
BY950T-1 - Welding helmet Vevor - Free user manual and instructions
Find the device manual for free BY950T-1 Vevor in PDF.

| Product Type | Auto-darkening Welding Helmet |
| Brand | Vevor |
| Model | BY950T-1 |
| LCD Viewing Area | 100 x 95 mm |
| Cartridge Size | 114 x 133 mm |
| UV/IR Protection | Built-in |
| Arc Sensors | 4 |
| Welding Shades | No. 9 to No. 13 |
| Cutting Shades | No. 5 to No. 9 |
| Grinding Shade | No. 4 (fixed) |
| Switching Time (light to dark) | 1/25000 s |
| Switching Time (dark to light) | 0.3 s - 0.6 s - 0.9 s (adjustable) |
| Power Supply | Solar cells + CR2032 battery (x2) |
| Low Battery Indicator | Red LED |
| Sensitivity Control | Variable adjustment via external button |
| Delay Control | Adjustable: 0.3 / 0.6 / 0.9 s |
| Modes | Welding, cutting, grinding |
| Operating Temperature | -5°C to 55°C |
| Storage Temperature | -20°C to 70°C |
| Minimum TIG Current | DC ≥ 5 A, AC ≥ 5 A |
| Optical Class | 1/1/1/2 |
| Spare Parts | Front and inner protective lenses, ADF cartridge, etc. |
| Maintenance | Clean with a soft cloth and soapy water |
| Safety | Follow instructions; wear safety glasses under the helmet |
Frequently Asked Questions - BY950T-1 Vevor
User questions about BY950T-1 Vevor
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Welding helmet in PDF format for free! Find your manual BY950T-1 - Vevor and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. BY950T-1 by Vevor.
USER MANUAL BY950T-1 Vevor
Affordable. Reliable. Home Improvement.
Welding Helmet
Model:BY950T-1

This is the original instruction, please read all manual instructions care before operating. VEVOR reserves a clear interpretation of our user manual. The appearance of the product shall be subject to the produ received. Please forgive us that we won't inform you again if there a technology or software updates on our product.

Warning-To reduce the risk of injury, user must read instru manual carefully.
SAFETY INSTRUCTIONS
WARNING:
Read this material before using this product. Failure to do so can result in a injury.
WELDING HELMET SAFETY PRECAUTIONS READ BEFORE USING

Protect yourself and others from injury — read, follow, and save these important safety precautions and operating instructions.
Symbol Usage

DANGER! - Indicates a hazardous situation which, if not avoided, will result in death or serious injury. The possible hazards are shown in the adjoining symbols or explained in the text.

Indicates a hazardous situation which, if not avoided, could result in d or serious injury. The possible hazards are shown in the adjoining syr or explained in the text.
NOTICE - Indicates statements not related to personal injury.
Indicates special instructions.

This group of symbols means Warning!
Watch Out! ELECTRIC SHOCK, MOVING PARTS, and HOT PARTS hazards.
Consult symbols and related instructions below for necessary actions to avoid hazards.
Arc Welding Hazards

Only qualified persons should install, operate, maintain, and repair the unit.

ARC RAYS can burn eyes and skin.
Arc rays from the welding process produce intense visible and invisible (ultraviolet and infrared) rays that can burn eyes and skin. Sparks fly off from the weld.
- Wear a welding helmet fitted with a proper shade of filter to protect your and eyes when welding or watching (see ANSI Z49.1 and Z87.1 listed in Safety Standards). Refer to Shade and sensitivity charts
- Wear approved safety glasses with side shields under your helmet.
- Use protective screens or barriers to protect others from flash, glare, and sparks; warn others not to watch the arc.
- Wear body protection made from durable, flame-resistant material (leather, heavy cotton, wool). Body protection includes oil-free clothing such as leath gloves, heavy shirt, cuffless trousers, high shoes, and a cap.
- Before welding, adjust the auto-darkening lens sensitivity setting to meet the application.
- Stop welding immediately if the auto-darkening lens does not darken when the arc is struck. See the Owner's Manual for more information.

WELDING HELMETS do not provide unlimited eye, ear, and face protection.
Arc rays from the welding process produce intense visible and invisible (ultraviolet and infrared) rays that can burn eyes and skin. Sparks fly off from the weld.
- Use impact resistant safety spectacles or goggles and ear protection at all times when using this welding helmet.
- Do not use this helmet while working with or around explosives or corrosive liquids.
- Do not weld in the overhead position while using this helmet.
- Inspect the auto-lens frequently. Immediately replace any scratched, cracked, or pitted cover lenses or auto-lenses.

- NOISE can damage hearing.
- Noise from some processes or equipment can damage hearing.
- Wear approved ear protection if noise level is high.
READ INSTRUCTIONS.

-
Read and follow all labels and the Owner's Manual carefully before stalling, operating, or servicing unit. Read the safety information at be-ginning of the manual and in each section.
-
Use only genuine replacement parts from the manufacturer.
-
Perform maintenance and service according to the Owner's Manuals, industry standards, and national, state, and local codes.

FUMES AND GASES can be hazardous.
Welding produces fumes and gases. Breathing these fumes and gases can be hazardous to your health.
- Keep your head out of the fumes. Do not breathe the fumes.
- If inside, ventilate the area and/or use local forced ventilation at the arc to remove welding fumes and gases. The recommended way to determine adequate ventilation is to sample for the composition and quantity of fumes and gases to which personnel are exposed.
- If ventilation is poor, wear an approved air-supplied respirator.
- Read and understand the Safety Data Sheets (SDSs) and the manufacturer instructions for adhesives, coatings, cleaners, consumables, coolants, degreasers, fluxes, and metals.
- Work in a confined space only if it is well ventilated, or while wearing an air-supplied respirator. Always have a trained watch person nearby. Weldir fumes and gases can displace air and lower the oxygen level causing injury or death. Be sure the breathing air is safe.
- Do not weld in locations near degreasing, cleaning, or spraying operations. The heat and rays of the arc can react with vapors to form highly toxic irritating gases.
- Do not weld on coated metals, such as galvanized, lead, or cadmium plate steel, unless the coating is removed from the weld area, the area is well ventilated, and while wearing an air-supplied respirator. The coatings and any metals containing these elements can give off toxic fumes if welded.
Proposition 65Warnings

