
WOOB-4004000 - Pialla spessore MSW - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo WOOB-4004000 MSW in formato PDF.

Domande degli utenti su WOOB-4004000 MSW
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Pialla spessore in formato PDF gratuitamente! Trova il tuo manuale WOOB-4004000 - MSW e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. WOOB-4004000 del marchio MSW.
MANUALE UTENTE WOOB-4004000 MSW
Questo manuale utente è stato tradotto utilizzando la traduzione automatica. Abbiamo fatto ogni sforzo per garantire l'accuratezza della traduzione, ma tieni presente che le traduzioni automatiche non sono perfette e non intendono sostituire i traduttori umani. La versione ufficiale del Manuale d'uso è in inglese. Eventuali differenze tra la versione tradotta e quella originale in inglese non sono giuridicamente vincolanti. In caso di dubbi sull'accuratezza della traduzione, fare riferimento alla versione inglese, che è il riferimento ufficiale. Versioni in altre lingue sono disponibili su richiesta scrivendo a info@expondo.com.
Dati tecnici
| Descrizione del parametro Valore del parametro | |
| Nome del prodotto Piallatrice e piallatrice a spessore | |
| Modello | MSW-WOOB-4004000 |
| Tensione nominale [V~, N] / frequenza [Hz] 400, 3 / 50 | |
| Potenza nominale [W] 4000 | |
| Proprietà intellettuale | 20 |
| Velocità del blocco di taglio [/min] 5500 | |
| Dimensioni del coltello [mm] 410*25*3 | |
| Pialla - Capacità di taglio [mm] 3 | |
| Pialla – Dimensioni del tavolo [mm] 1640*410 | |
| Spessore - Capacità di taglio [mm] 4 | |
| Spessore - Dimensioni del tavolo [mm] 600*408 | |
| Spessore – Altezza massima [mm] 225 | |
| Spessore – Velocità di avanzamento [m/min] 7 | |
| Dimensioni [larghezza * lunghezza * altezza; mm] | 1650*940*965 |
| Peso [kg] 260 | |
Descrizione del dispositivo
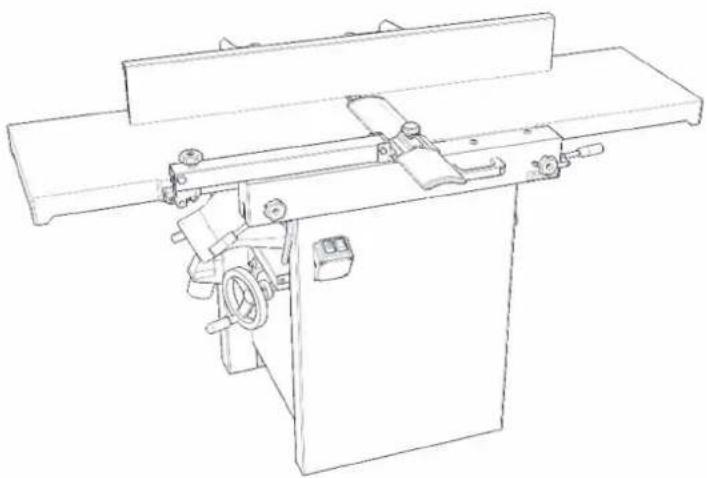
Il prodotto è una piallatrice a spessore combinata, progettata per l'uso in falegnamerie. È destinato alla lavorazione longitudinale del legno e di materiali simili, con una larghezza massima del pezzo in lavorazione di 310 mm.
La macchina è progettata per operazioni eseguite da un solo utente.
L'utente è responsabile di eventuali danni derivanti da un uso improprio del dispositivo.
Specifiche relative al rumore del dispositivo
| Livello di rumore A nel luogo di funzionamento (LpAeq) | Senza carico | LpAeq =81,7 dB(A) |
| Carico | LpAeq =89,5 dB(A) | |
| Livello di potenza acustica A (LWA) | Senza carico | LWA = 94,5 dB(A) |
| Carico | LWA = 103 dB(A) |
Le condizioni operative per la misurazione del rumore sono conformi all'allegato B della norma ISO 7960. I valori indicati si riferiscono alle emissioni e non implicano necessariamente valori di sicurezza sul lavoro. Sebbene esista una correlazione tra il valore delle emissioni e i livelli di esposizione, questi valori non possono essere utilizzati per determinare in modo affidabile se siano necessarie misure aggiuntive. I fattori che influenzano i livelli effettivi di esposizione dei lavoratori includono le proprietà dell'area di lavoro, altre fonti di rumore, ecc., ad esempio il numero di macchine e le altre procedure adiacenti. Inoltre, i livelli massimi di esposizione consentiti possono variare da Paese a Paese. Queste informazioni dovrebbero aiutare l'utilizzatore della macchina a valutare meglio il rischio e il tasso di rischio.
Controlli di preparazione e operativi
Ricezione
Disimballare con cura la macchina e tutti gli oggetti staccati dalla cassa di legno e ispezionarli per verificare che non siano danneggiati. Eventuali danni devono essere segnalati immediatamente al distributore e allo spedizioniere. Prima di procedere oltre, leggere attentamente il manuale per acquisire familiarità con le corrette procedure di montaggio, manutenzione e sicurezza.
Rimuovere le viti che fissano la macchina al pallet di spedizione. Rimuovere la vernice protettiva dal tavolo, dai rulli del letto, dai rulli di alimentazione, dalla testina di taglio e dagli elementi sciolti imballati insieme alla macchina. Questo rivestimento può essere rimosso con un panno morbido inumidito con cherosene. Non utilizzare acetone, benzina o diluente per vernici per questo scopo. Non usare solventi sulle parti in plastica.
Disimballaggio
- Rimuovere tutto il contenuto dal cartone per la spedizione. Non gettare via la scatola o il materiale di imballaggio finché la macchina non è stata installata e funzionante in modo soddisfacente.
- Controllare il contenuto per verificare che non vi siano danni dovuti alla spedizione. Segnalare eventuali danni al distributore.
- Strumenti necessari per il montaggio:
• 1*Cacciavite a croce
• Chiave esagonale da 1*4 mm
• Chiave esagonale da 1*5 mm
• Chiave esagonale da 1*6 mm
• 1 chiave a tubo da 10 mm
• 1 chiave a tubo da 13 mm
Nota: l'uso di bussole e cricchetti velocizza i tempi di assemblaggio, ma non è obbligatorio.
Qualifiche lavorative
La macchina può essere utilizzata solo da un esperto qualificato nel campo della lavorazione del legno o da un lavoratore istruito e formato da tale esperto, indipendentemente dal sesso. Durante l'uso della macchina, l'operatore deve acquisire familiarità con le presenti istruzioni e rispettare tutte le norme, i regolamenti e le disposizioni di sicurezza in vigore nel rispettivo Paese.
Ambiente di lavoro
La macchina deve essere utilizzata in un ambiente di officina, la cui temperatura non superi i +40 °C e non scenda sotto i +5 °C. L'umidità relativa dell'ambiente è compresa tra il 30% e il 95%, senza condensa. L'altezza sopra il livello del mare arriva fino a 1000 m.
Temperatura di stoccaggio e trasporto: -25\~+55 °C
Classificazione ambientale - pericolo di incendio da polvere infiammabile.
Collegare la corrente

ATTENZIONE! Tutti i collegamenti elettrici devono essere effettuati da un elettricista qualificato.
Tutte le regolazioni o riparazioni devono essere eseguite con la macchina scollegata dalla fonte di alimentazione e dalla spina. La mancata osservanza può causare gravi lesioni!
Questa macchina non è dotata di spina. Utilizzare una spina e una presa con una potenza nominale di almeno 20 ampere. Il circuito della macchina deve essere protetto anche da un interruttore automatico o da un fusibile da almeno 20 ampere.
Assicurarsi che la testina di taglio si muova nella direzione corretta. In caso contrario, è sufficiente invertire due fili di fase sull'ingresso dell'alimentazione.
Comandi operativi

ATTENZIONE!
- Prima di effettuare qualsiasi regolazione, scollegare la macchina dalla fonte di alimentazione. La mancata osservanza può causare gravi lesioni.
- I coltelli Cutterhead sono pericolosamente affiliati. Prestare la massima attenzione quando si lavora in prossimità di tali zone. La mancata osservanza può causare gravi lesioni.
Configurazione della giuntatrice alla pialla
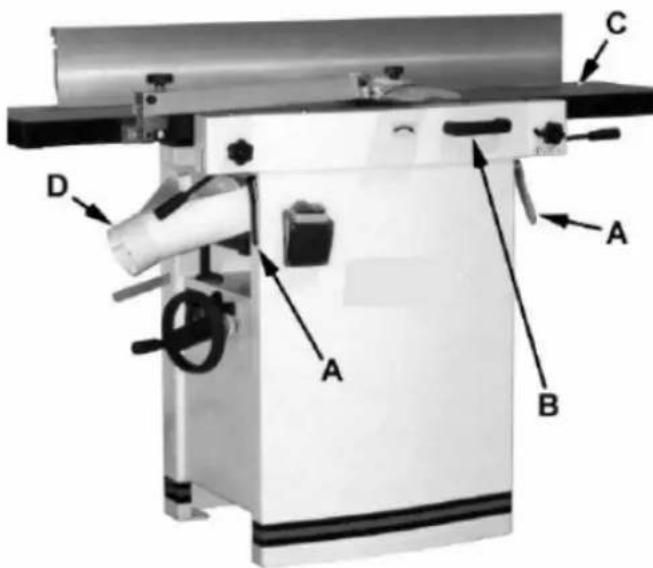
Per modificare la configurazione della macchina da giuntatrice a pialla (fare riferimento alla Figura 2):
-
Sbloccare entrambi i blocchi del tavolo dell'armadio (A) ruotando le maniglie verso l'operatore, quindi allontanandole dalla macchina.
-
Sollevare il tavolo (C) utilizzando la maniglia (B).
Il tavolo è pesante. Prestare attenzione durante il sollevamento. La mancata osservanza può causare gravi lesioni.
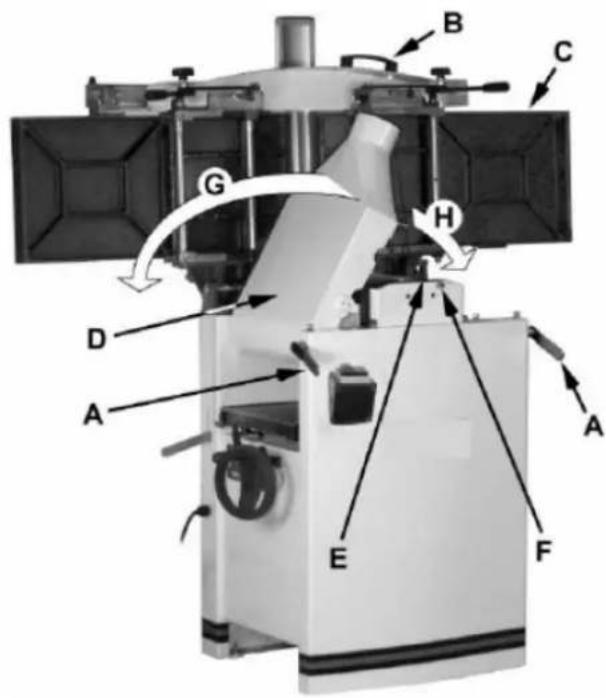
Una volta sollevato, il tavolo deve trovarsi in posizione verticale come mostrato in C, Fig. 3. Il fermo (E, Fig. 3) deve essere inserito, impedendo al tavolo di cadere accidentalmente in avanti.
