
WOOB-4004000 - Grubościówka MSW - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia WOOB-4004000 MSW w formacie PDF.

Pytania użytkowników dotyczące WOOB-4004000 MSW
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Grubościówka w formacie PDF za darmo! Znajdź swoją instrukcję WOOB-4004000 - MSW i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. WOOB-4004000 marki MSW.
INSTRUKCJA OBSŁUGI WOOB-4004000 MSW
Niniejsza instrukcja obsługi została przetłumaczona za pomocą tłumaczenia maszynowego. Dołożyliśmy wszelkich starań, aby zapewnić dokładność tłumaczenia. Należy jednak pamiętać, że tłumaczenia automatyczne nie są doskonałe i nie mają na celu zastąpienia tłumaczy. Oficjalna wersja instrukcji obsługi jest w języku angielskim. Wszelkie różnice między wersją przetłumaczoną a oryginałem w języku angielskim nie są prawnie wiążące. Jeśli masz jakiekolwiek pytania dotyczące dokładności tłumaczenia, zapoznaj się z wersją angielską, która jest wersją oficjalną. Więcej wersji językowych jest dostępnych na życzenie pod adresem info@expondo.com.
Dane techniczne
| Opis parametru | Wartość parametru |
| Nazwa produktu Strugarka i grubościówka | |
| Model | MSW-WOOB-4004000 |
| Napięcie znamionowe [V~, N] / częstotliwość [Hz] | 400, 3 / 50 |
| Moc znamionowa [W] 4000 | |
| IP | 20 |
| Prędkość bloku tnącego [/min] | 5500 |
| Rozmiar noża [mm] 410*25*3 | |
| Strugarka - Wydajność cięcia [mm] | 3 |
| Strugarka – Rozmiar stołu [mm] 1640*410 | |
| Grubościówka - Wydajność cięcia [mm] | 4 |
| Grubościówka - Rozmiar stołu [mm] | 600*408 |
| Grubościówka – wysokość maks. [mm] | 225 |
| Grubościówka – Prędkość posuwu [m/min] | 7 |
| Wymiary [szerokość * długość * wysokość; mm] | 1650*940*965 |
| Cieżar [kg] | 260 |
Opis urządzenia
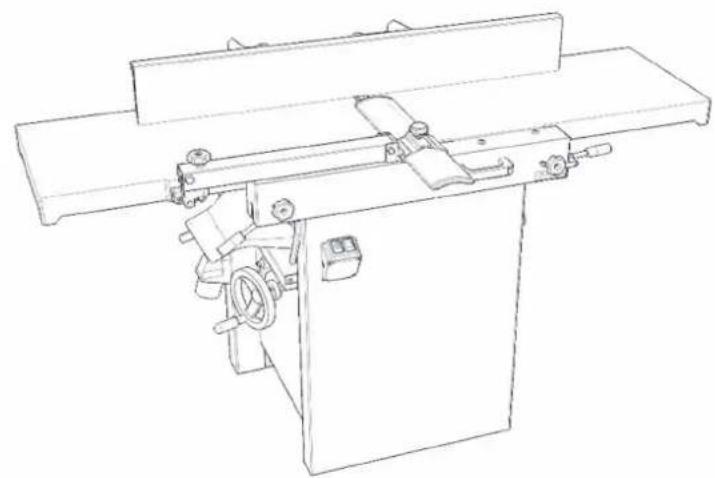
Produkt jest kombinowaną strugarką i grubościówką przeznaczona do stosowania w warsztatach stolarskich. Przeznaczona jest do wzdłużnej obróbki drewna i materiałów tego typu, o maksymalnej szerokości przedmiotu obrabianego 310 mm.
Maszyna jest przeznaczona do operacji wykonywanych tylko przez jednego użytkownika.
Użytkownik ponosi odpowiedzialność za wszelkie szkody powstałe na skutek niewłaściwego użycia urządzenia.
Dane techniczne dotyczące hałasu urządzenia
| Poziom hałasu A w miejscu eksploatacji (LpAeq) | Bez obciążenia | LpAeq = 81,7 dB(A) |
| Obciążenie | LpAeq = 89,5 dB(A) | |
| Poziom mocy akustycznej A (LWA) | Bez obciążenia | LWA = 94,5 dB(A) |
| Obciążenie | LWA = 103 dB(A) |
Warunki pracy przy pomiarze hałasu są zgodne z załącznikiem B normy ISO 7960. Podane wartości dotyczą emisji i niekoniecznie oznaczają bezpieczne wartości robocze. Mimo że istnieje korelacja pomiędzy wartością emisji i poziomem narażenia, wartości te nie mogą posłużyć do wiarygodnej oceny konieczności podjęcia dodatkowych środków. Na rzeczywisty poziom narażenia pracowników wpływają m.in. właściwości miejsca pracy, inne źródła hałasu, np. liczba maszyn i innych sąsiadujących procedur. Ponadto najwyższe dopuszczalne poziomy narażenia mogą się różnić w zależności od kraju. Informacje te powinny pomoc użytkownikowi maszyny lepiej ocenić ryzyko i wskaźnik ryzyka.
Kontrola przygotowania i obsługi
Otrzymujący
Ostrożnie wypakuj maszynę i wszystkie luźne elementy z drewnianej skrzyni i sprawdź, czy nie są uszkodzone. Wszelkie uszkodzenia należy natychmiast zgłosić dystrybutorowi i agentowi spedycyjemu. Przed przystąpieniem do dalszych czynności należy dokładnie przeczytać instrukcję, aby zapoznać się z prawidłowymi procedurami montażu, konserwacji i bezpieczeństwa.
Odkręć śruby mocujące maszynę do palety transportowej. Zdejmij powłokę ochronną ze stołu, rolek nośnych, rolek podających, głowicy tnącej i luźnych elementów zapakowanych wraz z maszyną. Powłokę tę można usunąć miękką szmatką zwilżoną naftą. W tym celu nie należy używać acetonu, benzyny ani rozcieńczalnika do lakierów. Nie należy używać rozpuszczalników na częściach plastikowych.
Rozpakowywanie
- Wyjmij całą zawartość kartonu. Nie wyrzucaj kartonu ani materiałów opakowaniowych, dopóki maszyna nie zostanie skonfigurowana i nie będzie działać prawidłowo.
- Sprawdź zawartość pod kątem uszkodzeń powstałych podczas transportu. Jeśli wystąpią jakiekolwiek uszkodzenia, zgłoś je dystrybutorowi.
- Narzędzia potrzebne do montażu:
• 1*Śrubokręt krzyżakowy
- Klucz imbusowy 1*4 mm
- Klucz imbusowy 1*5 mm
- Klucz imbusowy 1*6 mm
- Klucz nasadowy 1*10 mm
- Klucz nasadowy 1*13 mm
Uwaga: Użycie nasadek i grzechotek przyspieszy montaż, ale nie jest wymagane.
Kwalifikacje zawodowe
Maszynę może obsługiwać wyłącznie specjalista posiadający kwalifikacje w dziedzinie obróbki drewna lub pracownik przeszkolony i poinstruowany przez takiego specjalistę, bez względu na płeć. Podczas pracy przy maszynie operator zobowiązany jest zapoznać się z niniejszą instrukcją i stosować się do zasad bezpieczeństwa, przepisów i rozporządzeń obowiązujących na terenie danego kraju.
Środowisko pracy
Maszyna musi być użytkowana w warunkach warsztatowych, w których temperatura nie przekracza +40 °C i nie spada poniżej +5 °C. Wilgotność względna otoczenia wynosi od 30% do 95%, bez kondensacji. Wysokość nad poziomem morza wynosi do 1000m.
Temperatura przechowywania i transportu: -25\~+55 °C
Klasyfikacja środowiskowa - zagrożenie pożarem pyłu łatwopalnego.
Podłączenie prądu

UWAGA! Wszystkie podłączenia elektryczne muszą być wykonane przez wykwalifikowanego elektryka. Wszelkie regulacje i naprawy muszą być wykonywane po odłączeniu urządzenia od źródła zasilania i wyjęciu wtyczki z gniazdka. Niedostosowanie się do tego zalecenia może skutkować poważnymi obrażeniami!
Maszyna nie jest dostarczana z wtyczką. Należy używać wtyczki i gniazdka o natężeniu co najmniej 20 amperów. Obwód maszyny powinien być również zabezpieczony przynajmniej 20-amperowym wyłącznikiem nadmiarowo-prądowym lub bezpiecznikiem.
Upewnij się, że głowica tnąca porusza się we właściwym kierunku. Jeśli nie, wystarczy zamienić miejscami dwa przewody fazowe na wejściu zasilania.
Sterowanie operacyjne

UWAGA!
- Przed przystąpieniem do jakichkolwiek regulacji należy odłączyć maszynę od źródła zasilania. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
- Noże tnące są niebezpiecznie ostre. Pracując w ich pobliżu, należy zachować szczególnie ostrożność. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
Ustawienie strugarki do wyrówniarki
Aby zmienić konfigurację maszyny z strugarki na wyrówniarkę (patrz rysunek 2):
- Zwolnij obie blokady stołu szafki (A), obracając uchwyty w stronę operatora, a następnie odsuwając się od maszyny.
- Podnieś stół (C) za pomocą uchwytu (B).
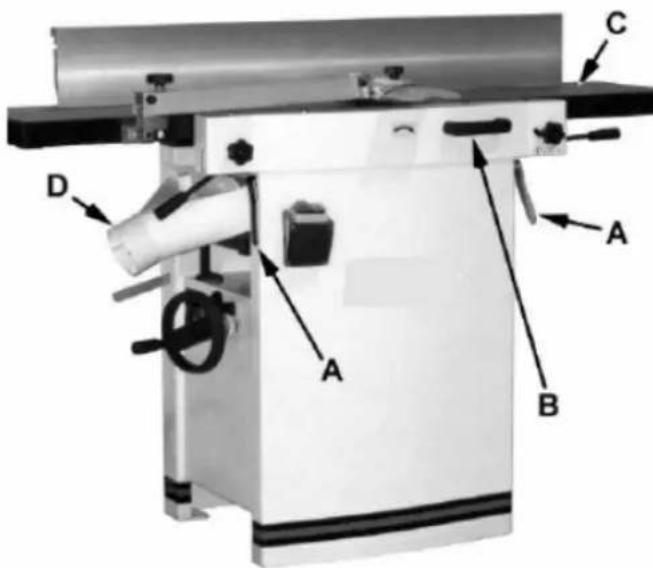
Stół jest ciężki. Zachowaj ostrożność przy podnoszeniu. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
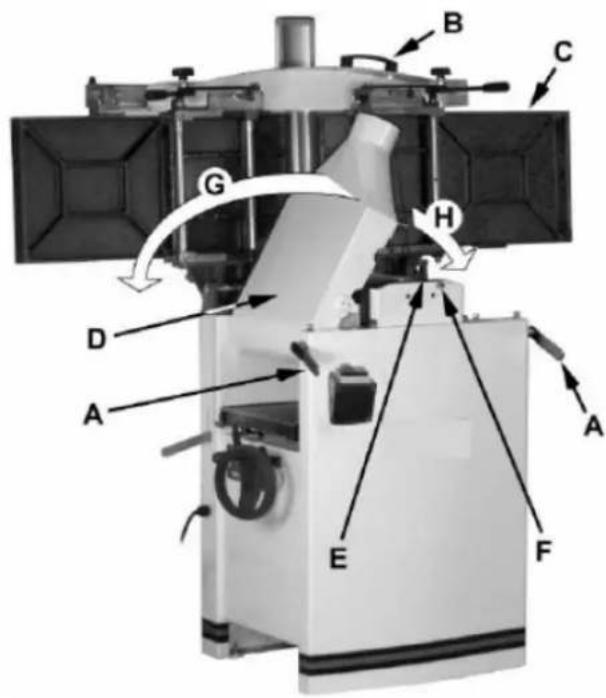
Po podniesieniu stół powinien znajdować się w pozycji pionowej, jak pokazano na rys. 3 (C). Zatrzask (E, rys. 3) powinien być zatrzaśnięty, zapobiegając przypadkowemu upadkowi stołu do przodu.
- Umieść rurę wylotową pyłu (D, H rys. 3) po prawej stronie. Należy zachować szczególną ostrożność, aby uniknąć kontaktu z nożami głowicy tnącej.
Notatka: Może zaistnieć konieczność obniżenia stołu strugarki, aby zapewnić przestrzeń potrzebną do ustawienia zsypu na pył.
Konfiguracja strugarki do strugarki
Odnosząc się do rysunku 3: Aby zmienić konfigurację maszyny ze strugarki na strugarkę:
- Pociągnij za pokrętło zwalniające (F) i przesuń rurę wylotową pyłu (D, G) w lewo. Powinien być umieszczony tak, jak pokazano na rys. 2, D.
Stół jest ciężki. Podczas opuszczania należy zachować ostrożność. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
-
Zwolnij zatrzask (E) i przesuń stół do przodu, używając uchwytu odchylania (B). Powinien być umieszczony tak, jak pokazano na rys. 2, C.
-
Zablokuj stół (C), naciskając uchwyty blokujące (A) w kierunku maszyny i obracając je w dół (od operatora).
Zasilanie urządzenia
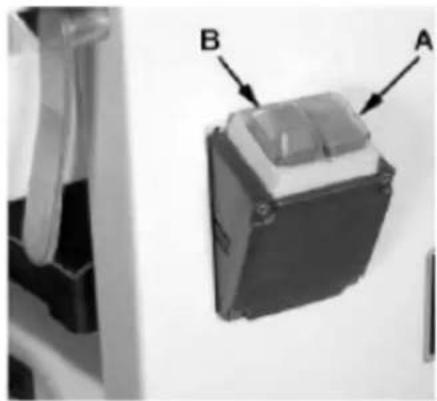
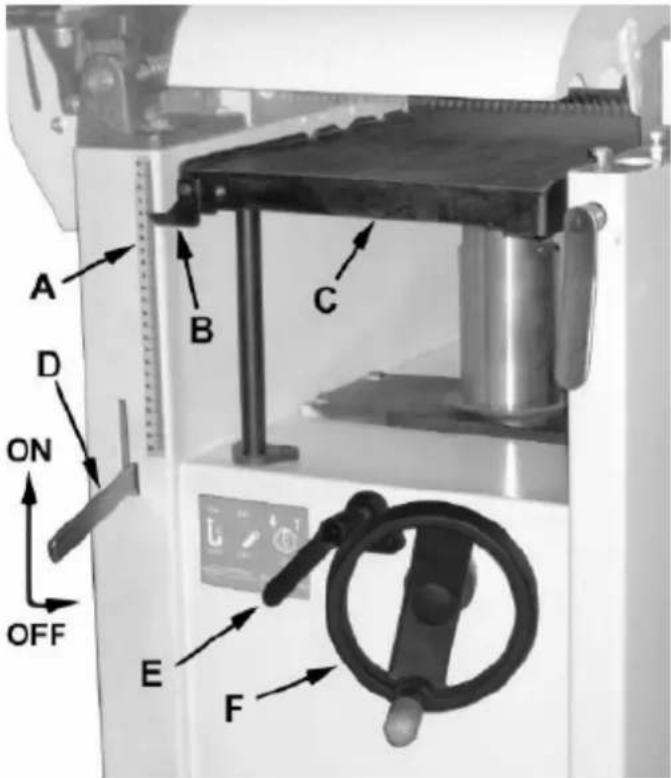
Po podłączeniu wtyczki o odpowiednich parametrach należy podłączyć przewód zasilający do gniazdka. Aby rozpocząć, naciśnij zielony przycisk (A, rys. 4). Aby zatrzymać, naciśnij czerwony przycisk wyłączania (B, rys. 4).