Welding or cutting equipment produces fumes or gases which contain chemicals known to the State of California to cause birth defects and, some cases, cancer. (California Health & Safety Code Section 25249.5
seq.)
Wash hands after use.
SPECIFICATIONS
| Optical Class | 1/1/1/2 |
| LCD viewing Area | 100 x 95 mm (3.94 x 3.74 in) |
| Cartridge size | 114 x 133mm (4.50 x 5.25in.) |
| UV/IR protection | UV/IR protection |
| Arc senso | 4 |
| variable welding shades | WELD Model Darkened State:NO.9-13/Light State:NO.4 CUT Model Darkened State:NO.5-9/Light State:NO.4 Grind Model LightState:NO.4 |
| shade Control | variable adjust by external knob |
| sensitivity Control | variable adjust by external knob |
| power supply | solar cells with battery assist |
| Low Battery warning | Red Light |
| Battery | CR203 Lithium (2 Required) |
| Power On/Off | Fully automatic |
| Light to Dark switching Time | 1/25,000sec. |
| Dark to Light switching Time | 0.3sec. - 0.6 sec. -0.9 sec. |
| TIG Rating | DC≥ 5 amps; AC≥ 5 amps |
| Operating Temperature | 23。F~131。F(-5。C~55。C) |
| storage Temperature | -4。F~ 158 F (-20。C ~ 70C) |
OPERATINGINSTRUCTIONS
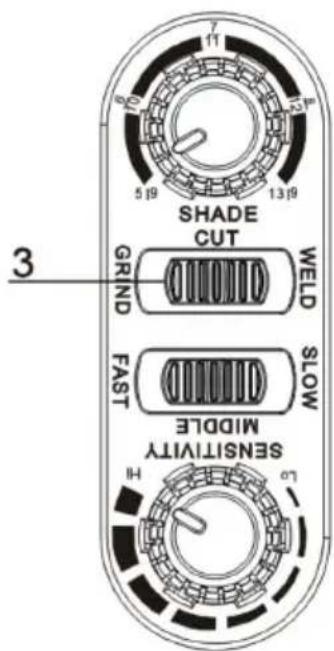
Helmet Controls

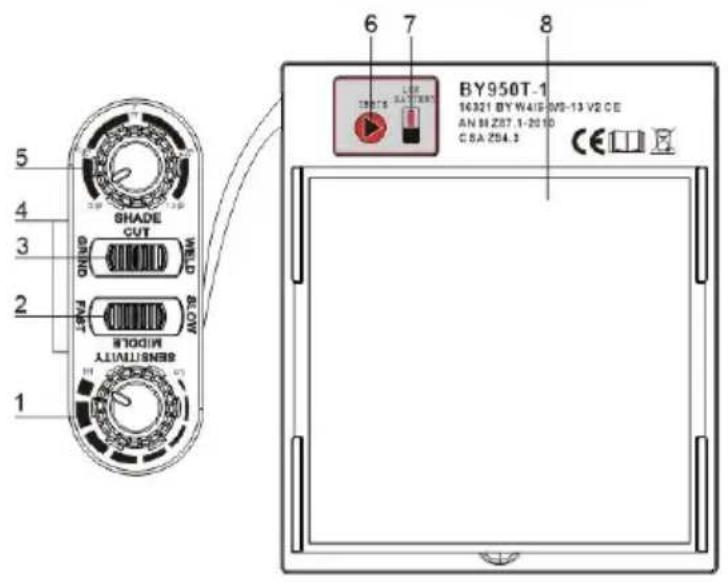
| NO. | DESCRIPTIONLON |
| 1 | Sensitivity control knob |
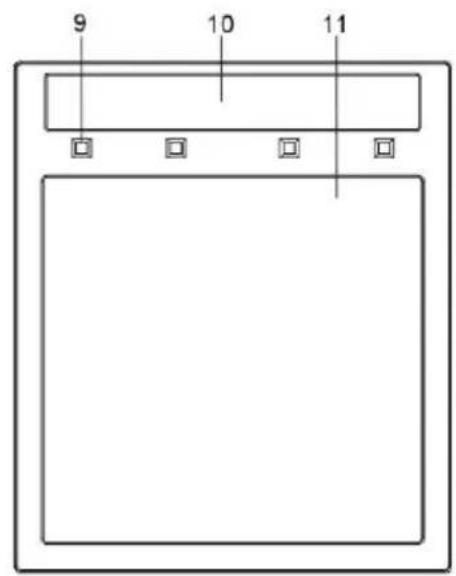
| 2 | Delay time control knob |
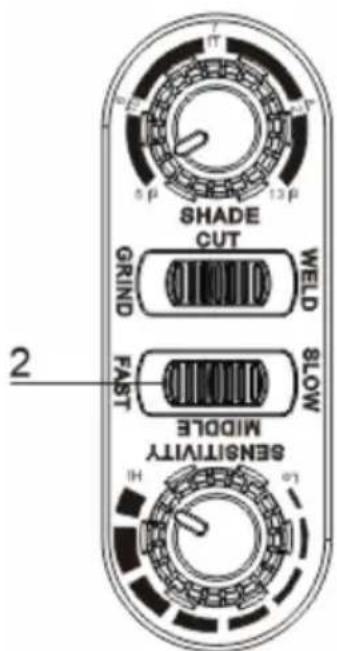
| 3 | Grind-Cut-Weld |
| 4 | Lithium battery |
| 5 | Shade control knob |
| 6 | Self-test button |
| 7 | Low voltage indicator |
| 8 | LCD |
| 9 | Arc sensor |
| 10 | Solar cell |
| 11 | UV/IR filter |
OPERATING INSTRUCTIONS
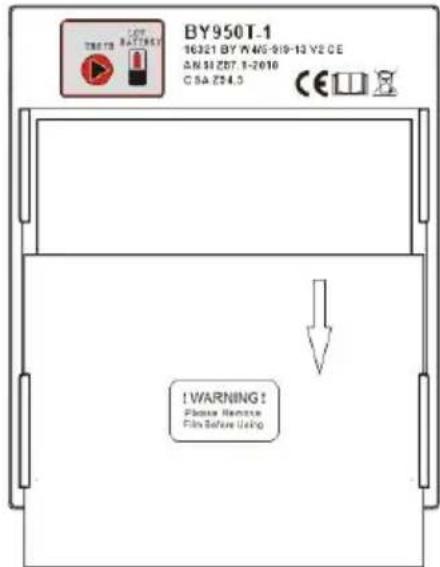
Reset Button And Low Battery Indicator

