
BY950T-1 - Przyłbica spawalnicza Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia BY950T-1 Vevor w formacie PDF.

| Typ produktu | Przyłbica spawalnicza z automatycznym przyciemnianiem |
| Marka | Vevor |
| Model | BY950T-1 |
| Obszar wyświetlania LCD | 100 x 95 mm |
| Rozmiar wkładu | 114 x 133 mm |
| Ochrona UV/IR | Wbudowana |
| Czujniki łuku | 4 |
| Stopnie spawania | nr 9 do nr 13 |
| Stopnie cięcia | nr 5 do nr 9 |
| Stopień szlifowania | nr 4 (stały) |
| Czas przełączania (jasny → ciemny) | 1/25 000 s |
| Czas przełączania (ciemny → jasny) | 0,3 s - 0,6 s - 0,9 s (regulowany) |
| Zasilanie | Ogniwa słoneczne + bateria CR2032 (x2) |
| Wskaźnik niskiego poziomu baterii | Czerwona dioda LED |
| Regulacja czułości | Regulacja zmienna za pomocą zewnętrznego przycisku |
| Regulacja opóźnienia | Regulowane: 0,3 / 0,6 / 0,9 s |
| Tryby | Spawanie, cięcie, szlifowanie |
| Temperatura robocza | -5°C do 55°C |
| Temperatura przechowywania | -20°C do 70°C |
| Minimalny prąd TIG | DC ≥ 5 A, AC ≥ 5 A |
| Klasa optyczna | 1/1/1/2 |
| Części zamienne | Soczewki ochronne przednie i wewnętrzne, wkład ADF itp. |
| Konserwacja | Czyścić miękką ściereczką i wodą z mydłem |
| Bezpieczeństwo | Przestrzegać instrukcji; używać okularów ochronnych pod przyłbicą |
Często zadawane pytania - BY950T-1 Vevor
Pytania użytkowników dotyczące BY950T-1 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Przyłbica spawalnicza w formacie PDF za darmo! Znajdź swoją instrukcję BY950T-1 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. BY950T-1 marki Vevor.
INSTRUKCJA OBSŁUGI BY950T-1 Vevor
To jest oryginalna instrukcja, przyzyciem sąȩzy uwaźne przyczytać wszymstkie instrukcje. VEVOR zastrzega sącie jasność interpretacja naszej instrukcji obstrugi. Wygliad produktu;będzie zależ od produktu, ktopicy otrzymały. Prosimy o wybaczenia, zeNie poinformujemy Cię ponownie;) w naszym produktie pojawia są jakiekolwiekactualizacja technologiczne lub oprogramOWANIA.

Ostrzeżenie: Aby zminimalizować ryzyko obrażen, uzytkownik powinien uwȩźne przyȩczytać instrukcję obstugi.
INSTRUKCJE BEZPIECZENSTWA OSTRZEŽENIE :
Przechytaj ten material przyzyciem unto. Nieprzeestrzeganie togo moze spowodować powazne obrażenia.
ŚRODKI OSTROZNOŚCI DOTYCZACE KARABINOW SPAWALNICZYCH
PRZECZYTAJ PRZED UZYCIEM

Chron siebie i innych przyzeniami — przyczytaj, zastosuj i zachte wągneŚrodki ostrożnosci oraz instrukcję obstugi.
Užycie symbolu
NIEBEZPIECZENSTWO! - Oznacza zagrozenia sytuacja, która jesti nie zostanieuniknieta, doprowadzi do smierci lub powaznych obrażen. Możliwe zagrozenia są pokazane w sąsiedztwie symbole lub objasnienia teksscie.

Oznacza niebe bezpieczna sytuacje, która, jesti są jejNie uniknie, mozeskutkowa smiercia lub powazne obrozenia. Mozliwe zagrozenia sąPokazane na sąsiednich symbolach lub wyjasniono w tekscie.
UWAGA - Oznacza stwierdzenia nie zwiazane z obrażeniamiciała.
Oznacza speczjalne instrukcje.

Ta grupa symboli oznacza Ostrzeżenie!
Uważaj! Zagrożenia zwiȩzane z PORAźENIEM PRADEM, RUCHOMYMI
CZE(SCIAMI i GORACYMI CZE(SCIAMI. Zapoznaj sie z symbolami i powiazanyi instrukcjami ponizej, aby poznać niedźbatnia w celuunikność zagroże
Zagrożenia zwiȩzane ze spawaniem Łukowym

Tylko osoby wykwalifikowane powinny instalować, obstugiwać, konserwować i naprawiać to urzadzenia.
Promienie Lukowe moga powodowa oparzenia oczu i skóry.

Promienie Łuku powstajce w procesie spawania wytywarzaja intensywne widoczne i niewidoczne (ultrafioletowe i podczerwone) promienie, które moga poparzyć oczy i skóre. Iskry odlatuja ze spoiny.
- Noshelm spawalniczy wyposzaźony w odpowiedni filtr, aby chronicć twarz i oczy podczas spawania lub observwuci (patrz ANSI Z49.1 i Z87.1 wymiemi w Normach bezpieczność). Zapoznaj są z tabelami odcieni i czułosci
- Pod kaskiem naleźny nosić zatwierdzone okulary ochronne z osłonami bocznych.
- Stosuj ekrany lub bariery ochonne, aby chronicć innych przyd blyskami, oslepiączym blaskiem i iskrami; ostrzejag innych, abyNie patrzyli na luk elektryczny.
- Nos ochronecia wykonanagwytrzymaiego, ognoodpornego materialu (skóra, gruba bawełna, welna). Ochrona ciałabejmujedzież bezolejowa, takajskórzane rękawice, gruba koszula, spodnie bez mankietów, wysok buty i czapka.
- Przed spawaniem naleź dostosowej czułosc soczewski sąsciemniajażej do danego zastosowania.
- Natychmiast przyzewij spawanie, jesti soczewka samościemniajaća nie sciemnieje po zajarzeniu Łuku. Więcej inform⁺ci znajdźiesz w instrukcji obstugi.

