macchina non idonea all'uso previsto e non certificata.
- È vietata qualsiasi manipolazione della macchina e delle sue parti.
- È vietato utilizzare la macchina per scopi diversi da quelli descritti nel presente manuale d'uso.
- È vietato azionare la macchina senza sorveglianza durante il processo di lavorazione!
- Non è consentito abbandonare l'area di lavoro immediata durante l'esecuzione dei lavori.
MACHINE DESCRIPTION
- Il tornio per legno è progettato per tornire pezzi di legno in modo che l'ope possa rimuovere il materiale con uno scalpello.
- Il controllo della velocità variabile consente di regolare la velocità del mandrir 0 a 3800 giri/min e il display digitale fornisce una lettura precisa della veloc attuale del mandrino.
- Questo manuale contiene istruzioni per l'installazione, le precauzioni di sicurez: le procedure operative generali, le istruzioni per la manutenzione e la ripartiz dei componenti. La macchina è stata progettata e costruita per garantire un funzionamento costante e duraturo se utilizzata in conformità con le istruzioni contenute nel presente documento.
- Questo manuale non intende essere una guida esaustiva ai metodi operativi tornio, all'uso di accessori after-market, alla scelta del materiale e simili. Ulte informazioni possono essere acquisite da utenti esperti o da articoli di settore Qualunque sia il metodo accettato, dare sempre priorità alla sicurezza personi
- Conservare il presente manuale per riferimento futuro. In caso di trasferimento proprietà della macchina, il manuale deve accompagnarla.
TECHNICAL PARAMETER
| Modello | Modello WL1218V | |
| Voltaggio | 220 V / 50 Hz | 1 1 0 V / 60 H |
| Potenza del motore | 750 W | |
| Velocità del motore | 0-5000 giri/min | |
| Velocità del mandrino | 0-3800 giri/min ±10% | |
| Diametro massimo di tornitura | 12" (304 mm) | |
| Cono del mandrino | MT2 | |
| Filettatura del fuso | 1"-8 | |
| Distanza tra il centro | 18" (465 mm) | |
| Corsa del mandrino del carrello di coda | 50 millimetri | |
| Cono in coda s stock fuso | MT2 | |
SETUP AND ASSEMBLY
Durante il montaggio, il tornio deve essere scollegato dall'alimentazione elettrica.
5.1 Contenuto della fornitura
Si prega di controllare il contenuto del prodotto immediatamente dopo il ricevimento per eventuali danni dovuti al trasporto o parti mancanti. Reclami per dovuti al trasporto o parti mancanti devono essere presentati immediatamente dopo ricevimento e il disimballaggio della macchina, prima della sua messa in funzione. prega di comprendere che reclami successivi non saranno più accettati.

| N. PARTE | DESCRIZIONE | QUANTITÀ |
| 1 | Motore | 1 |
| 2 | Testa di colata | 1 |
| 3 | Supporto per utensile (l'altro è un accesso | 2 |
| 4 | Punta di coda | 1 |
| 5 | Interruttore | 1 |
| 6 | Letto | 1 |
| 7 | Scheda di fissaggio del motore | 1 |
Accessori standard

| N. PARTE | DESCRIZIONE | QUANTI TÀ |
| 1 | Iniezione di barre | 1 |
| 2 | Viti a testa bombata con esagono incassato M10×2 | 2 |
| 3 | Centro abitativo | 1 |
| 4 | Centro dello sperone | 1 |
| 5 | Portautensili | 1 |
| 6 | Chiave esagonale S2.5、S3、S5 | 3 |
| 7 | Chiave | 1 |
| 8 | Supporto per utensili | 1 |
5.2 Disimballaggio e pulizia
-
Togliere il tornio per la lavorazione del legno dalla scatola
-
Controllare tutti gli accessori della macchina utensile secondo la lista di imballaggio.
-
Scegliete un luogo per il tornio che sia asciutto, ben illuminato e con spazio sufficiente per effettuare la manutenzione del tornio su tutti e quattro i lati.
-
Per evitare torsioni del bancale, la posizione del tornio deve essere assolutamente piana e orizzontale.
-
Pulire tutte le superfici protette dalla ruggine utilizzando un solvente commerci delicato, cherosene o gasolio. Non utilizzare diluenti per vernici, benzina o di
per lacca. Questi prodotti danneggeranno le superfici verniciate. Coprire tutte superfici pulite con un leggero strato di olio per macchine 20W.
5.3 Attività preparatorie
4. Requisiti del posto di lavoro
- Il posto di lavoro deve soddisfare i requisiti.
- Il terreno deve essere uniforme, livellato e duro.
- Il posto di lavoro prescelto deve avere accesso a una rete di alimentazione elettrica idonea e conforme ai requisiti delle macchine.
5. Preparazione della superficie
- Le parti metalliche non rivestite della macchina sono state isolate con uno s grasso per inibire la corrosione.
- Questo strato deve essere rimosso. È possibile utilizzare solventi standard ch non danneggiano la superficie della macchina.
5.4 Assemblaggio
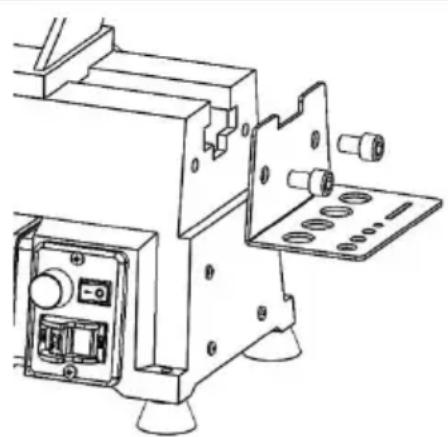
Ripiano portautensili:
Fissare il ripiano portautensili con due viti testa bombata con esagono incassato M10×25 all'inizio del tornio.
Il collegamento della macchina alla rete elettrica e i controlli successivi devono e eseguiti esclusivamente da un elettricista adeguatamente formato.
-
Il collegamento elettronico della macchina è predisposto per il funzionamento una presa di corrente dotata di messa a terra!
● L'alimentazione di rete deve essere assicurata con 10A:
Se la spina di collegamento non si adatta o è difettosa, può essere modific sostituita solo da elettricisti qualificati! -
Il filo di messa a terra dovrebbe essere di colore verde-giallo.
- Un cavo danneggiato deve essere sostituito immediatamente!
- Verificare che la tensione di alimentazione e la frequenza siano conformi ai richiesti dalla macchina. È ammessa una deviazione della tensione di alimentazione di ±5%.
- Dopo il collegamento, controllare il corretto senso di marcia!
- Assicuratevi che un'eventuale prolunga sia in buone condizioni e adatta alla trasmissione di corrente. Un cavo sottodimensionato riduce la trasmissione di corrente e si surriscalda.
6.1 Istruzioni per la messa a terra
- Questo utensile deve essere collegato a terra. In caso di malfunzionamento (guasto, la messa a terra fornisce un percorso di minima resistenza per la c elettrica, riducendo il rischio di scosse elettriche. Questo utensile è dotato di cavo elettrico con un conduttore di messa a terra e una spina con messa La spina deve essere inserita in una presa di corrente idonea, correttamente installata e dotata di messa a terra in conformità con tutte le normative e I ordinanze locali.
- Un collegamento improprio del conduttore di messa a terra dell'apparecchiatura può comportare il rischio di scosse elettriche. In caso di dubbi sulla corretta messa a terra della presa, consultare un elettricista qualificato o un tecnico dell'assistenza. Non modificare la spina fornita con l'utensile: se non è compatibile con la presa, farne installare una adatta da un elettricista qualificato
- Il conduttore con isolamento avente una superficie esterna verde con o senz strisce gialle è il conduttore di messa a terra dell'apparecchiatura. Se è necessaria la riparazione o la sostituzione del cavo elettrico o della spina, n collegare l'apparecchiatura. Collegare il conduttore di terra a un terminale tensione. Utilizzare solo prolunghe a 3 fili dotate di spine di messa a terra e prese a 3 poli compatibili con la spina dell'utensile.
- Riparare o sostituire immediatamente il cavo danneggiato o usurato.