CR2030 lithium batteries
-
Reset Button Press Reset button to check if the lens is working properly. When the Res button is pressed, the lens should darken and re turn to the clear state. Do not use the helmet if the lens does not function as described.
-
Low Battery Indicator The low battery indicator lights when2-3 days of battery life remain.If battery power is low, replace with
Lens Delay Control
1 Lens Delay Control
The lens delay control is used to adjust the time fo. lens to switch to the clear state after welding.
The delay is particularly useful in eliminating bright after-rays pres-net in higher amperage applications where the molten puddle remains bright momentarily after welding. Lens delay adjusts from min (0.30-0.60-0.90 second)
Mode Control
1 Weld Mode
Used for most welding applications. In this mode the let turns on when it optically senses a welding arc. Adjust shade, sensitivity, and delay settings as needed.
2 Cut Mode
Used for cutting applications. In this mode the lens turn on when it optically senses a cutting arc. Adjust shade, sensitivity, and delay settings as needed.
3 Grind Mode
Used for metal grinding applications. In this mode the le is fixed at shade No. 4. No lens adjustments are possible
Sensitivity Control
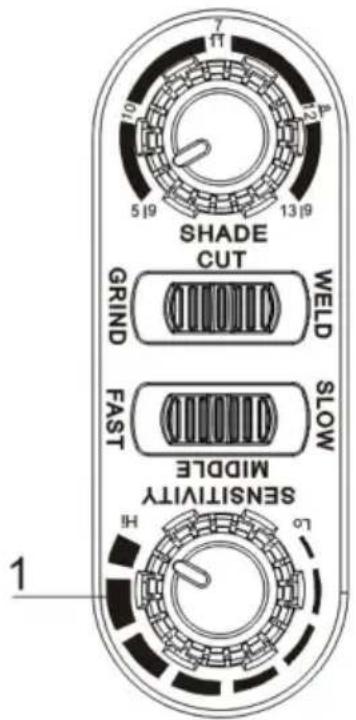