HELMY SPAWALNICZE nie zapewniaja nieograficzonej ochryny oczu, uszu i twarzy.
Promienie Łuku powstajce w procesie spawania wytywarzaja intensywne widoczne i niewidoczne (ultrafioletowe i podczerwone) promienie, które moga poparzyć oczy i skóre. Skry odlatuja ze spoiny.
- Podczas korzystania z maski spawalniczej sąȩzy zawsze uzywać okularów ochronnych lub gogli ochronnych odpornych na uderzenia oraz ochronników słuchu.
- Nie naleź y uzywać helmu podczas przyc y z materiały wybuchowymi lub zracymi plnych.
-
Podczas uzywaniaingo heImu nie nalezy spawac w pozycji nad glowa.
-
Częstocrawdzaj soczewkę automatyczna. Natychmiast wymiem porysowane, popekane lub porysowane soczewki osłonowe lub soczewki automatyczne.

- NOISE besteht uszkodzic szech.
-
Hałas wytywarzany przyez niedźne procesy lub urzadzenia sąpowodowej uszkodzenia sąchu.
-
Jesli poziom hałasu jest wysoki, naleź nośc zatwierdzone sądki ochrony słuchu.
PRZECZYTAJ INSTRUUKCJE.
Przed instalacja, obstęga lub serwisowaniem urzadzenia sąȩzy uwaszie przyteć z其中之一 przyrzstawymi wyszystkich etykiem oraz instruktory obstęga. Naleź y zapoznać są z informacjami dotycznych
bezpieczeinstwa naustralia instrukcji i w kaźdej sekcji.
- Stosuj węłacznie oryginalne czȩci zamienne od producenta.
- Wykonywać prace konserwacyjne i serwisowe zgodnia z instrukcja obstugi, normami branżowymi oraz przyepsismi krajowymi, stanowymi i lokalnymi.

OPARY I GAZY moga byc niebezpieczne.
Spawanie wytywarza opary i gazy. Wdychanie tych oparów i gaz moź bećNiebezpieczne dla zdrowia.
- Trzymaj glówn z dala od oparów. Nie wdychaj oparów.
- W przypadku przybywania w pomieszczeniu przywietrzyć pomieszczenie i/lub zastosownikenty wenyjalę wymuszona w luku. Usunć opary i gaspawalnicze. Zalecanym sposobem utalenia odpowiednia wenyjalci jest pobranie próbek skȩdu i ilosci oparów i gazów, na ktore narażony jest personel.
- W przypadku sąbej wentylacji{nalezy stosować atestowaną maskę oddechowa z doprowadzeniemgowiatrza.
-
Naleź przyȩcznych i zrozumieć karty charakterystykisubstancji niebe bezpiecznej (SDS) oraz instrukcie producenta dotyczne klejów, powlok, srodków czyszczących, materiały eksploatacynych, chłodziw, odtruszczaczy, topnikowy metali.
-
Pracuj w przyestrzeni zamknietej tylko wtedy, gdy jest ona dobrze wentylowana lub gdy nosisz respirator z dopływem powietrza. Zawsze są要去 przeszkoloną osobę nadzorujuća. Dzymy i gazy spawalicze mogość wypierać powietrze i obniȩć poziom tlenu, powodujć obrażenia lub smier Upewnij są, są powietrze do oddychania jest bezpieczne.
- Nie spawaj w.), wiejscach, w., kórych odbwaja sie odthusczanie, czyszczenie lub natryskiwanie. Cieplo i promienie luku moga reagowa z oparami, two wysoce tokszyne i drażniace gazy.
- Nie spawaj metali powlekanych, takich jak stal ocynkowana, ołowiana lub kadmowana, chyba ze powloka zostanie usunieta z obszaru spawania, obszar jest dobrze wentylowany i nosisz respirator z doplywem powietrza. Powloki i wszelkie metale zwierajace te elementy moga wydzielac toksyc opary podczas spawania.
Ostrzeżenia dotyczne propozycji 65

Sprzęt do spawania lub cięcia wytwarza opary lub gazy zawierajćesubstancje chemiczne, o ktorych wiadomo,ź stanu Kalifornia, powoduławady wrodzone, a w niedźorych przypadkach raka. (California Health &
Safety Code, sekcja 25249.5 i nastepne).

Ten produit zawiera substantjc chemiczne, w tym ołow, o ktorych sta Kalifornia wie, ze powoduja raka, wady wrodzone lub innate szkody
reprodukcyjne. Umyj rce po uzyciu.
SPECIFICATIONS
| Klasa optyczna | 1/1/1/2 |
| Obszar wyświetlania LCD | 100 x 95 mm (3,94 x 3,74 ca |
| Rozmiar wędalu | 114 x 133 mm (4,50 x 5,25 c |
| Ochrona UV/IR | Ochrona UV/IR |
| Czujnik Łuku | 4 |
| SPAWAĆ Model | |
| zmienne odcenie spawania | Zaciemniony Stan:NR 9-13/Światto Stan:Model NR 4 CUT Zaciemniony Stan:NR 5-9/Światto Stan:NR 4 Grind Model Stan Światto:NR 4 |
| Kontrola cenia | zmienna regulacja za pomoczyżnego sukreszenia |
| kontrola czułosci | zmienna regulacja za pomoczyżnego sukreszenia |
| Zasilacz | ogniwa slineczne ze wspomaganie bateryjnym |
| Ostrzeżenie o niskim poziomie naładowania baterii | Czerwone światło |
| Bateria | CR203 litowe (wymagane 2) |
| Wȩczanie/wyłączanie zasilania | Całkowicie automatyczny |
| Czas przy.§nzania ze światła na ciemnosć | 1/25 000 sek. |
| Czas przy.§nzania z ciemnosć najasnosć | 0,3 sek. - 0,6 sek. -0,9 sek. |
| Ocena TIG | DC ≥ 5 amperów; AC ≥ 5 amp |
| Temperatura pracy | 23° F ~ 131°(-5° C ~ 55° C) |
| Temperatura przechowywnia | -4° F~ 158°(-20° C~ 70° C) |
INSTRUKCJA OBSŁUGI
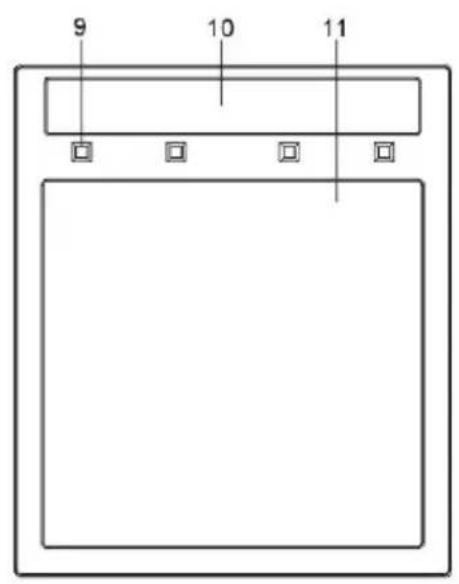
Sterowanie kaskiem





