
RP1110CJ - Fräsmaschine MAKITA - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts RP1110CJ MAKITA als PDF.

| Marque | Makita |
| Modèle | RP1110CJ |
| Type de produit | Oberfräse |
| Capacité du mandrin | 8 mm oder 1/4" |
| Profondeur de plongée | 0-57 mm |
| Vitesse à vide | 8.000 - 24.000 min⁻¹ (variabel, 5 Positionen) |
| Hauteur totale | 260 mm |
| Poids net | 3,4 kg (laut EPTA 01/2003) |
| Alimentation | Einphasig, Netzspannung (siehe Typenschild) |
| Double isolation | Ja, gemäß EU-Richtlinien (keine Erdung erforderlich) |
| Utilisation | Bündigfräsen, Profilieren von Holz, Kunststoff und ähnlichen Materialien |
| Réglage de la profondeur de coupe | Durch Anschlagstange mit Anzeiger und Einstellknopf (1 mm pro Umdrehung) |
| Butoir à 3 vis | Drei Innensechskant-Einstellschrauben (0,8 mm/Umdrehung) für voreingestellte Tiefen |
| Variateur de vitesse | Drehzahlregler von 1 bis 5, Auswahl der idealen Drehzahl je nach Material und Fräserdurchmesser |
| Guide de coupe rectiligne | An der Basis befestigt für gerade Schnitte, Abstand einstellbar |
| Guide de gabarit (accessoire) | Ermöglicht die Verwendung von Schablonen für Muster |
| Raccordement à un aspirateur | Über Auswerferbaugruppe und Absauganschluss (Schlauch 28 mm) |
| Entretien | Kohlebürstenwechsel (regelmäßig prüfen, paarweise ersetzen) |
| Sécurité | Gehörschutz empfohlen; allgemeine und spezifische Sicherheitshinweise beachten |
Häufig gestellte Fragen - RP1110CJ MAKITA
Benutzerfragen zu RP1110CJ MAKITA
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Fräsmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch RP1110CJ - MAKITA und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. RP1110CJ von der Marke MAKITA.
BEDIENUNGSANLEITUNG RP1110CJ MAKITA
GB Router Electronic Router Instruction Manual
F Défonceuse Défonceuse Electronique Manuel d'instructions
D Oberprüse Elektronische Oberprüse Betriebsanleitung
I Fresa Istruzioni per l'uso Fresa elettronica
NL Bovenfrees Elektronische bovenfrees Gebruiksaanwijzing
E Rebajadora Rebajadora Electrónica Manual de instructaciones