- Posizionare il canale di scarico della polvere (D, H Fig. 3) verso destra. Prestare la massima attenzione per evitare il contatto con le lame della testina di taglio.
Nota: Potrebbe essere necessario abbassare il tavolo della pialla per lasciare lo spazio necessario al posizionamento dello scivolo per la polvere.
Impostazione pialla-giuntatrice
Facendo riferimento alla Figura 3: Per modificare la configurazione della macchina da pialla a giuntatrice:
- Tirare la manopola di sblocco (F) e riposizionare il canale di scarico della polvere (D, G) verso sinistra. Dovrebbe essere posizionato come mostrato in D, Fig. 2.
Il tavolo è pesante. Prestare attenzione durante l'abbassamento. La mancata osservanza può causare gravi lesioni.
-
Rilasciare il fermo (E) e portare il tavolo in avanti utilizzando la maniglia di inclinazione (B). Dovrebbe essere posizionato come mostrato in C, Fig. 2.
-
Bloccare il tavolo (C) spingendo le maniglie di bloccaggio (A) verso la macchina e ruotandole verso il basso (allontanandole dall'operatore).
Alimentazione del dispositivo
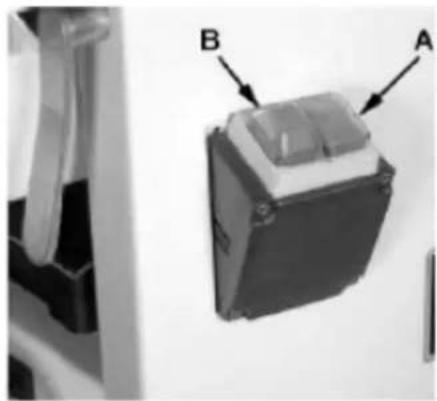
Dopo aver collegato una spina con le giuste caratteristiche, collegare il cavo di alimentazione alla presa. Premere il pulsante verde (A, Fig. 4) per avviare. Premere il pulsante rosso di spegnimento (B, Fig. 4) per arrestare.
Comandi e regolazioni della pialla
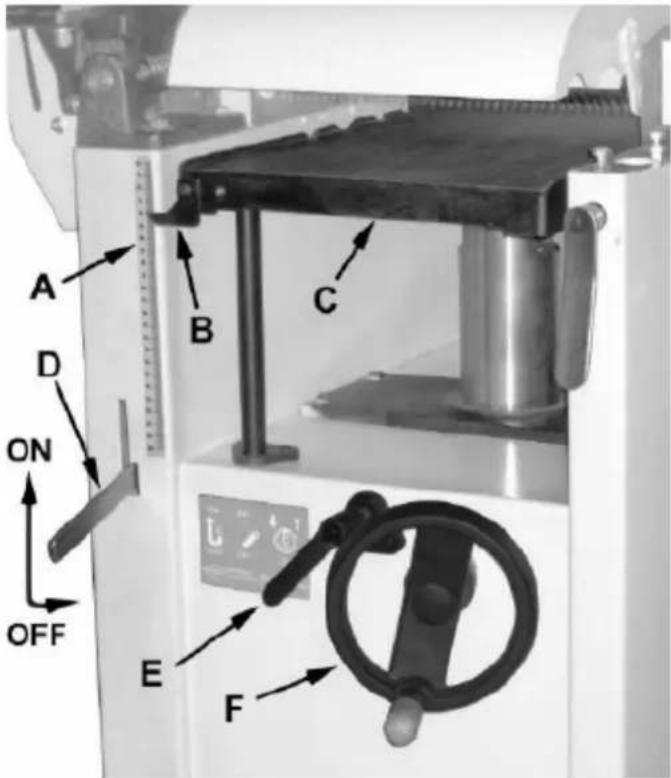
Figura 5
Facendo riferimento alla Figura 5:
Alimentazione elettrica
Posizionando la maniglia di alimentazione della pialla (D) in posizione sollevata si attiva l'alimentazione della pialla (vedere la freccia). Abbassando la maniglia si interrompe l'alimentazione.
Blocco da tavolo
Ruotare il blocco del tavolo (E) in senso orario per bloccare il volantino di regolazione dell'altezza (F) e fissare il tavolo pialla (C) nella posizione selezionata. Ruotare il blocco del tavolo (E) in senso antiorario per sbloccarlo e consentire la regolazione del tavolo.
Regolazione dell'altezza del tavolo
L'altezza del tavolo pialla è impostata come segue:
- Sbloccare il blocco del tavolo (E).
- Ruotare il volantino di regolazione dell'altezza (F) in senso orario per sollevare il tavolo pialla (C), in senso antiorario per abbassarlo.
- Bloccare il blocco del tavolo (E). Ogni giro del volantino (F) determina uno spostamento verso l'alto
o verso il basso del tavolo (C) di 4 mm. Una scala sulla colonna del volantino indica la quantità di rotazione del volantino. Un puntatore (B) indica la posizione del tavolo rispetto alla testa di taglio sulla scala (A) situata sul lato del mobile.
Controlli e regolazioni della giuntatrice
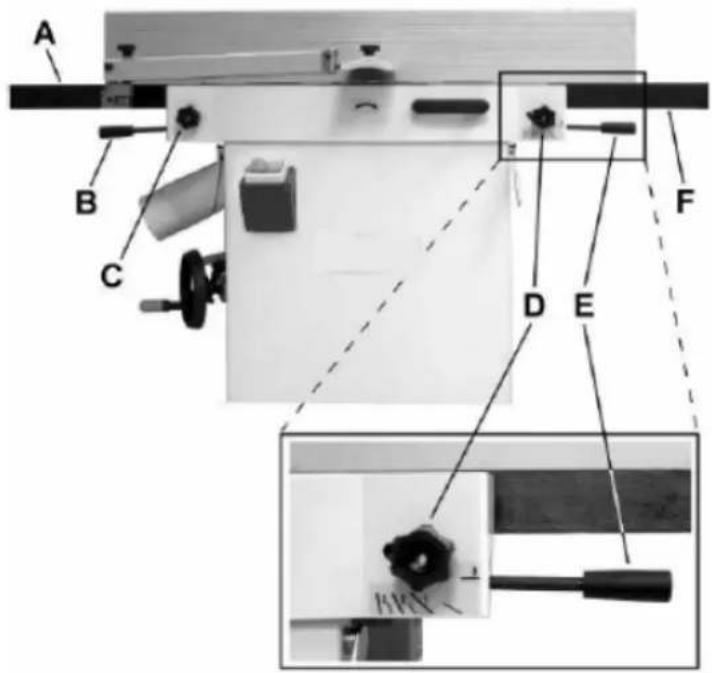
Figura 6
Facendo riferimento alla Figura 6:
Regolazione altezza tavolo di uscita
La manopola di bloccaggio (C) e la maniglia di sollevamento (B) controllano la regolazione dell'altezza del tavolo di uscita (A). Il tavolo di uscita viene inizialmente regolato in fabbrica e non deve essere riposizionato se non durante determinate regolazioni.
Regolazione dell'altezza del tavolo di alimentazione
La manopola di bloccaggio (D) e la maniglia di sollevamento (E) controllano la regolazione dell'altezza del tavolo di alimentazione (F). Per regolare:
- Allentare la manopola di bloccaggio (D).
- Sollevare la maniglia di sollevamento (E) per sollevare il tavolo di alimentazione e ottenere una profondità di taglio ridotta. Per un taglio più profondo, abbassare la maniglia.
- Serrare la manopola di bloccaggio (D).
Nota: Si consiglia una profondità di taglio di 1,5 mm o inferiore.
Protezione della testa di taglio
Se posizionata correttamente, la protezione della testa di taglio (H) dovrebbe appoggiare alla guida (A).
Movimento della recinzione
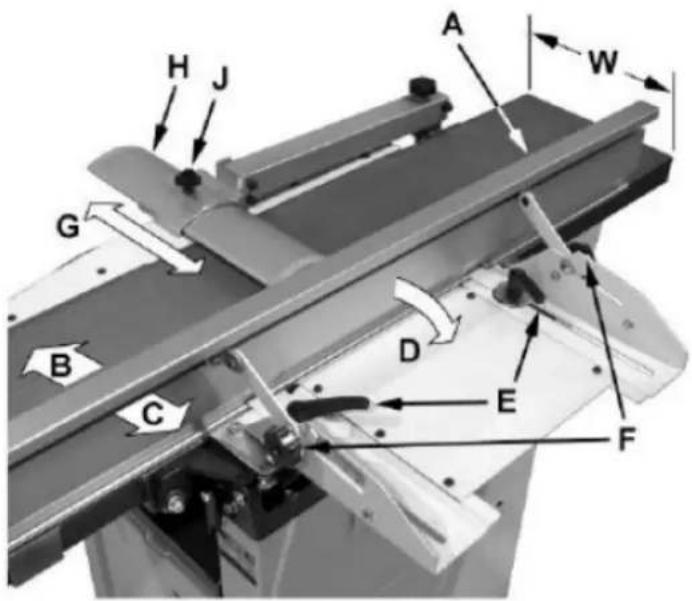
Facendo riferimento alla Figura 7:
La recinzione (A) può essere spostata in avanti (B) o indietro (C) lungo la larghezza (W) del tavolo. Si inclina anche all'indietro fino a 45 gradi (D).
Allentare la manopola di bloccaggio (J), far scorrere la protezione in posizione, quindi serrare la manopola di bloccaggio. Per far scorrere la guida in avanti o indietro: durante la giunzione dei bordi, il gruppo guida deve essere spostato periodicamente in posizioni diverse per distribuire l'usura sui coltelli della testa di taglio. Questo viene fatto come segue:
- Se necessario, allentare la protezione della testa di taglio (H) per consentire al gruppo guida di muoversi liberamente senza essere vincolato dalla protezione.
- Allentare le due maniglie di bloccaggio del gruppo recinzione (E).
- Spostare l'intero gruppo recinzione nella posizione desiderata; quindi serrare nuovamente le maniglie (E).
- Regolare e fissare nuovamente la protezione della testa di taglio. Per inclinare la recinzione all'indietro:
La guida (A) può essere inclinata all'indietro (D) fino a 45° (ovvero per un angolo totale compreso di 135°
dalla superficie del tavolo) come segue:
- Allentare le maniglie di bloccaggio (F).
- Inclinare la recinzione all'indietro (A, C) fino all'angolazione desiderata, fino a 135 gradi. In alternativa, puoi posizionare il pezzo di riferimento smussato sul tavolo e contro la guida, regolando quest'ultima finché l'angolo della guida non corrisponde allo smusso del pezzo di riferimento.
