
WL1218V - Trädrejmaskin Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis WL1218V Vevor i PDF-format.

| Märke | Vevor |
| Modell | WL1218V |
| Produkttyp | Träsvarv |
| Matningsspänning | 220 V / 50 Hz (110 V / 60 Hz) |
| Motoreffekt | 750 W |
| Motorvarvtal | 0-5000 varv/min |
| Spindelvarvtal | 0-3800 varv/min ±10% |
| Maximal svängdiameter | 304 mm (12 tum) |
| Spetsavstånd | 465 mm (18 tum) |
| Spindelkon | MT2 |
| Spindelgänga | 1"-8 |
| Slaglängd bakstycke | 50 mm |
| Bakstyckskon | MT2 |
| Digital varvtalsvisning | Ja |
| Varvtalsreglering | Variabel med elektronisk styrning |
| Rotationsriktning | Reversibel (framåt/bakåt) |
| Inkluderade verktygshållare | 2 (en monterad, en som tillbehör) |
| Medföljande tillbehör | Spjutcenter, roterande center, frontplatta, demonteringsstång, sexkantsnycklar S2.5/S3/S5, skiftnyckel |
| Strömförsörjning | Nätanslutning med obligatorisk jordning |
Vanliga frågor - WL1218V Vevor
Användarfrågor om WL1218V Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Trädrejmaskin i PDF-format gratis! Hitta din manual WL1218V - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. WL1218V av märket Vevor.
BRUKSANVISNING WL1218V Vevor
Detta är originalinstruktionerna, vänligen läs alla instruktioner noggrant innan du använder produkten. VEVOR förbehåller sig en tydlig tolkning av vår användarmanual. Produktens utseende ska vara beroende av den produkt du mottagit. Vi ber om ursäkt för att vi inte kommer att informera dig igen om några teknik- eller programuppdateringar för vår produkt.
 | Varning – För att minska risken för skador måste användaren läsa instruktionsmanualen noggrant. |
 | Denna enhet uppfyller del 15 i FCC-reglerna. Användning är underk följande två villkor: (1) Denna enhet får inte orsaka skadliga störnin (2) denna enhet måste acceptera alla mottagna störningar, inklusive störningar som kan orsaka oönskad drift. |
 | Denna produkt omfattas av bestämmelserna i EU-direktiv 2012/19/EG Symbolen som visar en överstruken softunna indikerar att produkten separat sophämtning inom Europeiska unionen. Detta gäller produkter alla tillbehör som är märkta med denna symbol. Produkter som är som sådana får inte kasseras med vanligt hushållsavfall, utan måste till en insamlingsplats för återvinning av elektriska och elektroniska apparater. |
MATTERS NEEDING ATTENTION
Informationen i denna handbok är avsedd som en vägledning för användningen an dessa maskiner och utgör inte en del av något avtal. Uppgifterna i den har erhä maskintillverkaren och från andra källor. Vi strävar efter att säkerställa riktigheten denna information och försöker verifiera varje punkt och varje data, men vi kan i garantera informationens fulla riktighet, vilket innebär att den levererade utrustningen kan skilja sig i detalj från beskrivningen i instruktionerna. Dessutom kan maskinen utveckling innebära att den levererade utrustningen kan skilja sig i detalj från beskrivningarna häri. Ansvaret ligger därför hos användaren att försäkra sig om at beskrivna utrustningen eller processen är lämplig för det avsedda ändamålet.
WARNING : Läs alla säkerhetsvarningar, instruktioner, illustrationer och specifikatione som medföljer denna maskin. Underlåtenhet att följa alla instruktioner nedan kan I till elektrisk stöt, brand och/eller allvarliga skador.
Spara alla varningar och instruktioner för framtida bruk.
- Ägarens manuell. Läsa och förstå det är ägarens manuell före använder mir kinesiska.
- Utbildad operatörer endast. Otränad operatörer ha en högre risk av varelse skada eller dödad. Endast tillåta utbildad/övervakad människor till använda detta maskin. När maskin är nej t varelse begagnad, dis- ansluta driva, ta I växla nycklar, eller utelåsning maskin till förhindra obehörig användning— särskilt runt barn. Skapa din verkstad unge bevis!
- Farlig miljöer. Do inte använda maskiner i områden som är våta, röriga elle dålig belysning. Drift maskiner i dessa områden mycket ökar risk för olyckor skada.
- Mental vakenhet nödvändig. Full män tal vakenhet krävs för säker drift av maskiner. Använd aldrig under påverkan av narkotika eller alkohol, när man eller när distraherad.
- Risker för skador på elektrisk utrustning. Du burk bli chockad, bränt, eller d genom att röra vid bo elektrisk komponenter eller otillbörligt grundad maskiner att minska denna risk, tillåt endast kvalificerad service personal till do elektris installation eller reparera arbete, och alltid koppla bort driva innan åtkomst exponering elektrisk utrustning.
- Koppla bort strömmen först. Alltid avstängning maskin från driva s leverans före tillverkning justeringar, skiftande verktyg, eller underhåll maskin. Detta förhindrar risk för skador oavsiktlig start eller kontakta bo elektrisk komponenter.
- Ögonskydd. Använd alltid ANSI-godkända säkerhet glasögon eller ett ansiktsskydd när i drift eller observera maskiner för att minska risken för ögskada eller blindhet från flygning partiklar. Daglig glasögon är inte godkänd säkerhet glasögon.
- Att bära korrekt kläder. Do inte bära kläder, kläder eller smycken att kan t intrasslad i rörelse delar. Knyt alltid tillbaka eller täcka lång hår. Bär halkfria minska risk av slirning och förlorande kontrollera eller av misstag kontaktande skärverktyg eller rörlig delar.
-
Farlig damm. Damm skapas av maskiner operationer kan orsaka cancer, fosterskador eller långsiktig andningsvägarna skada. Vara medveten av damm faror som är förknippade med varje arbete styckematerial. Använd alltid en niosh-godkänd andningsskydd till minska din risk.
-
Hörsel skydd. Alltid bära hörsel skydd när drift eller observera högt maskine Utökad exponering till detta buller utan hörsel skydd burk orsaka permanent hörsel förlust.
- Ta bort justeringen verktyg. Verktyg vänster på maskiner burk bli farlig proje vid uppstart. Aldrig lämna chuck nycklar, skiftnycklar, eller någon andra verkty på maskin. Alltid kontrollera borttagning innan du börjar!
- Använd rätt verktyg för jobbet. Endast använda detta verktyg för dess avsed syfte—göra inte tvinga det eller en fastsättning till do en jobb för som det utformad. Aldrig göra ej godkänd modifieringar —modifierande verktyg eller använder det annorlunda än avsedd maj resultat i felfunktion eller mekanisk misslyckande som kan medföra personlig skada eller död!
- Besvärlig positioner. Förvara ordentligt fot och balans hela tiden under drift Do inte överskridande! Undvik besvärlig h och positioner att göra arbete bit kontrollera svår eller öka de risk för tillfällig skada.
- Barn och åskådare. Håll barn och åskådare på säkert avständ från arbetsø Stopp använder maskin om de bli en distraktion.
- Forcering maskiner. Do inte tvinga maskin. Det vilja do de jobb säkrare och på de hastighet för som det var utformad.
- Stå aldrig på maskinen. Allvarliga skador. maj inträffa om maskin är tippad eller om de skärande verktyg är oavsiktligt kontaktad.
- Stabil maskin. Oväntad rörelse under drift mycket ökar risken av skada eller förlust av kontrollera. Före startande, kontrollera maskin är stabil och mobil bas (om begagnad) är låst.
- Använd rekommenderade tillbehör. Rådfråga detta ägarens manuell eller de tillverkare för rekommenderas tillbehör. Användning felaktig tillbehör kommer att öka risk för allvarlig skada.
- Utan tillsyn drift. Till minska de risk av tillfällig skada, sväng maskin av och säkerställa alla rörlig delar helt stopp före gående bort. Aldrig lämna maskin spring medan utan tillsyn.
- Upprätthålla med vård. Följa alla underhåll instruktioner och smörjning scheman till hålla maskin i bra skick arbetssätt skick. En maskin att är otillbörligt underhållen kunde felfunktion, vilket leder till allvarliga personlig skada eller död.
- Skadade delar. Kontrollera maskinen regelbundet. för skadade, lös, eller feljusterad delar – eller något tillstånd som kan påverka sa fe drift. Omedelbart
re pa r e ra / byta ut före i drift maskin. För din egen säkerhet, do inte maskinen med skadad delar!
- Upprätthålla driva sladdar. När koppla bort sladdanslutna mac- datorer från makten, hugg och dra i kontakten – inte sladden. Dra i sladd kan skada ledningar inuti. Do inte hantera sladd/kontakt med våt händer. Undvika sladd skada av förvaring det bort från värme d ytor, områden med hög trafik , st kemikalier och våta/fuktiga platser.
- Upplever svårigheter. Om vid några tid du uppleva svårigheter utför de avsikt d-Sluta använda maskinen om den är slut!