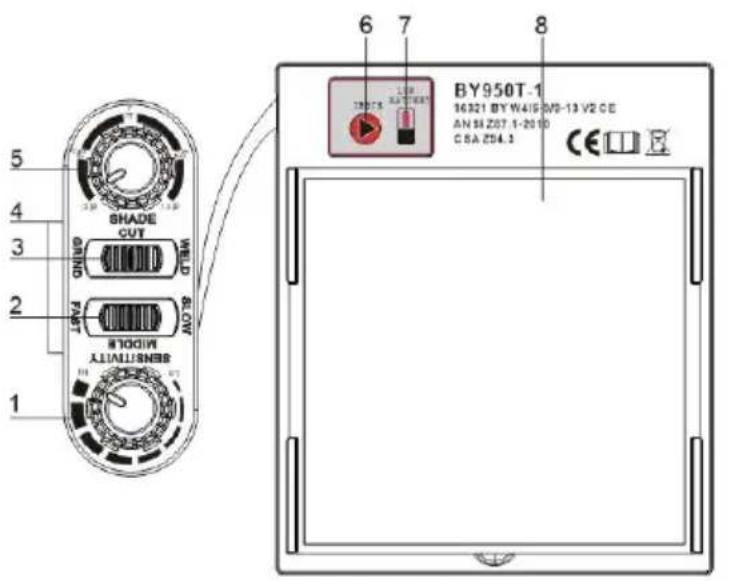
| NIE. | OPIS |
| 1 | Pokȩto regulações czułosci |
| 2 | Pokȩto regulações czasu opółnienia |
| 3 | Szelifowanie-ciecie-spawanie |
| 4 | Bateria litowa |
| 5 | Gałka do sterowania zacienieniem |
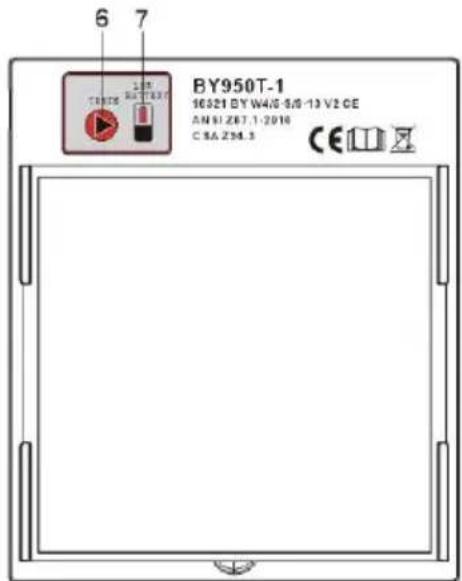
| 6 | Przycisk autotestu |
| 7 | Wskȩznik niskiego napięcia |
| 8 | LCD |
| 9 | Czujnik Łuku |
| 10 | Ogniwo sstoneczne |
| 11 | Filtr UV/IR |
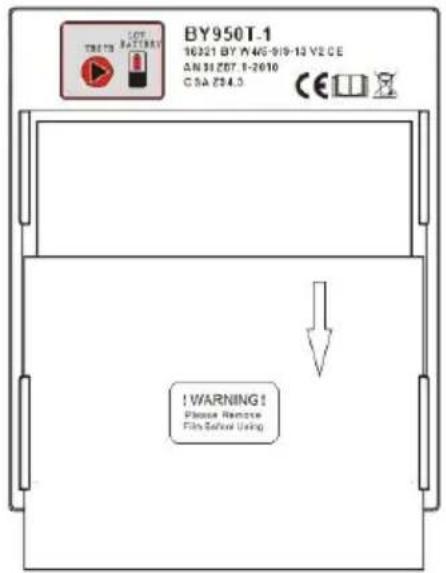
INSTRUKCJA OBSŁUGI
Przycisk resetowania i wskaźnik niskiego poziomunaładowania baterii
-
Przycisk resetowania Nacijsnij przycisk Reset, aby sprawdzić,czy soczewka dziala prawidłowo. Po naciśćciu przycisku Reset soczewka powinna są przyciemnic i powrócić do stanu przyzejystego. Nie uzywaj kasku, jestli soczewka nie działa zgodnie z opisem.
-
Wskaźnik niskiego poziomu baterii
Wskaźnik niskiego poziomu naładowania
baterii zastawieci są, gdy bateria wytrzyma 2-3
dni. Jesli bateria jest słaba, wymięd ja na baterie litowe CR2030.
Kontrola opóznienia objiektywu
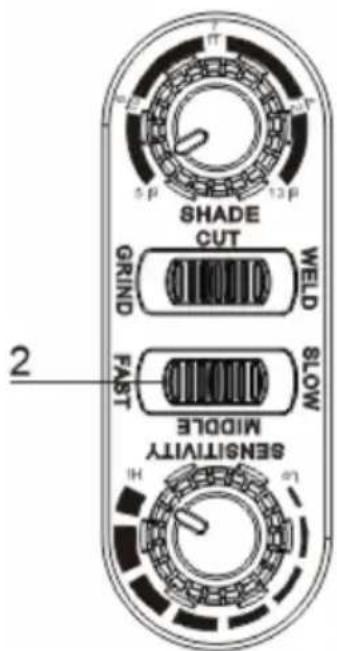
1 Kontrola opóznienia obiektywu
Sterowanie opóznieniem obiektywu sązy do regulacja czasu, po którym obiektyw przyjdzie w stan przyzejyszisti spawalniczy.
Opólnienie jest szczególnie przydatne weliminowaniu jasnych promieni wtórnych pres-net wzastosowaniach o wyźszym natężeniu prȩdu, wktórych Roztopiona kałuza pozostaje jasna przyzechwile po spawaniu. Opólnienie soczewkidostosowuje są od min. (0,30-0,60-0,90 sekundy)