6.2 Prolunghe
Si sconsiglia l'uso di prolunghe; cercare di posizionare l'apparecchiatura a porti di mano della fonte di alimentazione. Se si rende necessaria una prolunga, assic che sia sufficientemente pesante da supportare la corrente assorbita dal prodotto.
cavo sottodimensionato causerà un calo della tensione di linea con conseguente perdita di potenza e surriscaldamento.
ADJUSTMENTS
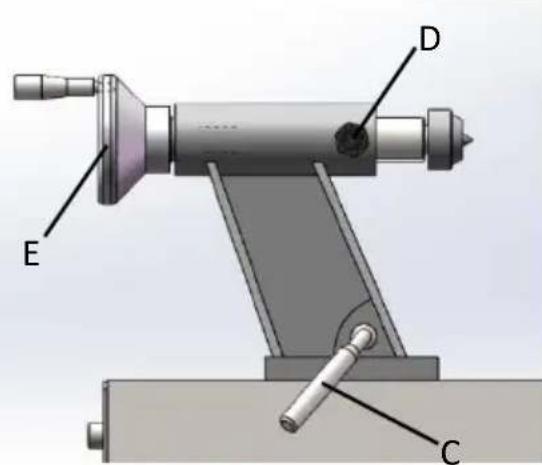
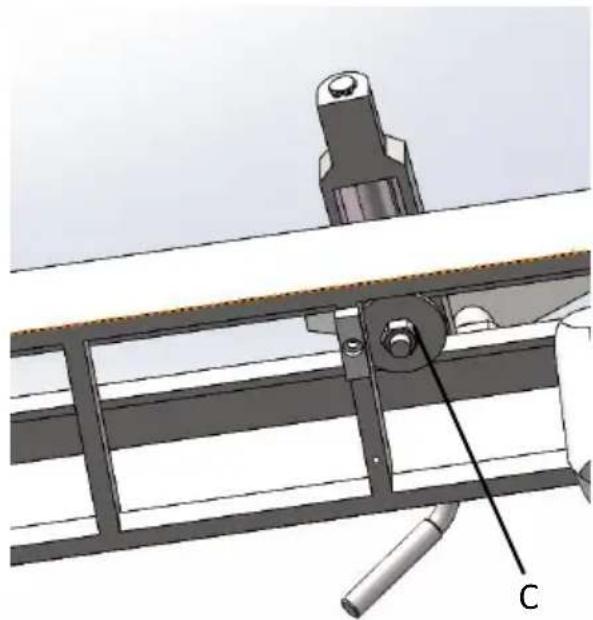
Movimento della contropunta
Per far scorrere la contropunta, spingere maniglia di bloccaggio (C) verso il basso, verso il piano di lavoro. Spingere la man verso l'alto per bloccare la contropunta in posizione.
Per spostare la penna, allentare la manig (D) e ruotare il volantino (E).
Assicurarsi che la contropunta sia bloc a letto (C) e la penna viene serrata (D prima
girare un mandrino sul tornio
Tenuta della gamma
I meccanismi di serraggio della contropunt della base di appoggio dell'utensile sono preimpostati dal produttore e non dovrebbe richiedere alcuna regolazione.
Se uno di essi non si stringe correttamer contro il letto quando si stringe la manigi bloccaggio, regolarlo come segue.
-
Rimuovere il perno dall'estremità del basamento del tornio e far scorrere via la contropunta.
-
Ruotare la contropunta su un lato e stringere il controdado (F) per aumentare pressione della camma oppure allentare il dado per alleggerire la pressione della camma.
-
Montare la contropunta sul banco e
| bloccarla per verificare la regolazione.Ripetere se necessario.4. Reinstallare il perno. | |
| Supporto per utensiliIl supporto utensile è fornito insieme al toÈ progettato per consentire la regolazionedell'altezza, della posizione sul banco edell'angolazione rispetto al pezzo da lavoraAllentare la maniglia di bloccaggio sulla bdel portautensili (G) per far scorrere la bavanti o indietro e per inclinarla rispetto abanco. Serrare saldamente la maniglia dibloccaggio prima di azionare il tornio.Allentare la maniglia (H) per alzare oabbassare il supporto utensile e inclinarlorispetto al pezzo da lavorare. Serrare lamaniglia primatornio operativo. | 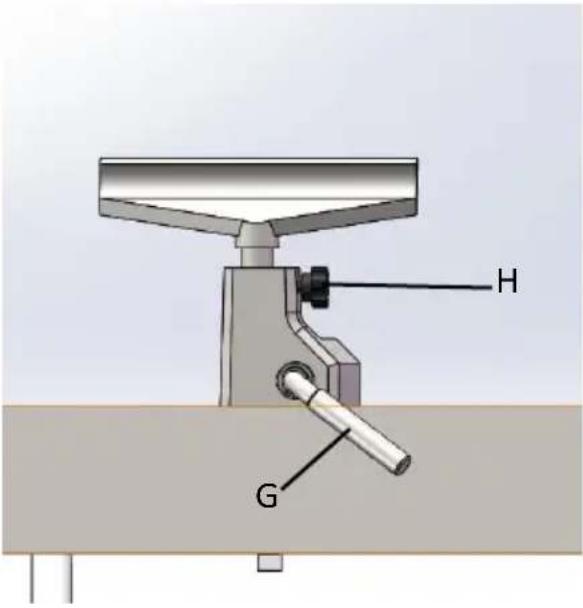 |
| Centro sperone: installazione/rimozioneLa contropunta (K) viene installata nel mandella testa portamola. La contropunta deveessere prima montata sul pezzo in lavoraziopoi installata nel mandrino.1. Scollegare il tornio dalla fonte dialimentazione.2. Pulire l'estremità conica del centro e l'intdiperno della testa, quindi spingere il centro iperno della testa.3. A rimuovere un centro, prima rimuovi ilin lavorazioneDal tornio. Inserire l'asta di espulsione (J)attraverso il foro del volantino e filettarel'estremità del centro del dente. | 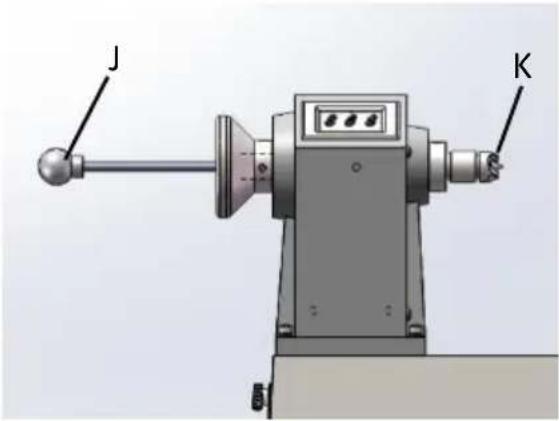 |
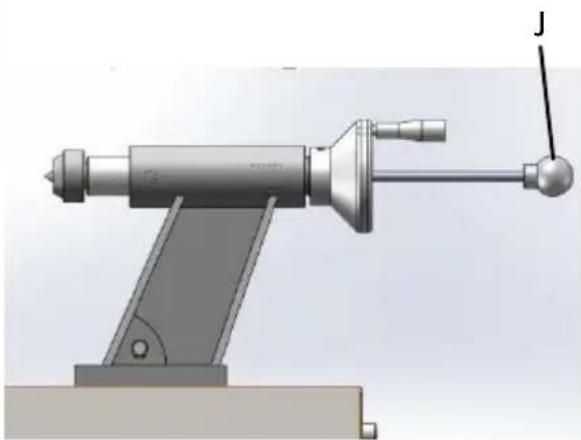
Live Center: Installazione/rimozione
Le contropunte rotanti sono installate nel cannotto della contropunta.
- Scollegare il tornio dalla fonte di alimentazione.
- Pulire l'estremità conica del centro e l'inti del cannotto della contropunta, quindi spinge centro nel cannotto.
- Serrare sempre la maniglia di bloccaggio cannotto una volta che la contropunta rotant stata posizionata correttamente nel pezzo in lavorazione. Assicurarsi che la sede della chiavetta nel cannotto sia allineata con la maniglia di bloccaggio.