- Serrare le maniglie di bloccaggio (F).
- Regolare e fissare nuovamente la protezione della testa di taglio.
Regolazioni
Regolazioni del tavolo e del coltello
Per una giunzione precisa, devono essere vere almeno tre cose:
- I tavoli di alimentazione e di uscita devono essere complanari.
- I coltelli o gli inserti per coltelli devono essere posizionati nella testa di taglio in modo che il punto più alto del loro arco sia a livello del tavolo di uscita.
- Sulla testa di taglio standard, i coltelli devono essere paralleli al tavolo di uscita per tutta la loro lunghezza.
Questi allineamenti sono spiegati di seguito.

ATTENZIONE! Prima di effettuare qualsiasi regolazione, scollegare la macchina dalla fonte di alimentazione. La mancata osservanza può causare gravi lesioni.
Allineamento complanare
Definizione di complanare
Quando il tavolo di alimentazione è impostato allo stesso livello del tavolo di uscita e insieme entrambi i tavoli formano una superficie piana "perfetta", si dice che i tavoli sono complanari.
Per ottenere prestazioni ottimali dalla giuntatrice, i tavoli di alimentazione e di uscita devono essere complanari. In caso contrario, il pezzo finito potrebbe presentare una leggera conicità o torsione lungo la sua larghezza o lunghezza.
Determinare se le tabelle sono complanari
I tavoli sono stati impostati complanari in fabbrica, ma è opportuno che l'operatore li controlli attentamente. Inoltre, durante l'uso della macchina, è opportuno controllare di tanto in tanto i tavoli e,
se necessario, regolarli.
La procedura descritta di seguito prevede l'utilizzo di un righello in acciaio per impostare le tabelle, che dovrebbe essere sufficientemente preciso per la maggior parte degli scopi.

IMPORTANTE! Durante l'esecuzione del seguente test, i tavoli devono essere bloccati in posizione.
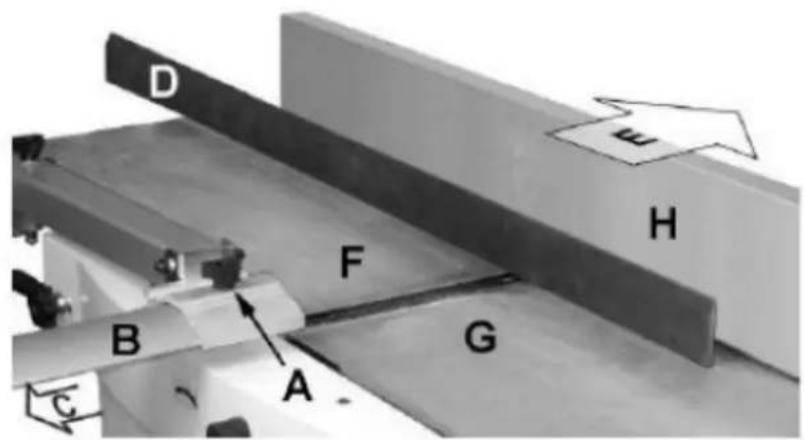
Figura 8
Facendo riferimento alle figure 8 e 9:
- Scollegare la giuntatrice dalla fonte di alimentazione.
- Allentare la manopola di bloccaggio (A) e far scorrere la protezione della testa di taglio (B, C) per liberare il tavolo.
-
Far scorrere indietro il gruppo guida (H, E) il più possibile oppure rimuoverlo completamente dalla macchina.
-
Ruotare la testina di taglio per evitare interferenze con la lama.
- Posizionare un bordo dritto (D) sulla parte anteriore del tavolo di uscita (F) e estenderlo sul tavolo di alimentazione (G). Notare la posizione del tavolo di alimentazione (G). Notare la posizione del bordo dritto nella Figura 6 rispetto alla recinzione (H).
- Sollevare il tavolo di alimentazione (G) fino a quando non entra in contatto con il bordo dritto (D). Il bordo dritto deve essere livellato su entrambi i tavoli. Spostare il bordo dritto sul retro del tavolo di uscita come mostrato nella Figura 7 ed eseguire lo stesso test. Se il bordo dritto non è livellato, è necessario regolare la parte anteriore o posteriore di uno dei tavoli per renderli complanari.
Esecuzione dell'allineamento complanare
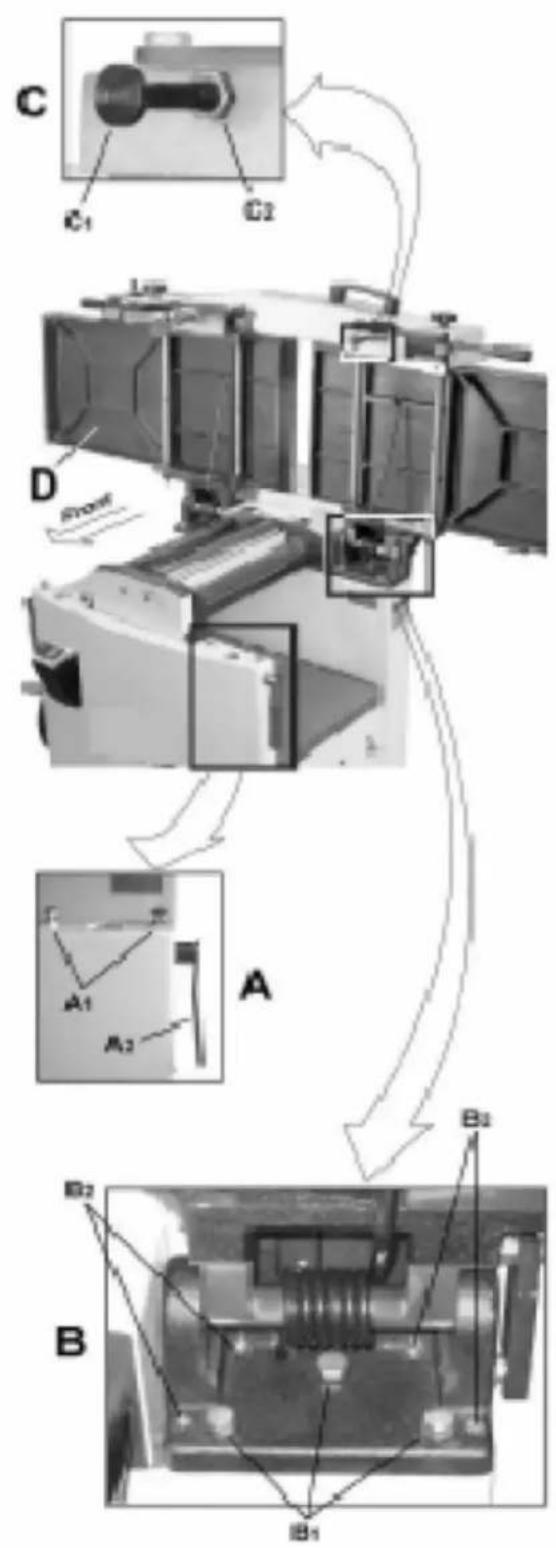
Figura 10
Se è necessario l'allineamento come determinato nella sezione precedente, procedere come segue:
Prima di effettuare qualsiasi regolazione, scollegare la macchina dalla fonte di alimentazione. La
mancata osservanza può causare gravi lesioni.
- Scollegare l'alimentazione dalla macchina.
- Sbloccare entrambe le maniglie di blocco dell'armadietto (A2).
- Sollevare completamente il tavolo (D). La regolazione avviene mediante quattro viti di regolazione (B2) che regolano l'inclinazione e il passo del tavolo nella parte posteriore (verso la guida) e due viti a testa esagonale (A1) che regolano il tavolo verso la parte anteriore. La regolazione può consistere in una regolazione anteriore, in una regolazione posteriore o (più probabile) in una combinazione di entrambe.
Regolazione posteriore
Attrezzi necessari: chiave da 13 mm, chiave esagonale da 4 mm
- Con una chiave da 13 mm, allentare le tre viti a testa esagonale (B1).
- Utilizzando una chiave esagonale da 4 mm, apportare lievissime regolazioni da 1/8 a 1/4 di giro alle quattro viti di fissaggio (B2), secondo necessità. Girando in senso orario il tavolo si alza, mentre girando in senso antiorario il tavolo si abbassa. La regolazione delle due viti di regolazione destre avrà il maggiore impatto sulla regolazione del lato destro del tavolo; la regolazione delle due viti di regolazione sinistre avrà il maggiore impatto sulla regolazione del lato sinistro del tavolo.
- Una volta completata la regolazione, serrare le viti a testa esagonale (B1)
Regolazione frontale
Attrezzi necessari: due chiavi da 13 mm
- Tenere ferme le viti a testa esagonale (A1) con una chiave mentre si utilizza l'altra per allentare i dadi esagonali di bloccaggio.
- Regolare leggermente le viti (A1) da 1/8 a 1/4 di giro. Una rotazione in senso antiorario alza il tavolo, mentre una rotazione in senso orario lo abbassa. La regolazione della vite destra avrà il maggiore impatto sulla regolazione del lato destro del tavolo; la regolazione delle viti sinistre avrà il maggiore impatto sulla regolazione del lato sinistro del tavolo.
- Una volta completata la regolazione, fissare serrando il dado esagonale mantenendo la posizione della vite con la seconda chiave. Potrebbe essere necessario ripetere l'esercizio in questa sezione più di una volta per ottenere l'allineamento complanare.
Nota: se i tavoli non si bloccano correttamente dopo la regolazione, vedere la sezione "Regolazione della maniglia di bloccaggio del tavolo della giuntatrice" di seguito.
Impostazione dei coltelli della testa di taglio
IMPORTANTE! Prima di effettuare qualsiasi regolazione in questa sezione, i tavoli di
alimentazione e di uscita devono essere complanari.

ATTENZIONE! I coltelli Cutterhead sono pericolosamente affilati! Usare la massima cautela quando si ispezionano, si rimuovono, si affilano o si sostituiscono i coltelli nella testina di taglio. La mancata osservanza può causare gravi lesioni.
- Scollegare la macchina dalla fonte di alimentazione.
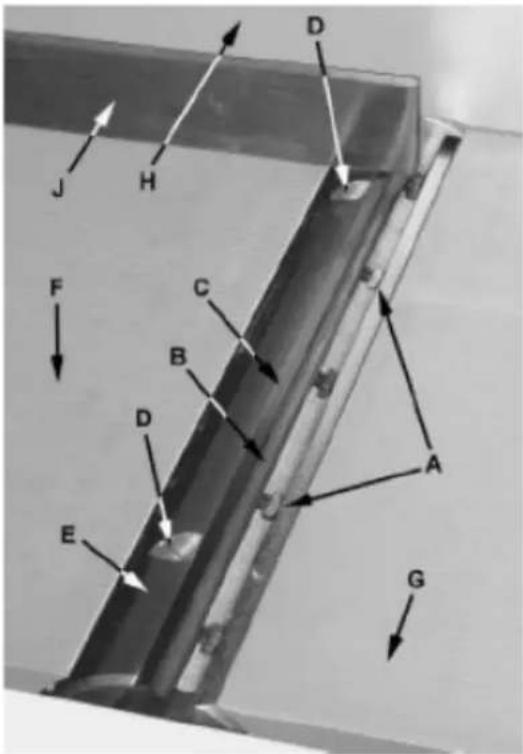
- Rimuovere la protezione della testa di taglio (B, Fig. 8). Facendo riferimento alle Figure 11 e 12.