Press button "SENSITIVITY" it is selected according to welding process and environmental light, the defaulted sensitivity is medium.
- Select minimum: Suitable for high amperage welding or welding in bright environmental light (For example. there is disturbing light from other welder vicinity)
- Select maximum: Suitable for low amperage welding, using in pool light conditions(For example. Pipe welding where part of the arc is obscured from view) where the welding arc becomes stable (For example. TIG welding).
- Warning: When the LED is turned on or in a strong
light environment, the ADF may mistakenly trigger and cause work, it is recommended to reduce the sensitivity to position below 5.
Variable Shade Control
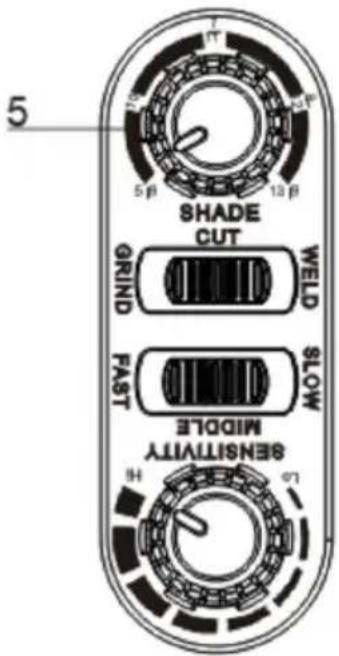
1 Variable Shade Control
Use the control to adjust the lens shade in the dark state. Use the table below to select proper shade control setting based on your welding process. The shade ranges for each
mode are as follows: Weld - No. 9 - No. 13 Cut - No. 5 - No. 9
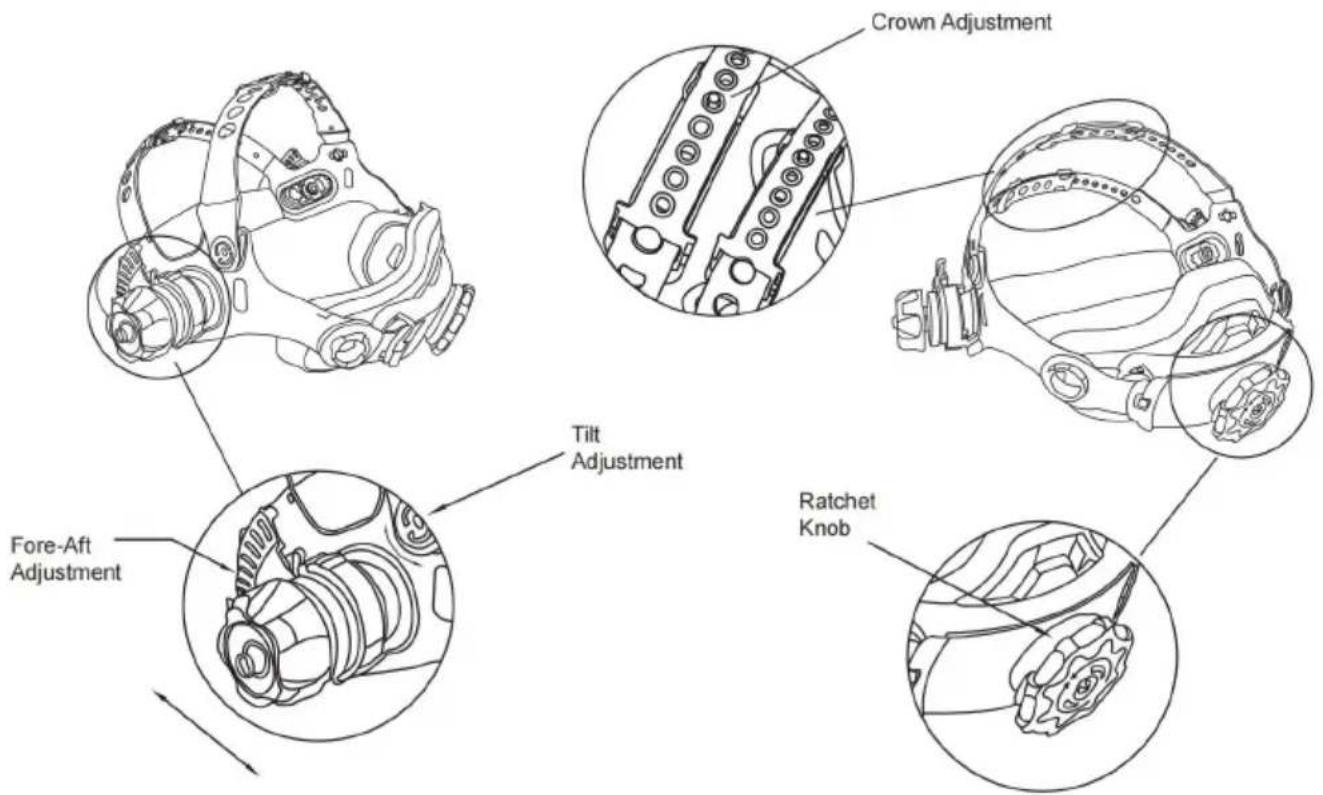
ADJUSTING HEADGEAR
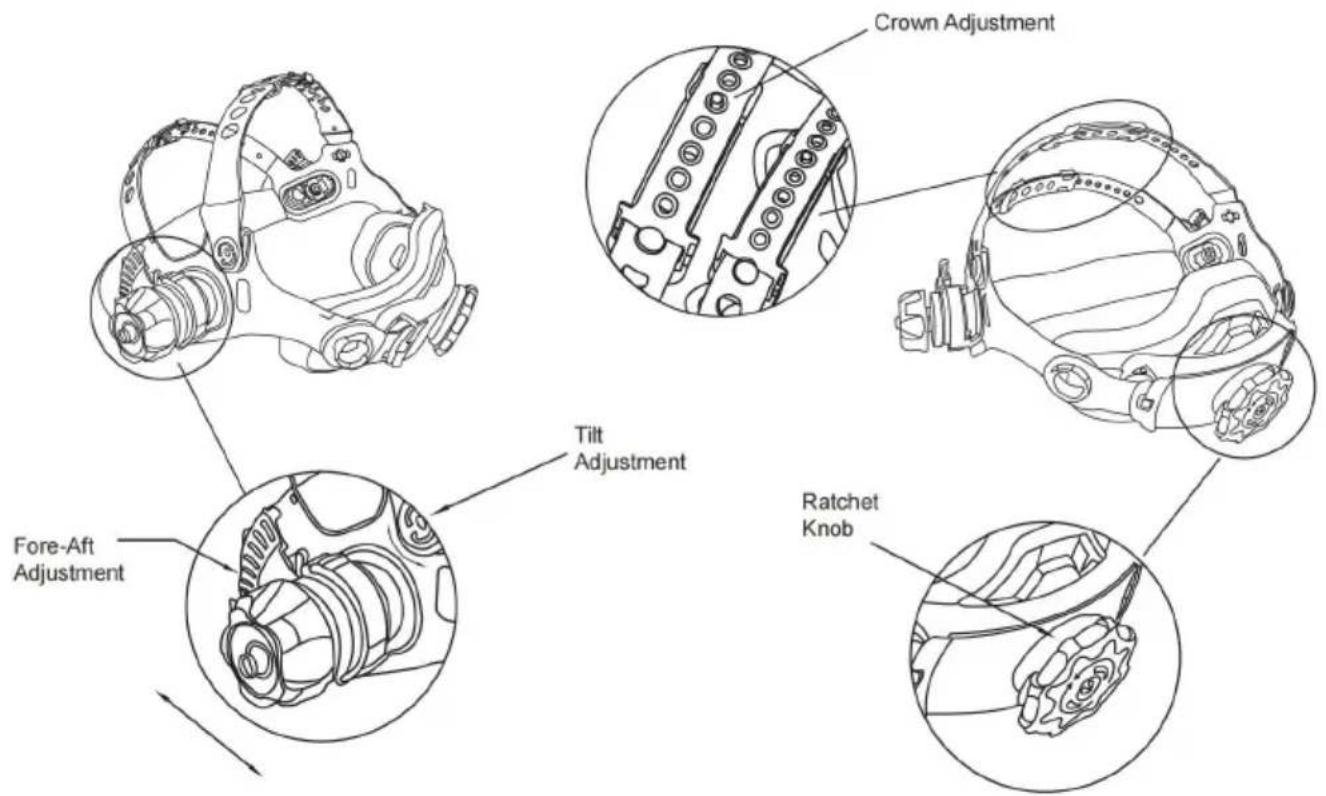
HEAD SIZE ADJUSTMENT: HEADGEAR TIGHTNESS is adjusted by turning the Ratchet Knob to the right or left to adjust for the desired head size. This located at the back of the helmet.