P Tupia Tupia Eletrônia Manual de instruções
DK Overfraser Elektronisk overfraser Brugsanvisning
GR Περιστρεφόμενη φραίζa Hλεκτρονική περιστρεφόμενη φραίζa Oδγίες χρησεως
RP0910 RP1110C
RP0910 RP1110C

1
2
3
4
5
6
7
8
9
10
11 12
13 14
15 16
17 18
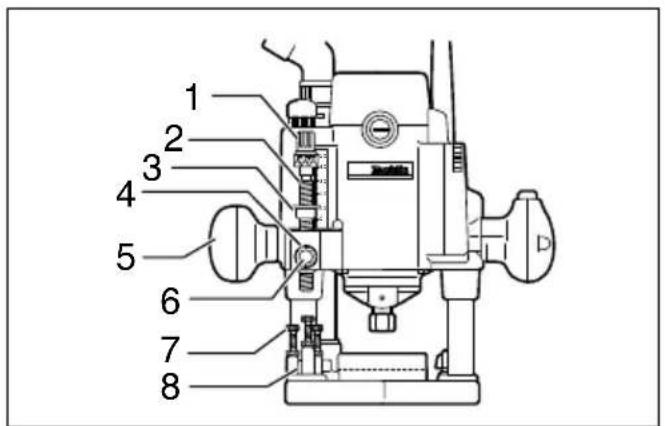
| 1 Einstellknopf | 15 Schraubenschlüsse | 28 Schraube |
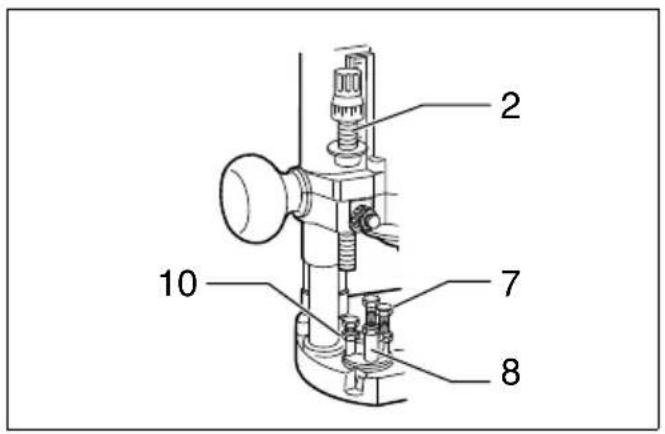
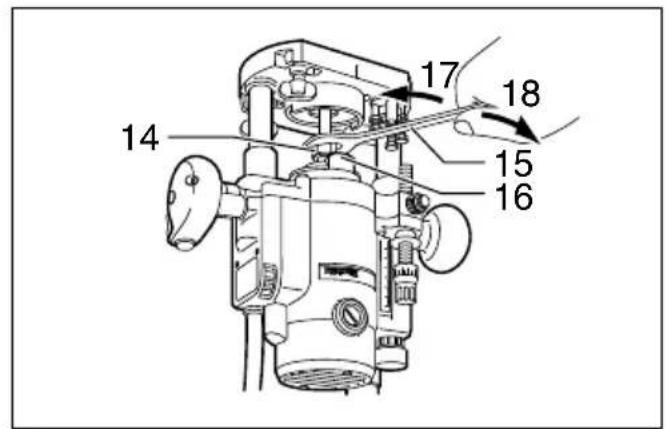
| 2 Anschlagstange | 16 Spindelarretierung | 29 Fräser |
| 3 Tiefenzeiger | 17 Anziehen | 30 Gleitschuh |
| 4 Anschlagstangen- | 18 Lösen | 31 Schablone |
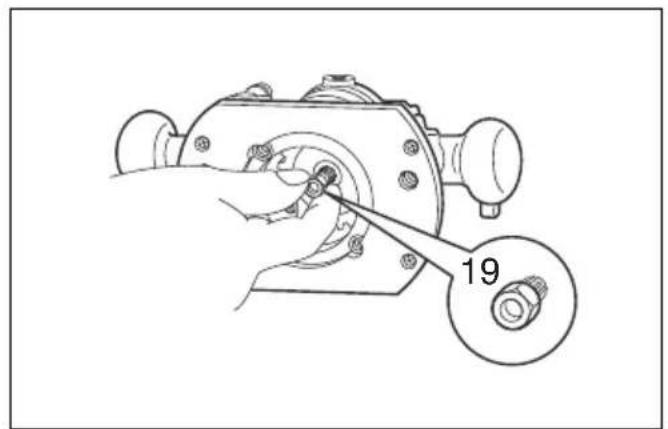
| Feststellmutter | 19 SpanNZangenkonus der korrekten Grübe | 32 Werkstück |
| 5 Feststellknopf | 33 Schablonenüberstand (X) | |
| 6 Schnellvorschubknopf | 20 Werkstück | 34 Außendurchmesser Führungs- hülse |
| 7 Sechskant-Einstellschraube | 21 Fräserdrehrichtigung | |
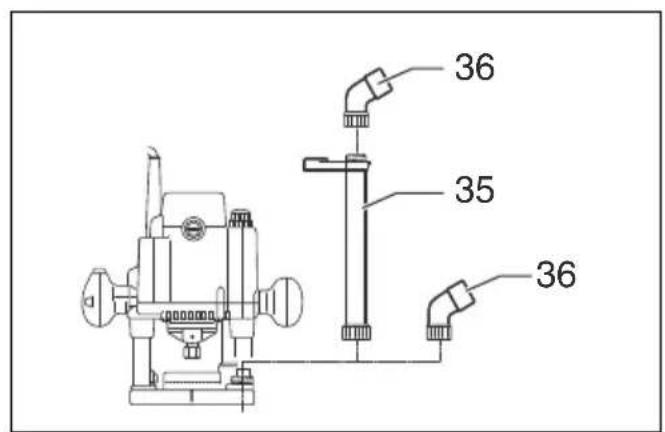
| 8 Anschlagblock | 22 Vorschubrichtung | 35 Absaugrohr |
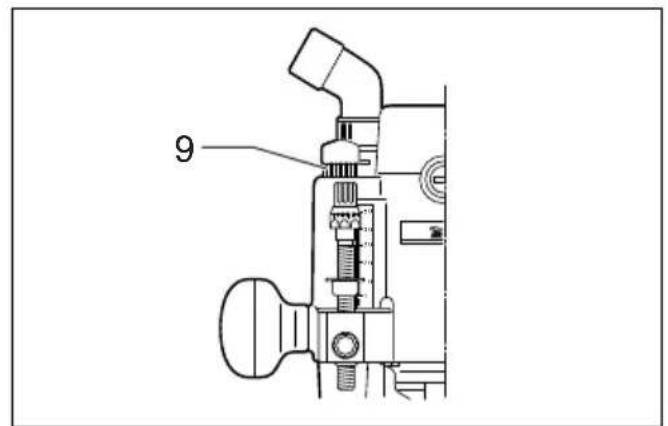
| 9 Nylonmutter | 23 Ansicht von Werkzeug- | 36 Absaugstutzen |
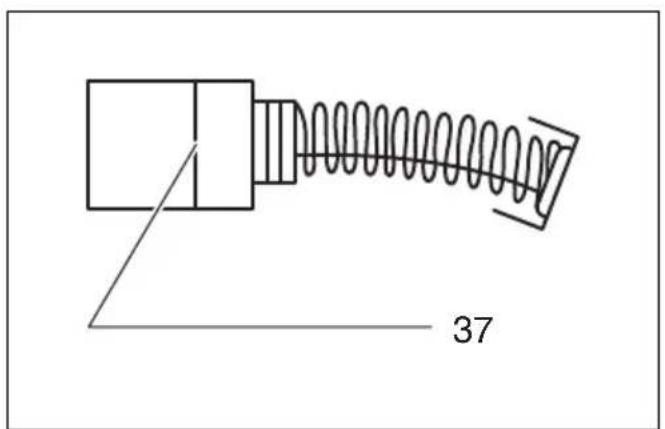
| 10 Sechskantmutter | Oberseite | 37 Verschleißgrenze |
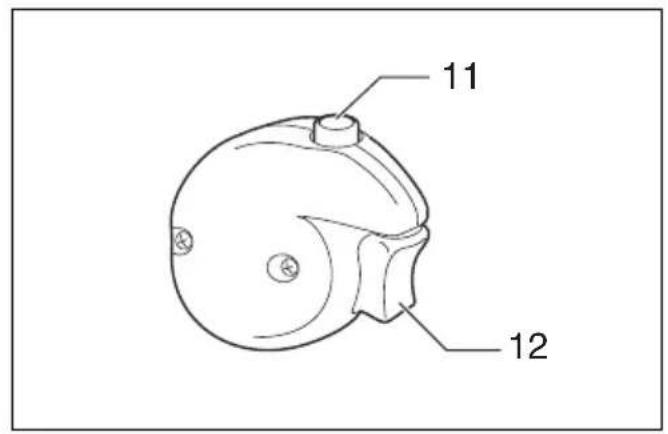
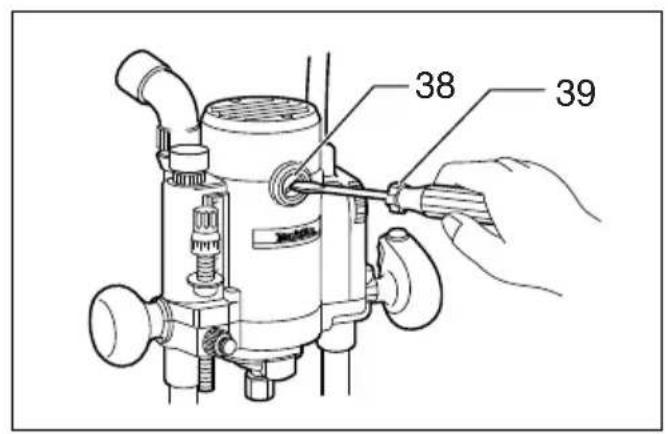
| 11 Arretierknopf | 24 Parallelanschlag | 38 Bürstenhalterkappe |
| 12 Ein-Aus-Schalter | 25 Feststellschraube | 39 Schraubendreher |
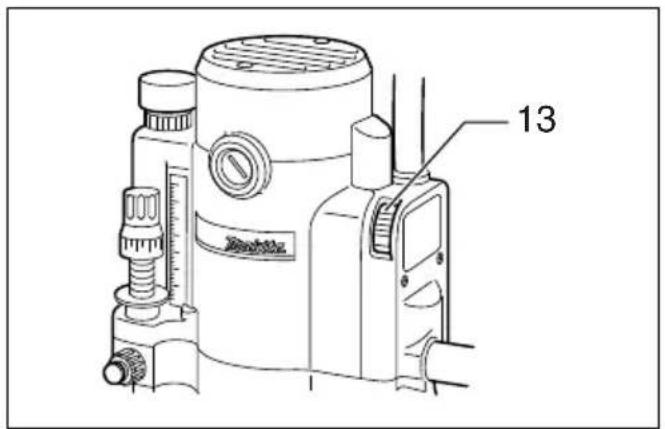
| 13 Drehzahl-Stellrad | 26 Führungskante | |
| 14 SpanNZangenmutter | 27 Kopierhülse |
TECHNISCHE DATEN
| Model | RP0910 | RP1110C | |
| Max. Spannzangenkapazität | 8 mm oder 1/4" 8 mm oder 1/4" | ||
| Hubhöhe | 0 - 57 mm 0 - 57 mm | ||
| Leerlaufdrehzahl (min-1) | 27 000 8 000 - 24 000 | ||
| Gesamthöhe | 260 mm 260 mm | ||
| Nettogewicht | 3,3 kg 3,4 kg | ||
| Sicherheitsklasse | /II |
GEB018-2
SICHERHEITSWARNUNGEN FÜR OBERFRÄSE
- Wir behalten uns vor, Änderungen im Zuge der Entwicklung und des technischen Fortschritts ohne vorherige Ankündigung vorzunehmen.
- Die technischen Daten können von Land zu Land abweichen.