Kontrola trybu
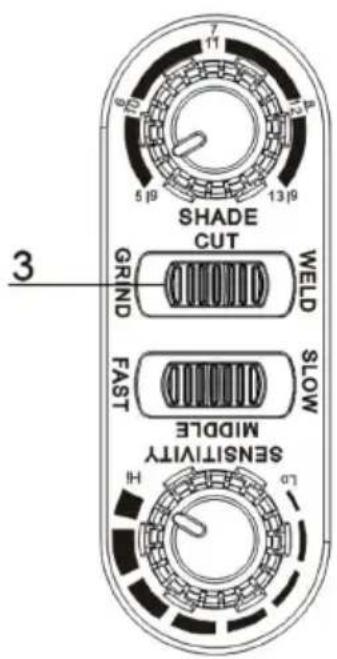
1 Tryb spawania
Uzywany doȩka zastosowan spawalniczych. W tym trybie soczewka
wącza sie, gdy optycznie wykryje Łuk spawalniczy.
Dostosuj ustawienia zacienienia, czułość i opóznienia wrazie potrzeby.
2 Tryb cięcia
Uzywane do zastosowan tnacych. W tym trybie soczewka wącza sie, gdy optycznie wykryje Łuk tnacy. Dostosujustawienia cienia, czułowci i opóznienia w razie potrzeby.
3 tryby mielenia
Stosowany do szlifowania metali. W tym trybie soczewka odcieniu nr 4. Nie maACCESS regulações soczewski.
Kontrola czułosci
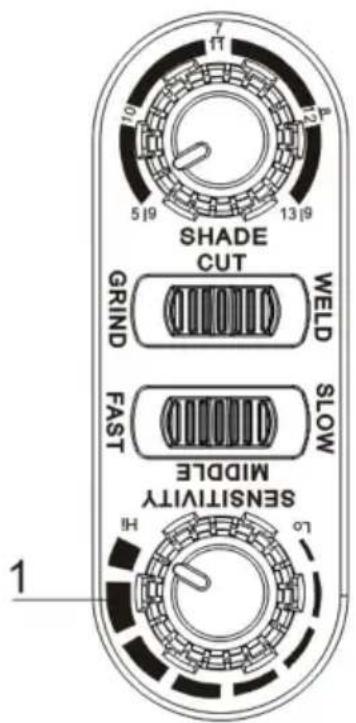
Nacijsnij przycisk „CZUŁOŚC”, aby wybrać są w zależnosci od procesu spawania i swiatła otoczenia. Domyjsna czułość to sredni.
-
Wybierz minimum: Nadaje są do spawania przy wysokim natężeni u prȩdu lub spawania w jasnym swietl otoczenia (dotyczny np. przyszkadzajace swiatto z sąsiedztwa innej spawarki)
-
Wybierz maksimum : Nadaje są do niskiego natęzenia prȩdu spawalniczy, stosowanie w warunkach oświetlenia basenowej (Na przykBad. Spawanie rur, w ktorym czȩć Łuku jest niewidoczna, a Łuk spawalniczystaje są stabilny (np. Spawanie metodą TIG).
-
Ostrzeżenie : Gdy dioda LED jest wączona lub znajduje są w otoczeniu silnym szwietle, ADFMZo zostac przypadkowo uruchomiony i spowodowej prazialeca sązmiejszenia wraižiwość na pozycja poniȩj 5.
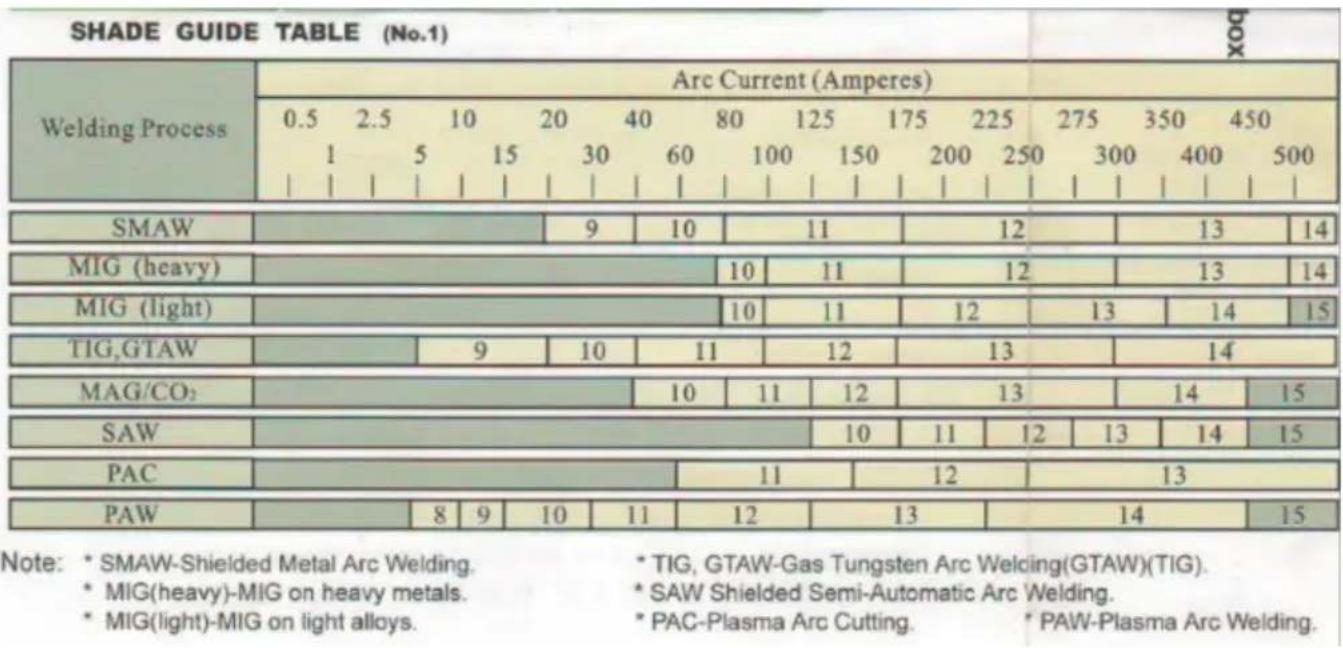
Zmienna kontrola zacienienia