ADJUSTMENT is made by adjusting the comfort then placing the strap under guide and snapping the pins into the holes to lock securely in place.
TILT: Tilt adjustment is located on the right side of the helmet. Loosen the headgear tension knob and push the top end of the adjustment lever outward the lever's Stop Tab clears the notches. Then rotate the lever forward or ba the desired tilt position. The Stop will automatically engage again when releas locking the helmet into position.
FORE / AFT ADJUSTMENT: Adjusts the distance between the user's face and lens. To
adjust, slide and hold the spring loaded caps upward while moving the head into one of four slotted locations. Once the desired distance has been achieved go of the cap and it will return to its resting position once the adapter is in one of the four slots.
NOTE: Make sure both sides are equally positioned for proper orientation.
REPLACING THE BATTERY
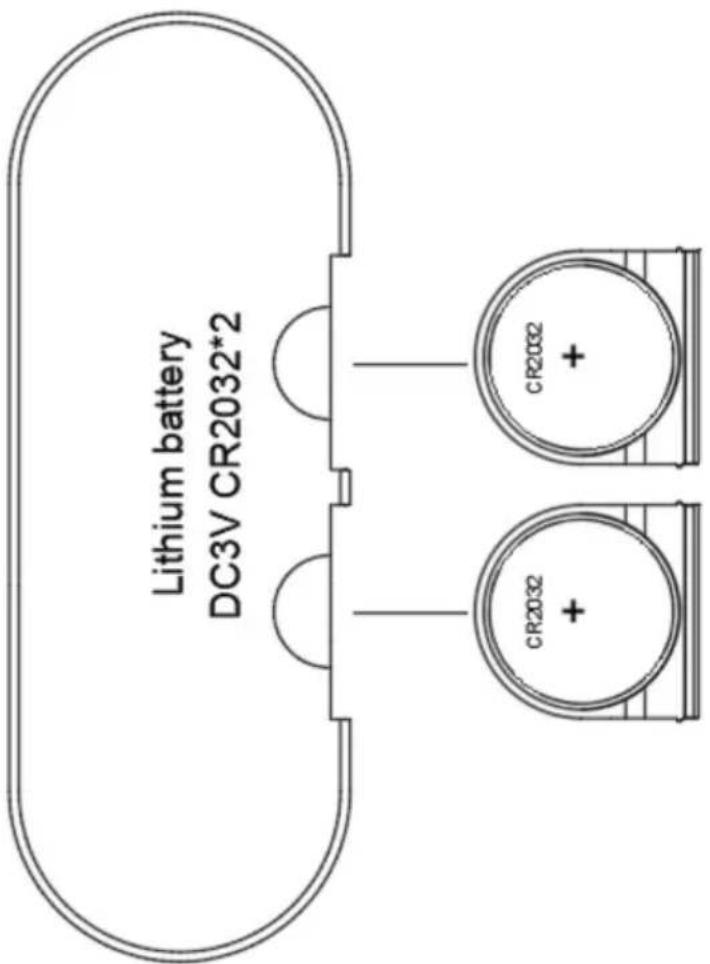
This ADF is powered by a replaceable battery and solar power. The is located at the bottom corner of the ADF cartridge. Replace the bar when the LOW BATTERY lightslit.
Replace with CR2032 lithium type batteries (2 required) or equivalent Be sure Positive (+) side of the battery faces up (toward inside of h
CARTRLDGE AND LENS REPLACEMENT

