
WOOB-4004000 - Hoblovka a tloušťkoměr MSW - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma WOOB-4004000 MSW ve formátu PDF.

Dotazy uživatelů ohledně WOOB-4004000 MSW
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Hoblovka a tloušťkoměr ve formátu PDF zdarma! Najděte svůj návod WOOB-4004000 - MSW a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. WOOB-4004000 značky MSW.
NÁVOD K OBSLUZE WOOB-4004000 MSW
Tato uživatelská příručka byla přeložena pomocí strojového překladu. Udělali jsme vše pro to, aby byl překlad přesný, ale mějte na paměti, že automatické překlady nejsou dokonalé a nemají nahradit lidské překladatele. Oficiální verze uživatelské příručky je v angličtině. Jakékoli rozdíly mezi přeloženou verzí a původní angličtinou nejsou právně závazné. Máte-li jakékoli dotazy ohledně přesnosti překladu, podívejte se prosím na anglickou verzi, která je oficiálním odkazem. Další jazykové verze jsou k dispozici na vyžádání na adrese info@expondo.com.
Technické údaje
| Popis parametru Hodnota parametru | |
| Název výrobku | Hoblík a tloušťkovač |
| Model | MSW-WOOB-4004000 |
| Jmenovité napětí [V~, N] / frekvence [Hz] 400, 3 / 50 | |
| Jmenovitý výkon[W] 4000 | |
| IP | 20 |
| Rychlost frézovacího bloku [/min] 5500 | |
| Velikost nože [mm] 410*25*3 | |
| Hoblovka - řezná kapacita [mm] 3 | |
| Hoblík – Velikost stolu [mm] 1640*410 | |
| Tloušťkovač - řezná kapacita [mm] | 4 |
| Tloušťkovač - Velikost stolu [mm] | 600*408 |
| Tloušťkovač – Max výška [mm] | 225 |
| Tloušťkovač – rychlost posuvu [m/min] | 7 |
| Rozměry [šířka * délka * výška; mm] | 1650*940*965 |
| Hmotnost [kg] | 260 |
Popis zařízení
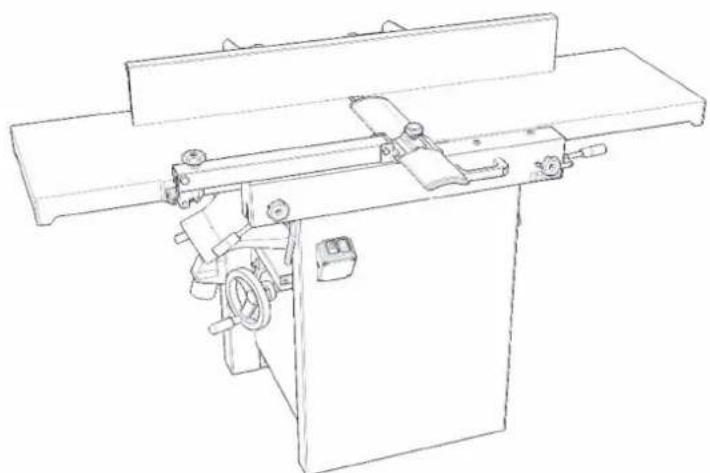
Výrobek je kombinovaný srovnávací a tloušťkovací stroj určený pro použití v truhlářských dílnách. Je určen pro podélné opracování dřeva a podobných materiálů, s maximální šířkou obrobku 310 mm.
Stroj je určen pro operace prováděné pouze jedním uživatelem.
Uživatel je odpovědný za jakékoli škody způsobené neúmyslným použitím zařízení.
Specifikace týkající se hluku zařízení
| Hladina hluku A v místě provozu (LpAeq) | Naprázdno | LpAeq = 81,7 dB(A) |
| Zatížení | LpAeq = 89,5 dB(A) | |
| Úroveň akustického výkonu A (LWA) | Naprázdno | L_WA = 94,5 dB(A) |
| Zatížení | L_WA = 103 dB(A) |
Provozní podmínky pro měření hluku odpovídají příloze B ISO 7960. Uvedené hodnoty jsou hodnoty emisí a neznamenají nutně žádné bezpečné pracovní hodnoty. Přestože existuje korelace mezi hodnotou emisí a úrovněmi expozice, nelze tyto hodnoty použít pro spolehlivé určení, zda jsou nutná další opatření. Faktory ovlivňující skutečné úrovně ozáření pracovníků zahrnují vlastnosti pracovního prostoru, další zdroje hluku atd., např. počet strojů a další sousední postupy. Také nejvyšší přípustné úrovně expozice se mohou v různých zemích lišit. Tyto informace by měly uživateli stroje pomoci lépe vyhodnotit riziko a míru rizika.
Příprava a ovládání provozu
Příjem
Opatrně vybalte stroj a všechny volné předměty z dřevěné bedny a zkontrolujte je, zda nejsou poškozené. Jakékoli poškození je třeba okamžitě nahlásit distributorovi a přepravci. Než budete pokračovat dále, přečtěte si důkladně svůj návod, abyste se seznámili se správnými postupy montáže, údržby a bezpečnosti.
Odstraňte šrouby, které drží stroj na přepravní liště. Odstraňte ochranný povlak ze stolu, válečků, podávacích válečků, řezací hlavy a volných předmětů zabalených se strojem. Tento povlak lze odstranit měkkým hadříkem navlhčeným petrolejem. K tomuto účelu nepoužívejte aceton, benzín nebo ředidlo laku. Na plastové díly nepoužívejte rozpouštědla.
Vybalování
-
Vyjměte veškerý obsah z přepravního kartonu. Karton ani balicí materiál nevyhazujte, dokud není stroj nastaven a uspokojivě běží.
-
Zkontrolujte obsah, zda nedošlo k poškození při přepravě. Případné poškození nahlaste svému distributorovi.
-
Nástroje potřebné pro montáž:
• 1* Křížový šroubovák
• 1*4 mm šestihranný klíč
• 1*5 mm šestihranný klíč
• 1*6 mm imbusový klíč
• 1*10 mm nástrčný klíč
• Nástrčný klíč 1*13 mm
Poznámka: Použití nástrčných klíčů a ráčen urychlí dobu montáže, ale nejsou nutné.
Pracovní kvalifikace
Stroj smí obsluhovat pouze odborník v oboru obrábění dřeva nebo jím zaškolený a proškolený pracovník bez ohledu na pohlaví. Při práci na stroji se musí obsluha seznámit s těmito pokyny a dodržovat všechna bezpečnostní pravidla, předpisy a ustanovení platná v příslušné zemi.
Pracovní prostředí
Stroj musí být provozován v dílenském prostředí, jehož teplota nepřesahuje +40 °C a neklesne pod +5 °C. Relativní vlhkost prostředí je od 30% do 95%, nekondenzující. Nadmořská výška je až 1000 m.
Skladovací a přepravní teplota: -25\~+55 °C
Klasifikace prostředí - nebezpečí požáru hořlavého prachu.
Připojení proudu

UPOZORNĚNÍ! Všechna elektrická připojení musí provést kvalifikovaný elektrikář. Veškeré
seřízení nebo opravy musí být prováděny se strojem odpojeným od zdroje napájení a vytaženým ze zásuvky. Nedodržení může mít za následek vážné zranění!
Tento stroj není dodáván se zástrčkou. Použijte zástrčku a zásuvku s jmenovitým proudem alespoň 20 A. Obvod stroje by měl být také chráněn alespoň 20ampérovým jističem nebo pojistkou.
Ujistěte se, že se řezací hlava pohybuje správným směrem. Pokud tomu tak není, jednoduše přehodťe dva fázové vodiče na napájecím vstupu.
Provozní ovládací prvky

UPOZORNĚNÍ!
- Před prováděním jakýchkoli úprav odpojte stroj od zdroje napájení. Nedodržení může způsobit vážné zranění.
- Nože řezné hlavy jsou nebezpečně ostré. Při práci v jejich blízkosti bud’te velmi opatrní. Nedodržení může způsobit vážné zranění.
Nastavení spárovačky do hoblíku
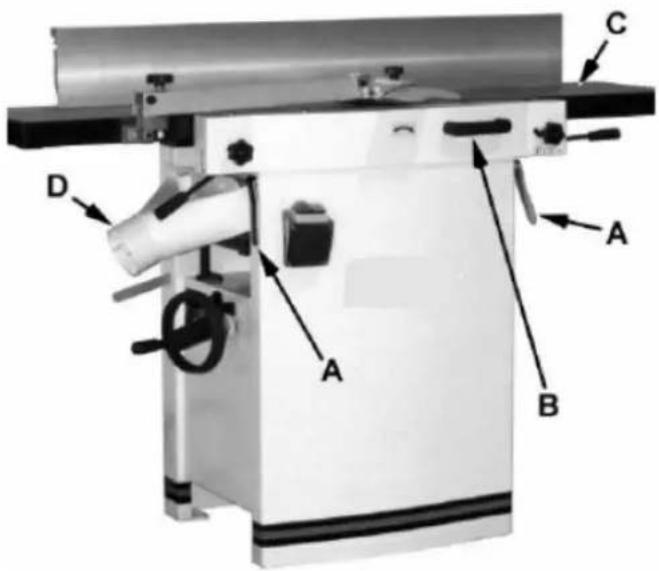
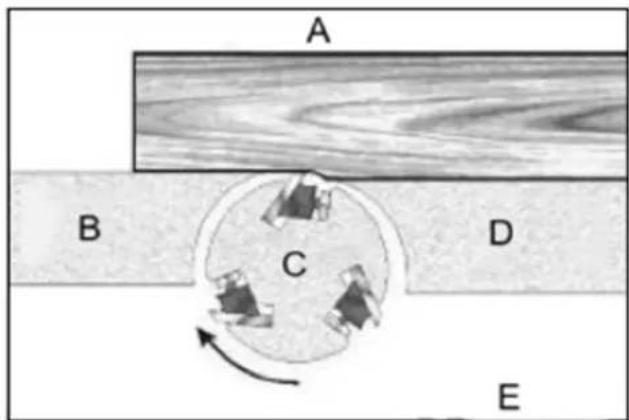
Chcete-li změnit konfiguraci stroje na srovnávačku (viz obrázek 2):
-
Uvolněte oba zámky stolu skříně (A) otočením rukojetí směrem k obsluze a následným vytažením ze stroje.
-
Zvedněte stůl (C) pomocí rukojeti (B).
Stůl je těžký. Při zvedání budťe opatrní. Nedodržení může způsobit vážné zranění.
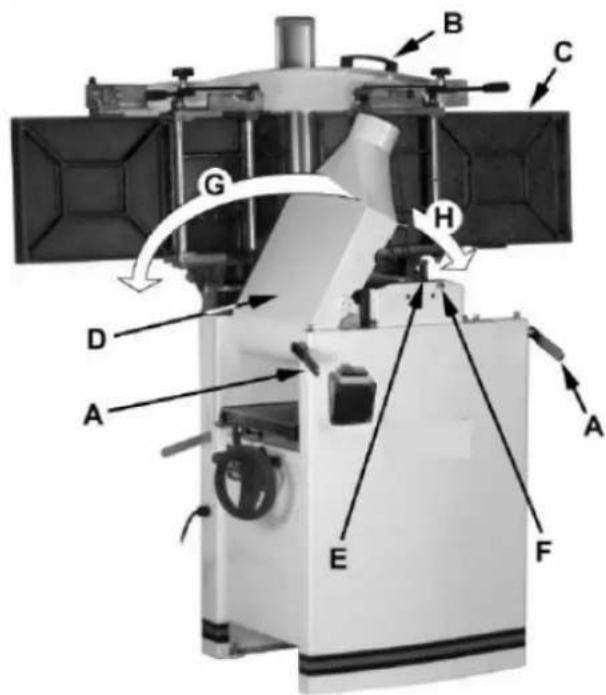
Při zvednutí by měl být stůl ve svislé poloze, jak je znázorněno na C, obr. 3. Západka (E, obr. 3) by měla být zajištěna, aby se zabránilo náhodnému pádu stolu dopředu.
- Umístěte shoz na prach (D, H obr. 3) doprava. Budťe velmi opatrní, abyste se vyhnuli kontaktu s noži řezné hlavy.
Poznámka: Stůl hoblíku může být nutné snížit, aby byl umožněn volný prostor pro umístění skluzu na prach.
Nastavení hoblíku na spojku
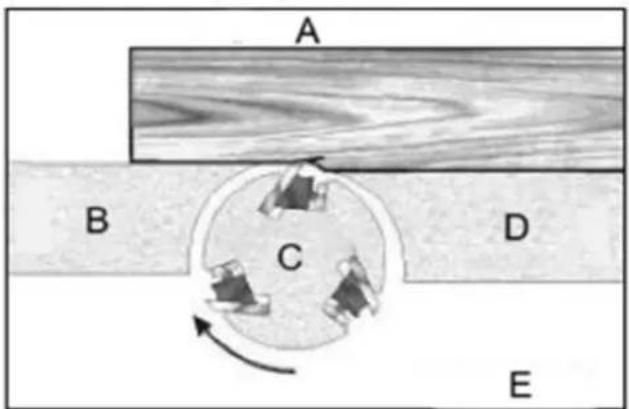
S odkazem na obrázek 3: Změna konfigurace stroje z hoblíku na spojku:
- Zatáhněte za uvolňovací knoflík (F) a přemístěte shoz na prach (D, G) doleva. Mělo by být umístěno tak, jak je znázorněno na D, obr. 2.
Stůl je těžký. Při spouštění budte opatrní. Nedodržení může způsobit vážné zranění.
-
Uvolněte západku (E) a posuňte stůl dopředu pomocí naklápěcí rukojeti (B). Mělo by být umístěno tak, jak je znázorněno na C, obr. 2.
-
Zajistěte stůl (C) zatlačením zajišťovacích rukojetí (A) směrem ke stroji a otočením dolů (směrem od obsluhy).
