
RDG 183b - фрезерный станок Fein - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно RDG 183b Fein в формате PDF.

| Тип продукта | Пневматическая фрезерная машина для труб |
| Бренд | Fein |
| Модель | RDG 183b (тип RDG 18-3 b) |
| Давление воздуха | 6 бар (макс) |
| Расход воздуха | 72 л/с |
| Скорость двигателя (на холостом ходу) | 6000 об/мин |
| Скорость режущего инструмента | 35 об/мин (тип a) или 70 об/мин (тип b) |
| Подача | 40 мм/мин (тип a) или 80 мм/мин (тип b) |
| Полезная мощность | 2000 Вт |
| Внутренний диаметр шланга | 15 мм |
| Вес нетто | ок. 89 кг |
| Размеры (Д x Ш x В) | 886 x 443 x 282 мм |
| Макс. диаметр инструмента | 220 мм |
| Диапазон диаметров труб | от 250 до 3000 мм (в зависимости от положения несущей оси) |
| Уровень звукового давления | 87 дБ(A) |
| Уровень звуковой мощности | 100 дБ(A) |
| Обрабатываемые материалы | Сталь, чугун (включая покрытые трубы) |
| Основные функции | Резка и снятие фасок с труб |
| Обслуживание и очистка | Внешняя очистка, визуальный контроль, замена масла в редукторе (первая замена через 20-40 ч, затем каждые 80-120 ч), смазка цепей и резьб |
| Безопасность | Используйте средства защиты слуха, не используйте во взрывоопасной среде, отключайте питание перед регулировкой |
| Запасные части и ремонтопригодность | Оригинальные запасные части FEIN доступны, список на www.fein.com, ремонт в авторизованном сервисном центре |
| Комплект поставки | Транспортировочный контейнер, ящик, рукоятка, ключи, роликовые цепи, блок подготовки воздуха, шланг |
Часто задаваемые вопросы - RDG 183b Fein
Вопросы пользователей о RDG 183b Fein
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего фрезерный станок в формате PDF бесплатно! Найдите своё руководство RDG 183b - Fein и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. RDG 183b бренда Fein.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ RDG 183b Fein
Технические данные....64
Назначение трубофрезерной машины. 64
Краткий обзор. 64
Для Вашей безопасности. 64
Принцип действия (см. рис. А). 66
До начала работы.66
Введение машины в эксплуатацию....67
Обращение с машиной....67
Техобслуживание и ремонт....68
Устранение неисправностей (тип RSG (**) и
RSG Ex (**) 70
Устранение неисправностей (тип RDG (**) ). .....71
Блок воздухоподготовки. 72
Гарантия....73
Фрезерный инструмент и принадлежности.....73
Запчасти 75






A
Инструкция по эксплуатации.
Технические данные.
Трубофрезерная машина с электроприводом:
Номер для заказа 7 360 ... 7 360.
Тип* RSG Ex 18 a (**) RSG Ex 18 b (**)
Номер для заказа 7 360 ... 7 360 ...
Тип RSG 18 a (**) RSG 18 b (***)
Напряжение 400 В
Частота 50 Гц
Вид электропитания 3 \~ (трехфазный)
Число оборотов холостого хода
Мотор 2860 об/мин
Режущие инструменты 35 об/мин 70 об/мин
Подача 40 мм/мин 80 мм/мин
Номинальная потребляемая 2000 Вт
МОЩНОСТЬ
Отдаваемая мощность 1500 Вт
Длина кабеля подключения (с вилкой)
RSG Ex 18 a/b ( ^** ) 2 x 10 m
RSG 18 a/b ( ^** ) 10 m
Вес (нетто), ок.
Класс защиты от поражения ⊕/1
электротоком
Степень защиты IP X4
Размеры:
Диаметр инструмента, 220 мм
макс.
| L_max. | 886 MM |
| H_max. | 337 MM |
| B_max. | 443 MM |
| B_1 | 372 MM |
| B_2 | 254 MM |
| B_3 | 25,5 MM |
*Электромотор и дополнительный выключатель во взрывозащищенном исполнении
А-взвешенный уровень шума трубофрезерной машины составляет, типично: уровень звукового давления 92 дБ (А); уровень звуковой мощности 105 дБ (А).
Носить противошумы!

Трубофрезерная машина с пневмоприводом:
Номер для заказа 7 560 ... 7 560 ...
Тип RDG 18-3 a (**) RDG 18-3 b (**)
Давление воздуха 6 бар
Расход воздуха под 72 л/с
нагрузкой
Число оборотов холостого хода
Мотор 6000 об/мин
Режущие инструменты 35 об/мин 70 об/мин
Подача 40 мм/мин 80 мм/мин
Отдаваемая мощность 2000 Вт
Внутренний диаметр шланга 15 мм
Вес (нетто), ок. 89 кг
Размеры:
Диаметр инструмента, 220 мм
макс.
| L_max. | 886 MM |
| H_max. | 282 MM |
| B_max. | 443 MM |
| B1 | 372 MM |
| B2 | 254 MM |
| B3 | 25,5 MM |
А-взвешенный уровень шума трубофрезерной машины составляет, типично: уровень звукового давления 87 дБ (А); уровень звуковой мощности 100 дБ (А).
Носить противошумы!
Значения измерены согласно стандарту EN 61 029.
Назначение трубофрезерной машины.
Трубофрезерная машина предназначена для резки свободнолежащих отрезков труб и для прокладки трубопроводов из стали или чугуна, а также для скашивания кромок концов труб перед сваркой
Директивы ЕС 94/9ЕС АТЕХ
(взрывоопасная атмосфера)
Трубофрезерные машины фирмы ФАЙН типов RDG (**) / RSG (**) / RSG Ex (**) не имеют допуска для работы на взрывоопасных участках и на эти трубофрезерные машины нет свидетельств об испытаниях образца согласно
Директиве 94/9EC.
(В трубофрезерную машину RSG Ex (**) встроены только две составляющие – электромотор и дополнительный выключатель -, отвечающие нормам ATEX.)
Директивы ATEX распространяются только на территорию Европейского сообщества.
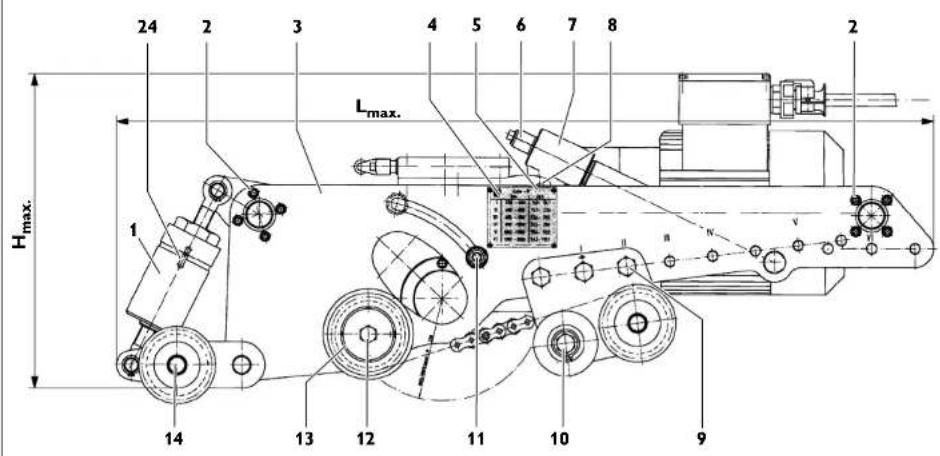
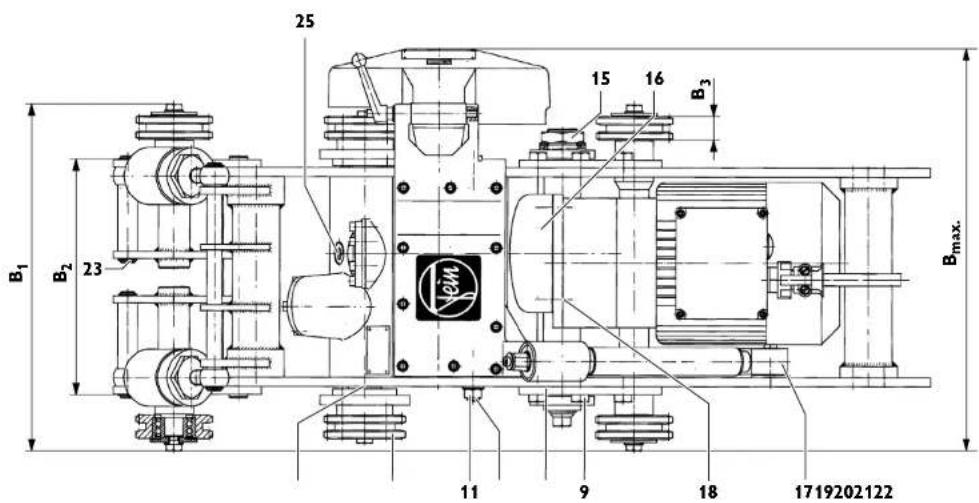
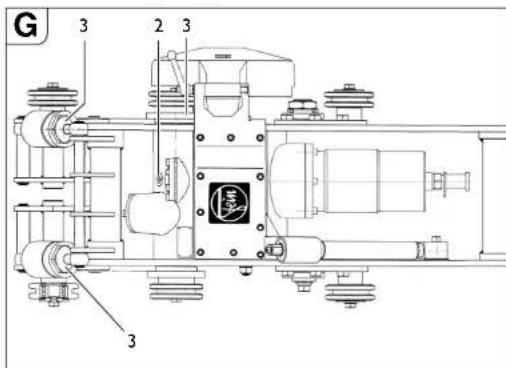
Краткий обзор.