Sterowanie i regulacja strugarki
Rysunek 5
Odnosząc się do rysunku 5:
Zasilanie
Ustawienie dźwigni posuwu strugarki (D) w pozycji górnej powoduje włączenie posuwu strugarki (patrz strzałka). Ustawienie uchwytu w pozycji dolnej powoduje wyłączenie dopływu prądu.
Blokada stołu
Obróć blokadę stołu (E) zgodnie z ruchem wskazówek zegara, aby zablokować pokrętło regulacji wysokości (F) i zabezpieczyć stół strugarki (C) w wybranej pozycji. Aby zwolnić blokadę stołu (E) i umożliwiać regulację stołu, należy przekręcić ją w kierunku przeciwnym do ruchu wskazówek zegara.
Regulacja wysokości stołu
Wysokość stołu strugarki ustawia się następująco:
- Odblokuj blokadę stołu (E).
- Obróć pokrętło regulacji wysokości (F) zgodnie z ruchem wskazówek zegara, aby podnieść stół strugarki (C), lub przeciwnie do ruchu wskazówek zegara, aby go obniżyć.
- Zablokuj blokadę stołu (E). Każdy obrót koła zamachowego (F) powoduje przesunięcie stołu (C) o 4
mm w górę lub w dół. Skala na kolumnie pokrętła wskazuje liczbę obrotów pokrętła. Wskaźnik (B) wskazuje położenie stołu względem głowicy tnącej na skali (A) znajdującej się z boku szafki.
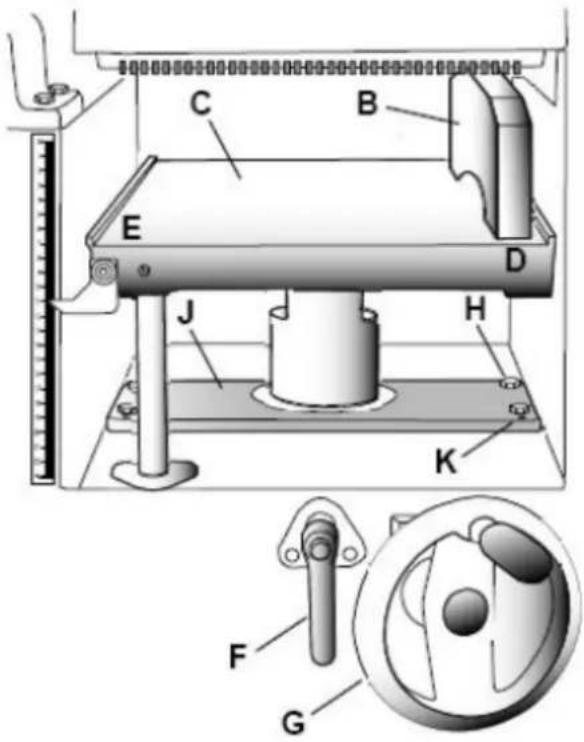
Sterowanie i regulacja strugarki
Rysunek 6
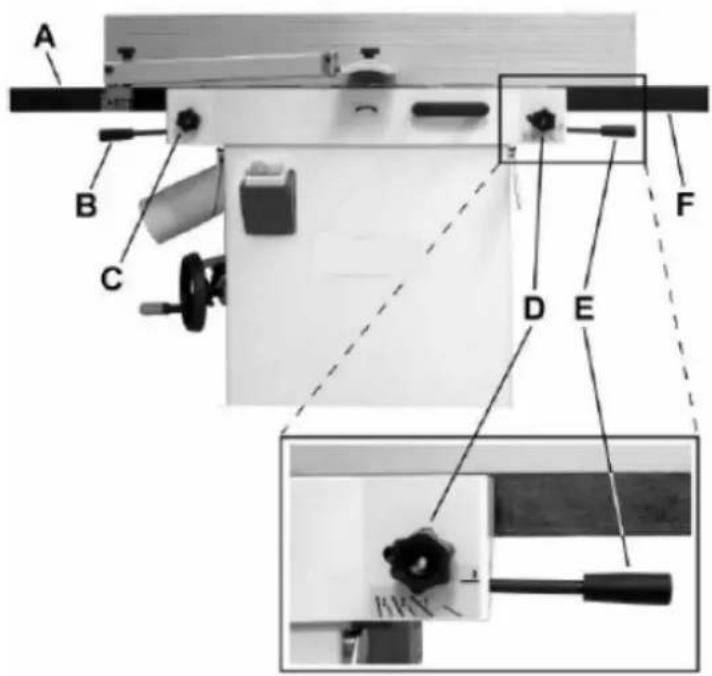
Odnosząc się do rysunku 6:
Regulacja wysokości stołu odbiorczego
Gałka blokująca (C) i uchwyt podnoszący (B) sterują regulacją wysokości stołu odbiorczego (A). Stół odbiorczy jest początkowo regulowany w fabryce i nie należy go zmieniać, za wyjątkiem pewnych regulacji.
Regulacja wysokości stołu podającego
Gałka blokująca (D) i uchwyt podnoszący (E) sterują regulacją wysokości stołu podającego (F). Aby dostosować:
- Odkreć pokrętło blokady (D).
- Podnieś uchwyt podnoszący (E), aby podnieść stół podający i uzyskać płytką głębokość cięcia. Obniż uchwyt, aby wykonać głębsze cięcie.
- Dokreć pokrętło blokady (D).
Notatka: Zalecana głębokość skrawania wynosi 1,5 mm lub mniej.
Ostona głowicy tnącej
Prawidłowo ustawiona osłona głowicy tnącej (H) powinna opierać się o prowadnicę (A).
Ruch ogrodzenia
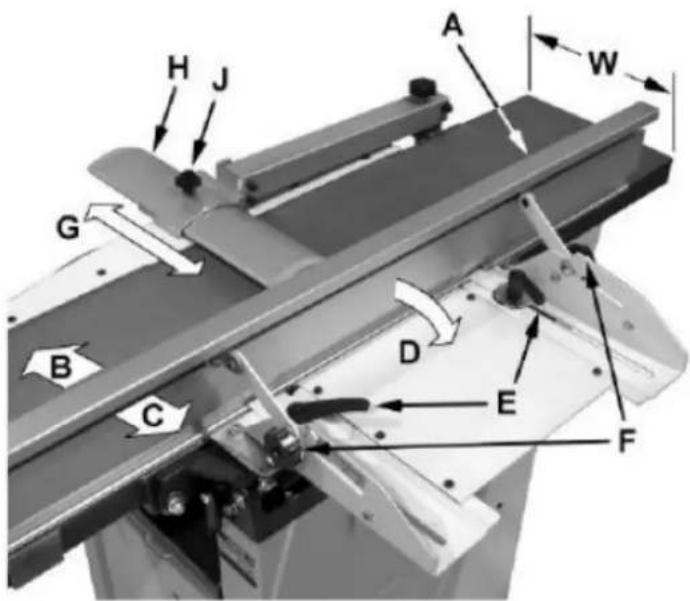
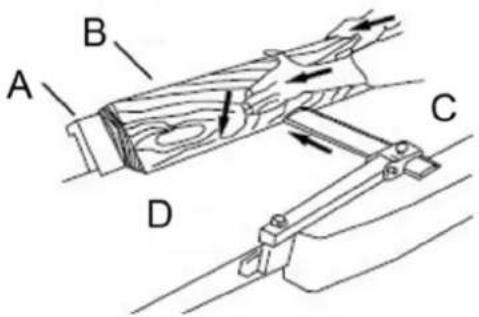
Odnosząc się do rysunku 7:
Płotek (A) można przesuwać do przodu (B) lub do tyłu (C) wzdłuż szerokości (W) stołu. Można go również odchylić do tyłu o 45 stopni (D).
Odkręć pokrętło blokady (J), przesuń osłonę na miejsce, a następnie dokręć pokrętło blokady. Przesuwanie prowadnicy do przodu lub do tyłu: Podczas łączenia krawędzi należy okresowo przesuwać zespół prowadnicy do różnych pozycji, aby równomiernie rozłożyć zużycie noży głowicy tnącej. Wykonuje się to w następujący sposób:
- W razie potrzeby poluzuj osłone głowicy tnącej (H), aby umożliwiać swobodne poruszanie się zespołu prowadnicy bez ograniczania go przez osłone.
- Odkręć dwa uchwyty blokujące zespół ogrodzenia (E).
- Przesuń cały zespół ogrodzenia do żądanej pozycji, a następnie ponownie dokręć uchwyty (E).
- Ponownie wyreguluj i zabezpiecz osłone głowicy tnącej. Aby odchylić ogrodzenie do tyłu:
Płotek (A) można odchylić do tyłu (D) o maksymalnie 45° (czyli o całkowity kąt 135° od powierzchni stołu) w następujący sposób:
- Odkręć uchwyny blokujące (F).
- Odchyl pł ot do tyłu (A, C) pod żadanym kątem do 135 stopni. Możesz też położyć ścięty element
odniesienia na stole i oprzeć go o ogranicznik, dostosowując kąt ogranicznika do momentu, aż kąt ogranicznika będzie odpowiadał skosowi elementu pomiarowego.
- Dokreć uchwyny blokujące (F).
- Ponownie wyreguluj i zabezpiecz osłone głowicy tnącej.
Dostosowania
Regulacja stołu i noży
Aby połączenia były dokładne, muszą być spełnione co najmniej trzy warunki:
- Stoły podawcze i odbiorcze muszą być współPtaszczyznowe.
- Noże lub wkładki nożowe muszą być osadzone w głowicy tnącej tak, aby najwyższy punkt ich łuku znajdował się na poziomie stołu odbiorczego.
- W przypadku standardowej głowicy tnącej może muszą być równoległe do stołu odbiorczego na całej długości noży.
Wyjaśnienie tych zależności znajduje się poniżej.

UWAGA! Przed przystąpieniem do jakichkolwiek regulacji należy odłączyć maszynę od źródła zasilania. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
Wyrównanie współPtaszczyznowe
Definicja koplanarności
Jeżeli stół podający jest ustawiony na tym samym poziomie co stół odbiorczy i oba stoły tworzą razem „idealnie” płaską powierzchnię, wówczas mówi się, że są współ płaszczyznowe.
Aby zapewnić optymalną pracę strugarki, stoły podający i odbierający muszą być współ płaszczyznowe. Jeżeli tak nie jest, gotowy przedmiot obrabiany może mieć nieznaczne zwężenie lub skręcenie na całej szerokości lub długości łączenia.
Określanie, czy tabele są współPtaszczyznowe
Stoły zostały ustawione współłaszczyznowo w fabryce, ale operator powinien je dwukrotnie sprawdzić. Ponadto, w miarę użytkowania maszyny, należy od czasu do czasu sprawdzać stoły i w razie potrzeby je regulować.
Opisana poniżej procedura polega na użyciu stalowej krawędzi prostej do ustawienia stołów, co powinno być wystarczająco dokładne w większości przypadków.
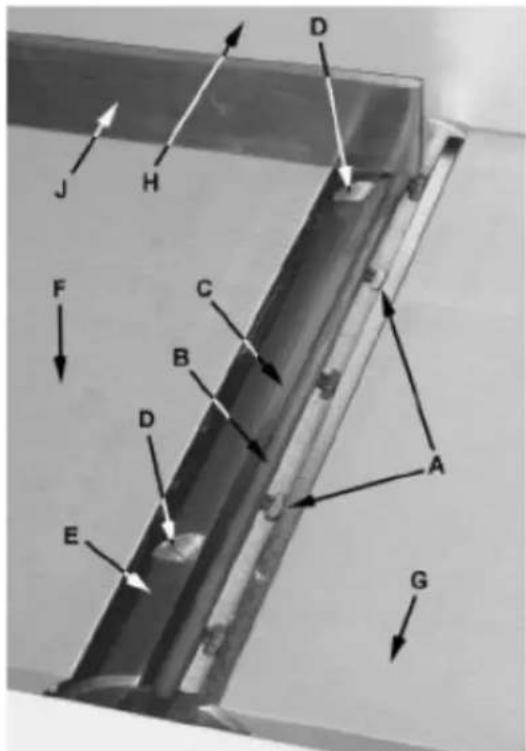
Rysunek 8
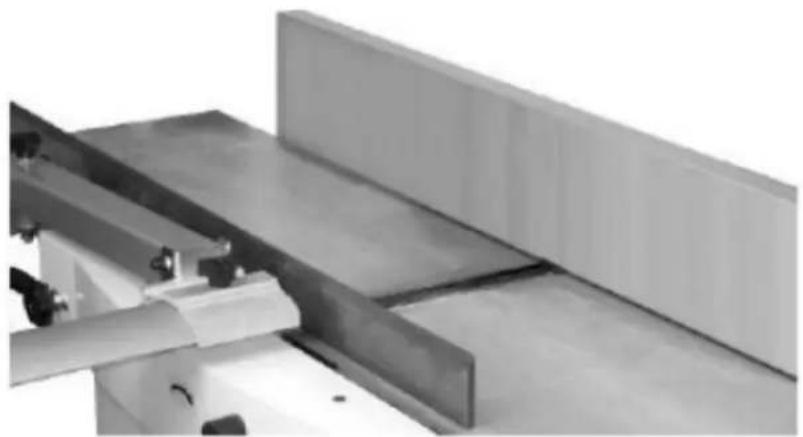
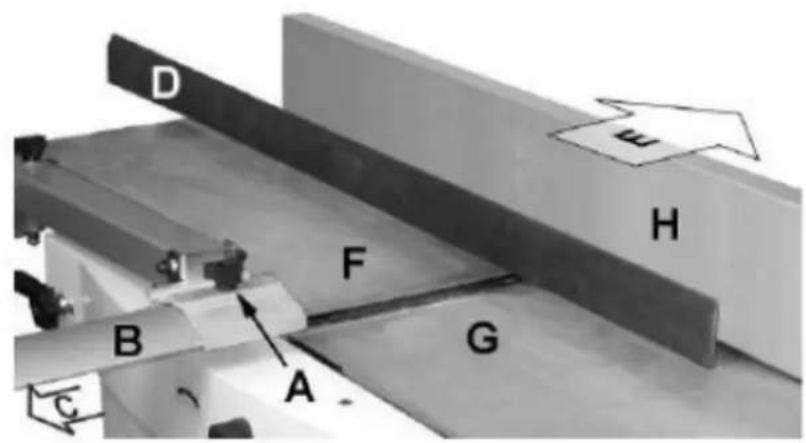
Odnosząc się do rysunków 8 i 9:
- Odłącz strugarkę od źródła zasilania.
- Odkręć pokrętło blokujące (A) i przesuń osłone głowicy tnącej (B, C), aby odstonić stół.
- Przesuń zespół prowadnicy do tyłu (H, E) tak daleko, jak to możliwe, lub całkowicie wyjmij go z maszyny.
- Obróć głowice tnacą, aby uniknąć kolizji z nożem.
- Położ prostą krawędź (D) z przodu stołu odbiorczego (F) i tak, aby wystawała ponad stół podający (G). Zwróć uwagę na położenie stołu podającego (G). Zwróć uwagę na położenie prostej krawędzi na rysunku 6 względem ogrodzenia (H).
- Podnieś stół podający (G) aż dotknie prostej krawędzi (D). Prosta krawędź powinna leżeć równo na
obu stołach. Przesuń prostą krawędź do tyłu stołu odbiorczego, jak pokazano na rysunku 7, i wykonaj ten sam test. Jeżeli prosta krawędź nie leży poziomo, należy wyregulować przód lub tył jednego ze stołów, aby uzyskać współ płaszczyznowość stołów.