Gewicht nach EPTA-Verfahren 01/2003
Vorphesehene Verwendung
Die Maschine ist für Glattschneiden und Profilfräsen von Holz, Kunststoff und ähnlichen Materialien vorgesehen.
Netzanschluß
Die Maschinearf nur an die auf dem Typenschild angegebene Netzspannung angeschlüssen werden und arbeitet nur mit Einphasen-Wechselspannung. Sie ist entsprechend den Europäischen Richtlinien doppeltschutzisoliert und kann dazu auch an Steckdosen ohne Erdanschluss betrieben werden.
GEA010-1
Allgemeine Sicherheitswannungen für Elektrowerkzeuge
WARNUNG Lesen Sie alle Sicherheitswannungen und Anweisungen durch. Eine Missachtung der unten aufgeführten Warnungen und Anweisungen kann zu einem elektrischen Schlag, Brand und/oder schweren Verletzungen führen.
Bewahren Sie alle Warnungen und Anweisungen für spätere Bezugnahme auf.
- Halten Sie Elektrowerkzeuge nur an den isolierten Grifflächen, wenn Sie Arbeiten ausführren, bei denen die Gefahr besteht, dass verborgene Kabel oder das eigene Kabel kontaktiert werden. Bei Kontakt mit einem stromführungn Kabel werden die freiliegenden Metallteile der Maschine ebenfls stromführung, so dass der Benutzer einen elektrischen Schlag erleiden kann.
- Verwenden Sie Klemmen oder eine andere praktische Methode, um das Werkstück auf einer stabilen Unterland zu sichern und abzustützen. Wenn Sie das Werkstück nur von Hand oder gegen ihren Körper halten, befindet es sich in einer instabilen Lage, die zum Verlust der Kontrolle führen kann.
- Tragen Sie bei längerem Arbeiten mit der Frage einen Gehorschutz.
- Behandeln Sie den Fraser sorfältig.
- Überprüfen Sie den Fraser vor Gebrauch sorgfältig auf Risse oder Beschädigung. Tauschen Sie gerissene oder beschädigte Fraser(sofort aus.
- Achten Sie auf eventuell vorhandene Nagel oder Fremdkörper. Das Werkstück vor Beginn der Arbeit auf Fremdkörper untersuchen und diese gegebenenfalls entfern.
- Halten Sie die Maschine mit beiden Händen fest.
- Halten Sie die Höhe von den sich bewegenden Teilen der Maschine fern.
-
Das Gerät nicht einschalten, wenn der Fraser das Werkstück berührt.
