
RDG 183b - Milling machine Fein - Free user manual and instructions
Find the device manual for free RDG 183b Fein in PDF.

| Product type | Pneumatic tube milling machine |
| Brand | Fein |
| Model | RDG 183b (type RDG 18-3 b) |
| Air pressure | 6 bar (max) |
| Air consumption | 72 l/s |
| Motor speed (no load) | 6000 rpm |
| Cutting tool speed | 35 rpm (type a) or 70 rpm (type b) |
| Feed rate | 40 mm/min (type a) or 80 mm/min (type b) |
| Useful power | 2000 W |
| Hose inner diameter | 15 mm |
| Net weight | approx. 89 kg |
| Dimensions (L x W x H) | 886 x 443 x 282 mm |
| Max. tool diameter | 220 mm |
| Tube diameter range | 250 to 3000 mm (depending on carrier axle position) |
| Sound pressure level | 87 dB(A) |
| Sound intensity level | 100 dB(A) |
| Machinable materials | Steel, cast iron (including coated tubes) |
| Main functions | Cutting and chamfering of tubes |
| Maintenance and cleaning | External cleaning, visual inspection, gear oil change (first change at 20-40 h, then every 80-120 h), lubrication of chains and threads |
| Safety | Wear hearing protection, do not use in explosive atmosphere, interrupt air supply before adjustments |
| Spare parts and repairability | Original FEIN spare parts available, list at www.fein.com, repair by authorized center |
| Included accessories | Transport container, case, crank, wrenches, roller chains, maintenance unit set, hose |
Frequently Asked Questions - RDG 183b Fein
User questions about RDG 183b Fein
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Milling machine in PDF format for free! Find your manual RDG 183b - Fein and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. RDG 183b by Fein.
USER MANUAL RDG 183b Fein
I. V. Schmidt I. V. Dr. Schreiber Quality Manager Director of Advanced Technology
natural_image
Close-up of a mechanical assembly with visible wiring and components, no text or symbols present.
Deutsch


Specifications....17
Intended use of the pipe milling machine....17
At a glance. 17
For your safety....17
Method of functioning (see Fig. A)....18
Before putting into operation. 19
Putting into operation. 19
Handling....20
Maintenance and repairs....21
Troubleshooting (type RSG (**) and RSG Ex (**) ).....23
Troubleshooting (type RDG (**) ). 24
Maintenance unit. 24
Guarantee....25
Milling tools and accessories....25
Spare parts 27
France


natural_image
Technical line drawing of a mechanical or electrical component with no visible text or symbols| Position der Laufachse | D A erforderliche Kettenlänge pro Seite | Gesamtkettenlänge | * | ||
| [mm] | [mm] | [mm] | |||
| I 250 | 452 | 1.427,0 | 2.854,0 | 5 | |
| 300 | 452 | 1.525,0 | 3.050,0 | 5 | |
| 350 | 450 | 1.632,0 | 3.264,0 | 6 | |
| 400 | 448 | 1.744,0 | 3.488,0 | 6 | |
| II 400 | 414 | 1.782,0 | 3.564,0 | 6 | |
| 450 | 413 | 1.898,0 | 3.796,0 | 7 | |
| 500 | 412 | 2.019,0 | 4.038,0 | 7 | |
| 550 | 411 | 2.144,0 | 4.288,0 | 7 | |
| 600 | 409 | 2.273,0 | 4.546,0 | 8 | |
| III 600 | 383 | 2.302,0 | 4.604,0 | 8 | |
| 650 | 383 | 2.433,0 | 4.866,0 | 8 | |
| 700 | 382 | 2.566,0 | 5.132,0 | 9 | |
| 750 | 381 | 2.702,0 | 5.404,0 | 9 | |
| 800 | 379 | 2.840,0 | 5.680,0 | 9 | |
| IV 800 | 356 | 2.862,0 | 5.724,0 | 10 | |
| 850 | 355 | 3.001,0 | 6.002,0 | 10 | |
| 900 | 355 | 3.142,0 | 6.284,0 | 10 | |
| 950 | 354 | 3.284,0 | 6.568,0 | 11 | |
| 1.000 | 354 | 3.428,0 | 6.856,0 | 11 | |
| V 1.000 | 312 | 3.464,0 | 6.928,0 | 11 | |
| 1.050 | 312 | 3.607,0 | 7.214,0 | 12 | |
| 1.100 | 313 | 3.751,0 | 7.502,0 | 12 | |
| 1.150 | 313 | 3.896,0 | 7.792,0 | 13 | |
| 1.200 | 313 | 4.062,0 | 8.124,0 | 13 | |
| 1.300 | 314 | 4.338,0 | 8.676,0 | 14 | |
| VI 1.300 | 293 | 4.355,0 | 8.710,0 | 14 | |
| 1.400 | 295 | 4.651,0 | 9.302,0 | 15 | |
| 1.500 | 297 | 4.950,0 | 9.900,0 | 16 | |
| 1.600 | 298 | 5.250,0 | 10.500,0 | 17 | |
| 1.700 | 299 | 5.533,0 | 11.106,0 | 18 | |
| 1.800 | 300 | 5.857,0 | 11.714,0 | 19 | |
| 1.900 | 301 | 6.162,0 | 12.324,0 | 20 | |
| 2.000 | 301 | 6.468,0 | 12.936,0 | 21 | |
| 2.100 | 302 | 6.775,0 | 13.550,0 | 22 | |
| 2.200 | 303 | 7.083,0 | 14.166,0 | 23 | |
| 2.300 | 303 | 7.391,0 | 14.782,0 | 24 | |
| 2.400 | 303 | 7.700,0 | 15.400,0 | 25 | |
| 2.500 | 304 | 8.009,0 | 16.018,0 | 26 | |
| 2.600 | 304 | 8.319,0 | 16.638,0 | 27 | |
| 2.700 | 305 | 8.629,0 | 17.258,0 | 28 | |
| 2.800 | 305 | 8.940,0 | 17.880,0 | 29 | |
| 2.900 | 305 | 9.251,0 | 18.502,0 | 30 | |
| 3.000 | 305 | 9.562,0 | 19.124,0 | 31 | |
Sachbeschädigung!
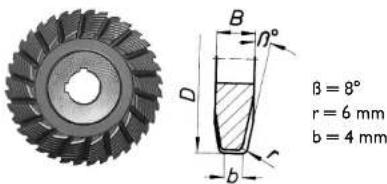
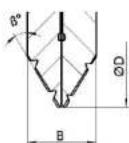
= 8^
r = 6 mm
b = 4 mm
Original Instructions.
Specifications.
Electric pipe milling machine:
Reference number 7 360 ... 7 360
Type* RSG Ex 18 a (**)RSG Ex 18 b (**)
Reference number 7 360 ... 7 360 ...
Type RSG 18 a (**) RSG 18 b (**)
Voltage 400 V
Frequency 50 Hz
Mains supply 3 \~ (three-phase current)
No-load speed
Motor 2860 r.p.m.
Length of the mains cable (with plug)
RSG Ex 18 a/b ( ^** ) 2 x 10 m
RSG 18 a/b (**)
Weight (net), approx.
Class of protection ⊕ / I
Protective type
Dimensions:
Max. tool ∅ 220 mm
Lmax
Hmax. 337 mm
W
Wmax. 445 mm W 372 mm
W _1 W _2
W_2 254 mm W 35.5 mm
^a Electromotor and auxiliary switch in explosion-proof design
The A-weighted sound level of the pipe milling machine in the typical case is:
Sound pressure level 92 dB (A); sound power level 105 dB (A).
Wear ear protection

Pneumatic pipe milling machine:
| Reference number | 7 560 ... 7 560 ... | |
| Type | RDG 18-3 a (**) RDG 18-3 b (**) | |
| Air pressure | 6 bar | |
| Air consumption under load | 72 l/s | |
| No-load speed | ||
| Motor 6000 r.p.m. | ||
| Cutting tools | 35 r.p.m. | 70 r.p.m. |
| Advancement | 40 mm/min 80 mm/min | |
| Output | 2000 W | |
| Hose width | 15 mm | |
| Weight (net), approx. | 89 kg | |
| Dimensions: | ||
| Max. tool ∅ | 220 mm | |
| L_max | 886 mm | |
| H_max | 282 mm | |
| W_max | 443 mm | |
| W_1 | 372 mm | |
| W_2 | 254 mm | |
| W_3 | 25.5 mm | |
The A-weighted sound level of the pipe milling machine in the typical case is:
Sound pressure level 87 dB (A); sound power level 100 dB (A).
Wear ear protection!