I Зажимное устройство
2 Крепежный винт для боковой плиты
3 Боковая плита
4 Табличка наружных диаметров трубы
5 Болт
6 Ходовой винт
7 Механизм подачи на врезание
8 Винт с цилиндрической головкой для механизма подачи на врезание
9 Призонный болт
10 Ходовая ось
II Гайка
12 Винт с шестигранной головкой
13 Шайба
14 Ось натяжения
15 Гайка
16 Инструментальная шпиндельная бабка
17 Гайка с трубной резьбой
18 Крепежный винт мотора
19 Накладка
20 Стопорное кольцо
21 Цепная звездочка
22 Транспортный ва
23 Стопорное кольцо
24 Штифт
25 Резьбовая заглушка инструментальной шпиндельной бабки
Для Вашей безопасности.
Перед использованием трубофрезерной машины прочитать и соответственно действовать:
общие указания по безопасности для трубофрезерных машин, национальные положения об охране труда.
Храните это руководство по эксплуатации для дальнейшего пользования и прилагайте его к трубофрезерной машине при ее продаже или передаче в пользование.





Общие указания по безопасности.
ВНИМАНИЕ! Прочтите все приведенные ниже указания. Ошибки, совершенные из-за несоблюдения этих указаний, могут привести к поражению электротоком, пожару или тяжелым травмам. Применяемое в дальнейшем понятие
«Трубофрезерная машина» распространяется на трубофрезерные машины с электроприводом и с пневмоприводом.
I. Рабочее место.
a) Рабочий участок должен быть чистым и убранным. Беспорядок и плохое освещение могут привести к несчастным случаям.
b) Не допускать детей и посторонних лиц близко к работающей трубофрезерной машине. При отвлечении Вы можете потерять контроль над трубофрезерной машиной.
2. Электробезопасность трубофрезерных машин с электроприводом.
а) Никоим образом нельзя изменять электрическое присоединение.
b) Защищайте электрокабель подключения от воздействия высоких температур, масла, острых кромок, вращающихся и двигающихся частей. Поврежденные или перехлестнутые кабели подключения повышают риск поражения электротоком.
3. Безопасность в обращении с сжатым воздухом.
a) Регулярно проверяйте подачу сжатого воздуха. Защищайте шланг от изгибов, пережимов, воздействия высоких температур и острых кромок. Крепко затягивайте хомутики шланга. Поврежденные шланги и муфты немедленно ремонтировать. При неисправности системы питания сжатым воздухом напорный шланг может резко бить в пространстве и привести к травмам. Поднятая пыль или стружка могут привести к ранениям глаз.
4. Безопасность людей.
а) Будьте внимательными, следите за работой машины, ведите себя разумно при работе трубофрезерной машины. Не работайте с трубофрезерной машиной в усталом состоянии, под влиянием наркотиков, спиртных напитков или лекарств. Одно мгновение невнимательности при работе с трубофрезерной машиной может привести к тяжелым травмам.
b) Применяйте средства индивидуальной защиты. Постоянно пользуйтесь защитными очками. Такие средства защиты, как противопылевого респиратора, защитная обувь на нескользящей подошве, защитный шлем и противовумы, применяемые при наличии соответствующих вредных факторов, снижают риск травмирования и заболевания.
с) Избегайте непреднамеренного включения машины. Перед подключением трубофрезерной машины к электрической сети или сети сжатого воздуха проверьте выключенное положение главного выключателя коммутационного блока, дополнительного выключателя или шарового крана. Подключение включенной трубофрезерной машины к сети электропитания или подачи сжатого воздуха может привести к несчастным случаям.
d) Перед, включением трубофрезерной машины удалить инструменты настройки и смены режущего инструмента. Инструмент или ключ, оставленный на вращающемся узле трубофрезерной машины, может привести к травмам.
e) Не переоценивайте себя. Занимайте устойчивое положение и в любое время держите равновесие. В таком положении Вы можете лучше контролировать трубофрезерную машины в неожиданных ситуациях.
f) Носите подходящую одежду. Не носите широкую одежду или украшения. Держите волосы, одежду и перчатки подальше от двигающихся частей. Широкая одежда, украшения или длинные волосы могут быть затянуты двигающимися частями.
5. Работа с машиной.
a) Не перегружайте трубофрезерную машину. Применяйте для работы правильный режущий инструмент. С помощью правильно выбранного режущего инструмента Вы выполните работу быстрее и безопаснее.
b) Не применяйте трубофрезерную машину с несправным выключателем или шаровым краном. Трубофрезерная машина, которая не включается или не выключается опасна и должна быть отремонтирована.
с) До начала работ по настройке или смене режущего инструмента отключите подачу энергии к машине. Эта мера предосторожности предотвращает непреднамеренный запуск трубофрезерной машины
d) Не допускайте к работе с трубофрезерной машиной лиц, которые не знакомы с ней или не читали настоящих указаний. Трубофрезерные машины опасны в руках неопытных людей.
e) Регулярно проводите техобслуживание трубофрезерной машины. Проверяйте трубофрезерную машину на правильную выверку и надежность крепления подвижных частей, а также другие факторы, которые могут отрицательно повлиять на эксплуатацию трубофрезерной машины. Неисправная трубофрезерная машина должна быть отремонтирована до начала работы. Большое число предотвратимых несчастных случаев имеют свое начало в плохом техобслуживании трубофрезерных машин.
f) Содержать режущий инструмент в остром и чистом состоянии. Тщательно ухоженный режущий инструмент с острыми режущими кромками работает лучше и безопаснее.
g) Используйте трубофрезерную машину, принадлежности, режущие инструменты и т. д. в соответствии с указаниями данного руководства по эксплуатации, учитывая при этом условия работы и вид выполняемой операции.
Использование трубофрезерной машины для выполнения других, не предусмотренных для ее эксплуатации операций, может привести к возникновению опасных ситуаций.
Специальные указания по безопасности для трубофрезерных машин.
⚠️ Опасность травмирования
Трубофрезерные машины транспортировать только с помощью подъемных механизмов.
При введении в эксплуатацию, во время работы и при техобслуживании трубофрезерной машины соблюдайте национальные правила техники безопасности.
Директивы по взрывобезопасности профессиональных союзов должны строго соблюдаться!
6. Трубофрезерные машины с электроприводом (тип RSG ( ^** )).
Напряжение источника тока должно соответствовать данным, указанным на трубофрезерной машине.
Присоединение трубофрезерной машины должно быть защищено предохранителем на 16 А.
Регулярно проверяйте кабель подключения к сети и, при наличии, кабель-удлинитель!
Подключайте трубофрезерную машину к блоку коммутации только при выключенном главном выключателе.
Блок коммутации должен всегда находится в пределах досягаемости оператора.
7. Трубофрезерные машины с пневмоприводом (тип RDG (\*\*)).
К трубофрезерной машине разрешается подключать давление не более 6 бар.
Подключайте трубофрезерную машину к сети сжатого воздуха только с закрытым шаровым краном.
ru
Принцип действия (см. рис. А).
Трубофрезерная машина отрезает и обрабатывает стенки трубы с помощью режущего инструмента. С помощью крепежного устройства машина устанавливается на наружной стороне трубы и с помощью собственного механизма рабочей подачи обегает трубу снаружи. В качестве инструмента служат круглые пильные диски для металла и профильные фрезы, режущая кромка которых выполнена в зависимости от материала трубы из быстрорежущей стали повышенной прочности или из твердого сплава.
Установка глубины реза производится с помощью инструментальной шпиндельной бабки (16), шарнирно закрепленной на обеих боковых плитах (3) и переставляемой ходовым винтом (6).
Транспортный вал (22), который с помощью транспортных колес создает движение рабочей подачи, приводится от инструментального шпинделя с помощью 2 ступеней червячной передачи.
Фрикционная муфта предохраняет редуктор подачи от перегрузки.
Инструментальный шпиндель вращается в очень жестких подшипниках. Главный редуктор, со смазкой погружением, для привода инструментального шпинделя состоит из планетарной и червячной ступеней.
Редуктор рассчитан таким образом, что случайное торможение цепи до полной остановки не приводит к повреждению. Все валы редуктора вращаются в подшипниках качения.
Полость машины с осями предназначена для ведения по трубе закрепленной трубофрезерной машины и для передачи сил резания и подачи. Увязка с наружным диаметром трубы осуществляется перестановкой ходовой оси (10). Цепи закрепления собраны из отдельных одинаковых звеньев. Число необходимых звеньев или длина цепей зависит от наружного диаметра трубы.
До начала работы.
Подготовительные работы.
■ Трубы, разрезаемые на складской площадке, должны быть уложены так, чтобы режущий инструмент не заклинивало.
■ Для уложенных труб должно выдерживаться расстояние от наружной стенки трубы до стенки канавы не менее как 50 см по всей окружности трубы на длину в 1 м.
■ Поверхность трубы должна быть очищена от загрязнений и земли. Предварительно удалить мягкие защитные покрытия поверхности трубы.
Режущий инструмент должен быть выбран в соответствии с материалом трубы, требуемой формы обработки и смазочно-охлаждающей жидкости.
За дополнительной информацией обращайтесь к Вашему поставщику смазочных материалов и охлаждающей жидкости. (Смотрите также пневматическое смазочно-охлаждающее устройство 9 12 01 002 00 4)
Подготовка трубофрезерной машины (см. рис. А).
Отпустить обе лежащие друг против друга гайки (11). Рукояткой (в чемодане для инструмента) на механизме подачи на врезание (7) поднять инструментальную шпиндельную бабку 16). Удалить призонные винты (9) и переставить ходовую ось (10) согласно данным таблички с наружными диаметрами (4) на актуальный диаметр трубы. Для промежуточных величин использовать следующий по величине наружный диаметр трубы. Опять крепко затянуть призонные винты (9).
Табличка наружных диаметров труб:
| P | D | |
| [MM] [ДЮЙМ] | ||
| I 250 | -400 9,6 - 15,7 | |
| II 400 | -600 15,7 - 23,6 | |
| III 600 | -800 23,6 - 31,5 | |
| IV 800 | -1000 31,5 - 39,4 | |
| V 1000 | -1300 39,4 - 51,2 | |
| VI | 1300 - 3000 | 51,2 - 118,1 |
P: положение ходовой оси
D: диаметр трубы
