
RDG 183b - Fresatrice Fein - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo RDG 183b Fein in formato PDF.

| Tipo di prodotto | Fresatrice pneumatica per tubi |
| Marca | Fein |
| Modello | RDG 183b (tipo RDG 18-3 b) |
| Pressione dell'aria | 6 bar (max) |
| Consumo d'aria | 72 l/s |
| Velocità motore (a vuoto) | 6000 giri/min |
| Velocità utensili di taglio | 35 giri/min (tipo a) o 70 giri/min (tipo b) |
| Avanzamento | 40 mm/min (tipo a) o 80 mm/min (tipo b) |
| Potenza utile | 2000 W |
| Diametro interno del tubo flessibile | 15 mm |
| Peso netto | ca. 89 kg |
| Dimensioni (L x l x H) | 886 x 443 x 282 mm |
| Diametro max. dell'utensile | 220 mm |
| Gamma di diametri dei tubi | da 250 a 3000 mm (secondo la posizione dell'asse portante) |
| Livello di pressione acustica | 87 dB(A) |
| Livello di intensità acustica | 100 dB(A) |
| Materiali lavorabili | Acciaio, ghisa (compresi tubi rivestiti) |
| Funzioni principali | Taglio e smussatura di tubi |
| Manutenzione e pulizia | Pulizia esterna, controllo visivo, cambio olio ingranaggi (primo cambio dopo 20-40 h, poi ogni 80-120 h), lubrificazione delle catene e delle filettature |
| Sicurezza | Indossare protezioni acustiche, non utilizzare in atmosfera esplosiva, interrompere l'alimentazione prima di regolazioni |
| Ricambi e riparabilità | Ricambi originali FEIN disponibili, elenco su www.fein.com, riparazione presso centro autorizzato |
| Accessori in dotazione | Contenitore per trasporto, cassetta, manovella, chiavi, catene a rulli, gruppo unità di manutenzione, tubo flessibile |
Domande frequenti - RDG 183b Fein
Domande degli utenti su RDG 183b Fein
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Fresatrice in formato PDF gratuitamente! Trova il tuo manuale RDG 183b - Fein e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. RDG 183b del marchio Fein.
MANUALE UTENTE RDG 183b Fein
Uso previsto per le fresatrici per tubi....40
Guida rapida. 40
Per la Vostra sicurezza. 40
Modo di funzionamento (vedi figura A)....41
Prima della messa in funzione. 42
Messa in funzione....43
Uso. 43
Manutenzione e riparazione....44
Eliminazione dei guasti
(modello RSG (**) e RSG Ex (**) )......46
Eliminazione dei guasti (modello RDG (**) )......47
Gruppo condizionatore....48
Garanzia. 49
Utensili per fresare ed accessori....49
Parti di ricambio....51
Espanol

Datos técnicos....52
Dommages matériels !
Dommages matériels !
Dommages matériels !
Dommages matériels !
Istruzioni originali.
Dati tecnici.
Fresatrice per tubi elettrica:
Numero d'ordine 7 360 ... 7 360 ...
Modello* RSG Ex 18 a (**)RSG Ex 18 b (***)
Numero d'ordine 7 360 ... 7 360 ...
Modello RSG 18 a (**) RSG 18 b (**)
Tensione 400 V
Frequenza 50 Hz
Tipo di collegamento alla rete
(corrente trifase) 3 \~ (Numero di giri al minimo)
| Motore 2860/min | -1 | |
| Utensili da taglio 35/min | -1 | 70/min ^-1 |
Avanzamento 40 mm/min 80 mm/min
Assorbimento nominale 2000 W
Erogazione di potenza 1500 W
Lunghezza del cavo elettrico (con spina)
RSG Ex 18 a/b ( ^** ) 2 x 10 m
RSG 18 a/b (**) 10 m
Peso (netto), ca. 95 kg
Classe di protezione ⊕ / I
Tipo di protezione IP X4
Dimensioni:
| max. ∅ utensile | 220 mm |
| L_max. | 886 mm |
| H_max. | 337 mm |
| B_max. | 443 mm |
| B_1 | 372 mm |
| B_2 | 254 mm |
| B_3 | 25,5 mm |
*Élettromotore ed interruttore supplementare in versione con protezione contro le esplosioni
Il livello di rumore stimato A della fresatrice per tubi ammonta normalmente: livello di pressione acustica 92 dB (A); livello di potenza sonora 105 dB (A).

Indossare protezione per l'udito!
Fresatrice per tubi pneumatica:
Numero d'ordine 7 560 ... 7 560
Modello RDG 18-3 a (**) RDG 18-3 b (***)
Pressione dell'arla 6 bar
Consumo aria sotto carico 72 l/s
Numero di giri al minimo
| Motore 6000/min | -1 | |
| Utensili da taglio 35/min | -1 | 70/min ^-1 |
Avanzamento 40 mm/min 80 mm/min
Erogazione di potenza 2000 W
Lunghezza del tubo flessibile 15 mm
Peso (netto), ca. 89 kg
Dimensioni:
| max. ∅ utensile | 220 mm |
| L_max. | 886 mm |
| H_max. | 282 mm |
| B_max. | 443 mm |
| B_1 | 372 mm |
| B_2 | 254 mm |
| B_3 | 25,5 mm |
Il livello di rumore stimato A della fresatrice per tubi ammonta normalmente:
livello di pressione acustica 87 dB (A);
livello di potenza sonora 100 dB (A).
Indossare protezione per l'udito!
Valori di misura rilevati secondo EN 61 029.
Uso previsto per le fresatrici per tubi.
La fresatrice per tubi è idonea per il taglio di pezzi di tubi scoperti e di tubazioni già installate di acciaio o di ghisa nonché per smussare le estremità del tubo prima della saldatura.
Direttiva CEE 94/9EG ATEX (atmosfera esplosiva)
Desideriamo fare presente che le fresatrici per tubi FEIN del tipo RDG (**) / RSG (**) / RSG Ex (**) non sono adatte ad essere Implegate in ambienti in cui può formarsi un'atmosfera esplosiva e pertanto per questi prodotti non eslstono attestati di certificazione CEE conformi alla direttiva 94/9CEE.
(Nella fresatrice per tubi RSG Ex (**) vengono montati con l'eletromotore e l'interruttore supplementare solamente due componenti conformi alla direttiva ATEX.)
La direttiva ATEX è valida solo nell'ambito della CEE.
Guida rapida.

1 Dispositivo di bloccaggio
2 Vite di fissaggio per piastra laterale
3 Piastra laterale
4 Targhetta istruzioni
5 Perno
6 Asta filettata
7 Dispositivo per l'avanzamento in profondità
8 Vite a testa cilindrica per dispositivo di avanzamento
9 Vite calibrata
10 Asse mobile
11 Dado
12 Vite a testa esagonale
13 Disco
14 Asse di serraggio
15 Dado
16 Testa mandrino portautensile
17 Dado per tubo
18 Vite di fissaggio per motore
19 Linguetta
20 Anello di sicurezza
21 Pignone per catena
22 Albero di trasporto
23 Anello di sicurezza
24 Spina
25 Vite di chiusura testa mandrino portautensile
Per la Vostra sicurezza.

Prima dell'utilizzo della fresatrice per tubi leggere accurata- mente:
le presenti istruzioni per l'uso,
le relative norme di sicurezza sul lavoro nazionali e successivamente procedere con l'uso.
Conservare le presenti istruzioni per l'uso per un eventuale impiego futuro ed allegarle in caso di Inoltro oppure di vendita della fresatrice per tubi.
Indicazioni generali di sicurezza.
ATTENZIONE! Leggere tutte le istruzioni indicate di seguito. I guasti che dovessero verificarsi in caso di inosservanza delle istruzioni riportate di seguito possono causare scosse elettrice, incendio e/o lesloni gravi. Il termine "fresatrice per tubi" utilizzato di seguito si riferisce a fresatrice per tubi funzionante elettricamente ed a fresatrice per tubi funzionante pneumaticamente.