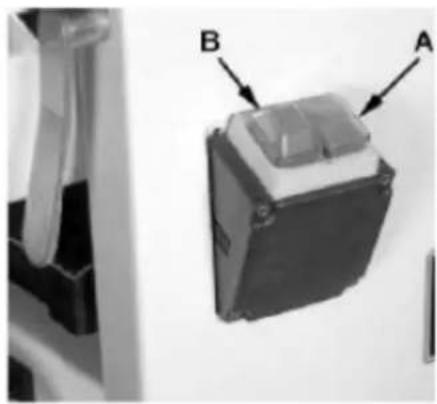
Po připojení správně dimenzované zástrčky zapojte napájecí kabel do zásuvky. Pro spuštění stiskněte zelené tlačítko (A, obr. 4). Pro zastavení stiskněte červené tlačítko vypnutí (B, obr. 4).
Ovládání a nastavení hoblíku
Obrázek 5
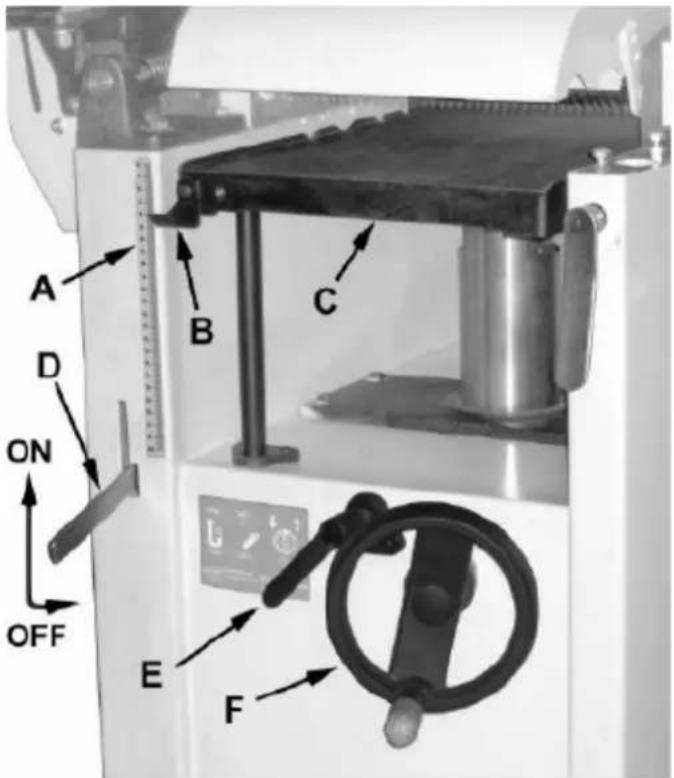
S odkazem na obrázek 5:
Napájení
Umístěním rukojeti elektrického posuvu hoblíku (D) do horní polohy zapnete posuv hoblíku (viz šipka).
Umístěním rukojeti do spodní polohy vypnete napájení.
Zámek stolu
Otočením zámku stolu (E) ve směru hodinových ručiček zajistěte ruční kolečko nastavení výšky (F) a zajistěte hoblovací stůl (C) ve zvolené poloze. Otočením zámku stolu (E) proti směru hodinových ručiček uvolníte a umožníte nastavení stolu.
Nastavení výšky stolu
Výška hoblovacího stolu se nastavuje následovně:
- Odemkněte zámek stolu (E).
- Otáčením ručního kola pro nastavení výšky (F) ve směru hodinových ručiček zvednete hoblovací stůl (C), proti směru hodinových ručiček pro snížení.
- Zamkněte zámek stolu (E). Každá otáčka ručního kola (F) způsobí pohyb stolu (C) nahoru nebo dolů o 4 mm. Stupnice na sloupku ručního kola ukazuje míru otáčení ručního kola. Ukazatel (B) ukazuje polohu stolu vzhledem k řezací hlavě na stupnici (A) umístěné na boku skříně.
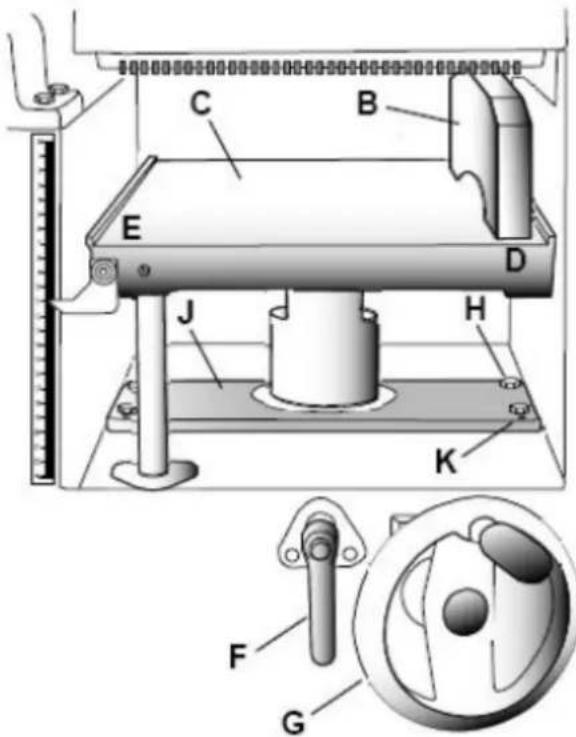
Ovládání a seřízení spárovačky
Obrázek 6
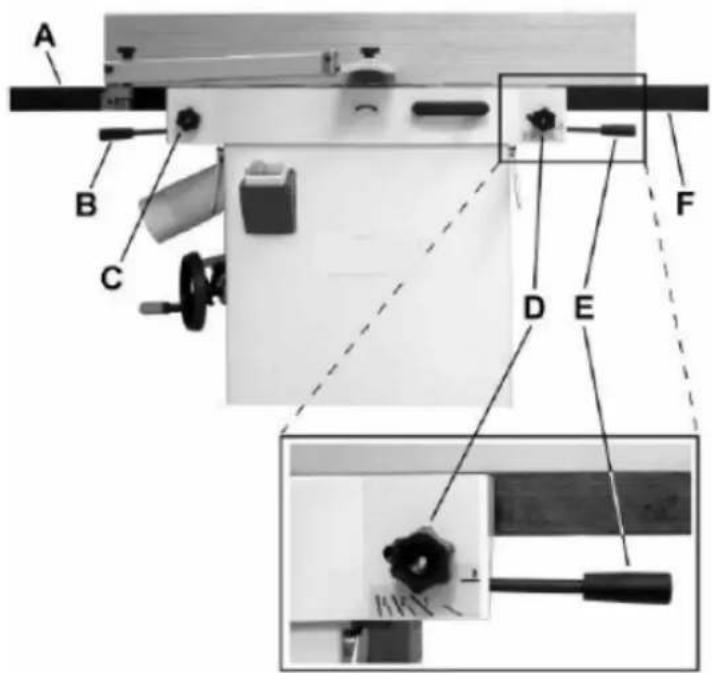
S odkazem na obrázek 6:
Nastavení výšky výstupního stolu
Zajišťovací knoflík (C) a zvedací rukojeť (B) ovládají nastavení výšky výstupního stolu (A). Výstupní stůl je původně nastaven ve výrobě a neměl by být přemístěn, s výjimkou určitých úprav.
Nastavení výšky podávacího stolu
Pojistný knoflík (D) a zvedací rukojeť (E) ovládají nastavení výšky podávacího stolu (F). Chcete-li upravit:
- Uvolněte pojistný knoflík (D).
- Zvednutím zvedací rukojeti (E) zvedněte podávací stůl pro malou hloubku řezu. Pro hlubší řez spustte rukojeť.
- Utáhněte pojistný knoflík (D).
Poznámka: Doporučuje se hloubka řezu 1,5 mm nebo méně.
Chránič rezné hlavy
Při správné poloze by měl kryt řezací hlavy (H) spočívat na vodítku (A).
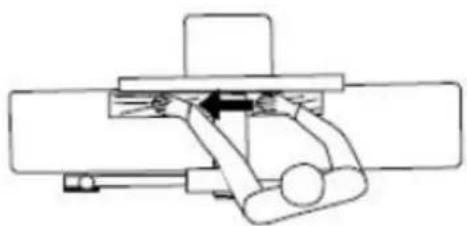
Pohyb plotu
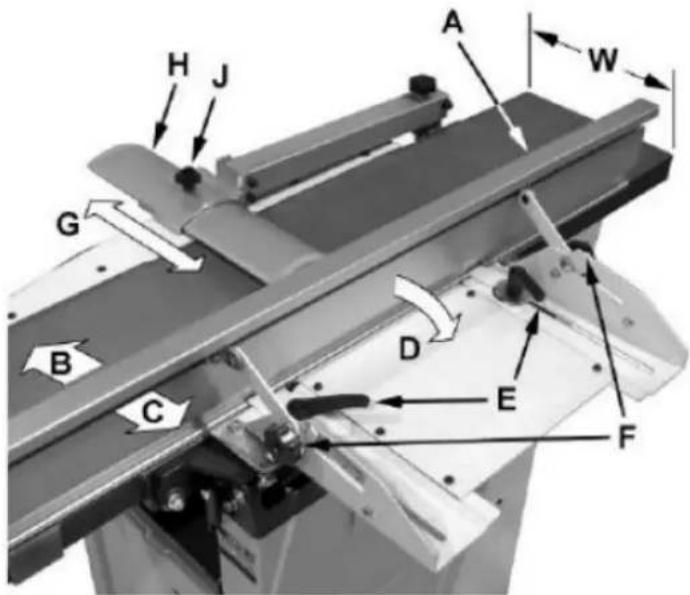
S odkazem na obrázek 7:
Plot (A) lze posunout dopředu (B) nebo dozadu (C) přes šířku (W) stolu. Také se naklání až o 45 stupňů dozadu (D).
Uvolněte zajišťovací knoflík (J), posuňte ochranný kryt na místo a poté zajišťovací knoflík utáhněte. Posunutí vodítka dopředu nebo dozadu: Při spojování hran by se měla sestava vodítka pravidelně posouvat do různých poloh, aby se rozložilo opotřebení nožů nožů. To se provádí následovně:
-
Pokud je to nutné, uvolněte kryt řezací hlavy (H), aby se sestava vodítka mohla volně pohybovat, aniž by byla krytem omezována.
-
Uvolněte dvě zajišťovací rukojeti sestavy plotu (E).
- Přesuňte celou sestavu plotu do požadované polohy; poté znovu utáhněte rukojeti (E).
- Znovu nastavte a zajistěte kryt řezací hlavy. Naklonění plotu dozadu:
Plot (A) lze naklonit dozadu (D) až o 45° (to znamená pro celkový úhel 135° od povrchu stolu) následovně.
- Uvolněte zajišťovací rukojeti (F).
-
Utáhněte zajišťovací rukojeti (F).
-
Nakloňte ohradník dozadu (A, C) do požadovaného úhlu až 135 stupňů. Nebo můžete svůj zkosený referenční kus položit na stůl a proti plotu a upravovat plot tak, aby úhel plotu odpovídal zkosení vašeho měřidla.
-
Znovu nastavte a zajistěte kryt řezací hlavy.
Úpravy
Úpravy stolu a nožů
Pro presné spojení musí být splněny alespoň tři věci:
- Příšuvné a výstupní tabulky musí být koplanární.
- Nože nebo nožové vložky musí být v řezné hlavě nastaveny tak, aby nejvyšší bod jejich oblouku byl v úrovni výstupního stolu.
- Na standardní řezné hlavě musí být nože po celé délce nožů rovnoběžné s podávacím tolem.
Tato zarovnání jsou vysvětlena níže.

UPOZORNĚNÍ! Před prováděním jakýchkoli úprav odpojte stroj od zdroje napájení. Nedodržení může způsobit vážné zranění.
Koplanární zarovnání
Definice koplanární
Když je vstupní stůl nastaven na stejnou úroveň jako výstupní stůl a oba stoly dohromady tvoří "dokonalý" rovný povrch, říká se, že stoly jsou koplanární.
Pro optimální výkon spojky musí být vstupní a výstupní stoly koplanární. Pokud tomu tak není, může mít hotový obrobek mírné zkosení nebo zkroucení napříč spojenou šířkou nebo délkou.
Určení, zda jsou tabulky koplanární
Tabulky byly z výroby nastaveny koplanárně, ale operátor by je měl znovu zkontrolovat. Také při
používání stroje by měly být stoly občas zkontrolovány a v případě potřeby seřízeny.
Níže popsaný postup používá k nastavení stolů ocelovou rovnou hranu, která by měla být dostatečně přesná pro většinu účelů.

DŮLEŽITÉ! Při provádění následující zkoušky musí být stoly zajištěny ve své poloze.
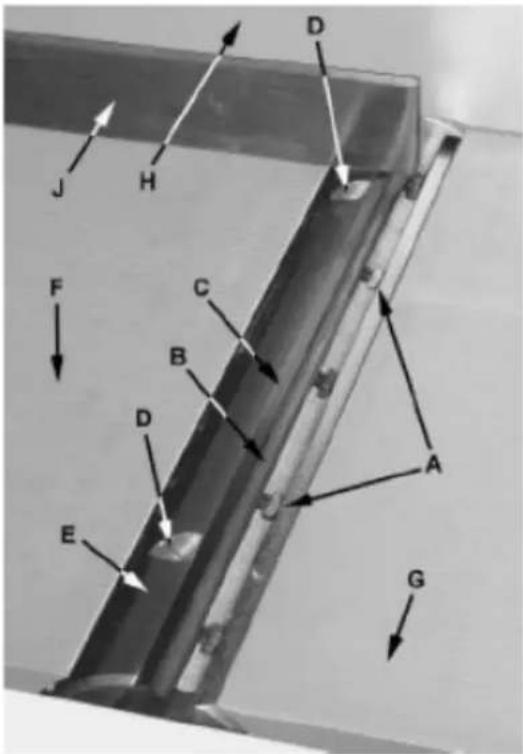
Obrázek 8
S odkazem na obrázky 8 a 9:
- Odpojte spojku od zdroje napájení.
- Uvolněte zajišťovací knoflík (A) a posunutím krytu řezací hlavy (B, C) vyčistěte stůl.
- Posuňte sestavu vodítka zpět (H, E) co nejdále nebo ji zcela vyjměte ze stroje.
- Otáčejte řeznou hlavou, abyste zabránili rušení nože.
- Umístěte rovný okraj (D) přes přední část výstupního stolu (F) a přesahující přes vstupní stůl (G).