Зажимное устройство (1) для натяжения цепей необходимо втянуть вращением пружинного стакана так, чтобы при установке трубофрезерной машины был достаточный ход для натяжения.
Собрать цепи натяжения в соответствии с наружным диаметром трубы. Установить трубофрезерную машину на трубу.
Закрепление трубофрезерной машины на трубе. Наложение звеньевых цепей.
Еще раскрытые звеньевые цепи наложить на трубу по обе стороны трубофрезерной машины.
Приподнять трубофрезерную машину и протянуть цепи под цепными звездочками так, чтобы после опуска машины цепи вошли в зацепление со звездочками. Наложить свободные концы цепей на звездочки оси натяжения (14) и ходовой оси (10). Затем замкнуть цепь болтом (3 02 17 216 00 4) и предохранить двумя стопорными кольцами (4 26 34 020 00 5).
Натяжение звеньевых цепей.
Сначала слегка натянуть цепи, чтобы они легли на трубу. Для этого вращать пружинные стаканы. Для точной выверки несколько раз передвинуть трубофрезерную машину в обе стороны по окружности трубы.
Вращением пружинных стаканов натянуть звеньевые цепи так, чтобы штифт (24, рис. А) попал в продольное отверстие пружинного стакана в пределах выточки по окружности.
Во время процесса резки необходимо следить за положением штифта в механизмах натяжения. Если труба не круглая, натяжение цепей может изменяться. Поэтому при работе необходимо механизм натяжения необходимо либо подтянуть, либо ослабит.
⚠️ Опасность несчастного случая!
Не поворачивать пружинные стаканы дальше за эту точку!
Установка режущих инструментов.
⚠️ Опасность травмирования
вследствие непреднамеренного включения.
До установки отсоединить вилку сети или шланг подачи сжатого воздуха.
Применяйте только режущие инструменты с безупречными режущими кромками.
■ Перед установкой очистить инструментальный шпиндель и также пригонные и посадочные поверхности.
■ Установить режущий инструмент.
■ Крепко затянуть крепежную гайку инструмента.
Введение машины в эксплуатацию.
Трубофрезерная машина с электроприводом:
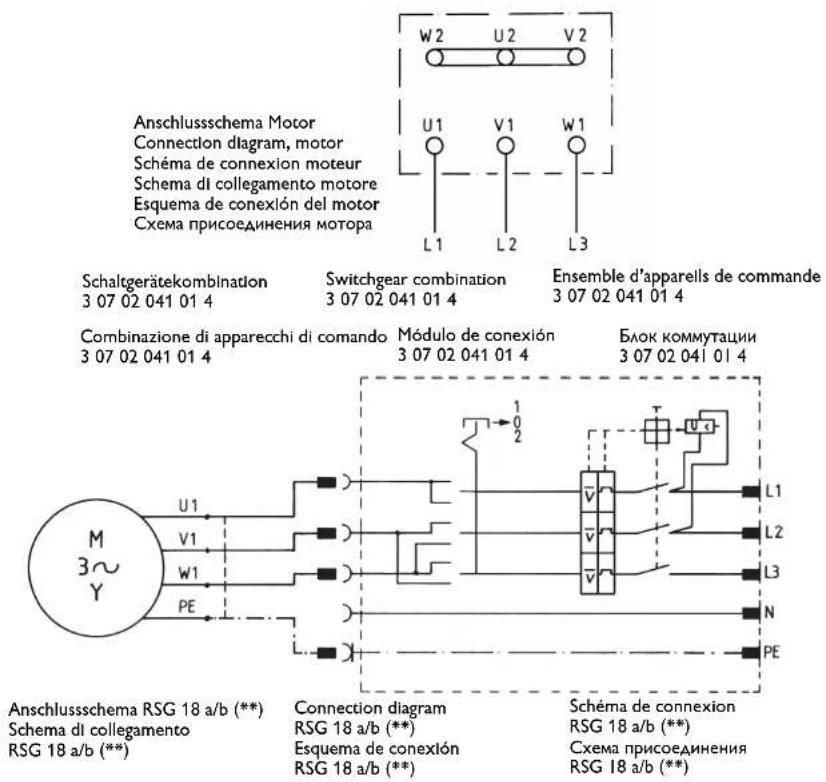
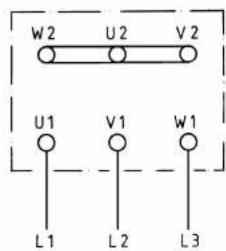
Трубофрезерная машина с электроприводом подключена к блоку коммутации со следующими аппаратами:
-Главный выключатель/реверсор
-защитный автомат двигателя
-минимальный расцепитель
напряжения
-штепсельные соединения
Главный выключатель используется для включения и реверса направления вращения. Защитный автомат двигателя и минимальный расцепитель образуют единый узел. При перегрузке
срабатывает защитный автомат двигателя, при отключении напряжения сети минимальный расцепитель отключает трубофрезерную машину от сети для предотвращения непреднамеренного повторного запуска.
Для включения трубофрезерной машины следует задействовать защитный автомат двигателя.
Блок коммутации расположить досягаемо для оператора в любое время.
Трубофрезерная машины в частично взрывозащищенном исполнении:
Перед блоком коммутации следует установить дополнительную коммутационную коробку с выключателем для включения трубофрезерной машины на взрывоопасных участках зоны 2. Блок коммутации расположить досягаемо для оператора в любое время.
⚠️ Взрывоопасность
Блок коммутации расположить за пределами зоны 2.
⚠️ После срабатывания защитного автомата, перед повторным включением, следует выключить дополнительный выключатель.
Трубофрезерная машина с пневмоприводом:
Исполнение RDG 18-3 a/b (**) включается расположенным в шланге подвода сжатого воздуха шаровым краном, который находится прямо перед пневматическим мотором.
Обращение с машиной.
⚠️ Опасность травмирования
Во время работы защитный кожух должен быть полностью закрыт и зафиксирован!
Проверить правильное направление вращения инструмента в трубофрезерной машине с электроприводом. Направление вращения может быть изменено реверсивным выключателем.
■ Опустить с помощью рукоятки вращающийся пильный диск как можно глубже в трубу. Глубоко погруженный пильный диск стабилизирует направление реза.
■ При фрезеровании выбрать как можно меньшее зацепление инструмента. Производительность резания возрастает с увеличением глубины резания.
■ Погрузить режущий инструмент приблизительно на 3 мм глубже, чем необходимо и затем поднять на требуемую глубину. При этом режущий инструмент выходит из зацепления.
■ Выключить трубофрезерную машину.
■ Теперь зафиксировать настройку, затянув для этого обе гайки (11).
■ Включить трубофрезерную машину.
■ Если мощность мотора достаточна, то разрезать стенку трубы за один проход.
■ Проложенные трубы могут во время резания изменить свое положение и зажать инструмент в разрезе. Поэтому поставленные клияна следует бивать в разрез через регулярные расстояния за режущим инструментом. На взрывопасных участках использовать клияна (6 33 05 013 002) (RSG Ex18 a/b (**) поставляемые принадлежности) и молоток из безыскрового материала.
■ Не перегружать трубофрезерную машину.
■ Перегрузка налицо, если при врезании вращающегося режущего инструмента число оборотов мотора заметно падает. Вследствие этого падает одновременно производительность резания.
На толстостенных трубах (s > 10 mm) разделку кромки под сварку следует фрезеровать за несколько проходов.
Одинаковая форма реза зависит от следующих факторов:
- выверки трубофрезерной машины до начала работы,
- отклонения геометрической формы трубы от формы круга и цилиндра,
- состояния режущей кромки инструмента,
- твердости материала трубы.
Трубофрезерная машина отлажена так, что при диаметре трубы в 300 мм и 600 мм начало и конец линии реза почти совпадают.
Из-за эксцентричности направляющего вала метка настройки (24, см. рис. D) действительна только для обоих названных диаметров. Для больших диаметров может возникнуть необходимость в подстройке.
Обратный ход трубофрезерных машин (RSG (\*\*)/RSG Ex (\*\*)).
Нанесение материального ущерба!
До возврата трубофрезерной машины следует вывести режущий инструмент из трубы, чтобы предотвратить повреждения инструмента и регуктора.
■ Установить главный выключатель/реверсор в положение «0» (Выкл.).
■ Вывести режущий инструмент из трубы.
■ Включить реверсор на обратный ход.
Трубофрезерная машина не пригодна для резания на обратном ходу!
Трубофрезерные машины с пневмоприводом не имеют обратного хода!
Указания по охлаждению.
Нанесение материального ущерба!
Мы рекомендуем применять принудительное смазочно- охлаждающее устройство фирмы ФАЙН. При негостаточном охлаждении и смазке стружка может заклиниться. Это может привести к поломке инструмента.
■ Чугунные трубы резать всегда в сухом состоянии без применения смазочно-охлаждающего средства.
■ Пильный диск или фрезу для резки нелегированных стальных труб охлаждать мыльной водой.
ru
Настройка точности хода.
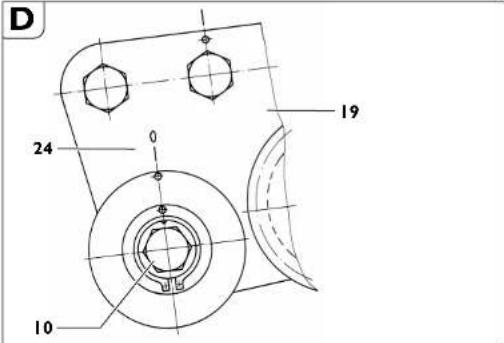
■ Отпустить гайку (15, см. рис. А) ключ на 46 мм.
■ Повернуть ось (10) по отношению к накладке (19).
■ Затянуть гайку (15).
При вращении оси (10) по часовой стрелке (в направлении режущего инструмента) линия режущего инструмента смещается вправо (направление взгляда равно направлению движения трубофрезерной машины, при нахождении оператора позади трубофрезерной машины).
При вращении оси против часовой стрелки линия режущего инструмента смещается соответственно влево.
Закрепление трубофрезерной машины.
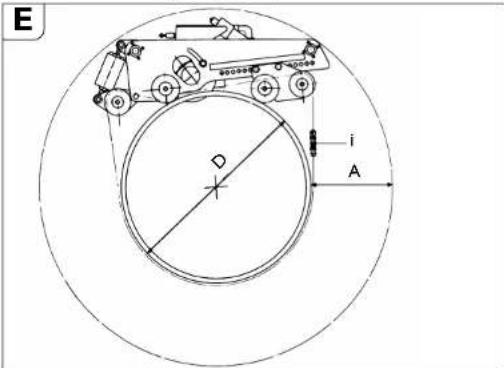
«А» необходимое рабочее пространство при наибольшей глубине резания.
«D» наружный диаметр трубы
«i» число звеньев цепи при диаметре трубы «D».
| Позицияходовойоси | D A Необходимая | Общая длинацепи | i^* | ||
| длина цепи наодну сторону | |||||
| [мм] | [мм] [мм] | [мм] | |||
| I 250 | 452 | 1.427,0 | 2.854,0 | 5 | |
| 300 | 452 | 1.525,0 | 3.050,0 | 5 | |
| 350 | 450 | 1.632,0 | 3.264,0 | 6 | |
| 400 | 448 | 1.744,0 | 3.488,0 | 6 | |
| II 400 | 414 | 1.782,0 | 3.564,0 | 6 | |
| 450 | 413 | 1.898,0 | 3.796,0 | 7 | |
| 500 | 412 | 2.019,0 | 4.038,0 | 7 | |
| 550 | 411 | 2.144,0 | 4.288,0 | 7 | |
| 600 | 409 | 2.273,0 | 4.546,0 | 8 | |
| III 600 | 383 | 2.302,0 | 4.604,0 | 8 | |
| 650 | 383 | 2.433,0 | 4.866,0 | 8 | |
| 700 | 382 | 2.566,0 | 5.132,0 | 9 | |
| 750 | 381 | 2.702,0 | 5.404,0 | 9 | |
| 800 | 379 | 2.840,0 | 5.680,0 | 9 | |
^3 Номер для заказа цепи 3 02 31 013 02 7, состоящей из 10 звеньев с длиной соответственно в 635 мм.
Для достижения оптимального натяжения цепи при необходимости могут быть использованы половинчатые звенья с длиной в 31,75 мм, прикладываемые к поставке в чемодане для инструмента.
Пример:
Для трубы с диаметром D=400 мм требуется 6 звеньев цепи (номер для заказа 3 02 31 013 02 7).
Заключительные работы.
■ Вывести режущий инструмент из трубы.
■ Выключить трубофрезерную машину.
■ Снять режущий инструмент.
■ Раскрыть крепление трубофрезерной машины.
Машины с пневмоприводом:
■ Отсоединить шланг подачи сжатого воздуха, залить в напорный патрубок мотора немного масла для защиты от коррозии и включить мотор на короткое время.
■ Закрыть отверстие для шланга защитным колпачком.
Хранение трубофрезерной машины.
■ Предохранить наружные металлические части от коррозии.
■ Хранить трубофрезерную машину в сухом помещении.
Техобслуживание и ремонт.
Техобслуживание и ремонт.
Мы рекомендуем нашу сервисную мастерскую (центральная ремонтная мастерская). Адрес см. в конце данного руководства по эксплуатации.
Для ремонта использовать только подлинные запчасти фирмы ФАЙН.
⚠️ Опасность травмирования
вследствие непреднамеренного включения.
До начала работ по наладке или техобслуживанию трубофрезеровальной машины отсоединить штепсельную вилку кабеля питания или шланг подачи сжатого воздуха от сети снабжения!
Общие указания
Работы по техобслуживанию разрешается выполнять только обученным специалистам.
Работы по уходу и техобслуживанию охватывают в основном:
- наружную очистку трубофрезерной машины и цепей крепления
- визуальный контроль всей трубофрезерной машины
- смену масла редуктора
- заправку масла в блок воздухоподготовки
- смазку ходовой резьбы и цепей
- смазку направляющих инструментальной шпиндельной бабки в устройстве натяжения и транспортирования
Уход за звеньевыми цепями
Сначала очистить звенья цепи от грубых загрязнений и затем тщательно очистить промывочным бензином, керосином или подобным средством.
Для обеспечения смазки положить очищенные цепи на несколько часов в вязкотекучее масло, например, в трансмиссионное масла SAE 140.