Återstående riskfaktorer
 | WARNING |
| Det är viktigt att säkerställa att varje maskin har kvarvaran risker.Vid utförandet av allt arbete (även det enklaste) krävs störs möjliga noggrannhet. Ett säkert arbete beror på dig! |
Även om maskinen används enligt behov är det fortfarande omöjligt att helt elimi vissa kvarvarande riskfaktorer. Följande faror kan uppstå i samband med maskiner konstruktion och design:
- Förvaring vakter i plats. Göra säker alla vakter är i plats och det de svarv sitter på en platt, stabil yta.
- Öga/ansikte skydd. Ai Rborne trä damm och skräp burk vara farlig till de ögon/ansikte och maj orsaka allergier eller långsiktig andningsvägarna hälsoproblem. Använd alltid ögonskydd eller en ansiktsskydd när i drift de sv
- Andningsvägar skydd. Alltid bära en respirator när använder detta maskin. Tl damm maj orsaka allergier eller långsiktig andningsvägarna hälsa problem.
- Monteringsarbete stycke. Innan du börjar, var viss de arbete bit har varit ordentligt inbäddad ded på de huvud stock och tai I stock centra och att d är tillräcklig klarering för de full rotation.
- Justera verktygsstödet. Justera verktygsstödet till förse rätt stöd för de vändning verktyg du vilja vara använder testverktyget vila spel av roterande arbete bit av hand innan du vänder svarv på.
- Svänghastighet. Välja de korrekt vändning hastighet för din arbete, en
d tillåta de svarv till få full fart före använder.
- Använda vassa mejslar. Hålla svarvmejs Is ordentligt slipad och stadigt på plats när vrider sig.
- Använd aldrig svarv med skadad eller sliten delar .
- Arbete bit skick. Inspektera alltid de skicket på ditt arbete bit. do inte vänd med knutar, sprickor och annat potentiellt farlig förhållanden. Göra säker lede av upplåst bitar har högkvalitativa obligationer och kommer inte att flyga isär under drift.
- Justeringar / underhåll. Gör säker din träsvarv är vänd av, frånkopplad från dess kraftkälla, och alla rörliga delar ha komma till ett fullständigt stopp innå man börjar några inspektion, justering, eller underhåll förfarande.
- Stoppar svarv. Do inte stopp de svarv genom att använda din handen mot verket bit. Tillåta de svarv till stopp på dess egen.
- Undviker intrassling. Håll lång hår och löst sittande klädesplagg som som ärmar, bälten, och smycken föremål borta från de svarv axel.
- Ansikte plattans vridning. När ansiktet p sen vändning, göra säker de ansikte tallrik är säkert bunden till de arbete bit och det är ordentligt bunden till spindel. När ansiktet plåtsvarvning, använd svarvmejslar på de nedåt spinning sida av de arbete bit endast.
- SLIPNING/POLERING. Ta bort de verktyg vila när utför sandning eller polering operationer på roterande axel.
- Material Borttagning Hastighet. Försöker till ta bort för mycket material på en gång kan orsaka arbete bit att flyga ut av de svarv.
- Kast är en plötslig reaktion. Detta orsakar att verktyget kastas ut i operatöre riktning.
- Dessa riskfaktorer kan minimeras genom att följa alla säkerhets- och driftsinstruktioner, korrekt maskinunderhåll och professionell och lämplig användning av personer med teknisk kunskap och erfarenhet.
- Ingen lista med säkerhetsriktlinjer kan vara fullständig. Varje verkstadsmiljö är unik. Tänk alltid på säkerheten först, eftersom den gäller dina individuella arbetsförhållanden. Använd denna och andra maskiner med försiktighet och
respekt. Underlåtenhet att göra det kan leda till allvarliga personskador, skadc utrustning eller dåliga arbetsresultat.
- Maskinen får inte användas utomhus eller i våta eller fuktiga utrymmen.
- Maskinen får inte användas i områden med ökad brand- eller explosionsrisk.
- Det är förbjudet att använda maskinen utanför de angivna tekniska gränserna som beskrivs i denna manual.
- Det är förbjudet att använda maskinfunktionen utan nödstoppsknapp eller pumphjulslåda med öppna dörrar.
- Användning av maskinen som inte överensstämmer med de erforderliga måtten är förbjuden.
- Användning av maskinen som inte är lämplig för maskinens användning och är certifierad är förbjuden.
- All manipulation av maskinen och dess delar är förbjuden.
- Användning av maskinen för andra ändamål än de som beskrivs i denna användarmanual är förbjuden.
- Oövervakad användning av maskinen under arbetsprocessen är förbjuden!
- Det är inte tillåtet att lämna det omedelbara arbetsområdet medan arbetet util
MACHINE DESCRIPTION
- Träsvarven är konstruerad för att svarva trämaterial så att operatören kan ta material med en mejsel.
- Den variabla hastighetskontrollen möjliggör justering av spindelhastigheten från 0–3800 varv/min och den digitala avläsningen ger en exakt avläsning av den aktuella spindelhastigheten.
- Denna manual innehåller instruktioner om installation, säkerhetsåtgärder, allmänna driftsprocedurer, underhållsinstruktioner och komponenthantering. Din maskin har konstruerats och tillverkats för att ge konsekvent och långsiktig drom den används i enlighet med instruktionerna i detta dokument.
- Denna manual är inte avsedd att vara en uttömmande guide till svarvmetode användning av eftermarknadstillbehör, val av material och liknande. Ytterligare kunskap kan erhållas från erfarna användare eller fackartiklar. Oavsett vilka accepterade metoder som används, prioritera alltid personlig säkerhet.
- Spara denna manual för framtida bruk. Om maskinen övergår till ägarskapet
TECHNICAL PARAMETER
| Modell | WL1218V | |
| Spänning | 220 V / 50 Hz | 110 V / 60 Hz |
| Motorkraft | 750 W | |
| Motorhastighet | 0–5000 varv/min | |
| Spindelhastighet | 0–3800 varv/min ±10 % | |
| Max. vriddiameter | 12" (304 mm) | |
| Spindelkona | MT2 | |
| Spindelgänga | 1"-8 | |
| Avstånd mellan centrum | 18" (465 mm) | |
| Stjärtlager Spindelrörelse | 50 mm | |
| Konisk i bakre lager Spindel | MT2 | |
SETUP AND ASSEMBLY
Svarven måste vara bortkopplad från strömmen under montering.
5.1 Leveransinnehåll
Kontrollera produktens innehåll omedelbart efter mottagandet för eventuella transportskador eller saknade delar. Reklamationer gällande transportskador eller saknade delar måste göras omedelbart efter att maskinen mottagits första gången packats upp innan den tas i bruk. Observera att senare reklamationer inte längre accepteras.
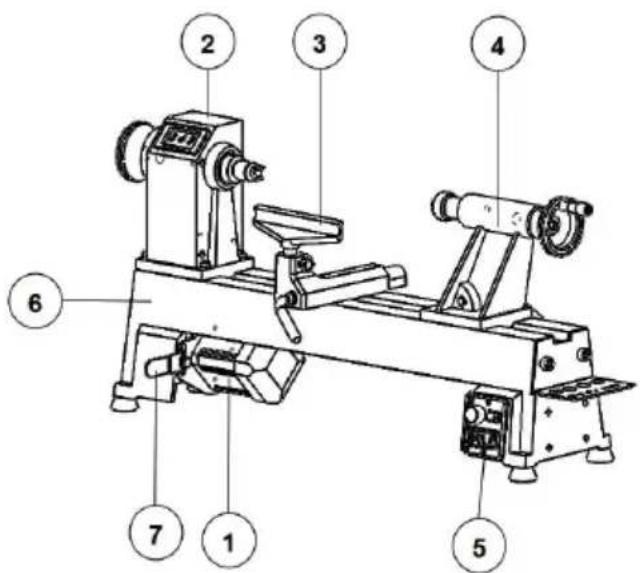
| ARTIKELN R. | BESKRIVNING | ANTAL |
| 1 | Motor | 1 |
| 2 | Huvudstock | 1 |
| 3 | Verktygsstöd (det andra är ett tillbehör) | 2 |
| 4 | Stjärtdocka | 1 |
| 5 | Växla | 1 |
| 6 | Säng | 1 |
| 7 | Motorfästbräda | 1 |
Standardtillbehör

| ARTIKELNR. | BESKRIVNING | ANTAL |
| 1 | Stånginjektion | 1 |
| 2 | Insexskruvar med knapphuvud, insexkant, M10×25 | 2 |
| 3 | Levande centrum | 1 |
| 4 | Spurcenter | 1 |
| 5 | Verktygshållare | 1 |
| 6 | Sexkantsnyckel S2.5, S3, S5 | 3 |
| 7 | Rycka | 1 |
| 8 | Verktygsstöd | 1 |
5.2 Uppackning och rengöring
-
Ta ut träbearbetningssvarven ur lådan
-
Kontrollera alla tillbehör till maskinverktyget enligt packlistan.
-
Välj en plats för svarven som är torr, har bra belysning och har tillräckligt utrymme för att kunna serva svarven på alla fyra sidor.
-
För att undvika att bädden vrids måste svarvens placering vara helt plan och vågrät.
-
Rengör alla rostskyddade ytor med ett milt kommersiellt lösningsmedel, fotoger eller dieselbränsle. Använd inte färgförtunning, bensin eller lackförtunning. Dess
kommer att skada målade ytor. Täck alla rengjorda ytor med ett tunt lager maskinolja.