-
Vor dem Ansetzen auf das zu bearbeitende Werkstück, die Fräse einige Zeit ohne Last laufen halten. Wird ein Vibrieren oder unrunder Lauf festgestellt, prüfen Sie, ob der Fraser sachgemäß eingesetzt wurde oder beschädigt ist.
- Achten Sie auf Drehrichtung und Vorschubrichtung.
- Die Maschine nicht im eingeschalteten Zustand aus der Hand legen. Die Benutzung ist nur in handgehaltener Weise vorgesehen.
- Die Fräse erst dann vom Werkstück abnehmer, nachdem die Maschine abgeschelt warde und der Fraser zum Stillstand gekommen ist.
- Berühren Sie den Fräser nicht unmittelbar nach dem Gebrauch; da er sehr heiß ist und Hautverbrennungen verursachen kann.
- Die Kunststoffe der Maschine nicht mit Lösungsmitteln, Benzin oder Öl in Kontakt briggen. Risse oder Versprädung können dadurch verursacht werden.
- Machen Sie auf die Notwendigkeit aufmerksam, Fraser mit korrektem Schaftdurchmesser zu verwenden, die für die Drehzahl der Maschine geeignet sind.
- Manche Materialien können giftingige Chemikalien enthalten. Treffen Sie Vorsichtsmaßnahmen, um das Einatmen von Arbeitsstaub und Hautkontakt zu verhüten. Befolgen Sie die Sicherheitsdaten des Materialherstellers.
- Verwenden Sie stets die korrekte Staubschutz-oder Atemmaske für das jeweilige Material und die Anwendung.
BEWAHREN SIE DIESE HINWEISE SORGFÄLTIG AUF.
WARNING:
Lassen Sie sich NICHT durch Bequemlichkeit oder Vertrautheit mit dem Produkt (durch wiederholten Gebrauch erworben) von der strikten Einhaltung der Sicherheitsregeln für das vorliegende Produkt abhalten. MISSBRAUCH oder Missachtung der Sicherheitsvorschriften in dieser Anleitung konnen schwere Verletzungen verursachen.
FUNKTIONSBESCHREIBUNG
VORSICHT:
- Vergewissern Sie sich vor jeder Einstellung oder Funktionsprüfung der Maschine stets, dass sie ausgeschelt und vom Stromnetz getrennt ist.
Einstellen der Schnitttiefe (Abb. 1)
Das Werkzeug auf eine ebene Fläche stellen. Den Feststellknopf losen, und den Werkzeugkorper absenken, bis der Fraser die Stellfläche leicht berührt. Den Werkzeugkorper durch Anziehen des Feststellknopfes arretieren.
Drehen Sie die Anschlagstangen-Feststellmutter entgen dem Uhrzeigersinn. Die Anschlagstange absenken, bis sie mit der Einstellschraube in Berührung kommt. Den Tiefenzeiger auf den Skalenstrich "0" ausrichten. Die Schnitttiefe wird durch den Tiefenzeiger auf der Skala angezeigt.
Die Anschlagstange bei gedrücktem Schnellvorschubknopf anheben, bis die gewünschte Schnitttiefe erreicht ist. Eine Feineinstellung kann durch Drehen des Einstellknopfes vorgenommen werden (1 mm pro Umdrehung).
Durch Drehen der Anschlagstangen-Feststellmutter im Uhrzeigersinn kann die Anschlagstange sicher arretiert werden.
Nun kann die voreingestellte Schnitttiefe erreicht werden, indem der Feststellknopf gelost und der Werkzeugkorper abgesenkt wird, bis die Anschlagstange mit der Einstellschraube des Anschlagblocks in Berührung kommt.
Nylonmutter (Abb. 2)
Durch Drehen der Nylonmutter kann die Obergrenze des Werkzeugkörpers eingestellt werden. Wenn die Spitze des Frasers in Bezug auf die Führungsschuhfläche weiter eingezogen wird als erforderlich, kann die Obergrenze durch Drehen der Nylonmutter abgesenkt werden.
VORSICHT:
- Da eine übermäßige Schnitttiefe eine Überlastung des Motors oder schlechte Kontrolle des Werkzeugs verursachen kann, sollen die Schnitttiefe nicht mehr als 15 mm pro Durchgang betragen, wenn Nuten mit einem 8-mm-Fraser gefrist werden.
- Wenn Nuten mit einem 20-mm-Fraser gefrist werden, sollte die Schnitttiefe nicht mehr als 5 mm pro Durchgang betragen.
- Umalanderstiefe Nuten zu fransenind zwei oder drei Durchgange mit zunehmender Schnitttiefe durchzufahren.
- Senken Sie die Nylonmutter nicht zuweit ab, weil sonst der Fraser gefährlich welt übersteht.
Anschlagblock (Abb. 3)
Der Anschlagblock besitzt drei Sechskant-Einstellschrauben, die den Block um 0,8 mm pro Umdrehung anheiten bzw. absenken. Mit diesen Sechskant-Einstellschrauben konnen drei verschiedene Schnitttiefen bequem eingestellt werden, ohne die Anschlagstange zu verstehen.
Stellen Sie die unterste Sechskantschraube nach der Methode "Einstellen der Schnitttiefe" ein, um die tiefste Schnitttiefe zu erhalten. Die übrigen zwei Sechskantschrauben zur Einstellung geringerer Schnitttiefen verwenden. Die Höhenunterschiede dieser Sechskantschrauben entsprechen den entsprechlichen Schnitttiefen.
Zum Einstellen der Sechskantschrauben zuerst die Sechskantmuttern der Schrauben mit dem Schraubenschlüssel lose, und dann die Sechskantschrauben dieren. Nach Erreichen der gewünschten Position die Sechskantmuttern anziehen, während die Sechskantschrauben in dieser Position gehalten werden. Der Anschlagblock ist auch practisch, um tiefe Nuten in drei Durchgangen mit zunehmend großerer Schnitttiefen-Einstellung zu fräsen.