Wykonywanie wyrównania współPtaszczyznowego
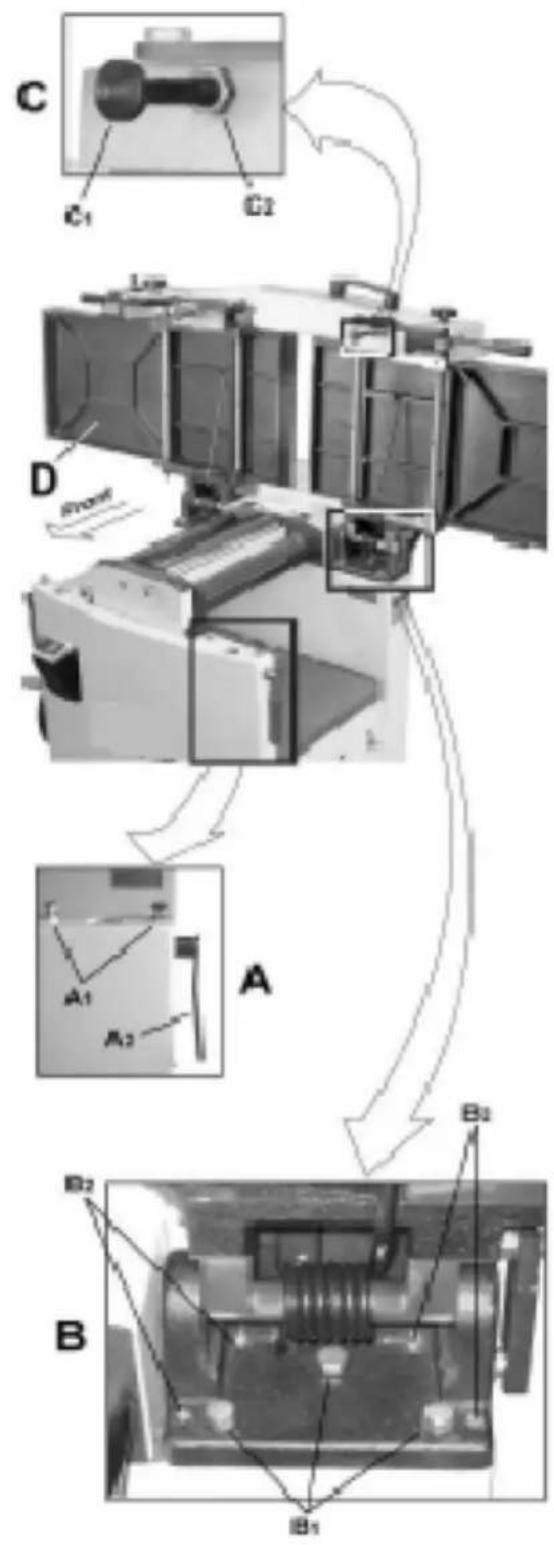
Rysunek 10
Jeżeli wymagane jest wyrównanie, jak określono w poprzedniej sekcji, należy postępować w następujący sposób:
Przed przystąpieniem do jakichkolwiek regulacji należy odłączyć maszynę od źródła zasilania. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
- Odłącz zasilanie od maszyny.
- Odblokuj oba uchwyty zamka szafki (A2).
- Podnieś stół (D) do pozycji całkowicie pionowej. Regulację przeprowadza się za pomocą czterech śrub ustalających (B2), które regulują nachylenie i skok stołu z tytu (w kierunku ogranicznika) oraz dwóch śrub z łbem sześciokątnym (A1), które regulują stół do przodu. Regulacja może polegać na regulacji przedniej, regulacji tylnej lub (co jest bardziej prawdopodobne) kombinacji obu.
Regulacja tylna
Wymagane narzędzia – klucz 13 mm, klucz imbusowy 4 mm
- Kluczem 13 mm poluzuj trzy śruby z łbem sześciokątnym (B1).
- Za pomocą klucza imbusowego 4 mm wykonaj bardzo drobne regulacje o 1/8 do 1/4 obrotu na czterech śrubach ustalających (B2), jeśli to konieczne. Obrót zgodnie z ruchem wskazówek zegara podniesie stół, a obrót w kierunku przeciwnym do ruchu wskazówek zegara obniży stół. Największy wpływ na regulację prawej strony stołu będzie miała regulacja dwóch prawych śrub nastawczych, natomiast największy wpływ na regulację lewej strony stołu będzie miała regulacja dwóch lewych śrub nastawczych.
- Po zakończeniu regulacji dokręć śruby z łbem sześciokątnym (B1).
Regulacja przednia
Wymagane narzędzia – dwa klucze 13 mm
- Przytrzymaj śruby z łbem sześciokątnym (A1) za pomocą jednego klucza, a drugim poluzuj zabezpieczające nakrętki sześciokątne.
- Nieznacznie wyreguluj śruby (A1) o 1/8 do 1/4 obrotu. Obrót w kierunku przeciwnym do ruchu wskazówek zegara podniesie stół; obrót w kierunku zgodnym z ruchem wskazówek zegara obniży stół. Regulacja prawej śruby będzie miała największy wpływ na regulację prawej strony stołu, natomiast regulacja lewej śruby będzie miała największy wpływ na regulację lewej strony stołu.
- Po zakończeniu regulacji należy dokręcić nakrętkę sześciokątną, jednocześnie uttrzymując pozycję śruby za pomocą drugiego klucza. Może być konieczne powtórzenie ćwiczenia z tej sekcji więcej niż jeden raz w celu uzyskania wyrównania współ płaszczyznowego.
Uwaga: Jeśli po regulacji stoły nie zablokują się prawidłowo, zapoznaj się z sekcją „Regulacja uchwytu blokującego stołu wyrówniarki” poniżej.
Ustawianie noży głowicy tnącej
WAŻNY! Przed dokonaniem jakichkolwiek zmian w tej sekcji, stoły podający i odbierający muszą być współPtaszczyznowe.

UWAGA! Noże tnące są niebezpiecznie ostre! Należy zachować szczególną ostrożność podczas kontroli, wyjmowania, ostrzenia lub wymiany noży w głowicy tnącej. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
- Odłącz maszynę od źródła zasilania.
- Zdejmij osłone głowicy tnącej (B, rys. 8). Odnosząc się do rysunków 11 i 12.
- Dokładnie ponumeruj każde ostrze noża (C) za pomocą magicznego markera, aby je odróżnić.
Notatka: Aby obrócić głowicę tnącą, należy obrócić koło pasowe głowicy tnącej. Aby uzyskać dostęp, należy zdjąć panel z tyłu szafki.
-
Obróć głowicę tnącą (E) i określ położenie noża numer jeden na godzinie 12. Pozycja godziny 12 jest najwyższym punktem, jaki osiągnie ostrze w łuku tnącym (C, rys. 12).
-
Położ linijkę (J) na stole odbiorczym (F) w pobliżu ogranicznika (H). Jeden koniec prostej krawędzi należy umieścić nad nożem tnącym (C) w pobliżu końca ostrza, jak pokazano na rys. 9.
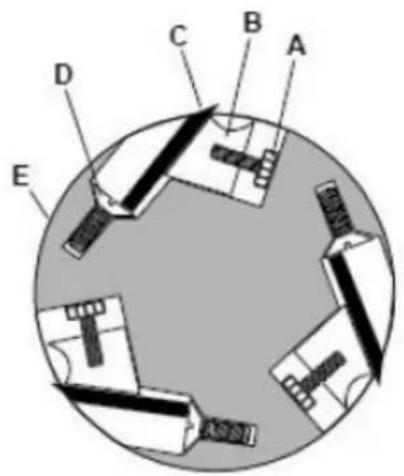
Rysunek 12
Należy zachować ostrożność przy obchodzeniu się z linijkstra w pobliżu ostrzy, aby uniknąć uszkodzeń.
Zwróć uwagę na położenie ostrza noża względem krawędzi prostej, następnie przesuń krawędź prostą na drugą stronę stołu i ponownie zwróć uwagę na położenie ostrza noża względem krawędzi prostej. Ostrze numer jeden musi znajdować się na tej samej wysokości na obu końcach i musi również znajdować się na tej samej wysokości co stół odbiorczy (spód linijki). Jeżeli tak nie jest, należy wykonać następujące czynności regulacyjne:
- Nieznacznie poluzuj pięć śrub blokujących Gib (A), wkręcając je w pręt blokujący (B), zgodnie z ruchem wskazówek zegara, patrząc od strony stołu podającego (G).
- Wyreguluj wysokość ostrza, obracając śruby podnośnika (D), na których spoczywają ostrza. Aby opuścić ostrze, należy przekręcić śrubę zgodnie z ruchem wskazówek zegara. Aby podnieść, przekręć śrubę w kierunku przeciwnym do ruchu wskazówek zegara.
- Gdy ostrze znajdzie się na właściwej wysokości, dokręć naprzemiennie pięć śrub blokujących gib lock (A).
Powtórz kroki 4–8 dla ostrzy drugiego i trzeciego.
Wymiana noży tnących

UWAGA! Przed przystąpieniem do jakichkolwiek regulacji należy odłączyć maszynę od źródła zasilania. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
-
Odłącz maszynę od źródła zasilania.
-
Zdejmij osłone głowicy tnącej (B, rys. 6).

UWAGA! Noże tnące są niebezpiecznie ostre. Należy zachować szczególną ostrożność podczas kontroli, wyjmowania, ostrzenia lub wymiany noży w głowicy tnącej. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
- Wkręć wszystkie pięć śrub (A) w pręt blokujący (B), obracając je w kierunku zgodnym z ruchem wskazówek zegara, patrząc od strony stołu podającego (G).
- Ostrożnie wyjmij nóż tnący (C) i blokadę (B).
- Powtórz tę samą czynność z pozostałymi dwoma nożami.
- Dokładnie oczyść wszystkie powierzchnie głowicy tnącej, szczeliny na noże i drążki blokujące z kurzu i zanieczyszczeń.
- Włóż noż wymienny (C) do gniazda noża, upewniając się, że jest skierowany we właściwą stronę.
- Włóż blokadę (B) i dokręć ją tylko na tyle, aby ją przytrzymać.
- Powtórz tę czynność dla pozostałych dwóch ostrzy.
Regulacja uchwytu blokady stołu wyrówniarki
Aby uzyskać najlepszą wydajność, uchwyty blokujące stołu wyrówniarki (A2) powinny znajdować się mniej więcej w pozycji całkowicie opuszczonej, gdy są zablokowane. Jeżeli konieczna jest regulacja:
- Odłącz maszynę od źródła zasilania.
- Odblokuj uchwyt blokady (A2) i podnieś stół do pozycji pionowej.
- Odkręć nakrętkę zabezpieczającą (C2) kluczem 18 mm.
- Wyreguluj wałek blokujący stół (C1) w krokach co 1/4 obrotu lub mniej. Aby dokręcić klamkę blokującą, należy obrócić ją zgodnie z ruchem wskazówek zegara, a w kierunku przeciwnym do ruchu wskazówek zegara, aby ją poluzować.
- Dokreć nakrętkę blokującą (C2).
- Przetestuj funkcję blokowania i powtórz czynność, jeśli to konieczne.
Wymiana paska
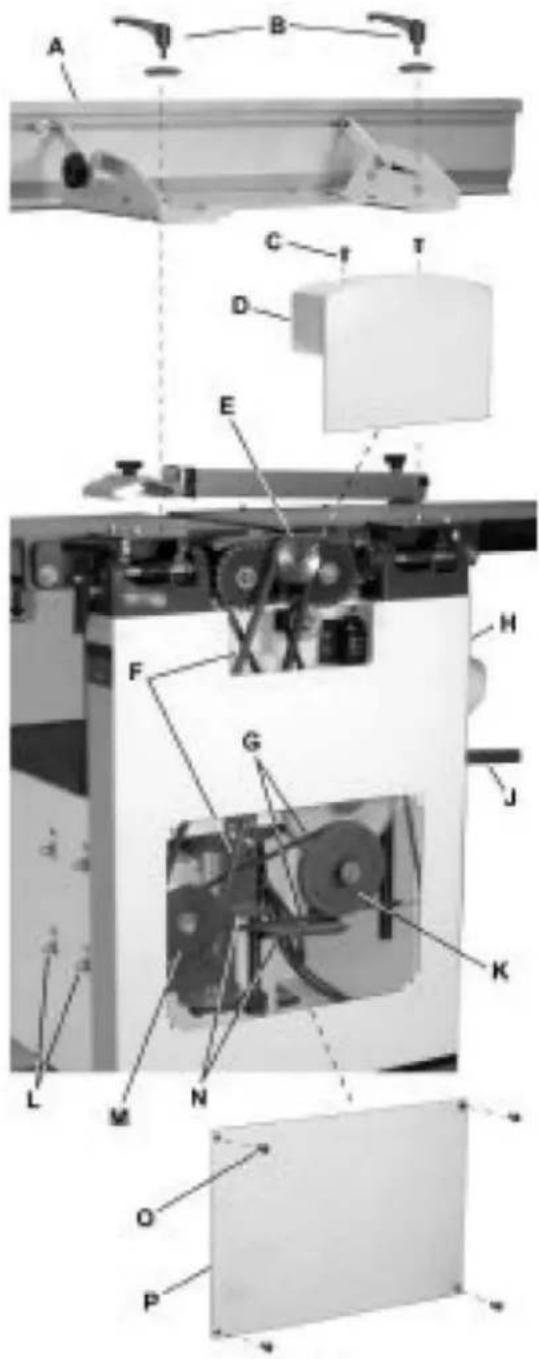
UWAGA! Przed przystąpieniem do jakichkolwiek regulacji należy odłączyć maszynę od źródła
zasilania. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
Przygotowanie
Aby wymienić pasek napędowy głowicy tnącej i/lub pasek rolki podającej strugarki, należy najpierw
zdemontować zespół prowadnicy strugarki i dwa tylne panele, jak opisano poniżej. Potrzebny będzie klucz imbusowy 4 mm i dwa klucze 13 mm.
- Zdejmij zespół prowadnicy strugarki (A), najpierw poluzowując i wyjmując dwa zespoły uchwytów blokujących (B). Klucz imbusowy 4 mm będzie pomocny, ale niekonieczny.
- Odkręć dwie śruby imbusowe (C) i odkręć górny panel tylny (D).
- Odkręć cztery śruby imbusowe (O) i odkręć dolny panel tylny (P).
Wymiana paska napędowego głowicy tnącej
- Odkręć cztery śruby mocujące silnik (L). Podnieś silnik i oprzyj go o poziomą szczelinę otworu montażowego silnika. Spowoduje to poluzowanie paska napędowego głowicy tnącej (F).
- Zdjąć pasek napędowy głowicy tnącej (F) z koła pasowego głowicy tnącej (E) i koła pasowego silnika (M).
- Jeśli pasek rolki podającej (K) wymaga wymiany, kontynuuj. W przeciwnym wypadku przejdź do kroku 10.
Wymiana paska rolki podającej
Notatka: Jeśli pasek rolki podającej ma zostać wymieniony, należy wykonać kroki od 1 do 5, aby zdjąć pasek napędowy głowicy tnącej, zanim będzie można wymienić pasek rolki podającej.
- Ustaw uchwyt posuwu (J) w pozycji dolnej (wyłączony/odłączony), co zapewni luz paska podczas następnego kroku.
- Zdjąć pasek rolki podającej (G) z koła pasowego rolki podającej (K) i koła pasowego silnika (M).
- Założ nowy pasek wokół mniejszego (wewnętrznego) koła pasowego silnika (M) i koła pasowego rolki podającej (K).
Notatka: Dolny odcinek koła pasowego rolki podającej musi być umieszczony pomiędzy płytami hamulca pasa (N).
Końcowe kroki
- Wymień pasek napędowy głowicy tnącej (F), owijając go wokół koła pasowego głowicy tnącej (E), a następnie wokół większego (zewnętrznego) koła pasowego silnika (M).