Poznamenejte si polohu vstupního stolu (G). Všimněte si polohy pravítka na obrázku 6 vzhledem k vodítku (H).
- Zvedněte podávací stůl (G), dokud se nedotkne rovné hrany (D). Rovná hrana by měla ležet vodorovně přes oba stoly. Posuňte pravítko na zadní stranu výstupního stolu, jak je znázorněno na obrázku 7, a provedte stejný test. Pokud rovná hrana neleží ve vodorovné poloze, musí být přední nebo zadní strana jednoho ze stolů upravena tak, aby byly stoly koplanární.
Provedení koplanárního zarovnání
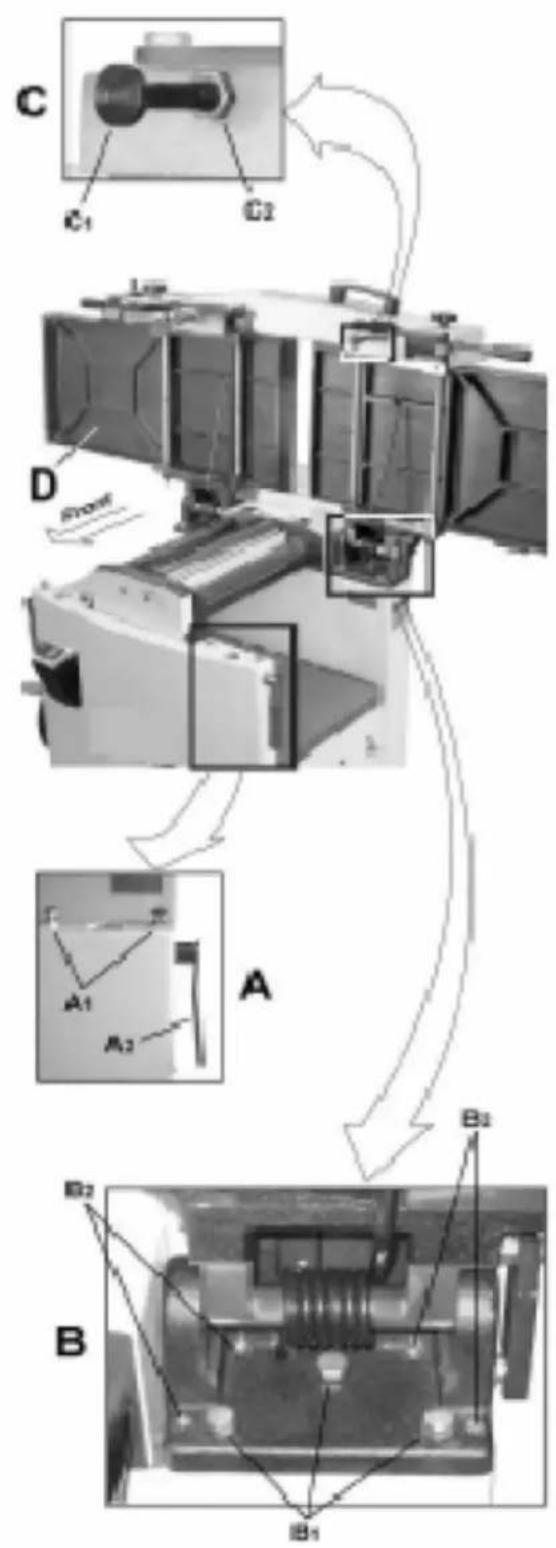
Obrázek 10
Pokud je požadováno zarovnání, jak je uvedeno v předchozí části, postupujte následovně:
Před prováděním jakýchkoli úprav odpojte stroj od zdroje napájení. Nedodržení může způsobit vážné
zranění.
- Odpojte napájení od stroje.
-
Odemkněte obě rukojeti zámku skříně (A2).
-
Zvedněte stůl (D) zcela do vzprímené polohy. Nastavení se provádí pomocí čtyř stavěcích šroubů (B2), které nastavují sklon a sklon stolu v zadní části (směrem k dorazu) a dvou šroubů se šestihrannou hlavou (A1), které nastavují stůl směrem dopředu. Seřízení může sestávat z předního seřízení, zadního seřízení nebo (pravděpodobněji) z kombinace obou.
Zadní úprava
Potřebné nářadí – klíč 13 mm, imbusový klíč 4 mm
- Pomocí 13mm klíče povolte tři šrouby se šestihrannou hlavou (B1).
- Pomocí 4 mm šestihranného klíče provedte podle potřeby velmi mírné úpravy čtyř stavěcích šroubů (B2) o 1/8 až 1/4 otáčky. Otočením ve směru hodinových ručiček se stůl zvedne; otočení proti směru hodinových ručiček sníží stůl. Nastavení dvou pravých stavěcích šroubů bude mít největší dopad na pravou stranu stolu; nastavení dvou levých stavěcích šroubů bude mít největší dopad na levou stranu stolu.
- Po dokončení nastavení utáhněte šrouby se šestihrannou hlavou (B1)
Přední nastavení
Potřebné nářadí – dva klíče 13 mm
- Přidržte šrouby se šestihrannou hlavou (A1) na místě jedním klíčem a druhým klíčem povolte zajišťovací šestihranné matice.
- Upravte šrouby (A1) mírně od 1/8 do 1/4 otáčky. Otočením proti směru hodinových ručiček se stůl zvedne; otočení ve směru hodinových ručiček sníží stůl. Nastavení pravého šroubu bude mít největší dopad na pravou stranu stolu; nastavení levých šroubů bude mít největší dopad na levou stranu stolu.
- Po dokončení seřízení zajistěte utažením šestihranné matice a zároveň udržujte polohu šroubu pomocí druhého klíče. K dosažení koplanárního zarovnání může být nutné opakovat cvičení v této části více než jednou.
Poznámka: Pokud se stoly po úpravě nezajistí správně, prostudujte si část „Nastavení rukojeti zámku spojovacího stolu“ níže.
Nastavení řezných nožů
DÜLEŽITÉ! Před provedením jakýchkoli úprav v této části musí být vstupní a výstupní stolyrní.

UPOZORNĚNÍ! Nože s řeznou hlavou jsou nebezpečně ostré! Při kontrole, vyjímání, broušení měně nožů do řezací hlavy budťe mimořádně opatrní. Nedodržení může způsobit vážné zranění.
- Odpojte stroj od zdroje napájení.
- Odstraňte ochranný kryt řezací hlavy (B, obr. 8). S odkazem na obrázky 11 a 12.
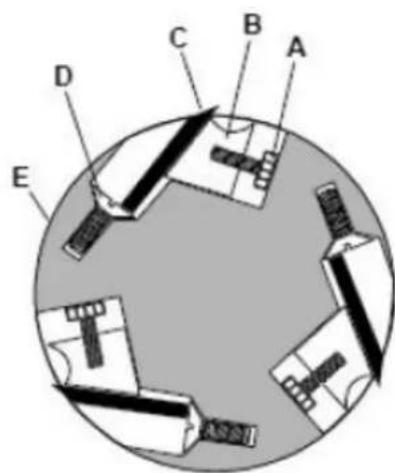
- Pečlivě očíslujte každou čepel nože (C) magickou značkou, abyste je odlišili.
Poznámka: Chcete-li otáčet řezací hlavou, musíte otočit kladku řezné hlavy. To vyžaduje odstranění panelu na zadní straně skříně pro přístup.
- Otočte řeznou hlavou (E) a určete polohu nože číslo jedna na 12. hodině. Poloha 12 hodin je nejvyšší bod, kterého čepel dosáhne v řezacím oblouku (C, obr. 12).
- Umístěte pravítko (J) na výstupní stůl (F) poblíž plotu (H). Jeden konec pravítka by měl být umístěn nad řezným nožem (C) poblíž konce čepele, jak je znázorněno na obr. 9.
Obrázek 12
Při manipulaci s pravítko v blízkosti nožů budťe opatrní, aby nedošlo k poškození.
Poznamenejte si polohu čepele nože vzhledem k rovnému ostří, poté posuňte pravítko na druhou stranu stolu a znovu si poznamenejte polohu čepele nože vzhledem k rovnému ostří. Nůž číslo jedna musí být na obou koncích ve stejné výšce a musí být také ve stejné výšce jako výstupní stůl (spodní část pravítka). Pokud tomu tak není, je nutné provést úpravu následovně:
- Lehce povolte pět pojistných šroubů (A) otočením do zajišťovací tyče (B) ve směru hodinových ručiček při pohledu od podávacího stolu (G).
- Nastavte výšku čepele otáčením šroubů zvedáku (D), na kterých čepele spočívají. Chcete-li nůž snížit, otočte šroubem ve směru hodinových ručiček. Pro zvednutí otočte šroubem proti směru hodinových ručiček.
- Když je kotouč ve správné výšce, střídavě utáhněte pět pojistných šroubů (A).
Opakujte kroky 4 – 8 pro čepele dva a tři.
Výměna řezacích nožů

UPOZORNĚNÍ! Před prováděním jakýchkoli úprav odpojte stroj od zdroje napájení. Nedodržení
může způsobit vážné zranění.
- Odpojte stroj od zdroje napájení.
- Odstraňte kryt řezací hlavy (B, obr. 6).

UPOZORNĚNÍ! Nože řezné hlavy jsou nebezpečně ostré. Při kontrole, vyjímání, broušení nebo
výměně nožů do řezací hlavy bud'te mimořádně opatrní. Nedodržení může způsobit vážné zranění.
- Zašroubujte všech pět šroubů (A) do zajištovací tyče (B) otáčením ve směru hodinových ručiček při pohledu od podávacího stolu (G).
- Opatrně vyjměte řezací nůž (C) a zajišťovací lištu (B).
- Opakujte pro zbývající dva nože.
- Důkladně očistěte všechny povrchy řezací hlavy, štěrbiny pro nože a zajišťovací lišty od prachu a nečistot.
- Vložte náhradní nůž (C) do štěrbiny nože a ujistěte se, že směřuje správným směrem.
- Vložte pojistnou lištu (B) a utáhněte ji tak, aby držela na místě.
- Opakujte pro další dvě čepele.
Nastavení rukojeti zámku spárovacího stolu
Pro dosažení nejlepšího výkonu by měly být zajištovací rukojeti spojovacího stolu (A2) v uzamčené poloze přibližně v poloze zcela dole. Pokud je nutná úprava:
- Odpojte stroj od zdroje napájení.
- Odjistěte rukojeť zámku (A2) a zvedněte stůl do vzpřímené polohy.
- Povolte pojistnou matici (C2) pomocí 18mm klíče.
- Seřid'te zajišťovací hřídel stolu (C1) v krocích po 1/4 otáčky nebo méně. Otáčením ve směru hodinových ručiček utáhněte výkon rukojeti zámku a proti směru hodinových ručiček ji uvolněte.
- Utáhněte pojistnou matici (C2).
- Vyzkoušejte funkci uzamčení a v případě potřeby opakujte.
Výměna řemene
UPOZORNĚNÍ! Před prováděním jakýchkoli úprav odpojte stroj od zdroje napájení. Nedodržení
může způsobit vážné zranění.
Příprava
Chcete-li vyměnit hnací řemen řezné hlavy a/nebo řemen podávacího válečku hoblíku, je třeba nejprve
odstranit sestavu frézovacího vodítka a dva zadní panely, jak je popsáno níže. Je zapotřebí 4 mm šestihranný klíč a dva 13 mm klíče.
- Odstraňte sestavu spárovacího vodítka (A) tak, že nejprve uvolníte a odstraníte dvě sestavy zámkové rukojeti (B). Šestihranný klíč 4 mm je užitečný, ale není nutný.
- Odšroubujte dva šrouby s válcovou hlavou (C) a horní zadní panel (D).
- Demontujte čtyři šrouby s válcovou hlavou (O) a spodní zadní panel (P).
Výměna hnacího řemenu řezací hlavy
- Povolte čtyři upevňovací šrouby motoru (L). Zvedněte motor a položte jej na stranu vodorovné drážky otvoru pro upevnění motoru. Tím dojde k prověšení hnacího řemenu řezací hlavy (F).
- Odstraňte hnací řemen řezací hlavy (F) z okolí řemenice řezné hlavy (E) a řemenice motoru (M).
- Pokud se má vyměnit pás podávacího válečku (K), pokračujte. Jinak pokračujte krokem 10.
Výměna podávacího pásu
Poznámka: Pokud má být vyměněn pás podávacího válečku, je nutné provést kroky 1–5 k odstranění hnacího řemenu řezací hlavy, než bude možné pás podávacího válečku vyměnit.
- Umístěte rukojeť elektrického posuvu (J) do spodní polohy (vypnuto/vypnuto), což zajistí vůli řemenu pro další krok.
- Odstraňte pás podávacího válečku (G) z okolí řemenice podávacího válečku (K) a řemenice motoru (M).
- Omotejte nový řemen kolem menší (vnitřní) řemenice motoru (M) a řemenice podávacího válečku (K).
Poznámka: Spodní úsek kladky podávacího válečku musí být umístěn mezi destičkami brzdy pásu (N).
Závěrečné kroky
- Vyměňte hnací řemen řezací hlavy (F) tak, že jej obtočíte kolem řemenice řezací hlavy (E) a poté větší (vnější) řemenice motoru (M).
- Posuňte motor tak, aby montážní šrouby (L) spočívaly zpět ve svislých otvorech štěrbiny, a poté utáhněte montážní šrouby.
- Nasad'te spodní zadní panel (P) a zajistěte čtyřmi šrouby s válcovou hlavou (O).
- Nasad'te horní zadní panel (D) a zajistěte jej dvěma šrouby s válcovou hlavou (C).
- Vyměňte sestavu spojky (A) a zajistěte ji dvěma sestavami zámkové rukojeti (B).
Úprava stolu hoblíku

UPOZORNĚNÍ! Před prováděním jakýchkoli úprav odpojte stroj od zdroje napájení. Nedodržení může způsobit vážné zranění.