5.3 Förberedande aktiviteter
8. Krav på arbetsplatsen
- Arbetsplatsen måste uppfylla kraven.
- Marken måste vara jämn, plan och hård.
- Den valda arbetsplatsen måste ha tillgång till ett lämpligt elnät som uppfyller maskinens krav.
9. Förberedelse av ytan
- Obelagda maskindelar av metall har isolerats med ett fettlager för att förhind korrosion.
- Detta lager måste tas bort. Du kan använda vanliga lösningsmedel som inte skadar maskinens yta.
5.4 Montering
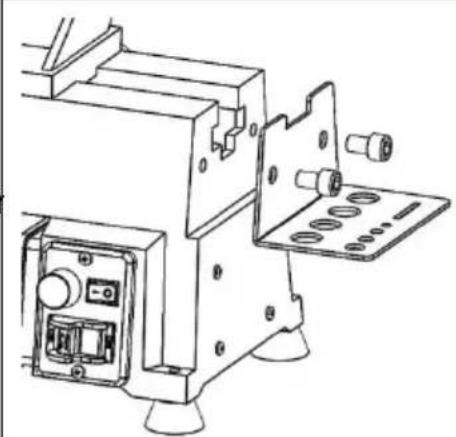
Verktygshylla:
Fäst verktygshyllan med två insexskruvar runt huvud M10×25 på svarvens början.
Anslutningen av maskinen till elnätet och följande kontroller får endast utföras av behörig elektriker.
● Maskinens elektroniska anslutning är avsedd för drift med ett jordat eluttag!
- Nätförsörjningen måste säkras med 10A:
- Om kontakten inte passar eller om den är defekt får endast kvalificerade ele modifiera eller byta ut den!
- Jordningskabeln ska hållas i grönt-gult.
- En skadad kabel måste bytas ut omedelbart!
- Kontrollera att matningsspänningen och Hz-värdet överensstämmer med maskinens kravvärden. En avvikelse från matningsspänningen på ±5 % är tillå
- Kontrollera rätt löpriktning efter anslutning!
- Se till att en eventuell förlängningssladd är i gott skick och lämplig för överl av ström. En för liten sladd minskar överföringen av ström och blir varm.
6.1 Jordningsinstruktioner
- Detta verktyg måste vara jordat. Vid funktionsfel eller haveri ger jordning en med minsta motständ för elektrisk ström för att minska risken för elektriska s. Detta verktyg är utrustat med en elsladd med en jordledare och en jordkonta. Kontakten måste sättas i ett lämpligt uttag som är korrekt installerat och jord enlighet med alla lokala föreskrifter.
- Felaktig anslutning av utrustningens jordledare kan leda till risk för elektrisk s Kontakta en behörig elektriker eller servicetekniker om du är osäker på om i är korrekt jordat. Modifiera inte kontakten som medföljer verktyget – om den passar i uttaget, låt en behörig elektriker installera ett korrekt uttag.
- Ledaren med isolering som har en grön yta med eller utan gula ränder är utrustningens jordledare. Om reparation eller byte av elsladden eller kontakten nödvändig, anslut inte utrustningen jordledaren till en spänningsförande anslutning. Använd endast 3-trådiga förlängningssladdar med 3-stifts jordkontakter och 3-poliga uttag som accepterar verktygets kontakt.
- Reparera eller byt ut skadad eller sliten sladd omedelbart.
6.2 Förlängningssladdar
Användning av förlängningssladdar avråds; försök att placera utrustningen inom räckhåll för strömkällan. Om en förlängningssladd blir nödvändig, se till att den är tillräckligt tung för att bära den ström som din produkt kommer att dra. En för i kommer att orsaka ett fall i nätspänningen vilket resulterar i strömförlust och överhettning.
ADJUSTMENTS
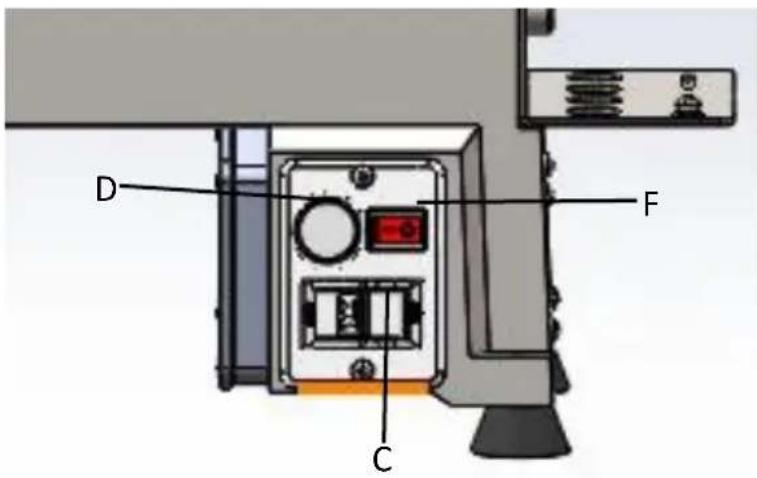
| DubbdocksrörelseFör att skjuta dubbdockan, tryck låshandta (C) nedåt mot flaket. Tryck handtaget upp att låsa dubbdockan i läge.För att flytta pinolen, lossa handtaget (D) vrid handhjulet (E).Se till att dubbdockan är låst till sängen (C) och fjädern är åtdragen innanvrida en spindel på svarven | 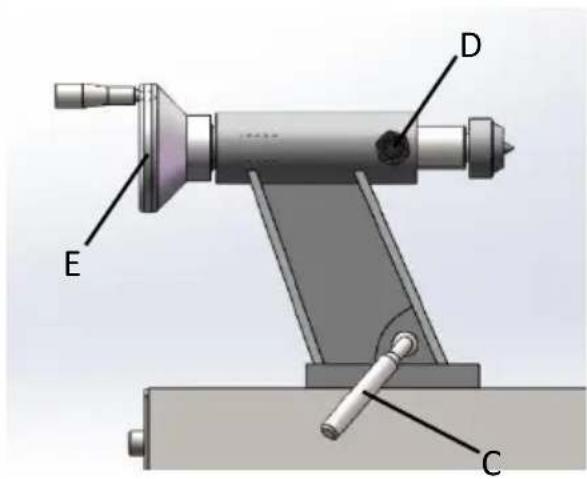 |
| KamtäthetKlämmekanismerna för dubbdockan och verktygsstödets bas är förinställda av tillverkaren och bör inte behöva justering. Om en av dem inte drar åt ordentligt mo sängen när låshandtaget dras åt, justera enligt följande.Ta bort pinnbulten från svarvbäddens å och skjut av dubbdockan.Vänd dubbdockan på sidan och dra åt låsmuttern (F) för att öka kamtrycket, elle lossa muttern för att avlasta kamtrycket.Montera dubbdockan på flaket och lås för att bekräfta justeringen. Upprepa vid behov.Sätt tillbaka tappbulten. | 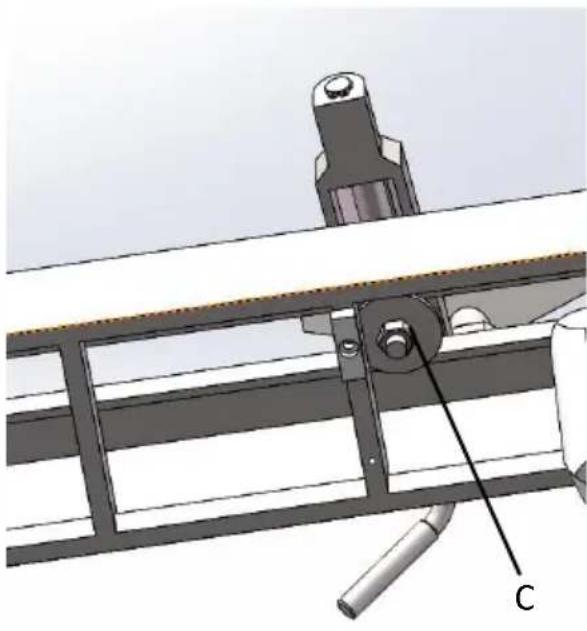 |
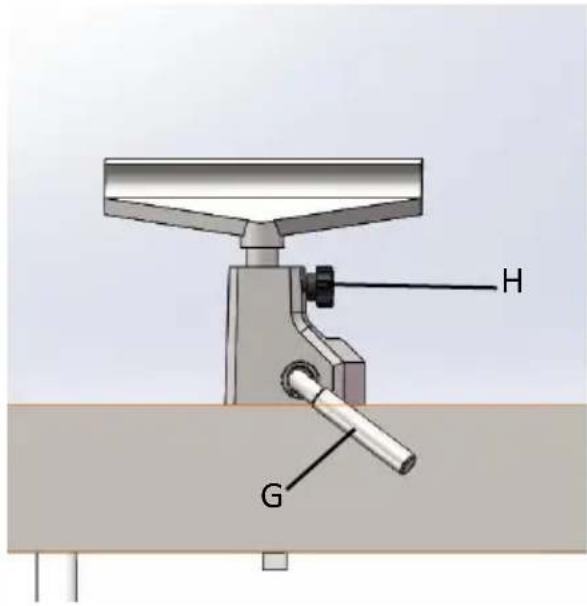
Verktygsstöd
Verktygsstöd medföljer svarven. Det är utformat för att möjliggöra justering av höj position på bädden och vinkel mot arbetsstycket.