1. Luogo di lavoro.
a) Tenere il luogo di lavoro pulito ed ordinato. Disordine e cattive condizioni di luce possono causare incidenti.
b) Durante l'impiego della fresatrice per tubi tenere i bambini ed altre persone lontani dalla zona operativa. In caso di distrazione è possibile perdere il controllo sulla fresatrice per tubi.
2. Sicurezza elettrica.
a) Il collegamento elettrico non deve essere modificato in alcun modo.
b) Proteggere il cavo di collegamento dal calore, olio, spigoli taglienti oppure da parti mobili. Cavi di collegamento danneggiati oppure aggrogigliati aumentano il rischio di una scossa elettrica.
3. Sicurezza utilizzando aria compressa.
a) Controllare regolarmente l'alimentazione dell'aria compressa. Proteggere il tubo flessibile da piegamenti, restringimenti, calore e spigoli taglienti. Serrare saldamente le fascette per tubi flessibili. Far riparare immediatamente tubi flessibili danneggiati e giunti. Un'alimentazione d'aria difettosa può provocare movimenti Incontrollati del tubo flessibile dell'aria compressa e causare conseguentemente lesioni. Polvere oppure trucioli sollevati in aria possono causare lesioni agli occhi.
4. Sicurezza di persone.
a) Si raccomanda di mantenere sempre la massima attenzione avendo cura di concentrarsi sempre sulle proprie azioni e di lavorare con una fresatrice per tubi operando sempre con la dovuta ragionevolezza. Non utilizzare la fresatrice per tubi quando si è stanchi oppure sotto l'influsso di droghe, alcool oppure medicinali. Un momento di disattenzione durante l'uso della fresatrice per tubi può causare lesioni serie.
b) Indossare equipaggiamento protettivo personale. L'utilizzo di equipaggiamento protettivo personale, come occhiali di protezione (utilizzarli sempre!), mascherina antipolvere, scarpe di sicurezza antiscivolo, casco di protezione oppure protezione per l'udito, a seconda dell'implego della fresatrice per tubi, riduce il rischio di lesioni.
c) Evitare una messa in funzione accidentale. Assicurarsi che l'interruttore principale sulla combinazione di apparecchi di comando, l'interruttore supplementare oppure il rubinetto a maschio sferico siano in posizione "DIS." prima di collegare la fresatrice per tubi alla rete elettrica oppure alla rete dell'aria compressa. Collegando la fresatrice per tubi accesa all'alimentazione di corrente oppure all'alimentazione dell'aria compressa possono verificarsi incidenti.
d) Prima di mettere in funzione la fresatrice per tubi rimuovere ogni utensile di regolazione o cacclavite. Un qualsiasi utensile oppure chiave che dovesse trovarsi in una parte rotante della fresatrice per tubi può causare lesioni serie.
e) Non sopravvalutare le proprie possibilità di reazione. Adottare sempre una sicura posizione di lavoro ed assicurarsi l'equilibrio in qualsiasi momento. In questo modo è possibile controllare meglio la fresatrice per tubi in situazioni inaspettate.
f) Indossare sempre abbigliamento Idoneo. Non Indossare vestiti larghi o monili. Tenere capelli, vestiti e guanti lontani da parti mobili. Vestiti ampi, monili oppure capelli lunghi possono rimanere impigliati in parti mobili.
5. Impiego.
a) Non sottoporre la fresatrice per tubi a sovraccarico. Utilizzare per il lavoro l'utensile da taglio corretto. Con l'utensile da taglio corretto si lavora meglio ed in modo sicuro.
b) Non utilizzare alcuna fresatrice per tubi il cui interruttore o rubinetto a maschio sferico sia difettoso. Una fresatrice per tubi che non può essere avviata oppure arrestata è pericolosa e deve essere riparata.
c) Interrompere l'alimentazione di energia prima di effettuare operazioni di regolazione sull'apparecchio oppure prima di sostituire utensili da taglio. Questa misura precauzionale impedisce l'avvio involontario della fresatrice per tubi.
d) Non permettere di utilizzare la fresatrice per tubi a persone che non hanno dimestichezza con la stessa oppure che non abbiano letto le presenti Istruzioni. Fresatrici per tubi sono pericolose se vengono utilizzate da persone senza esperienza.
e) Effettuare regolarmente la manutenzione della fresatrice per tubi. Controllare la fresatrice per tubi in merito a possibile regolazione errata oppure all'affidabilità del fissaggio delle parti mobili, al danneggiamento di altre parti nonché in merito ad altri fattori che potrebbero pregiudicare il funzionamento corretto della fresatrice per tubi. Una fresatrice per tubi con componenti danneggiati deve essere fatta riparare prima della messa in funzione. Molti incidenti evitabili vengono causati da fresatrici per tubi che sono state sottoposte ad interventi di manutenzione effettuati in modo non corretto.
f) Tenere sempre affilati e puliti gli utensili da taglio. Utensili da taglio tenuti accuratamente con taglienti affilati si bloccano di meno e sono più facili da condurre.
g) Utilizzare la fresatrice per tubi, gli accessori e gli utensili da taglio ecc. attenendosi alle Istruzioni indicate nelle presenti Istruzioni per l'uso ed operare tenendo sempre in considerazione le condizioni operative ed il lavoro da effettuare. L'utilizzo di fresatrici per tubi per applicazioni diverse da quelle esplicitamente previste può portare a situazioni pericolose.
Istruzioni di sicurezza specifiche per fresatrici per tubi.