- Przesuń silnik tak, aby śruby montażowe (L) znalazły się z powrotem w pionowych otworach szczelinowych, a następnie dokręć śruby montażowe.
- Zamontuj dolny panel tylny (P) i przymocuj go czterema śrubami z łbem sześciokątnym (O).
-
Zamontuj górny tylny panel (D) i przymocuj go dwoma śrubami imbusowymi (C).
-
Wymień zespół prowadnicy łączenia (A) i zabezpiecz go dwoma zespołami uchwytów blokujących (B).
Regulacja stołu strugarki

UWAGA! Przed przystąpieniem do jakichkolwiek regulacji należy odłączyć maszynę od źródła zasilania. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
Sprawdzanie równoległego położenia stołu strugarki względem głowicy tnącej
Stół strugarki jest fabrycznie ustawiony równolegle do głowicy nożowej, więc nie ma potrzeby dokonywania żadnych dodatkowych regulacji. Jeśli Twoja maszyna służy do strugania stożkowego, najpierw sprawdź, czy noże w głowicy tnącej są prawidłowo wyregulowane (patrz rozdział „Ustawianie noży głowicy tnącej”) i w razie potrzeby dokonaj regulacji.
Po potwierdzeniu, że noże są ustawione prawidłowo, należy sprawdzić, czy stół roboczy jest ustawiony równolegle do głowicy tnącej w następujący sposób:
- Odłącz maszynę od źródła zasilania.
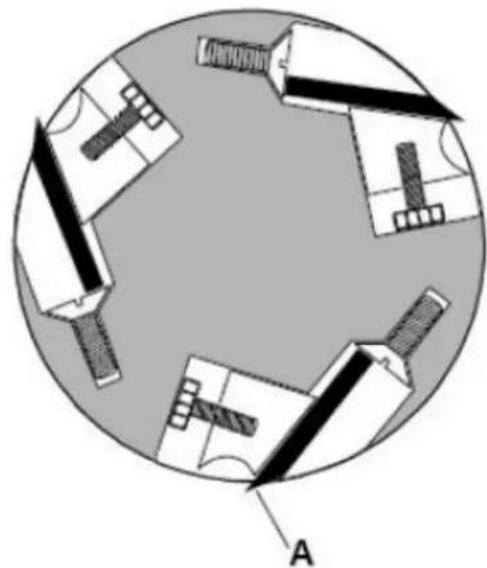
- Obróć głowicę tnącą tak, aby jedno z ostrzy noża (A, rys. 14) znalazło się w pozycji godziny 6.
Odnosząc się do rysunku 15:
- Umieść blok wzorcowy (B) lub inne urządzenie pomiarowe na stole roboczym (C) na jednej krawędzi (D) bezpośrednio pod głowicą tnącą.
- Odblokuj uchwyt blokady stołu (F).
- Za pomocą pokrętła (G) delikatnie podnieś stół (C), aż blok pomiarowy (B) lekko zetknie się z końcówką ostrza noża, a następnie zablokuj stół.
- Przesuń blok wzorcowy (B) na przeciwległy koniec stołu (E).
Jeżeli odległość od stołu do czubka ostrza noża jest taka sama na obu końcach, stół jest równoległy do głowicy tnącej.
Regulacja stołu roboczego równolegle do głowicy tnącej
Jeżeli stół roboczy nie jest równoległy do głowicy tnącej, należy wykonać procedurę regulacji w następujący sposób:
- Za pomocą klucza 13 mm poluzuj cztery śruby z łbem sześciokątnym (H) znajdujące się na każdym narożniku wspornika kolumny (J).
-
Ustaw stół równolegle do głowicy tnącej, regulując cztery śruby ustalające (K) znajdujące się na każdym rogu wspornika kolumny (J) obok śrub z łbem sześciokątnym (H).
-
Powtórz kroki 3–6 i jeśli konieczna jest dalsza regulacja, powtórz kroki 8, 9.
- Po ustaleniu, że stół jest równoległy do głowicy tnącej, dokręć śruby z łbem sześciokątnym (H).
Podstawowe operacje
Zbieranie pyłu
Przed pierwszym uruchomieniem maszynę należy podłączyć do odpylacza.
Pierwsze uruchomienie
Po zakończeniu montażu i regulacji strugarka jest gotowa do przetestowania. Włącz zasilanie na panelu głównym. Naciśnij przycisk Start. W razie wystąpienia problemu trzymaj palec na przycisku Stop. Strugarka powinna pracować płynnie, z niewielkimi lub żadnymi drganiami i odgłosami tarcia. Przed dalszym użytkowaniem należy zbadać i usunąć przyczynę każdego problemu.
NIE próbuj sprawdzać ani regulować strugarki, gdy jest ona uruchomiona.
Poczekaj, aż strugarka zostanie wyłączona, odłączona od zasilania i wszystkie części robocze całkowicie się zatrzymają.
Zmiana trybu działania
Przy zmianie trybu pracy (z strugarki na strugarkę i z powrotem) maszyna musi być wyłączona i całkowicie zatrzymana. Aby zmienić tryb pracy, zapoznaj się z sekcjami „Konfiguracja strugarki i strugarki” i „Konfiguracja strugarki i strugarki”.
Operacje łączenia
Prawidłowa pozycja operacyjna
Operator musi znajdować się w pozycji przesuniętej względem stołu podającego.
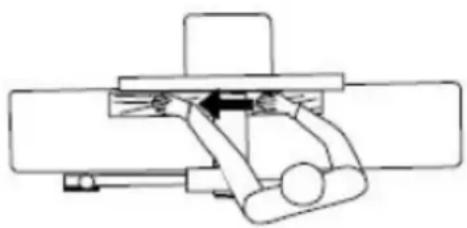
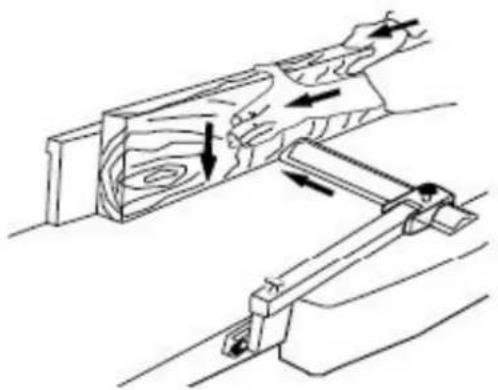
Odnosząc się do rysunku 16:
Na początku cięcia lewa ręka mocno dociska obrabiany element do stołu podającego i ogranicznika, podczas gdy prawa ręka płynnym, równomiernym ruchem popycha obrabiany element w kierunku
głowicy tnącej. Po zakończeniu cięcia nowa powierzchnia spoczywa stabilnie na stole odbiorczym. Lewą rękę przenosimy na stronę wyjściową (rysunek 16) i naciskamy na tę część przedmiotu obrabianego, utrzymując jednocześnie płaski kontakt z ogranicznikiem. Prawa ręka dociska obrabiany przedmiot do przodu i zanim prawa ręka dotrze do głowicy tnącej, przedmiot ten powinien zostać przesunięty w kierunku przedmiotu obrabianego na stole odbiorczym.
Powierzchnia
Celem strugania na wyrówniarce jest uzyskanie jednej płaskiej powierzchni (rysunek 17). Drugą stronę można następnie wyfrezować do precyzyjnych, ostatecznych wymiarów na strugarce grubościowej, dzięki czemu uzyskana deska jest gładka i płaska po obu stronach, a każda strona jest równoległa do drugiej.
Jeżeli łączone drewno jest wkłęsłe lub wygięte, należy położyć je wklęszą stronę do dołu i wykonać lekkie cięcia, aż powierzchnia będzie płaska.
Nigdy nie obrabiaj przedmiotów krótszych niż 12 cali lub cieńszych niż 3/8 cala bez użycia specjalnego uchwytu do mocowania przedmiotu obrabianego.
Nigdy nie obrabiaj elementów cieńszych niż 3 całe bez użycia klocka dociskowego.
Zaleca się wykonywanie cięć o głębokości ok. 1/16" na raz, co pozwala na lepszą kontrolę obrabianego materiału. Następnie można wykonać więcej przejść, aby osiągnąć pożadaną głębokość.
Kierunek stojów
Unikaj wprowadzania materiału do strugarki w kierunku przeciwnym do włókien (rysunek 18).
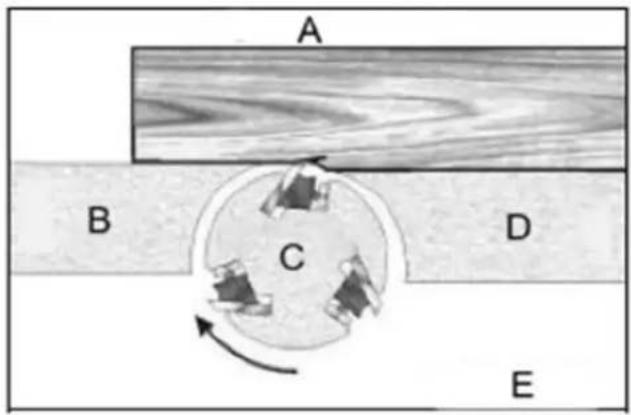
Rysunek 18
A- Przeciwny naturze
B- Stół odbiorczy
C- Głowica tnąca
D- Stół podający
E- Zto
Może to spowodować wyszczerbienie i rozszczepienie krawędzi. Podawaj zgodnie ze ziarnem, aby uzyskać gładką powierzchnię, jak pokazano na rysunku 19.
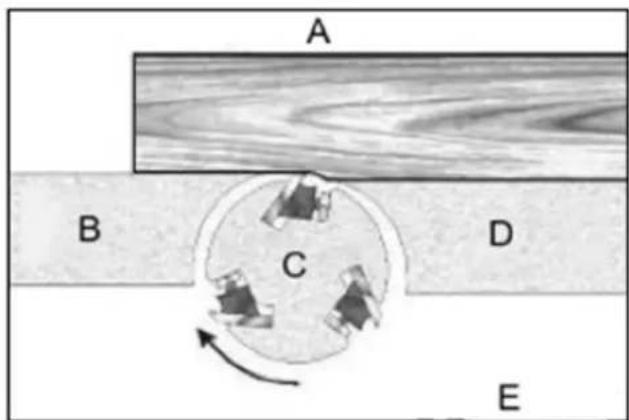
Rysunek 19
A- Z ziarnem
B- Stół odbiorczy
C- Głowica tnąca
D- Stół podający
E- Prawidłowe
Łączenie
Łączenie (lub obróbka krawędzi) to proces tworzenia wykończonej, płaskiej powierzchni krawędzi, która nadaje się do łączenia lub wykańczania (rysunek 20). Jest to również konieczny krok przed cięciem materiału na szerokość na pile stołowej.
Nigdy nie obcinaj krawędzi deski, która ma mniej niż 3 cale szerokości, mniej niż 1/4 cala grubości lub 12 cali długości bez użycia klocka dociskowego.
Przy ścinaniu krawędzi drewna szerszego niż 3 cale, palce należy założyć na górną część drewna, wyciągając je ponad ogranicznik, tak aby działały jako ogranicznik dla dłoni w razie odbicia.
Ustaw osłone (przesuń ją do przodu) tak, aby odsłonić tylko wymaganą ilość głowicy tnącej.
Jeżeli długość obrabianego przedmiotu jest dwukrotnie większa od długości stołu podającego lub odbierającego wyrówniarki, należy zastosować podporę podającą lub odbierającą.
Do krawędzi:
- Upewnij się, że ogrodzenie jest ustawione pod kątem 90°. Sprawdź to jeszcze raz za pomocą kwadratu.
- Sprawdź stan surowca i kierunek usłojenia (patrz Kierunek usłojenia na poprzedniej stronie).
- Jeżeli deska jest wygięta (zakrzywiona), położ ją wkłęszą krawędzią w dół na stole podającym.
- Ustaw stół podający na głębokość cięcia około 1,5 mm.
- Przytrzymaj materia † mocno przy prowadnicy i stole, a następnie przesuwaj go powoli i równomiernie nad głowicą tnącą.
Ścieście
Fazowanie krawędzi to taka sama operacja jak łączenie krawędzi, z tą różnicą, że ogranicznik jest pochylony pod określonym kątem.
Upewnij się, że materiał, który chcesz ściąć, ma co najmniej 12 cali długości, co najmniej 1/4 cala
grubości i 1 cal szerokości.
Aby ściąć fazowo:
- Użyj kątomierza, aby określić pożądany kąt. Następnie ustaw ogrodzenie pod tym samym kątem.
- Sprawdź stan surowca i kierunek usłojenia (patrz Kierunek usłojenia na poprzedniej stronie).
- Ustaw stół podający na głębokość cięcia około 1,5 mm.
- Jeżeli deska jest wygięta (zakrzywiona), położ ją wkłęszą krawędzią w dół na stole podającym.
- Przeprowadź materiał przez głowicę tnącą, upewniając się, że powierzchnia materiału jest całkowicie płaska względem prowadnicy, a krawędź ma stały kontakt ze stołem podającym i odbierającym (rysunek 21).
W przypadku drewna o szerokości większej niż 3 cale – trzymaj palce blisko siebie, blisko górnej krawędzi klocka, tak aby zachodziły na deskę i wystawały ponad ogranicznik. W przypadku drewna o szerokości mniejszej niż 3 cale – użyj ściętych klocków dociskowych i dociśnij je w kierunku prowadnicy. Trzymaj palce blisko górnej części klocka dociskowego. Aby uzyskać pełne ścięcie, konieczne może być wykonanie kilku przejść.
Rysunek 21
A- Ogrodzenie
B- Magazyn
C- Stół podający
D- Stół odbiorczy
Operacje strugarki
Głębokość cięcia
Struganie na grubość polega na przycinaniu tarcicy do pożądanej grubości, przy jednoczesnym tworzeniu równej powierzchni równoległej do przeciwległej strony deski. Grubość płyty, jaką można uzyskać za pomocą strugarki, wskazywana jest przez skalę oraz wskaźnik głębokości cięcia. Ustaw strugarkę na żądaną grubość obrabianego elementu za pomocą wskaźnika. Głębokość skrawania
reguluje się poprzez podnoszenie lub opuszczanie stołu strugarki (C, rys. 5) za pomocą pokrętła (F, rys. 5).
Jakość planowania grubości zależy od oceny operatora co do głębokości cięcia.
Głębokość cięcia zależy od szerokości, twardości, wilgotności, kierunku i struktury słojów drewna.
Maksymalna grubość drewna, jaką można usunąć w jednym przejściu, wynosi 1/8" w przypadku operacji planowania na elementach obrabianych o szerokości do 5-1/2".
Aby móc ciąć na głębokość 1/8", przedmiot obrabiany musi być oddalony od środkowej zakładki na obudowie wałka.
Maksymalna grubość drewna, jaką można usunąć w jednym przejściu, wynosi 1/16" w przypadku operacji planowania na elementach obrabianych o szerokości od 5-1/2" do 12".
Aby uzyskać optymalną wydajność planowania, głębokość cięcia powinna być mniejsza niż 1/16".
Deskę należy strugać płytkimi cięciami, aż do uzyskania równej powierzchni. Po utworzeniu równej powierzchni należy obrócić drewno i utworzyć równoległe boki.
Strugaj naprzemiennie boki, aż do uzyskania pożądanej grubości. Po wykonaniu połowy całkowitego cięcia z każdej strony deska będzie miała jednolitą wilgotność, a dalsze suszenie nie spowoduje jej odkształcenia.
Głębokość skrawania powinna być płytsza, jeśli obrabiany przedmiot jest szerszy.
Podczas cięcia twardego drewna należy wykonywać lekkie cięcia lub strugać drewno cienkimi pasami. Wykonaj cięcie próbne na kawałku materiału i sprawdź uzyskaną grubość.
