
HB350 - 电钻 MAKITA - 免费用户手册
免费查找设备手册 HB350 MAKITA PDF格式.
| 产品类型 | 磁力钻 |
| 品牌 | 牧田 |
| 型号 | HB350 |
| 切割能力 | 35 mm |
| 夹头容量 | 13 mm |
| 空载转速 | 850 rpm |
| 能耗 | 1050 W |
| 夹紧力 | 8000 N (815 kg) |
| 尺寸(长×高×宽) | 225 × 490 × 195 mm |
| 重量 | 11 kg |
| 电源电压 | 110/230 V |
| 声压级 | 89.13 dB(A) |
| 声功率级 | 100.12 dB(A) |
| 预期用途 | 在黑色金属上钻孔 |
| 电源 | 市电 |
| 集成冷却系统 | 是 |
| 运输箱 | 包含 |
| 包含附件 | 内六角扳手、安全绳、防护罩 |
| 建议维护 | 齿条润滑,滑架涂Molycote润滑脂,使用后清洁 |
| 安全 | 必须使用安全绳,佩戴护目镜和耳罩 |
| 保修 | 包含制造商保修 |
常见问题 - HB350 MAKITA
用户关于以下问题的提问 HB350 MAKITA
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 电钻 免费PDF格式!查找您的手册 HB350 - MAKITA 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 HB350 品牌 MAKITA.
用户手册 HB350 MAKITA
()()()()()()()()()()()()()()
i 1
i 1
a
g j 1s
y 1
j 1
为了协助您实现新磁座钻的最佳性能,本指南内容包含安全、有效和长期使用设备的简单、合理指导。
请在使用磁座钻前仔细阅读本指南。
- 请确保您遵守所有通用和具体的安全程序。
牧田 HB35图格设的图

危险!
表示一般性质上的生命或健康存在即刻的危险或风险。

电气危险!
表示直接因电气造成的潜在危险或风险。

警告!
表示可能会有轻微受伤或财产损坏的危险或风险。

佩戴眼部和耳部防护用品

使用安全带!
将工具固定到工件上。
请阅读手册
操作本设备前仔细阅读手册。
目录
HB350规格
- 拉刀切削概念
- 使用目的
一般安全须知
材料和切削速度
- 进刀和速度
- 装配安全防护装置&安全带和油瓶
装配刀具
操作面板
- 电机原理图和部件列表
标准示意图和部件列表
欧盟委员会符合性声明

HB350规格
切割孔径 -35mm
夹盘孔径 -13mm
无负荷转速 -850rpm
电力功耗-1050w
夹紧力 -8000N(815kg)
长 x 高 x 宽(mm) 225× 490× 195
重量 - 11.
工作电压 -110/230v
声压级-89.13dB(A)
声功率 - 100.12 dB(A)
包含:整体式冷却系统、质保、便携仪器箱、艾伦螺钉扳手、安全带和防护装置
出于我们持续不断的研发计划,这些规格如有更改,恕不另行通知。