Schalterbedienung (Abb. 4)
VORSICHT:
- Vergewissern Sie sich vor dem Anschlieben des Werkzeugs an das Stromnetz stets, dass der Ein-Aus-Schalter ordnungsgemäß Funktioniert und beim Loslassen in die AUS-Stellung zurückkehrt.
- Vergewissern Sie sich vor dem Einsatz des Werkzeugs, dass die Spindelarretierung frei gegeben ist.
Zum Starten des Werkzeugs den Ein-Aus-Schalter bei gedrücktem Arretierknopf betätigten. Zum Anhalten den Ein-Aus-Schalter loslassen.
Für Dauerbetrieb den Ein-Aus-Schalter betätigten, und dann den Arretierknopf weiter hineindrücken. Zum Anhalten des Werkzeugs den Ein-Aus-Schalter betätigten, so dass der Arretierknopf automatisch herausspringt. Dann den Ein-Aus-Schalter loslassen.
Nach dem Loslassen des Ein-Aus-Schalters verhindert die Einschlatsperre eine ungewolte Betätigung des Ein-Aus-Schalters.
Drehzahl-Stellrad (Abb. 5)
Für RP1110C
Die Drehzahl kann durch Drehen des Drehzahl-Stellrads auf eine der Stufen von 1 bis 5 geändert werden.
Durch Drehen des Stellrads in Richtung der Nummer 5 wird die Drehzahl erhöht, während sie durch Drehen in Richtung 1 verringgert wird.
Dies gestattet die Wahl der idealen Drehzahl für eine optimale Materialbearbeitung, d.h. die Drehzahl kann auf einen für Material und Fräserdurchmesser optimalen Wert eingestellt werden.
Die ungebahren Drehzahlen für die einzelnen Stellrad-Positionen sind aus der Tabelle ersichtlich.
| Position min | -1 |
| 1 8 000 | |
| 2 | 1 |
| 3 | 1 |
| 4 | 2 |
| 5 | 2 |
VORSICHT:
- Das Drehzahl-Stellrad lässt sich nur bis 5 und darüber auf 1 drehen. Wirde es gewaltsam über 5 oder 1 hinaus gedreht, lässt sich die Drehzahl möglicherweise nicht mehr einstellen.
MONTAGE
VORSICHT:
- Vergewissern Sie sich vor der Ausführung von Arbeiten an der Maschine stets, dass sie ausgeschelt und vom Stromnetz getrennt ist.
Montage und Demontage des Frärsers (Abb. 6 und 7)
VORSICHT:
- Installieren Sie den Fraser sicher. Verwenden Sie stets nur den mit der Maschine gelieferten Schraubenschlussel. Einloser oder zu fest angezogener Fraser kann gefährlich sein.
- Ziehen Sie die SpanNZangenmutter nicht ohne eingefugen Fraser an. Dies kann dazu führen, dass der SpanNZangenkonus bricht.
Fuhren Sie den Fraser bis zum Anschlag in den Spannzangenkonus ein. Drücken Sie die Spindelarretierung, um die Spindel stationär zu halten, undziehen Sie die SpanNZangenmutter mit dem Schraubenschlussel fest.
Ein SpanNZangenkonus von 8 mm oder 6,35 mm ist worksbeitig an der Maschine montiert. Wenn Sie Oberfraseneinsätze mit anderen Schaftdurchmesser verwenden, wahlen Sie einen SpanNZangenkonus der korrekten Groß für den beabsichtigten Fraser aus.
Zum Demontieren des Frasers das Montageverfahren umgekehrt anwenden.
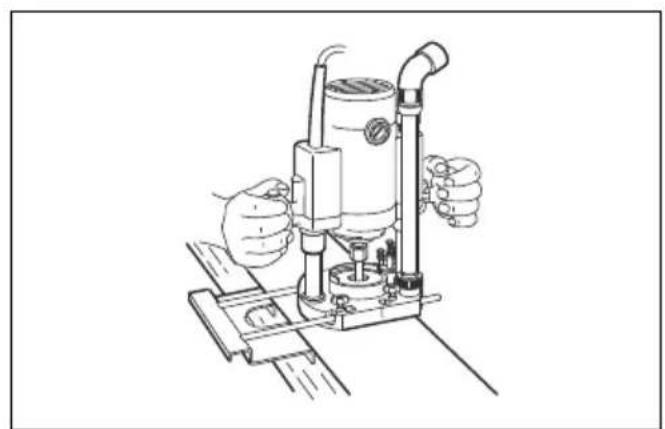
BETRIEB
VORSICHT:
- Vergewissern Sie sich vor dem Betrieb stets, dass sich der Maschinenkorper automatisch bis zur Obergrenze besteht und der Fraser nicht von der Grundplatte übersteht, wenn der Feststellknopf gelöst wird.
Den Gleitschuh auf das zu schneidende Werkstück aufsetzen, ohne dass der Fraser irgendwelchen Kontakt hat. Dann das Werkzeug einschalten und warten, bis der Fraser die volle Drehzahl erreicht. Den Werkzeugkorper absenken und das Werkzeug gleichmäßig und mit flach aufliegenden Gleitschuh über die Werkstück-Oberfläche vorschiben, bis der Schnitt vollendet ist.
Beim Kantenfräsen sollte sich die Werkstück-Oberfläche links vom Fraser in Vorschubrichtung befinden. (Abb. 8)
HINWEIS:
- Achten Sie darauf, dass der Absaugstutzen korrekt installiert ist.