Опасность несчастного случая!
Перед повторным применением подвергнуть звенья цепи тщательному визуальному контролю на безупречное состояние. Заменить поврежденные части и негостающие стопорные кольца.
Инструментальная шпиндельная бабка
■ Проверить уровень масла в редукторе.
■ При надобности заменить трансмиссионное масло. Смотри также раздел «Смазочные средства и схема смазки».
Контроль уровня масла в редукторе
Каждый раз до начала работы проверяйте герметичность инструментальной шпиндельной бабки:
■ Положить трубофрезерную машину боковой плитой, лежащей напротив защитного ограждения рабочего инструмента, на горизонтальную поверхность.
■ Вывинтить резьбовую заглушку (25, рис. А).
Указание:
Если трансмиссионное масло как раз еще вытекает из резьбового отверстия, то уровень масла соответствует норме.
■ В противном случае долить масло
(см. раздел «Смазочные средства и схема смазки».
■ Крепко завинтить резьбовую заглушку.
Смена трансмиссионного масла
Смену масла проводить после приведенных в таблице рабочих часов, но не позднее как через 18 месяцев.
| Сроки смены [раб. часы]трансмиссионного масла | RSG Ex 18 a (**)RSG 18 a (**)RDG 18-3 a (**) | RSG Ex 18 b (**)RSG 18 b (**)RDG 18-3 b (**) |
| Первая смена масла после | 20 – 40 80 - 120 | |
| Последующая смена после | 80 - 120 200 - 250 |
Наша центральная ремонтная мастерская выполнит для Вас смену масла и утилизацию старого масла.
Трансмиссионное масло сливайте в теплом состоянии и непосредственно после хранения трубофрезерной машины.
Пневмомотор
Пневмомотор следует подвергать основательной проверке и очистке после 200 рабочих часов, но не реже одного раза в год при использовании чистого, обезвоженного и смазанного маслом скатого воздуха. Рекомендуем поручать техобслуживание и ремонт пневмомотора нашей центральной ремонтной мастерской.
Нанесение материального ущерба!
Если не будут выполнены предписанные проверки, то возможно возникновение серьезного ущерба и падение мощности пневмомотора.
Демонтаж пневмомотора:
■ Установить трубофрезерную машину так, чтобы пневмомотор находился на самом высоком месте инструментальной шпиндельной бабки.
■ Вывинтить 6 винтов с цилиндрической головкой (18) (см. рис. А).
■ Снять пневмомотор.
Сборка осуществляется в обратной последовательности. Следите за точным сочленением шестеренки мотора и планетарной передачи.
Механизм подачи на врезание (см. рис. А)
■ Наружная боковая поверхность гайки с трубной резьбой (17) должна быть всегда чистой от загрязнений и следов ржавчины и слегка смазанной.
■ При смене масла редуктора очистить и смазать ходовую резьбу.
Демонтаж:
■ Вывинтить винт с цилиндрической головкой (8).
■ Вынуть болт (5) из крышки.
■ Теперь рукояткой вывинтить механизм подачи на врезание из гайки с трубной резьбой.
■ Детали с резьбой очистить и смазать маслом (см. раздел «Смазочные средства и схема смазки» на стр. 78).
■ Поврежденные грязесъемные кольца заменить.
Сборка
Сборка осуществляется в обратной последовательности. Осторожно, грязесьемные кольца не должны иметь повреждений после сборки!
Зажимное устройство
Предотвращайте загрязнение резьбы рым-винтов
(3, рис. G) в пружинном стакане.
При надобности очистить резьбу и смазать маслом.
Смазочные средства и схема смазки
Смазочные средства для пневмомотора
Смазка в пневматический двигатель поступает из масленки блока техобслуживания. Только в случае длительных простоев необходимо добавлять несколько капель масла в воздухозаборное отверстие пневматического двигателя.
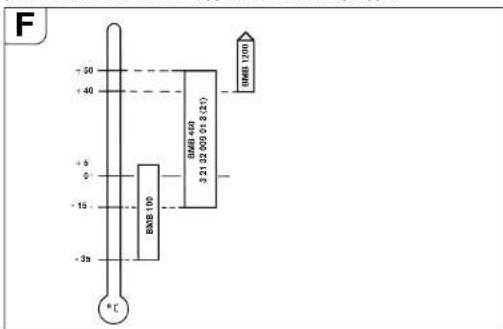
Масло для смазки инструментальной
шпиндельной бабки
| СмазочноесредствоARAL ELDegol | Упаковка | Номер для заказа | Диапазонтемператур[°C] | Спецификация |
| BMB 460 2 | литра 3 21 | 32 009 01 3 -15 до | +50 Трансм | миссионное(редукторное)масло тип-CLPFсогласно нормеDIN15502. |
| BMB 100 2 | литра 3 21 | 32 009 02 9 -35 до | +5 |