Pericolo di lesioni
Trasportare la fresatrice per tubi esclusivamente con apparecchi di sollevamento.
Durante la messa in funzione, il lavoro e la manutenzione della fre-satrice per tubi osservare le norme antinfortunistiche nazionali. Devono essere sempre osservate le direttive relative alla protezi-one contro esplosione degli Istituti di assicurazione contro gli Infortuni sul lavoro!
6. Fresatrici per tubi azionate elettricamente (modello RSG (\*\*)).
La tensione di rete e l'indicazione relativa alla tensione riportata sulla fresatrice per tubi devono coincidere.
Il collegamento della fresatrice per tubi deve essere assicurati con un fusibile da 16 A.
Controllare regolarmente il cavo di rete ed eventualmente il cavo di prolunga!
Collegare la fresatrice per tubi alla combinazione di apparecchi di comando esclusivamente con interruttore principale disinserito. La combinazione di apparecchi di comando deve essere ragglungibile dall'operatore in qualsiasi momento.
- Fresatrici per tubi azionate pneumaticamente (modello RDG [**]). Sulla fresatrice per tubi deve essere presente una pressione di max 6 bar.
Collegare la fresatrice per tubi alla rete dell'arla compressa esclusivamente con rubinetto a maschio sferico chiuso.
Modo di funzionamento (vedi figura A).
La fresatrice per tubi taglia e lavora pareti di tubi con l'ausilio di utensili che asportano i trucolli. La stessa viene serrata tramite il suo dispositivo di bloccaggio sul lato esterno del tubo e si muove con avanzamento operativo automatico intorno al tubo. Come utensili vengono impiegate lame da taglio per seghe circolari in metallo e frese sagomate i cui taglienti sono realizzati, a seconda del materiale del tubo, in acclalo HSS ed in metallo duro.
42 it
La regolazione della profondità di taglio avviene tramite la testa mandrino portautensile (16), che è alloggiata in modo orientabile in entrambe le piastre laterali (3) e che può essere regolata tramite l'asta filettata (6).
L'albero di trasporto (22), che tramite le ruote di trasporto realizza il moto di avanzamento del lavoro, viene azionato dal mandrino portautensile tramite 2 rapporti dell'ingranaggio a vite.
Un giunto a slittamento protegge la trasmissione di avanzamento contro sovraccarico.
L'allogglamento del mandrino portautensile è realizzato in modo particolarmente rigido. La trasmissione principale lubrificata a bagno d'olio per l'azionamento del mandrino portautensile è costituita da un gruppo epicicloidale e da un ingranaggio a vite.
La trasmissione è dimensionata in modo tale che possano essere sopportati senza danni occasionali frenature di stallo della catena.
Tutti gli alberi della trasmissione si muovono in cuscinetti a rotolamento.
Il telaio della macchina con gli assi ha la funzione di condurre la fresatrice bloccata sul tubo e di trasmettere le forze di taglio e di avanzamento. L'adattamento al rispettivo diametro del tubo viene ottenuto tramite la regolazione dell'asse mobile (10). Le catene di bloccaggio sono composte da singoli pezzi di catena uguall, posti uno sotto all'altro.
Il numero di pezzi di catena necessari e la lunghezza delle catene di bloccaggio dipendono dal diametro esterno del tubo.
Prima della messa in funzione.
Lavori preparatori sul tubo da lavorare.
■ Tubi che vengono tagliati sul posto di magazzinaggio, devono essere supportati in modo tale da non bloccare l'utensile da taglio.
In caso di tubi già installati deve essere mantenuta una distanza di almeno 50 cm su 1 m di lunghezza in ogni punto rispetto alla parete delle fossa, misurata dal lato esterno del tubo.
■ La superficie di lavorazione deve essere libera da sporcizia e terra. Rimuovere precedentemente rivestimenti protettivi mor-bidi sulla superficie da lavorare.
■ L'utensile da taglio deve essere scelto conformemente al materiale del tubo, alla forma di lavorazione necessaria ed alla lubrificazione refrigerante.
Potrete ricevere ulteriori informazioni dal fornitore di lubrificante e lubrorefrigerante. (Vedi anche dispositivo di lubrificazione refrigerante per arla compressa 9 12 01 002 00 4)
Lavori preparatori sulla fresatrice per tubi (vedi figura A).
Allentare entrambi i dadi (11) che si trovano uno di fronte all'altro. Portare in alto la testa mandrino portautensile (16) con la manovella (nella cassetta degli attrezzi) sul dispositivo per l'avanzamento in profondità (7).
Rimuovere le viti calibrate (9) e modificare il montaggio dell'asse mobile (10) secondo le indicazioni della targhetta delle istruzioni (4) in base al diametro esterno attuale del tubo. In caso di dimensione intermedia deve essere utilizzato il diametro esterno del tubo successivo maggiore. Serrare di nuovo saldamente le viti calibrate (9).
Targhetta di istruzioni:
| P | D[mm] [Inch] | |
| I 250 – 400 | 9,6 – 15,7 | |
| II 400 – 600 | 15,7 – 23,6 | |
| III 600 – 800 | 23,6 – 31,5 | |
| IV 800 – 1000 | 31,5 – 39,4 | |
| V 1000 – 1300 | 39,4 – 51,2 | |
| VI 1300 – 3000 | 51,2 – 118,1 |
P: Posizione dell'asse mobile
D: Diametro del tubo
Estrarre i dispositivi di bloccaggio (1) per le catene di bloccaggio ruotando la molla di fissaggio a tazza affinché dopo l'applicazione della fresatrice vi sia sufficiente distanza di fissaggio.
Preparare le catene di bloccaggio adatte per il diametro esterno del tubo. Posizionare la fresatrice sul tubo.
Fissare le fresatrice sul tubo.
Applicare le catene articolate.
Mettere le catene articolate ancora aperte su entrambi i lati della fre-satrice sopra al tubo.
Sollevare la fresatrice e spingere le catene articolate sotto ai pignoni per catene in modo che dopo l'applicazione della fresatrice le catene articolate slano postizionate nell'Ingranamento del denti. Applicare le catene articolate con le loro estremità libere sopra i pignoni per catene dell'asse di serraggio (14) ed asse mobile (10). Successivamente chiudere con il perno (3 02 17 216 00 4) ed assicurare con 2 anelli di sicurezza (4 26 34 020 00 5).
Tensione delle catene articolate.
Innanzitutto posizionare leggermente le catene articolate sul tubo ruotando entrambe Vite a testa esagonalele molle di fissaggio a tazza. Per l'allineamento preciso spingere avanti ed Indletro la fresatrice per alcune volte in direzione periferica del tubo.
Tendere le catene articolate ruotando le molle di fissaggio a tazza fino a quando la spina (24, figura A) si trova nel foro longitudinale della molla di fissaggio a tazza all'interno della scanalatura troncata sul perlmetro.
Durante la procedura di taglio osservare la posizione del perno. Qualora il tubo dovesse non essere circolare, sarà necessario serrare ulteriormente oppure allentare.
⚠️ Pericolo di incidenti!
Non tendere ulteriormente la molla di fissaggio a tazza oltre questo punto!
Montare gli utensili da taglio.
⚠️ Pericolo di lesioni
a causa di azionamento accidentale.
Prima del montaggio staccare la spina elettrica oppure il tubo flessibile dell'aria compressa.
Utilizzare esclusivamente utensili da taglio con taglienti in perfette condizioni.
■ Prima dell'applicazione pulire il mandrino portautensile nonché le superfici di accopplamento e le superfici di appogglo.
■ Applicare l'utensile da taglio.
■ Serrare saldamente il dado di bloccaggio dell'utensile.