1 Zmienna kontrola zacienenia
Uzyj kontrl, aby dostosować odcień soczewki w
stanie zaciemnionym. Uzyj ponizszej tabeli, aby wybrać
odpowsiednie ustawuminium kontrl odcenia w oparciu o
proces spawania. Zakresy odcieni dla kazdego
tryby są nastepujuce: Spawanie - nr 9 - nr 13
Ciecie - nr 5 - nr 9
NAREGULOWANIE PRZYłBICA
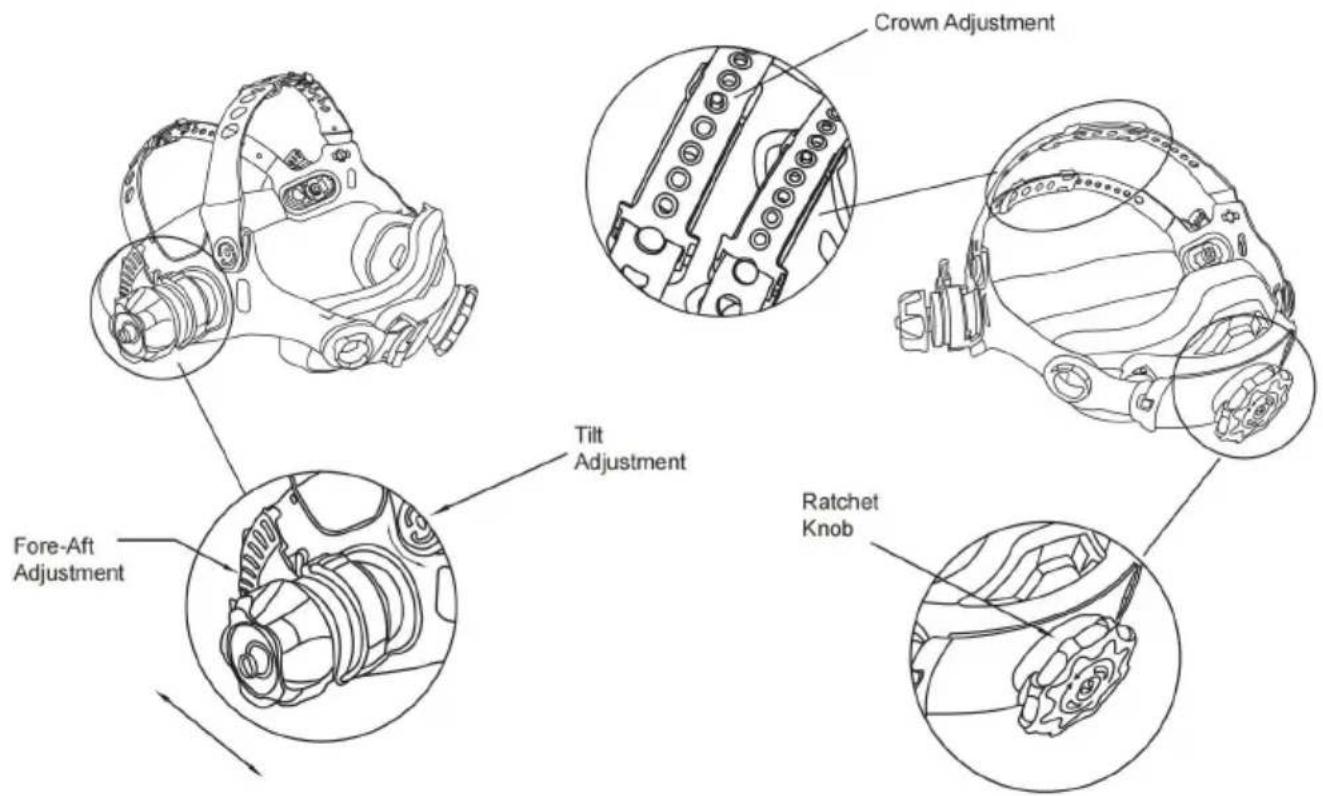
REGULACJA ROZMIARU GLOWY: Dopasowanie kasku do rozmiaru glowymozna regulowa,OCRacajcPokrtlo zapadkowe w prawo lub w lewo. Pokrtloznajduje sie z tylu kasku.
REGULACJE przypoprwdz sie poprzej dopasowanie komfortu, a nastepnie umieszczenie paska pod prowadnica i wciȩpie kolars w otwory, aby bezpiecznie zablokować je na miejscu.
TILT: Regulacja nachylenia znajduje są po sprawej stronie kasku. Poluzuj spraw nagowiePokręto naciagu i popchnij gorny koniec dzwigni regulacyjnej na zewnatrz,źazcep stopujućdzwigni oczySci wyciecia. Nastepnie obróć dzwignie do przydodu lub do tylu do zadanej pozycji pochylenia. Zaczep stopuju automatycznie zablokuje są ponownie po zwolnieniu, blokujac kask w odpowiednej pozycji.
REGULACJA PRZEDNIA/TYLNA: Dostosowuje odlegostość między twarza uzytkownika a soczewka.
wyreguluj, przytrzymaj spreźynowej nasadki w góre, przysuwaćnakrycie glowy w jeder no z czterech gniazd. Poosiąniȩciu pożadnej odlegnośćpuść nasadkie, a powróci ona do pozycji spoczynkowej, gdy adapter zostaniezabezpieczony w jedernym z czterech gniazd.
UWAGA: Upewnij sie, ze obie strony są równo ustawione, aby zapewnić wąs orientacja.
WYMIANA BATERII
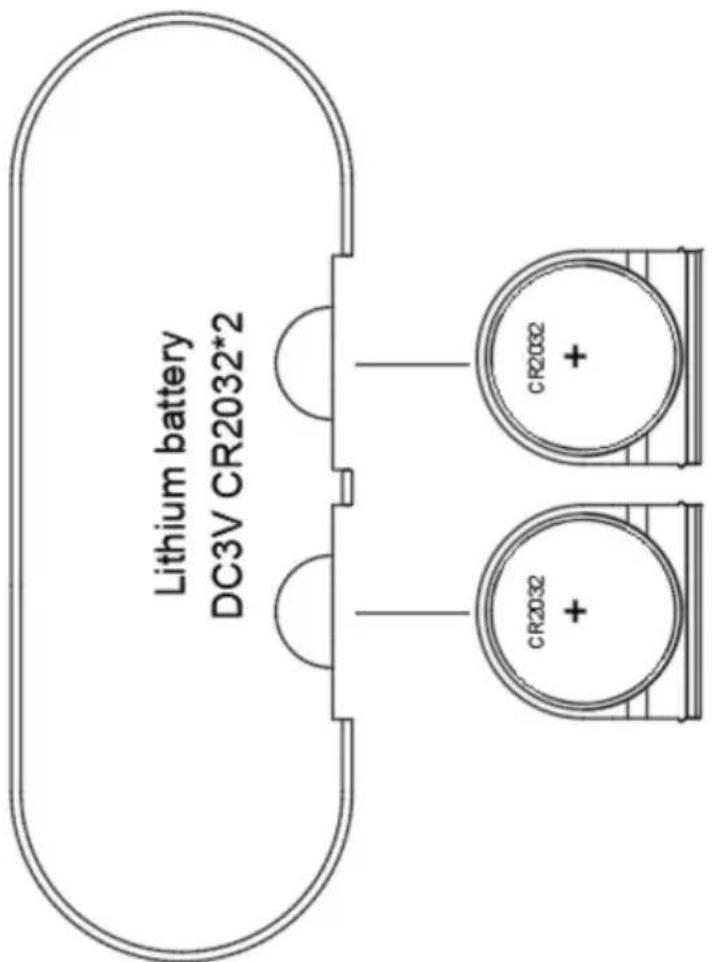
Ten ADF jest zasilany wymienną baterią i energia snonecznych. Bateriażnajduje są w dolnym rogu wkaladu ADF. Wymień baterie, gdy zastaw kontrlka LOW BATTERY.
Wymień na baterie litowe typu CR2032 (wymagane 2) lub równowość Upewnij są, ze biegun dodatni (+) baterii skierowy jest do góry (w wętrza kasku).
WYMIANA KARTRIDZÖW I SOCZEWEK