Measuring values are determined according to EN 61 029.
Intended use of the pipe milling machine.
The pipe milling machine is intended for cutting exposed pieces of piping and lengths of laid piping, made of steel or casting, and for chamfering pipe ends before welding.
EU Directive 94/9EU ATEX (Atmosphères Explosibles)
We should like to point out that the Fein pipe milling machines of type RDG (**) / RSG (**) / RSG Ex (**) have not been approved for use in areas where there is risk of explosion and that there are no EC type-approval certificates in accordance with the 94/9EC Directive for these pipe milling machines.
(In the case of pipe milling machine type RSG Ex ( ^** ), where the electromotor and the auxiliary switch are concerned, merely two ATEX-conform components are built In.)
The ATEX Directive is only valid for the EC countries.
At a glance.

1 Clamping unit
2 Fixation screw for side plate
3 Side plate
4 Specification plate
5 Bolt
6 Threaded spindle
7 Feed unit
8 Fillister head screw for feed unit
9 Tight-fit screw
10 Running axle
11 Nut
12 Hexagon screw
13 Disc
14 Tensioning axle
15 Nut
16 Tool spindle holder
17 Pipe nut
18 Fixation screw for motor
19 Fish plate
20 Securing ring
21 Chain wheel
22 Transport shaft
23 Securing ring
24 Pin
25 Screw plug, tool spindle holder
For your safety.
Before using this pipe milling machine please first read the following and act accordingly:
this Instruction Manual,
the relevant national industrial safety regulations.
This Instruction manual should be kept for later use and enclosed with the pipe milling machine, should it be passed on or sold.
General safety instructions.
ATTENTION! Please read all the following instructions. Errors caused by non-adherence to the following instructions can cause an electric shock, burns and/or severe injuries. The following term, "pipe milling machine", relates to the electrically powered and pneumatically powered pipe milling machines.
en
1. Work place.
a) Keep your work place clean and tidy. Untidiness and bad lighting can cause accidents.
b) When using the pipe milling machine, keep child and other persons at a safe distance away. If your mind is diverted, you might lose control of the pipe milling machine.
2. Electrical safety.
a) The electrical connection must not be changed in any way.
b) Protect the connection cable from heat, oil, sharp edges or moving parts. Connection cables that are damaged or tangled Increase the risk of an electric shock.
3. Safety when handling compressed air.
a) Check the compressed-air supply at regular intervals. Protect the hose from bending, squeezing, heat and sharp edges. Tighten the hose clamps. Make sure that damaged hoses and couplings are repaired immediately. If the air supply is defective, the compressed air hose can suddenly toss around and cause injuries. Dust and chippings flying up in the air can cause eye injuries.
4. Personal safety and safety of others.
a) Pay particular attention, be sure of what you are doing and tackle the work you are going to do with your pipe milling machine in a sensible manner. Do not use the pipe milling machine if you are tired or under the influence of drugs, alcohol or medication. One minute of carelessness whilst using the pipe milling machine can cause serious injuries.
b) Wear the following protective items above all things. Wearing protective items such as protective glasses (wear at all times!), dust mask, sturdy shoes that do not slip, a helmet or ear protection, depending on the job to be done using the pipe milling machine, reduces the risk of injuries.
c) Prevent the machine from starting unintentionally. Make sure that the main switch on the switchgear combination, the auxiliary switch or the ball valve are in the "OFF" position before you connect the pipe milling machine to the electric mains or compressed-air supply. If you connect the pipe milling machine to the electric power or compressed-air supply whilst it is switched on, this can cause accidents.
d) Remove the adjusting tools and the wrench before you switch the pipe milling machine on. A tool or wrench that has been left on a rotating part of the pipe milling machine can cause injuries.
e) Do not over-estimate yourself. Make sure you have a firm stance and can keep your balance at all times. In this way you are able to control the pipe milling machine better if anything unexpected happens.
f) Wear suitable clothing. Do not wear any baggy clothes or jewellery. Keep your hair, clothing and gloves away from any moving parts. Loose clothing, jewellery or long hair could get caught in the moving parts.
5. Application.
a) Do not overload the pipe milling machine. Use the correct cutting tool for your work. With the correct cutting tool you can work better and more safely.
b) Do not use a pipe milling machine that has a defective switch or ball valve. A pipe milling machine that can no longer be switched on or off is dangerous and must be repaired.
c) Disconnect the power supply before you undertake any adjustments to the machine or change the cutting tools. This precautionary measure prevents the pipe milling machine from starting unintentionally.
d) Do not allow anyone to use the pipe milling machine who is not familiar with it and has not read these instructions. Pipe milling machines are dangerous if they are used by inexperienced persons.
e) Service the pipe milling machine at regular intervals. Thoroughly examine the pipe milling machine for any possible incorrect alignment, check the correct fixation of the moving parts and that no other parts are damaged, and any other factors that could impair the operation of the pipe milling machine. A faulty pipe milling machine should be repaired before using it. A large number of avoidable accidents are caused by pipe milling machines that have been badly kept.
f) Keep the cutting tools sharp and clean. Cutting tools with sharp cutters that have been carefully looked after are less likely to jam and easier to guide.
g) Use the pipe milling machine, the accessories as well as cutting tools according to the instructions in this manual, whereby the working conditions and the activities to be carried out are to be taken into consideration. The use of pipe milling machines for applications different from those intended could result in hazardous situations.
Special safety instructions for pipe milling machines.

Risk of injury
Only transport the pipe milling machine with hoisting gear.
The national regulations for the prevention of accidents must be complied with when starting up, using and servicing the pipe milling machine.
The Explosion Protection Guidelines of the Professional and Trade Associations are to be observed at all times!
6. Electric pipe milling machines (type RSG ( ^** )).
The mains voltage must agree with the voltage specification on the pipe milling machine.
The connection for the pipe milling machine must have a fuse protection of 16 amperes.
Check the mains cable and if applicable, the extension cable at regular intervals!
Only connect the pipe milling machine to the switchgear combination when the main switch is turned OFF.
The switchgear combination must be accessible for the operator at all times.
7. Pneumatic pipe milling machines (type RDG [\*\*]).
The maximum pressure for the pipe milling machine is 6 bar.
Only connect the pipe milling machine to the compressed-air supply when the ball valve is closed.
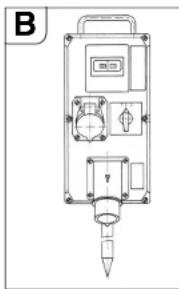
Method of functioning (see Fig. A).
The pipe milling machine cuts and machines pipe walls using chip-removing cutting tools. It is clamped onto the outer surface of the pipe using the clamping gear and runs around the pipe with a self-actuating advancement. The tools used are metal circular saw blades and profiling cutters with HSS steel or hard metal cutters, depending on the what the pipe is made of.
The setting for the cutting depth is made using the tool spindle holder (16) that is pivot-mounted in the two side plates (3), and can be adjusted by the threaded spindle (6).
The transport shaft (22) that causes the working advancement via the transporting wheels, is driven by the tool spindle via 2 worm-gear levels.
A slipping coupling protects the advancement gear against overload. The bearing of the tool spindle is of a particularly rigid design. The main gear, lubricated by an oil-bath, for driving the tool spindle consists of a planetary and worm-gear level.
The gear is dimensioned in such a way that no damage is caused if the chain should occasionally come to a halt. All gear shafts run in roller bearings.