Messa in funzione.
Fresatrice per tubi elettrica:
Alle fresatrici per tubi con azionamento elettrico è inserita a monte una combinazione di apparecchi di comando che comprende i seguenti componenti:
-Interruttore principale/selettore d'inversione
-Salvamotore
-Dispositivo di scatto per sottotenslone -Collegamenti a spina
L'Interruttore principale viene utilizzato come inseritore e per l'inversione del senso di rotazione. Il salvamotore ed il dispositivo di scatto per sottotensione costituiscono un'unità. In caso di sovrac-
carico il salvamotore disinserisce, in caso di mancanza di tensione di rete il dispositivo di scatto per sottotensione stacca la fresatrice dalla rete per impedire un riavviamento involontario.
La fresatrice viene rimessa in funzionamento tramite l'azionamento del salvamotore.
La combinazione di apparecchi di comando deve essere posizionata in modo che possa essere raggiunta in ogni momento dall'opera- tore.
Fresatrice per tubi nel modello parzialmente protetto contro le esplosioni:
Utilizzare a monte della combinazione degli apparecchi di comando una cassetta di manovra con inseritore/disinseritore supplementare per l'azionamento della fresatrice in settori soggetti al pericolo di esplosioni della zona 2.
La cassetta di manovra deve essere posizionata in modo tale che possa essere raggiunta in ogni momento dall'operatore.
⚠️ Pericolo di esplosioni
La combinazione di apparecchi di comando deve essere installata al di fuori della zona 2.
⚠️ La combinazione di apparecchi di comando deve essere installata al di fuori della zona 2.
Fresatrice per tubi pneumatica:
Il modello RDG 18-3 a/b ( ^** ) viene comandato tramite il rubinetto a maschlo sferlco montato sul tubo flessibile dell'arla compressa che si trova direttamente davanti al motore pneumatico.
Uso.
⚠️ Pericolo di lesioni
Durante il funzionamento la cuffia di protezione deve essere completamente chiusa e bloccata!
Nelle fresatrici per tubi con elettromotori è necessario assicurarsi che il senso di rotazione dell'utensile sia corretto. Il senso di rotazione può essere commutato tramite il selettore d'inversione.
■ Con la manovella inserire la lama da taglio in funzione nel modo più profondo possibile nel tubo. La lama da taglio penetrata in profondità stabilizza il processo di taglio.
■ Per la fresatura scegliere un ingranamento dell'utensile possibilmente ridotto. Il volume del materiale asportato aumenta con profondità di taglio crescente.
Inserire l'utensile da taglio ca. 3 mm più in profondità di quanto necessario, successivamente spostare indietro alla profondità necessaria, in questo modo l'utensile da taglio è fuori ingranamento.
■ Disinserire la fresatrice per tubi.
■ Al termine fissare la regolazione tramite il serraggio di entrambi i dadi
■ Vite a testa esagonale (11).
■ Avviare di nuovo la fresatrice per tubi.
■ Se la potenza del motore è sufficiente, la parete del tubo può essere tagliata con un solo taglio.
Tubi già Installati possono muoversi durante il taglio e bloccare l'utensile da taglio nel taglio stesso. Per questa raglone i cunei forniti in dotazione devono essere piantati nel taglio a distanza regolare dietro all'attrezzo da taglio. Nei settori soggetti a rischio di esplosione utilizzare i cunei (6 33 05 013 00 2) (RSG Ex 18 a/b (**) accessorio fornito in dotazione) ed un martello in un materiale che non genera scintille.
■ Evitare il sovraccarico della fresatrice.
■ Un sovraccarico si verifica quando durante l'inserimento dell'attrezzo da taglio in funzione il numero di giri del motore diminuisce sensibilmente. Questo ha come conseguenza una riduzione contemporanea della capacità di truciolatura.
In caso di tubi con pareti spesse (s > 10 mm) il giunto saldato deve essere fresato in diversi passaggi.
L'andamento di taglio avente la stessa copertura viene influenzato dal seguenti fattori:
- allineamento della fresatrice per tubi all'avvio,
- divergenza geometrica del tubo dalla forma circolare oppure dalla forma cilindrica,
- affilatura dello strumento da taglio,
- durezza del materiale.
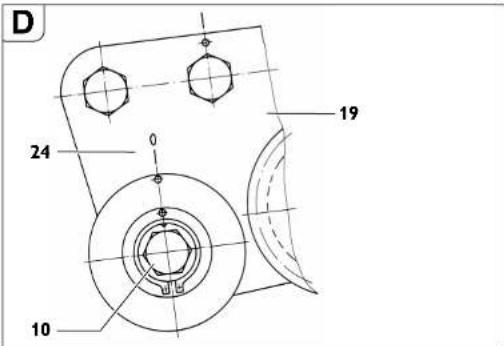
La fresatrice è regolata in modo tale che, in caso di diametri dei tubi di 300 mm e 600 mm, l'inizio e la fine della linea di taglio coincidano approssimativamente.
In seguito all'eccentricità dell'albero di guida, la marcatura di regolazione (24, vedi figura D) è vincolante solamente per l due diametri indicati. In caso di diametri del tubi maggiori, è necessario eventualmente effettuare una regolazione successiva.
Corsa di ritorno delle fresatrici per tubi (RSG ( ^** )/RSG Ex ( ^** )).
Danneggiamento alle cose!
Prima che la fresatrice venga fatta ritornare nella posizione iniziale deve essere garantito che l'utensile da taglio sia estratto per evitare danneggiamenti dell'utensile stesso e della trasmissione.
■ Mettere l'Interruttore principale/selettore d'Inversione in posizione "0" (dis.).
■ Estrarre l'utensile da taglio.
■ Inserire il selettore d'inversione sulla corsa di ritorno.
La fresatrice non è adatta ad effettuare tagli nella corsa di ritorno! Nella fresatrice per tubi con funzionamento pneumatico non è possibile alcuna corsa ritorno!
Istruzioni per il raffreddamento.
Danneggiamento alle cose!
Si consiglia l'impiego del dispositivo di lubrificazione refrigerante ad aria compressa FEIN. In caso di raffreddamento e lubrificazione insufficienti i trucioli possono attaccarsi. Questo può causare rotture dell'utensile.
■ Tagliare a secco i tubi in ghisa grigia sempre senza lubrorefrigerante.
■ Raffreddare con acqua saponata la lama da taglio e la fresa in caso di taglio di tubi in acclalio non legato.
44 it
Regolazione della precisione della corsa.
■ Allentare il dado (15, vedi figura A) apertura chiave 46.
■ Ruotare l'asse (10) verso la linguetta (19).
■ Serrare il dado (15).
Ruotando l'asse mobile (10) in senso orario (direzione utensile da taglio) l'utensile da taglio si muove verso destra (la direzione dello sguardo è uguale alla direzione di movimento della fresatrice per tubi).
Ruotando l'asse mobile in senso antiorario l'utensile da taglio si muove verso sinistra.
Bloccaggio della fresatrice per tubi.
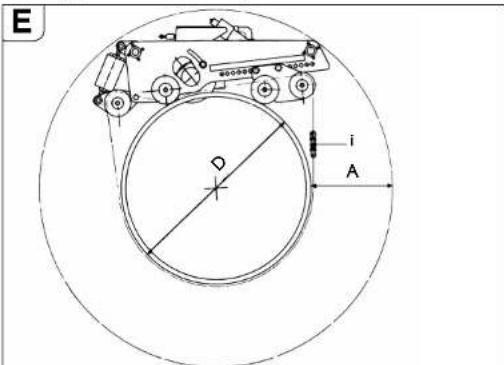
„A“ area di lavoro necessaria per profondità di taglio massima. „D“ diametro esterno del tubo
„I“ numero del pezzi di catena per diametro del tubo „D“.
*Numero d'ordine 3 02 31 013 02 7 costituita da 10 pezzi di catena con una lunghezza di 635 mm cad
Per ottenere una pretensione ottimale delle catene, possono essere ev. utilizzati i mezzi pezzi di catena contenuti nella cassetta degli attrezzi con una lunghezza di 31,75 mm.
Esempio:
In caso di un diametro del tubo di D=400 mm sono necessari 6 pezzi di catena (numero d'ordine 3 02 31 013 02 7).
Interventi conclusivi dopo ogni impiego operativo.
■ Estrarre l'utensile da taglio.
■ Disinserire la fresatrice per tubi.
■ Rimuovere l'utensile da taglio.
■ Bloccare la fresatrice per tubi.
Nelle macchine pneumatiche:
■ Dopo la rimozione del tubo flessibile dell'aria compressa mettere un po' d'olio anticorrosione all'entrata dell'aria del motore pneumatico e metterlo brevemente in funzione.
■ Chiudere l'apertura per il tubo flessibile con un coperchio di protezione.
Magazzinaggio della fresatrice per tubi.
■ Proteggere le parti metalliche esterne da corrosione.
■ Immagazzinare la fresatrice in un luogo asciutto.
Manutenzione e riparazione.
Per la manutenzione e la riparazione.
Si consiglia di rivolgersi al nostro reparto Assistenza Tecnica Clienti (riparazione centralizzata). Indirizzi alla fine delle presenti istruzioni per l'uso.
Utilizzare esclusivamente parti di ricambio originali FEIN.
⚠️ Pericolo di lesioni
a causa di inserimento accidentale.
Prima di tutti gli interventi alla fresatrice togliere la spina di rete oppure staccare il tubo flessibile dell'aria compressa!
Istruzioni generali
Gli interventi di manutenzione devono essere effettuati esclusivamente da personale specializzato espressamente addestrato.
Gli interventi di cura e manutenzione sono costituiti essenzialmente da:
- Pulizia esterna della fresatrice per tubi e delle catene di bloccaggio.
- Controllo visivo delle'Intera fresatrice per tubi.
- Cambio dell'olio della trasmissione.
- Riemplimento con olio lubrificante del gruppo condizionatore per l'aria compressa.
- Ingrassaggio delle filettature mobili e delle catene.
- Ingrassaggio delle guide della testa mandrino portautensile in direzione di bloccaggio ed in direzione di trasporto.
Manutenzione delle catene articolate
Pulire accuratamente le catene articolate, dopo la rimozione della sporcizia più grossolana, con benzina solvente, petrolio o simile muovendo contemporaneamente le maglie delle catene.
Per garantire la lubrificazione, mettere al termine le catene per alcune ore in olio denso p. es. olio per trasmissioni SAE 140.
⚠️ Pericolo di incidenti!
Prima del riutilizzo effettuare un controllo visivo accurato dei pezzi di catena in merito al loro stato in perfette condizioni. Cambiare parti danneggiate e sostituire anelli di sicurezza mancanti.
Testa mandrino portautensile
■ Controllare il livello dell'olio della trasmissione.
■ Se necessario, cambiare l'olio della trasmissione.
Vedi anche paragrafo lubrificanti e schema di lubrificazione.
Controllo del livello dell'olio della trasmissione
Controllare prima di ogni impiego il livello dell'olio e la tenuta della testa mandrino portautensile:
■ Posizionare la fresatrice con la piastra laterale di fronte alla protezione dell'utensile su un supporto orizzontale.
■ Svitare la vite di chiusura
■ Vite a testa esagonale (25, figura A).
Nota:
Il livello dell'olio è corretto quando fuoriesce appena ancora olio della trasmissione dal foro filettato.
■ Se necessario, rabboccare olio della trasmissione (vedi paragrafo lubrificante e schema di lubrificazione).
■ Avvitare di nuovo saldamente la vite di chiusura.
Cambio dell'olio della trasmissione
Un cambio dell'olio della trasmissione deve essere effettuato dopo le ore d'esercizio indicate nella tabella, almeno tuttavia ogni 18 mesi.
| Scadenze per il cambio dell'olio della trasmissione [Ore d'esercizio] | RSG Ex 18 a (**) RSG 18 a (**) RDG 18-3 a (**) | RSG Ex 18 b (**) RSG 18 b (**) RDG 18-3 b (**) |
| Primo cambio dell'olio dopo | 20 - 40 80 - 120 | |
| Successivo cambio dell'olio dopo | 80 - 120 200 - 250 |
Il nostro reparto centrale addetto alle riparazioni può effettuare il cambio dell'olio smaltendo poi l'olio esausto.
Scaricare l'olio della trasmissione con olio ancora caldo in seguito al funzionamento e subito dopo il magazzinaggio della fresatrice.
Motore pneumatico
Utilizzando aria compressa pulita, priva di acqua ed oliata, il motore pneumatico deve essere sottoposto ad un accurato controllo ed a pulizia dopo 200 ore d'esercizio, almeno 1 volta all'anno. Per la manutenzione e la riparazione consigliamo di inviare il motore pneumatico al nostro reparto centrale addetto alle riparazioni.
Danno alle cose!
Qualora non venissero effettuati i controlli prescritti, possono verificarsi danni considerevoli e riduzione di potenza al motore pneumatico.
Smontaggio del motore pneumatico:
■ Allineare la fresatrice in modo tale che il motore pneumatico si trovi nel punto più alto della testa del mandrino portautensile.
■ Rimuovere le 6 vidi a testa cllindrica (18) (vedi figura A).
■ Togliere Il motore pneumatico.
Il montaggio avviene in sequenza inversa. È necessario prestare la massima attenzione all'esatto inserimento del pignone del motore e del gruppo epicicloidale.
Dispositivo di avanzamento (vedi figura A)
■ Mantenere la superficie di rivestimento del dado per tubo (17) libera da sporcizia e da deposito di ruggine ed ingrassare sempre leggermente.
In caso di cambio dell'olio della trasmissione pulire ed ingrassare le filettature mobili.
Smontaggio:
■ Rimuovere la vite a testa cilindrica (8).
■ Togliere Il perno (5) dal coperchio.
■ Successivamente svitare con la manovella il dispositivo di avanzamento dal dado per tubo.
■ Pulire ed ingrassare i pezzi filettati (vedi paragrafo lubrificante e schema di lubrificazione a pagina 51).
■ Sostituire anelli raschiaolio danneggiati.
Montaggio:
Il montaggio avviene in sequenza inversa. Durante l'assemblamento non danneggiare gli anelli raschiaolio!
Dispositivo di serraggio
Evitare imbrattamento della filettatura sulle viti ad occhio (3, figura G) nella molla di fissaggio a tazza.
Se necessario, pulire ed ingrassare la filettatura.
Lubrificanti e schema di lubrificazione
Lubrificanti per il motore pneumatico
Il motore pneumatico viene lubrificato tramite l'oliatore del gruppo condizionatore. Soltanto dopo periodi di fermo più lunghi mettere alcune gocce di olio nell'entrata dell'arla del motore pneumatico.
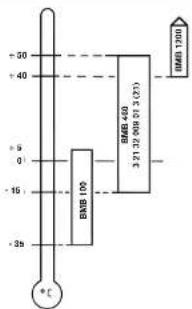
Olio lubrificante per testa mandrino portautensile
| Lubrificante ARAL OLIO Degol | Confezione | Numero d'ordine | Campo di temperatura [°C] | Specifica |
| BMB 460 2- | litri 3 21 | 32 009 01 3 -15 to +50 | +50 | Tipo di olio della trasmissione CLPF secondo DIN15502 |
| BMB 100 2- | litri 3 21 | 32 009 02 9 -35 to +5 |
Raccomandazione sulla viscosità dell'olio della trasmissione in caso di differenti campi di temperatura ambientale:







it
F
bar
| Category | Value | |---|---| | +5 | - | | 0 | - | | -15 | - | | -35 | - | | +60 | - | | +40 | - | | -20 | - | | -10 | - | | -5 | - | | 0 | - | | 5 | - | | 10 | - | | 15 | - | | 20 | - | | 25 | - | | 30 | - | | 35 | - | | 40 | - | | 45 | - | | 50 | - | | 55 | - | | 60 | - | | 65 | - | | 70 | - | | 75 | - | | 80 | - | | 85 | - | | 90 | - | | 95 | - | | 100 | - | | BMS 100 | - | | BMS 458 | - | | BMS 730 | - |Macchine con identificazione del paese N34 (riconoscibile dal numero d'ordine sulla targhetta di identificazione, la 9° e la 10° cifra sono 3 e 4 7 360 XX XX 34 X) vengono fornite con BMB 100.
Alla fornitura la testa mandrino portautensile è riempita con olio ARAL Degol BMB 460. Desideriamo assolutamente sconsigliare l'impiego di un altro olio per trasmissioni.
Lubrificanti per superfici di scorrimento
Per la lubrificazione e la cura di superfici di scorrimento si consi- gliano grassi per cuscinetti radenti di marca senza acidi e resistenti all'acqua.
G
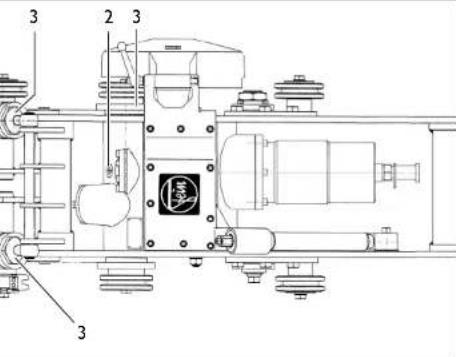
| Punto di lubrificazione Lubrificante o | materiale d'esercizio |
| 2 (Trasmissione) Vedi tabella ollo lubrificante per testa mandrino portautensile | |
| 3 (superfici di scorrimento e filettature mobili) | Grasso per cuscinettiradenti |
Eliminazione dei guasti (modello RSG [**] e RSG Ex [**]).
| Guasto Possibili cause Provvedimenti | ||
| Motore ed utensile da taglio non funzionano regolarmente | Temperature ambientali molto basse Utilizzare olio per trasmissioni FEIN per basse temperature | |
| Utensile da taglio non affilato Sostituire l'utensile | da taglio | |
| Tensione di rete assente Controllare il collegamento alla rete e gli apparecchi di comando | ||
| Tensione di rete non corretta Controllare i dati di collegamento alla rete | ||
| Avanzamento troppo veloce oppure elevata asportazione di materiale durante una rotazione | Adattare la trasmissione e/o ridurre la profondità di inserimento | |
| Perdita d'olio scatola degli ingranaggi Trovare la perdita ed eliminarla – rabboccare l'olio | ||
| Aumento eccessivo della temperatura nel motore | Riattivare la combinazione di apparecchi di comando 3 07 02 041 01 4 | |
| Pignone per catena difettoso Pezzo | di catena dannegglato Sostituire il pezzo di catena | |
| Catena collegata non correttamente Controllare i punti di collegamento e correggerli | ||
| Perni delle catene inseriti solo parzialmente Inserire completamente I perni | ||