- Numerare attentamente ogni lama del coltello (C) con un pennarello per distinguerle.
Nota: Per ruotare la testa di taglio è necessario ruotare la puleggia della testa di taglio. Per accedervi è necessario rimuovere il pannello sul retro del mobile.
- Ruotare la testa di taglio (E) e determinare la posizione ore 12 del coltello numero uno. La posizione ore 12 è il punto più alto che la lama può raggiungere nell'arco di taglio (C, Fig. 12).
- Posizionare un righello (J) sul tavolo di uscita (F) vicino alla guida (H). Un'estremità del righello deve essere posizionata sopra il coltello da taglio (C) vicino all'estremità della lama, come mostrato nella
Fig. 9.
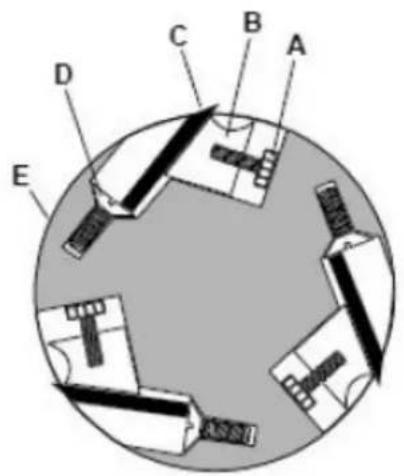
Figura 12
Per evitare danni, maneggiare il righello con cautela in prossimità delle lame.
Prendi nota della posizione della lama del coltello rispetto al bordo dritto, quindi sposta il bordo dritto sull'altro lato del tavolo e prendi nuovamente nota della posizione della lama del coltello rispetto al bordo dritto. La lama numero uno deve trovarsi alla stessa altezza a ciascuna estremità e deve trovarsi anche alla stessa altezza del tavolo di uscita (parte inferiore del righello). In caso contrario, è necessario procedere come segue:
- Allentare leggermente le cinque viti di bloccaggio del lardo (A) ruotandole nella barra di bloccaggio (B), in senso orario, guardando dal tavolo di alimentazione (G).
- Regolare l'altezza della lama ruotando le viti di martinetto (D) su cui poggiano le lame. Per abbassare la lama, girare la vite in senso orario. Per sollevare, girare la vite in senso antiorario.
- Quando la lama è all'altezza corretta, serrare alternativamente le cinque viti di bloccaggio del lardone (A).
Ripetere i passaggi da 4 a 8 per le lame due e tre.
Sostituzione dei coltelli da taglio

ATTENZIONE! Scollegare la macchina dalla fonte di alimentazione prima di effettuare qualsiasi regolazione. La mancata osservanza può causare gravi lesioni.
- Scollegare la macchina dalla fonte di alimentazione.
- Rimuovere la protezione della testa di taglio (B, Fig. 6).

ATTENZIONE! I coltelli Cutterhead sono pericolosamente affilati. Usare la massima cautela quando si ispezionano, si rimuovono, si affilano o si sostituiscono i coltelli nella testina di taglio. La mancata osservanza può causare gravi lesioni.
- Avvitare tutte e cinque le viti (A) nella barra di bloccaggio (B) in senso orario, guardando dal tavolo di alimentazione (G).
- Rimuovere con attenzione il coltello da taglio (C) e la barra di bloccaggio (B).
- Ripetere la stessa operazione per i due coltelli rimanenti.
- Pulire accuratamente tutte le superfici della testina di taglio, delle fessure dei coltelli e delle barre di bloccaggio da polvere e detriti.
- Inserire il coltello sostitutivo (C) nell'apposita fessura, assicurandosi che sia rivolto nella direzione corretta.
- Inserire la barra di bloccaggio (B) e stringere quel tanto che basta per tenerla in posizione.
- Ripetere la stessa operazione per le altre due lame.
Regolazione della maniglia di bloccaggio del tavolo di giunzione
Per ottenere le migliori prestazioni, le maniglie di bloccaggio del tavolo della giuntatrice (A2) devono trovarsi approssimativamente nella posizione completamente abbassata quando sono bloccate. Se è necessaria una regolazione:
- Scollegare la macchina dalla fonte di alimentazione.
- Sbloccare la maniglia di bloccaggio (A2) e sollevare il tavolo in posizione verticale.
- Allentare il dado di bloccaggio (C2) con una chiave da 18 mm.
- Regolare l'albero di bloccaggio del tavolo (C1) con incrementi di 1/4 di giro o meno. Ruotare in senso orario per rafforzare la maniglia di bloccaggio e in senso antiorario per allentarla.
- Serrare il dado di bloccaggio (C2).
- Testare la funzione di blocco e ripetere se necessario.
Sostituzione della cinghia
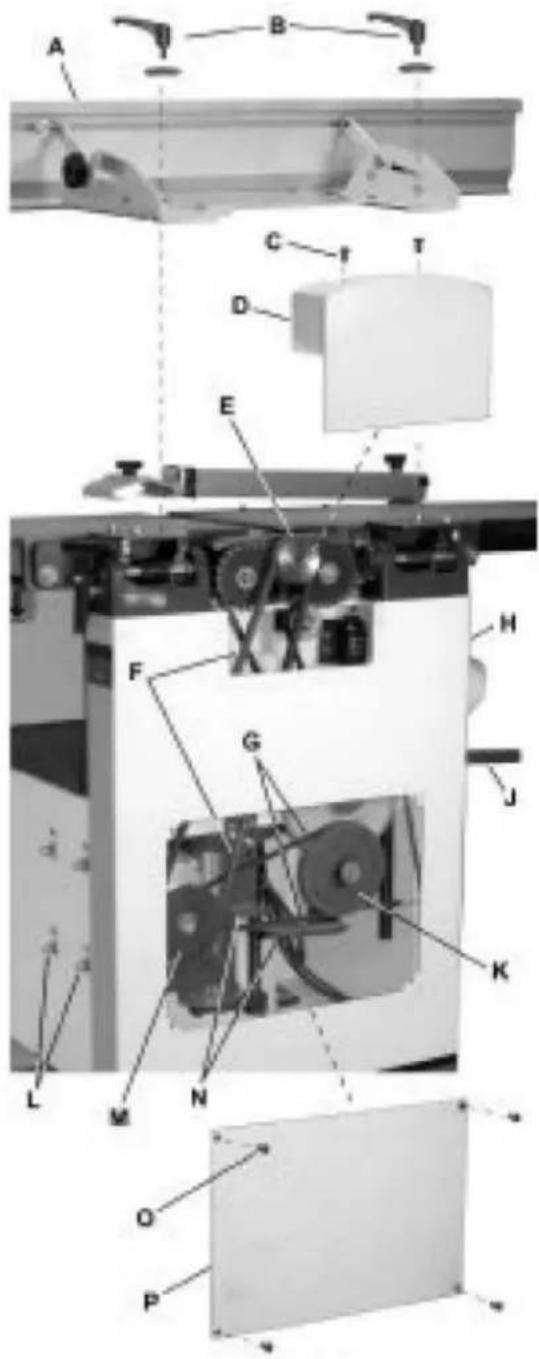
ATTENZIONE! Scollegare la macchina dalla fonte di alimentazione prima di effettuare qualsiasi
regolazione. La mancata osservanza può causare gravi lesioni.
Preparazione
Per sostituire la cinghia di trasmissione della testa di taglio e/o la cinghia del rullo di alimentazione della
pialla, è necessario prima rimuovere il gruppo guida giuntatrice e i due pannelli posteriori, come descritto di seguito. Sono necessarie una chiave esagonale da 4 mm e due chiavi inglesi da 13 mm.
- Rimuovere il gruppo guida giuntatrice (A) allentando e rimuovendo prima i due gruppi maniglia di bloccaggio (B). Una chiave esagonale da 4 mm è utile, ma non necessaria.
- Rimuovere le due viti a testa bombata (C) e il pannello posteriore superiore (D).
- Rimuovere le quattro viti a testa bombata (O) e il pannello posteriore inferiore (P).
Sostituzione della cinghia di trasmissione della testina di taglio
- Allentare le quattro viti del supporto motore (L). Sollevare il motore e appoggiarlo sul lato della fessura orizzontale dell'apertura del supporto motore. Ciò creerà un allentamento nella cinghia di trasmissione della testina di taglio (F).
- Rimuovere la cinghia di trasmissione della testina di taglio (F) dalla puleggia della testina di taglio (E) e dalla puleggia del motore (M).
- Se è necessario sostituire la cinghia del rullo di alimentazione (K), procedere come segue. Altrimenti procedere al punto 10.
Sostituzione della cinghia del rullo di alimentazione
Nota: Se è necessario sostituire la cinghia del rullo di alimentazione, è necessario eseguire i passaggi da
1 a 5 per rimuovere la cinghia di trasmissione della testina di taglio prima di poter sostituire la cinghia del rullo di alimentazione.
- Posizionare la maniglia di alimentazione (J) in posizione abbassata (spenta/disinserita), che allenta la cinghia per la fase successiva.
- Rimuovere la cinghia del rullo di alimentazione (G) dalla puleggia del rullo di alimentazione (K) e dalla puleggia del motore (M).
- Avvolgere la nuova cinghia attorno alla puleggia più piccola (interna) del motore (M) e alla puleggia del rullo di alimentazione (K).
Nota: Il tratto inferiore della puleggia del rullo di alimentazione deve essere posizionato tra le piastre del freno della cinghia (N).
Passaggi conclusivi
-
Sostituire la cinghia di trasmissione della testina di taglio (F) avvolgendola attorno alla puleggia della testina di taglio (E), quindi alla puleggia più grande (esterna) del motore (M).
-
Far scorrere il motore in modo che le viti di montaggio (L) rientrino nelle aperture delle fessure verticali, quindi serrare le viti di montaggio.
-
Riposizionare il pannello posteriore inferiore (P) e fissarlo con quattro viti a testa bombata (O).
-
Riposizionare il pannello posteriore superiore (D) e fissarlo con due viti a testa bombata (C).
-
Sostituire il gruppo guida giuntatrice (A) e fissarlo con due gruppi maniglia di bloccaggio (B).
Regolazione del tavolo pialla

ATTENZIONE! Scollegare la macchina dalla fonte di alimentazione prima di effettuare qualsiasi regolazione. La mancata osservanza può causare gravi lesioni.
Controllo del tavolo pialla parallelo alla testa di taglio
Il tavolo pialla è regolato in fabbrica parallelamente alla testa di taglio e non dovrebbero essere necessarie ulteriori regolazioni. Se la macchina sta piallando una conicità, controllare innanzitutto che i coltelli siano regolati correttamente nella testa di taglio (vedere la sezione "Impostazione dei coltelli della testa di taglio") ed effettuare le regolazioni necessarie.