- Per rimuovere una contropunta rotante, rimuovere prima il pezzo in lavorazione dal tornio. Inserire l'asta di espulsione (J) attraverso il foro nel volantino e filettare l'estremità della contropunta rotante.
Piastra frontale: installazione/rimozione
- Scollegare il tornio dalla fonte di alimentazione.
- Montare la piastra frontale sul pezzo da lavorare.
- Installare l'asta di espulsione nel foro de perno della testa.
- Installare la piastra frontale sulle filettature della testata
mandrino e ruotarlo in senso orario fino in - Serrare entrambe le viti di fissaggio nella piastra frontale. Faccia
la piastra è ora pronta per la tornitura.
6.A rimuovere la piastra frontale, innestare I di espulsione.
Allentare entrambe le viti di fissaggio sulla piastra frontale e ruotarla in senso antiorario la chiave per allentarla.
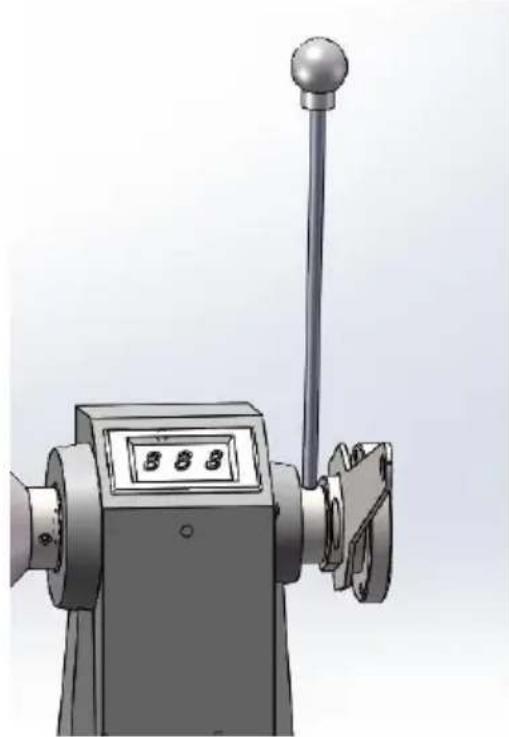
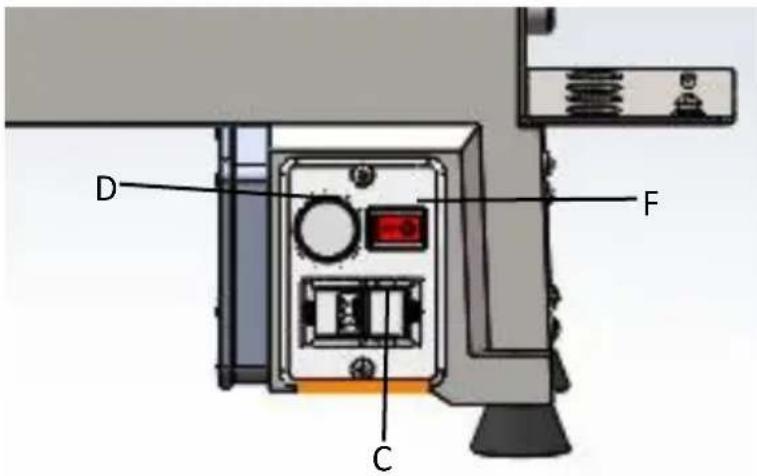
OPERATING CONTROLS
Manopola di controllo della velocità (D): in senso orario per aumentare, in senso antiorario per diminuire. La velocità è visualizzata in giri al minuto (RPM) sul dis digitale.
Avanti/Indietro (F): controlla lo sterzo del mandrino.
Interruttore on/off (C): tirare per avviare il tornio, spingere per arrestarlo.
OPERATION
Le informazioni che seguono sono di natura generale e non intendono costituire
corso completo sulla tornitura del legno. Nulla può sostituire le conoscenze acquis parlando con tornitori esperti o consultando libri o riviste di settore. Soprattutto, semplici tentativi ed errori aiuteranno a sviluppare la competenza in questo mestie
9.1 Ispezione
Utilizzare il dispositivo solo in perfette condizioni. Ispezionare visivamente il disposi ogni volta che viene utilizzato. Verificare in particolare che i dispositivi di sicurezza comandi elettrici, i cavi elettrici e i collegamenti a vite non siano danneggiati e siano serrati correttamente. Sostituire eventuali parti danneggiate prima di utilizzare dispositivo.
- Livellare la macchina; utilizzare i piedini di livellamento per ridurre le vibrazio
- Controllare i cuscinetti; regolare solo se è presente gioco assiale.
- Controllare la cinghia: deve essere aderente ma non eccessivamente stretta.
- Guide del letto: mantenerle pulite, utilizzare lana d'acciaio per rimuovere even macchie di ruggine e applicare cera in pasta per prevenire l'accumulo di rug finiture.
- Supporto per utensile; utilizzare una lima per rimuovere scheggiature e ammaccature.
- Conicità del mandrino: devono essere puliti e privi di polvere e trucioli per l'corretto alloggiamento delle conicità.
- Contropunta; pulire e lubrificare il cannotto e il dispositivo di bloccaggio.
- Illuminazione; un'illuminazione adeguata è essenziale per eliminare le ombre e ridurre l'affaticamento degli occhi
9.2 Utensili di tornitura
Se possibile, scegliete solo utensili da tornitura in acciaio rapido di buona qua Gli utensili in acciaio rapido mantengono il filo e durano più a lungo del comuni al carbonio. Man mano che si acquisisce competenza nella tornitura, è possibile acquistare una varietà di utensili speciali per applicazioni specifiche. I seguenti ute forniscono le basi per la maggior parte dei progetti di tornitura del legno.
| Sgorbie – Utilizzate principalmente per t grezzi, tagli di dettaglio e profili concav sgorbia per tagli grezzi è un utensile o doppia rettifica e con punta arrotondata, mentre la sgorbia per tagli di dettaglio utensile cavo, a doppia rettifica e con arrotondata o appuntita. | 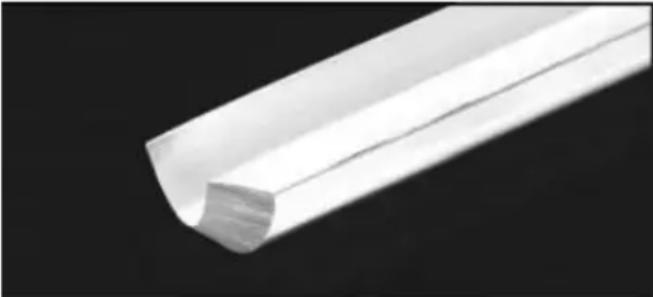 |
| Scalpello obliquo: uno strumento molto versatile che può essere utilizzato per piallature , squadrature, tagli a V, borda e troncature. Lo scalpello obliquo è pia con doppia affilatura , con un lato più dell'altro (solitamente con un'angolazione 20°-40°). | 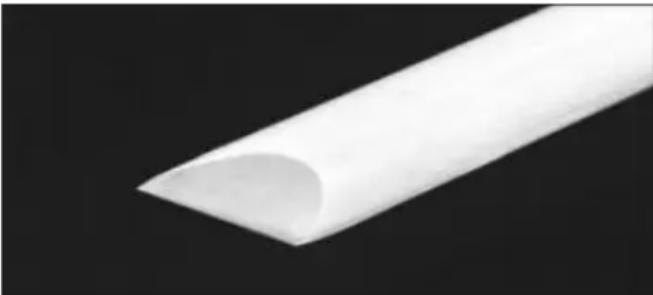 |
| Raschietti: tipicamente utilizzati dove l'accesso ad altri utensili è limitato, com nelle operazioni di svuotamento. Si tratta utensili piatti a doppia rettifica disponibili una varietà di profili (a punta tonda, a di lancia, a punta quadrata, ecc.) per adattarsi a diversi profili. |  |
| Utensili da taglio: utilizzati per il dimensionamento e il taglio di pezzi lav Si tratta di uno strumento piatto con un punta affilata e appuntita, che può esse lama singola o doppia. terra. | 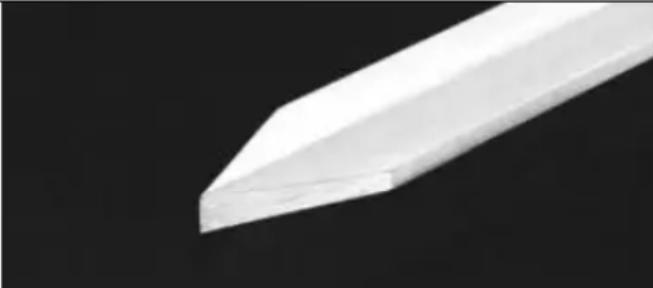 |
| Utensili speciali: si tratta di utensili unio speciali che facilitano la svuotatura, la creazione di ciotole, il taglio di profili, e |
- Per la sicurezza e le migliori prestazioni, mantenete gli utensili affilati. Se un utensile smette di tagliare o richiede una pressione eccessiva per effettuare i taglio, è necessario affilarlo. Sono disponibili diverse attrezzature e dispositivi affilatura di marca; tuttavia, un tornitore del legno dovrebbe imparare ad affila utensili a mano libera.