Kontrolní srovnávací stůl rovnoběžně s řeznou hlavou
Stůl hoblíku je z výroby nastaven rovnoběžně s řeznou hlavou a není nutné žádné další seřizování. Pokud váš stroj hobluje kužel, nejprve zkontrolujte, zda jsou nože správně seřízeny v řezné hlavě (viz část „Nastavení nožů řezné hlavy“) a v případě potřeby provedte seřízení.

Poté, co se ujistíte, že jsou nože správně nastaveny, zkontrolujte, zda je pracovní stůl nastaven rovnoběžně s řeznou hlavou, a to následovně:
- Odpojte stroj od zdroje napájení.
- Otočte řezací hlavu tak, aby jedna z čepelí nože (A, obr. 14) byla v poloze 6 hodin.
S odkazem na obrázek 15:
- Umístěte měrku (B) nebo jiné měřicí zařízení na pracovní stůl (C) na jednu hranu (D) přímo pod řezací hlavu.
- Odjistěte rukojeť zámku stolu (F).
- Ručním kolem (G) jemně zvedněte stůl (C), dokud se měrka (B) lehce nedotkne špičky čepele nože, potom stůl zajistěte.
- Přesuňte měrku (B) na opačný konec stolu (E).
Pokud je vzdálenost od stolu ke špičce čepele nože na obou koncích stejná, je stůl rovnoběžný s řeznou hlavou.
Nastavení pracovního stolu rovnoběžně s řeznou hlavou
Pokud pracovní stůl není rovnoběžný s řeznou hlavou, provedte postup seřízení následovně:
- Pomocí 13mm klíče povolte čtyři šrouby se šestihrannou hlavou (H) umístěné v každém rohu podpěry sloupu (J).
- Uvedte stůl rovnoběžně s řeznou hlavou nastavením čtyř stavěcích šroubů (K) umístěných v každém rohu podpěry sloupu (J) vedle šroubů se šestihrannou hlavou (H).
-
Opakujte kroky 3 – 6, a pokud je nutné další nastavení, opakujte kroky 8, 9.
-
Když se zjistí, že stůl je rovnoběžný s řeznou hlavou, utáhněte šrouby se šestihrannou hlavou (H).
Základní operace
Sběr prachu
Před prvním uvedením do provozu musí být stroj připojen ke sběrači prachu.
Počáteční spuštění
Po dokončení montáže a nastavení je hoblík připraven k testování. Zapněte napájení na hlavním panelu. Stiskněte tlačítko Start. V případě problému podržte prst na tlačítku Stop. Hoblík by měl běžet hladce s malými nebo žádnými vibracemi nebo zvuky tření. Před další operací prozkoumejte a opravte zdroj jakýchkoli problémů.
NEPOKOUŠEJTE se zkoumat nebo seřizovat hoblík, když je v chodu.
Počkejte, až se hoblík vypne, vytáhne ze zásuvky a všechny pracovní díly se úplně nezastaví.
Změna režimu provozu
Při změně provozního režimu (hoblík na frézu a zpět) musí být stroj vypnutý a zcela zastavený. Chcete-li změnit provozní režim, viz sekce „Nastavení hoblíku na hoblovačku“ a „Nastavení hoblíku k hoblíku“.
Spojovací operace
Správná provozní poloha
Obsluha musí být umístěna přesazeně k podávacímu stolu.
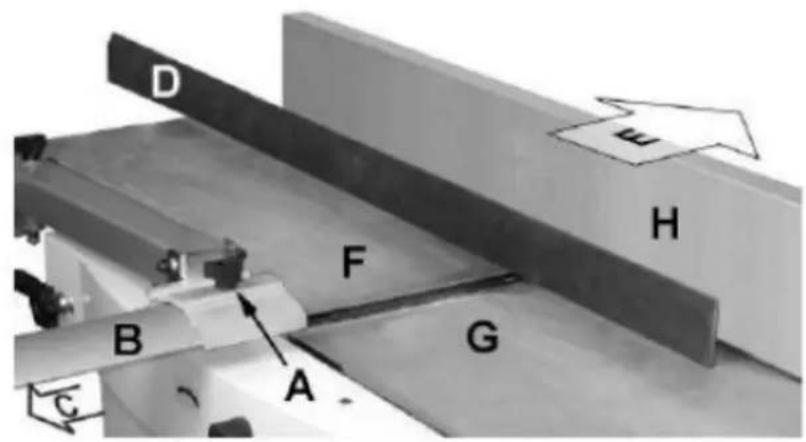
S odkazem na obrázek 16:
Na začátku řezu přidržuje levá ruka obrobek pevně u podávacího stolu a vodítka, zatímco pravá ruka tlačí obrobek plynulým a rovnoměrným pohybem směrem k řezné hlavě. Po dokončení řezu nový povrch pevně spočívá na výstupním stole. Levá ruka se přenese na výstupní stranu (obrázek 16) a tlačí na tuto část obrobku, přičemž zároveň udržuje plochý kontakt s vodítkem. Pravá ruka tlačí obrobek dopředu a než pravá ruka dosáhne řezací hlavy, měla by být přesunuta k práci na výstupním stole.
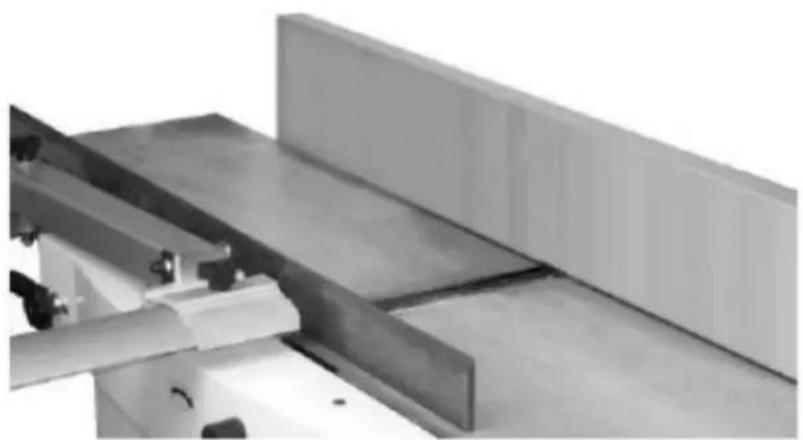
Povrchová úprava
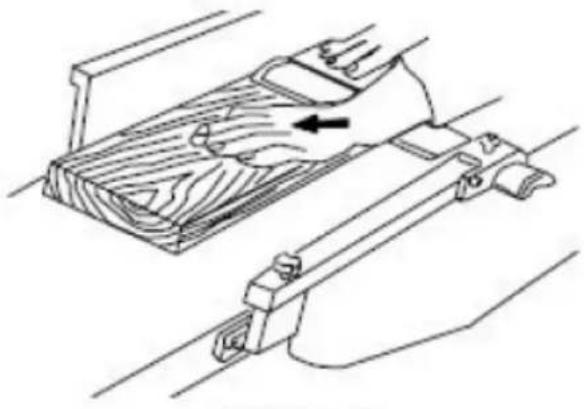
Účelem hoblování na spárovačce je vytvořit jednu rovnou plochu (obrázek 17). Druhá strana může být poté vyfrézována na přesné konečné rozměry na tloušťkovém hoblíku, výsledkem čehož je deska, která je hladká a plochá na obou stranách a každá strana je rovnoběžná s druhou.
Pokud je dřevo, které se má spojovat, vyklenuté nebo ohnuté, položte konkávní stranu dolů a provedte lehké řezy, dokud nebude povrch rovný.
Nikdy nepoužívejte povrchové kusy kratší než 12 palců nebo tenčí než 3/8 palce bez použití speciálního upínacího přípravku.
Nikdy nepoužívejte na povrchu kusy tenčí než 3 palce bez použití tlačného bloku.
Doporučují se řezy přibližně 1/16" najednou, což poskytuje lepší kontrolu nad povrchem. K dosažení požadované hloubky lze poté provést více průchodů.
Směr obilí
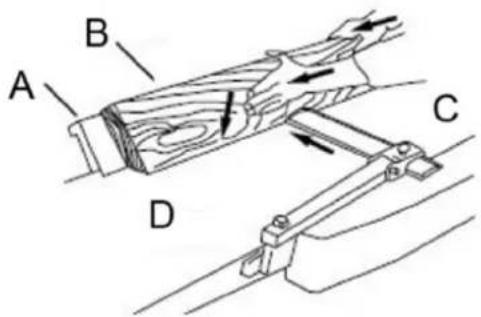
Vyvarujte se vkládání práce do frézy proti zrnu (obrázek 18).
Obrázek 18
A- Proti srsti
B- Výstupní stůl
C- Řezací hlava
To může mít za následek odštípnutí a odštípnutí hran. Podávejte zrno, abyste získali hladký povrch, jak je znázorněno na obrázku 19.
Obrázek 19
A- S obilím
B- Výstupní stůl
C- Řezací hlava
Spojování (nebo lemování) je proces vytváření hotového, plochého povrchu hrany, který je vhodný pro truhlářství nebo konečnou úpravu (obrázek 20). Je to také nezbytný krok před rozřezáním materiálu na šířku na stolní pile.
Nikdy neokrajujte desku, která je méně než 3 palce široká, méně než 1/4 palce tlustá nebo 12 palců dlouhá, bez použití tlačného bloku.
Při olepování dřeva širšího než 3 palce přetáhněte prsty přes vršek dřeva a natáhněte je zpět přes plot tak, aby sloužily jako zarážka pro ruce v případě zpětného rázu.
Umístěte vodítko (posuňte dopředu) tak, aby bylo odkryto pouze požadované množství řezné hlavy.
Když je obrobek dvakrát delší než přísuvný nebo výsuvný stůl frézky, použijte přísuvnou nebo výsuvnou podpěru.
Na okraj:
- Ujistěte se, že je plot nastaven na 90°. Dvakrát to zkontrolujte čtverečkem.
- Zkontrolujte materiál, zda je zdravý a směr zrna (viz Směr zrna na předchozí straně).
- Pokud je deska prohnutá (zakřivená), položte konkávní hranu dolů na podávací stůl.
- Nastavte přísuvný stůl na řez přibližně 1,5 mm.
- Držte pažbu pevně proti dorazu a stolu, krmte ji pomalu a rovnoměrně přes řezací hlavu.
Zkosení
Zkosení hrany je stejná operace jako spojování hran, kromě toho, že se vodítko nakloní do určeného úhlu.
Ujistěte se, že zkosený materiál je delší než 12 palců, více než 1/4 palce tlustý a 1 palec široký.
Chcete-li zkosit:
- K určení požadovaného úhlu použijte úkosoměr. Poté nastavte plot do stejného úhlu.
- Zkontrolujte materiál, zda je zdravý a směr zrna (viz Směr zrna na předchozí straně).
- Nastavte přísluvný stůl na řez přibližně 1,5 mm.
- Pokud je deska prohnutá (zakřivená), položte konkávní hranu dolů na podávací stůl.
- Protáhněte materiál skrz řeznou hlavu a ujistěte se, že čelo materiálu je zcela rovné proti vodítku a že okraj má pevný kontakt s podávacím a výstupním stolem (Obrázek 21).
U dřeva širšího než 3 palce – držte prsty blízko sebe poblíž horní části pažby, překryjte prkno a natáhněte přes plot. Pro dřevo o šířce menší než 3 palce – použijte zkosené tlačné bloky a zatlačte směrem k plotu.
Držte prsty blízko horní části tlačného bloku. K dosažení úplného zkosení může být zapotřebí několik průchodů, pravděpodobně bude zapotřebí několik průchodů.
Obrázek 21
A- Plot
B- Sklad
Tloušťkové hoblování se týká dimenzování řeziva na požadovanou tloušťku při vytváření rovného povrchu rovnoběžného s opačnou stranou desky. Tloušťka desky, kterou hoblík vyrobí, je indikována stupnicí a měrkou hloubky řezu. Přednastavte hoblík na požadovanou tloušťku hotového obrobku pomocí měřidla. Hloubka řezu se nastavuje zvednutím nebo spuštěním hoblovacího stolu (C, obr. 5) pomocí ručního kola (F, obr. 5).
Kvalita plánování tloušťky závisí na úsudku operátora o hloubce řezu.
Hloubka řezu závisí na šířce, tvrdosti, vlhkosti, směru vláken a struktuře vláken dřeva.
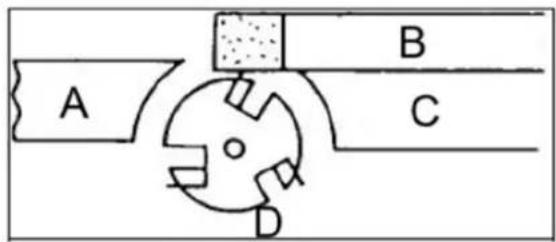
Maximální tlouštka dřeva, kterou lze odstranit jedním průchodem, je 1/8" pro plánování operací na obrobcích až do šířky 5-1/2".
Pro řezání 1/8" musí být obrobek umístěn mimo středový výstupek na pouzdru válce.
Maximální tlouštka dřeva, kterou lze odstranit jedním průchodem, je 1/16" pro plánování operací na obrobcích o šířce 5-1/2" až 12".
Pro optimální výkon při plánování by hloubka řezu měla být menší než 1/16".
Deska by měla být hoblována mělkými řezy, dokud nebude mít práce rovnou stranu. Jakmile vytvoříte rovný povrch, otočte řezivo a vytvořte rovnoběžné strany.
Hoblujte střídavě strany, dokud nedosáhnete požadované tloušťky. Když se polovina celkového řezu odebere z každé strany, deska bude mít jednotný obsah vlhkosti a dodatečné sušení nezpůsobí její deformaci.
Hloubka řezu by měla být menší, když je obrobek širší.
Při plánování tvrdého dřeva proved'te lehké řezy nebo hoblujte dřevo na tenké šířky. Proved'te zkušební řez zkušebním kusem a ověřte vyrobenou tloušťku.
Před prací na hotovém výrobku zkontrolujte přesnost zkušebního řezu.
Opatření
Tloušťkový hoblík je přesný dřevoobráběcí stroj a měl by být používán pouze na kvalitní řezivo.
Nehoblujte špinavé desky; nečistoty a malé kamínky jsou abrazivní a opotřebují čepel.
Odstraňte hřebíky a sponky. Hoblík používejte pouze k řezání dřeva.