RU
Рекомендуемые вязкости трансмиссионного масла для различных диапазонов окружающей температуры:
bar
| Measurement | Value | |---|---| | BMB 100 | -3 | | BMB 1400 | 3.2132 | | BMB 1200 | 1.8 (21) |Машины с кодом страны N34 (легко идентифицируемые по номеру заказа на заводской табличке, на 9 и 10 месте стоят цифры 3 и 4 7 360 XX XX 34 X) поставляются вместе с залитым в редуктор маслом BMB 100.
При отгрузке в инструментальную шпиндельную бабку заправлено масло ARAL EL Degol BMB 460. Настоятельно рекомендуем не применять другое трансмиссионное масло.
Смазочные средства для поверхностей скольжения
Для смазывания и ухода за поверхностями скольжения рекомендуем применять безкислотные, водостойкие фирменные пластичные смазки для подшипников скольжения.
| Точка смазки Смазочное или рабочее | |
| средство | |
| 2 (редуктор) смотри таблицу | смазочного масла дляинструментальнойшпиндельной бабки |
| 3 (поверхности скольжения иходовая резьба) | пластичная смазка дляподшипников скольжения |
Устранение неисправностей (тип RSG (**) и RSG Ex (**)).
| Неисправность Возможная причина Меры устранения | ||
| Мотор и режущий инструмент останавливаются | Очень низкие окружающие температуры Использовать низкотемпературное трансмиссионное масло фирмы ФАЙН | |
| Затупился режущий инструмент Заменить режущий инструмент | ||
| Нет напряжения в сети Проверить присоединение сети и коммутационные аппараты | ||
| Неправильное напряжение сети Проверить данные присоединения сети | ||
| Слишком быстрая подача или большой сьем материала на оборот | Отрегулировать редуктор и/или сократить глубину погружения | |
| Потери масла в редукторной коробке Долить масло. При повторном падении определить место утечки и устранить. | ||
| Чрезвычайное повышение температуры мотора | Реактивировать блок коммутации 3 07 02 041 01 4 | |
| Повреждение цепной звездочки | Поврежденное звено цепи Заменить звено цепи | |
| Неправильно соединена цепь Проверить точки соединений и исправить | ||
| Палец цепи вставлен не полностью Ввести палец | полностью в звено | |
| Неисправность | Возможная причина Меры устранения | |
| Погрешность траектории реза | Погрешность в выверке трубофрезерной машины и цепи | Смотри «Подготовка трубофрезерной машины (см. рис. А)» стр. 66. Смотри «Закрепление трубофрезерной машины на трубе» стр. 66. |
| Отсутствие эксцентричности направляющего вала | Отрегулировать точность хода, см. «Настройка точности хода» стр. 68. | |
| Затупился режущий инструмент Заменить режущий инструмент | ||
| Косое или вертикальное расположение трубы, некруглость трубы | Использовать направляющее устройство, см. «Закрепление трубофрезерной машины на трубе» стр. 66. Смотри «Направляющая реза» стр. 75. | |
| Перегрузка режущего инструмента Отрегулировать редуктор и/или сократить глубину погружения | ||
| Сокращенная или недействующая функция машины | Нет напряжения в сети Проверить присоединение сети и коммутационные аппараты | |
| Выключатель не включен Проверить выключатель | ||
| Проскальзывание муфты Отрегулировать редуктор или поручить заводу фирмы ФАЙН установить момент срабатывания муфты | ||
| Сильная вибрация Слишком | высокая подача Отрегулировать редуктор | |
| Большая глубина погружения режущего инструмента | Уменьшить глубину погружения режущего инструмента | |
| Не затянута гайка (11) Затянуть гайку | ||
| Прослабление цепи Проверить натяжение цепи | ||
| Затупился режущий инструмент Заменить режущий инструмент | ||
Устранение неисправностей (тип RDG ( ^** )).
| Неисправность Возможная причина Меры устранения | ||
| Мотор и режущий инструмент останавливаются | Замерзание пневмомотора Применить специальное морозостойкое смазочное средство | |
| Затупился режущий инструмент Заменить режущий инструмент | ||
| Падение давления Проверить подачу сжатого воздуха (6 бар) | ||
| Загрязнения, коррозия или износ лопастей в пневмомоторе | Направить мотор фирме ФАЙН на ремонт | |
| Слишком быстрая подача или большой съем материала на оборот | Отрегулировать редуктор и/или сократить глубину погружения | |
| Потери масла в редукторной коробке Долить масло. При повторном падении определить место утечки и устранить. | ||
| Повреждение цепной звездочки | Поврежденное звено цепи | Заменить звено цепи |
| Неправильно соединена цепь | Проверить точки соединений и исправить | |
| Палец цепи вставлен не полностью | Ввести палец полностью в звено | |
ru
| Неисправность Возможная причина Меры устранения | ||
| Погрешность траектории реза | Погрешность в выверке трубофрезерной машины и цепи | Смотри «Подготовка трубофрезерной машины (см. рис. А)» стр. 66. Смотри «Закрепление трубофрезерной машины на трубе» стр. 66. |
| Отсутствие эксцентричности направляющего вала | Отрегулировать точность хода, см. «Настройка точности хода» стр. 68. | |
| Затупился режущий инструмент Заменить режущий инструмент | ||
| Косое или вертикальное расположение трубы, некруглость трубы | Использовать направляющее устройство, см. «Закрепление трубофрезерной машины на трубе» стр. 66. Смотри «Направляющая реза» стр. 75. | |
| Перегрузка режущего инструмента Отрегулировать редуктор и/или сократить глубину погружения | ||
| Сокращенная или недействующая функция машины | Недостаточное или полное отсутствие давления сжатого воздуха | Проверить установку подачи сжатого воздуха |
| Износ лопастей Заменить лопасти | ||
| Недостаточное смазывание мотора Проверить уровень масла в блоке воздухоподготовки | ||
| Проскальзывание муфты Отрегулировать редуктор или поручить заводу фирмы ФАЙН установить момент срабатывания муфты | ||
| Сильная вибрация Слишком | высокая подача Отрегулировать редуктор | |
| Большая глубина погружения режущего инструмента | Уменьшить глубину погружения режущего инструмента | |
| Не затянута гайка (11) Затянуть гайку | ||
| Прослабление цепи Проверить натяжение цепи | ||
| Затупился режущий инструмент Заменить режущий инструмент | ||
Блок воздухоподготовки.
Аля типа RDG (\*\*)
Срок службы пневматической установки зависит в основном от подготовки сжатого воздуха.
Поэтому в каждой пневматической установке устанавливают фильтры и маслораспылители, которые, однако, должны быть правильно настроены и требуют правильного ухода.
Установка блока воздухоподготовки
Установка осуществляется в направлении стрелки как можно ближе к потребителю (расстояние не более 10 м).
Фильтр
Напорный фильтр очищает сжатый воздух от влаги и твердых частиц. В блок встроен фильтроэлемент с тонкостью фильтрации 40 µm. Фильтроэлемент с меньшими размерами пор поставляется по запросу.
Техобслуживание
Регулярно сливать конденсат через резьбовую заглушку.
Очистка
Сбросьте давление в блоке техобслуживания и освободите бачок от байонетного крепления. Ослабьте отражательную шайбу, выньте фильтроэлемент, выполните очистку
фильтроэлемента или установите новый фильтроэлемент. Завинтите фильтр с уплотнительным кольцом. Установите бачок на байонетном креплении.
H
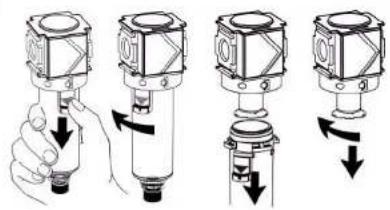
Нанесение материального ущерба!
Стакан из пластмассы (поликарбонат) разрешается очищать только водой или промывочным бензином.
Ответственность за материальный ущерб вследствие несоблюдения настоящей указания отклоняется.
Маслораспылитель
Пневматический маслораспылитель подает в сжатый воздух масляный туман и обеспечивает таким образом постоянную и надежную смазку пневмоинструмента.
Встроенная воздушная заслонка автоматически настраивается на расход воздуха.
Минимальное давление составляет 0,5 бар.
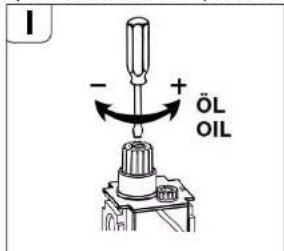
Настройка
Дроссельным винтомр, устанавливают число капель масла в минуту. Для этого повернуть винт на крышке маслораспылителя приблизительна на 1 оборот влево. Капли видны в колпачке.
Обслуживание
Запас масла находится в стакане и виден снаружи. Встроенный дроссель позволяет доливать масло во время работы без перекрытия подачи сжатого воздуха.
- Вывинтить заглушку заливного отверстия.
- Залить масло в стакан не применяя воронки.
- В качестве альтернативы можно демонтировать бачок на байонетном креплении и напрямую залить в него масло. Установите бачок снова на место.
- Закрыть отверстие заливки масла резьбовой заглушкой. Маслораспылитель готов к работе.