The machine frame together with the axles has the task of guiding the clamped-on pipe milling machine on the pipe, and transmitting the forces for cutting and advancing. The alignment to the respective external diameter of the pipe is made by adjusting the running axle (10). The clamping chains are composed of individual, identical chain links that are joined together.
The number of the required chain links, i.e. the length of the clamping chain, depends on the external diameter of the pipe.
Before putting into operation.
Preliminary work on the pipe to be machined.
■ Pipes that are cut in the warehouse must be supported underneath such that the cutting tool does not wedge.
In the case of pipes that have been laid, a distance away from the pit wall of at least 50 cm, measured from the outer side of the pipe, must be given at any place over a length of 1 m.
■ The surface of the pipe must be free from any dirt or earth. Remove any soft protective coating on the surface of the pipe.
■ The cutting tool must be selected according to the pipe material, the required form of machining and the cooling lubricant.
For further information, please contact your coolant/lubricant supplier (also see compressed-air cooling-lubricant device 9 12 01 002 00 4).
Preliminary work on the pipe milling machine (see Fig. A).
Loosen the two nuts (11) lying opposite each other.
Raise the tool spindle holder (16) on the feed unit (7) using the handwheel (in the carrying case).
Remove the tight-fit screws (9) and re-mount the running axle (10) to the present external diameter of the pipe according to the instructions on the specification plate (4). For intermediate sizes, use the next largest external diameter of pipe. Tighten the tight-fit screws (9) again.
Specification plate:
| P | D[mm] [Inch] | |
| I 250 – 400 | 9.6 – 15.7 | |
| II 400 – 600 | 15.7 – 23.6 | |
| III 600 – 800 | 23.6 – 31.5 | |
| IV 800 – 1000 | 31.5 – 39.4 | |
| V 1000 – 1300 | 39.4 – 51.2 | |
| VI 1300 – 3000 | 51.2 – 118.1 |
P: Position of the running axle
D: Diameter of the pipe
Drive out the clamping fixtures (1) for the clamping chains by turning the sprung chain tensioner such that after placing the pipe milling machine on, sufficient clamping/tensioning distance is available.
Assemble the clamping chains to fit the external diameter of the pipe. Position the pipe milling machine on the pipe.
Clamping the pipe milling machine onto the pipe. Mounting the link chains.
Place the link chains (that still have open ends) on both sides of the pipe milling machine, over the pipe.
Raise the pipe milling machine and push the link chains underneath the chain wheels so that the link chains are in the mesh after the pipe milling machine has been placed down. Place the link chains with their open ends over the chain wheels of the clamping axle (14) and the link chains (10). Finally, the chain links
(14) and running axle (10). Finally close using the b (3 02 17 216 00 4) and secure with the 2 securing rings (4 26 34 020 00 5).
Tensioning the link chains.
Mount the link chains loosely over the pipe first by turning both the sprung chain tensioners. For exact alignment, push the pipe milling machine backwards and forwards a few times along the circumference of the pipe.
Tension the link chains by turning the sprung chain tensioners until the pin (24, see Fig. A) juts into the elongated hole of the sprung chain tensioner inside the groove punched in the circumference.
Watch the position of the pin during the cutting process. If the pipe should prove to be out of round, either retention or loosen.
Danger of accidents!
Do not continue to turn the sprung chain tensioner beyond this point!
Assembling the cutting tools.
Risk of injury
by switching ON unintentionallyn.
Before assembly, remove the mains plug or the compressed-air hose. Before assembly, remove the mains plug or the compressed-air hose.
■ Before mounting, clean the tool spindle and also the fitting area and contact surfaces.
■ Mount the cutting tool.
■ Tighten the tool tensioning nut.
Putting into operation.
Electric pipe milling machine:
natural_image
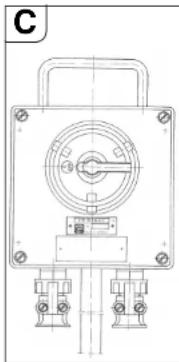
Technical line drawing of a mechanical device with no visible text or symbolsThe pipe milling machines with electric drive have an upstream switchgear combination that contains the following components:
-Main switch/reversing switch
-Motor protection switch
-Undervoltage release
-Plug connections
The main switch is used for switching on and for reversing the direction of rotation.
The motor protection switch and the undervoltage release form one unit. In the case of overload, the motor protection switch switches off; if there is a power cut,
the undervoltage trip disconnects the pipe milling machine from the mains in order to prevent it from starting again unintentionally.
The pipe milling machine is put into operation again by actuating the motor protection switch.
The switchgear combination is to be positioned such that it is accessible for the operator at all times.
Pipe milling machine partially in explosion-proof design:
natural_image
Technical line drawing of a mechanical device with mounting holes and a central rotary knob (no text or symbols)In front of the switchgear combination use a switch box with additional ON/OFF switch for actuating the pipe milling machine in areas in Zone 2 where there is risk of explosion.
The switch box is to be positioned such that it is accessible for the operator at all times.
Danger of explosion
The switchgear combination is to be set up outside Zone 2.
After actuating the automatic circuit breaker, the auxiliary switch must be switched off first prior to switching on again.






en
Pneumatic pipe milling machine:
The model RDG 18-3 a/b (**) is operated by the ball valve mounted on the compressed-air hose; the ball valve is directly in front of the pneumatic motor.
Handling.
Risk of injury
The guard must be completely closed and locked during operation! For pipe milling machines with an electric motor, it is important to ensure that the direction of rotation of the tool is correct. The direction of rotation can be reversed using the reversing switch.
■ Swing the running saw blade into the pipe as deeply as possible using the handwheel. Plunging the saw blade deeply into the pipe stabilises the cutting procedure.
■ For milling, choose the slightest possible tool depth. The removal volume increases as the cutting depth increases.
■ Plunge the cutting tool approx. 3 mm deeper than necessary; then return to the necessary depth; the cutting tool is then out of contact.
■ Switch off the pipe milling machine.
■ Then fix the setting by tightening both the nuts (11).
■ Switch the pipe milling machine on again.
■ Provided the motor power is sufficient the pipe wall should be cut in one operation.
■ Pipes that have already been laid can sag during sawing and wedge the cutting tool in the slit. For this reason, the wedges supplied with the machine must be knocked into the slit at regular intervals behind the sawing tool. In areas where there is risk of explosion, use wedges (6 33 05 013 00 2) (RSG Ex 18 a/b (**) standard accessories) and a hammer made of a non-sparking material.
■ Avoid overloading the pipe milling machine.
■ The machine is overloaded if the motor speed noticeably drops when inserting the running cutting tool. This also results in a decrease in the chip-removal volume.
For pipes with a thick wall (s > 10 mm) the welded joint must be milled in several operations.
Congruence In the cutting procedure Is Influenced by the following factors:
- Alignment of the pipe milling machine at the beginning,
- Geometric deviation of the pipe from the circular or cylindrical form,
- Sharpness of the cutting tools,
- Hardness of the material.
The pipe milling machine is adjusted in such a way that for pipe diameters of 300 mm and 600 mm the beginning and end of the cutting line are approximately in line.
Due to the eccentricity of the guide shaft, the adjustment mark (24, see Fig. D) is only binding for the two given diameters. For larger pipe diameters it may be necessary to make a readjustment.
Reverse run of the pipe milling machines (RSG [\*\*]/RSG Ex [\*\*]).
Avoid damage!
Before the pipe milling machine is reversed, ensure that the cutting tool is retracted, in order to avoid damaging the tool and the gears.
■ Turn the main switch/reversing switch to position "0" (OFF).
■ Retract the cutting tool.
■ Switch the reversing switch to reverse run.
The pipe milling machine is not suitable for cutting in reverse run! Reverse run is not possible with the pneumatic pipe milling machine!
Instructions for cooling.
Avoid damage!
We recommend using the FEIN compressed-air cooling lubricator. The chips can wedge if the cooling and lubrication are insufficient. This can cause the tool to break.
■ Always dry-cut cast iron pipes without using any cooling lubricant.
■ Cool the saw blade or cutter with soapy water whilst cutting plain steel pipes.
Setting the running accuracy.
D
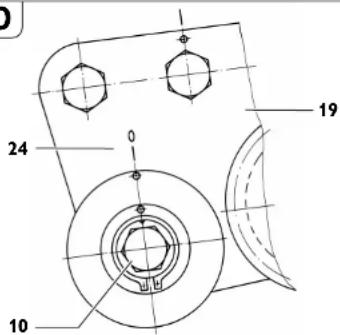
■ Unscrew the nut (15, see Fig A) SW 46.
■ Turn the axle (10) respective to the fish plate (19).
■ Tighten the nut (15).
By turning the axle (10) clockwise (towards the cutting tool), the cutting tool moves rightwards (the viewing direction is the same as the running direction of the pipe milling machine).
When turning the axle anticlockwise, the cutting tool moves leftwards.
Clamping on the pipe milling machine.
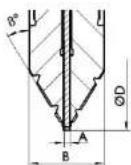
E
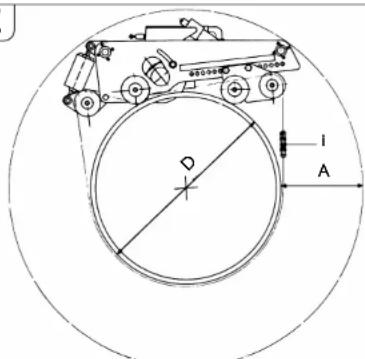
"A" required working space for the deepest cutting depth.
“D” External diameter of the pipe
“i” Number of chain links for pipe diameter “D”.
| Position of the running axle | D A Required chain | Total chain length | i* | ||
| [mm] | [mm] | [mm] [mm] | |||
| 1250 | 452 | 1.427.0 | 2.854.0 | 5 | |
| 300 | 452 | 1.525.0 | 3.050.0 | 5 | |
| 350 | 450 | 1.632.0 | 3.264.0 | 6 | |
| 400 | 448 | 1.744.0 | 3.488.0 | 6 | |