| Guasto | Possibili cause | Provvedimenti |
| Andamento del taglio non corretto | Fresatrice e catena non allineate correttamente | vedi paragrafo “Lavori preparatori sulla fresatrice per tubi (vedi figura A).“ a pagina 42 e paragrafo ”Tensione della fresatrice per tubi sul tubo.“ a pagina 42 |
| Albero di guida non eccentrico Regolare di nuovo | la precisione di scorrimento,vedi paragrafo “Regolazione della precisione di scorrimento.“ a pagina 44 | |
| Utensile da taglio non affilato Sostituire l’utensile | da taglio | |
| Tubo posizionato in modo inclinato o verticale oppure tubo non circolare | Utilizzare il dispositivo di guida direzione, vedi paragrafo “Tensione della fresatrice per tubi sul tubo.“ a pagina 42 e paragrafo “Guida direzione“ a pagina 51 | |
| Utensile da taglio sovraccarico Adattare la trasmissione e/o ridurre la profondità di inserimento | ||
| Funzione della macchina ridotta o inefficace | Tensione di rete assente Controllare il collegamento alla rete e gli apparecchi di comando | |
| Interruttore non inserito Controllare l’Interruttore | ||
| Il giunto slitta Adattare la trasmissione oppure fare regolare il momento di reazione del giunto nell’officina FEIN | ||
| Forti vibrazioni Avanzamento troppo veloce Adattare la trasmissione | ||
Eliminazione dei guasti (modello RDG (**)).
| Guasto Possibili cause Provvedimenti | ||
| Motore ed utensile da taglio non funzionano regolarmente | Motore pneumatico gela | Utilizzare lubrificante speciale |
| Utensile da taglio non affilato | Sostituire l'utensile da taglio | |
| Caduta di pressione | Controllare l'alimentazione dell'aria compressa (6 bar) | |
| Sporcizia, ruggine o lamelle usurate nel motore pneumatico | Spedire il motore alla FEIN per la riparazione | |
| Avanzamento troppo veloce oppure elevata asportazione di materiale durante una rota-zione | Adattare la trasmissione e/o ridurre la profondità di inserimento | |
| Perdita d'ollo scatola degli Ingranaggi | Trovare la perdita ed eliminarla – rabboccare l'ollo | |
| Pignone per catena difettoso | Pezzo di catena danneggiato | Sostituire il pezzo di catena |
| Catena collegata non correttamente | Controllare i punti di collegamento e correggerli | |
| Perni delle catene inseriti solo parzialmente | Inserire completamente i perni | |
it
| Guasto Possibili cause | Provvedimenti | |
| Andamento del taglio non corretto | Perni delle catene inseriti solo parzialmente | Fresatrice e catena non allineate correttamente vedi paragrafo “Lavori preparatori sulla fresatrice per tubi (vedi figura A).” a pagina 42 e paragrafo ”Tensione della fresatrice per tubi sul tubo.“ a pagina 42 |
| Albero di guida non eccentrico Regolare di nuovo la precisione di scorrimento, vedi paragrafo “Regolazione della precisione di scorrimento.“ a pagina 44 | ||
| Utensile da taglio non affilato Sostituire l’utensile da taglio | ||
| Tubo posizionato in modo inclinato o verticale oppure tubo non circolare | Utilizzare il dispositivo di guida direzione, vedi paragrafo “Tensione della fresatrice per tubi sul tubo.“ a pagina 42 e paragrafo “Guida direzione“ a pagina 51 | |
| Utensile da taglio sovraccarico Adattare la trasmissione e/o ridurre la profondità di inserimento | ||
| Funzione della macchina ridotta o inefficace | Aria compressa insufficiente o assente Controllare l’impianto pneumatico in merito a difetti ed impedimenti | |
| Lamelle usurate Sostituire la lamelle | ||
| Lubrificazione insufficiente del motore Controllare il livello dell’olio nel gruppo condizionatore | ||
| Il giunto slitta Adattare la trasmissione oppure fare regolare il momento di reazione del giunto nell’officina FEIN | ||
| Fordi vibrazioni Avanzamento troppo veloce Adattare la trasmissione | ||
| Utensile da taglio troppo profondo Sollevare l’utensile da taglio | ||
| Dadi (11) non serrati Serrare i dadi | ||
| Catena lasca Controllare la tensione della catena | ||
| Utensile da taglio non affilato Sostituire l’utensile da taglio | ||
Gruppo condizionatore.
per modello RDG (\*\*)
La durata di un implanto pneumatico dipende principalmente dalla depurazione dell'arla compressa.
Per questa raglone in ogni Implanto pneumatico vengono Implegati filtri ed oliatori a nebbia quali gruppi condizionatori, gli stessi devono essere tuttavia usati correttamente e deve esserne effettuata regolarmente la manutenzione.
Montaggio del gruppo condizionatore
Il montaggio avviene in direzione della freccia, il più vicino possibile alle utenze, (max. 10 m di distanza).
Filtri
Il filtro dell'aria compressa depura l'aria del compressore da umidità e componenti solidi. È montata una cartuccia filtrante con 40 µm. Su richiesta sono fornibili dimensioni del pori inferiori.
Manutenzione
Scaricare regolarmente la condensa tramite la vite di scarico.
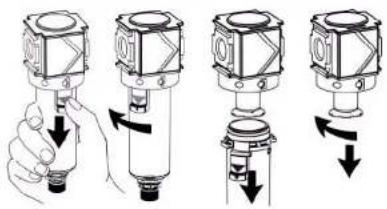
Pulizia
Rendere privo di pressione il gruppo condizionatore e staccare il serbatoio sulla chiusura a balonetta. Allentare il disco di protezione e rimuovere la cartuccia filtrante. Pulirla o sostituirla con una cartuccia nuova. Avvitare il filtro con l'o-ring. Montare il serbatoio sulla chiusura a balonetta.
H
Danneggiamento alle cose!
Serbatoi di plastica (policarbonato) possono essere puliti esclusivamente con acqua oppure benzina solvente.
Per danni che dovessero verificarsi per il mancato rispetto di questa istruzione non sarà riconosciuta alcuna garanzia.
Oliatori a nebbia
Gli ollatori a nebbia per aria compressa agglungono all'aria compressa una nebbia d'olio fine e garantiscono in questo modo una continua ed efficace lubrificazione degli utensili pneumatici comandati pneumaticamente.
Il diaframma per l'aria montato si regola automaticamente al passaggio dell'aria.
La pressione minima è di 0,5 bar.
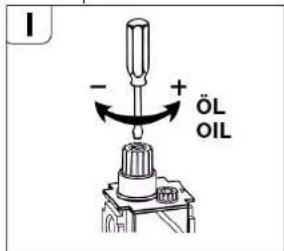
Regolazione
La quantità di olio, misurata in gocce al minuto, può essere regolata alla vite di dosaggio. Per la regolazione ruotare verso sinistra la vite nella prolunga dell'oliatore per ca. 1 giro. Le gocce sono visibili nel vetro di ispezione.
Uso
L'altezza di riempimento è visibile sul serbatoio. Tramite la valvola a farfalla montata, è possibile il rabbocco durante il funzionamento senza il disinserimento dell'arla compressa.
- Svitare la vite di riempimento.
- Riempire il serbatolo di olio, non utilizzare alcun imbuto.
- In alternativa smontare il serbatolo sulla chiusura a balonetta e riempire direttamente con l'olio. Montare di nuovo il serbatolo
- Chiudere di nuovo l'apertura con la vite di riempimento. L'ollatore è pronto al funzionamento.