Warning:Never use the auto-darkening lens without the inside and outside lens covers properly installed.welding spatter will damage the auto-darkening lens and void the warranty
Front clear cover Lens:
remove the outside cover lens by prying from groove and reinstall a new one.
Replacing inside clear Lens
Warning:There is a cable connecting the battery and the lens. please be careful not to break it.
Inside Lens Cover
Remove the inside lens cover by prying cover from groove in gasket and reinstall a new one.
CARTRLDGE AND LENS REPLACEMENT change the Shade cartridge

Figure2
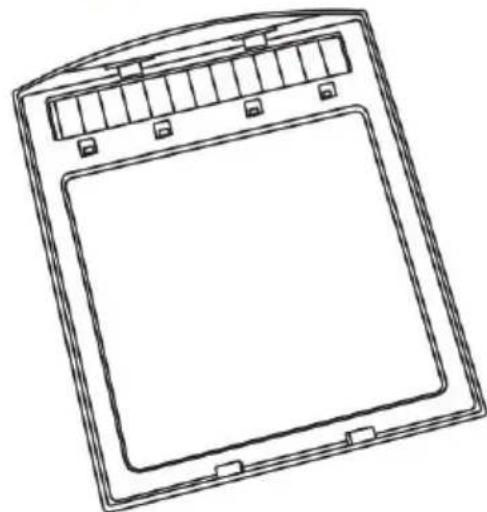
Figure3
Remove ADF holder assembly from helmet shell. see figure 2 for ren Flex bottom end of the ADF holder to allow for ADF cartridge to be removed from frame. install new ADF cartridge into frame per figure below. Make sure that the ADF cartridge is inserted in ADF holder c as shown. install ADF holder assembly into helmet shell.
Installing an Aftermarket Magnifying Lens
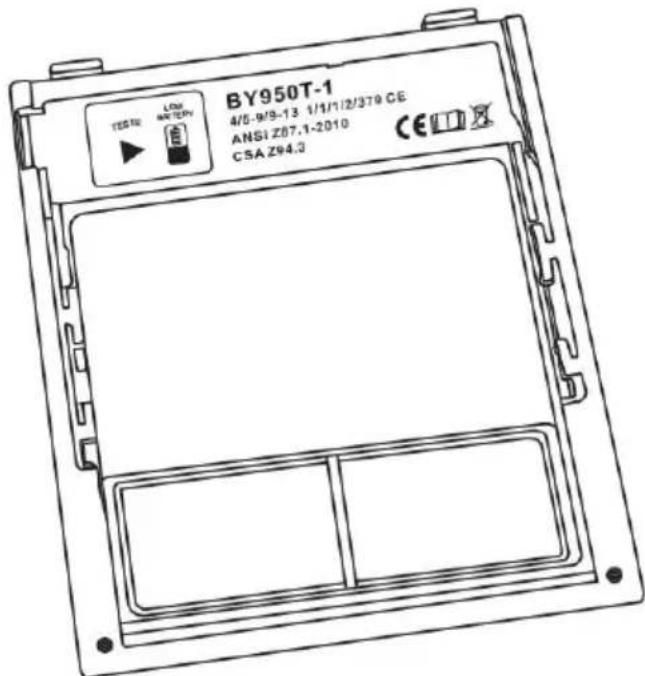
Figure1
simply slide the magnifying lens into the short rail located on the sid ADF holder per Figure 1. shade cartridge must be removed from ADI holder to install magnifying lens.
COMMON PROBLEMS AND REMINDING
| PROBLEM | POSSIBLE CAUSE | SOLUTION |
| Difficult to see through filter. | Front cover lens dirty. | Clean or replace front cover lens. |
| Cartridge dirty. | Clean the Auto-Darkening cartridge with soapy water solution and soft cloth. | |
| Filter does not darke when arc is struck. | sensitivity is set too low. | Adjust sensitivity to required level. |
| Front cover lens dirty. | Clean or replace front cover lens. | |
| Front cover lens is | Check for cracked or pitt | |
| damaged. | front cover lens and replace a required. | |