Lossa låshandtaget på verktygsstödets bas (G) för att skjuta basen framåt eller bakå för att vinkla den mot bädden. Dra åt låshandtaget ordentligt innan svarven används.
Lossa handtaget (H) för att höja eller sär verktygsstödet och vinkla det mot arbetsstycket. Dra åt handtaget innan använda svarv.
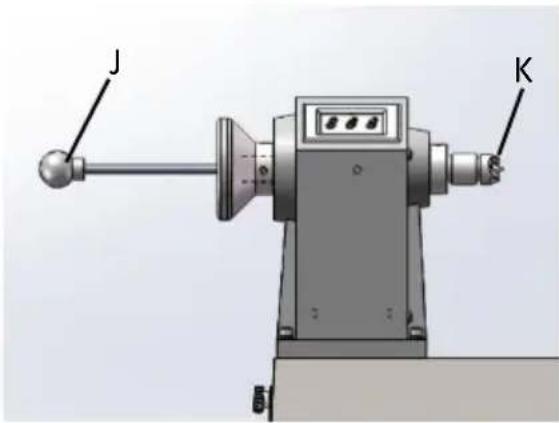
Spurcentrum: Montering/demontering
Centrumaxeln (K) monteras i spindeln på huvuddockan. Centrumaxeln ska först montera på arbetsstycket och sedan installeras i spin
- Koppla bort svarven från strömkällan.
-
Rengör den avsmalnande änden av mitte insidan av
huvuddockans spindel och tryck sedan in m huvuddockans spindel. -
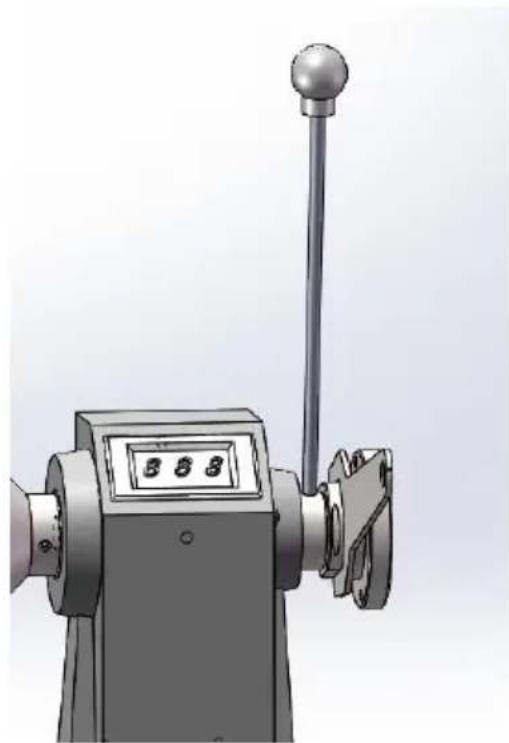
Till ta bort ett centrum, ta först bort arbetsstycket
från svarven. För in knockout-stången (J) ge hålet i handratten och gänga på änden av sporrcentrum.
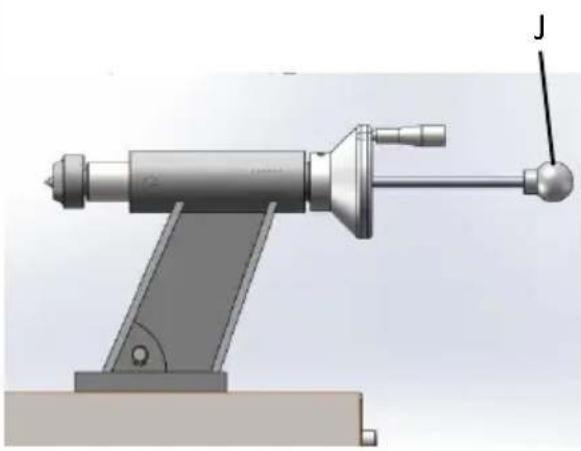
Livecenter: Installera/ta bort
Levande mittpunkter är installerade i dubbdockans pinol.
- Koppla bort svarven från strömkällan.
- Rengör den avsmalnande änden av mitte insidan av dubbdockans pinol, tryck sedan i mitten i pinolen.
- Dra alltid åt pinnans låshandtag när den roterande mittpunkten har placerats korrekt i arbetsstycket. Se till att kilspåret i pinnan ä med låshandtaget.
- För att ta bort ett roterande centrum, ta bort arbetsstycket
från svarven. För in knockout-stången (J) ge hålet i handratten och gänga på änden av roterande centrumet.
- Koppla bort svarven från strömkällan.
- Montera frontplattan på arbetsstycket.
- Montera utslagsstången på hålet på spind till huvuddockan.
- Montera frontplattan på spindeldockans gängor
spindeln och vrid medurs så långt det går. - Dra åt båda ställskruvarna i frontplattan. Tallriken är nu redo att vändas.
- Till ta bort frontplåten, sätt i knockoutstår Lossa båda ställskruvarna i frontplattan och frontplattan moturs med en nyckel för att lo
Hastighetsreglage (D): Medurs för att öka, moturs för att minska. Hastigheten visa som RPM (varv per minut) på den digitala avläsningen.
Framåt/Bakåt (F): Styr spindelns styrning.
På/av-brytare (C): Dra för att starta svarven, tryck för att stoppa.
OPERATION
Informationen som följer är av allmän karaktär och inte avsedd att vara en komp kurs i träsvarvning. Ingenting kan ersätta den kunskap som erhålls genom att præ med erfarna träsvarvare eller genom att konsultera böcker eller facktidningar. Fram allt kommer enkla försök och misstag att bidra till att utveckla skicklighet i hantve
9.1 Inspektion
Apparaten får endast användas i felfritt skick. Kontrollera apparaten visuellt varje g den ska användas. Kontrollera särskilt säkerhetsanordningar, elektriska reglage, elkablar och skruvförband för skador och om de är ordentligt åtdragna. Byt ut al skadade delar innan apparaten används.
- Nivellera din maskin; använd nivelleringsfötterna för att minska vibrationerna.
- Kontrollera lagren; justera endast om det finns ändspel.
- Kontrollera bältet; det ska sitta åt åt men inte för hårt.
- Flakväggar; håll rena, använd stålull för att ta bort eventuella rostfläckar och applicera pastavax för att förhindra rostbildning och ytbehandlingar.
- Verktygsstöd; använd en fil för att ta bort hack och bucklor.
- Spindelkonor; bör vara rena och fria från damm och flisor för att konorna sl korrekt.
- Dubbdocka; rengör och smörj pinolinsatsen och låsanordningen.
- Belysning; rätt belysning är avgörande för att eliminera skuggor och minska ögonansträngning
9.2 Svarvverktyg
Om möjligt, välj endast svarvverktyg av god kvalitet i snabbstål. Verktyg i snabbstål har en egg och håller längre än vanligt kolstål. Allt eftersom man blir på svarvning kan man anskaffa en mängd olika specialverktyg för specifika tillämpningar. Följande verktyg ger grunderna för de flesta träsvarvningsprojekt.
| Skölpar — Används huvudsakligen för grovsågning, detaljsågning och hålprofiler. Grovskölpen är ett ihåligt, dubbelslipat verktyg med rund nos, och detaljskölper ett ihåligt, dubbelslipat verktyg med antingen rund eller spetsig nos. | 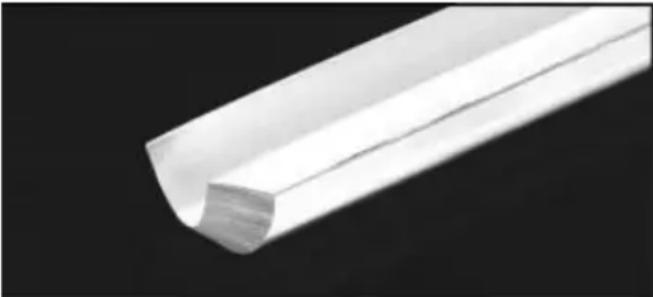 |
| Snedmejsel — Ett mycket mångsidigt verktyg som kan användas för hyvling , fyrkantsfräsning , V-sågning, listfräsning och avstickning. Snedmejseln är platt, dubbelslipad med ena sidan högre än andra (vanligtvis i en vinkel på 20°–40° | 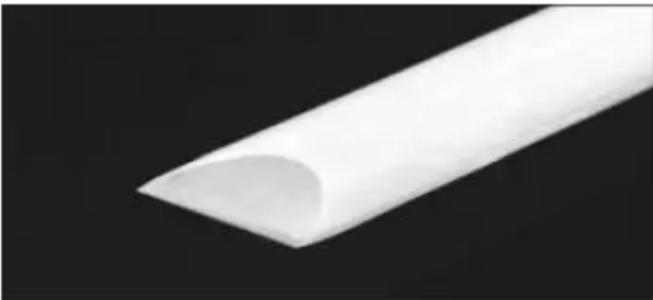 |
| Skrapor – Används vanligtvis där åtkom för andra verktyg är begränsad, till exer vid urholkning. Detta är ett platt, dubbelslipat verktyg som finns i en mär olika profiler (rund nos, spjutspets, fyrka nos etc.) för att matcha många olika konturer. |  |
| Avstickningsverktyg — Används för att dimensionera och kapa av arbete. Detta ett platt verktyg med en vass spetsig r som kan vara enkel eller dubbel jord. | 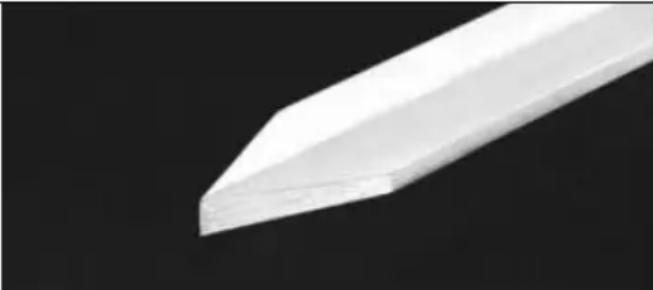 |
| Specialverktyg—Det här är unika verktyg med specialfunktion som hjälper till vid urholkning, skåltillverkning, profilskärning etc. |
- För säkerhet och bästa prestanda, håll verktygen vassa. Om ett verktyg sl
skära eller kräver för högt tryck för att göra ett snitt, måste det slipas. Ett slipjiggar och fixturer av kända märkesmärken finns tillgängliga; en svarvare b dock lära sig att slipa verktyg på fri hand.