Dopo aver verificato che i coltelli siano correttamente posizionati, verificare che il tavolo di lavoro sia posizionato parallelamente alla testa di taglio come segue:
-
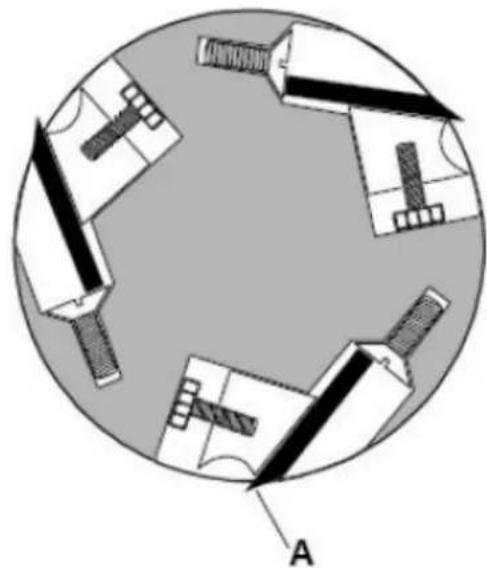
Scollegare la macchina dalla fonte di alimentazione.
-
Ruotare la testa di taglio in modo che una delle lame (A, Fig. 14) si trovi nella posizione ore 6.
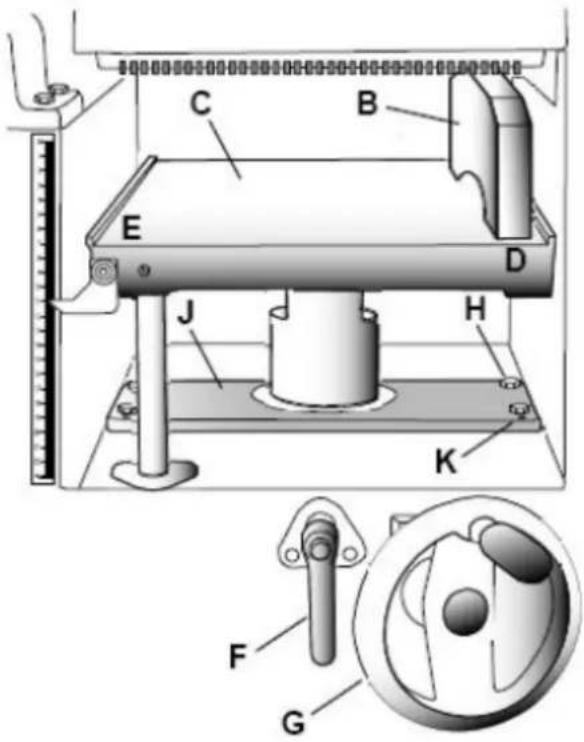
Facendo riferimento alla Figura 15:
- Posizionare un blocchetto di riscontro (B) o un altro dispositivo di misurazione sul tavolo di lavoro (C) su un bordo (D) direttamente sotto la testa di taglio.
- Sbloccare la maniglia di blocco del tavolo (F).
- Utilizzando il volantino (G), sollevare delicatamente il tavolo (C) finché il blocchetto di riferimento (B) non entra leggermente in contatto con la punta della lama del coltello, quindi bloccare il tavolo.
- Spostare il blocchetto di misura (B) all'estremità opposta del tavolo (E).
Se la distanza tra il tavolo e la punta della lama del coltello è la stessa ad entrambe le estremità, il tavolo è parallelo alla testa di taglio.
Regolazione del tavolo di lavoro parallelo alla testa di taglio
Se il tavolo di lavoro non è parallelo alla testa di taglio, eseguire la procedura di regolazione come segue:
- Con una chiave da 13 mm, allentare le quattro viti a testa esagonale (H) situate su ciascun angolo del supporto della colonna (J).
- Portare il tavolo parallelo alla testa di taglio regolando le quattro viti di regolazione (K) situate su ciascun angolo del supporto della colonna (J) accanto alle viti a testa esagonale (H).
-
Ripetere i passaggi da 3 a 6 e, se sono necessarie ulteriori regolazioni, ripetere i passaggi 8 e 9.
-
Una volta determinato che il tavolo è parallelo alla testa di taglio, serrare le viti esagonali (H).
Operazioni di base
Raccolta della polvere
Prima della messa in funzione iniziale, la macchina deve essere collegata ad un aspiratore per la polvere.
Avvio iniziale
Una volta completati il montaggio e le regolazioni, la pialla è pronta per essere collaudata. Accendere l'alimentazione dal pannello principale. Premere il pulsante Start. In caso di problemi, tienen il dito premuto sul pulsante Stop. La pialla dovrebbe funzionare senza problemi, con vibrazioni o rumori di sfregamento praticamente inesistenti. Indagare e correggere la fonte di eventuali problemi prima di procedere con ulteriori operazioni.
NON tentare di controllare o regolare la pialla mentre è in funzione.
Attendere che la pialla sia spenta, scollegata e che tutte le parti funzionanti si siano fermate completamente.
Modifica della modalità di funzionamento
Quando si cambia la modalità di funzionamento (da pialla a giuntare e viceversa) la macchina deve essere spenta e completamente ferma. Per modificare la modalità di funzionamento, vedere le sezioni "Configurazione della giuntatrice sulla pialla" e "Configurazione della pialla sulla giuntatrice".
Operazioni di giuntatura
Posizione di funzionamento corretta
L'operatore deve essere posizionato in posizione decentrata rispetto al tavolo di alimentazione.
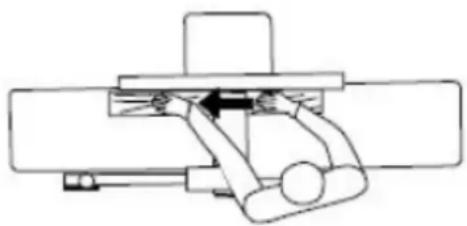
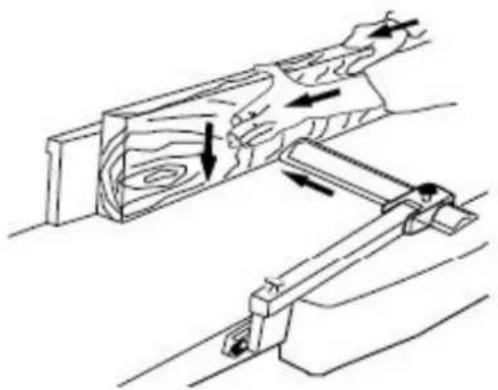
Facendo riferimento alla Figura 16:
All'inizio del taglio, la mano sinistra tiene saldamente il pezzo in lavorazione contro il tavolo di alimentazione e la guida, mentre la mano destra spinge il pezzo in lavorazione con un movimento fluido
e uniforme verso la testa di taglio. Una volta avviato il taglio, la nuova superficie poggia saldamente sul tavolo di uscita. La mano sinistra viene spostata sul lato di uscita (Figura 16) e preme verso il basso su questa parte del pezzo in lavorazione, mantenendo allo stesso tempo un contatto piatto con la guida. La mano destra spinge il pezzo in avanti e prima che raggiunga la testa di taglio, questa deve essere spostata sul pezzo da lavorare sul tavolo di uscita.
Emersione
Lo scopo della piallatura con una giuntatrice è quello di produrre una superficie piana (Figura 17). L'altro lato può quindi essere fresato fino a raggiungere le dimensioni finali precise su una piallatrice a spessore, ottenendo una tavola liscia e piana su entrambi i lati, con ciascun lato parallelo all'altro.
Se il legno da unire è concavo o curvo, posizionare il lato concavo verso il basso ed effettuare dei tagli leggeri finché la superficie non risulta piana.
Non lavorare mai pezzi più corti di 12 pollici o più sottili di 3/8 di pollice senza l'uso di uno speciale dispositivo di fissaggio del pezzo.
Non levigare mai pezzi più sottili di 3 pollici senza l'ausilio di un blocco di spinta.
Si consigliano tagli di circa 1/16" alla volta, per garantire un controllo migliore sul materiale da lavorare. Si possono quindi effettuare più passate fino a raggiungere la profondità desiderata.
Direzione della grana
Evitare di inserire il pezzo nella giuntatrice contro la venatura (Figura 18).
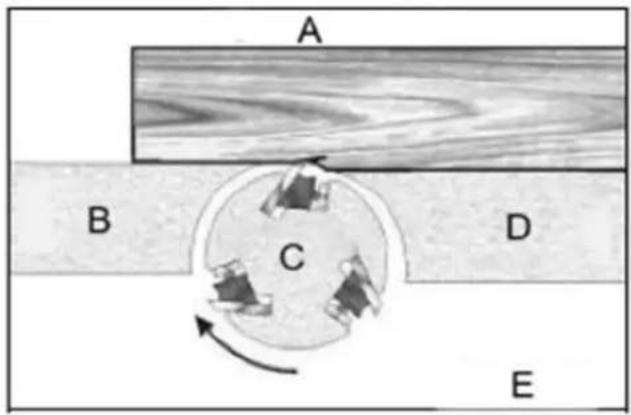
Figura 18
A- Controcorrente
B- Tavolo di uscita
C- Testa di taglio
D- Tavolo di alimentazione
E- Sbagliato
Ciò potrebbe causare scheggiature e scheggiature sui bordi. Procedere nel senso della grana per ottenere una superficie liscia, come mostrato nella Figura 19.
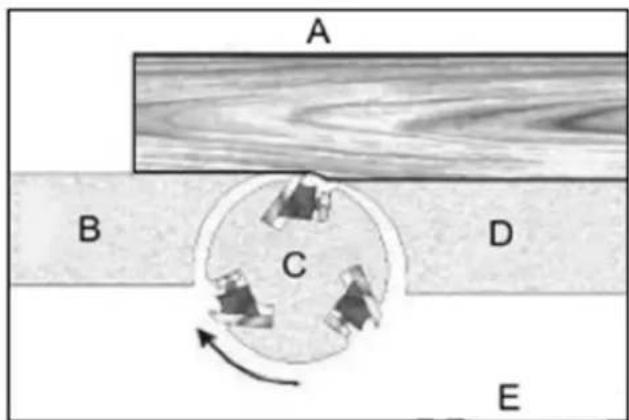
Figura 19
A- Con il grano
B- Tavolo di uscita
C- Testa di taglio
D- Tavolo di alimentazione
E- Corretta
La giunzione (o bordatura) è il processo di creazione di una superficie con bordo piatto e rifinito, adatta alla falegnameria o alla finitura (Figura 20). È anche un passaggio necessario prima di tagliare il materiale in larghezza su una sega da tavolo.
Non bordare mai una tavola larga meno di 3 pollici, spessa meno di 1/4 di pollice o lunga meno di 12 pollici senza utilizzare un blocco di spinta.
Quando si tagliano bordi di legno più larghi di 3 pollici, sovrapporre le dita sulla parte superiore del legno, estendendole all'indietro oltre la recinzione, in modo che fungano da fermo per le mani in caso di contraccolpo.
Posizionare la guida (muoversi in avanti) in modo da esporre solo la quantità di testina di taglio necessaria.