Vyhněte se uzlům. Silně zkřížené dřevo dělá suky tvrdými. Uzly se mohou ztratit a zablokovat čepel. Jakýkoli předmět, který narazí na čepele hoblíku, může být násilně vymrštěn z hoblíku, což představuje riziko zranění.
Příprava práce
Hoblík na tloušťku funguje nejlépe, když má řezivo alespoň jeden rovný povrch. K vytvoření rovného povrchu použijte spárovačku.
Zkroucená nebo silně zdeformovaná prkna mohou hoblovačku zaseknout. Roztrhněte řezivo na polovinu, abyste snížili velikost osnovy.
Práce by měla být přiváděna do hoblíku ve stejném směru jako vlákna dřeva. Někdy dřevo změní směr uprostřed desky. V takových případech, pokud je to možné, odřízněte desku uprostřed, aby byl směr vláken správný.
Nehoblujte desku, která je kratší než 6 palců. Doporučuje se, abyste při plánování krátkých prken naráželi na tupo, abyste se vyhnuli zpětnému rázu a snížili se ořezávání.
Krmení práce
Hoblík je dodáván s hoblovacími noži namontovanými v řezné hlavě a podávacími a výstupními válečky nastavenými na správnou výšku. Posuv hoblíku je automatický; bude se mírně lišit v závislosti na druhu dřeva.
Příprava:
Rychlost posuvu označuje rychlost, kterou řezivo prochází hoblíkem. Obsluha je odpovědná za vyrovnání díla tak, aby se správně podávalo.
Zvedněte nebo spustte válec, abyste dosáhli požadované hloubky řezu.
Povrch, který hoblík vytvoří, bude hladší, pokud použijete menší hloubku řezu.
Postavte se na stranu, ke které je pripevněna rukojeť.
Desky delší než 24" by měly mít další podporu z volně stojících stojanů na materiál.
Hoblování:
- Umístěte obrobek tak, aby plocha, kterou chcete hoblovat, byla nahoře.
- Zapněte hoblík.
- Zapněte napájení.
- Konec desky opřete o desku podávacího válečku a nasměrujte desku do hoblíku.
- Posouvejte obrobek na přísuvnou stranu hoblíku, dokud přísuvný válec nezačne obrobek posouvat.
- Pustte obrobek a nechte automatický posuv, aby obrobek posunul.
- Netlačte ani netahejte za obrobek. Přesuňte se dozadu a přijměte hoblované řezivo uchopením stejným způsobem, jakým bylo přiváděno.
Abyste předešli riziku zranění v důsledku zpětných rázů, nestůjte přímo v linii s přední nebo zadní částí hoblíku.
-
Nechytejte žádnou část desky, která nepřešla za výstupní válec.
-
Tento postup opakujte na všech deskách, které musí mít stejnou tloušťku.
Vyhýbání se sluji
Snipe označuje prohlubeň na obou koncích desky způsobenou nerovnoměrnou silou na řezací hlavě, když práce vstupuje do hoblíku nebo z něj vystupuje.
K přestřižení dojde, když desky nejsou správně podepřeny nebo když je na začátku nebo na konci řezu v kontaktu s obrobkem pouze jeden podávací válec.
Opatření, jak se vyvarovat sluky:
Při podávání obrobku tlačte desku nahoru, dokud ji nezačne podávací válec posouvat.
Přesuňte se dozadu a přijměte hoblovanou desku jejím zatlačením nahoru, když podávací válec ztratí kontakt s deskou.
Při plánování více než jednoho prkna stejné tloušťky spojte prkna k sobě, abyste se vyhnuli prořezávání.
Proved'te mělké řezy. Snipe je zřetelnější, když jsou provedeny hlubší řezy.
Podávejte práci ve směru zrna. Práce přiváděné proti zrnu budou mít odštípnuté, odštípnuté hrany.
ÚDRŽBA
Péče o čepel

UPOZORNĚNÍ! Čepele jsou extrémně ostré! Při čištění nebo výměně budťte opatrní. Nedodržení
může způsobit vážné zranění!
Stav nožů ovlivní přesnost řezu. Sledujte kvalitu řezu, který hoblík produkuje, abyste ověřili stav nožů.
Tupé čepele se spíše trhají, než aby řezaly dřevěná vlákna a tvořily rozmazaný vzhled.
Když tupé čepele buší do dřeva, které má různou hustotu, dojde ke zvýšenému zrnu. Vyvyšený okraj bude také vyroben tam, kde byly čepele naříznuty. Když se na čepelích nahromadí guma a smola, opatrně je odstraňte silným rozpouštědlem. Neodstranění nahromaděné gumy a smoly může vést k nadměrnému tření, opotřebení čepele a přehřátí. Když se nože otupí, opravte je. Viz část „Ostření nožů“.
Broušení nožů

UPOZORNĚNÍ! Čepele jsou extrémně ostré! Při manipulaci bud'te opatrní. Nedodržení může
způsobit vážné zranění!
Obrázek 22
A- Výstupní stůl
B- Olejový kámen částečně pokrytý papírem
-
Odpojte stroj od zdroje napájení.
-
Odstraňte kryt kotouče a kryt řemene.
-
Pro ochranu podávacího stolu před poškrábáním částečně zakryjte ostřící kámen papírem (obrázek 22).
-
Položte kámen na podávací stůl.
- Spustte podávací stůl a otočte řezací hlavu otáčením kladky řezné hlavy. Výška podávacího stolu je správně nastavena, když je povrch kamene v jedné rovině s úkosem nože.
- Zabraňte otáčení řezací hlavy uchopením kladky řezné hlavy a posouváním kamene po stole tam a zpět.
- Proved'te stejný počet průchodů pro všechny tři čepele.
Když jsou čepele nabroušené a stále neřežou efektivně, pokus o další opravy čepelí způsobí pouze vytvoření druhé zkosené hrany. Když se to začne dít, je čas vyměnit čepele za jinou sadu. Doporučuje se mít po ruce druhou sadu čepelí, aby mohly být instalovány, zatímco se první sada profesionálně brousí.
Mazání
Na ocelové stavěcí šrouby umístěné ve zvedacích a spouštěcích mechanismech pracovních stolů použijte lehké mazivo dobré kvality.
Kuličková ložiska řezné hlavy jsou mazána po celou dobu životnosti a nevyžadují žádnou další péči.
Doprava a skladování
- Při přepravě nebo manipulaci se strojem bud’te maximálně opatrní a nechte tuto činnost provádět kvalifikovaným personálem speciálně vyškoleným pro tento druh činnosti.
- Při nakládání nebo vyjímání stroje zajistěte, aby stroj netlačil na žádnou osobu nebo předmět.
- Nevstupujte do prostoru pod strojem zvednutým jeřábem nebo vysokozdvižným vozíkem.
- Při přepravě nebo skladování stroje je třeba použít prostředky k ochraně stroje před nadměrnými vibracemi a vlhkostí.