Przed przystąpieniem do pracy nad gotowym produktem należy sprawdzić dokładność cięcia próbnego.
Środki ostrożności
Grubościówka jest precyzyjną maszyną do obróbki drewna i należy jej używać wyłącznie do cięcia drewna dobrej jakości.
Nie strugaj brudnych desek; brud i małe kamienie są ścierne i powodują zużycie ostrza.
Usuń gwoździe i zszywki. Strugarki należy używać wyłącznie do cięcia drewna.
Unikaj węzłów. Drewno o silnie krzyżowym usłojeniu sprawia, że sęki są twarde. Sęki mogą się poluzować i zaciąć ostrze. Każdy przedmiot, który zetknie się z ostrzami strugarki, może zostać siłą wyrzucony z strugarki, co stwarza ryzyko obrażeń.
Przygotowanie pracy
Strugarka grubościowa sprawdza się najlepiej, gdy drewno ma przynajmniej jedną płaską powierzchnię.
Za pomocą strugarki utwórz płaską powierzchnię.
Skręcone lub mocno wygięte deski mogą zablokować strugarkę. Rozdziel drewno na pół, aby zmniejszyć wielkość wypaczenia.
Materiał należy wprowadzać do strugarki zgodnie z kierunkiem stojów drewna. Czasami drewno zmienia kierunek w środku deski. W takich przypadkach, jeśli to możliwe, należy przeciąć deskę na pół, aby kierunek stojów był prawidłowy.
Nie należy strugać deski, której długość jest mniejsza niż 6 cali. Zaleca się, aby planując deski krótkie, stykać je końcami, aby uniknąć odbicia i zmniejszyć odchylenie.
Karmienie pracy
Strugarka wyposażona jest w noże strugarskie zamontowane w głowicy tnącej oraz rolki podające i odbierające ustawione na odpowiednią wysokość. Posuw strugarki odbywa się automatycznie i może się nieznacznie różnić w zależności od rodzaju drewna.
Przygotowanie:
Prędkość posuwu odnosi się do szybkości, z jaką drewno przesuwa się przez strugarkę. Operator jest odpowiedzialny za odpowiednie ustawienie materiału, aby był on podawany prawidłowo.
Podnieś lub opuść obudowę wałka, aby uzyskać żądaną głębokość cięcia.
Powierzchnia uzyskana za pomocą strugarki będzie gładsza, jeżeli zastosuje się mniejszą głębokość cięcia.
Stań po stronie, do której przymocowany jest uchwyt.
Deski dłuższe niż 24" powinny mieć dodatkowe wsparcie w postaci wolnostojących stojaków na materiały.
Planowanie:
-
Umieść obrabiany przedmiot tak, aby powierzchnia przeznaczona do strugania znajdowała się na górze.
-
Włącz strugarkę.
-
Włącz zasilanie.
-
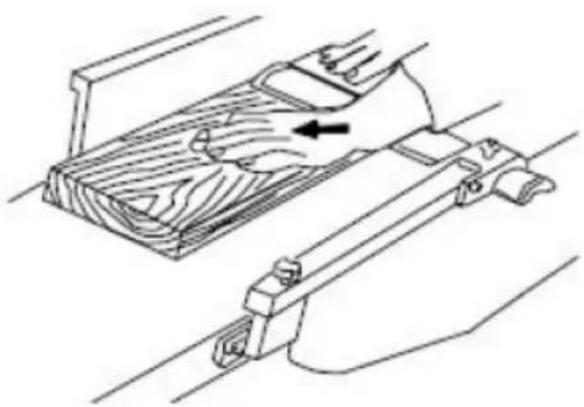
Oprzyj koniec deski o płytę rolki podającej i skieruj deskę do strugarki.
-
Wsuń obrabiany przedmiot do strony podającej strugarki, aż rolka podająca zacznie przesuwać obrabiany przedmiot.
-
Puść obrabiany przedmiot i pozwól, aby automatyczny podajnik przesunął obrabiany przedmiot.
-
Nie należy naciskać ani ciągnąć przedmiotu obrabianego. Przejdź do tyłu i odbierz strugane drewno,
chwytając je w taki sam sposób, w jaki było podawane.
Aby uniknąć ryzyka obrażeń na skutek odbicia, nie należy stawać bezpośrednio w przedniej lub tylnej części strugarki.
- Nie chwytaj żadnej części deski, która nie wyszła poza rolkę podającą.
- Powtórz tę operację na wszystkich deskach, które muszą mieć tę samą grubość.
Unikanie bekasów
Wgłębienie to powstaje na skutek nierównomiernego działania siły na głowicę tnącą podczas wchodzenia lub wychodzenia materiału ze strugarki.
Zjawisko to występuje, gdy deski nie są prawidłowo podparte lub gdy tylko jedna rolka podająca styka się z materiałem na początku lub na końcu cięcia.
Środki ostrożności zapobiegające zakażeniom bekasami:
Podnos deskę, jednocześnie podając materiał, aż rolka podająca zacznie ją przesuwać.
Przesuń się do tyłu i odbierz struganą deskę, wypychając ją do góry, gdy rolka podająca straci kontakt z deską.
Planując montaż więcej niż jednej deski o tej samej grubości, należy połączyć je ze sobą, aby uniknąć przecięć.
Wykonaj płytkie nacięcia. Bekasy są bardziej widoczne przy głębszych cięciach.
Przesuwaj materiał zgodnie z kierunkiem stojów. Praca drukowana w poprzek włókien będzie miała wyszczerbione, rozszczepione krawędzie.
Konserwacja
Pielęgnacja ostrza

UWAGA! Ostrza są niezwykle ostre! Zachowaj ostrożność podczas czyszczenia i wymiany.
Niedostosowanie się do tego może spowodować poważne obrażenia!
Stan ostrzy ma wpływ na precyzję cięcia. Sprawdź jakość cięcia wykonywanego przez strugarkę, aby ocenić stan ostrzy.
Tępe ostrza będą rozrywać włókna drewna, zamiast je przecinać, co spowoduje, że drewno będzie miało nierówny wygląd.
Podniesione sloje powstają, gdy tępe ostrza uderzają w drewno o różnej gęstości. W miejscach
wyszczerbień ostrza powstanie również podniesiona krawędź. Jeżeli na ostrzach zbiorą się guma i smoła, należy je ostrożnie usunąć przy użyciu silnego rozpuszczalnika. Nieusunięcie nagromadzonej gumy i smoły może skutkować nadmiernym tariem, zużyciem ostrza i przegrzaniem. Gdy ostrza stępiały się, należy je odnowić. Zobacz sekcję „Ostrzenie noży”.
Ostrzenie noży

UWAGA! Ostrza są niezwykle ostre! Należy zachować ostrożność podczas obchodzenia się z preparatem. Niedostosowanie się do tego może spowodować poważne obrażenia!
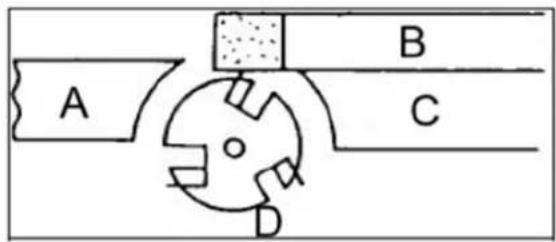
Rysunek 22
A- Stół odbiorczy
B- Kamień olejowy częściowo pokryty papierem
C- Stół podający
D- Nóž
-
Odłącz maszynę od źródła zasilania.
-
Zdejmij ostone ostrza i ostone paska.
-
Aby zabezpieczyć stół podający przed zarysowaniami, należy częściowo przykryć kamień ostrzący papierem (rysunek 22).
-
Połóż kamień na stole podającym.
-
Opuść stół podający i obróć głowicę tnącą, obracając koło pasowe głowicy tnącej. Wysokość stołu podającego jest ustawiona prawidłowo, gdy powierzchnia kamienia pokrywa się ze skosem noża.
-
Aby zapobiec obracaniu się głowicy tnącej, należy chwycić za koło pasowe głowicy tnącej i jednocześnie przesuwać kamień tam i z powrotem po stole.
-
Wykonaj taką samą liczbę przejść dla wszystkich trzech ostrzy.
Gdy ostrza zostały naostrzone, a mimo to nie tną wydajnie, dalsze ich poprawianie doprowadzi jedynie do utworzenia się drugiej ściętej krawędzi. Kiedy zacznie się to zdarzać, należy wymienić ostrza na inny zestaw. Zaleca się posiadanie drugiego zestawu ostrzy, aby można było je zamontować, podczas gdy pierwszy zestaw będzie profesjonalnie ostrzony.
Smarowanie
Na stalowe śruby regulacyjne znajdujące się w mechanizmach podnoszenia i opuszczania stołów roboczych należy nanieść dobrej jakości smar.
Łożyska kulkowe głowicy tnącej są nasmarowane na cały okres użytkowania i nie wymagają dodatkowej konserwacji.
Transport i magazynowanie
- Podczas transportu i obsługi maszyny należy zachować szczególną ostrożność. Czynności te należy powierzyć wykwalifikowanemu personelowi, specjalnie przeszkolonemu do tego rodzaju prac.