- Per risultati ottimali, utilizzare una smerigliatrice a bassa velocità (1800 giri/mi dotata di una mola in ossido di alluminio a grana 60 (per la sagomatura) e mola in ossido di alluminio a grana 100 (per l'affilatura finale e i ritocchi). I smerigliatrice dovrebbe essere posizionata vicino al tornio e a un'altezza come. Un ravvivatore diamantato manterrà le mole dritte ed eliminerà le smerigliatur
- Non lasciare mai l'utensile fermo in un punto della ruota, tenerlo in movimento lavorarlo delicatamente.
- Gli utensili in acciaio al carbonio possono surriscaldarsi facilmente e devono essere raffreddati frequentemente. Se il tagliente diventa blu, ha perso la ten e deve essere rettificato oltre la zona blu. Gli utensili in acciaio rapido non tendono a surriscaldarsi, ma possono danneggiarsi se lasciati arroventare. Gli utensili in acciaio rapido non devono essere temprati per il raffreddamento. L'affilatura con una mola diamantata o una pietra focaia eviterà di recarsi all'affilatrice e manterrà il tagliente fresco. L'affilatura con una mola diamantata una pietra focaia eviterà di recarsi all'affilatrice e manterrà il tagliente fresco.
9.3 Tornitura del mandrino
La tornitura a mandrino avviene tra le punte del tornio. Richiede una contropunta cilindrica o di trasmissione nella testa portapunta e una contropunta rotante o fissi nella contropunta. Una contropunta a tazza anziché conica nella contropunta riduci spesso il rischio di spaccature del pezzo.
9.4 Selezione delle azioni
Il materiale per i fusi deve essere a fibra dritta e privo di fessure, crepe, nodi difetti. Deve essere tagliato da 3 a 6 mm più grande del diametro finale e potr richiedere una lunghezza aggiuntiva per poter rimuovere le estremità in un secondo momento. I materiali più grandi devono essere smussati per ottenere un ottagono rendendo più facile la sgrossatura del pezzo fino a ottenere un cilindro.
- Con una squadra combinata o un centraggio in plastica per pezzi tondi, indi e segna il centro su ciascuna estremità del pezzo. La precisione non è
fondamentale sui pezzi tondi, ma è estremamente importante sui pezzi in cu devono rimanere sezioni quadrate. Crea una fossetta nel pezzo con un punteruolo o un chiodo, oppure utilizza un punzone automatico a molla.
- I legni estremamente duri potrebbero richiedere tagli tagliati nelle estremità de materiale utilizzando una sega a nastro, in modo che il legno accetti il centi sperone e il centro vivo
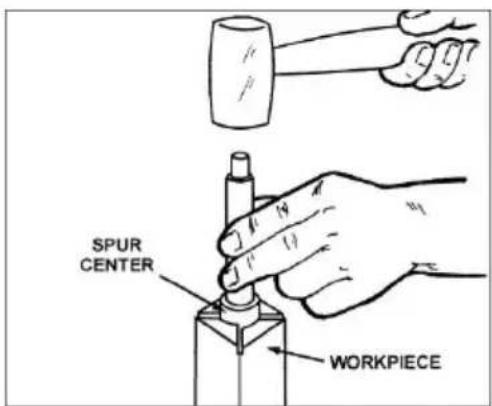
- Inserire il centro del dente di circa 6 mm nel pezzo in lavorazione, utilizzar mazzuolo di legno o un martello a percussione. Fare attenzione a non spac pezzo in lavorazione.
-
Assicurarsi che la testa portamola sia bloccata sul banco del tornio.
-
Pulire l'estremità conica del centro dello sperone e l'interno del perno della paletta.
-
Inserire l'estremità conica del centro dello sperone (con il pezzo in lavorazioni attaccato) nel mandrino della testa portamola.
-
Sostenere il pezzo in lavorazione mentre si porta la contropunta in posizione circa 2,5 cm dall'estremità del pezzo. Bloccare la contropunta al banco.
-
Far avanzare il cannotto della contropunta con il volantino per alloggiare la contropunta rotante nel pezzo. Esercitare una pressione sufficiente a fissare i
pezzo tra le punte in modo che non voli via, ma non esercitare una pressi eccessiva.
-
Stringere la maniglia di bloccaggio della penna.
-
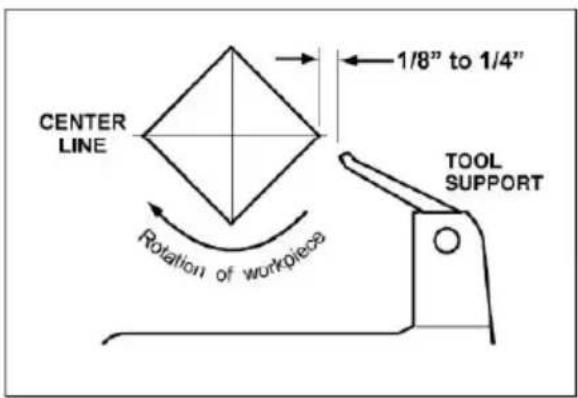
Spostare il supporto utensile in posizione. Dovrebbe essere parallelo al pezzo lavorazione, appena sotto il centro. linea e a circa 3 mm - 6 mm dagli an pezzo da tornire. Serrare la base del supporto utensile al banco del tornio.
-
Ruotare manualmente il pezzo in lavorazione per verificare che il gioco sia corretto.
-
Avviare il tornio alla velocità minima e portarlo al numero di giri/min appropri per le dimensioni del pezzo da lavorare. Consultare il display digitale sulla t portapezzo.
9.5 Tecniche di taglio
9.5.1 Sgrossatura
-
Iniziare con una sgorbia grande. Posizionare l'utensile sul supporto con il tall rivolto verso la superficie da tagliare.
-
Sollevare lentamente e con delicatezza l'impugnatura dell'utensile finché il tagliente non entra in contatto con il pezzo in lavorazione.
-
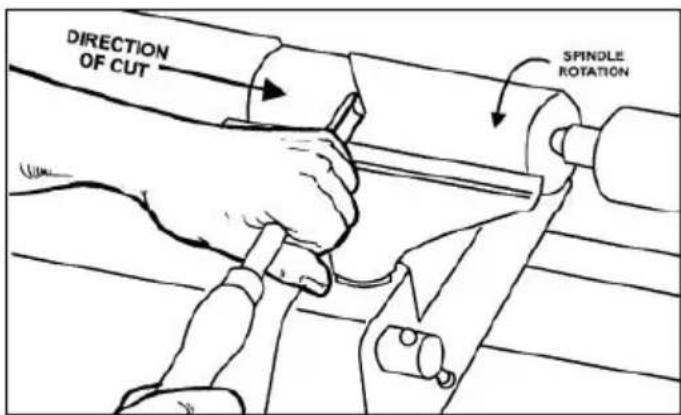
Partendo da circa 5 cm dall'estremità della contropunta del pezzo, ruotare la scanalatura (la parte cava) dell'utensile nella direzione del taglio. Eseguire lur tagli ampi con un movimento continuo per sgrossare il pezzo fino a ottenere forma cilindrica.