- För bästa resultat, använd en långsamt varvtalsslipmaskin (1800 rpm) utrustad med en aluminiumoxidskiva med kornstorlek 60 (för formning) och en aluminiumoxidskiva med kornstorlek 100 (för slutlig slipning och bättring).
Slipmaskinen bör placeras nära svarven och på en bekväm höjd. En diamant håller skivorna i rätt läge och eliminerar glasering.
- Låt aldrig verktyget vila på ett ställe på skivan, håll det i rörelse och rör lätt
- Verktyg av kolstål kan lätt överhettas och bör kylas ofta. Om eggen blir blå l den tappat sitt humör och bör slipas förbi det blå området. Verktyg av snab inte lika benägna att överhettas, men kan skadas om de får bli rödglödgade Verktyg av snabbstål bör inte kylas för kylning. Att slipa med diamantslipning slipsten sparar resor till slipmaskinen och håller eggen fräsch kyld för kylning slipa med diamantslipning eller slipsten sparar resor till slipmaskinen och hållæ eggen fräsch.
9.3 Spindelsvarvning
Spindelsvarvning sker mellan svarvens centrum. Det kräver ett drivcentrum i spindeldockan och ett roterande eller dödcentrum i dubbdockan. Ett skålcentrum snarare än ett koncentrum i dubbdockan minskar ofta risken för att splittra materi
Spindlarnas material bör vara rakfibrigt och fritt från sprickor, kvistar och andra defekter. Det bör skäras 3 till 6 mm större än den färdiga diametern och kan k ytterligare längd så att ändarna kan tas bort senare. Större material bör ha hörn borttagna för att skapa en åttkant, vilket gör det lättare att grovbearbeta till en
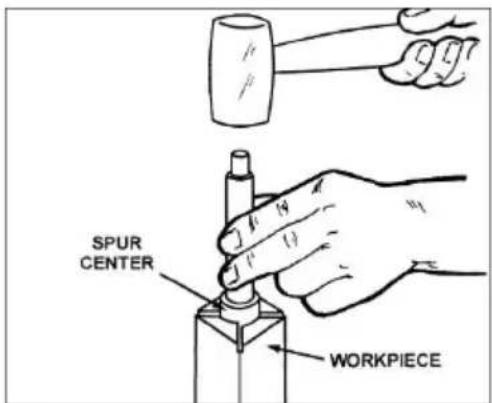
- Med en kombinerad vinkelhake eller ett centrumslag i plast för runt material, lokalisera och markera mitten på varje ände av arbetsstycket. Noggrannhet är inte kritisk på hela runda delar men extremt viktig på material där vinkelräta
sektioner ska finnas kvar. Sätt en grop i materialet med en syl eller spik, e använd en fjäderbelastad automatisk centrumkörnare.
- Extremt hårt trä kan kräva att man sågar spår i ändarna av stocken med bandsåg, så att träet accepterar både spårcentrum och rotationscentrum.
- Slå in spetscentrumet cirka 0,6 mm i arbetsstycket med en träklubba eller dödslager. Var försiktig så att du inte spricker i arbetsstycket.
-
Se till att spindeldocka är låst till svarvbädden.
-
Rengör den avsmalnande änden av den cylindriska mitten och insidan av spindeln.
-
För in den koniska änden av den cylindriska mitten (med det bifogade arbetsstycket) i spindeln.
-
Stöd arbetsstycket medan dubbdockan förs till rätt position cirka 2,5 cm från arbetsstyckets ände. Lås dubbdockan i bädden.
-
För fram dubbdockans pinol med handhjulet för att placera den roterande mittpunkten i arbetsstycket. Använd tillräckligt med tryck för att säkra arbetsstycket mellan mittpunkterna så att det inte flyger av, men använd inte högt tryck.
-
Dra åt låshandtaget för pinnskruven.
-
Flytta verktygsstödet till rätt position. Det ska vara parallellt med arbetsstyckes strax under mitten linje och ungefär 3–6 mm från hörnen på arbetsstycket s ska svarvas. Dra åt verktygsstödets bas till svarvbädden.
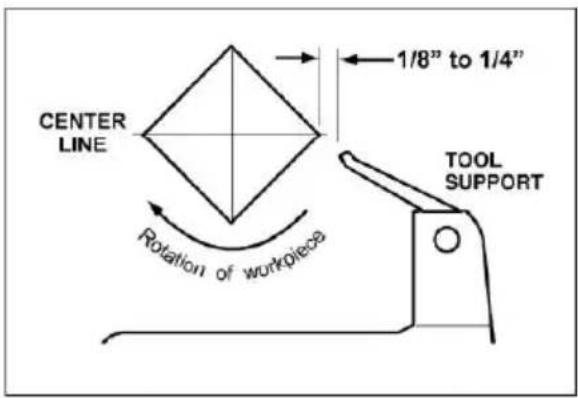
-
Rotera arbetsstycket för hand för att kontrollera att det finns rätt spelrum.
-
Starta svarven på lägsta hastighet och höj den till lämpligt varvtal för arbetsstyckets storlek. Se den digitala avläsningen på spindeldockan.
9.5 Skärtekniker
9.5.1 Grovbearbetning
-
Börja med en stor grovskölp. Placera verktyget på verktygsstödet med verktyg häl mot ytan som ska skäras.
-
Lyft verktygshandtaget långsamt och försiktigt tills skäreggen kommer i kontak med arbetsstycket.
-
Börja cirka 5 cm från arbetsstyckets dubbdocka och rulla verktygets spår (de urholkade delen) i skärriktningen. Gör långa, svepande snitt i en kontinuerlig rörelse för att grovbearbeta arbetsstycket till en cylinder.
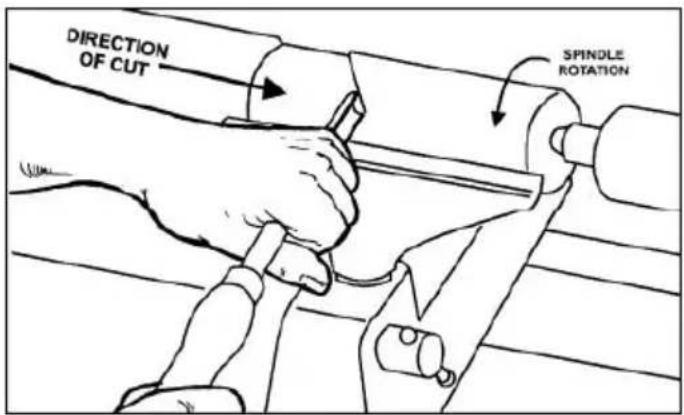
- Håll så mycket som möjligt av verktygets avfasning i kontakt med arbetsstych för att säkerställa kontroll och undvika att det fastnar. OBS: Såga alltid nedf
backen, eller från stor diameter till liten diameter. Arbeta alltid mot slutet av arbetsstycke, börja aldrig såga i slutet.
-
När arbetsstycket är grovbearbetat till en cylinder, jämna ut det med en stor snedställning. Håll snedställningshandtaget vinkelrätt mot spindeln och använd endast den mittersta tredjedelen av skäreggen för ett långt, jämnt snitt (om snedställningens punkter vidrör det roterande arbetsstycket kan det orsaka att arbetsstycket fastnar och förstörs).
-
Lägg till detaljer på arbetsstycket med snedställning, avstickningsverktyg, skrap eller spindelmejsel.
9.5.2 Pärlor
-
Gör ett avstickningssnitt för det som ska bli en pärla till önskat djup. Placer avstickningsverktyget på verktygsstödet och flytta verktyget framåt så att hela verktygets fas kommer i kontakt med arbetsstycket. Lyft försiktigt handtaget fö göra snittet till lämpligt djup.
-
Upprepa för andra sidan av pärlan.
-
Använd en liten sned eller spindelurholk, börja i mitten mellan de två snitter skär ner på varje sida för att bilda pärlan. Rulla verktyget i snittriktningen.