Max. pressione di funzionamento e temperatura
Per filtrì e ollatori a nebbia con serbatol di plastica la max. pressione d'esercizio è di 16 bar fino a max +30 °C 10 bar filno a max +50 °C Per il gruppo condizionatore devono essere utilizzati i tipi di olio elencati di seguito:
■ per sollecitazione da leggera a normale utilizzare l'olio idraulico con caratteristiche anticorrosive HLP/ISO-VG22 (No. d'ordine 3 21 32 017 05 0 - 0,25 l) oppure.
■ HLP/ISO-VG46 (No. d'ordine 3 21 32 006 01 7 - 0,5 l).
In caso di un fermo più lungo con una durata di diversi mesi si consiglia l'impiego, prima dell'arresto, di oli anticorrosivi con caratteristiche HD (livello di forza di danneggiamento: min. 8); p. es. oli per conservazione del motore "Mobilarma 524" (Ditta Mobil) oppure "Ensls 10W" (Ditta Shell).
Il motore può gelare in caso di condizioni sfavorevoli di impiego, basse temperature (sotto +3 °C) e/o elevato contenuto di acqua dell'arla compressa. Questo è evitabile utilizzando un antigelo e lubrificante sintetico comunemente in commercio, P. es. "Kilfrost" oppure in combinazione con il serbatoio metallico del gruppo condizionatore "Renolin SDL 1808"! Svuotare innanzitutto le tubazioni e l'oliatore. Evitare un miscuglio in quanto lo stesso causerebbe la riduzione oppure l'annullamento dell'azione antigelo.
Non è necessario togliere il velo lubrificante restante.
■ Kilfrost Antigelo (Ditta DEPRAG - No. d'ordine 807287)
■ Kilfrost 400 (Ditta Weyer Indutec)
■ Renolln SDL 1808 (Dltta Fuchs) è un lubrificante per arla compressa degradabile biologicamente che è impiegabile limitatamente in caso di installazione di tubi per acqua potabile! A riguardo osservare scrupolosamente le norme in vigore, le prescrizioni e le disposizioni di legge e le Istruzioni del produttore del lubrificante.
Pressione del flusso:
Una pressione del flusso superiore a 6 bar causa usura. Una pressione troppo bassa causa prestazioni ridotte.
Per quanto riguarda la qualità dell'aria compressa secondo ISO 8573-1 si consiglia:
| Classe Olio residuo | Polvere residua Acqua residua | |||||||
| [mg/m3] Dimensione delle particelle [μm] | max.concen-trazione [mg/m3] | Punto di ruglada pres-sione [°C] | Concen-trazione [g/m3] | |||||
| Nell'aria | 4 | 5 | 1 | 5 | 8 | + | 3 | 6 |
oliata
Nell'aria 3 1 5 5 -20 0,88
non
oliata
Garanzia.
La garanzia sul prodotto vale conformemente alle regolamentazioni legali nel paese della messa in circolazione.
Utensili per fresare ed accessori.
Lame da taglio per sega circolare

1

2

3
Forma 1, HSS, per tipo di trasmissione: a, b - per la lavorazione di tubi in acciaio
| ∅ Lar- ghezza | Fil. (Filett aatura) | Numero dei denti | max. pro-fondità di taglio | Numero d'ordine |
[mm] [mm] [kg] [mm]
| 160 4 0,5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 4 0,7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 4 0,9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 5 1,3 | 70 | 68 | 6 35 02 041 00 1 |
Forma 2, HSS, per tipo di trasmissione: b - per la lavorazione di tubi in ghisa
| ∅ Lar-ghezza | Fil. (Filett dei denti atura) | Numero max. profondità di taglio | Numero d'ordine |
[mm] [mm] [kg] [mm]
| 160 4 0,5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 4 0,7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 4 0,9 | 50 | 45 | 6 35 02 099 00 4 |
it
Forma 3, HSS, con denti in metallo duro, per tipo di trasmissione: b - per la lavorazione di tubi in ghisa (anche con rivestimento in cemento) e tubi in acciaio non legati fino a 400 N/mm²
∅ Lar-
Fil.
(Filett del denti
atura
Numero
del denti
[Non-Text]
max. pro-
fondità di
taglio
Numero d'ordine
[Non-Text]
[Non-Text]
[mm] [mm] [kg] [mm]
160 4 0,5 40 25 6 35 02 080 00 8
Contenitore per il trasporto
Lunghezza x larghezza x altezza
mm mm mm
1000×800×395 33901114007
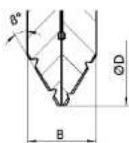
Frese sagomate

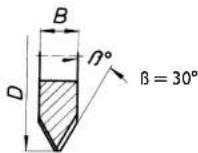
Forma a V, HSS, per tipo di trasmissione:
a - per la lavorazione di tubazioni in acciaio, ad alta lega
b - per la lavorazione di tubi in acclalo ed in ghlsa non legati fino ad
un max. spessore della parete di 10 mm ed un max. diametro di
1600 m
D B Fil.
Numero
(Filet- dei denti
tatura
β max. pro-
fondità di
taglio
[mm] [mm] [kg] Pz.
(pezzo)
160 30 2,85 36
30 25
6 35 08 081 00 9
160 30 2,85 36
30,5 25
6 35 08 093 00 0
180 42 4,8 36
37,5 35
6 35 08 094 00 0


= 8^
r = 6 mm
b=4mm
Forma a U, HSS, per tipo di trasmissione:
a - per la lavorazione di tubi in acciaio, ad alta lega
b - per la lavorazione di tubi in acciaio ed in ghisa non legati fino ad
un max. spessore della parete di 10 mm ed un max. diametro di
1600 mm
DB
Fil.
Numero
(Filet- dei denti
tatura
max. pro-
fondità di
taglio
Numero d'ordine
[mm] [mm] [kg] St. [mm]
160 25 2,8 40
25 6 35 08 089 00 7
Fresa multipla, HSS, per tipo di trasmissione:
a - per la lavorazione di tubi in acciaio, ad alta lega
b - per la lavorazione di tubi in acciaio ed in ghisa non legati fino a
un max. spessore della parete di 10 mm ed un max. diametro di
1600 mm
D B
B
Fil.
(Filet- o del
tatura denti
β max.
profon-
dità di
taglio
[mm]
[mm]
[kg] Pz.
- 公司董事会
[°] Lar-
ghezza
160 38
2,85
65 25
6 35 08 091 01 0
150 28
2,0
30 25
6 35 08 099 01 0
160 38
2,85
37,5 25
6 35 08 095 01 0

Fresa multipla, HSS, per tipo di trasmissione:
a - per la lavorazione di tubi in accialo, ad alta lega
b - per la lavorazione di tubi in accialo ed in ghisa non legati fino a
un max. spessore della parete di 10 mm ed un max. diametro di
1600 mm
D
B
Fill.
Numero
B
max. pro-
Numero
(Filet- del denti
for
lità di d'ordine
tatura
taglio
[mm] [mm] [kg] Pz.
(1)
[°] Larghezza
(pezzo)
30 25
6 35 08 099 02 0
Frese sagomate speciali per altri materiali e altre geometrie di taglio su richiesta
Pezzo di catena
10 Pezzi di catene x 63,5 mm = 635 mm
Numero d'ordine 3 02 31 013 02 7
1 Pezzi di catene x 31,75 mm
Numero d'ordine 3 02 31 029 00 2
Perno di ricambio
Numero d'ordine 3 02 17 216 00 4