| sensors are blocked or solar panel is blocked. | Make sure you are not blocking the sensors or solar panels with your arm or other obstacle while welding. Adjust your position so that the sensors can see the well arc. | |
| Grind Mode selected. | Make sure proper shade selected. | |
| Is the switch on 5-9/9-13 stuck in the middle. | Turn the switch to the correct position. | |
| Filter remains dark after completing a weld. | sensitivity set too high | Adjust sensitivity to required level. |
| Delay time set too high | Adjust delay time to required level. | |
| Low Battery. | Replacing battery. | |
| Filter does not darken when TEST button is pushed. | Low battery. | Replacing battery. |
| the LED will not turn on after pressing button. | Plug-in jack from filter is not completely inserted | Remove plug-in jack port and re-insert it into the |
WARNING! Operator must stop using the auto - darkening filter welding helmet immediately if the above-mentioned problems cannot be corrected. Contact the dealer.
REPLACEMENT PARTS
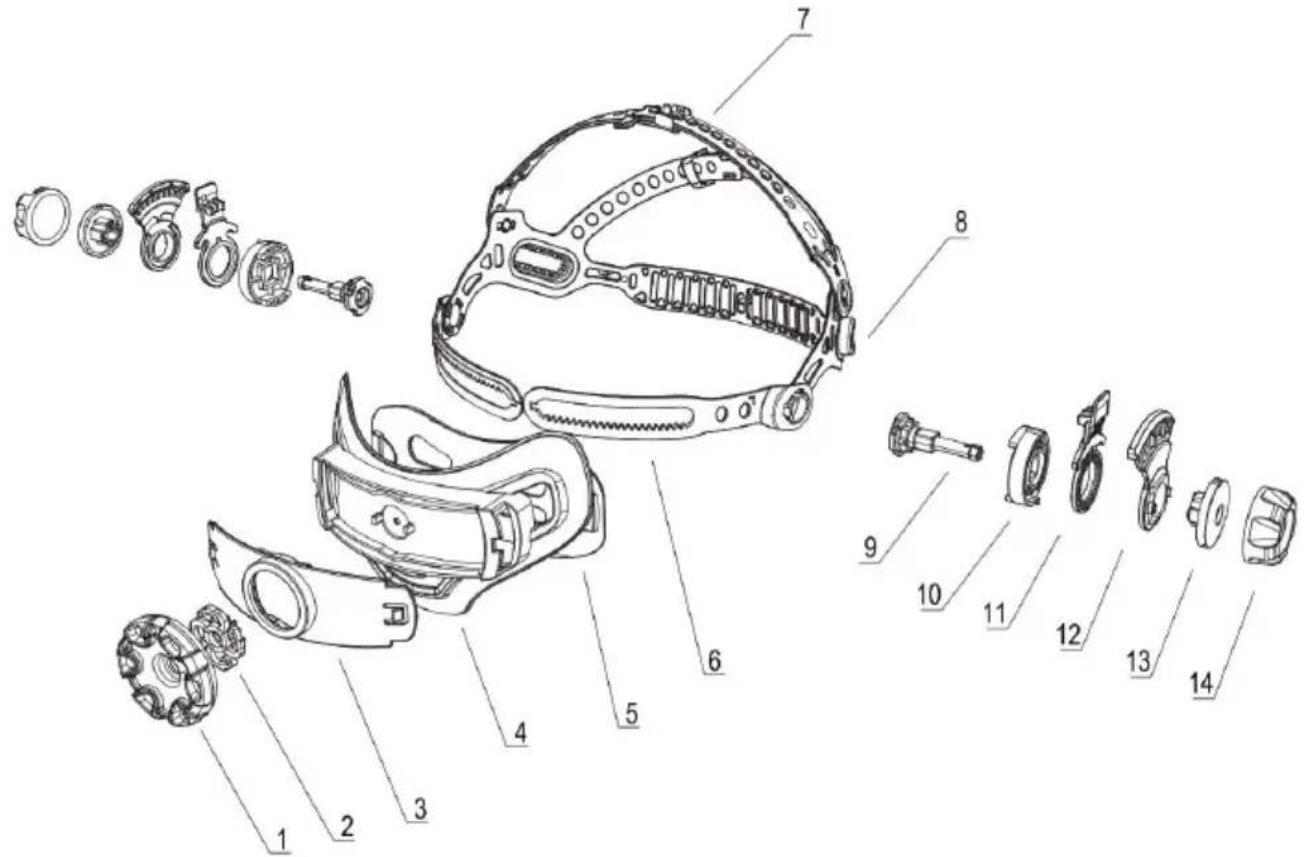
| NO . | DESCRIPTIONLON | NO . | DESCRIPTIONLON |
| 1 | Hand wheel gear | 8 | Fastener |
| 2 | Pinion | 9 | Retainer |
| 3 | Back cover1 | 10 | Position-hold button-1 |
| 4 | Back cover2 | 11 | Position-hold plate |
| 5 | Gear bar | 12 | Position-hold button-2 |
| 6 | Scallops1 | 13 | Nut |
| 7 | Scallops2 | 14 |
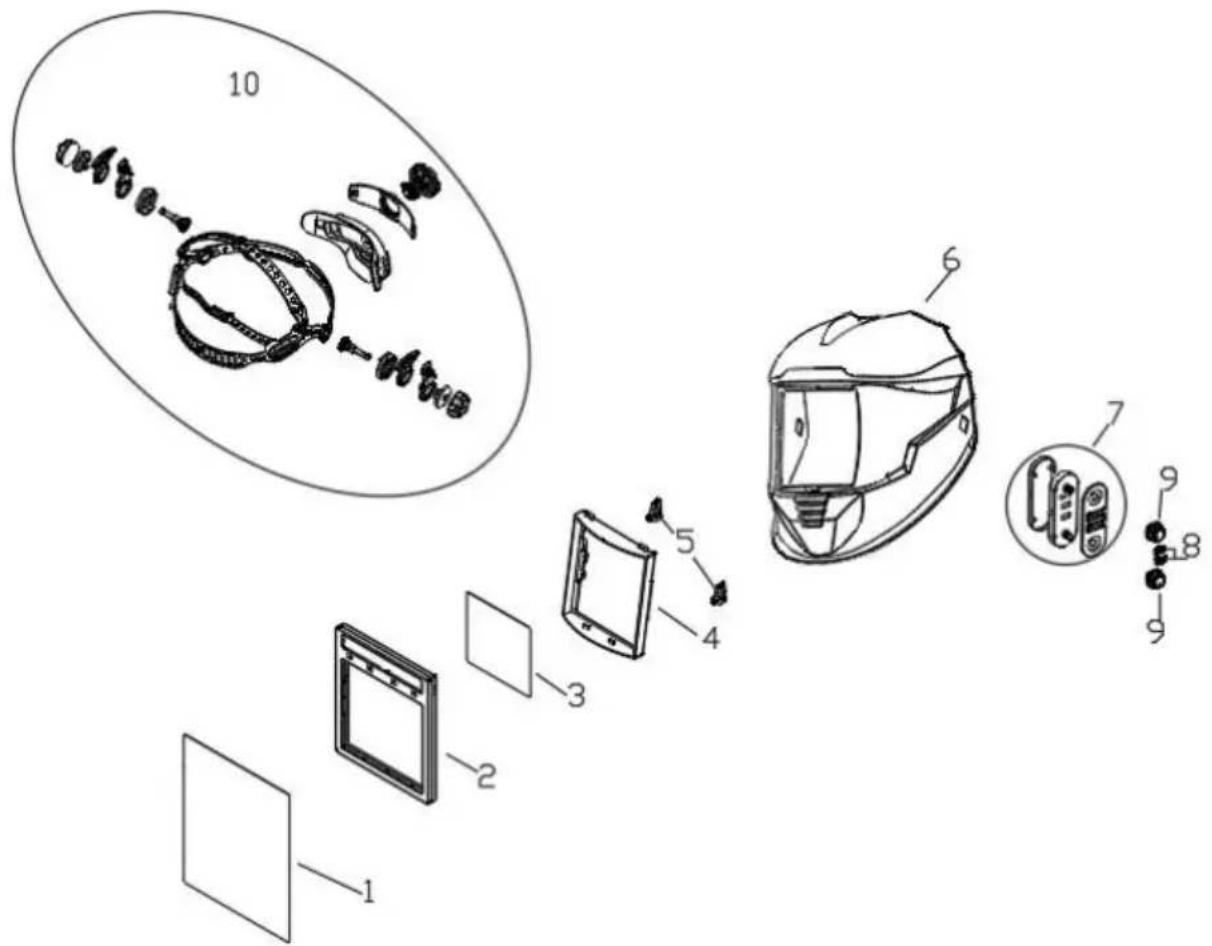
REPLACEMENT PARTS
| NO . | PART NO . | DESCRIPTIONLON | QTY |
| 1 | BY-010003 | Front Cover Lens | 1 |
| 2 | BY-010001 | ADF | 1 |
| 3 | BY-010005 | Inside Cover Lens | 1 |
| 4 | BY-010018 | Cartridge Holder | 1 |
| 5 | BY-010019 | Cartridge Holder Knob | 2 |
| 6 | BY-010002 | Helmet Shell | 1 |
| 7 | BY-010021 | External Adjusting Module | 1 |
| 8 | BY-010016 | Mode Switch/Delay Time Button | 2 |
| 9 | BY-010015 | Shade/Sensitivity Adjustment Knob | 2 |
| 10 | BY-010014 | Headgear | 1 |
CORRECT DISPOSAL