9.5.3 Vikar
- Använd en spindelmejs. Med verktygets spår i 90 graders vinkel mot arbetsstycket, rör verktygets spets vid arbetsstycket och rulla in mot botten a hålet. Stanna vid botten; om du försöker gå upp på motsatt sida kan verkty fastna.
-
Flytta verktyget över önskad bredd på vikhålet.
-
Med spånröret vänt i motsatt riktning, upprepa steg 1 för andra sidan av hå Stanna vid botten av urtaget.
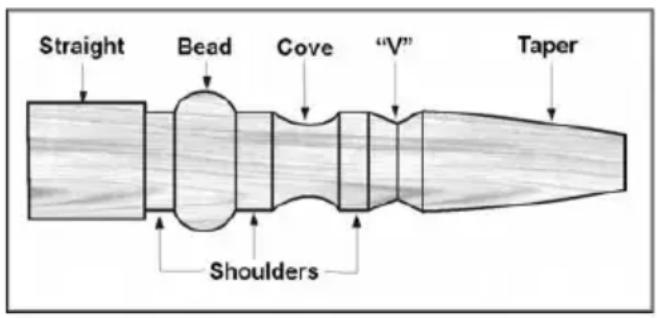
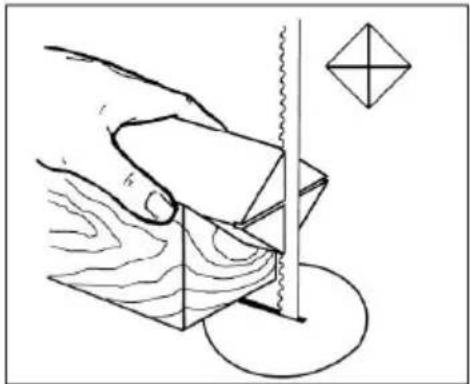
9.5.4 "V"-snitt
- Använd den långa spetsen på sneddelen. (OBS: Tryck inte den långa spetses sneddelen direkt in i arbetsstycket för att skapa "V"-et; detta kommer att res i ett bränt eller polerat "V" med fibrer som rullas upp på båda sidor.)
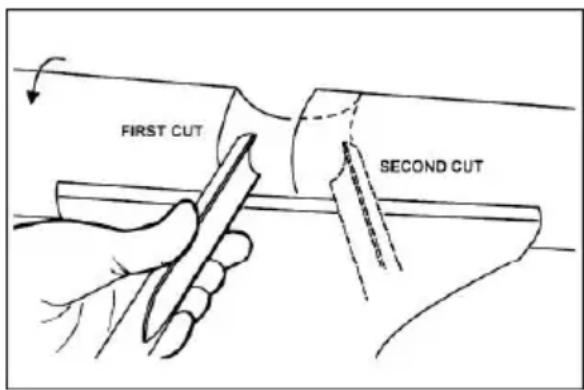
- Markera lätt mitten av "V" med spetsen av skeven.
- Flytta snedpunkten till den högra halvan av önskad bredd på ditt snitt.
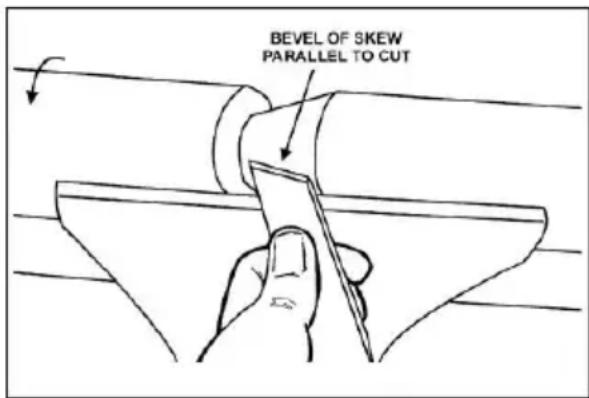
- Med avfasningen parallell med snittets högra sida, lyft handtaget och tryck in verktyget till önskat djup.
- Upprepa från vänster sida. De två snitten ska mötas längst ner och lämna V-snitt.
- Ytterligare snitt kan göras för att öka antingen snittets djup eller bredd.
9.5.5 Avstickning
- Använd avskiljningsverktyg.
- Justera svarvhastigheten till lägre varvtal för avstickning av ett arbetsstycke.
- Placera verktyget på verktygsstödet och lyft handtaget tills det börjar skära o fortsätt att skära mot arbetsstyckets mitt.
- Håll löst i biten i ena handen medan den lossnar från träspillet.
9.5.6 Slipning och ytbehandling
-
Om du lämnar rena snitt minskar du mängden slipning som behövs. Flytta verktygsstödet åt sidan, justera svarven till låg hastighet och börja med fint sandpapper (120 korn eller finare). Grovare sandpapper lämnar djupa repor s är svåra att ta bort och matta, skarpa detaljer på spindeln. Fortsätt med va kornstorlek utan att hoppa över kornstorlekar (hoppa till exempel inte från 12 korn till 220 korn). Vik sandpapperet till en dyna; linda inte sandpapper runt fingrarna eller arbetsstycket. För att applicera en finish kan arbetsstycket lämr kvar på svarven.
-
Stäng av svarven och applicera finishen med en pensel eller pappershanddu Avlägsna överflödig finish innan du startar svarven igen. Låt torka och slipa med sandpapper med kornstorlek 320 eller 400. Applicera ett andra lager fin och polera.
9.6 Vändning av frontplatta och skål
Svarvning av frontplåtar görs normalt på insidan av spindeldockan ovanför bäck Större arbetsstycken måste svarvas på utsidan. Rotera spindeldockan till önskad position; eller ta bort dubbdockan och verktygsstödet och skjut spindeldockan till motsatt ände av bädden.
9.6.1 Monteringsmaterial
Att använda en frontplatta är den vanligaste metoden för att hålla ett träblock för vrida skålar och tallrikar:
- Välj material som är minst 3–6 mm större än varje dimension på det färdig arbetsstycket.
- Välj alltid den planplatta med den största diametern som kan användas för arbetsstycke som ska svarvas.
- Sann en yta av arbetsstycket för montering mot frontplattan.
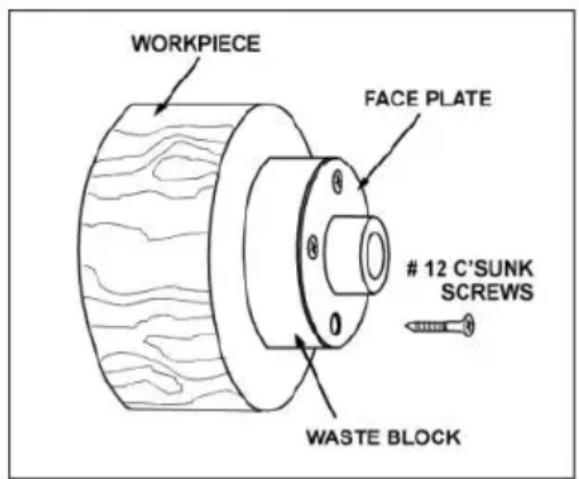
- Använd frontplattan som mall, markera platsen för monteringshålen på arbetsstycket och borra förhål i lämplig storlek. Frontplattor borras för skruvar 12. (Phillips- och fyrkantsskruvar håller bättre än spårskruvar. Skruvar av metallplatta är sätthärdade med djupare och vassare gångor än träskruvar.) C monteringsskruvarna på frontplattan kommer i kontakt med arbetsstycket kan I eller spillkloss användas:
- Gör ett block med samma diameter som frontplattan. Både spillblocket och arbetsstycket ska ha plana ytor för limning.
- Limma fast blocket på arbetsstycket. Undvik att använda brunt papper eller tidningspapper mellan spillblocket och arbetsstycket. Det kan fungera bra om använder skrapor, men en liten hakning med en skålskölp kan separera de OBS: Var försiktig med vilket lim du väljer när du använder ett spillblock. Torra arbetsstycken kan limmas med vanligt vitt eller gult lim men måste klämmas fast säkerställa god binding. Gröna arbetsstycken kräver cyanoakrylatlim.
9.6.2 Frontplatta eller chuck
- Även om frontplattor är den enklaste och mest pålitliga metoden för att hålla träblock för svarvning, kan chuckar också användas.
- Eftersom det finns dussintals chuckar att välja mellan, bör träsvarvaren först överväga alla olika typer av svarvning som kommer att göras, och läsa rappeller diskutera med andra svarvare som äger chuckar innan han fattar ett be
- En chuck är inte ett krav, men är praktisk när man arbetar med mer än en gången. Istället för att ta bort skruvar öppnar du helt enkelt chucken och by arbetsstycke.
- De mest populära är fyrkäftschuckar med en mängd olika käftar för att pass tappstorlekar. De flesta har även en skruvchuck.
9.6.3 Träval
Ved är det billigaste och mest tillgängliga materialet att använda när man lär dreja skålar. Slösa helt enkelt bort ved ett tag genom att öva på drejtekniker. U skicklighet med varje verktyg innan du försöker tillverka ett färdigt verk. Det är b börja med torrt trä, utan att oroa dig för uttorkning eller deformation. När drejning bekväm, prova färskt trä som skär mycket lätt. Allt eftersom drejaren får erfarenh kommer han eller hon att upptäcka extraordinär ådring och form i form av noppogrenar och barkinslag.