-
Mantenere la maggior parte possibile del bisello dell'utensile a contatto con il pezzo in lavorazione per garantire il controllo ed evitare inceppamenti. NOTA: tagliare sempre in discesa, o da un diametro grande a uno piccolo. Lavoran sempre verso l'estremità del pezzo in lavorazione, non iniziare mai il taglio dall'estremità.
-
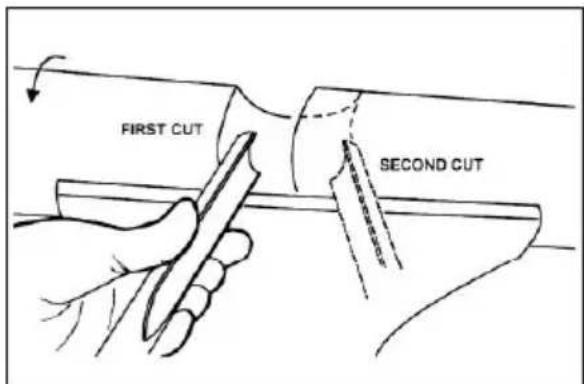
Una volta che il pezzo è stato sgrossato fino a diventare un cilindro, leviga un taglio obliquo ampio. Mantenete la maniglia del taglio obliquo perpendicola al mandrino e utilizzate solo il terzo centrale del tagliente per un taglio di levigatura lungo (toccare uno dei punti del taglio obliquo con il pezzo in rot potrebbe causare un inceppamento e rovinare il pezzo).
-
Aggiungere dettagli al pezzo in lavorazione con un utensile obliquo, un utensi da taglio, un raschietto o una sgorbia a mandrino.
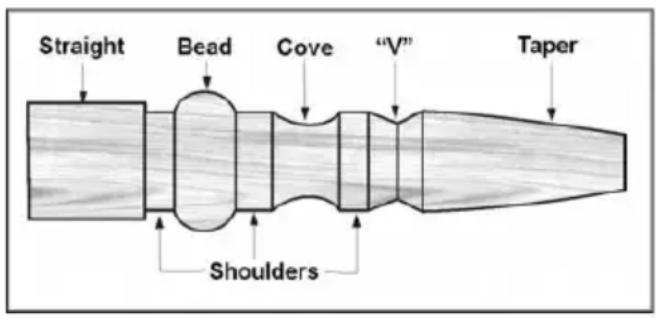
9.5.2 Perline
-
Eseguire un taglio di separazione per quella che diventerà una perlina alla profondità desiderata. Posizionare l'utensile di separazione sul supporto e spostarlo in avanti per far sì che l'intero bisello dell'utensile entri in contatto pezzo in lavorazione. Sollevare delicatamente la maniglia per eseguire il tagli in alla profondità desiderata.
-
Ripetere l'operazione per l'altro lato della perlina.
-
Utilizzando una piccola sgorbia obliqua o a fuso, inizia dal centro tra i due incidi entrambi i lati per formare la perlina. Fai ruotare l'utensile nella direzic taglio.
9.5.3 Grotte
- Utilizzare una sgorbia a mandrino. Con la scanalatura dell'utensile a 90 gradi rispetto al pezzo in lavorazione, toccare la punta dell'utensile con il pezzo e
rotolare verso il fondo della concavità. Fermarsi sul fondo; tentare di risalire lato opposto potrebbe causare l'inceppamento dell'utensile.
- Spostare lo strumento sulla larghezza desiderata della rientranza.
- Con la scanalatura rivolta nella direzione opposta, ripetere il passaggio 1 per l'altro lato della curvatura. Fermarsi alla base del taglio.
9.5.4 Tagli a "V"
-
Utilizzare la punta lunga dell'inclinazione. (NOTA: non premere la punta lunga dell'inclinazione direttamente sul pezzo in lavorazione per creare la "V"; ciò darebbe luogo a una "V" bruciata o brunita con le fibre arrotolate su entran lati.)
-
Segnare leggermente il centro della "V" con la punta dell'obliquo.
-
Spostare il punto di inclinazione sulla metà destra della larghezza desiderata taglio.
-
Con la smussatura parallela al lato destro del taglio, sollevare la maniglia e spingere l'utensile fino alla profondità desiderata.
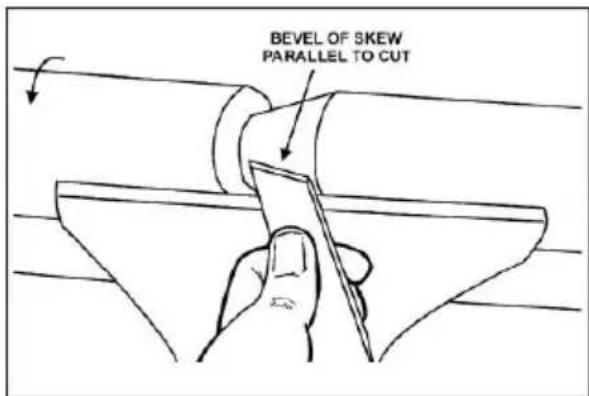
- Ripetere dal lato sinistro. I due tagli dovrebbero incontrarsi in basso e lascia taglio netto a "V".
- Si possono effettuare tagli aggiuntivi per aumentare la profondità o la larghe del taglio.
9.5.5 Separazione
- Utilizzare lo strumento di separazione.
- Regolare la velocità del tornio per ridurre i giri al minuto necessari per la troncatura del pezzo in lavorazione.
- Posizionare l'utensile sul relativo supporto e sollevare la maniglia finché non a tagliare, quindi continuare a tagliare verso il centro del pezzo in lavorazioni
- Tenere saldamente il pezzo con una mano mentre si separa dagli scarti di
9.5.6 Carteggiatura e finitura
-
Lasciare tagli netti ridurrà la quantità di levigatura necessaria. Spostare il supporto dell'utensile, regolare il tornio a bassa velocità e iniziare con carta vetrata fine (grana 120 o inferiore). Una carta vetrata più grossa lascerà gra profondi difficili da rimuovere e opacizza i dettagli nitidi sul mandrino. Proced con ogni grana senza saltarne una (ad esempio, non passare dalla grana 1 grana 220). Piegare la carta vetrata a formare un tampone; non avvolgere la vetrata intorno alle dita o al pezzo in lavorazione. Per applicare una finitura, pezzo in lavorazione può essere lasciato sul tornio.
-
Spegnere il tornio e applicare la finitura con un pennello o un tovagliolo di Rimuovere la finitura in eccesso prima di riavviare il tornio. Lasciare asciugari carteggiare nuovamente con carta abrasiva a grana 320 o 400. Applicare un seconda mano di finitura e lucidare.
9.6 Tornitura di piastre frontali e ciotole
La tornitura della piastra frontale viene normalmente eseguita sul lato interno testa portautensile, sopra il bancale. I pezzi più grandi devono essere torniti sul esterno. Ruotare la testa portautensile nella posizione desiderata; in alternativa, rimuovere la contropunta e la base di supporto utensile e far scorrere la testa portautensile all'estremità opposta del bancale.
9.6.1 Montaggio del materiale di supporto
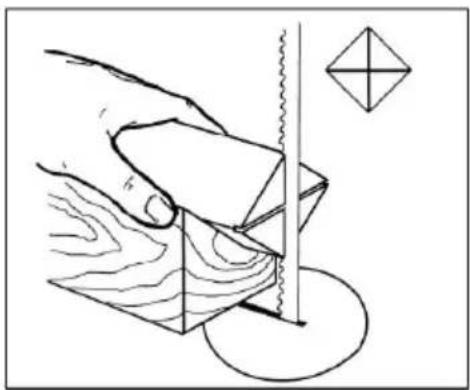
L'uso di una piastra frontale è il metodo più comune per tenere fermo un blocco legno per tornire ciotole e piatti:
- Selezionare un pezzo di almeno 1/8" - 1/4" più grande di ciascuna dimensioni pezzo finito.