Anello di sicurezza di ricambio
Numero d'ordine 4 26 34 020 00 5
Cunei per taglio in acciaio
Numero d'ordine 6 33 05 006 00 8
Cunei per taglio che non producono scintille
Numero d'ordine 6 33 05 013 00 2
Accessori forniti in dotazione
| Numero d'ordine | Quantità | Denominazione |
| 3 39 01 114 00 7 1 | Contenitore per il trasporto | |
| 3 39 01 031 00 1 1 | Cassetta per gli utensili | |
| 3 21 22 007 01 7 1 | Manovella | |
| 6 29 01 016 00 2 1 | Chiave fissa semplice, apertura chiave, SW 46 | |
| 6 29 03 010 00 6 1 | Chiave fissa semplice, apertura chiave, SW 55 | |
| 6 29 11 010 00 0 1 | Chiave ad anello, 17/19 | |
| 6 29 06 013 00 5 1 | Chiave tubolare, apertura chiave, SW 46 | |
| 3 02 31 029 00 2 1 | 10 Catena a rulli | |
| 3 02 17 216 00 4 2 | 20 Perno | |
| 4 26 34 020 00 5 4 | 40 Anello di sicurezza | |
| 6 33 05 006 00 8 1 | 10 Cuneo di espulsione solo per RSG 18 a/b (**), RDG 18-3 a/b (**) | |
| 6 33 05 013 00 2 5 | Cuneo di espulsione, che non produce scintille solo per RSG Ex 18 a/b (**) | |
| 3 07 02 041 01 4 1 | Combinazione di apparecchi di comando solo per RSG 18 a/b (**), RSG Ex 18 a/b (**) | |
| 3 21 74 009 00 1 1 | Imbragatura rotonda | |
| 3 21 74 010 00 3 1 | Imbragatura rotonda | |
| 3 07 28 188 00 8 1 | Giunto CEE Kupplung per RSG 18 a/b (**) e RSG Ex 18 a/b (**) | |
| 3 21 32 006 01 7 1 | Lattina di o llo solo per RDG 18-3 a/b (**) | |
| 3 27 15 129 02 0 1 | Gruppo condizionatore composto solo per RDG 18-3 a/b (**) | |
| 3 14 14 001 02 3 1 | Tubo flessibile preparato solo per RDG 18-3 a/b (**) |
Accessorio opzionale
| Numero d'ordine | Quantità | Denominazione |
| 3 02 31 013 02 7 1 | Catena con | 10 pezzi di catena |
| 4 26 34 020 00 5 1 | Anello di sicurezza | |
| 3 02 17 216 00 4 1 | Perno | |
| 4 30 12 051 12 2 1 | Vite calibrata | |
| 6 33 05 013 00 2 | Cuneo di espulsione che non produce scintille | |
| 3 07 09 022 01 2 1 | Cavo di collegamento (elettrico) | |
| 9 12 01 002 00 4 D | Dispositivo di lubrorefrigerazione per aria compressa (DLRA) | |
| 3 24 33 027 01 7 1 | Particolari di collegamento per DLRA (Plastra assemblata) |
| Numero d'ordine | Quantità | Denominazione |
| 3 27 15 129 02 0 1 | Gruppo condizionatorecomposto solo perRDG 18-3 a, b (**) | |
| 9 26 01 023 02 3 1 | Compressore per DLRA | |
| 3 14 14 055 00 2 1 | Tubo flessibile PA-DL completoper compressore | |
| 4 11 36 005 01 9 1 | Manicotto di accopplamento |
Dispositivo di lubrorefrigerazione per aria compressa 9 12 01 002 00 4
A causa delle possibili elevate velocità di taglio e di avanzamento della fresatrice per tubo è necessario un raffreddamento e lubrificazione degli utensili durante la lavorazione di acciaio. Il dispositivo di lubrorefrigerazione per aria compressa lavora secondo il principio della nebulizzazione e della evaporazione del lubrorefrigerante e garantisce tramite gli spruzzatori applicati sulla fresatrice un continuo e buon raffreddamento e lubrificazione. Inoltre viene evitato l'imbrattamento del terreno in caso di Implego in cantiere a causa dell'emulsione per perforazione che altrimenti viene comunemente alimentata manualmente.
Quale lubrorefrigerante si consiglia l'impiego di lubrificante per la lavorazione di metallo BIOCUT 3000. Si tratta di un lubrificante di elevate prestazioni di nuova generazione, completamente sintetico, è dotato di una straordinarla azione di aderenza e raffreddamento, è solubile in acqua, biodegradabile ed economico nei consumi (a seconda della regolazione fino a ca. 0,3 dm ^3 /h per spruzzatore). BIOCUT 3000 non contiene sostanze nocive per la salute. Soddisfa tutte le richieste del Deutschen Vereins des Gas- und Wasserfachs e.V. (DVGW).
Tutte le sostanze contenute corrispondono alle direttive del FDA (Food and Drug Administration) e del Deutschen Arznelbuches (DAB) (Registro Farmaceutico Tedesco) nell'edizione attualmente in vigore.
Il lubrificante può essere acquistato presso:
Fa. Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
Tel. +49 (0) 721/45 05 55
Nelle varianti a corrente trifase RSG (**)/RSG Ex (**) è necessario un compressore, No. d'ordine FEIN 9 26 01 023 02 3, con una portata aspirata di ca. 130 l/min per poter impiegare il dispositivo di lubrorefrigerazione per aria compressa.
Guida direzione
A causa degli influssi indicati (vedi pagina 42) sulla precisione di funzionamento della fresatrice, è stato realizzato un semplice manicotto in lamiera in due parti che viene fissato sul tubo e che di conseguenza ha la funzione di guidare lateralmente la fresatrice. Il manicotto è costituito da 2 gusci di lamiere con profili quadri fissati esternamente, lungo i quali scorrono le ruote della fresatrici per tubi.
Polché I manicotti devono essere prodotti singolarmente per ogni diametro di tubo, gli stessi non sono fornibili franco fabbrica. Mettiamo tuttavia gratuitamente a disposizione la documentazione con disegni (3 27 15 089 00 2 e Off. Bl. 522).
Parti di ricambio.
La lista parti di ricambio attuale è disponibile in Internet alla pagina www.feln.com.
52 es
Manual original.
Datos técnicos.
Schema di collegamento moto
Interruttore supplementare
3 07 22 024 01 7
Combinazione di apparecchi di
comando 3 07 02 041 01 4
Switchgear combination
3 07 02 041 01 4
Módulo de conexión
3 07 02 041 01 4
Schema di collegamento
RSG Ex 18 a/b (**)
Connection diagram
RSG Ex 18 a/b (**)
Esquema de conexión
Schéma de connexion
RSG Ex 18 a/b (**)
Схема присоединения
RSG 18 a/b (**)





- Espanol
- Dommages matériels !
- Istruzioni originali.
- Dati tecnici.
- Fresatrice per tubi elettrica:
- Fresatrice per tubi pneumatica:
- Uso previsto per le fresatrici per tubi.
- Direttiva CEE 94/9EG ATEX (atmosfera esplosiva)
- Guida rapida.
- Per la Vostra sicurezza.
- Indicazioni generali di sicurezza.
- Luogo di lavoro.
- Sicurezza elettrica.
- Sicurezza utilizzando aria compressa.
- Sicurezza di persone.
- Impiego.
- Istruzioni di sicurezza specifiche per fresatrici per tubi.
- Pericolo di lesioni
- Fresatrici per tubi azionate elettricamente (modello RSG (\*\*)).
- Modo di funzionamento (vedi figura A).
- it
- Prima della messa in funzione.
- Lavori preparatori sul tubo da lavorare.
- Lavori preparatori sulla fresatrice per tubi (vedi figura A).
- Fissare le fresatrice sul tubo.
- Applicare le catene articolate.
- Tensione delle catene articolate.
- ⚠️ Pericolo di incidenti!
- Montare gli utensili da taglio.
- ⚠️ Pericolo di lesioni
- Messa in funzione.
- Fresatrice per tubi nel modello parzialmente protetto contro le esplosioni:
- Uso.
- Corsa di ritorno delle fresatrici per tubi (RSG ( ** )/RSG Ex ( ** )).
- Danneggiamento alle cose!
- Istruzioni per il raffreddamento.
- it
- Regolazione della precisione della corsa.
- Bloccaggio della fresatrice per tubi.
- Esempio:
- Interventi conclusivi dopo ogni impiego operativo.
- Nelle macchine pneumatiche:
- Magazzinaggio della fresatrice per tubi.
- Manutenzione e riparazione.
- Per la manutenzione e la riparazione.
- Istruzioni generali
- Manutenzione delle catene articolate
- Testa mandrino portautensile
- Controllo del livello dell'olio della trasmissione
- Nota:
- Cambio dell'olio della trasmissione
- Motore pneumatico
- Danno alle cose!
- Smontaggio del motore pneumatico:
- Dispositivo di avanzamento (vedi figura A)
- Smontaggio:
- Montaggio:
- Dispositivo di serraggio
- Lubrificanti e schema di lubrificazione
- Lubrificanti per il motore pneumatico
- it
- Lubrificanti per superfici di scorrimento
- Gruppo condizionatore.
- per modello RDG (\*\*)
- Montaggio del gruppo condizionatore
- Filtri
- Manutenzione
- Pulizia
- Oliatori a nebbia
- Regolazione
- Uso
- Max. pressione di funzionamento e temperatura
- Garanzia.
- Utensili per fresare ed accessori.
- Lame da taglio per sega circolare
- Contenitore per il trasporto
- Frese sagomate
- Pezzo di catena
- Perno di ricambio
- Anello di sicurezza di ricambio
- Cunei per taglio in acciaio
- Cunei per taglio che non producono scintille
- Dispositivo di lubrorefrigerazione per aria compressa 9 12 01 002 00 4
- Guida direzione
- Parti di ricambio.
- es
- Manual original.
- Datos técnicos.
Marca : Fein
Modello : RDG 183b
Categoria : Fresatrice