Se il pezzo in lavorazione è lungo il doppio del tavolo di alimentazione o di uscita della giuntatrice, utilizzare un supporto di alimentazione o di uscita.
Per bordare:
- Assicurarsi che la recinzione sia impostata a 90°. Controllalo due volte con un quadrato.
- Controllare la solidità e la direzione della grana del materiale (fare riferimento alla Direzione della grana nella pagina precedente).
- Se la tavola è curva, posizionare il bordo concavo sul tavolo di alimentazione.
- Impostare il tavolo di alimentazione per un taglio di circa 1,5 mm.
- Tenere il pezzo saldamente contro la guida e il tavolo, quindi farlo avanzare lentamente e in modo uniforme sulla testa di taglio.
Smussatura
La smussatura di un bordo è la stessa operazione della giunzione dei bordi, con la differenza che la guida
viene inclinata secondo un angolo specifico.
Assicurarsi che il materiale da smussare sia lungo più di 30 cm, spesso più di 1/4 di pollice e largo 2,5 cm.
Per smussare:
- Utilizzare un goniometro per determinare l'angolazione desiderata. Quindi imposta la recinzione alla stessa angolazione.
- Controllare la solidità e la direzione della grana del materiale (fare riferimento alla Direzione della grana nella pagina precedente).
- Impostare il tavolo di alimentazione per un taglio di circa 1,5 mm.
- Se la tavola è curva, posizionare il bordo concavo sul tavolo di alimentazione.
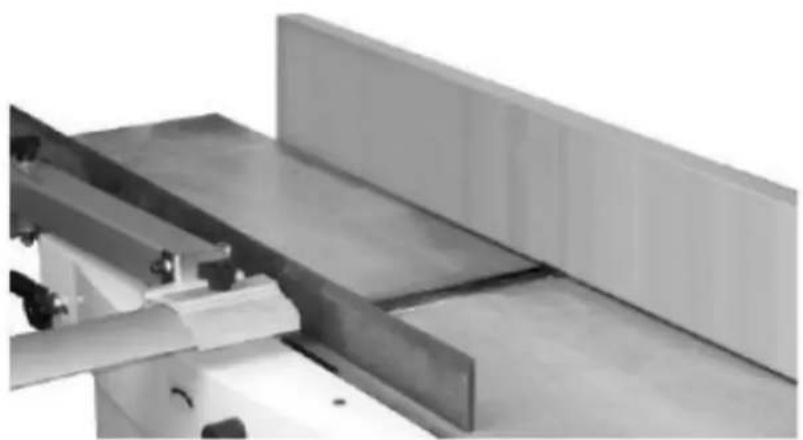
- Inserire il materiale attraverso la testa di taglio, assicurandosi che la superficie del materiale sia completamente piana contro la guida e che il bordo sia saldamente a contatto con i tavoli di alimentazione e di uscita (Figura 21).
Per legni più larghi di 3 pollici, tenere con le dita vicine vicino alla parte superiore del pezzo, sovrapponendolo alla tavola e estendendolo oltre la guida. Per il legno di larghezza inferiore a 3 pollici, utilizzare blocchi di spinta smussati ed esercitare pressione verso la recinzione. Tenere le dita vicine alla parte superiore del blocco di spinta. Per ottenere la smussatura completa potrebbero essere necessarie diverse passate.
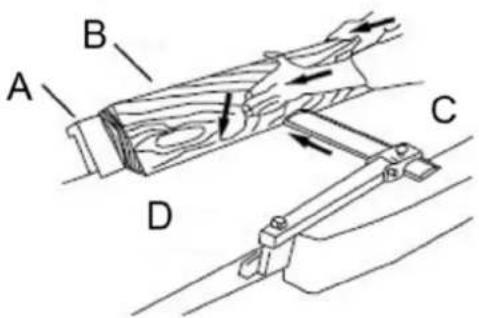
Figura 21
A- Recinzione
B- Azione
C- Tavolo di alimentazione
D- Tavolo di uscita
Operazioni di pialla
Profondità di taglio
La piallatura a spessore consiste nel dimensionare il legname in base allo spessore desiderato, creando al contempo una superficie piana parallela al lato opposto della tavola. Lo spessore della tavola che la pialla produrrà è indicato dalla scala e dal calibro della profondità di taglio. Preimpostare la pialla sullo spessore desiderato del pezzo finito utilizzando il calibro. La regolazione della profondità di taglio avviene alzando o abbassando il tavolo pialla (C, Fig. 5) tramite il volantino (F, Fig. 5).
La qualità della pianificazione dello spessore dipende dal giudizio dell'operatore sulla profondità di taglio.
La profondità di taglio dipende dalla larghezza, dalla durezza, dall'umidità, dalla direzione e dalla struttura delle venature del legno.
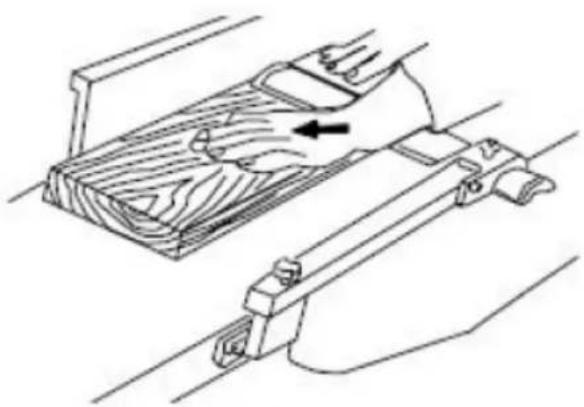
Lo spessore massimo del legno che può essere rimosso in una sola passata è di 1/8" per operazioni di piallatura su pezzi fino a 5-1/2" di larghezza.
Per tagliare 1/8", il pezzo in lavorazione deve essere posizionato lontano dalla linguetta centrale della custodia del rullo.
Lo spessore massimo del legno che può essere rimosso in una sola passata è di 1/16" per operazioni di piallatura su pezzi da 5-1/2" fino a 12" di larghezza.
Per ottenere prestazioni di piallatura ottimali, la profondità di taglio deve essere inferiore a 1/16".
La tavola deve essere piallata con tagli poco profondi fino a quando il lato da lavorare non risulta piano. Una volta creata una superficie piana, capovolgere il legno e creare lati paralleli.
Piallate i lati alternandoli fino ad ottenere lo spessore desiderato. Quando metà del taglio totale è stato eseguito da ciascun lato, la tavola avrà un contenuto di umidità uniforme e un'ulteriore asciugatura non ne causerà la deformazione.
La profondità di taglio deve essere minore quanto più largo è il pezzo da lavorare.
Quando si pialla il legno duro, effettuare tagli leggeri o piallare il legno in larghezze sottili. Effettuare un taglio di prova con un pezzo di prova e verificare lo spessore prodotto.
Controllare la precisione del taglio di prova prima di lavorare sul prodotto finito.
Precauzioni
Una pialla a spessore è una macchina di precisione per la lavorazione del legno e dovrebbe essere utilizzata solo su legname di qualità.
Non piallare assi sporche: lo sporco e le piccole pietre sono abrasive e usurano la lama.
Rimuovere chiodi e graffette. Utilizzare la pialla solo per tagliare il legno.
Evitare i nodi. Il legno con venature molto incrociate rende i nodi duri. I nodi possono allentarsi e
inceppare la lama. Qualsiasi oggetto che entri in contatto con le lame della pialla potrebbe essere espulso con forza dalla macchina, creando il rischio di lesioni.
Preparazione del lavoro
Una pialla a spessore funziona meglio quando il legname ha almeno una superficie piana. Utilizzare una giuntatrice per creare una superficie piana.
Le assi contorte o fortemente deformate possono inceppare la pialla. Per ridurre l'entità della deformazione, tagliare il legname a metà.
Il pezzo da lavorare deve essere inserito nella pialla nella stessa direzione delle venature del legno. A volte il legno cambia direzione al centro della tavola. In questi casi, se possibile, tagliare la tavola al centro in modo che la direzione delle venature sia corretta.
Non piallare una tavola la cui lunghezza sia inferiore a 15 cm. Quando si progettano tavole corte, si consiglia di unirle in modo che siano una accanto all'altra, per evitare contraccolpi e ridurre l'effetto snipe.
Alimentare il lavoro
La pialla viene fornita con lame piallatrici montate sulla testa di taglio e rulli di alimentazione e di uscita regolati all'altezza corretta. L'avanzamento della pialla è automatico; varia leggermente a seconda del tipo di legno.
Preparazione:
La velocità di avanzamento si riferisce alla velocità con cui il legname attraversa la pialla. L'operatore è responsabile dell'allineamento del pezzo in modo che venga alimentato correttamente.
Sollevare o abbassare la cassa del rullo per ottenere la profondità di taglio desiderata.
La superficie prodotta dalla pialla sarà più liscia se si utilizza una profondità di taglio minore.
Posizionarsi sul lato in cui è attaccata la maniglia.
Le tavole più lunghe di 24" dovrebbero essere supportate ulteriormente da supporti per materiali indipendenti.
Piallatura:
-
Posizionare il pezzo in lavorazione con la superficie da piallare rivolta verso l'alto.
-
Accendere la pialla.
-
Accendere l'alimentatore.
-
Appoggiare l'estremità del pannello sulla piastra del rullo di alimentazione e dirigere il pannello
nella pialla.
- Far scorrere il pezzo in lavorazione nel lato di alimentazione della pialla finché il rullo di alimentazione non inizia a far avanzare il pezzo in lavorazione.
- Rilasciare il pezzo in lavorazione e lasciare che l'avanzamento automatico lo faccia avanzare.
- Non spingere o tirare il pezzo in lavorazione. Spostatevi nella parte posteriore e prendete il legname piallato afferrandolo nello stesso modo in cui è stato inserito.
Per evitare il rischio di lesioni dovute a contraccolpi, non sostare direttamente in linea con la parte anteriore o posteriore della pialla.
-
Non afferrare nessuna parte del pannello che non abbia superato il rullo di uscita.
-
Ripetere questa operazione su tutte le assi che devono avere lo stesso spessore.
Evitare il cecchino
Il termine "snipe" si riferisce a una depressione su una delle estremità della tavola, causata da una forza non uniforme esercitata sulla testa di taglio quando il pezzo entra o esce dalla pialla.
Il taglio a sbalzo si verifica quando le tavole non sono supportate correttamente o quando solo un rullo di alimentazione è a contatto con il pezzo all'inizio o alla fine del taglio.
Precauzioni per evitare la beccaccia:
Spingere la tavola verso l'alto mentre si alimenta il pezzo finché il rullo di uscita non inizia ad avanzarlo.
Spostarsi nella parte posteriore e ricevere la tavola piallata spingendola verso l'alto quando il rullo di alimentazione perde contatto con la tavola.
Quando si progettano più assi dello stesso spessore, è opportuno accostarle tra loro per evitare che si formino tagli.
Eseguire tagli superficiali. L'effetto beccaccino è più evidente quando vengono effettuati tagli più profondi.
Alimentare il lavoro nella direzione della venatura. I lavori eseguiti controfibra presenteranno bordi scheggiati e scheggiati.