- Selezionare sempre la piastra frontale con il diametro più grande possibile pezzo da tornire.
-
Una vera superficie del pezzo da lavorare per il montaggio sulla piastra fror
-
Utilizzando la piastra frontale come modello, segnare la posizione dei fori di montaggio sul pezzo in lavorazione e praticare dei fori pilota della dimension appropriata. Le piastre frontali sono forate per viti n. 12. (Le viti a croce e con testa quadra resistono meglio delle viti a taglio. Le viti per lamiera son cementate con filettature più profonde e affiliate rispetto alle viti per legno). S viti di montaggio sulla piastra frontale interferiscono con il pezzo in lavorazioni possibile utilizzare della colla o un blocco di scarto:
-
Realizza un blocco dello stesso diametro della piastra frontale. Sia il blocco scarto che il pezzo da lavorare devono avere superfici pianee per l'incollaggio
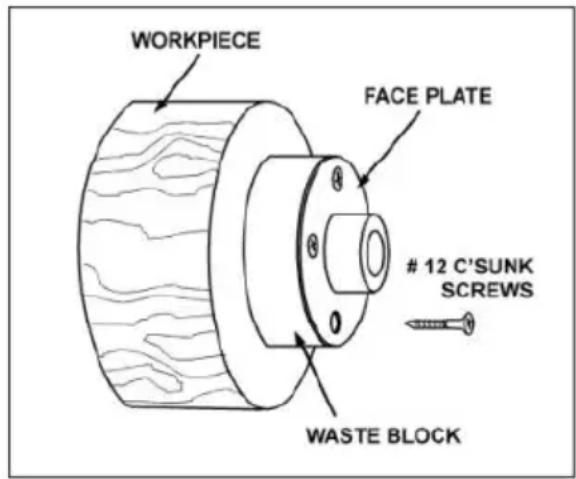
- Incolla il blocco al pezzo in lavorazione. Evita di usare carta da pacchi o gtra il blocco di scarto e il pezzo in lavorazione. Potrebbe funzionare bene a usare dei raschietti, ma una leggera presa con una sgorbia può separare i pezzi.
NOTA: Quando si utilizza un blocco di scarto, prestare attenzione all'adesivo scelli pezzi asciutti possono essere incollati con normale colla bianca o gialla, ma è necessario fissarli con dei morsetti per garantire una buona adesione. I pezzi ver richiedono colla cianoacrilica.
9.6.2 Piastra frontale o mandrino
- Sebbene le piastre frontali siano il metodo più semplice e affidabile per tenere fermo un blocco di legno da tornire, è possibile utilizzare anche i mandrini.
-
Poiché sono disponibili decine di mandrini tra cui scegliere, il tornitore del legi dovrebbe prima considerare tutti i diversi tipi di tornitura che intende eseguire leggere relazioni o discuterne con altri tornitori che possiedono mandrini prima prendere una decisione.
-
Un mandrino non è obbligatorio, ma è utile quando si lavora su più pezzi contemporaneamente. Invece di rimuovere le viti, basta aprire il mandrino e cambiare i pezzi.
- I più diffusi sono i mandrini a quattro griffe con una varietà di ganasce per adattarsi a tenoni di diverse dimensioni. La maggior parte è dotata anche di mandrino a vite.
9.6.3 Selezione del legno
La legna da ardere è il materiale più economico e facilmente reperibile da utilizzare mentre si impara a tornire le ciotole. Basta semplicemente sprecare il le per un po', esercitandosi con le tecniche di tornitura. Sviluppa la tua abilità con strumento prima di provare a realizzare un pezzo finito. È meglio iniziare con leg secco, senza preoccuparti di essiccazione o deformazione. Una volta che la tornit diventa un'attività sicura, prova il legno verde, che si taglia molto facilmente. Mar mano che il tornitore acquisisce esperienza, scoprirà venature e figure straordinario sotto forma di radiche, pieghe e inclusioni di corteccia.
9.6.4 Controlli e crepe
- Il legno verde tende a screpolarsi e a creparsi. Per risultati ottimali, lasciate i tronchi il più a lungo possibile. Man mano che il materiale inizia ad asciuga formeranno delle crepe superficiali alle estremità del tronco. Tagliate 5-8 cm dovreste trovare del legno sano e integro. Tagliate anche il tronco a metà l midollo per evitare che questo si formi nel pezzo finito. La maggior parte de screpolature si irradia dal midollo.
- Quando torni le ciotole da legno verde, assicurati di mantenere uno spessore delle pareti uniforme su tutto il pezzo. Lasciare un pezzo spesso in alcune sottile in altre causerà un'essiccazione non uniforme del legno e favorirà la formazione di crepe e screpolature.
9.6.5 Distorsione
La distorsione è un problema associato all'inverdimento del legno. Varia da un tip legno all'altro. In genere, il legno da frutto tende a deformarsi più di altri. Varia seconda del periodo dell'anno in cui l'albero è stato tagliato e delle modalità di conservazione dei tronchi.
9.6.6 Utensili per la tornitura di ciotole
- La sgorbia per ciotole con scanalature profonde è lo strumento più essenziale versatile per la maggior parte delle torniture di ciotole e piastre. La sgorbia
ciotole è più pesante e più facile da controllare rispetto ad altri tipi di sgori Permette inoltre di rimuovere il legno molto più velocemente e con meno vibrazioni rispetto ad altre sgorbie. La maggior parte dei lavori su ciotole di dimensioni può essere eseguita con una sgorbia da 3/8" o 1/2".
- Una sgorbia da 1/4" è più adatta per ciotole più piccole e tagli di finitura leggeri.
Le sgorbie da 3/4" e 1" più grandi vengono utilizzate solo per pezzi molto - Si possono usare anche grandi raschietti a cupola per pulire le superfici interr delle ciotole. Un tocco leggero con il raschietto leggermente inclinato eliminer: alcune delle creste che occasionalmente si formano quando si sgorbia una ciotolina inesperta.
9.7 Tecniche di tornitura delle ciotole
9.7.1 Per modellare l'esterno della ciotola
-
Radiche, biforcazioni e altri pezzi grezzi di forma irregolare richiedono una preparazione speciale prima del montaggio in un mandrino o su una piastra frontale. Rimuovere la corteccia, se presente, da quello che sembra essere il centro della parte superiore del pezzo in lavorazione.
-
Con un maglio o un martello a percussione, piantare il centro dello sperone parte superiore del pezzo in lavorazione.
-
Inserire la contropunta nel cono della testa e posizionare la contropunta con contropunta a rulli o a sfere. Bloccare la contropunta al bancale e far avanz mandrino della contropunta per alloggiare la contropunta nel pezzo. Serrare la leva di bloccaggio del pistone.
-
Ruotare manualmente il pezzo in lavorazione per garantire la corretta distanz
-
Avviare il tornio alla velocità minima e portarlo alla velocità massima di sicu per le dimensioni del pezzo da tornire. Se la macchina inizia a vibrare, ridu velocità fino a quando le vibrazioni non cessano.
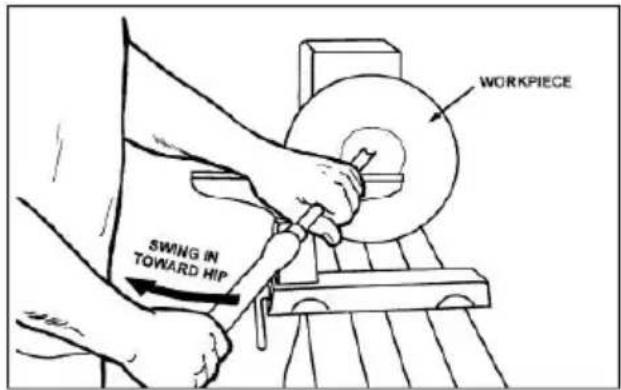
-
Sgrossare l'esterno della ciotola con la sgorbia scanalata profonda 1,2 cm, tenendo saldamente l'impugnatura dell'utensile contro l'anca. Per un controllo ottimale, usare tutto il corpo per muovere la sgorbia attraverso il pezzo in lavorazione.