Максимальное рабочее давление и температура
Для фильтра и распыляющей масленки с пластиковым бачком максимальное рабочее давление составляет 16 бар при максимальной температуре +30 °C и 10 бар при максимальной температуре +50 °C.
Для блока техобслуживания необходимо использовать следующие сорта масел:
■ для легких и обычных нагрузок применяйте гидравлическое масло с антикоррозионными свойствами HLP/ISO-VG22 (№ для заказа 3 21 32 017 05 0 - 0,25 л) или.
■ для высоких нагрузок применяйте гидравлическое масло с антикоррозионными свойствами HLP/ISO-VG46 (№ для заказа 3 21 32 006 01 7 - 0,5 л).
■ При длительном простое машины на протяжении нескольких месяцев мы рекомендуем применять перед остановкой машины антикоррозионное масло высокой плотности (нагрузка разрушения: 8 мин.), напр., Mobilarma 524 (производства Mobil) или Ensis 10 W (производства Shell).
При неблагоприятных условиях эксплуатации, низких температурах (ниже +3 °C) и/или высоком содержании воды в сжатом воздухе двигатель может замернуть. Вы можете избежать этого, используя обычные синтетические противообледенительные и смазочные средства, напр., марки Kilfrost или Renolin SDL 1808, при металлическом резервуаре пневматического блока! Предварительно нужно сить жидкость из трубопроводов и маслораспылителя. Избегайте смешивания, иначе эффект противообледенения может ослабнуть или сойти на нет. Масляную пленку удалять не надо.
■ Kilfrost Anti-Eis (производства DEPRAG - № для заказа 807287)
■ Kilfrost 400 (производства Weyer Indutec)
■ Renolin SDL 1808 (производства Fuchs) – это поддающаяся биологическому разложению пневматическая смазка, которая применяется при прокладке трубопроводов питьевой воды! Соблюдайте при этом действующие правила, законодательные положения, предписания и указания изготовителя смазочного средства.
Гидравлическое давление выше 6 бар приводит к износу системы. Слишком низкое давление приводит к падению мощности.
В отношении качества сжатого воздуха мы рекомендуем в соответствии с нормой ISO 8573-1:
Гидравлическое давление:
Класс Остаточ- Остаточная ное масло пыль
| [mг/мм^3] Размер частиц[мкм] | Макс. концен-трация [мг/м^3] | Давление точки росы [°C] | Макс. концен-трация [g/m^3] |
При
промасле
воздухе 4 5 15 8 +3 6
При
непрома
сленном
воздухе 3 1 5 5 -20 0,88
Гарантия.
Гарантия на все изделие действительна в соответствии с законными положениями в стране пользователя.
Фрезерный инструмент и принадлежности.
Пильные диски