MANUTENZIONE
Cura della lama

ATTENZIONE! Le lame sono estremamente affiliate! Prestare attenzione durante la pulizia o la
sostituzione. La mancata osservanza può causare gravi lesioni!
Le condizioni delle lame influiranno sulla precisione del taglio. Osservare la qualità del taglio prodotto dalla pialla per verificare lo stato delle lame.
Le lame smussate anziché tagliare le fibre del legno le strappano, conferendogli un aspetto lanuginoso.
Le venature sollevate si formano quando le lame smussate lavorano su legno con densità variabile. Si formerà anche un bordo rialzato nei punti in cui le lame sono state intaccate. Se gomma e pece si accumulano sulle pale, rimuoverle con attenzione utilizzando un solvente forte. La mancata rimozione degli accumuli di gomma e pece può causare un attrito eccessivo, l'usura delle pale e il surriscaldamento. Quando le lame diventano smussate, ritoccarle. Vedere la sezione "Affilatura dei coltelli".
Affilatura dei coltelli

ATTENZIONE! Le lame sono estremamente affiliate! Usare cautela durante la manipolazione. La mancata osservanza può causare gravi lesioni!
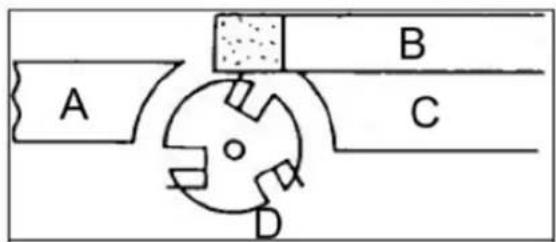
Figura 22
A- Tavolo di uscita
B- Pietra oleosa parzialmente ricoperta di carta
C- Tavolo di alimentazione
D- Tritatutto
-
Scollegare la macchina dalla fonte di alimentazione.
-
Rimuovere la protezione della lama e il coperchio della cinghia.
-
Per proteggere il tavolo di alimentazione dai graffi, coprire parzialmente la pietra per affilare con della carta (Figura 22).
-
Posizionare la pietra sul tavolo di alimentazione.
-
Abbassare il tavolo di alimentazione e ruotare la testa di taglio ruotando la puleggia della testa di taglio. L'altezza del tavolo di alimentazione è impostata correttamente quando la superficie della pietra è a filo con la smussatura del coltello.
-
Per impedire alla testa di taglio di ruotare, afferrare la puleggia della testa di taglio mentre si fa
scorrere la pietra avanti e indietro sul tavolo.
7. Eseguire lo stesso numero di passaggi per tutte e tre le lame.
Se le lame sono state affiliate e non tagliano ancora in modo efficiente, provare a ritoccarle ulteriormente causerà solo la formazione di un secondo bordo smussato. Quando questo inizia a verificarsi, è il momento di sostituire le lame con un altro set. Si consiglia di tenere a portata di mano un secondo set di lame, in modo da poterle installare mentre il primo set viene affilato professionalmente.
Lubrificazione
Utilizzare un buon grasso leggero sulle viti di regolazione in acciaio situate nei meccanismi di sollevamento e abbassamento dei tavoli da lavoro.
I cuscinetti a sfere della testa di taglio sono lubrificati a vita e non necessitano di ulteriore manutenzione.
Trasporto e stoccaggio
- Durante il trasporto o la movimentazione della macchina, prestare la massima attenzione e lasciare che questa attività venga eseguita da personale qualificato e appositamente formato per questo tipo di attività.
- Durante il carico o lo scarico della macchina, assicurarsi che nessuna persona o soggetto venga schiacciato dalla macchina.
• Non accedere alla zona sottostante la macchina sollevata da una gru o da un carrello elevatore. - Durante il trasporto o lo stoccaggio della macchina, è necessario adottare misure per proteggerla da vibrazioni e umidità eccessive.
- Deve essere conservato in un luogo riparato a temperature comprese tra -25°C e 55°C.
- Di serie la macchina è avvolta in un vassoio di plastica e viene trasportata in questo modo. Su richiesta, la macchina può essere imballata anche in una robusta cassa di legno.
Smaltimento dei dispositivi usati
Non smaltire questo dispositivo nei sistemi di smaltimento dei rifiuti urbani. Consegnarlo a un punto di raccolta e riciclaggio di apparecchiature elettriche ed elettroniche. Controllare il simbolo sul prodotto, sul manuale di istruzioni e sulla confezione. Le plastiche utilizzate per costruire il dispositivo possono essere riciclate seguendo le relative marcature. Scegliendo di riciclare contribuisci in modo significativo alla tutela del nostro ambiente.
Per informazioni sull'impianto di riciclaggio più vicino, contattare le autorità locali.
Risoluzione dei problemi
Risoluzione dei problemi di prestazioni – jointer
| Problema | Possibile | causa |
| Il materiale finito è concavo nella parte posteriore | Il coltello è più alto del tavolo di uscita | Allineare i coltelli della testa di taglio con il tavolo di uscita. Vedere la sezione “Impostazione dei coltelli della testina di taglio” |
| Lo stock finito è concavo nella parte anteriore | Il tavolo di uscita è più alto di un coltello | Allineare i coltelli della testa di taglio con il tavolo di uscita, vedere la sezione "Impostazione dei coltelli della testa di taglio" |
| Taglio a scaglie | Taglio contropelo | Tagliare seguendo la venatura, ove possibile |
| Coltelli smussati Affilare o sostituire | i coltelli | |
| Alimentazione del pezzo troppo veloce | Utilizzare una velocità di avanzamento più lenta | |
| Tagliare troppo in profondità Fare tagli più superficiali | ||
| Nodi. imperfezioni nel legno | Ispezionare attentamente il legno per individuare eventuali imperfezioni: utilizzare un materiale diverso se necessario | |
| Grano peloso | Il legno ha un alto contenuto di umidità | Lasciare asciugare il legno o utilizzare un tipo di legno diverso |
| Coltelli smussati Affilare o sostituire | i coltelli/inserti | |
| La testa di taglio rallenta durante il funzionamento | L'alimentazione del pezzo è troppo rapida. Oppure applicando troppa pressione al pezzo in lavorazione | Avanzare più lentamente o applicare meno pressione al pezzo in lavorazione |
| Segni di “vibrazione” sul pezzo in lavorazione | Coltelli posizionati in modo errato | Impostare correttamente i coltelli come descritto nella sezione “Impostazione dei coltelli della testina di taglio”. Controllare che le fessure dei coltelli siano pulite e prive di polvere o detriti |
| Alimentazione del pezzo troppo veloce | Alimentare il pezzo in lavorazione lentamente e in modo costante | |
| Segni irregolari del coltello sul pezzo in lavorazione | I coltelli sono intaccati o fuori allineamento | Allineare i coltelli come descritto nella sezione “Impostazione dei coltelli della testina di taglio”. Sostituisci i coltelli rovinati. |
Soluzione
Risoluzione dei problemi di prestazioni – planer
| Problema | Possibile | causa |
| BeccaccinoNota: Il beccaccino può essere ridotto al minimo ma non eliminato | I rulli del tavolo non sono posizionati correttamente. | Regolare i rulli all'altezza corretta. |
| Supporto inadeguato per i longboard. | Supporta i longboard con rulli di estensione. | |
| Pressione irregolare del rullo di alimentazione dalla parte anteriore a quella posteriore. | Regolare la tensione del rullo di alimentazione. | |
| Coltelli smussati. | Affilare i coltelli. | |
| Il legname non è stato unito correttamente. | Infilare un'estremità all'altra di ogni pezzo di materiale mentre passa. | |
| Grano peloso | Piallatura di legno con elevato contenuto di umidità. | Eliminare l'elevato contenuto di umidità dal legno mediante essiccazione. |
| Coltelli smussati. | Affilare o sostituire. | |
| Grano strappato | Un taglio troppo pesante. | Regolare la profondità di taglio corretta. |
| Coltelli che tagliano controfibra. | Tagliare lungo la venatura. | |
| Coltelli smussati. | Affilare i coltelli. | |
| Grana ruvida/sollevata | Coltelli smussati. | Affilare i coltelli. |
| Un taglio troppo pesante. | Regolare la profondità corretta. | |
| Il contenuto di umidità è troppo elevato. | Eliminare l'elevato contenuto di umidità dal legno mediante essiccazione. | |