- Eine zu hohe Vorschubgeschwindigkeit des Werkzeugs kann schlechte Schnittqualität oder Beschädigung von Fraser oder Motor zur Folge haben. Eine zu geringe Vorschubgeschwindigkeit kann Verbrennung und Verunstaltung des Schnitts zur Folge haben. Die korrekte Vorschubgeschwindigkeit hangt von der Frasergroße, der Art des Werkstücks und der Schnitttiefe ab. Bevor Sie den Schnitt am eigenen Werkstück ausführtem ist es ratsam, einen Probeschnitt an einem Stück Abfallholz durchzufahren. Dadurch erhalten Sie ein genaue Vorstellung vom Aussehen des Schnitts, und Sie haben die Möglichkeit, die Maße zu prufen.
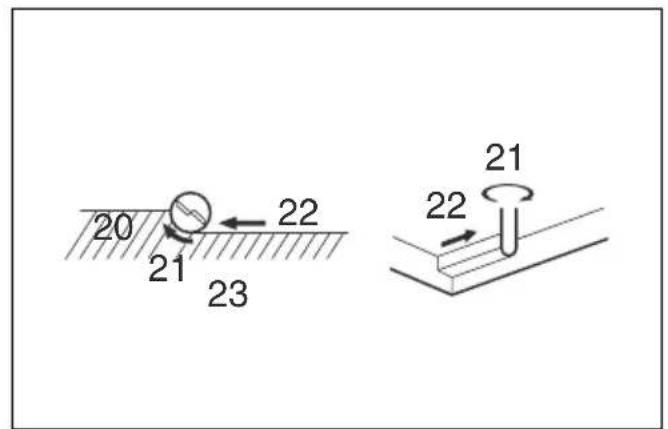
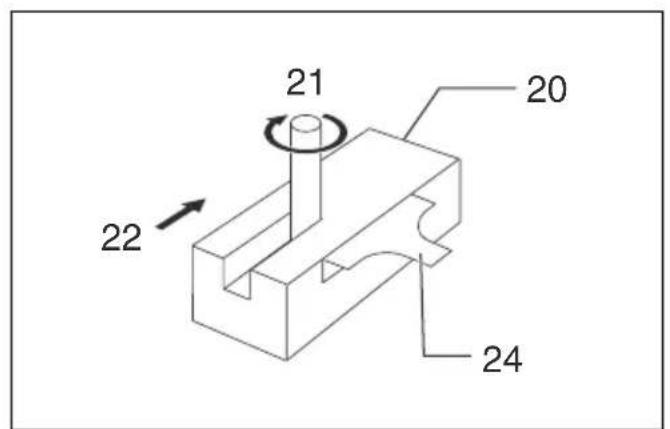
- Wenn Sie den Parallelanschlag verwenden, montieren Sieihn auf der rechten Seite in Vorschubrichtung. Dadurch ist gewährleistet, dass er bündig an der Werkstückkante anliegt. (Abb. 9)
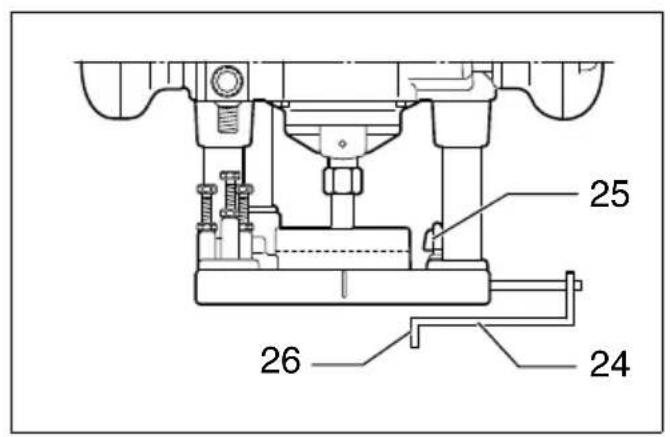
Parallelanschlag (Abb. 10, 11 und 12)
Der Parallelanschlag ist practisch zur Ausführung gerader Schnitte beim Anfasen oder Auskehlen.
Zum Montieren des Parallelanschlags die Führungsstangen in die Löscher im Gleitschuh einführen. Den Abstand zwischen Fraser und Parallelanschlag einstellen. Beim gewündsten Abstand die Feststellschraube anziehen, um den Parallelanschlag zu arretieren.
Fuhren Sie die Maschine beim Fräsen so, dass der Parallelanschlag bündig an der Werkstückkante anliegt.
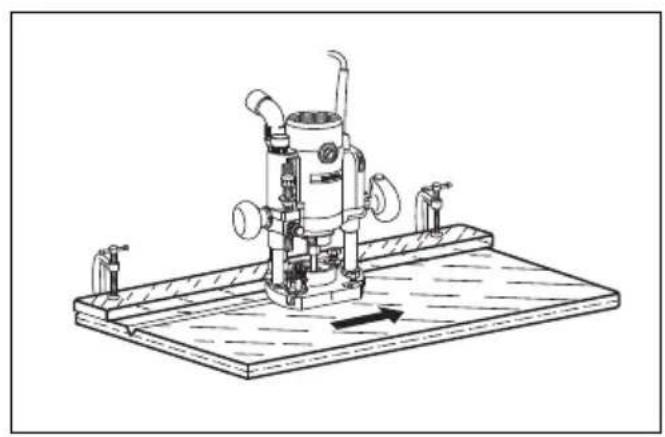
Falls der Abstand zwischen der Werkstückkante und der Schneidposition zu groß für den Parallelanschlag ist, oder falls der Werkstückkante nicht gerade ist, kann der Parallelanschlag nicht benutzt werden. In thisem Fall kann ein gerades Brett gegen das Werkstück geklemmt und als Führung für den Gleitschuh verwendet werden. Schieben Sie die Maschine in Pfeilrichtung vor.