Ostrzeżenie: Nigdy nie uzywaj soczewek samośćmiączych bez prawnówozamontowanych wewétrznych i zewétrznych osłon soczewek. Odpryski spawalicze mogaugszkodzić soczewki samośćmiącate i uniewaNiogrwarancje.
Przednia przyezroczysta osłona obiektywu: zdejmij zewétrzną soczewkę ochronna,
podważajć ja z rowka, i zamontuj nowa.
Wymiana wewnętrznej, przyezroczystej soczewki
Ostrzeżenie: Akumulator i obiektyw są połaczone kablem. Uwaźaj, zeby go nie uszkodzić.
Wewnętrzna osłona obiektywu
Zdejmij wewnetrzną oszone soczewki, podwaźajć ja z rowka uszczelki, a nastepnie zamontuj nowa.
WYMIANA KARTRIDZÖW I SOCZEWEK
wymień wklad Shade

Figure2
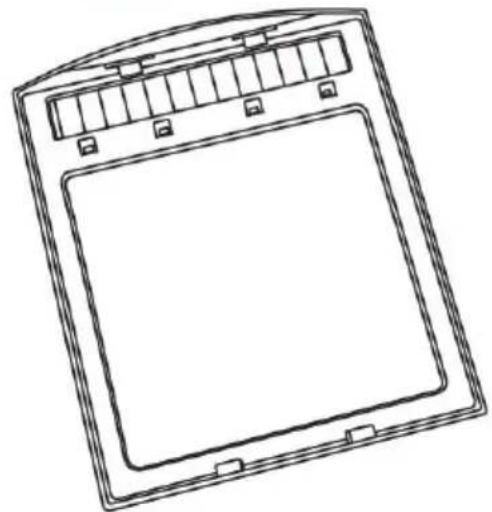
Figure3
Wyjmij uchwyt ADF ze skorupy kasku. Zobacz rysunek 2, aby dowiedsię, jak go wyjac. Wygnij dolny koniec Uchwyt ADF uzozliwiauxy wyjwcładu ADF z ramy. Zainstaluj nowy wiktad ADF w ramie zgodnie zryssunkiem 1 poniżej. Upewnij sie, ze wiktad ADF jest wędzony prawiddo uchwytu ADF pokazano. zamontuj uchwyt ADF w skorupie kasku.
Montañ soczewski powiékszajȩcej内在ej firmy
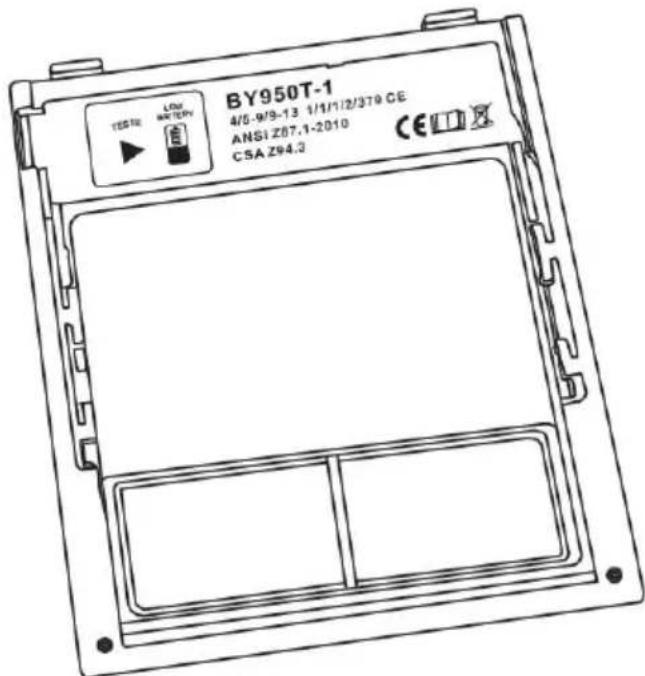
Figure1
po prostu przyś寐 sączewski powiékszajacja do krótkiej szynyznajdujace sie po bokach uchwytu ADF zgodnie z rysunkiem 1. odcień Aby zainstalować sączewski powiékszajacja, naleź wyjac wkalad z uchwytu ADF.
TYPOWE PROBLEMY I PRZYPOMNIENIA
| PROBLEM | MOZLIWA PRZYCZYNA | ROZWIAZANIE |
| Trudno zobaczycy + przez filtr. | Zabrudzona soczewka + przedniaj osłony. | Wyczyść lub wymią + przednia sączewka + osłonowa. |
| Wkład jest brudny. | Wkład sąsciemniajańczy sąscięc woda z mydlem i międka sciereczka. | |