- Podczas załadunku lub rozładunku maszyny należy upewnić się, że żadna osoba ani przedmiot nie jest naciskany przez maszynę.
- Nie wchodzą pod maszynę podniesioną dźwigiem lub wózkiem podnośnikowym.
- Podczas transportu lub przechowywania maszyny należy podjąć środki mające na celu ochronę maszyny przed nadmiernymi wibracjami i wilgocią.
- Należy przechowywać w miejscu osłoniętym, w temperaturze od -25°C do 55°C.
- Standardowo maszyna jest opakowana w plastikową tackę i w takiej formie jest transportowana. Na życzenie maszynę można również zapakować w solidną drewnianą skrzynię.
Utylizacja zużytych urządzeń
Nie wyrzucaj tego urządzenia do miejskich systemów utylizacji odpadów. Oddaj go do punktu zbiórki i recyklingu urządzeń elektrycznych i elektronicznych. Sprawdź symbol na produkcie, instrukcję obsługi i opakowanie. Plastik użyty do budowy urządzenia można poddać recyklingowi zgodnie z jego oznaczeniami. Wybierając recykling, wnosisz znaczący wkład w ochronę naszego środowiska.
Aby uzyskać informacje na temat najbliższego zakładu recyklingu, skontaktuj się z lokalnymi władzami.
Rozwiązywanie problemów
Rozwiązywanie problemów z wydajnością – jointer
| Problem | Możliwa przyczyna | Rozwiązanie |
| Gotowy materiał jest wkłęsły na tylnejkrawędzi | Nóż jest wyżej niż stół odbiorczy | Wyrównaj noże głowicy tnącej ze stołem odbiorczym. Zobacz sekcję„Ustawianie noży głowicy tnącej” |
| Zapasy gotowe są wkłęsły na przednim końcu | Stół odbiorczy jest wyższy niż noż | Wyrównaj noże głowicy tnącej ze stołem odbiorczym. Zobacz sekcję „Ustawianie noży głowicy tnącej” |
| Cięcie na chipa | Cięcie pod włos | Zawsze, gdy to możliwe,tnij zgodnie z słojami |
| Tępe noże | Naostrz lub wymień noże | |
| Zbyt szybkie podawanie przedmiotu obrabianego | Użyj wolniejszej prędkości podawania | |
| Cięcie zbyt głębokie | Wykonuj płytsze cięcia | |
| Sęki. Niedoskonałości drewna. | Dokładnie sprawdź drewno pod kątem niedoskonałości: w razie potrzeby użyj innego materiału | |
| Rozmyte ziarno | Drewno ma wysoką zawartość wilgoci | Pozostaw drewno do wyschnięcia lub użyj innego materiału |
| Tępe noże | Naostrz lub wymień noże/wkładki | |
| Głowica tnąca zwalnia podczas pracy | Zbyt szybkie podawanie przedmiotu obrabianego. Lub wywieranie zbyt dużego nacisku na obrabiany przedmiot | Podawaj wolniej lub wywieraj mniejszy nacisk na obrabiany przedmiot. |
| Ślady „drgania” na przedmiocie obrabianym | Noże ustawione nieprawidłowo | Ustaw noże prawidłowo, zgodnie z opisem w części „Ustawianie noży głowicy tnącej”. Sprawdź, czy szczeliny na noże są czyste i wolne od kurzu lub zanieczyszczeń. |
| Zbyt szybkie podawanie przedmiotu obrabianego | Podawaj przedmiot obrabiany powoli i równomiernie | |
| Nierównomierne ślady noża na obrabianym przedmiocie | Noże są wyszczerbione lub nieprawidłowo ustawione | Wyrównaj noże zgodnie z instrukcją „Ustawianie noży głowicy tnącej”. Wymień uszkodzone noże. |
Rozwiązywanie problemów z wydajnością – planer
| Problem | Możliwa przyczyna | Rozwiązanie |
| BekasNotatka: Można zminimalizować ryzyko wystąpienia bekasa, ale nie można go całkowicie wyeliminować | Rolki stołu nie są ustawione prawidłowo. | Ustaw rolki na właściwej wysokości. |
| Niewystarczające wsparcie dla longboardów. | Podpieraj longboardy za pomocą rolek wysuwanych. | |
| Nierównomierny nacisk wałka podającego z przodu do tyłu. | Wyreguluj naciąg rolki podającej. | |
| Tępe noże. | Ostrzymy noże. | |
| Drewno nie jest prawidłowo ze | Przyóż koniec do końca każdego | |
| sobą połączone. | przechodziącego przez niego kawałka materiału. | |
| Rozmyte ziarno | Struganie drewna o dużej zawartości wilgoci. | Usuń nadmiar wilgoci z drewna poprzez suszenie. |
| Tępe noże. | Naostrzyć lub wymienić. | |
| Podarte ziarno | Zbyt mocne cięcie. | Ustaw odpowiednią głębokość cięcia. |
| Noże tnące pod włos. | Tnij wzdłuż włókien. | |
| Tępe noże. | Ostrzymy noże. | |
| Szorstkie/podniesione ziarno | Tępe noże. | Ostrzymy noże. |
| Zbyt mocne cięcie. | Ustaw odpowiednią głębokość. | |
| Zawartość wilgoci jest zbyt wysoka. | Usuń nadmiar wilgoci z drewna poprzez suszenie. | |
| Zaokrąglona, błyszcząca powierzchnia | Tępe noże. | Naostrz lub wymień noże. |
| Prędkość posuwu jest zbyt niska. | Zwiększ prędkość. | |
| Zbyt mała głębokość cięcia. | Zwiększ głębokość. | |
| Niewłaściwe podawanie drewna | Niewystarczający nacisk rolki podającej. | Wyreguluj naciąg rolki podającej. Jeśli nie można uzyskać odpowiedniego naciągu, należy wymienić rolki podające. |
| Łoże strugarki jest szorstkie lub brudne. | Wyczyść smołę i pozostałości, a następnie nawoskuj stół strugarki. | |
| Ślizganie się paska klinowego skrzyni biegów. | Naciągnij pasek klinowy skrzyni biegów. | |
| Powierzchnia rolek podających jest zatkana. | Usuń smołę i resztki z zębów. | |
| Nierównomierna głębokość cięcia z boku na bok | Projekcja noża. | Dostosuj wysunięcie noża. |
| Głowica tnąca nie jest wypoziomowana względem łoża. | Łóżko poziome. | |
| Grubość deski nie odpowiada głębokości cięcia | Głębokość nacięcia na skali jest nieprawidłowa. | Dostosuj głębokość cięcia za pomocą skali. |
Rozwiązywanie problemów mechanicznych – strugarka/wyrówniarka
| Problem | Możliwa przyczyna | Rozwiązanie |
| Skakanie po łańcuchu | Niewystarczające napięcie. | Wyreguluj napięcie łańcucha. |
| Zębatki nie są ustawione we właściwym położeniu. | Wyrównaj koła zębate. | |
| Zębatki zużyte. | Wymień koła zębate. | |
| Maszyna nie uruchamia się/nie uruchamia ponownie, wielokrotnie | Brak zasilania. | Sprawdź, czy urządzenie jest podłączone do zasilania, przycisk włączania jest wciśnięty do końca, |
| wyłącza wyłącznik obwodu lub przepala bezpieczniki. | a przycisk zatrzymania jest wyłączony. | |
| Automatyczne resetowanie przeciążenia nie zostało zresetowane. | Gdy strugarka ulegnie przeciążeniu na wyłączniku wbudowanym w rozrusznik silnika, maszyna potrzebuje czasu na ostygnięcie przed ponownym uruchomieniem. Przed ponownym uruchomieniem należy odczekać, aż urządzenie odpowiednio ostygnie. Jeżeli problem nadal występuje, sprawdź ustawienie natężenia prądu na rozruszniku silnika wewnątrz skrzynki elektrycznej. | |
| Samolot często się wywraca. | Jedną z przyczyn przeciążeń, niezwiązanych z energią elektryczną, jest zbyt mocne cięcie. Rozwiązaniem jest wykonanie lżejszego cięcia. Jeśli problemem nie jest zbyt głębokie cięcie, należy sprawdzić ustawienie natężenia prądu na przekaźniku przeciążeniowym. Dopasuj pełne natężenie prądu silnika do wartości podanych na tabliczce znamionowej silnika. Jeśli ustawienia wzmacniacza są prawidłowe, prawdopodobnie przewód elektryczny jest poluzowany. Sprawdź ustawienie natężenia prądu w rozruszniku silnika. | |