| Superficie arrotondata e lucida | Coltelli smussati. | Affilare o sostituire i coltelli. |
| La velocità di avanzamento è troppo lenta. | Aumentare la velocità. | |
| Profondità di taglio troppo ridotta. | Aumentare la profondità. | |
| Scarsa alimentazione del legname | Pressione inadeguata del rullo di alimentazione. | Regolare la tensione del rullo di alimentazione. Se non è possibile ottenere la tensione corretta, sostituire i rulli di alimentazione. |
| Il piano di lavoro è ruvido o sporco. | Pulisci la pece e i residui e cera il tavolo della pialla. | |
| La cinghia trapezoidale della trasmissione slitta. | Tendere la cinghia trapezoidale della trasmissione. | |
| La superficie dei rulli di alimentazione è intasata. | Pulisci la pece e i residui dai denti. |
Soluzione
| Profondità di taglio non uniforme da un lato all'altro | Proiezione del coltello. | Regolare la proiezione del coltello. |
| La testa di taglio non è a livello del letto. | Letto piano. | |
| Lo spessore della tavola non corrisponde alla profondità della scala di taglio | La scala della profondità di taglio non è corretta. | Regola la profondità della scala di taglio. |
Risoluzione dei problemi meccanici – pialla/giuntatrice
| Problema | Possibile | causa |
| Salto con la catena | Tensione inadeguata. | Regolare la tensione della catena. |
| Pignoni disallineati. | Allineare le ruote dentate. | |
| Pignoni usurati. | Sostituire le ruote dentate. | |
| La macchina non si avvia/riavvia oppure fa scattare ripetutamente l'interruttore automatico o fa saltare i fusibili. | Nessuna alimentazione in entrata. | Verificare che l'unità sia collegata all'alimentazione, che il pulsante di accensione sia premuto completamente e che il pulsante di arresto sia disattivato. |
| Il ripristino automatico del sovraccarico non è stato ripristinato. | Quando la pialla va in sovraccarico sull'interruttore automatico integrato nell'avviatore del motore, la macchina impiega del tempo per raffreddarsi prima di riavviarsi. Lasciare raffreddare adeguatamente l'unità prima di tentare di riavviarla. Se il problema persiste, controllare l'impostazione dell'amperometro sull'avviatore del motore all'interno della scatola elettrica. | |
| Il piallatore inciampa spesso. | Una causa di sovraccarico, di natura non elettrica, è un taglio troppo pesante. La soluzione è fare un taglio più leggero. Se il problema non è dovuto a un taglio troppo profondo, controllare l'impostazione dell'amplificatore sul relè di sovraccarico. Far corrispondere gli ampere a pieno carico del motore come indicato sulla targhetta del motore. Se l'impostazione dell'amplificatore è corretta, probabilmente c'è un |
Soluzione
| cavo elettrico allentato. Controllare l'impostazione dell'amperometro sull'avviatore del motore. | ||
| L'interruttore automatico dell'edificio scatta o il fusibile salta. | Verificare che la pialla sia posizionata su un circuito delle dimensioni corrette. Se le dimensioni del circuito sono corrette, probabilmente c'è un cavo elettrico allentato. Controllare l'impostazione dell'amperometro sull'avviatore del motore. | |
| Collegamenti elettrici allentati. | Controllare tutti i componenti elettrici della pialla, compresi i collegamenti del motore, verificandone il serraggio. Cercare eventuali segni di arco elettrico, che sono un sicuro indicatore di collegamenti allentati o sovraccarico del circuito. | |
| Guasto all'avviamento del motore. | Esaminare l'avviatore del motore per individuare eventuali componenti bruciati o guasti. Se si riscontrano danni, sostituire il motorino di avviamento. Se il motorino d'avviamento sembra a posto ma presenta comunque dei problemi, hai due possibilità: far testare il funzionamento del motorino d'avviamento da un elettricista qualificato oppure acquistare un nuovo motorino d'avviamento e verificare se quello era il problema al momento della sostituzione. | |
| Guasto dell'interruttore o del motore: come distinguere | Se si ha a disposizione un voltmetro, è possibile distinguere un guasto all'avviamento da un guasto al motore verificando prima la tensione in ingresso a 220+/-20 e poi controllando la tensione tra l'avviamento e il motore a 220+/-20. Se la tensionein ingresso non è corretta, c'è un problema di alimentazione. Se la tensione tra il motorino di avviamento e il motore non è corretta, il problema è dovuto al motorino di avviamento. Se la tensione tra il motorino di avviamento e il motore è corretta, c'è un problema al motore. | |
| Guasto del motore | Se si sospetta un guasto al motore elettrico, si hanno due possibilità: far testare il motore da un elettricista qualificato per verificarne il funzionamento oppure smontare il motore e portarlo in un'officina di riparazione di motori elettrici qualificata per farlo testare. | |
| Cablaggio errato dell'unità. | Controllare attentamente che tutti i collegamenti elettrici siano corretti e ben serrati. I collegamenti elettrici, ad eccezione del motore, sono preassemblati e testati in fabbrica. Pertanto, i collegamenti del motore devono essere controllati attentamente poiché rappresentano la probabilità più elevata di errore. Se i problemi persistono, controllare nuovamente il cablaggio di fabbrica. |
Schema delle parti
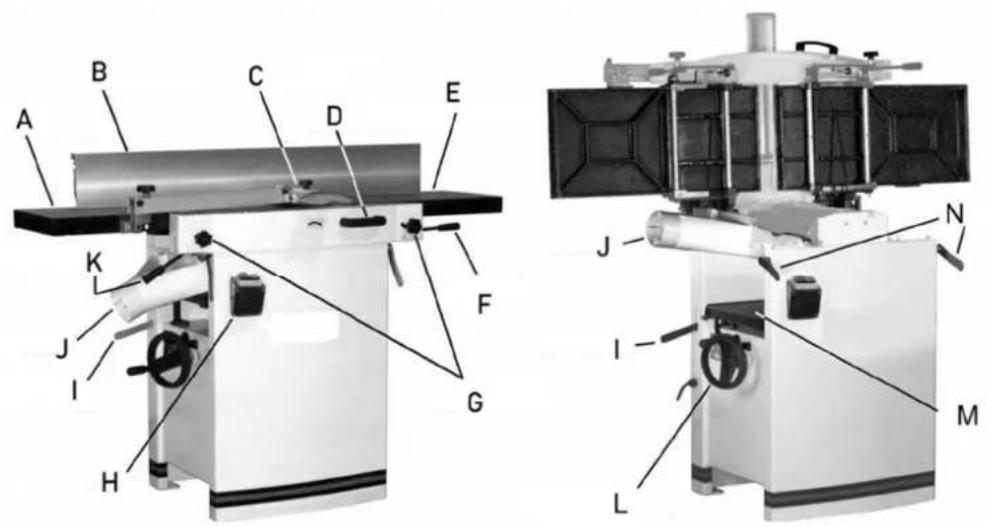
Caratteristiche
| Numero di parte Descrizione del dispositivo | |
| A Tavolo di uscita della giuntatrice | |
| B | recinzione |
| C Protezione del blocco di taglio | |
| D Maniglia di inclinazione del tavolo | |
| E Tavolo di alimentazione della giuntatrice | |
| F Maniglia di sollevamento del tavolo di alimentazione | |
| G Manopola di bloccaggio del tavolo di giunzione | |
| H | Interruttore |
| I Maniglia di accensione/spegnimento dell'alimentazione | |
| J | Cappuccio |
| K Maniglia di sollevamento del tavolo di uscita | |
| L Regolazione dell'altezza del tavolo pialla | |
| M | Tavolo |
| N Blocco da tavolo | |
a
on/off
antipolvere
pialla
Protezione del blocco di taglio e gruppo di uscita
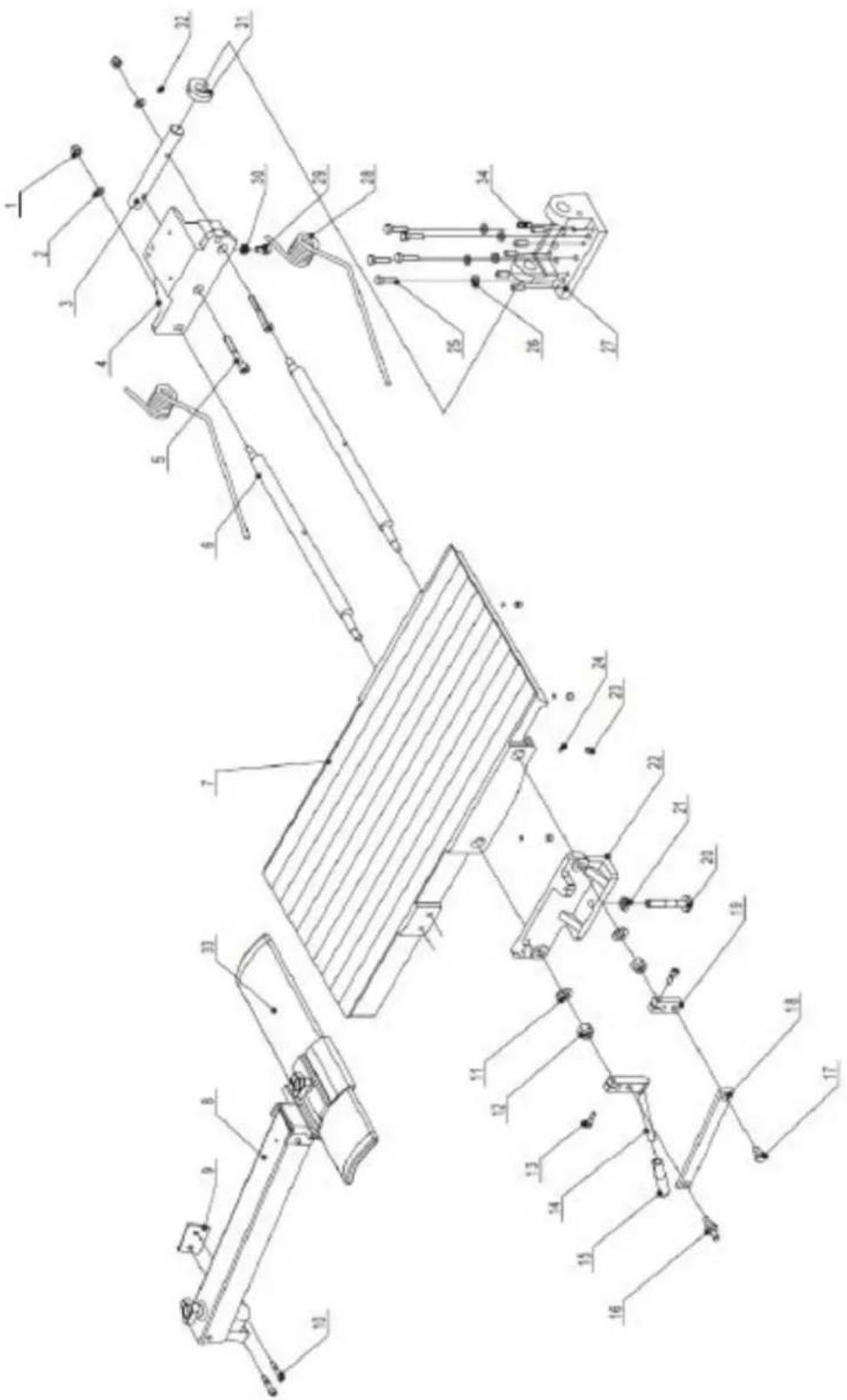
| Numero di parte | Descrizione del dispositivo Dimensione Quantità | ||
| 1 | Controdado. | M8 | 4 |
| 2 | Rondella. | ||
| 3 Albero supporto tavolo di uscita. 1 | |||
| 4 Supporto destro del tavolo di uscita. 1 | |||
| 5 | Esadecimale. Vite a testa cilindrica con esagono incassato | M8X60 | 4 |
| 6 | Albero eccentrico. | ||
| 7 | Tavolo di uscita. | 1 | |
| 8 | Gruppo protezione blocco coltelli. | 1 | |
| 9 | Staffa di protezione del blocco portacoltelli. | 1 | |
| 10 | Esadecimale. Vite a testa cilindrica con esagono incassato | M6X30 | 2 |
| 11 | Rondella. | H12 | 4 |
| 12 | Controdado. | M12 | 4 |
| 13 | Esadecimale. Vite a testa cilindrica con esagono incassato | M8X20 | 4 |
| 14 | Maniglia di regolazione. | 2 | |
| 15 | Manopola. | 2 | |
| 16 | Vite speciale. | 2 | |
| 17 | Vite speciale. | 2 | |
| 18 | Supporto albero eccentrico. | 2 | |
| 19 | Morsetto eccentrico per albero. | 2 | |
| 20 Albero di bloccaggio del tavolo. 2 | |||
| 21 | Esadecimale. Noce. | M12 | 2 |
| 22 | Staffa sinistra del tavolo di uscita. | 1 | |
| 23 | Esadecimale. Vite di fissaggio a bussola | M8X10 | 8 |
| 24 | Disco di plastica. | Giorno 6 | 8 |
| 25 | Esadecimale. Bullone. | M8X30 | 10 |
| 26 | Rondella. | L'8 | 10 |
| 27 | Supporto tavolo di uscita. | 2 | |
| 28 | Molla (diametro 6,5 mm). | 4 | |
| 29 | Bullone esagonale. | M8X16 | 2 |
| 30 | Dado esagonale. | M8 | 3 |
| 31 | Grande rotella a camme per interruttore di sicurezza. | 1 | |
| 32 | Esadecimale. Set di prese | M5X10 | 1 |
| 33 | Profilo di protezione del blocco pialla con tappo | 1 | |
| 34 | Vite senza testa | M8 | 12 |