| Position of the running axle | D A Required chain | Total chain length | i* | ||
| [mm] | [mm] | [mm] [mm] | |||
| II 400 | 414 | 1.782.0 | 3.564.0 | 6 | |
| 450 | 413 | 1.898.0 | 3.796.0 | 7 | |
| 500 | 412 | 2.019.0 | 4.038.0 | 7 | |
| 550 | 411 | 2.144.0 | 4.288.0 | 7 | |
| 600 | 409 | 2.273.0 | 4.546.0 | 8 | |
| III 600 | 383 | 2.302.0 | 4.604.0 | 8 | |
| 650 | 383 | 2.433.0 | 4.866.0 | 8 | |
| 700 | 382 | 2.566.0 | 5.132.0 | 9 | |
| 750 | 381 | 2.702.0 | 5.404.0 | 9 | |
| 800 | 379 | 2.840.0 | 5.680.0 | 9 | |
| IV 800 | 356 | 2.862.0 | 5.724.0 | 10 | |
| 850 | 355 | 3.001.0 | 6.002.0 | 10 | |
| 900 | 355 | 3.142.0 | 6.284.0 | 10 | |
| 950 | 354 | 3.284.0 | 6.568.0 | 11 | |
| 1.000 | 354 | 3.428.0 | 6.856.0 | 11 | |
| V 1.000 | 312 | 3.464.0 | 6.928.0 | 11 | |
| 1.050 | 312 | 3.607.0 | 7.214.0 | 12 | |
| 1.100 | 313 | 3.751.0 | 7.502.0 | 12 | |
| 1.150 | 313 | 3.896.0 | 7.792.0 | 13 | |
| 1.200 | 313 | 4.062.0 | 8.124.0 | 13 | |
| 1.300 | 314 | 4.338.0 | 8.676.0 | 14 | |
| VI 1.300 | 293 | 4.355.0 | 8.710.0 | 14 | |
| 1.400 | 295 | 4.651.0 | 9.302.0 | 15 | |
| 1.500 | 297 | 4.950.0 | 9.900.0 | 16 | |
| 1.600 | 298 | 5.250.0 | 10.500.0 | 17 | |
| 1.700 | 299 | 5.553.0 | 11.106.0 | 18 | |
| 1.800 | 300 | 5.857.0 | 11.714.0 | 19 | |
| 1.900 | 301 | 6.162.0 | 12.324.0 | 20 | |
| 2.000 | 301 | 6.468.0 | 12.936.0 | 21 | |
| 2.100 | 302 | 6.775.0 | 13.550.0 | 22 | |
| 2.200 | 303 | 7.083.0 | 14.166.0 | 23 | |
| 2.300 | 303 | 7.391.0 | 14.782.0 | 24 | |
| 2.400 | 303 | 7.700.0 | 15.400.0 | 25 | |
| 2.500 | 304 | 8.009.0 | 16.018.0 | 26 | |
| 2.600 | 304 | 8.319.0 | 16.638.0 | 27 | |
| 2.700 | 305 | 8.629.0 | 17.258.0 | 28 | |
| 2.800 | 305 | 8.940.0 | 17.880.0 | 29 | |
| 2.900 | 305 | 9.251.0 | 18.502.0 | 30 | |
| 3.000 | 305 | 9.562.0 | 19.124.0 | 31 | |
*Reference number 3 02 31 013 02 7 consisting of 10 chain links, each 635 mm long.
To attain optimum chain pre-tensioning, the halved chain links supplied in the carrying case with a length of 31.75 mm can be used, if need be.
Example:
For a pipe diameter of D=400 mm, 6 chain links (reference number 3 02 31 013 02 7) are required.
Final work after completing each job.
■ Retract the cutting tool
■ Switch off the pipe milling machine
■ Remove the cutting tool
■ Unclamp the pipe milling machine.
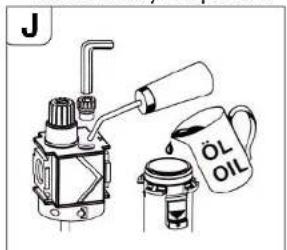
For pneumatic machines:
■ After uncoupling the compressed-air hose, pour a little corrosion-preventing oil into the air supply of the pneumatic motor and run it for a short time.
■ Close the hose opening with a protective cap.
Storing the pipe milling machine.
■ Protect the outer metallic parts against corrosion.
■ Store the pipe milling machine in a dry place.
Maintenance and repairs.
Maintenance and repairs.
We recommend our customer service department (central repair). Address at the end of this instruction manual.
Only use original FEIN spare parts.

Risk of injury
by switching ON unintentionallyn.
Before commencing any work on the pipe milling machine, disconnect the mains plug or the compressed-air hose!
General information
Servicing work may only be carried out by qualified engineers.
Care and maintenance work mainly comprises the following:
- Cleaning the outside of the pipe milling machine and the clamping chain
- Visual check of the entire pipe milling machine
- Changing the gear oil
- Filling the compressed-air maintenance unit with lubricant
- Greasing the movement thread and chains
- Greasing the guides of the tool spindle holder in the clamping and transport device.
Care of the link chains
After removing most of the dirt on the chain with benzine used for cleaning, petroleum or similar agent, clean it carefully moving the chain links.
For guaranteeing sufficient lubrication, leave the chains in viscous oil, e. g. gear oil SAE 140 for several hours.
⚠️ Danger of accidents!
Before using the chain parts again, make a thorough visual check of the chain links and ensure that they are in perfect condition. Change any damaged parts and replace any missing securing rings.
Tool spindle holder
■ Check the gear-oil level
■ If necessary, change the gear oil.
See also the section on "Lubricants and lubrication plan".
Checking the gear-oil level
Check the oil level and tightness of the tool spindle holder each time before using:
■ Place the pipe milling machine with the side plate opposite the tool protection lying on a horizontal base.
■ Remove the screw plug (25, Fig. A).
Please note:
The oil level is correct if a little gear oil is still just seeping from the tapped hole.
■ If necessary, top up with gear oil (see the section on "Lubricants and lubrication plan").
■ Screw on the screw plug again tightly.
Changing the gear oil
The gear oil is to be changed according to the number of operating hours given in the table, however, at least ever 18 months.
| Gear-oil change intervals [operating hours] | RSG Ex 18 a (**) RSG 18 a (**) RDG 18-3 a (**) | RSG Ex 18 b (**) RSG 18 b (**) RDG 18-3 b (**) |
| First oil change after 20 - | 40 80 - 120 | |
| Next oil change after 80 - | 120 200 - 250 |
Our central repairs department carries out the oil change for you and disposes of the used oil.
Drain the gear oil in its warm operating condition immediately after storing the pipe milling machine.
22 en
Pneumatic motor
The pneumatic motor is to be examined and cleaned thoroughly, using clean, oiled compressed air, free from water, after 200 hours of operation, however at least once a year. We therefore recommend our central repairs department for maintenance and repair work on the pneumatic motor.
Avoid damage!
Failure to carry out the stipulated checks can result in considerable damage and a reduction in the performance of the pneumatic motor.
Disassembling the pneumatic motor:
■ Position the pipe milling machine such that the pneumatic motor is at the highest point of the tool spindle holder.
■ Remove the 6 fillister head screws (18) (see Fig. A).
■ Remove the pneumatic motor.
Assemble in the reverse sequence. Care must be taken to connect the motor pinion and planetary gear exactly.
Feed unit (see Fig. A)
- Keep the surface area of the pipe nut (17) free from any dirt and rust formation and always grease slightly.
■ When changing the gear oil, clean the movement thread and grease.
Disassembly:
■ Remove the fillister head screw (8).
■ Pull the bolt (5) out of the cover.
■ Then, using the handwheel unscrew the feed unit from the pipe nut.
■ Clean and grease the threaded parts (see the section on "Lubricants and lubrication plan" on page 23).
■ Change any faulty oil rings.
Assembly:
Assemble in the reverse sequence. Do not damage the oil rings during assembly!
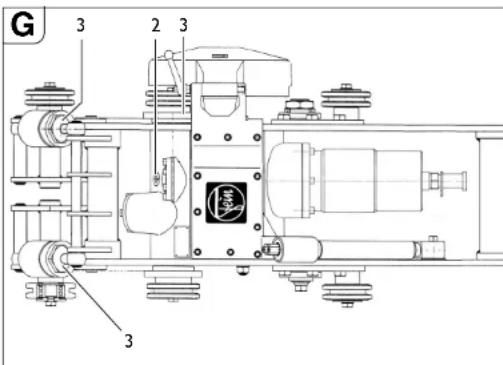
Clamping unit
Avoid dirtying the thread on the eye bolts
(3, Fig. G) in the sprung chain tensioner.
If necessary, clean and grease the thread.
Lubricants and lubrication plan
Lubricants for the pneumatic motor
The pneumatic motor is lubricated via the oiler of the maintenance unit. Merely add a few droplets of oil into the air intake of the pneumatic motor after prolonged downtime.
Lubricating oil for the tool spindle holder
| Lubricant ARAL OL Degol | Size of container | Reference number Temperature range [°C] | Specification |
| BMB 460 | 2 litres 3 | 21 32 009 01 3 -15 | oil typeCLPF acc. to DIN 15502 |
| BMB 100 | 2 litres 3 | 21 32 009 02 9 -35 |
Gear-oil viscosity recommendation for different ambient temperature ranges:
F
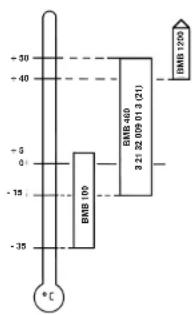
Machines with country code N34 (recognisable by the Order No. on the type plate by digit 9 and 10, which have the numbers 3 and 47360 XX XX 34 X) are delivered with BMB 100.
On delivery, the tool spindle holder is filled with ARAL OIL Degol BMB 460. We urgently request you NOT to use any other gear oil. Lubricants for gliding surfaces
For lubricating and maintaining the gliding surfaces we recommend acidless, water-resistant branded, friction-bearing grease products.
| Lubrication point Lubricant or fuel | |
| 2 (gears) see table: Lubricating oil for tool spindle holder | |
| 3 (gliding surfaces and movement thread) | Friction-bearing grease |