| Filtr nie ciemnieje po zajarzeniu Łuku elektrycznego. | czułość jest ustawiona zbyt nisko. | Dostosuj czułość do wymaganego poziomu. |
| Zabrudzona soczewka przytednej osłony. | Wyczyść lub wymiȩ 初始化 sądność sączewka osłony. | |
| Soczewka przytednej oslony jest uszkodzona. | Sprawdź,czy przyód nie popękany lub porysOWANY Załóź soczewkO ochronna wymiȩ w razie potrzeby. | |
| czujniki są zablokowane lub panel sloseczny jest zablokowy. | Upewnij są,że nie blokujesz czujników ani paneli slosecznych. ramenia lub(inner przyszatkody podczas spawania. Dostosujwoja pozycje tak, aby czujniki mogą widcieć Łuk spawalniczy. | |
| Wybrano tryb szlifomania. | Upewnij są,że wybrano opdowiedni odcień. | |
| Czy przy.§ćzifikacja na 5-9/9-13 jest zablokowy wŚrodku? | Ustaw przy.§ćzifikacja w odpowiedniaj pozycji. | |
| Filtr pozostaje ciemny po zakończeniu spawania. | czułość ustawiona zbyt wysoko. | Dostosuj czułość do wymaganego poziomu. |
| Ustawiono zbyt wysoki czas opóznienia. | Dostosuj czas opóznienia do wymaganego poziomu. | |
| Niski poziom naładowania baterii. | Wymiana baterii. | |
| Filtr nie ciemnieje po naci内分泌i przycisku TEST. | Niski poziom naładowania baterii. | Wymiana baterii. |
| Dioda LED nie sąsi po naci内分泌i przycisku. | Gniazdo wtykowe filtranie jest calkowicie włozone | Wyjmij wtyczne z gniazda ponownie są wąź do gniazda. |
OSTRZEJELENIE! Operator musi zaprzestć uzywania maski spawalniczej filtrrem automatycznie przyciemniającym. natychmiast,ości wyjej wymiemenione problemy nie mogość zostę naprawione. Skontaktuj są ze sprzedawca.
CZESCI ZAMIERNE
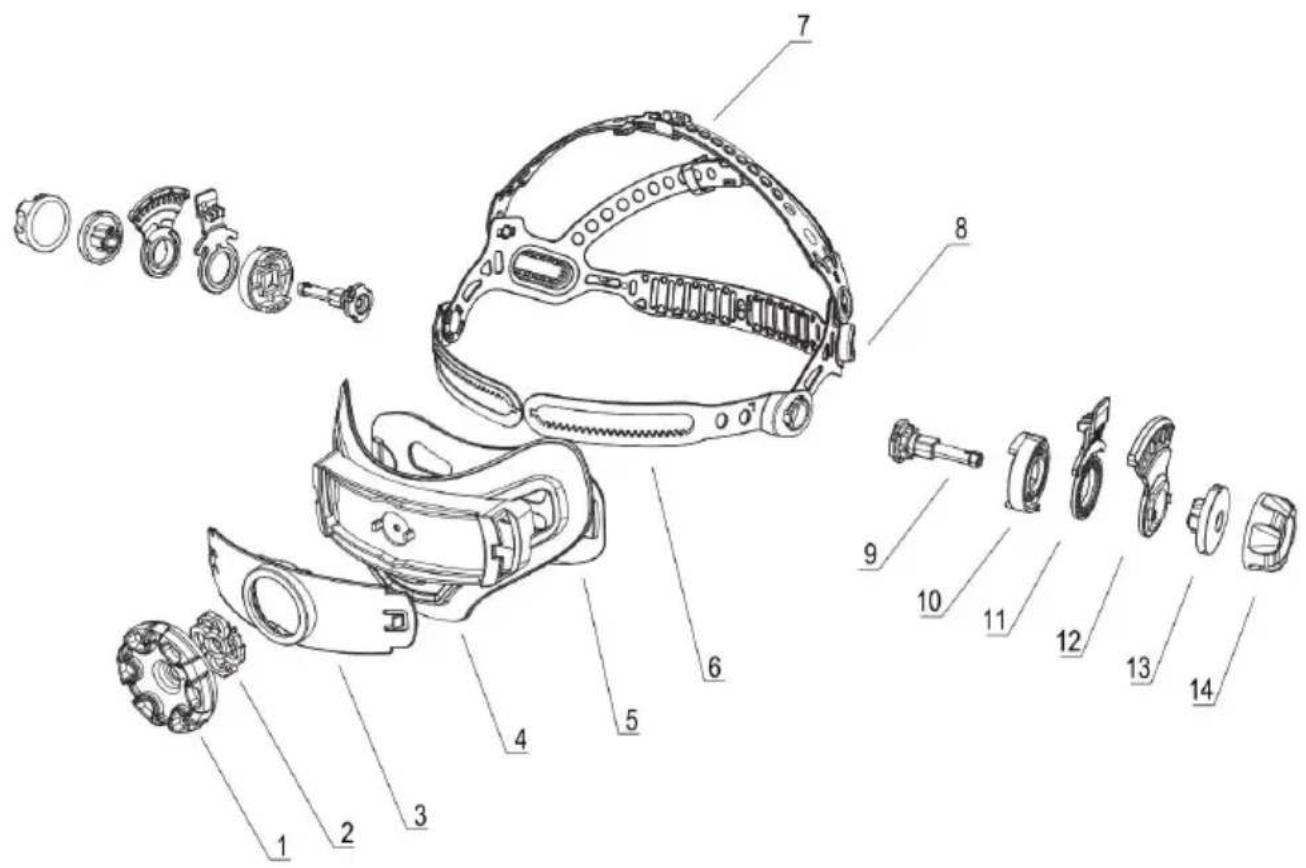
| NIE . | OPIS | NIE . | OPIS |