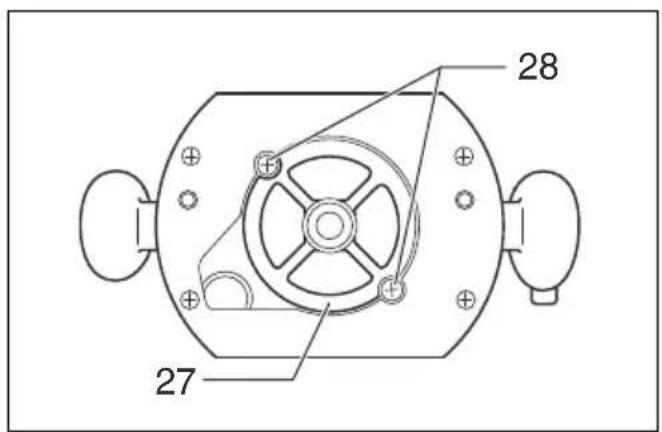
Kopierhülse (Zubehör) (Abb. 13, 14 und 15)
Die Schablonenführung weist eine Hülse auf, durch die der Fraser hindurchgeht, sodass die Maschine mit Schablonenmustern verwendet werden kann.
Zum Installieren der Kopierhülse die Schrauben an der Grundplatte losen, die Kopierhülse einsetzen, und die Schrauben festziehen.
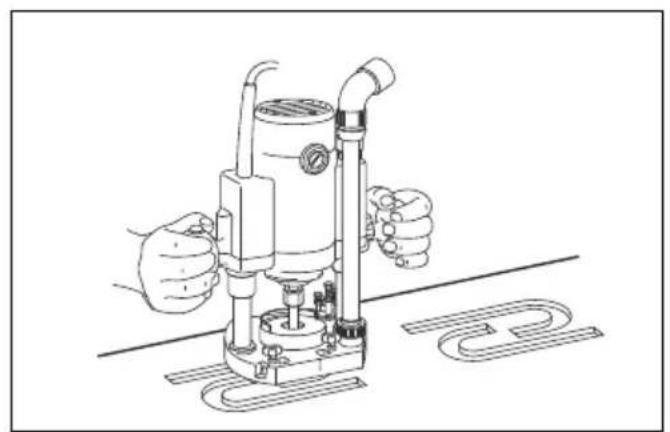
Die Schablone am Werkstück befestigen. Das Werkzeug auf die Schablone setzen und so führen, dass die Kopierhülse an der Kante der Schablone entlanggleitet.
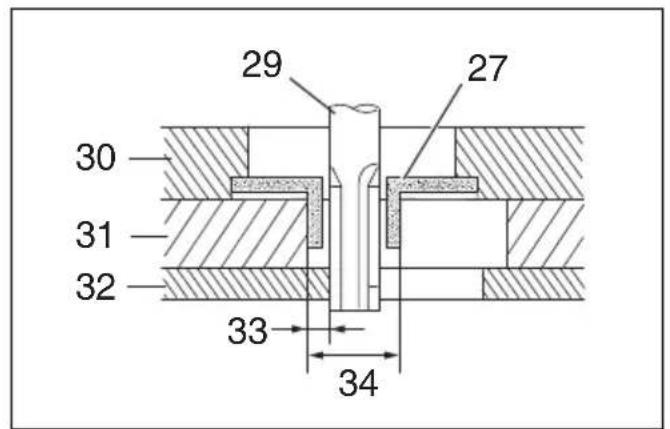
HINWEIS:
- Das Werkstück wird auf eine gingefugig andere große als die Schablone zugeschnitten. Halten Sie einen Abstand (X) zwischen dem Fraser und der AuBenseite Führungshülse ein. Der Abstand (X) kann mit der folgenden Gleichung berechnet werden:
Schablonenüberstand (X) = (AuBendurchmesser Fuh-. runghulse -Fraserdurchmesser) / 2
Anschluss eines Makita-Staubsaugers (Abb. 16)
Der Anschluss eines Makita-Staubsaugers an der Maschine gestattet saubereres Arbeitsen.
Das Absaugrohr und den Absaugstutzen an der Maschine anbringen. Je nach Art der Arbeit kann der Absaugstutzen auch direkt am Gleitschuh der Oberfrase angeschlossen werden.
Zum Anschluss an einen Makita-Staubsauger (Modell 407) wird ein gesonderter Schlauch von 28mm Innendurchmesser benötigt.
WARTUNG
VORSICHT:
- Denken Sie vor der Durchführung von Überprüfungen oder Wartungsarbeiten stets davon, die Maschine auszuschalten und vom Stromnetz zu trennen.
- Verwenden Sie auf keinen Fall Benzin, Benzol, Verdünner, Alkohol oder dergleichen. Solche Mittel konnen Verfärbung, Verformung oder Rissbildung verursachen.
Kohlebürsten wechseln
Die Kohlebürsten müssen regelmäßig entfernt und überprüft werden. Wenn sie bis zur Verschleißgrenze abgenutzt sind, müssen sie erneuert werden. Halten Sie die Kohlebürsten stets sauber, damit sie ungehindert in den Haltern gleiten können. Beide Kohlebürsten sollenn gleichzeitig erneuert werden. Verwenden Sie nur identische Kohlebürsten. (Abb. 17)
Drehen Sie die Bürstenhalterkappen mit einem Schraubendreher heraus. Die abgenutzten Kohlebürsten herausnehmer, die neuen einsetzen, und dann die Bürstenhalterkappen wieder eindrehen. (Abb. 18)
Um die SICHERHEIT und ZUVERLÄSSIGKEIT这点es Produkts zu gewährleisten, sollenn Reparaturen und andere Wartungs- oder Einstellarheiten nur von Makita-Vertragswerkstätten oder Makita-Kundendienstzentren unter ausschließlich Verwendung von Makita-Originalsatzteilen ausgeführrt werden.