Troubleshooting (type RSG ( ^ ) and RSG Ex ( ^ )).
| Fault Possible causes Measures to | be taken | ||
| Motor and cutting tool stop functioning | Very low ambient temperatures Use FEIN gear oil for low temperatures | ||
| Blunt cutting tool Change the cutting tool | |||
| No mains voltage Check the mains connection and switching devices | |||
| Incorrect mains voltage Check the data for the mains connection | |||
| Advancement too fast or material removal too high during one revolution | Align the gears and/or reduce the plunging depth | ||
| Oil loss in the gear box Replenish oil. If oil loss occurs again, look for leakage point and repair. | |||
| Excessive temperature increase in the motor Reactivate the switchgear combination 3 07 02 041 01 4 | |||
| Defective chain wheel Damaged chain link | Link Change the chain link | ||
| Chain Incorrectly joined Check the joins and correct | |||
| Chain bolt only partially inserted Fully insert the bolt | |||
| Faulty cutting procedure Pipe milling machine and chain are not correctly aligned | See Chapter „Preliminary work on the pipe milling machine (see Fig. A).“ auf Page 19 and Abschnitt „Clamping the pipe milling machine onto the pipe.“ auf Page 19 | ||
| Guide shaft not eccentric Adjust the running accuracy, see Chapter „Setting the running accuracy.“ auf Page 20 | |||
| Blunt cutting tool Change the cutting tool | |||
| Pipe is laid at an incline or vertical, or pipe is out of round | Use the track guiding device, see Chapter „Clamping the pipe milling machine onto the pipe.“ auf Page 19 und Chapter „Track guiding“ auf Page 27 | ||
| Cutting tool is overloaded Align the gears and/or reduce the plunging depth | |||
| The function of the machine is reduced or ineffective | No mains voltage Check the mains connection and switching devices | ||
| Switch is not on Check switch | |||
| Coupling slips Align the gears or request the FEIN factory to adjust the pick-up torque of the coupling | |||
| Strong vibrations | Advancement too fast | Align gears | |
| Cutting tool too deep | Raise the cutting tool | ||
| Nuts (11) have not been tightened | Tighten nuts | ||
| Chain loose | Check chain tension | ||
| Blunt cutting tool Chang the cutting tool | |||
Troubleshooting (type RDG (**)).
| Fault Possible causes Measures to be taken | ||
| Motor and cutting tool stop functioning | Ice formation in the pneumatic motor Use | special lubricant |
| Blunt cutting tool Change the cutting tool | ||
| Fall In pressure Check the compressed-air supply (6 bar) | ||
| Dirt, rust or worn lamellae in the pneumatic motor | Send the motor to the FEIN repairs | |
| Advancement too fast or material removal too high during one revolution | Align the gears and/or reduce the plunging depth | |
| Oil loss in the gear box Replenish oil. If oil loss occurs again, look for leakage point and repair. | ||
| Defective chain wheel Damaged | chain link Change the chain link | |
| Chain incorrectly joined Check the joins and correct | ||
| Chain bolt only partially inserted Fully insert the bolt | ||
| Faulty cutting procedure Pipe milling machine and chain are not correctly aligned | See Chapter „Preliminary work on the pipe milling machine (see Fig. A).“ auf Page 19 and Abschnitt „Clamping the pipe milling machine onto the pipe.“ auf Page 19 | |
| Guide shaft not eccentric Adjust the running accuracy, see Chapter „Setting the running accuracy.“ auf Page 20 | ||
| Blunt cutting tool Change the cutting tool | ||
| Pipe Is laid at an Incline or vertical, or pipe Is out of round | ||
| Cutting tool is overloaded Align the gears and/or reduce the plunging depth | ||
| The function of the machine is reduced or Ineffective | Insufficient or no compressed air Check the compressed-air unit for deficiencies or obstacles | |
| Lamellae are worn Change the lamellae | ||
| Motor is insufficiently lubricated Check the oil level in the maintenance unit | ||
| Coupling slips | Align the gears or request the FEIN factory to adjust the pick-up torque of the coupling | |
| Strong vibrations | Advancement too fast | Align gears |
| Cutting tool too deep | Raise the cutting tool | |
| Nuts (11) have not been tightened Tighten nuts | ||
| Chain loose | Check chain tension | |
| Blunt cutting tool Change the cutting tool | ||

Maintenance unit.
for type RDG (\*\*)
The service life of a pneumatic system mainly depends on the processing of the compressed air.
Therefore, filters and line oilers are built into each pneumatic system as maintenance units; however, these have to be operated and serviced correctly.
Installing the maintenance unit
The installation is carried out in the direction of the arrow, a near as possible to the consumer (max. distance away, 10 m).
Filter
The compressed-air filter cleans the compressed air, thereby filtering out the moisture and solid substances. A filter insert is installed of 40 µm. Smaller pore sizes can be supplied upon request.
Maintenance
Drain the condensation water regularly via the draining plug.
Cleaning
Release the maintenance unit of pressure and loosen the container from the bayonet lock. Loosen the Impingement disc and take out the filter insert; clean the filter Insert or replace it by a new one. Screw filter in ensuring O-ring is mounted. Mount container to bayonet lock.
H
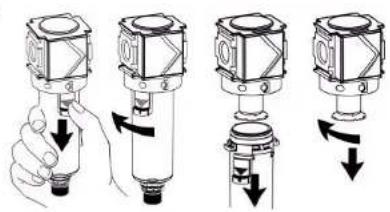
Avoid damage!
Plastic containers (polycarbonate) must only be cleaned with water or benzine used for cleaning purposes.
No liability can be assumed for damage caused due to non-adherence to these instructions.








Line oilers
Compressed-air line oilers conduct a thinly oiled mist to the compressed air and thereby create a constant, reliable lubrication for pneumatically powered compressed-air tools.
The built-in air diaphragm adjusts automatically to the air passage. The minimum pressure is 0.5 bar.
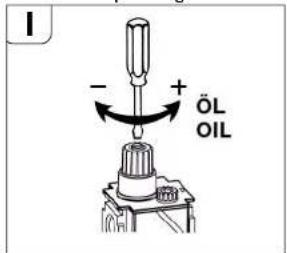
Setting
The oil quantity, measured in drops per minute, can be regulated using the metering screw. To do this, turn the screw in the oiler attachment anti-clockwise, approx. 1 revolution. The drops can be seen in the inspection glass.
Operation
The filling level can be seen on the container. Due to the built-in, pressure-regulating valve, topping up is possible during operation without turning off the compressed air.
- Unscrew the filler plug.
- Fill the container with oil; do not use a funnel.
- Alternatively, dismount the container at the bayonet lock and directly fill in oil. Mount container on again.
- Close the opening again with the filler plug. The oiler is ready for operation.
Max. operating pressure and temperature
For filters and oil-mist lubricators with polycarbonate container, the max. operating pressure is 16 bar to +30 °C max., and 10 bar to +50 °C max.
The following oil types are to be used for the maintenance unit:
■ For light to normal loads, use HLP/ISO-VG22 hydraulic oil with corrosion-protection properties (Order No. 3 21 32 017 05 0 - 0.25 l) or
■ For high loads, use HLP/ISO-VG46 hydraulic oil with corrosion-protection properties (Order No. 3 21 32 006 01 7 - 0.5 l).
■ When not using for longer periods (several months), we recommend using corrosion-protection oils with HD properties (load-carrying capacity level: min. 8) before putting out of operation; e.g. engine-preservation oils „Mobilarma 524“ (Mobil) or „Ensis 10W“ (Shell).
Under unfavourable operating conditions, cold temperatures (below +3 °C) and/or high water content of the compressed air, the motor can ice up. This can be avoided by using a commercially available synthetic de-icing and lubrication agent, e.g., Kilfrost“, or by using „Renolin SDL 1808“ in conjunction with the metal container of the maintenance unit! Drain the lines and oiler first. Avoid any mixing, as this would reduce or nullify the de-icing effect. The remaining lubrication film does not have to be removed.
■ Kilfrost Anti-icing agent (DEPRAG - Order No. 807287)
■ Kilfrost 400 (Weyer Indutec)
■ Renolin SDL 1808 (Fuchs) Is a biologically degradable compressed-air lubricant for restricted use when laying pipes for drinking water! Please generally observe the relevant regulations, legal provisions and the lubricant agent manufacturer's notes.
Flow pressure:
A flow pressure in excess of 6 bar leads to wear. A too low flow pressure leads to performance reductions.
Concerning the compressed-air quality according to ISO 8573-1, we recommend:
Class Resi- Residual Dust Residual Water
dual Oil
| [mg/m3] | Particle size [μm] | Concen-tration (max.) [mg/m3] | Pres-sure dew point [°C] | Concen-tration (max.) [g/m3] |
| 5 | 1 | 5 | 8 |
oiled air
For 3155-200,88
unoiled
air
Guarantee.
The guarantee on the product is valid according to the legal regulations in the country where it is marketed.
Milling tools and accessories.
Circular saw blades