• Měl by být skladován v přístřešku při teplotách od -25°C do 55°C. - Stroj je standardně zabalen v plastové vaničce a takto se přepravuje. Na prání lze stroj také zabalit do robustní dřevěné krabice.
Likvidace použitých přístrojů
Nevyhazujte toto zařízení do komunálního odpadu. Předejte jej na sběrné a recyklační místo elektrických a elektrických zařízení. Zkontrolujte symbol na produktu, návodu k použití a balení. Plasty použité ke konstrukci zařízení lze recyklovat podle jejich označení. Výběrem recyklace významně přispíváte k ochraně našeho životního prostředí.
Řešení problémů
Odstraňování problémů s výkonem – spojovač
| Problém | Možná příčina | Řešení |
| Hotová pažba je na zadní straně konkávní | Nůž je výše než výstupní stůl | Zarovnejte nože řezné hlavy s výstupním stole m. Viz část „Nastavení nožů s řeznou hlavou“ |
| Hotová zásoba je konkávní na předním konci | Výstupní stůl je vyšší než nůž | Zarovnejte nože řezné hlavy s výstupním stole m, viz část „Nastavení nožů řezné hlavy“ |
| Řez třísek | Řezání proti srsti | Se zrním řežte, kdykoli je to možné |
| Tupé nože | Naostřete nebo vyměňte nože | |
| Příliš rychlé podávání obrobku | Použijte nižší rychlost podávání | |
| Řezání příliš hluboko | Dělejte mělčí řezy | |
| Uzly. nedokonalosti dřeva | Pečlivě zkontrolujte dřevo, zda nemá vady: v případě potřeby použijte jiný materiál | |
| Rozmazané zrno | Dřevo má vysoký obsah vlhkosti | Nechte dřevo vyschnout nebo použijte jiný materiál |
| Tupé nože | Ostřete nebo vyměňte nože/vložky | |
| Řezací hlava se při provozu zpomaluje | Příliš rychlé podávání obrobku. Nebo příliš velký tlak na obrobek | Krmte pomaleji. nebo vyvíjejte na obrobek menší tlak |
| Značky „Chrastění“ na obrobku | Špatně nastavené nože | Nastavte nože správně, jak je popsáno v části „Nastavení nožů s řeznou hlavou“. Zkontrolujte, zda jsou drážky pro nože čisté a bez prachu nebo nečistot |
| Příliš rychlé podávání obrobku | Podávejte obrobek pomalu a důsledně | |
| Nerovnoměrné stopy nože na obrobku | Nože jsou proříznuté nebo nesouosé | Vyrovnejte nože podle části „Nastavení nožů řezné hlavy“. Vyměňte vroubkované nože. |
Odstraňování problémů s výkonem – hoblík
| Problém | Možná příčina | Řešení |
| ÚtočitPoznámka: Snipe lze minimalizovat, ale ne | Válečky stolu nejsou správně nastaveny. | Nastavte válečky do správné výšky. |
| Nedostatečná podpora | Longboardy podepřete | |
| odstranit | longboardů. | prodlužovacími válečky. |
| Nerovnoměrný tlak podávacího válce zepředu dozadu. | Upravte napětí podávacího válce. | |
| Tupé nože. | Ostřete nože. | |
| Řezivo není správně natupírováno. | Každý kus pažby při průchodu tupým koncem. | |
| Fuzzy Grain | Hoblování dřeva s vysokým obsahem vlhkosti. | Odstraňte vysokou vlhkost ze dřeva sušením. |
| Tupé nože. | Ostřete nebo vyměňte. | |
| Roztrhané zrno | Příliš těžký řez. | Nastavte správnou hloubku řezu. |
| Nože řezající proti srsti. | Řez podél zrna. | |
| Tupé nože. | Ostřete nože. | |
| Hrubé/Vyvýšené zrno | Tupé nože. | Ostřete nože. |
| Příliš těžký řez. | Nastavte správnou hloubku. | |
| Obsah vlhkosti je příliš vysoký. | Odstraňte vysokou vlhkost ze dřeva sušením. | |
| Zaoblený, lesklý povrch | Tupé nože. | Naostřete nebo vyměňte nože. |
| Rychlost posuvu je příliš nízká. | Zvyšte rychlost. | |
| Hloubka řezu je příliš malá. | Zvyšte hloubku. | |
| Špatné podávání řeziva | Nedostatečný tlak podávacího válce. | Upravte napětí podávacího válce. Pokud nelze dosáhnout správného napnutí, vyměňte podávací válečky. |
| Ložisko hoblíku hrubé nebo špinavé. | Vyčistěte smůlu a zbytky a navoskujte stůl hoblíku. | |
| Prokluz klínového řemene převodovky. | Napněte převodový klínový řemen. | |
| Povrch podávacích válců je ucpaný. | Vyčistěte smůlu a zbytky ze zubů. | |
| Nerovnoměrná hloubka řezu ze strany na stranu | Projekce nože. | Upravte projekci nože. |
| Řezací hlava není v úrovni lůžka. | Rovná postel. | |
| Tlouštka desky neodpovídá hloubce stupnice řezu | Hloubka stupnice řezu je nesprávná. | Nastavte hloubku měřítka řezu. |
Mechanické odstraňování závad – hoblík/spárovačka
| Problém | Možná příčina | Řešení |
| Řetězové skákání | Neadekvátní napětí. | Upravte napnutí řetězu. |
| Špatně seřízená ozubená kola. | Vyrovnejte ozubená kola. | |
| Opotřebená ozubená kola. | Vyměňte ozubená kola. | |
| Stroj se nespustí/restartuje aniopakovaně nevypne jistič nebo nevypálí pojistky. | Žádná příchozí energie. | Ověřte, že je jednotka připojena k napájení, tlačítko zapnutí je zcelazatlačeno a tlačitko stop je uvolněno. |
| Automatický reset přetížení nebyl resetován. | Když se hoblík přetíží na jističi vestavěném ve spouštěči motoru, trvá chvíli, než se stroj ochladí, než se znovu spustí. Před pokusem o restart nechte jednotku dostatečně vychladnout. Pokud problém přetrvává, zkontrolujte nastavení zesilovače na spouštěči motoru uvnitř elektrické skříňky. | |
| Hoblík často zakopává. | Jednou z příčin přetížení, které není elektrické povahy, je příliš těžký řez. Řešením je lehčí řez. Pokud příliš hluboký řez není problémem, zkontrolujte nastavení zesilovače na nadproudovém relé. Přizpůsobte ampérům plného zatížení motoru, jak je uvedeno na štítku motoru. Pokud je nastavení zesilovače správné, pak je pravděpodobně uvolněný elektrický kabel. Zkontrolujte nastavení zesilovače na spouštěči motoru. | |
| Vypadne jistič v budově nebo se přepálí pojistka. | Ověřte, zda je hoblík na obvodu správné velikosti. Pokud je velikost obvodu správná, je pravděpodobně uvolněný elektrický kabel. Zkontrolujte nastavení zesilovače na spouštěči motoru. | |
| Uvolněné elektrické spoje. | Projděte veškerou elektriku na hoblíku včetně připojení motoru a ověřte těsnost každého z nich. Hledejte jakékoli známky elektrického oblouku, což je jistý indikátor uvolněných spojení nebo přetížení obvodu. | |