ZUBEHÖR
VORSICHT:
- Die folgenden Zubehörteile oder Vorrichtungen werden für den Einsatz mit der in dieser Anleitung beschrieben Makita-Maschine empfohlen. Die Verwendung anderer Zubehörteile oder Vorrichtungen kann eine Verletzungsgefahr darstellen. Verwenden Sie Zubehörteile oder Vorrichtungen nur für ihren vorgesehenen Zweck.
Wenn Sie weitere Einzelheiten bezüglich dieser Zube-horteile benötigen, wenden Sie sichitte an ihre Makita-Kundendienstelle.
Gerad- und Nutenfraser
Kantenfraser
Laminatfraser
- Parallelanschlag
Kopierhulse 25
Kopierhulsen
- Sicherungsmutter
- Spannzangenkonus 3/8", 1/4"
- Spannzangenkonus 6 mm, 8 mm
- Schraubenschlüssel 8
- Schraubenschlüssel 17
- Absaugstutzen
- Absaugrohr
ENG102-3
Gerausch
Typischer A-bewerteter Gerauschpegel ermittelt gemäß EN60745:
Für Modell RP0910
Schalldruckpegel (L_DA) : 83 dB (A)
Schalleistungspegel (L_WA) : 94 dB (A)
Ungewissheit (K): 3 dB (A)
Für Modell RP1110C
Schalldruckpegel (L_PA) : 81 dB (A)
Schalleistungspegei (L_WA) : 92 dB (A)
Ungewissheit (K): 3 dB (A)
Gehorschutz tragen
ENG223-2
Vibration
Vibrationsgesamtwert (Drei-Achsen-Vektorsumme)
ermittelt gemäß EN60745:
Für Modell RP0910
Arbeitsmodus: Nutenfräsen in MDF
Vibrationsemission (a_h):8,0m / s^2
Ungewissheit (K): 1,5 m/8
Für Modell RP1110C
Arbeitsmodus: Nutenfräsen in MDF
Vibrationsemission (a_h):5,0m / s^2
Ungewissheit (K): 1,5 m/s
ENG901-1
- Der angegebene Vibrationsemissionswert wurde im Einklang mit der Standardprümethode gemessen und kann für den Vergleich zwischen Maschinen herangezogen werden.
- Der angegebene Vibrationsemissionswert kann auch für eine Vorbewertung des Gefährungsgrads verwendet werden.
WARNING:
- Die Vibrationsemission während der tatsächlichen Benutzung des Elektrowerkzeugs kann je nach der Benutzungsweise der Maschine vom angegebenen Emissionswert abweichen.
- Identifizieren Sie Sicherheitsmaßnahmen zum Schutz des Benutzers anhand einer Schätzung des Gefährungsgrads unter den tatsächlichen Benutzungsbedingungen (unter Berücksichtigung aller Phasen des Arbeitszyklus, wie z. B. Ausschalt- und Leerlaufzeiten der Maschine zusätzlich zur Betriebszeit).
ENH101-13
Nur für europäische Länder
EG-Übereinstimmungserklarung
Wir, die Firma Makita als verantwortlicher Hersteller, erklaren, dass die folgende(n) Makita-Maschine(n):
Bezeichnung der Maschine:
Oberfräse
Elektronische Oberfräse
Modell-Nr./ Typ: RP0910, RP1110C
der Serienproduktion entstammen und
den folgenden europäischen Richtlinien entsprechen:
98/37/EG bis 28. Dezember 2009 und dann 2006/
42/EG ab 29. Dezember 2009
und gemäß den folgenden Standards oder standardisier
ten Dokumenten hergestellt werden:
EN60745
Die technische Dokumentation befindet sich im Bestand
unserer autorisierten Vertretung in Europa, namely:
Makita International Europe Ltd.
Elektronische bovenfrees
Modelnr./Type: RP0910, RP1110C
opfylder betingelserne i de folgende EU-direktiver:
NEPIRPAΦH ΛEITOYPTIα
PPOEOXH:
Rundkantenfraser mit Anlaufkugellager
Profilfrasermit Anlaufkugellager
Profilfrasermit Anlaufkugellager



- SICHERHEITSWARNUNGEN FÜR OBERFRÄSE
- Vorphesehene Verwendung
- Netzanschluß
- Allgemeine Sicherheitswannungen für Elektrowerkzeuge
- BEWAHREN SIE DIESE HINWEISE SORGFÄLTIG AUF.
- WARNING:
- FUNKTIONSBESCHREIBUNG
- VORSICHT:
- Einstellen der Schnitttiefe (Abb. 1)
- Nylonmutter (Abb. 2)
- Anschlagblock (Abb. 3)
- Schalterbedienung (Abb. 4)
- Drehzahl-Stellrad (Abb. 5)
- Für RP1110C
- MONTAGE
- Montage und Demontage des Frärsers (Abb. 6 und 7)
- BETRIEB
- HINWEIS:
- Parallelanschlag (Abb. 10, 11 und 12)
- Kopierhülse (Zubehör) (Abb. 13, 14 und 15)
- Anschluss eines Makita-Staubsaugers (Abb. 16)
- WARTUNG
- Kohlebürsten wechseln
- ZUBEHÖR
- Gerausch
- Für Modell RP0910
- Für Modell RP1110C
- Gehorschutz tragen
- Vibration
- Nur für europäische Länder
- EG-Übereinstimmungserklarung
- Wir, die Firma Makita als verantwortlicher Hersteller, erklaren, dass die folgende(n) Makita-Maschine(n):
- NEPIRPAΦH ΛEITOYPTIα
- PPOEOXH:
Marke : MAKITA
Modell : RP1110CJ
Kategorie : Fräsmaschine