| Zadziałanie wyłącznika obwodu budynku lub przepalenie bezpiecznika. | Sprawdź, czy strugarka jest ustawiona na obwodzie o odpowiednim rozmiarze. Jeśli rozmiar obwodu jest prawidłowy, prawdopodobnie jeden z przewodów elektrycznych jest luźny. Sprawdź ustawienie natężenia prądu w rozruszniku silnika. | |
| Luźne połączenia elektryczne. | Sprawdź wszystkie połączenia elektryczne strugarki, łącznie z połączeniami silnika, i upewnij się,że są dobrze dokręcone. Sprawdź, czy nie ma oznak łuku elektrycznego, gdyż może to być pewny wskaźnik luźnych połączeń lub przeciążenia obwodu. | |
| Awaria rozrusznika silnika. | Sprawdź rozrusznik silnika pod kątem przepalonych lub uszkodzonych podzespołów. W przypadku stwierdzenia uszkodzeń należy wymienić rozrusznik silnika. Jeśli rozrusznik silnika wygląda na sprawny, ale nadal budzi podejrzenia, masz dwie możliwości: zlecić wykwalifikowanemu elektrykowi sprawdzenie działania rozrusznika lub zakupić nowy rozrusznik i ustalić, czy to on był przyczyną problemu po wymianie. | |
| Awaria przełącznika lub silnika – jak odróżnić | Jeżeli masz dostęp do woltomierza, możesz oddzielić awarię rozrusznika od awarii silnika, najpierw sprawdzając napięcie wejściowe na poziomie 220+/-20, a następnie sprawdzając napięcie między rozrusznikiem a silnikiem na poziomie 220+/-20. Jeżeli napięcie wejściowe jest nieprawidłowe, problem dotyczy zasilania. Jeżeli napięcie pomiędzy rozrusznikiem i silnikiem jest nieprawidłowe, problem dotyczy rozrusznika. Jeżeli napięcie pomiędzy rozrusznikiem i silnikiem jest prawidłowe, problem dotyczy silnika. | |
| Awaria silnika | Jeśli podejrzewasz, że silnik elektryczny działa nieprawidłowo, masz dwie możliwości: zlecić wykwalifikowanemu elektrykowi sprawdzenie działania silnika lub wymontować silnik i zanieść go do dobrego zakładu zajmującego się naprawą silników elektrycznych wcelu sprawdzenia. | |
| Nieprawidłowe podłączenie urządzenia. | Sprawdź dokładnie, czy wszystkie połączenia elektryczne są prawidłowe i dobrze dokręcone. Połączenia elektryczne inne niż silnik są wstępnie montowane i testowane w fabryce. W związku z tym należy dwukrotnie sprawdzić połączenia silnika, gdyż istnieje największe prawdopodobieństwo wystąpienia błędu. Jeżeli problem nadal występuje, należy sprawdzić ponownie okablowanie fabryczne. |
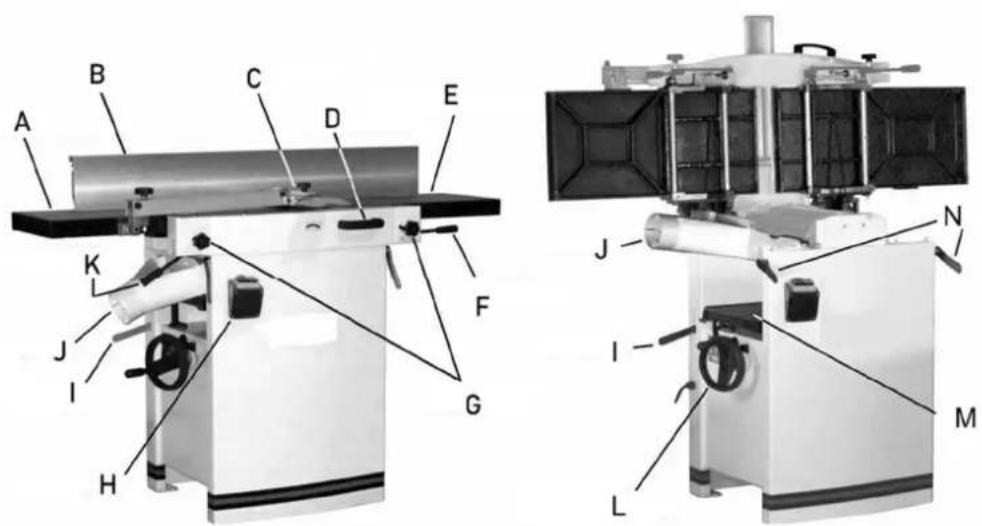
Schemat części
Cechy
| Numer części | Opis urządzenia |
| A | Stół odbiorczy strugarki |
| B | Ogrodzenie |
| C | Osłona bloku tnącego |
| D Uchwyt do pochylania stołu | |
| E | Stół podający strugarkę |
| F | Uchwyt do podnoszenia stołu podającego |
| G | Gałka blokująca stół wyrówniarki |
| H | Włącznik/wyłącznik |
| I | Uchwyt włączania/wyłączania zasilania |
| J | Osłona przeciwpyłowa |
łącznikowe
| K Uchwyt do podnoszenia stołu odbiorczego | |
| L | Regulacja wysokości stołu strugarki |
| M | Stół strugarski |
| N | Blokada |
stołu
Ostona bloku tnącego i zespół wyjściowy
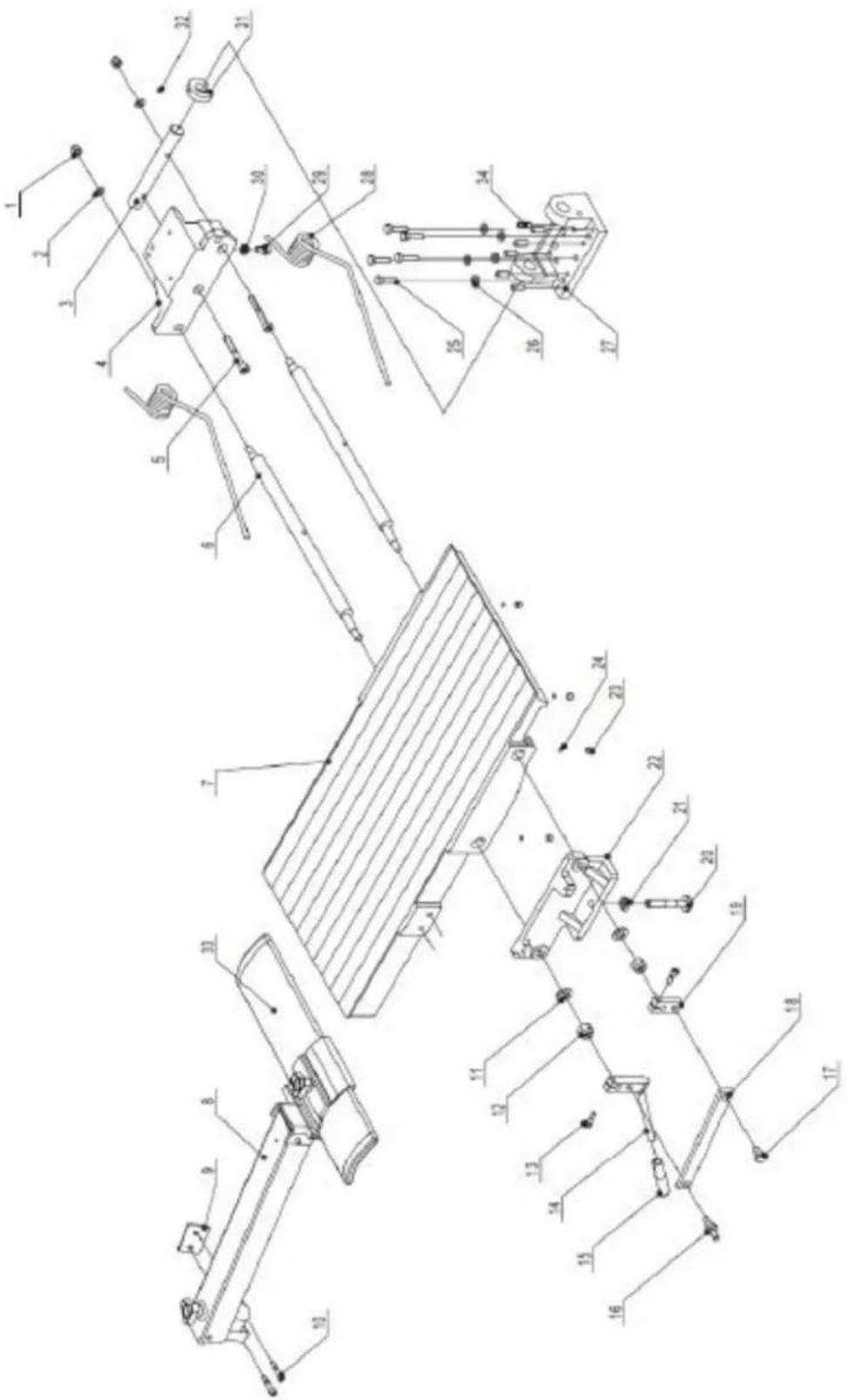
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 | Nakrętka zabezpieczająca. | M8 | 4 |
| 2 | Pralka. | ||
| 3 | Wał wspornika stołu odbiorczego. | 1 | |
| 4 | Wspornik stołu odbiorczego z prawej strony. | 1 | |
| 5 | Kłątwa. Śruba z łbem walcowym | M8X60 | 4 |
| 6 | Wał mimośrodowy. | 4 | |
| 7 | Stół odbiorczy. 1 | ||
| 8 | Zespół osłony bloku tnącego. | 1 | |
| 9 | Wspornik osłony bloku nożowego. | 1 | |
| 10 | Kłątwa. Śruba z łbem walcowym | M6X30 | 2 |
| 11 | Pralka. | H12 | |
| 12 | Nakrętka zabezpieczająca. | M12 | 4 |
| 13 | Kłątwa. Śruba z łbem walcowym | M8X20 | 4 |
| 14 | Uchwyt regulacyjny. | 2 | |
| 15 | Pokrętło. | 2 | |
| 16 | Śruba specjalna. | 2 | |
| 17 | Śruba specjalna. | 2 | |
| 18 | Wspornik wału mimośrodowego. | 2 | |
| 19 | Zacisk wału mimośrodowego. | 2 | |
| 20 | Wał blokujący stół. | 2 | |
| 21 | Kłątwa. Nakrętka. | M12 | 2 |
| 22 | Lewy wspornik stołu odbiorczego. | 1 | |
| 23 | Kłątwa. Śruba ustalająca z gniazdem | M8X10 | 8 |
| 24 | Krążek plastikowy. | D6 | 8 |
| 25 | Kłątwa. Śruba. | M8X30 | 10 |
| 26 | Pralka. | H8 | 10 |
| 27 | Wsparcie stołu odbiorczego. | 2 | |
| 28 | Sprężyna (średnica 6,5 mm). | 4 | |
| 29 | Śruba sześciokątna. | M8X16 | 2 |
| 30 | Nakrętka sześciokątna. | M8 | 3 |
| 31 | Duże koło krzywkowe wyłącznika bezpieczeństwa. | 1 | |
| 32 | Kłątwa. Zestaw gniazd | M5X10 | 1 |
| 33 | Profil osłony bloku nożowego z nasadką | 1 | |
| 34 | Śruba dociskowa | M8 | 12 |
Zespół bloku tnącego
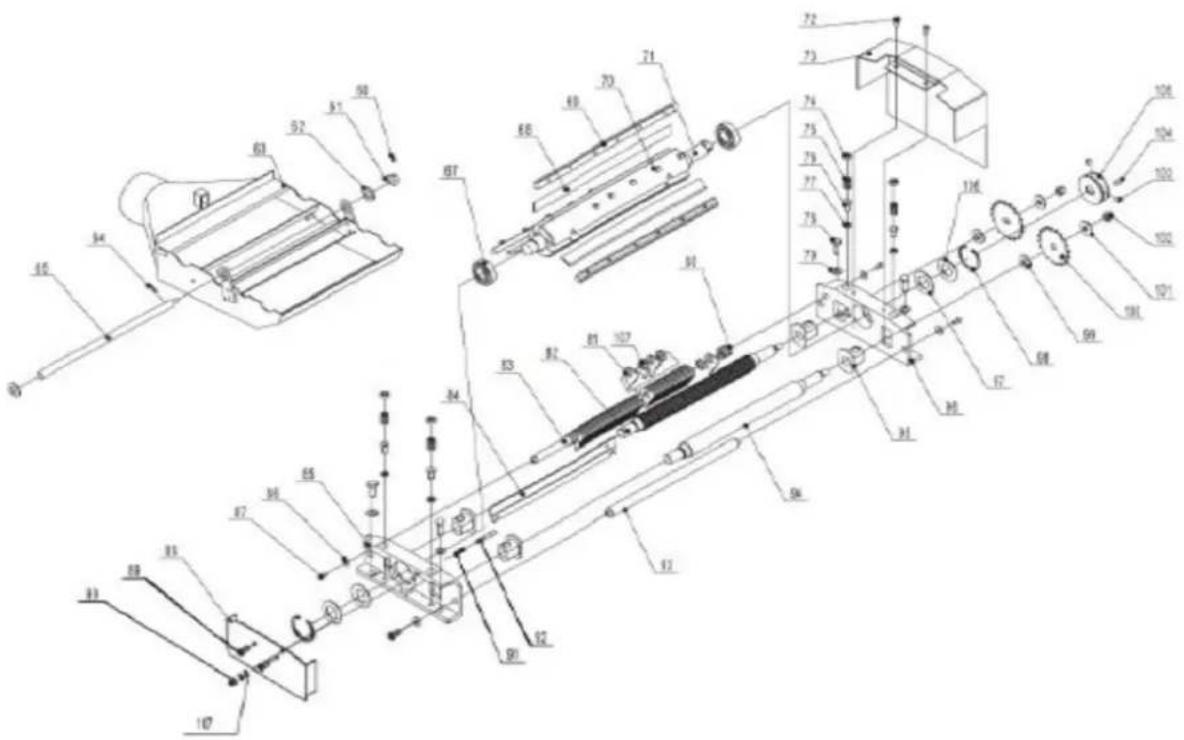
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 60 | Klątwa. Śruba ustalająca z gniazdem | M5X10 | 1 |
| 61 | Małe koło krzywkowe do wyłącznika bezpieczeństwa | 1 | |
| 62 | Podkładka | H16 | 2 |
| 63 | Zespół odpylacza 1 | ||
| 64 | Rolka do szpilek do | do | szpilek |
| 65 | Wał | ||
| 66 | Podkładka | H16 | 2 |
| 67 tożysko | BRG6205-ZZCM 2 | ||
| 68 | Noż | ||
| 69 | Blokada | noża | |
| 70 | Specjalna śruba do drążka blokującego | 18 | |
| 71 | Blok tnący | 1 | |
| 72 | Śruba z łbem stożkowym | M6X12 | 4 |
| 73 | Osłona paska | 1 | |
| 74 | Ślimak | 4 | |
| 75 | Sprężyna | 4 | |
| 76 | Śruba sześciokątna | M8X16 | 4 |
| 77 | Nakrętka sześciokątna | M8 | 4 |
1
3
N5X18
| 78 | Śruba sześciokątna | M10X25 | 4 |
| 79 | Podkładka | H10 | 4 |
| 80 | Regulacja podkładki | ||
| 81 | Palec antyodrzutowy | ||
| 82 | Rolka podająca | ||
| 83 | Wał antyodrzutowy 1 | ||
| 84 | Pokrywa bloku tnącego | ||
| 85 | Wspornik bloku nożowego-prawy | 1 | |
| 86 | Podkładka | M6 | 4 |
| 87 | Kłątwa. Śruba z łbem walcowym | M6X12 | 4 |
| 88 | Ostona wspornika bloku tnącego | 1 | |
| 89 | Śruba z łbem stożkowym | M6X12 | 2 |
| 90 | Nakrętka kołpakowa | M6 | 1 |
| 91 | Sprężyna | 1 | |
| 92 | Zaczep blokujący do odpylacza | 1 | |
| 93 | Pręt podporowy | 1 | |
| 94 | Wałek wyjściowy | 1 | |
| 95 | Rura (tuleja z proszkiem metalowym) | 4 | |
| 96 | Wspornik bloku nożowego-lewy | 1 | |
| 97 | Podkładka falowa | D52 | 2 |
| 98 | Pierścień ustalający | CLP52 | 2 |
| 99 | Podkładka | 2 | |
| 100 | Koło zębate łańcucha napędowego | 2 | |
| 101 | Podkładka | WSH10 | 2 |
| 102 | Nakrętka blokująca | M10 | 2 |
| 103 | Kłątwa. Śruba ustalająca z gniazdem | M8X6 | 2 |
| 104 | Klucz | zł6X16 | 1 |
| 105 | Koło pasowe wrzeciona | 1 | |
| 106 | Podkładka | D52 | 2 |