| Selhání spouštěče motoru. | Zkontrolujte spouštěč motoru, zda neobsahuje spálené nebo vadné součásti. Pokud zjistíte poškození, vyměňte spouštěč motoru. Pokud spouštěč motoru vypadá vpořádku, ale je stále podezřelý, máte dvě možnosti: nechat kvalifikovaného elektrikáře otestovat funkci spouštěče motoru nebo zakoupit nový spouštěč a zjistit, zda to byl problém při výměně. | |
| Porucha spínače nebo motoru – jak rozlišit | Pokud máte přístup k voltmetru, můžete oddělit poruchu spouštěče od poruchy motoru tak, že nejprve ověříte vstupní napětí na 220+/-20 a poté zkontrolujete napětí mezi spouštěčem a motorem na 220+/-20. Pokud je vstupní napětí nesprávné, máte problém s napájením. Pokud je napětí mezi startérem a motorem nesprávné, máte problém se startérem. Pokud je napětí mezi startérem a motorem správné, máte problém s motorem. | |
| Porucha motoru. | Máte-li podezření na elektromotor, máte dvě možnosti: Nechejte motor otestovat kvalifikovaným elektrikářem na funkčnost nebo motor vyjměte a odneste jej do kvalitní opravny elektromotorů a nechte jej otestovat. | |
| Špatné zapojení jednotky. | Dvakrát zkontrolujte, zda jsou všechna elektrická připojení správná a řádně utažená. Elektrická připojení kromě motoru jsou předem smontována a testována ve výrobě. Proto je třeba dvakrát zkontrolovat připojení motoru jako nejvyšší pravděpodobnost chyby. Pokud problémy přetrvávají, znovu zkontrolujte tovární kabeláž. |
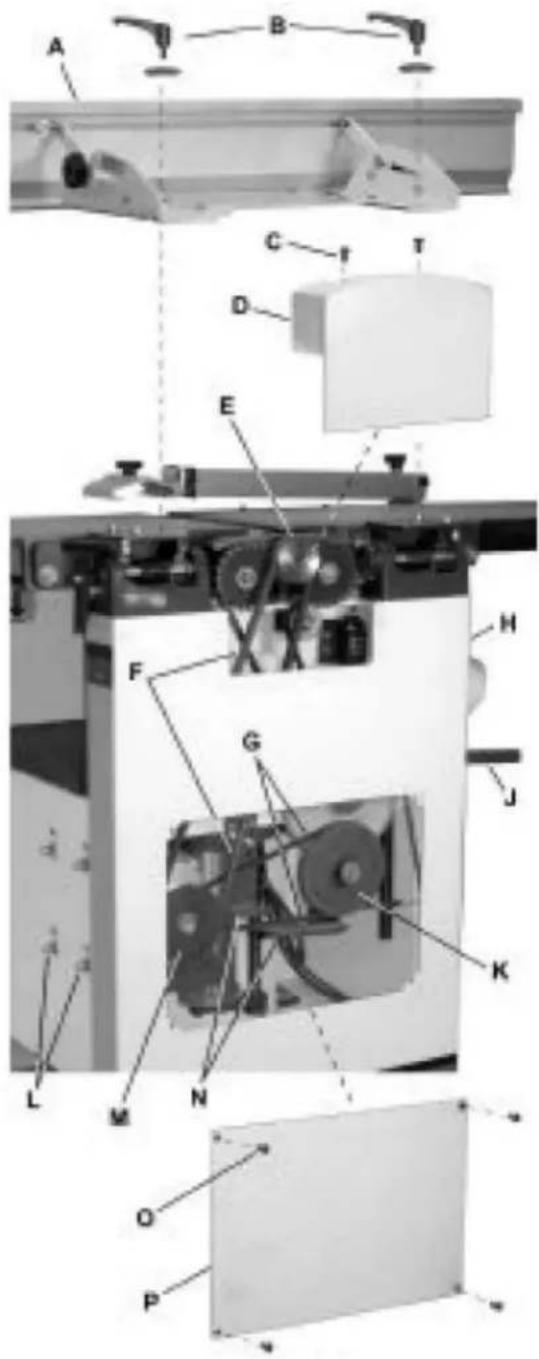
Schéma dílů
Vlastnosti
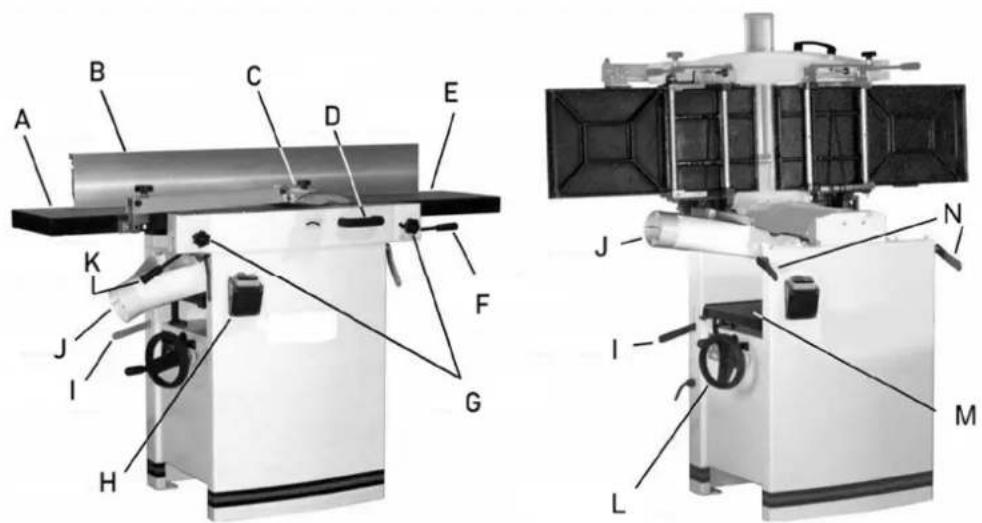
| Číslo dílu Popis zařízení | |
| A | Výstupní stůl spárovačky |
| B | Spárovací |
| C | Ochranný |
| D | Sklopná |
| E | Vkládací stůl spárovačky |
| F | Zvedací rukojeť podávacího stolu |
| G Zamykací knoflík spojovacího stolu | |
| H | Vypínač zapnuto/vypnuto |
| I | Rukojeť pro zapnutí/vypnutí napájení |
| J | Protiprachový |
| K | Zvedací rukojeť výstupního stolu |
| L Nastavení výšky hoblovacího stolu | |
| M | Hoblovací |
| N | Zámek |
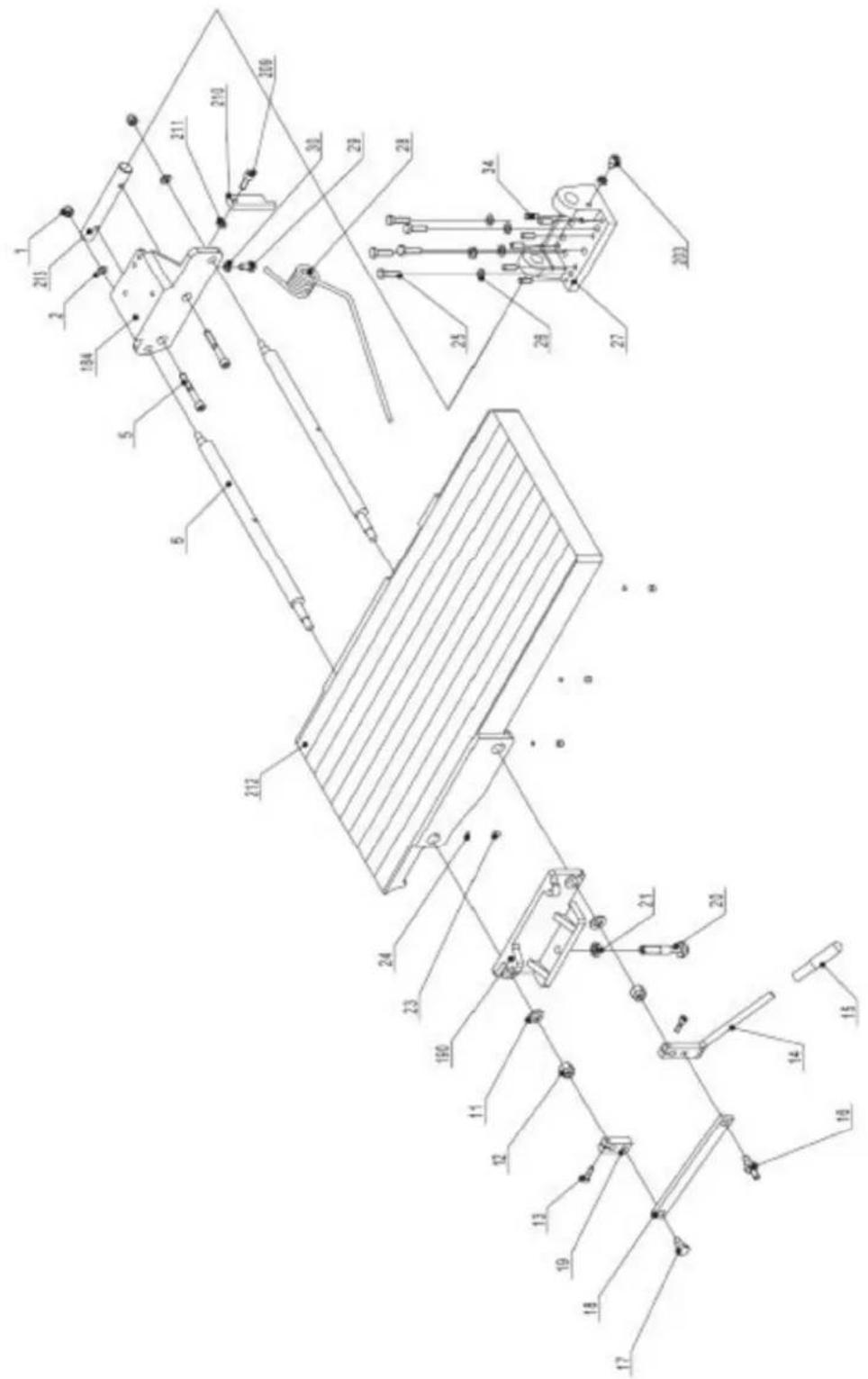
Sestava krytu řezného bloku a výstupní sestavy
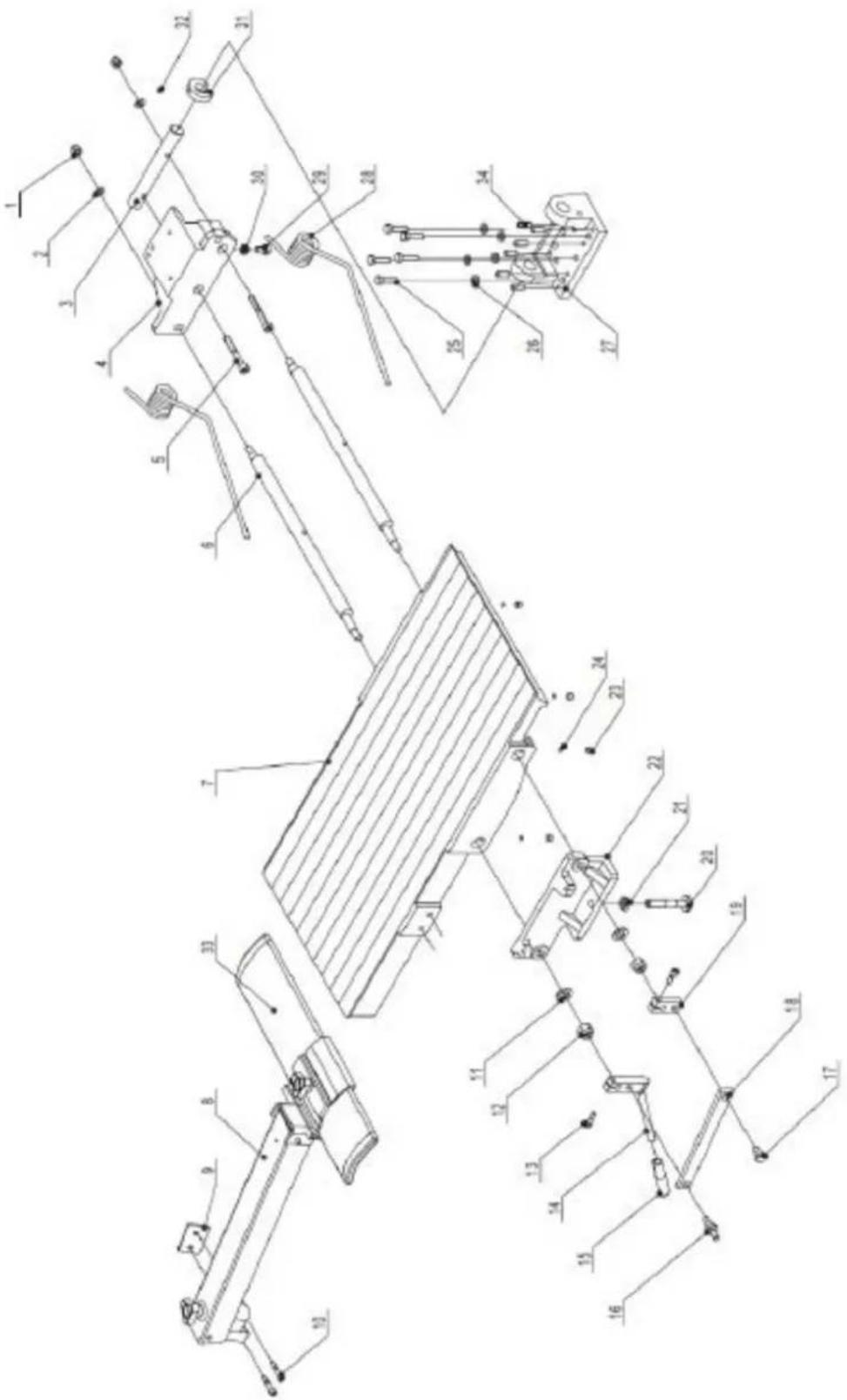
| Číslo dílu | Popis zařízení | Rozměry | Počet |
| 1 | Pojistná | matice. | M8 |
| 2 | Podložka. | ||
| 3 | Hřídel držáku výstupního stolu. 1 | ||
| 4 Držák výstupního stolu vpravo. 1 | |||
| 5 Hex. Šroub s válcovou hlavou M8X60 4 | |||
| 6 | Excentrický | hřídel. | |
| 7 | Výstupní tabulka. | ||
| 8 | Sestava krytu rezného bloku. | 1 | |
| 9 | Ochranný držák rezného bloku. | 1 | |
| 10 | Hex. Šroub s válcovou hlavou M6X30 | 2 | |
| 11 | Podložka. | H12 | 4 |
| 12 | Pojistná matice. | M12 | 4 |
| 13 | Hex. Šroub s válcovou hlavou M8X20 | 4 | |
| 14 | Nastavovací rukojeť. | 2 | |
| 15 | Knoflík. | 2 | |
| 16 | Speciální šroub. | 2 | |
| 17 | Speciální šroub. | 2 | |
| 18 | Excentrický držák hřídele. | 2 | |
| 19 | Excentrická svorka hřídele. | 2 | |
| 20 | Uzamykací hřídel stolu. | 2 | |
| 21 | Hex. Matice. | M12 | 2 |
| 22 | Držák výstupního stolu vlevo. | 1 | |
| 23 | Hex. Stavěcí šroub zásuvky | M8X10 | 8 |
| 24 | Plastový disk. | D6 | 8 |
| 25 | Hex. Šroub. | M8X30 | 10 |
| 26 | Podložka. | H8 | 10 |
| 27 Podpora výstupního stolu. 2 | |||
| 28 | Pružina (průměr 6,5 mm). | 4 | |
| 29 | Hex. šroub. | M8X16 | 2 |
| 30 | Hex. matice. | M8 | 3 |
| 31 | Velké vačkové kolo pro bezpečnostní spínač. | 1 | |
| 32 | Hex. Sada zásuvek | M5X10 1 | |
| 33 | Ochranný profil rezného bloku s čepičkou | 1 | |
| 34 | Závrtný šroub | M8 | 12 |
Sestava řezného bloku
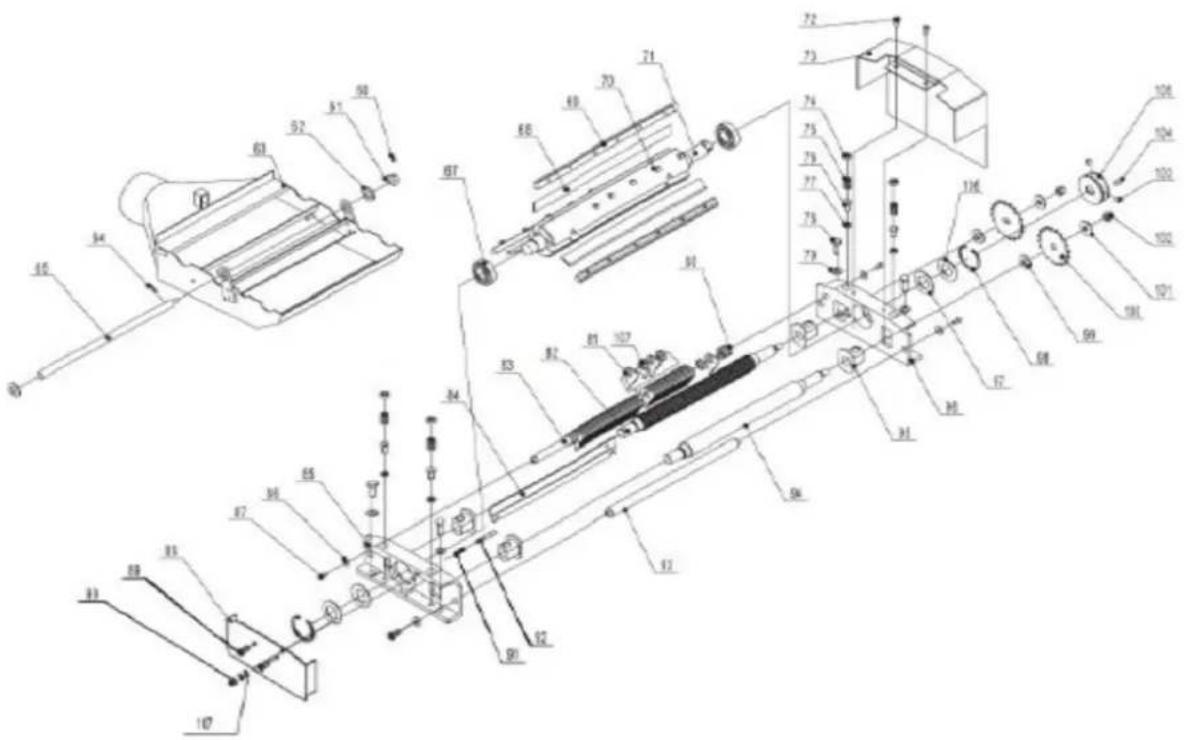
| Číslo dílu | Popis zařízení | Rozměry | Počet |
| 60 | Hex. Stavěcí šroub | zásuvky M5X10 1 | |
| 61 | Malé vačkové kolo pro bezpečnostní spínač | 1 | |
| 62 | Bezpečnostní podložka H16 2 | ||
| 63 | Sestava sběrače prachu | 1 | |
| 64 | Pin | roll | N5X18 |
| 65 | Hřídel | ||
| 66 | Bezpečnostní podložka H16 2 | ||
| 67 | Ložisko BRG6205-ZZCM | ||
| 68 | Nůž | 3 | |
| 69 | Zámek nože | ||
| 70 | Speciální šroub pro zajišťovací tyč | 18 | |
| 71 | Řezací blok | 1 | |
| 72 | Šroub s válcovou hlavou M6X12 4 | ||
| 73 | Kryt na opasek | ||
| 74 | Šnek | ||
| 75 | Pružina | ||
| 76 | Hex. šroub | M8X16 | 4 |
| 77 | Hex. matice | M8 | 4 |
| 78 | Hex. | šroub | M10X25 |
| 79 | Bezpečnostní podložka H10 4 | ||
| 80 | Seřizovací podložka 48 | ||
| 81 Prst proti zpětnému rázu 38 | |||
| 82 | Vkládací | válec | |
| 83 | Hřídel proti zpětnému rázu | 1 | |
| 84 | Kryt řezného bloku 1 | ||
| 85 | Držák nožového | bloku-pravý | |
| 86 | Bezpečnostní podložka | M6 | 4 |
| 87 | Hex. Šroub s válcovou hlavou | M6X12 | 4 |
| 88 | Kryt držáku řezného bloku | 1 | |
| 89 | Šroub s válcovou hlavou M6X12 | 2 | |
| 90 | Převlečná matice | M6 | 1 |
| 91 | Pružina | ||
| 92 | Doraz kolíku pro sběrač prachu | 1 | |
| 93 | Opěrná tyč | 1 | |
| 94 | Výstupní válec | ||
| 95 | Trubice (pouzdro z práškového kovu) | 4 | |
| 96 | Držák řezného bloku-levý | 1 | |
| 97 | Vlnová | pračka | D52 |
| 98 | Pojistný kroužek | CLP52 | 2 |
| 99 | Bezpečnostní podložka | 2 | |
| 100 | Hnací řetězové kolo | 2 | |
| 101 | Bezpečnostní podložka | WSH10 | 2 |
| 102 | Aretační matice | M10 | 2 |
| 103 | Hex. Stavěcí šroub zásuvky | M8X6 | 2 |
| 104 | Klíč | 6x16 PLN | 1 |
| 105 | Vřetenová kladka | 1 | |
| 106 | Bezpečnostní podložka D52 2 | ||
| 107 | Distanční vložka | 1 | |
Sestava základny
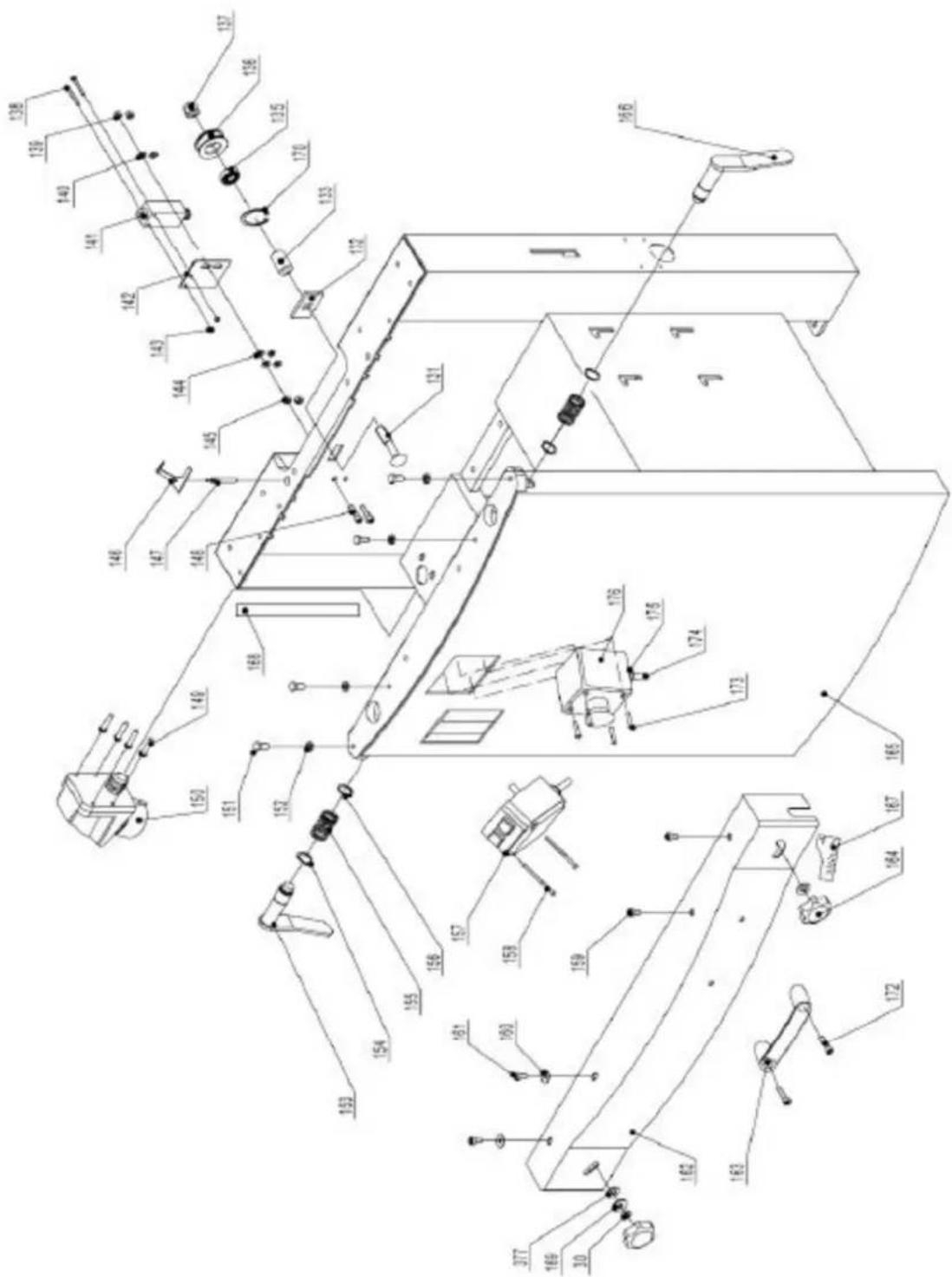
| Číslo dílu | Popis zařízení | Rozměry | Počet |
| 131 | Přepravní šroub M12X65 1 | ||
| 132 Čtvercová podložka 1 | |||
| 133 | Tubus | ||
| 135 | Ložisko | BRG80101 | |
| 136 | Řetězové kolo | 1 | |
| 136A | Sestava kola napínání řetězu (131-137, 170, 171) | 1 | |
| 137 | Aretační matice M12 1 | ||
| 138 Šroub s válcovou hlavou M4X35 2 | |||
| 139 | Aretační matice M6 2 | ||