9.6.4 Kontroller och sprickor
- Nybyggt trä kommer att spricka och spricka. För bästa resultat, låt stockarna så långt som du klarar av. När materialet börjar torka kommer ytsprickor att uppstå i stockens ändar. Såga av fem till sju centimeter så bör du hitta brä trä. Såga även stocken på mitten längs märgen för att undvika att den sitte det färdiga stycket. De flesta sprickor utstrålar från märgen.
- När du svarvar skålar av färskt trä, se till att bibehålla en jämn väggtjocklek stycket. Om en bit lämnas tjock på vissa ställen och tunn på andra komme att torka ojämnt och främja sprickbildning.
9.6.5 Förvrängning
Deformation är ett problem som är förknippat med att vända färskt trä. Det varie en träsort till nästa. Vanligtvis tenderar fruktträ att deformeras mer än andra. Det varierar också med vilken tid på året trädet höggs och hur stockarna förvaras.
9.6.6 Verktyg för skålvändning
- Den djupt räfflade skålmejslen är det viktigaste och mest mångsidiga verktyget de flesta skål- och tallrikssvarvningar. Skålmejslen är tyngre och lättare att kontrollera än andra typer av mejslar. Den möjliggör också borttagning av trä mycket snabbare och med mindre vibrationer än andra mejslar. De flesta arb med genomsnittlig skålstorlek kan utföras med en 3/8" eller 1/2" skålmejsl.
- En 6 mm skålskölp passar bäst för mindre skålar och lättare finsnitt. Större 6 och 2,5 mm skålskölpar används endast för extremt stora bitar.
- Stora, välvda skrapor kan också användas för att rengöra insidan av skålar. E lätt beröring med skrapan lätt lutad tar bort några av de åsar som ibland k uppstå efter en nybörjarskål.
9.7 Tekniker för skålvändning
9.7.1 Att forma skålens utsida
- Ojämnt formade noppor, grenar och andra oregelbundet formade ämnen kräve särskild förberedelse innan de monteras i en chuck eller på en frontplatta. T barken, om det finns någon, från det som ser ut att vara mitten av arbetss ovansida.
- Slå in sporrens centrum i arbetsstyckets ovansida med en klubba eller dödsl
- Skjut in den cylindriska mittendelen i spindeldockens kona och placera dubbdockan med ett levande eller kullager i läge. Lås dubbdockan mot bädd och för fram dubbdockans spindel för att placera koppens mittdel i arbetsstyc Dra åt kolvens låshandtag.
- Vrid arbetsstycket för hand för att säkerställa korrekt spelrum.
- Starta svarven på lägsta hastighet och höj den till maximal säkra hastighet storlek som ska bearbetas. Om maskinen börjar vibrera, sänk hastigheten tills vibrationerna upphör.
-
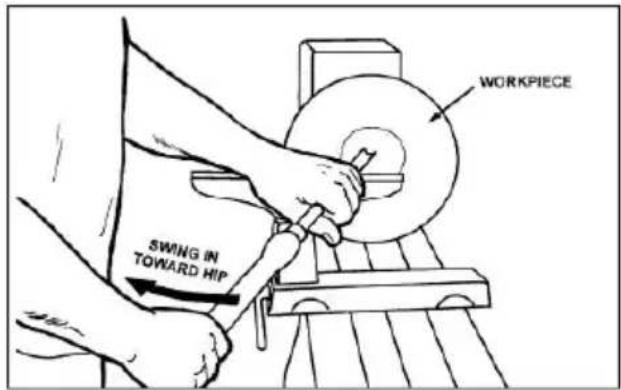
Gröp ut utsidan av skålen med den 1,25 cm djupa, räfflade skålskölpen, ocl verktygets handtag stadigt mot höften. För bästa kontroll, använd hela kroppe för att föra skölpen genom arbetsstycket.
-
Allt eftersom skålen tar form, arbeta på botten (dubbdocka-änden) för att gör möjligt att fästa en frontplatta.
-
Vrid en kort tapp (cirka 6 mm lång) i samma storlek som hålet i frontplatta gör det möjligt att centrera arbetsstycket när frontplattan är monterad. (OBS: du planerar att använda en chuck, vrid en tapp med lämplig längd och diar för att passa din chuck.)
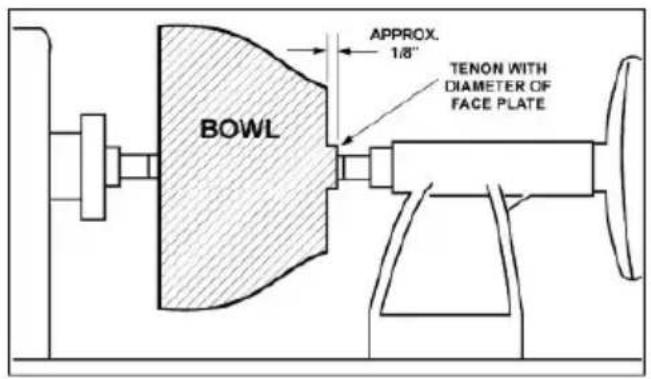
- Stoppa svarven, ta bort arbetsstycket och montera frontplattan eller chucken.
Ytorna på frontplattan och arbetsstycket ska vara i jämnhöjd med varanc
- Avsluta med att vrida utsidan av skålen med en 1,25 mm eller 1,3 mm skå Lämna extra material vid skålens botten som stöd medan du vrider insidan. tas bort senare.
9.7.2 Att forma skålens insida
-
Stoppa svarven och flytta bort dubbdockan. (Du kanske vill ta bort mittendele från dubbdockan för att undvika att stöta i den med armbågen.)
-
Justera verktygsstödet framför skålen strax under mitten linje, i rät vinkel mo svarvens spår.
-
Rotera arbetsstycket för hand för att kontrollera spelet.
-
Avsluta skålens ovansida genom att göra ett lätt klippsnitt tvärs över arbetsstyckets ovansida, från kanten till mitten.
-
Placera 1/2" skålskölpen på verktygsstödet i mitten av arbetsstycket med ränivänd mot skålens ovansida. Verktygets handtag ska vara i våg och peka m klockan fyra-läget.
-
Använd vänster hand för att kontrollera mejslingens skärkant, medan höger h svänger verktygshandtaget mot kroppen. Spåret ska börja med att vara vänt arbetsstyckets ovansida och rotera uppåt allt eftersom det rör sig djupare in skålen för att bibehålla en ren, jämn kurva. Allt eftersom verktyget går djupa
skålen, arbeta dig gradvis utåt mot kanten. Det kan vara nödvändigt att vrid verktygsstödet in i arbetsstycket allt eftersom du kommer djupare in i skålen.
- Utveckla väggtjockleken vid kanten och bibehåll den när du arbetar dig djupa i skålen (När biten är tunn mot botten kan du inte göra den tunnare vid k När insidan är klar, flytta verktygsstödet utåt för att omdefiniera skålens botte (Generell tumregel: basen ska vara ungefär 1/3 av skålens totala diameter).
- Bearbeta det trånga området runt frontplattan eller chucken med en 6 mm skålskölp.
- Börja separeringen med ett avdelningsverktyg, men skär inte helt igenom än.
9.7.3 Slipning och ytbehandling
- Ta bort verktygsstödet och justera svarvhastigheten till cirka 500 varv/min. Hö hastigheter kan skapa friktion vid slipning och orsaka värmesprickor i vissa träslag.
- Börja med fint sandpapper (kornstorlek 120) och fortsätt med varje kornstorlel med endast lätt tryck. Grovare sandpapper tenderar att lämna djupa repor so svåra att ta bort. Använd högtryckssliptekniker för att undvika koncentriska slipmärken runt det färdiga möbeln. Undvik att runda av över kanten och fot med sandpapper; försök att hålla detaljerna skarpa. Avsluta slipningen med kornstorlek 220.
- Avlägsna slipdamm med häfttrasor eller tryckluft och applicera det första lagre med avstängd svarv. Låt verka i flera minuter och torka bort överflödigt dam torka innan du slipar igen med sandpapper med kornstorlek 320 eller 400.
- Slå på svarven igen och fortsätt separeringssnittet nästan hela vägen genom basen. Stanna vid cirka 7,5 cm och använd en liten fintandad såg för att skålen från avfallet.
- Applicera ett andra täckskikt och låt torka innan polering.
MAINTENANCE
Innan du utför underhåll på svarven, koppla bort den från eluttaget. genom att dra ur kontakten eller slå av huvudströmbrytaren. Underlåtenhet at följa anvisningarna kan orsaka allvarliga skador.
10.1 Allmänna procedurer
- Underhåll på svarven 1218 bör utföras med jämna mellanrum för att säkerställa att maskinen är i gott skick, att alla fästelement är åtdragna och att alla nödvändiga justeringar har gjorts. Inspektion och underhåll bör utföras minst t gånger om året, men oftare om svarven används konstant.
- Rengör och olja svarvbädden så att spindeldocka, dubbdocka och verktygsstödsbas glider lätt. Rengör eventuella rostfläckar som kan uppstå på svarvbädden med ett kommersiellt rostborttagningsmedel.