-
Mentre la ciotola prende forma, lavorare sul fondo (estremità della contropunt per fissare la piastra frontale.
-
Realizzare un tenone corto (circa 3 mm di lunghezza) delle dimensioni del f nella piastra frontale. Questo permetterà di centrare il pezzo in lavorazione
quando la piastra frontale è fissata. (NOTA: se si prevede di utilizzare un mandrino, realizzare un tenone della lunghezza e del diametro appropriati per mandrino.)
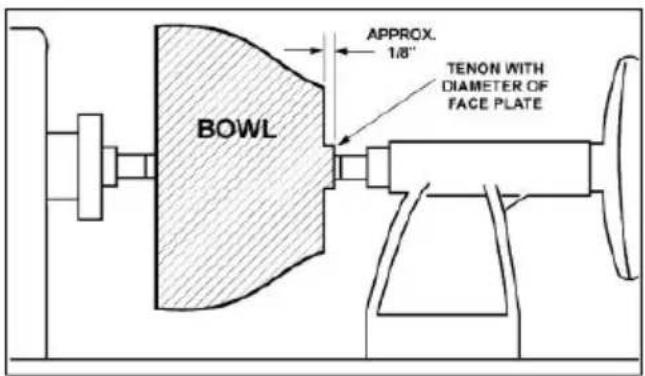
-
Arrestare il tornio, rimuovere il pezzo in lavorazione e montare la piastra fro il mandrino . Le superfici della piastra frontale e del pezzo in lavorazione devono essere a filo.
-
Completare la tornitura dell'esterno della ciotola con una sgorbia da 1/2" o 3/8". Lasciare ulteriore materiale alla base della ciotola per supporto durante la tornitura dell'interno. Questo verrà rimosso in seguito.
9.7.2 Per modellare l'interno della ciotola
-
Arrestare il tornio e allontanare la contropunta. (Si consiglia di rimuovere la dalla contropunta per evitare di urtarla con il gomito.)
-
Regolare il supporto dell'utensile davanti alla ciotola, appena sotto il centro li ad angolo retto rispetto alle guide del tornio.
-
Ruotare manualmente il pezzo in lavorazione per verificare il gioco.
-
Per prima cosa, tagliare la parte superiore della ciotola con un leggero tagli lungo la parte superiore del pezzo in lavorazione, dal bordo verso il centro.
-
Posizionare la sgorbia da 1/2 pollice sul supporto dell'utensile al centro del da lavorare, con la scanalatura rivolta verso la parte superiore della ciotola. L'impugnatura dell'utensile deve essere in piano e rivolta verso la posizione o ore quattro.
-
Usa la mano sinistra per controllare il tagliente della sgorbia, mentre la destruota il manico dell'utensile verso il corpo. La scanalatura dovrebbe essere ri- verso la parte superiore del pezzo in lavorazione e ruotare verso l'alto man che si addentra nella conca per mantenere una curva pulita e uniforme. Ma mano che l'utensile penetra più a fondo nella conca, lavora progressivamente
verso il bordo. Potrebbe essere necessario ruotare il supporto dell'utensile ve il pezzo man mano che si entra più in profondità nella conca.
- Aumenta lo spessore della parete sul bordo e mantienilo man mano che lav in profondità nella ciotola (una volta che il pezzo è sottile verso il fondo, n più assottigliarlo sul bordo). Una volta terminato l'interno, sposta il supporto dell'utensile verso l'esterno per ridefinire il fondo della ciotola. (Regola genera la base dovrebbe essere circa 1/3 del diametro totale della ciotola).
- Lavorare la zona stretta attorno alla piastra frontale o al mandrino con una sgorbia da 1/4".
- Iniziare la separazione con uno strumento da taglio, ma non tagliare ancora tutto.
9.7.3 Carteggiatura e finitura
- Rimuovere il supporto utensile e regolare la velocità del tornio a circa 500 Velocità più elevate possono creare attrito durante la levigatura e causare ro termiche in alcuni tipi di legno.
- Iniziare con carta vetrata fine (grana 120) e passare gradualmente a ogni g esercitando solo una leggera pressione. La carta vetrata più grossa tende a lasciare graffi profondi difficili da eliminare. Utilizzare tecniche di carteggiatura elettrica per evitare segni di carteggiatura concentrici attorno al pezzo finito. Evitare di arrotondare il bordo e il piede con la carta vetrata; cercare di m i dettagli nitidi. Completare la carteggiatura con grana 220.
-
Rimuovere la polvere di carteggiatura con stracci antiaderenti o aria compressa a tornio spento, applicare la prima mano di finitura. Lasciare agire per alcun minuti, quindi rimuovere l'eccesso. Lasciare asciugare prima di carteggiare nuovamente con carta abrasiva a grana 320 o 400.
-
Riaccendere il tornio e continuare il taglio di separazione quasi fino alla bas Fermarsi a circa 7,5 cm e utilizzare una piccola sega a denti fini per sepa ciotola dai rifiuti.
- Applicare la seconda mano di finitura e lasciarla asciugare prima di lucidare.
MAINTENANCE
Prima di effettuare la manutenzione del tornio, scollegarlo dalla rete elett alimentazione elettrica staccando la spina o spegnendo l'interruttore principale La mancata osservanza di queste istruzioni può causare gravi lesioni.
10.1 Procedure generali
- La manutenzione del tornio 1218 deve essere eseguita a intervalli periodici per garantire il corretto funzionamento della macchina, il corretto serraggio di tutti dispositivi di fissaggio e l'esecuzione di tutte le regolazioni necessarie. L'ispezione e la manutenzione devono essere eseguite almeno due volte all'a ma più frequentemente se il tornio viene utilizzato costantemente.
- Pulire e oliare il bancale del tornio in modo che la testa, la contropunta e la del portautensili scorrano facilmente. Pulire eventuali macchie di ruggine che potrebbero formarsi sul bancale con un prodotto antiruggine disponibile in commercio.
- Utilizzare aria compressa per soffiare l'interno della testa, per evitare che segatura e trucioli si accumulino su cinghie e pulegge. Soffiare via anche i che si accumulano nella ventola del motore e intorno all'inverter. Non smont l'inverter per pulirlo!
- Pulire frequentemente i coni Morse sia sulla testa che sulla contropunta. È possibile acquistare prodotti per la pulizia dei coni disponibili in commercio p i negozi di utensili.
- I cuscinetti sono lubrificati e sigillati in modo permanente e non necessitano d ulteriore lubrificazione.
10.2 Allineamento delle pulegge e delle cinghie
- Le pulegge del motore e del mandrino sono allineate tra loro dal produttore, se viene eseguita una manutenzione che ne compromette l'allineamento, è
fondamentale riallinearle. Inserire il blocco del mandrino, allentare le due viti fissaggio sulla puleggia del mandrino (E, Figura 9-12) con una chiave esagon da 3 mm e far scorrere la puleggia del mandrino nella posizione corretta. S nuovamente le viti di fissaggio e disinserire il blocco del mandrino.
- Se pulegge e cinghia sono allineate correttamente, non dovrebbero provenire dalla cinghia rumori o pulsazioni insolite.
10.3 Sostituzione della cinghia
Per sostituire una cinghia o una puleggia, procedere con attenzione come segue. caso di dubbi sulla sostituzione della cinghia o della puleggia, contattare l'assister tecnica o portare la testa motrice presso un centro di assistenza autorizzato.
- Scollegare il tornio dalla fonte di alimentazione.
- Allentare la maniglia di bloccaggio del perno e sollevare la maniglia di tensi per sollevare il motore.
- Stringere la maniglia di blocco del perno per fissare il motore in posizione sollevata.
- Sfilare la cinghia dalle pulegge.
- Allentare le viti di fissaggio sul volantino.
- Svitare il volantino dal mandrino.
- Anello di sgancio che trattiene il mandrino.