| 107 | Przekładka | 1 |
Montaż podstawy
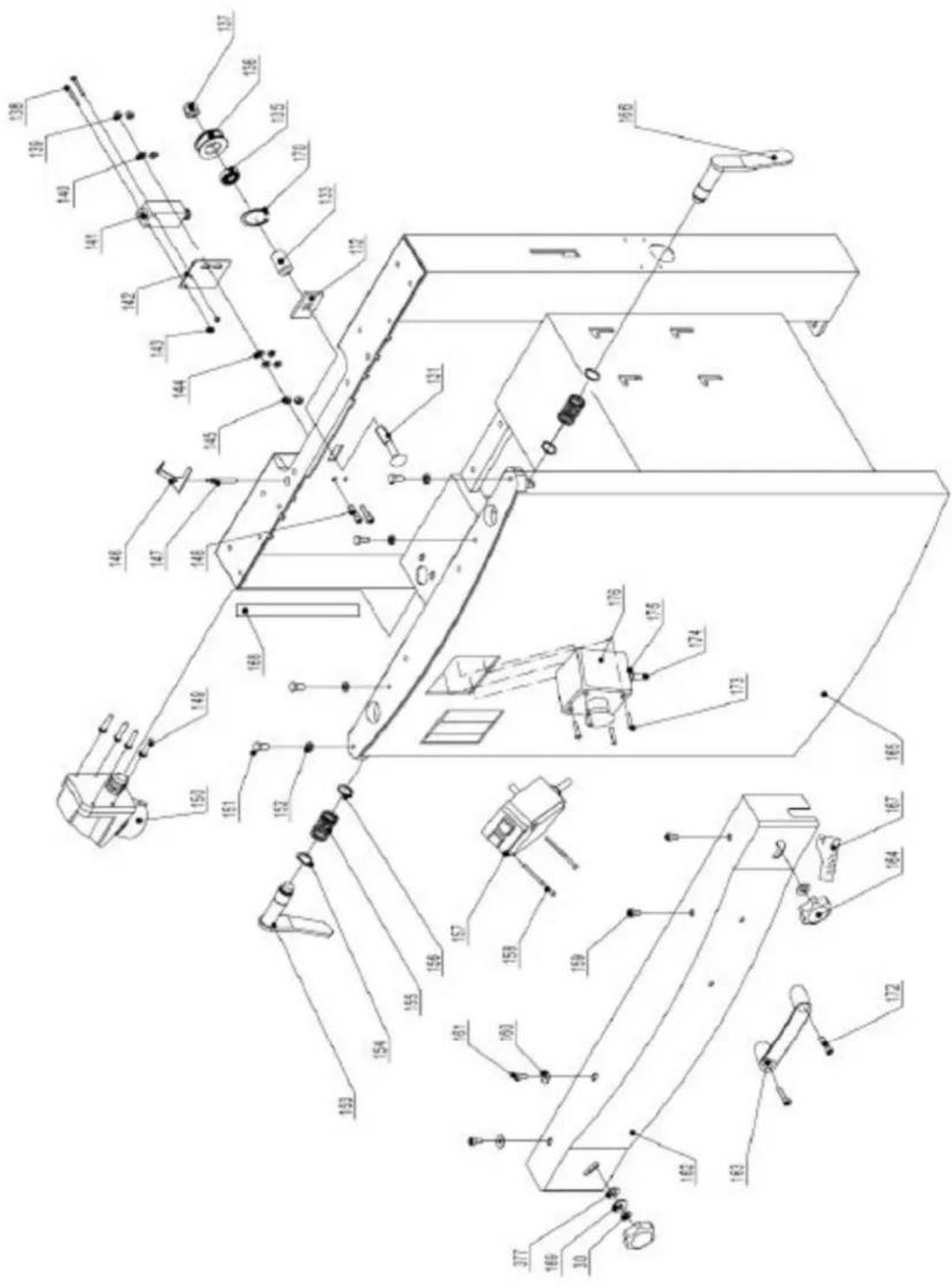
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 131 | Śruba nośna | M12X65 | 1 |
| 132 | Podkładka kwadratowa 1 | ||
| 133 | Rura | ||
| 135 Łożysko | BRG80101 | 1 | |
| 136 | Koło łańcuchowe | 1 | |
| 136A | Zespół koła napinającego łańcuch (131-137, 170, 171) | 1 | |
| 137 | Nakrętka blokująca | M12 | 1 |
| 138 | Śruba z łbem stożkowym | M4X35 | 2 |
| 139 | Nakrętka blokująca | M6 | 2 |
| 140 | Podkładka | H6 | |
| 141 | Wyłącznik bezpieczeństwa | 1 | |
| 142 | Uchwyt wyłącznika bezpieczeństwa | 1 | |
| 143 | Nakrętka blokująca | M4 | 2 |
| 144 | Podkładka | H6 | |
| 145 | Kłątwa. Nakrętka | M6 | 2 |
| 146 | Przełącznik bezpieczeństwa | 1 | |
| 147 | Wałek wahacza wyłącznika bezpieczeństwa | 1 | |
| 148 | Kłątwa. Śruba z łbem walcowym | M6X25 | 2 |
| 149 | Śruba z łbem stożkowym | M4X16 | 4 |
| 150 | Wtyczka 230/50/1 | 1 | |
| 150A | Wtyczka 400/50/1 | 1 | |
| 151 | Specjalna śruba | 4 | |
| 152 | Kłątwa. Nakrętka | M8 | 4 |
| 153 | Uchwyt blokujący do stołu odbiorczego | 1 | |
| 154 | Pierścień ustalający | CLP20 | 4 |
| 155 | Sprężyna | ||
| 156 | Etykieta kierunkowa | 1 | |
| 157 | Przełącznik 230/50/60/1 | 1 | |
| 157A | Przełącznik 400/50/1 | 1 | |
| 158 | Śruba z łbem stożkowym | N4X60 | 2 |
| 159 | Śruba z łbem stożkowym | M6X16 | 2 |
| 160 | Śruba z łbem stożkowym | M6X12 | 2 |
| 161 | Podkładka | H6 | |
| 162 | Przednia pokrywa | 1 | |
| 163 | Uchwyt | 1 | |
| 164 | Pokrętło blokady | 4 | |
| 165 | Gabinet | 1 | |
| 165A | Pokrywa szafki (tylna pokrywa szafki, nie pokazana) | 1 | |
| 166 | Uchwyt blokujący do stołu podającego | 1 | |
| 167 | Skala podająca | 1 | |
| 168 | Skala grubości | 1 | |
| 169 | Podkładka | H8 | |
| 170 | Pierścień ustalający | 1 | |
| 171 | Podkładka | H12 | |
| 172 | Śruba z łbem sześciokątnym | M8X20 | 2 |
| 173 Ślimak | M4X10 | 4 | |
| 174 | Kabel do wyłącznika bezpieczeństwa | 1 | |
| 175 | Odciążenie napreżenia | 1 | |
| 176 | Przycisk | E-stop |
Zespół stołu podającego
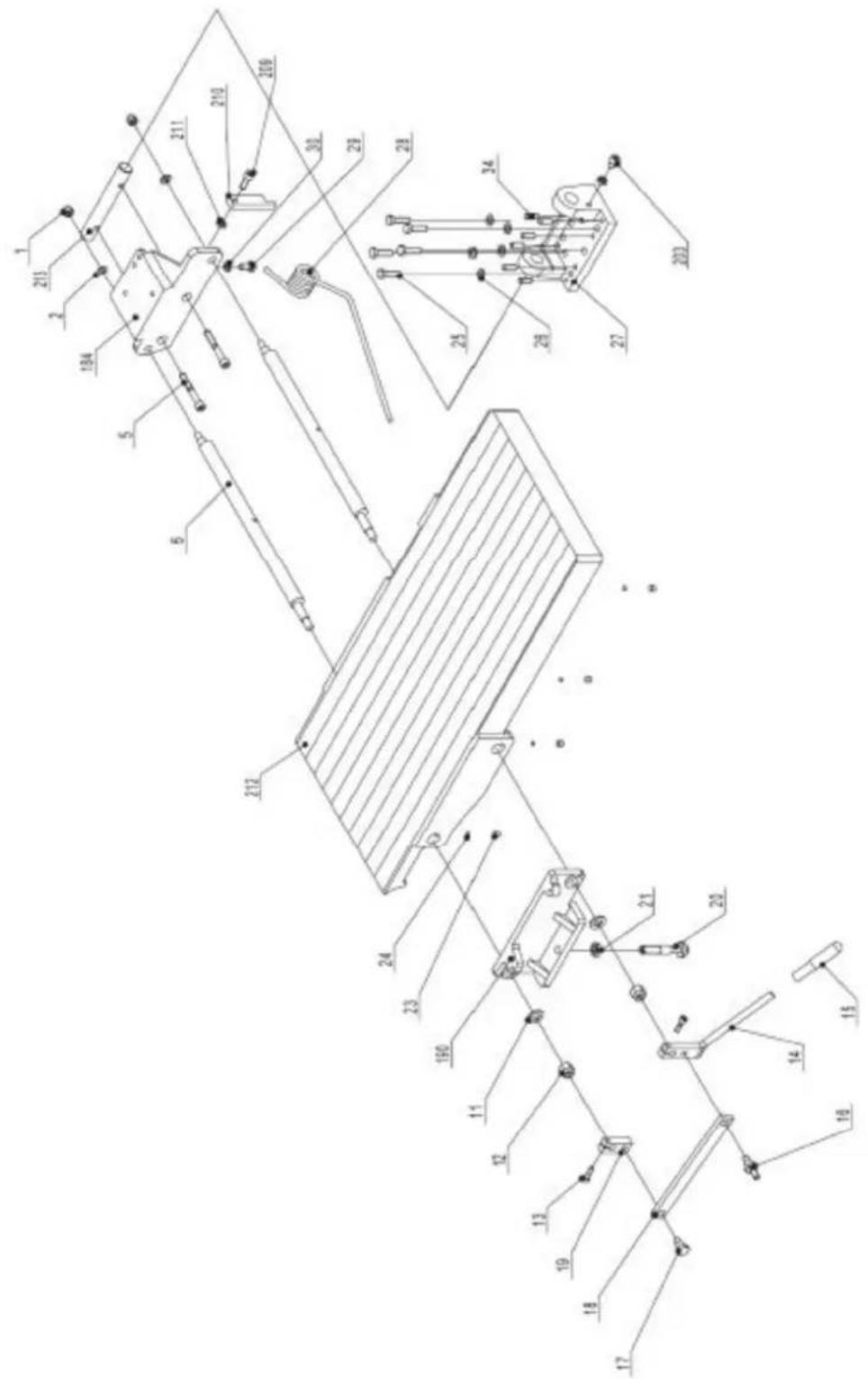
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 184 | Wspornik stołu podającego prawy | M8X60 | 2 |
| 190 | Lewy wspornik stołu podającego | 1 | |
| 203 | Kłątwa. Śruba z łbem walcowym | M8X16 | 1 |
| 209 | Kłątwa. Śruba z łbem walcowym | M8X40 | 1 |
| 210 | Zatyczka do stołu | ||
| 211 | Kłątwa. Nakrętka | M8 | 3 |
| 212 | Stół podający | 1 | |
| 213 | Wał wspornika stołu podającego | 1 | |
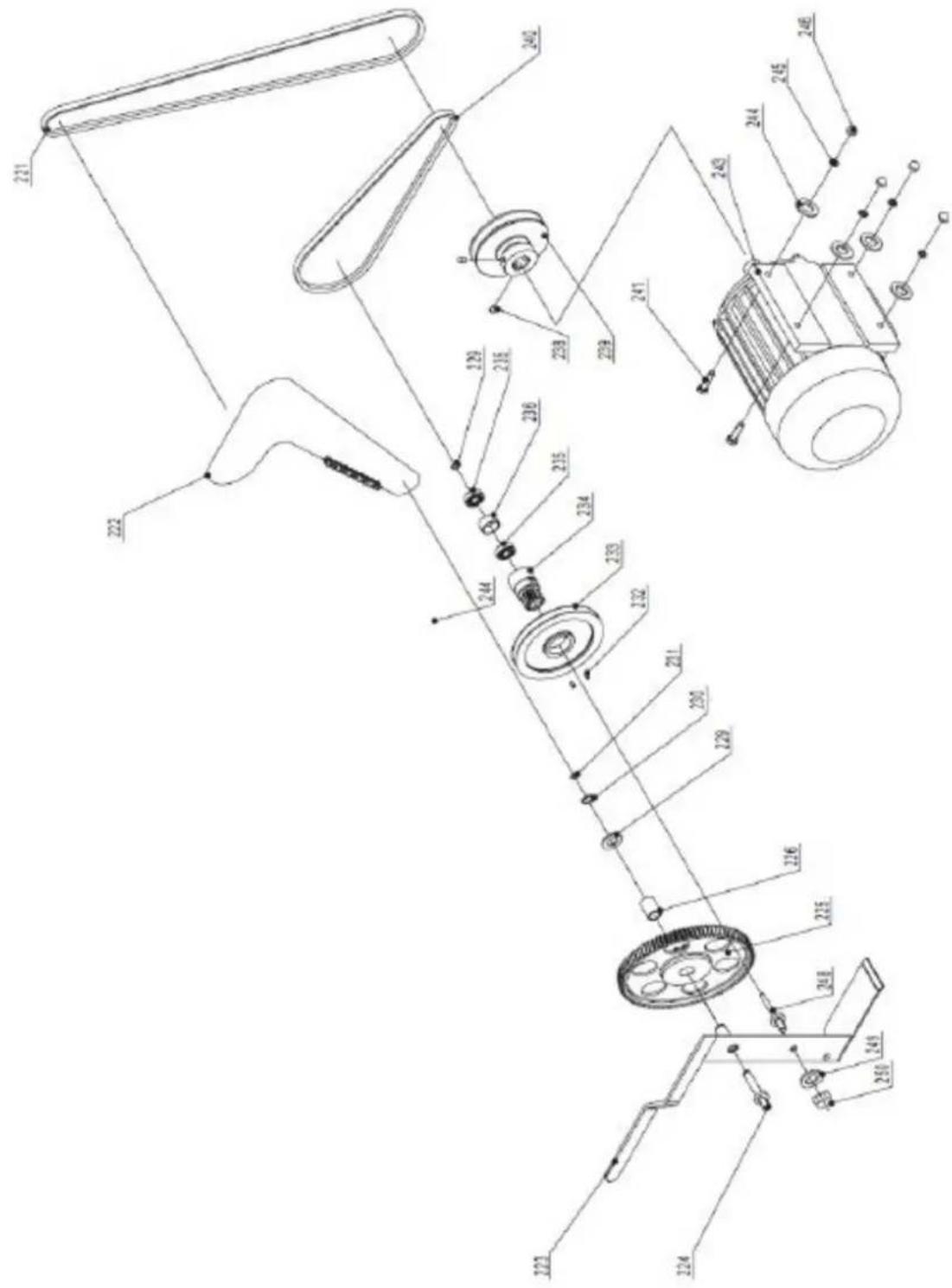
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 221 | Pasek klinowy do outblocku 50Hz | XPA1250 | 1 |
| 222 | Łańcuch napędowy | 1 | |
| 223 | Uchwyt koła krzywkowego | 1 | |
| 224 | Wałek koła krzywkowego | 1 | |
| 225 | Zespół koła zębatego z tworzywa sztucznego | 1 | |
| 226 | Rura | (tuleja) | |
| 229 | Podkładka | ||
| 230 | Pierścień ustalający | CLP15 | 1 |
| 231 | Pierścień ustalający | CLP10 | 2 |
| 232 | Kłątwa. Śruba ustalająca z gniazdem | M5x10 | 2 |
| 233 | Koło pasowe paska klinowego do rolki podającej | 1 | |
| 234 | Koło krzywkowe 1 | ||
| 235 Łożysko | BRG80100 | 2 | |
| 236 Łożysko | dystansowe 1 | ||
| 238 | Kłątwa. Śruba ustalająca z gniazdem | M8x12 | 2 |
| 239 | Koło pasowe silnika 50Hz | 1 | |
| 240 | Pasek klinowy do rolki podającej | A770 | 1 |
| 241 | Kłątwa. Bolec M8x25 | 4 | |
| 242 | Podkładka | H8 | |
| 243 | Silnik 230/50/1 | ||
| 243A | Silnik 400/50/3 | 1 | |
| 243B | Zespół części zamiennych hamulca silnika (nie pokazano) | 1 | |
| 244 | Podkładka | H8 | |
| 245 | Podkładka sprężynująca | H8 | 4 |
| 246 | Czapka sześciokątna. Nakrętka | M8 | 4 |
| 247 | Kondensator 230/50/1 (nie pokazano) | 1 | |
| 248 | Wał | 1 | |
| 249 | Podkładka sprężynująca | H10 | 1 |
| 250 | Nakrętka sześciokątna | M10 | 1 |
1
4
1
4
Montaż stołu grubościowego
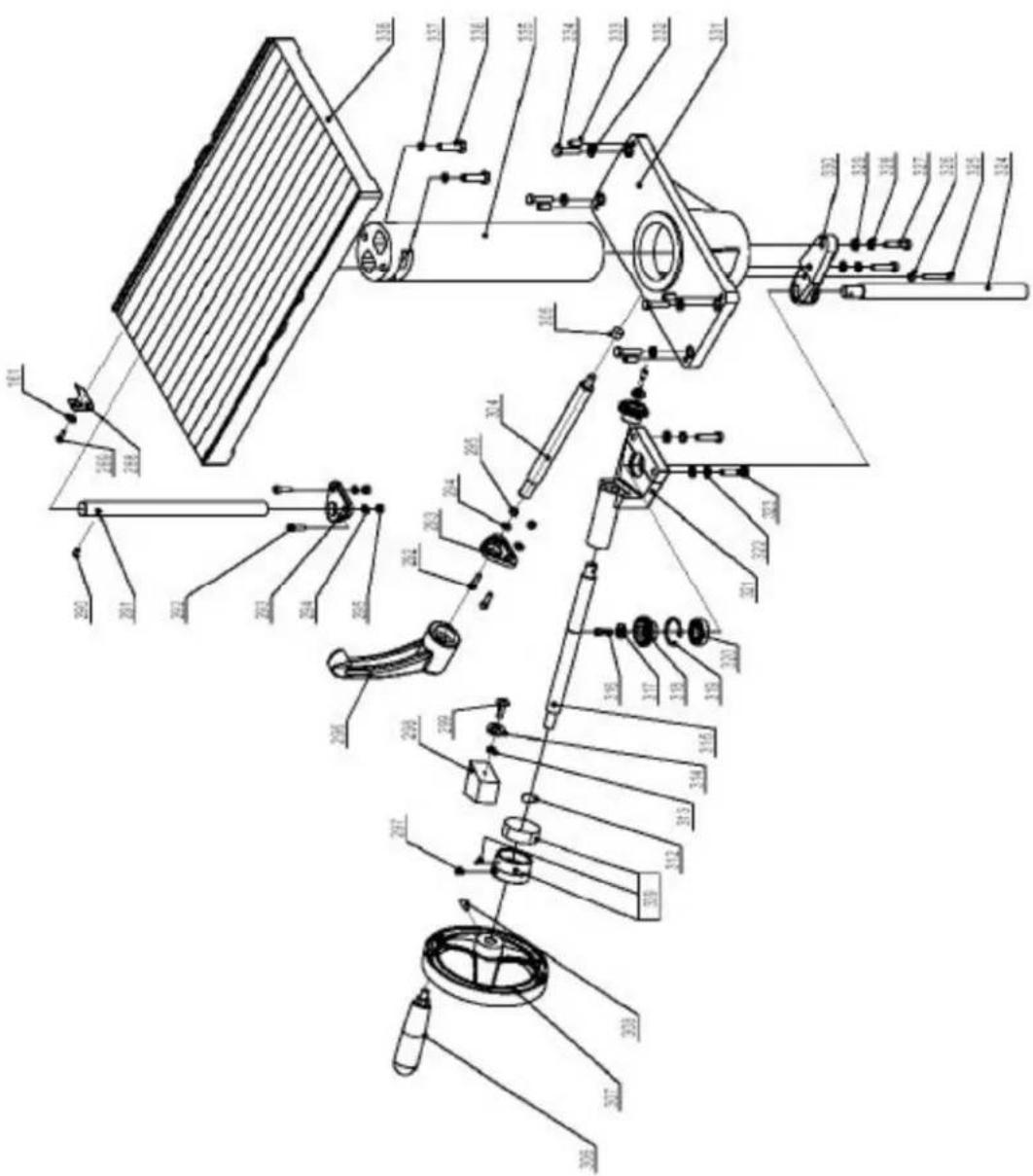
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 288 | Wskaźnik | 1 | |
| 289 Ślimak | M6x12 | 1 | |
| 290 | Klątwa. Śruba ustalająca z gniazdem | M8x12 | 1 |
| 291 | Prowadnica stołu grubościowego | 1 | |
| 292 | Klątwa. Śruba z łbem walcowym | M6x20 | 2 |
| 293 | Uchwyt prowadnicy | ||
| 294 | Podkładka | H6 | 2 |
| 295 | Klątwa. Nakrętka | M6 | 2 |
| 296 | Uchwyt blokady | ||
| 297 | Śruba z łbem sześciokątnym | M8x12 | 1 |
| 298 | Siedzisko wskaźnika | ||
| 299 Ślimak | M6x20 | 2 | |
| 304 | Słupek ustalający | 1 | |
| 305 | Blokada | buta | |
| 306 | Korba | ||
| 307 | Korba | ręczna | |
| 308 | Kłątwa. Śruba z łbem walcowym | M8x10 | 1 |
| 312 | Pierścień ustalający | CLP20 | 1 |
| 313 | Pierścień ustalający | CLP35 | 1 |
| 314 | Podkładka | 1 | |
| 315 | Korba | ||
| 316 | Śruba z łbem stożkowym | M6x12 | 2 |
| 317 | Podkładka | M6 | 2 |
| 318 | Przekładnia stożkowa | 2 | |
| 319 | Pierścień ustalający | CLP35 | 1 |
| 320 | łożysko | BRG80202 | 1 |
| 321 | Uchwyt przekładni stożkowej | 1 | |
| 322 | Podkładka | H8 | 8 |
| 323 | Śruba sześciokątna | M8x35 | 8 |
| 324 | Pręt gwintowany | 1 | |
| 325 | Śruba sześciokątna | M6x40 | 1 |
| 326 | Nakrętka sześciokątna | M6 | 1 |
| 327 | Śruba sześciokątna | M8x35 | 2 |
| 329 | Podkładka | H8 | 2 |
| 330 | Wątek rob bracket | 1 | |
| 331 | Podpora kolumny | ||
| 333 | Kłątwa. Śruba ustalająca z gniazdem | M8x20 | 5 |
| 335 | Kolumna | 1 | |
| 336 | Śruba sześciokątna | M10x35 | 2 |
| 337 | Podkładka sprężynująca | H10 | 2 |
| 338 | Tabela grubości | 1 | |
| 339 | Zespół pierścienia skali | 1 | |
Montaż ogrodzenia roboczego
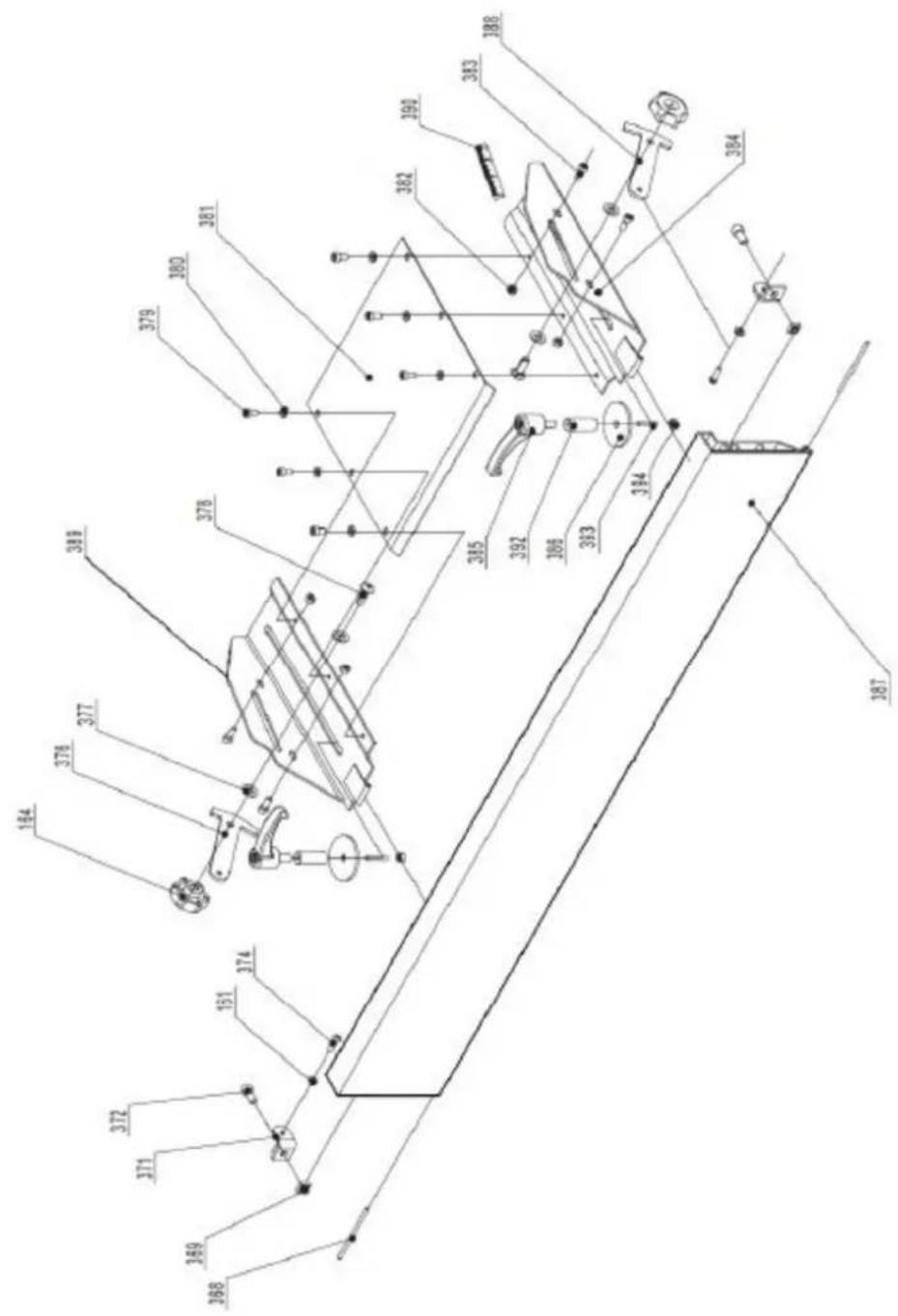
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 368 | Kołek do zawiasu 1 | ||
| 369 | Nakrętka kwadratowa M8 2 | ||
| 370 | Nakrętka blokująca | M6 | 6 |
| 371 | Uchwyt montażowy do ogrodzenia 2 | ||
| 372 | Śruba sześciokątna | M8x16 | 2 |
| 374 | Kłątwa. Śruba z łbem walcowym | M6x16 | 2 |
| 376 | Podpora ogrodzenia-prawa | ||
| 377 | Podkładka nylonowa 10 | ||
| 378 | Śruba nośna | M8x25 | 2 |
| 379 | Śruba z łbem stożkowym | M6x12 | 6 |
| 380 | Podkładka | H6 | 6 |
| 381 | Okładka Cutterblooka 1 | ||
| 382 | Nakrętka blokująca | M6 | 4 |
| 383 | Kłątwa. Śruba z łbem walcowym | M6x12 | 4 |
| 384 | Uchwyt ogrodzenia-lewy | ||
| 385 | Uchwyt blokady | ||
| 386 | Specjalna podkładka | 2 | |
| 387 | Ogrodzenie | ||
| 388 | Podpora ogrodzenia-lewa | ||
| 389 | Wspornik ogrodzenia-prawy | ||
| 390 | Skala ogrodzeniowa | M | 1 |
| 392 | Rurka blokująca | 2 | |
| 393 | Ślimak | M8x50 | 2 |
| 394 | Nakrętka | M8 | 2 |
| 394A | Kompletny montaż ogrodzenia (368-394) | 1 | |
1
2
1
1
1