- Använd tryckluft för att blåsa ut insidan av spindeldocka för att förhindra att sågspån och flisor samlas på remmar och trissor. Blås även bort skräp som samlas i motorfläkten och runt växelriktaren. Demontera inte växelriktaren fö rengöring!
- Rengör ofta morsekonerna på både spindeldockan och dubbdockan. Kommersiellt tillgängliga konrengöringsmedel kan köpas i verktygsaffärer.
- Lager är permanent smorda och tätade och kräver ingen ytterligare smörjning.
10.2 Remskiva och remjustering
- Motorns och spindelns remskivor är justerade i förhållande till varandra av tillverkaren, men om någon service utförs som påverkar deras uppriktning är mycket viktigt att de justeras på nytt. Lås spindellåset, lossa två ställskruvar spindelskivan (E, figur 9-12) med en 3 mm insexnyckel och skjut spindelskiva rätt läge. Dra åt ställskruvarna och lossa spindellåset.
- När remskivor och rem är korrekt justerade bör det inte finnas några ovanliga pulserande ljud eller oväsen från remmen.
10.3 Rembyte
För att byta rem eller remskiva, gör noggrant följande. Om du är osäker på om byta rem eller remskiva, kontakta teknisk service eller ta spindeldocka till en auktoriserad serviceverkstad.
106.Koppla bort svarven från strömkällan.
-
Lossa svänglåshandtaget och lyft upp spännhandtaget för att höja motorn.
-
Dra åt svänglåshandtaget för att säkra motorn i upplyft läge.
-
Dra av remmen från remskivorna.
-
Lossa ställskruvarna på handratten.
-
Skruva loss handhjulet från spindeln.
112.Avslingningsringen som håller fast från spindeln.
-
Skjut spindeln en liten bit ut ur spindelhuset, precis tillräckligt för att ta bort remskivan eller remmen. OBS: Vid behov, knacka på spindelns ände med et träblock eller en gummiklubba för att flytta den. Använd inte en stålhammare direkt mot spindeln.
-
Om du byter ut en remskiva, lossa båda ställskruvarna och skjut av remskiv från spindeln.
115.Montera den nya remskivan och dra åt de två ställskruvarna löst. Se till att remskivan är korrekt orienterad och att nyckeln är korrekt isatt i spindelspåre
- Skjut tillbaka spindeln på plats.
117.Sätt tillbakaringens fäste.
-
Sätt tillbaka handhjulet och dra åt ställskruvarna.
-
Rikta in den nya remskivan och dra sedan åt båda ställskruvarna ordentligt remskivan.
-
Lossa svänglåshandtaget och sänk motorn med spännhandtaget.
Varning: Vissa korrigeringar kan kräva en kvalificerad elektriker.
TROUBLESHOOTING LATHE
| Symptom | Möjlig orsak | Korrektion |
| Motorn utvecklar inte full effekt | Överbelastad strömledning. | Korrigera överbelastningsförhållandet. |
| För små ledningar i matningssysteme eller förlängningssladden är för lång | Öka matningskabelstorleken | |
| Lågspänning | Begär spänningskontroll från elbolaget o korrigera lågspänningsläget | |
| Sliten motor | Byt motor | |
| Motorn eller spindeln stannar eller startar inte. | Överdrivet snitt. | Minska skärdjupet |
| Sliten eller trasig rem. | Byt ut remmen. | |
| Felaktig kylning av motorn | Blås ut sågspån från motorhusets fläkt | |
| Slitna spindellager | Byt lager | |
| Sliten motor | Byt motor | |
| Överdriven vibration eller ljud | Arbetsstycket är skevt, orunt, har allvarliga defekter och var felaktigt förberett för svarvning. | Åtgärda problemet genom att hyvla eller såga arbetsstycket, eller kassera det he och använd ett nytt arbetsstycke. |
| Spindelrotation för snabb | Minska hastigheten | |
| Slitna spindellager | Byt spindellager | |
| Drivremmen är feljusterad eller sliten | Rikta in remmen. Byt ut om den är st | |
| Motorfästets bultar är lösa. | Dra åt bultarna | |
| Svarv på ojämn yta | Justera nivåfötterna. | |
| Verktyg tenderar att gripa tag i elle gräva sig fast. | Slöa verktyg | Håll verktygen vassa |
| Verktygsstödet är för lågt inställt | Flytta verktygets vilohöjd | |
| Verktygsstödet är för långt från arbetsstycket | Flytta verktygsstödet närmare arbetsstycket. | |
| Felaktigt verktyg används. | Använd rätt verktyg för drift. | |
| Dubbdockan rör signär tryck appliceras. | Kamlåsmuttern behöver justeras | Dra åt kamlåsmuttern |
| För högt tryck appliceras av dubbdockan. (Obs: Dubbdockans skruvverkan kan applicera för högt tr på arbetsstycket och spindeldokan. Applicera endast tillräckligt med kraft med dubbdockan för att hålla arbetsstycket säkert på plats. För högt tryck kan orsaka ska på maskinen.) | Skjut dubbdockan till svarvens högra sid mot stoppet. Flytta spindeldockan till rätt position och tryck på arbetsstycket med dubbdockan. | |
| Svarvbäddens och dubbdockans kontaktytor är feta eller oljiga | Ta bort dubbdockan och rengör ytorna ett rengörings-/avfettningsmedel. Applicera ett tunt lager olja på svarvbäddens yta. | |
| Digital avläsning fungerar inte | Digital sensor felaktig position. | Öppna remåtkomsten och positionssensorn så att den läser av bultarna |
| ING A. | BESKRIVNING | ANTA L | INGA . | BESKRIVNING | ANTA L |
| 1 | Säng | 1 | 2 | Skruv ST4.2×16 | 4 |
| 3 | Verktygshållare | 1 | 4 | Skruv M10×20 | 2 |
| 5 | Variabelt snabbval | 1 | 6 | Tallrik | 1 |
| 7 | Spindelriktningsomkopplare | 1 | 8 | Växla | 1 |
| 9 | Skruv M4×20 | 2 | 10 | Sexkantsmutter M10 | 2 |
| 11 | Låsplatta | 2 | 12 | Excentrisk axel | 1 |
| 13 | Låsspak | 1 | 14 | Bult | 1 |
| 15 | Skruv M6×6 | 6 | 16 | Ratt | 1 |
| 17 | Dubbdocka | 1 | 18 | Ringhållare 10 | 1 |
| 19 | Dubbdocka-fjäder | 1 | 20 | Svansaxel | 1 |
| 21 | Konisk stång | 1 | 22 | Kullager 6201 | 1 |
| 23 | Koppcentrum | 1 | 24 | Spindelcentrum för spindeldocka | 1 |
| 25 | Motor | 1 | 26 | Skruv M8×16 | 2 |
| 27 | Fjäderbricka 8 | 2 | 28 | Plattbricka 8 | 2 |
| 29 | Motorplatta | 1 | 30 | Platt nyckel 6×40 | 1 |
| 31 | Plattbricka 5 | 4 | 32 | Fjäderbricka 5 | 4 |
| 33 | Skruv M5×16 | 4 | 34 | Motorremskiva | 1 |
| 35 | Ratt | 1 | 36 | Kullager 6005 | 1 |
| 37 | Ringhållare 47 | 1 | 38 | Drivremskiva | 1 |
| 39 | Drivrem | 1 | 40 | Ringhållare 47 | 1 |
| 41 | Kullager 6204 | 1 | 42 | Spindel för huvuddocka | 1 |
| 43 | Bricka 4 | 4 | 44 | skruv M4×10 | 2 |
| 45 | Kopplingsbox | 1 | 46 | skruv M3×6 | 4 |
| 47 | Isoleringskolumn | 4 | 48 | Kretskort | 1 |
| 49 | Tallrik | 1 | 50 | Skruv ST3,5×16 | 4 |
| 51 | Trådklämma | 2 | 52 | Nätsladd | 1 |
| 53 | Gummibricka | 4 | 54 | Sidoplatta | 1 |
| 55 | Skruv M6×10 | 3 | 56 | Stationär knopp | 1 |
| 57 | Vridknapp | 2 | 58 | Skruv M6×12 | 1 |
| 59 | Kabelklämma | 2 | 60 | Plattbricka 6 | 4 |
| 61 | Fjäderbricka 6 | 4 | 62 | Skruv M6×30 | 4 |
| 63 | Bakre lock | 1 | 64 | Bult | 1 |
| 65 | Ringhållare 12 | 2 | 66 | Verktygsstödbas | 1 |
| 67 | Verktygsstöd | 1 | 68 | Låsspak | 1 |
| 69 | Täcka | 1 | 70 | Låshandtag för knivbas | 1 |
| 71 | Skruv M5×12 | 2 | 72 | Spindelvarvtalsavläsning | 1 |
| 73 | Kabelklämma | 2 | 74 | Skruv M4×12 | 2 |
| 75 | Huvuddocka | 1 |
Tillverkare: Shanghaimuxinmuyeyouxiangongsi
Adress: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200 000 kanadensiska republiken.
Importerad till Australien: SIHAO PTY LTD. 1 ROKEVA
STREETEASTWOOD
NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim
Plats, Rancho Cucamonga, Kalifornien 91730
| UK | REP |