| 1 | Przektladnia kołaRCTczego | 8 | Łącznik |
| 2 | Walek zȩbaty | 9 | Wynajęcie |
| 3 | Tylna okładka1 | 10 | Pozycja-przytrzymaj przycisk-1 |
| 4 | Tylna okładka2 | 11 | Pltyta pozymcjonujęca |
| 5 | Pasek zȩbaty | 12 | Pozycja-przytrzymaj przycisk-2 |
| 6 | Przegrzebki1 | 13 | Nakráteka |
| 7 | Przegrzebki2 | 14 |
CZESCI ZAMIERNE
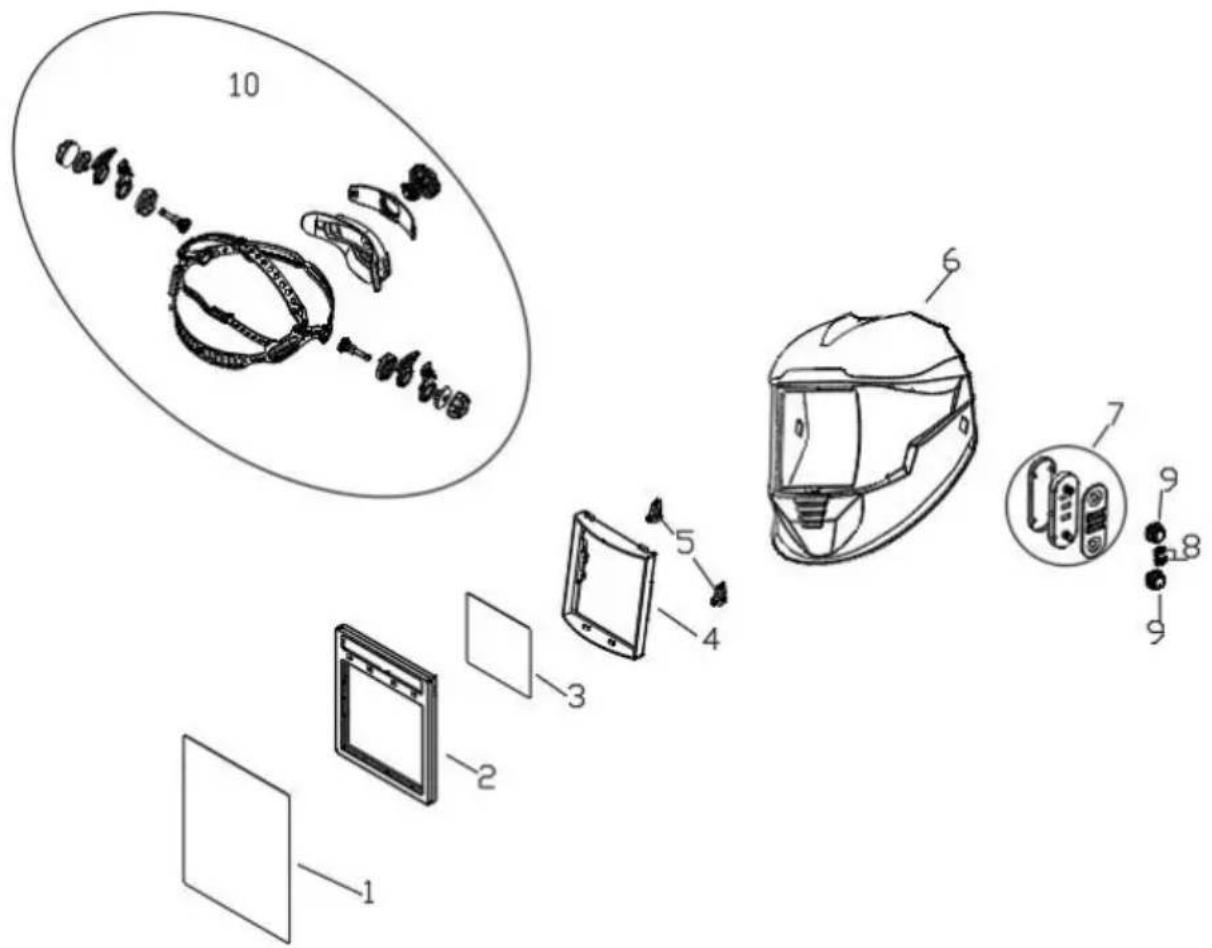
| NIE . | CZEŚC NR . | OPIS | ILOŚC |
| 1 | BY-010003 | Przednia osłona soczewki | 1 |
| 2 | BY-010001 | ADF | 1 |
| 3 | BY-010005 | Soczewka wewnętrzna | 1 |
| 4 | BY-010018 | Uchwyt na wkład | 1 |
| 5 | BY-010019 | Gałka uchwytu wkładu | 2 |
| 6 | BY-010002 | Skorupa kasku | 1 |
| 7 | BY-010021 | Moduţ regulazioni zewnȩtrznej | 1 |
| 8 | BY-010016 | Przycisk przyłączenia trybu/czasu opólznienia | 2 |
| 9 | BY-010015 | Pokrajność regulazioni odczenia/czułosci | 2 |
| 10 | BY-010014 | Przy.§bica | 1 |
PRAWIDŁOWA UTYLIZACJA

Ten produkt podlega przyepsiom dyrektywy europejskiej 2012/19/UE. Symbol przystawiajczy przyzekreslony kosz na smieci na kolarskach oznacza, ze produkt wymaga oddzielnej zbie odpadów w Unii Europejskiej. Dotyczy to produktu i wsztkich
akcesoriów oznaczonych tym symbolem. Produktów oznaczonych w tensposob nie sąna wyrzuć razem ze zwykymi opadami domowymi, naleź je oddac do punktu zbiórkiwelu recykingu urȩdzen elektrycznych i elektronicznych.
Producent: Shanghaiuxinmuyeyouxianggsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
Importowane do AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NSW 2122 Australia
Importowane do USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Pla Rancho Cucamonga, CA 91730
| UK | REP |