1

2

3
Form 1, HSS, for gear type:
a, b - for machining steel pipes
∅ Width Weight Number Max. cutting Reference number of teeth depth
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0,5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0,7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0,9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 5 | 1,3 | 70 | 68 | 6 35 02 041 00 1 |
Form 2, HSS, for gear type:
b - for machining cast Iron pipes
| ∅ Width Weight Number of teeth | Max. cutting depth | Reference number | |||
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0,7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0,9 | 50 | 45 | 6 35 02 099 00 4 |
en
Form 3, HSS, with tungsten teeth, for gear type:
b - For cutting cast iron pipes (even with cement collar) and unalloyed steel pipes to 400 N/mm²
∅ Width Weight Number Max. cutting Reference number of teeth depth
| [mm] [mm] [kg] [mm] | |||
| 160 4 0,5 | 40 | 25 | 6 35 02 080 00 8 |
| 180 4 0,7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 4 0,9 | 50 | 45 | 6 35 02 084 00 2 |
Adjusting spring
W x H x L (mm)
6×6×3240221044000
8×7×3240221050005
Transport container
Length x Width x Height
mm mm mm
1000 × 800 × 395 3 39 01 114 00 7
Form cutter
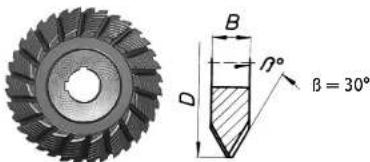
V-form, HSS, for gear type:
a - for machining steel pipes, high-alloyed
b - for machining plain steel pipes and cast iron pipes up to a max. wall thickness of 10 mm and a max. diameter of 1600 mm
| D | B | Weight | Number of teeth | Max. cutting depth | Reference number | |
| [mm] | [mm] | [kg] | [mm] | |||
| 160 | 30 | 2,85 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 2,85 | 36 | 37,5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 4,8 | 36 | 37,5 | 25 | 6 35 08 094 00 0 |
U-form, HSS, for gear type:
a - for machining steel pipes, high-alloyed
b - for machining plain steel pipes and cast iron pipes up to a max. wall thickness of 10 mm and a max. diameter of 1600 mm
| D | B | Weight | Number of teeth | Max. cutting depth | Reference number |
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 25 | 2.8 | 40 | 25 | 6 35 08 089 00 7 |
Gang cutters, HSS, for gear type:
a - for machining steel pipes, high-alloyed
b - for machining plain steel pipes and cast iron pipes up to a max. wall thickness of 10 mm and a max. diameter of 1600 mm
| D | B | Weight | Number of teeth | B | Max. cutting depth | Reference number |
| [mm] | [mm] | [kg] | [mm] | |||
| 160 | 38 | 2,85 | 40 | 65 | 25 | 6 35 08 091 01 0 |
| 150 | 28 | 2,0 | 32 | 30 | 25 | 6 35 08 099 01 0 |
| 160 | 38 | 2,85 | 40 | 37,5 | 25 | 6 35 08 095 01 0 |
Gang cutters, HSS, for gear type:
a - for machining steel pipes, high-alloyed
b - for machining plain steel pipes and cast iron pipes up to a max. wall thickness of 10 mm and a max. diameter of 1600 mm
| D | B | Weight | Number of teeth | β Max. cutting depth | Reference number |
| [mm] | [mm] | [kg] | [mm] | ||
| 154 | 30,5 | 2,5 | 32 | 30 25 | 6 35 08 099 02 0 |
Special form cutters for other materials and other cutting geometries upon request
Chain link
10 chain links x 63.5 mm = 635 mm
Reference number 3 02 31 013 02 7
1 chain link x 31.75 mm
Reference number 3 02 31 029 00 2
Spare bolt
Reference number 3 02 17 216 00 4
Spare securing ring
Reference number 4 26 34 020 00 5
Spitting wedges made of steel
Reference number 6 33 05 006 00 8
Splitting wedges, non-sparking
Reference number 6 33 05 013 00 2