- Far scorrere il mandrino leggermente fuori dalla testa, quanto basta per rimuovere la puleggia o la cinghia. NOTA: se necessario, picchiettare l'estrem del mandrino con un blocco di legno o un martello di gomma per spostarlo utilizzare un martello con testa in acciaio direttamente contro il mandrino.
- Se si sostituisce una puleggia, allentare entrambe le viti di fissaggio e far s la puleggia fuori dal perno.
- Installare la nuova puleggia, serrando le due viti di fissaggio senza stringerle troppo. Assicurarsi che la puleggia sia orientata correttamente e che la chiav sia inserita correttamente nella scanalatura del perno.
- Rimettere il perno in posizione.
- Reinstallare l'anello di ritegno.
- Reinstallare il volantino e serrare le viti di fissaggio.
-
Allineare la nuova puleggia, quindi serrare saldamente entrambe le viti di fissaggio sulla puleggia.
-
Allentare la maniglia di bloccaggio del perno e abbassare il motore utilizzando maniglia di tensione.
| Sintomo | Possibile causa | Correzione |
| Il motore non riesce a sviluppare la piena potenza | Linea elettrica sovraccarica. | Condizione di sovraccarico corretta. |
| Cavi sottodimensionati nel sistema di alimentazione o prolunga troppo lunga | Aumentare la dimensione del filo di alimentazione | |
| Bassa tensione | Richiedere il controllo della tensione alla compagnia elettrica e correggere la condizione di bassa tensione | |
| Motore usurato | Sostituire il motore | |
| Il motore o il mandrino si bloccano o non si avviano. | Taglio eccessivo. | Ridurre la profondità di taglio |
| Cinghia usurata o rotta. | Sostituire la cinghia. | |
| Raffreddamento improprio del motore | Soffiare via la segatura dalla ventola dell'alloggiamento del motore | |
| Cuscinetti del mandrino usurati | Sostituire i cuscinetti | |
| Motore usurato | Sostituire il motore | |
| Vibrazioni o rumori eccessivi | Pezzo deformato, non rotondo, presenta un difetto importante, è sta preparato in modo improprio per la tornitura | Correggere il problema piallando o segando il pezzo in lavorazione, oppure scartarlo completamente e utilizzare un nuovo pezzo in lavorazione |
| Rotazione del mandrino troppo veloce | Ridurre la velocità | |
| Cuscinetti del mandrino usurati | Sostituire i cuscinetti del mandrino | |
| Cinghia di trasmissione disallineata o usurata | Allineare la cinghia. Sostituirla se usura | |
| I bulloni del supporto motore sono allentati. | Stringere i bulloni | |
| Tornio su superficie irregolare | Regolare i piedini di livellamento. | |
| Gli utensili tendono ad afferrare o a conficcarsi. | Strumenti smussati | Mantenere gli strumenti affiliati |
| Il supporto utensile è impostato troppbasso | Riposizionare l'altezza del supporto utensile | |
| Il supporto dell'utensile è troppo lontal pezzo in lavorazione | Riposizionare il supporto utensile più vio al pezzo in lavorazione. | |
| Utilizzo di uno strumento non idoneo | Utilizzare l'utensile corretto per l'operazione. | |
| La contropunta si muove quando si | Il dado di bloccaggio della camma necessita di regolazione | Stringere il dado di bloccaggio della camma |
| applica pressione. | Pressione eccessiva applicata dalla contropunta. (Nota: l'azione della vite della contropunta è in grado di appli una pressione eccessiva al pezzo in lavorazione e alla testa portapunta. Applicare sulla contropunta solo la forza sufficiente a tenere saldamente in posizione il pez in lavorazione. Una pressione eccessiva può danneggiare la macchina.) | Far scorrere la contropunta sul lato des del tornio fino al fermo. Spostare la te portapunta in posizione e applicare pressione al pezzo in lavorazione con contropunta. |
| Le superfici di accoppiamento del ba del tornio e della contropunta sono o oleose | Rimuovere la contropunta e pulire le superfici con un detergente/sgrassante. Applicare nuovamente un leggero strato olio sulla superficie del banco del tornio | |
| La lettura digitale non funziona | Sensore digitale fuori posizione. | Aprire l'accesso alla cinghia e posiziona il sensore in modo che legga i bulloni |
Attenzione: alcune correzioni potrebbero richiedere l'intervento di un elettricista qualificato.
| NO. | DESCRIZIONE | QUAN TITÀ | NO. | DESCRIZIONE | QUAN TITÀ |
| 1 | Letto | 1 | 2 | Vite ST4.2×16 | 4 |
| 3 | Portautensili | 1 | 4 | Vite M10×20 | 2 |
| 5 | Quadrante a velocità variabile | 1 | 6 | Piatto | 1 |
| 7 | Interruttore di direzione d' mandrino | 1 | 8 | Interruttore | 1 |
| 9 | Vite M4×20 | 2 | 10 | Dado esagonale M10 | 2 |
| 11 | Piastra di bloccaggio | 2 | 12 | Asse eccentrico | 1 |
| 13 | Leva di bloccaggio | 1 | 14 | Bullone | 1 |
| 15 | Vite M6×6 | 6 | 16 | Volantino | 1 |
| 17 | Contropunta | 1 | 18 | Anello di ritenuta 10 | 1 |
| 19 | Cannotto della contropunta | 1 | 20 | Asse di coda | 1 |
| 21 | Asta conica | 1 | 22 | Cuscinetto a sfere 6201 | 1 |
| 23 | Centro della tazza | 1 | 24 | Centro dello sperone della paletta | 1 |
| 25 | Motore | 1 | 26 | Vite M8×16 | 2 |
| 27 | Rondella elastica 8 | 2 | 28 | Rondella piatta 8 | 2 |
| 29 | Piastra motore | 1 | 30 | Chiave piatta 6×40 | 1 |
| 31 | Rondella piatta 5 | 4 | 32 | Rondella elastica 5 | 4 |
| 33 | Vite M5×16 | 4 | 34 | Puleggia del motore | 1 |
| 35 | Volantino | 1 | 36 | Cuscinetto a sfere 6005 | 1 |
| 37 | Anello di ritenuta 47 | 1 | 38 | Puleggia motrice | 1 |
| 39 | Cinghia di trasmissione | 1 | 40 | Anello di ritenuta 47 | 1 |
| 41 | Cuscinetto a sfere 6204 | 1 | 42 | Mandrino della testa motrice | 1 |
| 43 | Lavatrice 4 | 4 | 44 | vite M4×10 | 2 |
| 45 | Scatola di commutazione | 1 | 46 | vite M3×6 | 4 |
| 47 | Colonna di isolamento | 4 | 48 | Scheda di circuito | 1 |
| 49 | Piatto | 1 | 50 | Vite ST3.5×16 | 4 |
| 51 | Morsetto per fili | 2 | 52 | Cavo di alimentazione | 1 |
| 53 | Rondella di gomma | 4 | 54 | Piatto laterale | 1 |
| 55 | Vite M6×10 | 3 | 56 | Manopola fissa | 1 |
| 57 | Manopola mobile | 2 | 58 | Vite M6×12 | 1 |
| 59 | Morsetto per cavi | 2 | 60 | Rondella piatta 6 | 4 |
| 61 | Rondella elastica 6 | 4 | 62 | Vite M6×30 | 4 |
| 63 | Coperchio posteriore | 1 | 64 | Bullone | 1 |
| 65 | Anello di ritenuta 12 | 2 | 66 | Base di appoggio per utensili | 1 |
| 67 | Supporto per utensili | 1 | 68 | Leva di bloccaggio | 1 |
| 69 | Copertina | 1 | 70 | Maniglia di bloccaggio per la base del coltello | 1 |
| 71 | Vite M5×12 | 2 | 72 | Lettura dei giri al minuto del mandrino | 1 |
| 73 | Morsetto per cavi | 2 | 74 | Vite M4×12 | 2 |
| 75 | Paletta | 1 |
Produttore: Shanghaimuxinmuyeyouxiangongsi
Indirizzo: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Importato in AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD Nuovo Galles del Sud 2122 Australia
Importato negli USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Luogo, Rancho Cucamonga, CA 91730
| UK | REP |
Overige risicofactoren