1

2

3
Форма I, быстрорежущая сталь, для редуктора типа: a, b - для обработки стальных труб
| ∅ Ширина[мм] [мм] [кг] | Вес Число зубьев | Глубина реза, макс.[мм] | Номер для заказа |
| 160 4 0,5 50 | 25 | 6 35 02 022 00 6 | |
| 180 4 0,7 60 | 35 | 6 35 02 037 00 8 | |
| 200 4 0,9 64 | 45 | 6 35 02 053 00 7 | |
| 220 5 1,3 70 | 68 | 6 35 02 041 00 1 |
Форма 2, быстрорежущая сталь, для редуктора типа: b - для обработки чугунных труб
| ∅ Ширина[мм] [мм] [кг] | Вес Число зубьев | Глубина реза, макс.[мм] | Номер для заказа |
| 160 4 0,5 40 | 25 | 6 35 02 050 00 1 | |
| 180 4 0,7 46 | 35 | 6 35 02 098 00 0 | |
| 200 4 0,9 50 | 45 | 6 35 02 099 00 4 |
ru
Форма 3, быстрорежущая сталь, с твердосплавными зубьями, для редуктора типа:
b - для обработки чугунных труб (включая и с цементной футеровкой) и нелегированных стальных труб до 400 H/mm²
∅ Шири на
Вес Число зубьев
Глубина Номер для реза, макс. заказа
[MM] [MM] [KΓ] [MM]
160 4 0,5 40 25 6 35 02 080 00 8
Призматическая шпонка
Ш × В × Д (мм)
6×6×32 40221044000
8×7×32 40221050005
Транспортный контейнер
длина х ширина х высота
MM MM MM
1000×800×395 33901114007
Профильная фреза

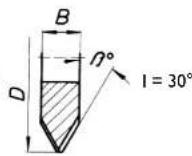
V-образная форма, быстрорежущая сталь, для редуктора типа: а - для обработки высоколегированных стальных труб
b - для обработки нелегированных стальных и чугунных труб с толщиной стенки не более 10 мм и с диаметром не более 1600 мм
D B Вес Число
[Non-Text]
В Глубина
реза, макс. заказа
[MM] [MM] [KΓ] [°] [MM]
| 160 | 30 | 2,85 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 2,85 | 36 | 37,5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 4,8 | 36 | 37,5 | 25 | 6 35 08 094 00 0 |

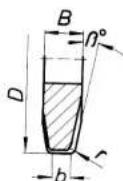
= 8^ r = 6mm b = 4mm
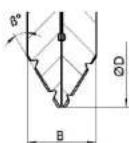
U-образная форма, быстрорежущая сталь, для редуктора типа: а - для обработки высоколегированных стальных труб
b - для обработки нелегированных стальных и чугунных труб с толщиной стенки не более 10 мм и с диаметром не более 1600 мм
D B Вес Число
зубьев
Глубина Номер для реза, макс. заказа
[MM] [MM] [KΓ] [MM]
160 25 2,8 40 25 6 35 08 089 00 7
Комплект фрез, НББ(быстрорежущая сталь), для типа редуктора:
а - для обработки стальных высоколегированных труб,
b - для обработки нелегированных стальных и чугунных труб с макс. толщиной стенки 10 мм и макс. диаметром 1600 мм
D B
Вес Число зубьев
Глубина Номер для заказа реза, макс.
[mm] [mm] [kg] St.
[°] [mm]
| 160 | 38 | 2,85 | 40 |
| 150 | 28 | 2,0 | 32 |
| 160 | 38 | 2,85 | 40 |
| 65 | 25 | 6 35 08 091 01 0 |
| 30 | 25 | 6 35 08 099 01 0 |
| 37,5 | 25 | 6 35 08 095 01 0 |

Комплект фрез, НББ (быстрорежущая сталь), для типа редуктора:
а - для обработки стальных высоколегированных труб,
b - для обработки нелегированных стальных и чугунных труб с макс. толщиной стенки 10 мм и макс. диаметром 1600 мм
D
Вес Число зубьев
В Глубина Номер для реза, макс. заказа
[mm]
n] [kg] St.
[°] [mm]
154
5 2,5 32
30 25
6 35 08 099 02 0
Специальные фрезы для других материалов и другой геометрии реза по запросу
Звено цепи
10 звеньев цепи x 63,5 мм = 635 мм
Номер для заказа 3 02 31 013 02 7
1 звено цепи x 31,75 мм
Номер для заказа 3 02 31 029 00 2
Запасной болт
Номер для заказа 3 02 17 216 00 4
Запасное стопорное кольцо
Номер для заказа 4 26 34 020 00 5
Стальные распорные клинья
Номер для заказа 6 33 05 006 00 8
Распорные клинья безыскровые
Номер для заказа 6 33 05 013 00 2