Standard accessories
| Reference number | Quantity | Description |
| 3 39 01 114 00 7 1 | Transport container | |
| 3 39 01 031 00 1 1 | Carrying case | |
| 3 21 22 007 01 7 1 | Handwheel | |
| 6 29 01 016 00 2 1 | Open-jawed wrench, SW 46 | |
| 6 29 03 010 00 6 1 | Open-jawed wrench, SW 55 | |
| 6 29 11 010 00 0 1 | Ring spanner, 17/19 | |
| 6 29 06 013 00 5 1 | Box spanner, SW 46 | |
| 3 02 31 029 00 2 1 | Roller chain | |
| 3 02 17 216 00 4 2 | Bolt | |
| 4 26 34 020 00 5 4 | Securling ring | |
| 6 33 05 006 00 8 1 | Drift only for RSG 18 a/b (**),RDG 18-3 a/b (**) | |
| 6 33 05 013 00 2 5 | Drift, non-sparkingonly for RSG Ex 18 a/b (**) | |
| 3 07 02 041 01 4 1 | Switchgear combination only forRSG 18 a/b (**),RSG Ex 18 a/b (**) | |
| 3 21 74 009 00 1 1 | Round loop | |
| 3 21 74 010 00 3 1 | Round loop | |
| 3 07 28 188 00 8 1 | CEE coupling for RSG 18 a/b (**and RSG Ex 18 a/b (**) | |
| 3 21 32 006 01 7 1 | Oil can only forRDG 18-3 a/b (**) | |
| 3 27 15 129 02 0 1 | Maintenance unit ass. only forRDG 18-3 a/b (**) | |
| 3 14 14 001 02 3 1 | Hose ass. only forRDG 18-3 a/b (**) |
Optional accessories
| Reference number | Quantity | Description |
| 3 02 31 013 02 7 | Chain with | 10 links |
| 4 26 34 020 00 5 | Securing ring | |
| 3 02 17 216 00 4 | Bolt | |
| 4 30 12 051 12 2 | Tight-fit screw | |
| 6 33 05 013 00 2 | Non-sparking drift | |
| 3 07 09 022 01 2 | Connection cable (electric) | |
| 9 12 01 002 00 4 | Compressed-air cooling-lubricant device (DKSE) | |
| 3 24 33 027 01 7 | Connection parts for CCLU (board) | |
| 3 27 15 129 02 0 | Maintenance unit ass. only for RDG 18-3 a, b (**) | |
| 9 26 01 023 02 3 | Compressor for CCLU | |
| 3 14 14 055 00 2 | PA-DL hose, complete, for compressor | |
| 4 11 36 005 01 9 | Coupling sleeve |
Compressed-air, cooling-lubricant device 9 12 01 002 00 4
Due to the possible high cutting and advancing speeds of the pipe milling machine, it is necessary to cool and lubricate the tools when machining steel. The compressed-air, cooling-lubricant device function on the principle of finely dispersing and vapourising the cooling lubricant and thereby offers constant, reliable cooling and lubrication through the spray nozzles fitted on the pipe milling machine. In addition, pollution of the ground at the building site is avoided which is otherwise normally caused by applying the drilling emulsion manually.
As a cooling-lubricant fluid we recommend using the metal-working lubricant, BIOCUT 3000. It is a new kind of fully synthetic, high-performance lubricant; it has an excellent adhesion and cooling effect, is water-soluble, biologically well-decomposable and economical (depending on the setting, up to approx. 0.3dm^3/h per nozzle). BIOCUT 3000 is free from any substances endangering the health. It fulfils all the requirements of the German association, Deutscher Verein des Gas- und Wasserfachs e. V. (DVGW).
All the contents comply with the Directives of the FDA (Food and Drug Administration) and the Deutsches Arzneibuch (DAB) [German book on medicine] in its currently valid version.
The lubricant can be purchased from the company: Fa. Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
Tel. +49 (0) 721/45 05 55
For the three-phase-current versions RSG (**)/RSG Ex (**) , a compressor is required, i.e. FEIN reference number 9 26 01 023 02 3 , with a suction volume of approx. 130 l/min, for enabling the use of the compressed-air, cooling-lubricant device.
Track guiding
Due to the Influences mentioned (see page 19) on the track accuracy of the pipe milling machine, a simple, metal sleeve divided into two parts has been developed; It is clamped onto the pipe and thereby takes over the lateral guidance of the pipe milling machine.
The sleeve consists of 2 sheet-metal parts with a square profile attached to the outside, along which the wheels of the pipe milling machine glide.
As the sleeves have to be produced individually for each diameter of pipe, they cannot be supplied ex works. Nevertheless we do provide the drawings free of charge (3 27 15 089 00 2 and Off. sheet 522).
Spare parts.
The latest spare parts list can be found on the Internet under www.feln.com.
fr
Notice originale.
natural_image
Technical line drawing of a mechanical or electrical component with no visible text or symbols| Position de l'axe por- teur | D A longueur de [mm] [mm] [mm] | chaîne nécessaire pour chaque côté [mm] | Longueur totale de la chaîne | i° | |
| IV 800 | 356 | 2.862,0 | 5.724,0 | 10 | |
| 850 | 355 | 3.001,0 | 6.002,0 | 10 | |
| 900 | 355 | 3.142,0 | 6.284,0 | 10 | |
| 950 | 354 | 3.284,0 | 6.568,0 | 11 | |
| 1.000 | 354 | 3.428,0 | 6.856,0 | 11 | |
| V 1.000 | 312 | 3.464,0 | 6.928,0 | 11 | |
| 1.050 | 312 | 3.607,0 | 7.214,0 | 12 | |
| 1.100 | 313 | 3.751,0 | 7.502,0 | 12 | |
| 1.150 | 313 | 3.896,0 | 7.792,0 | 13 | |
| 1.200 | 313 | 4.062,0 | 8.124,0 | 13 | |
| 1.300 | 314 | 4.338,0 | 8.676,0 | 14 | |
| VI 1.300 | 293 | 4.355,0 | 8.710,0 | 14 | |
| 1.400 | 295 | 4.651,0 | 9.302,0 | 15 | |
| 1.500 | 297 | 4.950,0 | 9.900,0 | 16 | |
| 1.600 | 298 | 5.250,0 | 10.500,0 | 17 | |
| 1.700 | 299 | 5.553,0 | 11.106,0 | 18 | |
| 1.800 | 300 | 5.857,0 | 11.714,0 | 19 | |
| 1.900 | 301 | 6.162,0 | 12.324,0 | 20 | |
| 2.000 | 301 | 6.468,0 | 12.936,0 | 21 | |
| 2.100 | 302 | 6.775,0 | 13.550,0 | 22 | |
| 2.200 | 303 | 7.083,0 | 14.166,0 | 23 | |
| 2.300 | 303 | 7.391,0 | 14.782,0 | 24 | |
| 2.400 | 303 | 7.700,0 | 15.400,0 | 25 | |
| 2.500 | 304 | 8.009,0 | 16.018,0 | 26 | |
| 2.600 | 304 | 8.319,0 | 16.638,0 | 27 | |
| 2.700 | 305 | 8.629,0 | 17.258,0 | 28 | |
| 2.800 | 305 | 8.940,0 | 17.880,0 | 29 | |
| 2.900 | 305 | 9.251,0 | 18.502,0 | 30 | |
| 3.000 | 305 | 9.562,0 | 19.124,0 | 31 | |
natural_image
Technical line drawing of a mechanical device with mounting holes and a central rotary knob (no text or symbols)| Posizione dell'asse mobile | D A Lunghezza necessaria delle catene per lato | Lunghezza totale delle catene | I^* | ||
| [mm] | [mm] | [mm] | |||
| I 250 | 452 | 1.427,0 | 2.854,0 | 5 | |
| 300 | 452 | 1.525,0 | 3.050,0 | 5 | |
| 350 | 450 | 1.632,0 | 3.264,0 | 6 | |
| 400 | 448 | 1.744,0 | 3.488,0 | 6 | |
| II 400 | 414 | 1.782,0 | 3.564,0 | 6 | |
| 450 | 413 | 1.898,0 | 3.796,0 | 7 | |
| 500 | 412 | 2.019,0 | 4.038,0 | 7 | |
| 550 | 411 | 2.144,0 | 4.288,0 | 7 | |
| 600 | 409 | 2.273,0 | 4.546,0 | 8 | |
| III 600 | 383 | 2.302,0 | 4.604,0 | 8 | |
| 650 | 383 | 2.433,0 | 4.866,0 | 8 | |
| 700 | 382 | 2.566,0 | 5.132,0 | 9 | |
| 750 | 381 | 2.702,0 | 5.404,0 | 9 | |
| 800 | 379 | 2.840,0 | 5.680,0 | 9 | |
| Posizione dell'asse mobile | D A Lunghezza necessarla delle catene per lato | Lunghezza totale delle catene | i^p | ||
| [mm] | [mm] | [mm] | |||
| IV 800 | 356 | 2.862,0 | 5.724,0 | 10 | |
| 850 | 355 | 3.001,0 | 6.002,0 | 10 | |
| 900 | 355 | 3.142,0 | 6.284,0 | 10 | |
| 950 | 354 | 3.284,0 | 6.568,0 | 11 | |
| 1.000 | 354 | 3.428,0 | 6.856,0 | 11 | |
| V 1.000 | 312 | 3.464,0 | 6.928,0 | 11 | |
| 1.050 | 312 | 3.607,0 | 7.214,0 | 12 | |
| 1.100 | 313 | 3.751,0 | 7.502,0 | 12 | |
| 1.150 | 313 | 3.896,0 | 7.792,0 | 13 | |
| 1.200 | 313 | 4.062,0 | 8.124,0 | 13 | |
| 1.300 | 314 | 4.338,0 | 8.676,0 | 14 | |
| VI 1.300 | 293 | 4.355,0 | 8.710,0 | 14 | |
| 1.400 | 295 | 4.651,0 | 9.302,0 | 15 | |
| 1.500 | 297 | 4.950,0 | 9.900,0 | 16 | |
| 1.600 | 298 | 5.250,0 | 10.500,0 | 17 | |
| 1.700 | 299 | 5.553,0 | 11.106,0 | 18 | |
| 1.800 | 300 | 5.857,0 | 11.714,0 | 19 | |
| 1.900 | 301 | 6.162,0 | 12.324,0 | 20 | |
| 2.000 | 301 | 6.468,0 | 12.936,0 | 21 | |
| 2.100 | 302 | 6.775,0 | 13.550,0 | 22 | |
| 2.200 | 303 | 7.083,0 | 14.166,0 | 23 | |
| 2.300 | 303 | 7.391,0 | 14.782,0 | 24 | |
| 2.400 | 303 | 7.700,0 | 15.400,0 | 25 | |
| 2.500 | 304 | 8.009,0 | 16.018,0 | 26 | |
| 2.600 | 304 | 8.319,0 | 16.638,0 | 27 | |
| 2.700 | 305 | 8.629,0 | 17.258,0 | 28 | |
| 2.800 | 305 | 8.940,0 | 17.880,0 | 29 | |
| 2.900 | 305 | 9.251,0 | 18.502,0 | 30 | |
| 3.000 | 305 | 9.562,0 | 19.124,0 | 31 | |
natural_image
Technical line drawing of a mechanical or electrical component with no visible text or symbols| Posición del eje de roda-dura | D A Longitud de la [mm] [mm] [mm] | cadena por lado [mm] | Longitud total de la cadena | i* | |
| I 250 | 452 | 1.427,0 | 2.854,0 | 5 | |
| 300 | 452 | 1.525,0 | 3.050,0 | 5 | |
| 350 | 450 | 1.632,0 | 3.264,0 | 6 | |
| 400 | 448 | 1.744,0 | 3.488,0 | 6 | |
| II 400 | 414 | 1.782,0 | 3.564,0 | 6 | |
| 450 | 413 | 1.898,0 | 3.796,0 | 7 | |
| 500 | 412 | 2.019,0 | 4.038,0 | 7 | |
| 550 | 411 | 2.144,0 | 4.288,0 | 7 | |
| 600 | 409 | 2.273,0 | 4.546,0 | 8 | |
| III 600 | 383 | 2.302,0 | 4.604,0 | 8 | |
| 650 | 383 | 2.433,0 | 4.866,0 | 8 | |
| 700 | 382 | 2.566,0 | 5.132,0 | 9 | |
| 750 | 381 | 2.702,0 | 5.404,0 | 9 | |
| 800 | 379 | 2.840,0 | 5.680,0 | 9 | |
| IV 800 | 356 | 2.862,0 | 5.724,0 | 10 | |
| 850 | 355 | 3.001,0 | 6.002,0 | 10 | |
| 900 | 355 | 3.142,0 | 6.284,0 | 10 | |
| 950 | 354 | 3.284,0 | 6.568,0 | 11 | |
| 1.000 | 354 | 3.428,0 | 6.856,0 | 11 | |
| V 1.000 | 312 | 3.464,0 | 6.928,0 | 11 | |
| 1.050 | 312 | 3.607,0 | 7.214,0 | 12 | |
| 1.100 | 313 | 3.751,0 | 7.502,0 | 12 | |
| 1.150 | 313 | 3.896,0 | 7.792,0 | 13 | |
| 1.200 | 313 | 4.062,0 | 8.124,0 | 13 | |
| 1.300 | 314 | 4.338,0 | 8.676,0 | 14 | |
| VI 1.300 | 293 | 4.355,0 | 8.710,0 | 14 | |
| 1.400 | 295 | 4.651,0 | 9.302,0 | 15 | |
| 1.500 | 297 | 4.950,0 | 9.900,0 | 16 | |
| 1.600 | 298 | 5.250,0 | 10.500,0 | 17 | |
| 1.700 | 299 | 5.553,0 | 11.106,0 | 18 | |
| 1.800 | 300 | 5.857,0 | 11.714,0 | 19 | |
| 1.900 | 301 | 6.162,0 | 12.324,0 | 20 | |
| 2.000 | 301 | 6.468,0 | 12.936,0 | 21 | |
| 2.100 | 302 | 6.775,0 | 13.550,0 | 22 | |
| 2.200 | 303 | 7.083,0 | 14.166,0 | 23 | |
| 2.300 | 303 | 7.391,0 | 14.782,0 | 24 | |
| 2.400 | 303 | 7.700,0 | 15.400,0 | 25 | |
| 2.500 | 304 | 8.009,0 | 16.018,0 | 26 | |
| 2.600 | 304 | 8.319,0 | 16.638,0 | 27 | |
| 2.700 | 305 | 8.629,0 | 17.258,0 | 28 | |
| 2.800 | 305 | 8.940,0 | 17.880,0 | 29 | |
| 2.900 | 305 | 9.251,0 | 18.502,0 | 30 | |
| 3.000 | 305 | 9.562,0 | 19.124,0 | 31 | |
= 8^ r = 6mm b = 4mm
natural_image
Technical line drawing of a mechanical or electrical component with no visible text or symbols| Позицияходовойоси | D A Невобходимая | Общая длинацели | i^* | ||
| длина цепи наодну сторону | |||||
| [мм] | [мм] [мм] | [мм] | |||
| IV 800 | 356 | 2.862,0 | 5.724,0 | 10 | |
| 850 | 355 | 3.001,0 | 6.002,0 | 10 | |
| 900 | 355 | 3.142,0 | 6.284,0 | 10 | |
| 950 | 354 | 3.284,0 | 6.568,0 | 11 | |
| 1.000 | 354 | 3.428,0 | 6.856,0 | 11 | |
| V 1.000 | 312 | 3.464,0 | 6.928,0 | 11 | |
| 1.050 | 312 | 3.607,0 | 7.214,0 | 12 | |
| 1.100 | 313 | 3.751,0 | 7.502,0 | 12 | |
| 1.150 | 313 | 3.896,0 | 7.792,0 | 13 | |
| 1.200 | 313 | 4.062,0 | 8.124,0 | 13 | |
| 1.300 | 314 | 4.338,0 | 8.676,0 | 14 | |
| VI 1.300 | 293 | 4.355,0 | 8.710,0 | 14 | |
| 1.400 | 295 | 4.651,0 | 9.302,0 | 15 | |
| 1.500 | 297 | 4.950,0 | 9.900,0 | 16 | |
| 1.600 | 298 | 5.250,0 | 10.500,0 | 17 | |
| 1.700 | 299 | 5.553,0 | 11.106,0 | 18 | |
| 1.800 | 300 | 5.857,0 | 11.714,0 | 19 | |
| 1.900 | 301 | 6.162,0 | 12.324,0 | 20 | |
| 2.000 | 301 | 6.468,0 | 12.936,0 | 21 | |
| 2.100 | 302 | 6.775,0 | 13.550,0 | 22 | |
| 2.200 | 303 | 7.083,0 | 14.166,0 | 23 | |
| 2.300 | 303 | 7.391,0 | 14.782,0 | 24 | |
| 2.400 | 303 | 7.700,0 | 15.400,0 | 25 | |
| 2.500 | 304 | 8.009,0 | 16.018,0 | 26 | |
| 2.600 | 304 | 8.319,0 | 16.638,0 | 27 | |
| 2.700 | 305 | 8.629,0 | 17.258,0 | 28 | |
| 2.800 | 305 | 8.940,0 | 17.880,0 | 29 | |
| 2.900 | 305 | 9.251,0 | 18.502,0 | 30 | |
| 3.000 | 305 | 9.562,0 | 19.124,0 | 31 | |
Connection diagram, motor