| 140 | Bezpečnostní podložka H6 10 | ||
| 141 | Bezpečnostní vypínač | 1 | |
| 142 | Držák bezpečnostního spínače | 1 | |
| 143 | Aretační matice M4 2 | ||
| 144 | Bezpečnostní podložka | H6 | 4 |
| 145 | Hex. Matice | M6 | 2 |
| 146 | Kolébká bezpečnostního spínače | 1 | |
| 147 | Kolébková hřídel bezpečnostního spínače | 1 | |
| 148 | Hex. Šroub s válcovou hlavou | M6X25 2 | |
| 149 Šroub s válcovou hlavou M4X16 4 | |||
| 150 | Zástrčka 230/50/1 | 1 | |
| 150A | Zástrčka 400/50/1 | 1 | |
| 151 | Speciální šroub | 4 | |
| 152 | Hex. Matice | M8 | 4 |
| 153 | Uzamykat rukojeť výstupního stolu | 1 | |
| 154 | Pojistný kroužek | CLP20 | 4 |
| 155 | Pružina | 2 | |
| 156 | Směrový štítek | 1 | |
| 157 | Přepínač 230/50/60/1 | 1 | |
| 157A | Přepínač 400/50/1 | 1 | |
| 158 Šroub s válcovou hlavou N4X60 | 2 | ||
| 159 Šroub s válcovou hlavou M6X16 2 | |||
| 160 Šroub s válcovou hlavou M6X12 2 | |||
| 161 | Bezpečnostní podložka | H6 | 7 |
| 162 | Přední záslepka | 1 | |
| 163 | Držák | 1 | |
| 164 | Zamykací knoflík | 4 | |
| 165 | Skřín | 1 | |
| 165A | Kryt skříně (kryt zadní skříně, není zobrazen) | 1 | |
| 166 | Uzamykat rukojeť pro podávací stůl | 1 | |
| 167 | Přísuvná stupnice | 1 | |
| 168 | Stupnice tloušťky | 1 | |
| 169 | Bezpečnostní podložka | H8 | 2 |
| 170 | Pojistný kroužek | 1 | |
| 171 | Bezpečnostní podložka | H12 | 1 |
| 172 | Šroub s vnitřním šestihranem | M8X20 | 2 |
| 173 | Šnek | M4X10 | |
| 174 | Kabel pro bezpečnostní spínač | 1 | |
| 175 | Odlehčení tahu 1 | ||
| 176 | Tlačítko E-stop 1 | ||
Sestava vstupního stolu
| Číslo dílu | Popis zařízení | Rozměry | Počet |
| 184 Držák | podávacího stolu vpravo M8X60 2 | ||
| 190 Držák | podávacího stolu vlevo 1 |
| 203 Hex. Šroub s válcovou hlavou M8X16 1 | ||
| 209 Hex. Šroub s válcovou hlavou M8X40 1 | ||
| 210 | Zátka | stolu |
| 211 | Hex. | Matice |
| 212 | Přísunová tabulka 1 | |
| 213 | Hřídel konzoly podávacího stolu 1 |
| Číslo dílu | Popis zařízení | Rozměry | Počet |
| 221 | Klinový řemen pro outblock 50Hz | XPA1250 | 1 |
| 222 | Řetěz pohonu | 1 | |
| 223 | Držák vačkového kola 1 | ||
| 224 | Hřídel vačkového kola | 1 | |
| 225 | Plastová sestava ozubeného kola | 1 | |
| 226 | Trubka (pouzdro) | ||
| 229 | Bezpečnostní podložka 1 | ||
| 230 | Pojistný kroužek | CLP15 | |
| 231 | Pojistný kroužek | CLP10 | |
| 232 | Hex. Stavěcí šroub zásuvky | M5x10 | 2 |
| 233 | Klínová řemenice pro podávací válec | 1 | |
| 234 | Vačkové kolo 1 | ||
| 235 | Ložisko | BRG80100 | |
| 236 | Distanční ložisko 1 | ||
| 238 | Hex. Stavěcí šroub zásuvky | M8x12 | 2 |
| 239 Řemenice motoru 50Hz | 1 | ||
| 240 | Klínový řemen pro podávací válec | A770 | 1 |
| 241 | Hex. Kolík | M8x25 | 4 |
| 242 | Bezpečnostní podložka | H8 | 4 |
| 243 | Motor 230/50/1 | 1 | |
| 243A | Motor 400/50/3 | 1 | |
| 243B | Sestava náhradních dílů brzdy motoru (nezobrazeno) | 1 | |
| 244 | Bezpečnostní podložka | H8 | 4 |
| 245 | Pružná podložka H8 | 4 | |
| 246 | Šestihranná čepice. Matice | M8 | 4 |
| 247 | Kondenzátor 230/50/1 (nezobrazeno) | 1 | |
| 248 | Hřídel | 1 | |
| 249 | Pružná podložka H10 | 1 | |
| 250 | Šestihranná matice | M10 | 1 |
Montáž stolu tloušťky
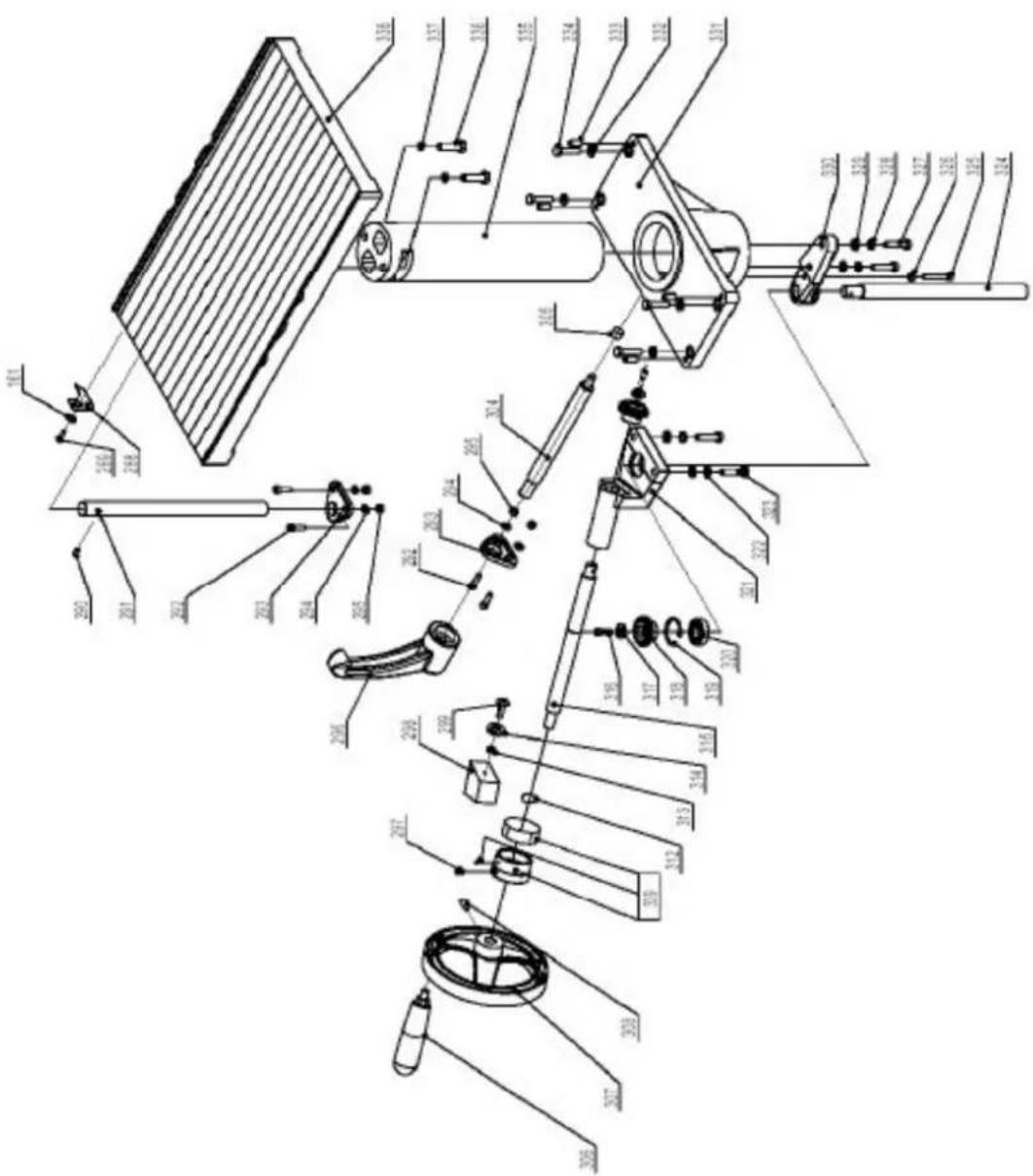
| Číslo dílu | Popis zařízení | Rozměry | Počet |
| 288 | Indikátor | ||
| 289 | Šnek | M6x12 | 1 |
| 290 | Hex. Stavěcí šroub zásuvky M8x12 1 | ||
| 291 Vodicí lišta stolu tloušťky | 1 | ||
| 292 Hex. Šroub s válcovou hlavou M6x20 2 | |||
| 293 Držák vodicí lišty 1 | |||
| 294 | Bezpečnostní podložka | H6 | 2 |
| 295 | Hex. Matice | M6 | 2 |
| 296 | Rukojeť zámku | 1 | |
| 297 | Stavěcí šroub s vnitřním šestihranem | M8x12 | 1 |
| 298 | Sedadlo indikátoru | ||
| 299 | Šnek | M6x20 | 2 |
| 304 | Nastavovací sloupek | ||
| 305 | Zamykací | bota | |
| 306 | Klika | ||
| 307 | Klikové ruční kolo 1 | ||
| 308 | Hex. Šroub s válcovou hlavou | M8x10 1 | |
| 312 | Pojistný kroužek | CLP20 | |
| 313 | Pojistný kroužek | CLP35 | |
| 314 | Bezpečnostní podložka | 1 | |
| 315 | Kliková tyč | 1 | |
| 316 | Šroub s válcovou hlavou | M6x12 2 | |
| 317 | Bezpečnostní podložka | M6 | 2 |
| 318 | Kuželové ozubené kolo | 2 | |
| 319 | Pojistný kroužek | CLP35 | |
| 320 | Ložisko | BRG80202 | 1 |
| 321 | Držák kuželového převodu | 1 | |
| 322 | Bezpečnostní podložka | H8 | 8 |
| 323 | Hex. šroub | M8x35 | 8 |
| 324 | Závitová tyč | 1 | |
| 325 | Hex. šroub | M6x40 | 1 |
| 326 | Hex. matice | M6 | 1 |
| 327 | Hex. šroub | M8x35 | 2 |
| 329 | Bezpečnostní podložka | H8 | 2 |
| 330 | Závit rob držáku | 1 | |
| 331 | Podpora sloupců | 1 | |
| 333 | Hex. Stavěcí šroub zásuvky | M8x20 | 5 |
| 335 | Sloup | ||
| 336 | Hex. šroub | M10x35 | 2 |
| 337 | Pružná podložka | H10 | 2 |
| 338 | Tabulka tloušťky | 1 | |
| 339 | Sestava kroužku stupnice | 1 | |
Montáž funkčního plotu
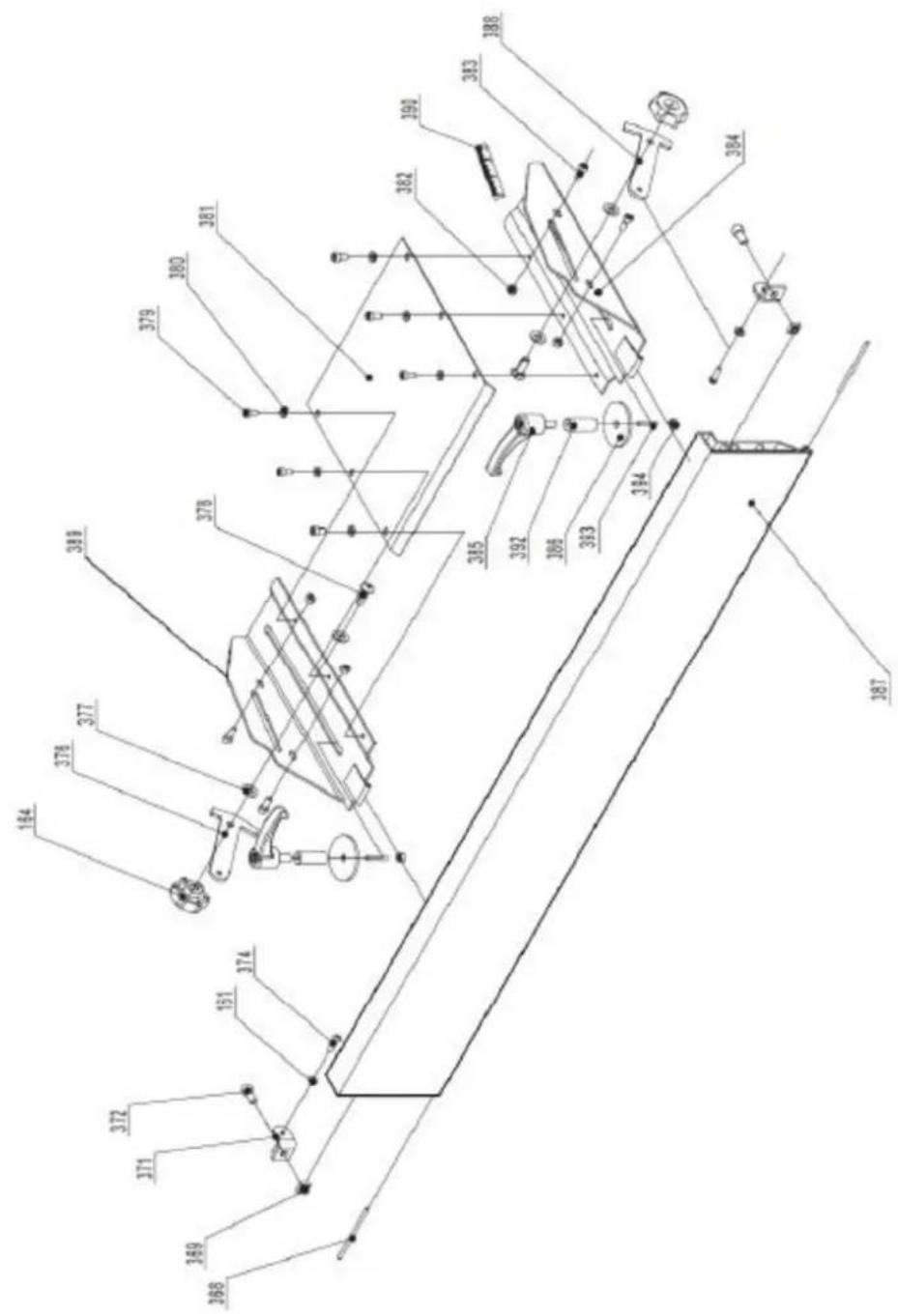
| Číslo dílu | Popis zařízení | Rozměry | Počet |
| 368 | Čep pro závěs | 1 | |
| 369 Čtvercová matice M8 2 | |||
| 370 | Aretační matice M6 6 | ||
| 371 Držák pro montáž plotu 2 | |||
| 372 | Hex. | šroub | |
| 374 Hex. Šroub s válcovou hlavou M6x16 | 2 | ||
| 376 | Podpora plotu-vpravo | ||
| 377 | Nylonová podložka | ||
| 378 | Přepravní šroub M8x25 2 | ||
| 379 Šroub s valcovou hlavou M6x12 6 | |||
| 380 | Bezpečnostní podložka H6 6 | ||
| 381 | Obal Cutterblook | ||
| 382 | Aretacní matice M6 4 | ||
| 383 | Hex. Šroub s valcovou hlavou | M6x12 4 | |
| 384 | Držák plotu-levý | ||
| 385 | Rukojeť zámku | ||
| 386 | Speciální podložka | ||
| 387 | Plot | ||
| 388 | Opěrka plotu-levá | ||
| 389 | Držák plotu-pravý | ||
| 390 | Plotové měřítko | M | |
| 392 | Zamykací trubka | ||
| 393 | Šnek | M8x50 | |
| 394 | Matice | M8 | |
| 394A | Kompletní sestava plotu (368-394) | ||