Принадлежности в комплекте поставки
| Номер для заказа | К-во Наименование |
| 3 39 01 114 00 7 1 | Транспортный контейнер |
| 3 39 01 031 00 1 1 | Чемодан для инструмента |
| 3 21 22 007 01 7 1 | Рукоятка |
| 6 29 01 016 00 2 1 | Односторонний гаечный ключ 46 |
| 6 29 03 010 00 6 1 | Односторонний гаечный ключ 55 |
| 6 29 11 010 00 0 1 | Кольцевой гаечный ключ, 17/19 |
| 6 29 06 013 00 5 1 | Торцевой ключ 46 |
| 3 02 31 029 00 2 1 | Втулочно-роликовая цепь |
| 3 02 17 216 00 4 2 | Болт |
| 4 26 34 020 00 5 4 | Стопорное кольцо |
| 6 33 05 006 00 8 1 | Выбивной клин только для RSG 18 a/b (**),RDG 18-3 a/b (**) |
| 6 33 05 013 00 2 5 | Выбивной клин безыскровый только для RSG Ex 18 a/b (**)) |
| 3 07 02 041 01 4 1 | Блок коммуникации только для RSG 18 a/b, (**),RSG Ex 18 a/b (**)) |
| 3 21 74 009 00 1 1 | Круглая петля |
| 3 21 74 010 00 3 1 | Круглая петля |
| 3 07 28 188 00 8 1 | Муфта CEE для RSG 18 a/b (**)) иRSG Ex 18 a/b (**)) |
| 3 21 32 006 01 7 1 | Банка с маслом только для RDG 18-3 a/b (**)) |
| 3 27 15 129 02 0 1 | Блок воз духоподготовки только для RDG 18-3 a/b (**), в сб. |
| 3 14 14 001 02 3 1 | Шланг только для RDG 18-3 a/b (**), в сб. |
Принадлежности по заказу
| Номер для заказа | К-во Наименование |
| 3 02 31 013 02 7 14 26 34 020 00 5 13 02 17 216 00 4 14 30 12 051 12 2 16 33 05 013 00 2 13 07 09 022 01 2 19 12 01 002 00 4 1 | Цепь с 10 звеньямиСтопорное кольцоБолтПризонный болтклин безыскровойКабель подключенияневматическое смазочно-охлаждающее устройствоСоединительные детали дляпринудительного смазочно-охлаждающего устройства (плита составная)Блок воздухоподготовки толькодля RDG 18-3 а, b (**), в сб. |
| 3 24 33 027 01 7 1 | Компрессор принудительного смазочно-охлаждающего устройства |
| 3 27 15 129 02 0 1 | Полиамидный пневматический шланг в компл. для компрессора |
| 4 11 36 005 01 9 1 | Соединительная муфта |
Пневматическое смазочно-охлаждающее устройство 9 12 01 002 00 4
Высокие скорости резания и подачи трубофрезерной машины делают необходимым охлаждение и смазывание
инструмента при обработке стали. Пневматическое смазочно- охлаждающее устройство работает по принципу распыления и
испарения смазочно-охлаждающего средства и обеспечивает, с помощью установленных на трубофрезерной машине сопел распыления, постоянное хорошее охлаждение и смазывание. Кроме того, исключается загрязнение грунта на строительной площадке, возникающего при обычной ручной подаче смазочно-охлаждающей эмульсии для металлообработки.
В качестве смазочно-охлаждающей жидкости рекомендуем применять смазочно-охлаждающее масло для металлообработки BIOCUT 3000. Это новый синтетический смазочный материал для тяжелых условий работы, обладающий замечательными адгезионными и охлаждающими свойствами, биологически хорошо разлагается и экономен в потреблении (в зависимости от настройки до 0,3 дм ^3 /ч на сопло).
BIOCUT 3000 не содержит вредных для здоровья веществ. Он отвечает требованиям Немецкого объединения специалистов газоводопроводного дела.
Все ингредиенты отвечают директивам Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (США) и Германской фармакопеи в действующей в настоящее время редакции.
Смазочное средство можно получить от:
фирмы Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
тел. +49 (0) 721/45 05 55
факс +49 (0) 721/45 14 11
e-mail: link-gmbh@t-online.de
internet: http://www.microjet.de
Для машин с трехфазным электроприводом типа RSG (**) /
RSG Ex (**) для привода смазочно-охлаждающего устройства требуется компрессор с количеством всасываемого воздуха ок. 130 л/мин, номер для заказа фирмы ФАЙН 9 26 01 023 02 3.
Направляющая реза.
Названные влияния (см. стр. 66) на точность реза трубофрезерной машины вызвали необходимость разработки простой, состоящей из двух частей жестяной манжеты, которая закрепляется на трубе и служит боковой направляющей для трубофрезерной машины.
Манжета состоит из двух оболочковых форм с закрепленными снаружи четырехгранными профилями, по которым скользят колеса трубофрезерной машины.
Так как манжеты должны быть изготовлены для каждого диаметра трубы отдельно, то завод изготовитель не поставляет их. Однако, мы предоставляем в Ваше распоряжение бесплатно чертежи для их изготовления (3 27 15 089 00 2 и Off. Bl. 522).
Запчасти.
Актуальный список запасных частей можно найти в Интернете по адресу: www.fein.com
RSG 18 a/b (**)
RSG Ex (**)
Схема присоединения мотора
Zusatzschalter
3 07 22 024 01 7
Auxiliary switch
3 07 22 024 01 7
Дополнительный выключатель
3 07 22 024 01 7





- Технические данные.
- Трубофрезерная машина с электроприводом:
- Трубофрезерная машина с пневмоприводом:
- Назначение трубофрезерной машины.
- Директивы ЕС 94/9ЕС АТЕХ
- Краткий обзор.
- Для Вашей безопасности.
- Общие указания по безопасности.
- Рабочее место.
- Электробезопасность трубофрезерных машин с электроприводом.
- Безопасность в обращении с сжатым воздухом.
- Безопасность людей.
- Работа с машиной.
- Специальные указания по безопасности для трубофрезерных машин.
- ⚠️ Опасность травмирования
- Трубофрезерные машины с электроприводом (тип RSG ( ** )).
- Трубофрезерные машины с пневмоприводом (тип RDG (\*\*)).
- ru
- Принцип действия (см. рис. А).
- До начала работы.
- Подготовительные работы.
- Подготовка трубофрезерной машины (см. рис. А).
- Закрепление трубофрезерной машины на трубе. Наложение звеньевых цепей.
- Установка режущих инструментов.
- Введение машины в эксплуатацию.
- Трубофрезерная машины в частично взрывозащищенном исполнении:
- ⚠️ Взрывоопасность
- Обращение с машиной.
- Обратный ход трубофрезерных машин (RSG (\*\*)/RSG Ex (\*\*)).
- Нанесение материального ущерба!
- Указания по охлаждению.
- Настройка точности хода.
- Закрепление трубофрезерной машины.
- Пример:
- Заключительные работы.
- Хранение трубофрезерной машины.
- Техобслуживание и ремонт.
- Общие указания
- Уход за звеньевыми цепями
- Опасность несчастного случая!
- Инструментальная шпиндельная бабка
- Контроль уровня масла в редукторе
- Указание:
- Смена трансмиссионного масла
- Пневмомотор
- Демонтаж пневмомотора:
- Механизм подачи на врезание (см. рис. А)
- Демонтаж:
- Сборка
- Зажимное устройство
- Смазочные средства и схема смазки
- Смазочные средства для пневмомотора
- Масло для смазки инструментальной
- Блок воздухоподготовки.
- Аля типа RDG (\*\*)
- Установка блока воздухоподготовки
- Фильтр
- Техобслуживание
- Очистка
- Маслораспылитель
- Настройка
- Обслуживание
- Максимальное рабочее давление и температура
- Гидравлическое давление:
- Гарантия.
- Фрезерный инструмент и принадлежности.
- Пильные диски
- Призматическая шпонка
- Транспортный контейнер
- Профильная фреза
- Звено цепи
- Запасной болт
- Запасное стопорное кольцо
- Стальные распорные клинья
- Распорные клинья безыскровые
- Пневматическое смазочно-охлаждающее устройство 9 12 01 002 00 4
- Направляющая реза.
- Запчасти.
Марка : Fein
Модель : RDG 183b
Категория : фрезерный станок