- Deutsch
- France
- Sachbeschädigung!
- Original Instructions.
- Specifications.
- Electric pipe milling machine:
- Length of the mains cable (with plug)
- Weight (net), approx.
- Protective type
- Dimensions:
- Lmax
- W
- W _1 W _2
- Intended use of the pipe milling machine.
- EU Directive 94/9EU ATEX (Atmosphères Explosibles)
- At a glance.
- Clamping unit
- Side plate
- Bolt
- Feed unit
- Tight-fit screw
- Running axle
- Nut
- Disc
- Nut
- Pipe nut
- Fish plate
- Securing ring
- Transport shaft
- Pin
- For your safety.
- General safety instructions.
- en
- Work place.
- Electrical safety.
- Safety when handling compressed air.
- Personal safety and safety of others.
- Application.
- Special safety instructions for pipe milling machines.
- Risk of injury
- Electric pipe milling machines (type RSG ( ** )).
- Pneumatic pipe milling machines (type RDG [\*\*]).
- Method of functioning (see Fig. A).
- Before putting into operation.
- Preliminary work on the pipe to be machined.
- Preliminary work on the pipe milling machine (see Fig. A).
- Clamping the pipe milling machine onto the pipe. Mounting the link chains.
- Tensioning the link chains.
- Danger of accidents!
- Assembling the cutting tools.
- Putting into operation.
- Pipe milling machine partially in explosion-proof design:
- Danger of explosion
- Pneumatic pipe milling machine:
- Handling.
- Reverse run of the pipe milling machines (RSG [\*\*]/RSG Ex [\*\*]).
- Avoid damage!
- Instructions for cooling.
- Setting the running accuracy.
- Clamping on the pipe milling machine.
- Example:
- Final work after completing each job.
- For pneumatic machines:
- Storing the pipe milling machine.
- Maintenance and repairs.
- General information
- Care of the link chains
- ⚠️ Danger of accidents!
- Tool spindle holder
- Checking the gear-oil level
- Please note:
- Changing the gear oil
- en
- Pneumatic motor
- Disassembling the pneumatic motor:
- Feed unit (see Fig. A)
- Disassembly:
- Assembly:
- Clamping unit
- Lubricants and lubrication plan
- Lubricants for the pneumatic motor
- Maintenance unit.
- for type RDG (\*\*)
- Installing the maintenance unit
- Filter
- Maintenance
- Cleaning
- Line oilers
- Setting
- Operation
- Max. operating pressure and temperature
- Guarantee.
- Milling tools and accessories.
- Circular saw blades
- Adjusting spring
- Transport container
- Form cutter
- Chain link
- Spare bolt
- Spare securing ring
- Spitting wedges made of steel
- Splitting wedges, non-sparking
- Compressed-air, cooling-lubricant device 9 12 01 002 00 4
- Track guiding
- Spare parts.
- fr
- Notice originale.
Brand : Fein
Model : RDG 183b
Category : Milling machine