This product is subject to the provision of european Directive 2012/19/EU. The symbol showing a wheelie bin crossed through indicates that the product requires separate refuse collection in the European Union. This applies to the product and all
accessories marked with this symbol. Products marked as such may be discarded with normal domestic waste, but must be taken to acoll point for recycling electrical and electronic devices.
Manufacturer: Shanghaiuxinmuyeyouxianggsi
Address: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Imported to AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NSW 2122 Australia
Imported to USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| UK | REP |
YH CONSULTING LIMITED. C/O YH Consultin Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4A
| EC | REP |
Affordable. Reliable. Home Improvement.
Casque de soudage
Modèle : BY950T-1

YH CONSULTING LIMITED. C/O YH Consultin Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4A
| EC | REP |
Affordable. Reliable. Home Improvement.
Schweibhelm
Modell: BY950T-1

YH CONSULTING LIMITED. C/O YH Consultin Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4A
Affordable. Reliable. Home Improvement.
Casco da saldatura
Modello: BY950T-1

Importato in AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NSW 2122 Australia
Importato negli USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Plac Rancho Cucamonga, CA 91730
| UK | REP |
YH CONSULTING LIMITED. C/O YH Consultin Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4A
| EC | REP |
Affordable. Reliable. Home Improvement.
Casco de soldadura
Modelo: BY950T-1

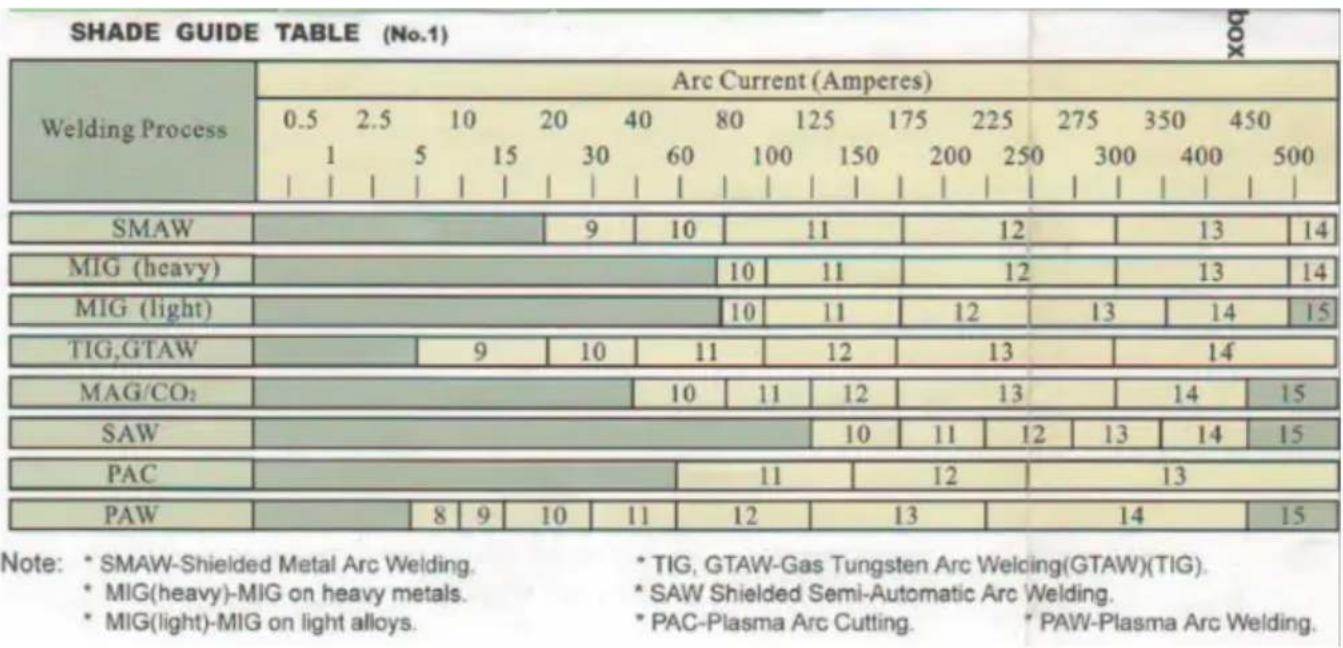
| SHADE GUIDE TABLE (No.1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Welding Process | Arc Current (Amperes) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.5 | 2.5 | 10 | 20 | 40 | 80 | 125 | 175 | 225 | 275 | 350 | 450 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 5 | 15 | 30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| SMAW | 9 | 10 | 11 | 12 | 13 | 14 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| MIG (heavy) | 10 | 11 | 12 | 13 | 14 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| MIG (light) | 10 | 11 | 12 | 14 | 15 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| TIG,GTAW | 9 | 10 | 11 | 12 | 13 | 14 | 15 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| MAG/CO2 | 10 | 11 | 12 | 13 | 14 | 15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| SAW | 10 | 11 | 12 | 13 | 14 | 15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| PAC | 11 | 12 | 13 | 15 | 15 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| PAW | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 15 | 15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Note: * SMAW-Shielded Metal Arc Welding. * MIG(heavy)-MIG on heavy metals. * MIG(light)-MIG on light alloys. * SAW Shielded Semi-Automatic Arc Welding. * PAC-Plasma Arc Cutting. * PAW-Plasma Arc Welding. | * SMAW-Shielded Metal Arc Welding. * MIG(heavy)-MIG on heavy metals. * SAW Shielded Semi-Automatic Arc Welding. * PAC-Plasma Arc Cutting. * PAW-Plasma Arc Welding. | * SMAW-Shielded Metal Arc Welding. * MIG(heavy)-MIG on heavy metals. * SAW Shielded Semi-Automorphic Arc Welding. * PAC-Plasma Arc Cutting. * PAW-Plasma Arc Welding. | * SMAW-Shielded Metal Arc Welding. * MIG(heavy)-MIG on heavy metal. * SAW Shielded Semi-Automorphic Arc Welding. * PAC-Plasma Arc Cutting. * PAW-Plasma Arc Welding. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
AJUSTE TOCADOR
YH CONSULTING LIMITED. C/O YH Consultin Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4A
| EC | REP |
Affordable. Reliable. Home Improvement.
Kask spawalniczy
Modele: BY950T-1

YH CONSULTING LIMITED. C/O YH Consultin Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4A
| EC | REP |
Affordable. Reliable. Home Improvement.
Lashelm
Model: BY950T-1

YH CONSULTING LIMITED. C/O YH Consultin Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4A
| EC | REP |
Affordable. Reliable. Home Improvement.
Svetshjälm
Modell: BY950T-1

VANLIGA PROBLEM OCH PAMINNELSER
YH CONSULTING LIMITED. C/O YH Consultin Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4A
| EC | REP |