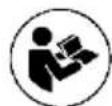
拉刀切削概念
如果您不熟悉环状(或拉削)刀具的使用方法,请花几分钟时间阅读本指南。如果您理解该工具的概念,您将能够得益于更好的工具性能和更长的使用寿命。
环状道具仅在钻孔外围切割材料,而不会将整个钻孔部分变得刨屑。因此,钻孔所需的时间和能耗低于传统的螺旋钻。
钻床的拉销孔径也因此大于螺旋钻的孔径。切削后的弹出物也比碎屑具有更高的废品价值。
可选配件
相关选择详情请参阅产品目录、咨询购买商店或咨询牧田销售办事处。
如果您需要帮助,以了解有关这些配件的更多详细信息,请咨询您当地的牧田服务中心。
警告:推荐将此类配件或附件与本手册中制定的牧田工具搭配使用。使用任何其他配件或附件可能会造成人员受伤的风险。仅将附件或附件用于其指定的用途。
·HSS刀具
- TCT刀具
·钻头夹盘
使用目的
此磁座钻的使用目的为在黑色金属上钻孔。磁铁用于在钻头工作时将其固定在恰当位置。其设计旨在用于装配、建筑、铁路、石化和钻探黑色金属时的任何其他应用。
任何偏离其使用目的的情况都不在保修范围内。
通用电动工具安全说明
通用电动工具安全注意事项
注意请阅读此电动工具提供的所有安全注意事项、说明、插图和规格。未遵守下列说明可能会导致触电、火灾和/或严重伤害。
请保存所有注意事项和说明供未来参考。
注意事项中的“电动工具”指的是您的电源供电(有线)电动工具或电池供电(无线)电动工具。
1)工作区域安全
a)保持工作区域的整洁和照明充足。杂乱或黑暗的区域容易发生事故。
b) 请勿在爆炸性环境中操作电动工具, 如存在易燃液体、气体或灰尘的环境。电动工具会产生火花, 可能会点燃灰尘或烟雾。
c)操作电动工具时,请勿让儿童和旁观者靠近。分心可能会让您失控。
2)电气安全
a)电动工具插头必须与插座匹配。切勿以任何方式改装插头。请勿将任何适配器插头与接地电动工具一起使用,未改装的插头和配套插座将降低触电风险。
b)避免身体接触接地表面, 如管道、散热器、炉灶和冰箱。身体接触接地表面时, 触电风险就会增加。
c)请勿将电动工具暴露在雨水或潮湿环境下,液体进入电动工具会导致触电风险增加。
d) 请勿滥用电源线。请勿使用电源线搬运、拉出或拨除电动工具。请保持电源线远离高温、油渍、锋利边缘或活动部件。电源线损坏或缠绕会
增加触电风险。
e)在室外操作电动工具时,请使用适合室外使用的电源延长线。使用适合室外使用的电源线可以降低触电风险。
f)如果无法避免在潮湿环境下操作电动工具,请使用剩余电流保护器(RCD)保护电源。使用 RCD 可降低触电风险。
注术语“剩余电流保护器(RCD)”可使用“接地故障断路器(GFCI)”或“漏电断路器(ELCB)”替换。
3)人身安全
a)操作电动工具时,请保持警惕,留意您的所作所为,并使用常识。请勿在疲倦或药物、酒精或治疗作用影响下使用电动工具。操作电动工具时的一时疏忽可能会导致严重的人身伤害。
b)使用个人防护设备。请始终佩戴护目镜。在适当的情况下使用防尘口罩、防滑安全鞋、安全帽或听力保护等防护装备可以减少人身伤害。
c)防止意外启动。在连接到电源和/或电池组前、拾起工具或携带工具前,请确保开关处于关闭位置。
携带电动工具时将手指放在开关位置或通电的电动工具上会导致事故。
d)开启电动工具前,请卸下任何调准建或扳手。电动工具旋转部件上遗留的扳手或调准建可能会导致人身伤害。
e)请勿随意探出身。请始终保持恰当站立和平衡。这样可以在意外情况发生时更好地控制电动工具。
f)穿着妥当。请勿穿着肥大的服装或佩戴首饰。注意让头发和衣服远离
运行中的部件。肥大的服装、首饰或长发可能会缠绕进正在运行的部件中。
g)如果提供了用于连接除尘和集尘设施的设备,请确保这些设备已连接并正确使用。使用集尘设备可减少与灰尘相关的危害。
h)请勿因频繁使用并熟悉机器而感到自满,导致忽略工具安全守则。一次粗心大意可能会在一秒内导致严重伤害。
4)电动工具使用和护理
a)请勿强行使用电动工具。请使用适合设备的恰当电动工具。恰当的电动工具将以设计的速度更好更安全的完成任务。
b)如果开关不能启动和关闭电动工具,请勿使用该工具。任何无法通过开关控制的电动工具都非常危险,必须经过维修。
c)在进行任何调整、更换配件或存放电动工具之前,请断开电源插头并/或从电动工具上卸下电池组(如可拆卸)。此类预防安全措施可降低电动工具意外启动的风险。
d)将闲置电动工具存放在儿童够不着的地方,请勿让不熟悉电动工具或电动工具使用说明的人进行操作。
电动工具在未经培训的人员手里会很危险。
e)维护电动工具和配件。检查活动部件是否未对准或缠绕、部件是否损坏以及可能影响电动工具运行的任何其他情况。如有损坏,请修理后再使用。
许多事故都是由电动工具维修不善造成的。
f)保持刀具锋利和整洁。刀刃维护妥当且锋利的切削工具不容易缠绕异物,并容易控制。
g)按照此说明使用电动工具、配件和刀头等,并考虑到工作条件和要执行的任务。使用电动工具进行与预期操作不同的操作可能会导致危险情况。
h)保持把手和抓握表面干燥、整洁,没有油渍和油脂。
光滑的把手和抓握表面在意外情况下会影响安全操作和控制。
5)服务
a)请具有资质的人员仅适用相同的替换部件来维修您的电动工具。这将能确保电动工具的维护安全。
磁座钻安全说明
-
切勿以任何方式改装工具。
-
始终在使用前检查整个设备。
- 定期维护非常必要 - 每次使用前请检查螺母、螺丝等是否紧固。
检查线缆和插头是否损坏。
请勿使用钝的或已损坏的刀具。 - 请勿使用比机器本身规格指定的更大直径的刀具。
- 始终使用已安装的防护装置,并确保其正常运行。
- 始终佩戴护目镜和手套
- 移除可能会缠进活动部件的戒指、手表、领带等。
- 钻孔前使用安全带固定装置。
设备适用于厚度为 6mm 的钢材,磁芯和工件之间没有气隙。曲率、涂层和表面不规则会产生气隙。将气隙保持在最小。 - 保持磁铁和工件整洁,没有碎屑或切屑。
- 在确保磁座支架紧固在工件上之前,请勿启动电机。
- 仅使用常规的油基金属切削油。
- 水平或上方钻进时,使用切削油膏或恰当的冷却喷剂。
- 在更换刀具或操作设备之前,请务必断开电源。
- 在刀具卡住的情况下,重新连接刀具之前请断开电源并释放卡住的刀具。
- 在旋转的设备上,确保旋转基座固定在所需位置。
磁座钻运行时请勿试图调整速度。 - 仅能使用制造商推荐的配件。
- 请勿使用电源线搬运装置,请使用搬运工具。
维护说明
- 偶尔在齿条上滴几滴油。
- 进刀轴的轴承为白润滑,请勿上润滑油
- 使用 MOLYCOTE 润滑油润滑机箱的滑动面。
- 不使用时或在运输过程中,请将装置放入随附的仪器箱内。
- 使用后,请确保装置整洁,无碎屑和污垢。
- 磨损或损坏的部件应立即更换为原厂制造商备件。
请确保所有切削刀刃在操作时的锋利性。使用钝的切削工具可能会导致电机过载。
- 每运行 30 分钟后,建议让机器侧躺,以便油脂流过齿轮组。
- 重复使用后,支架可能会松动。这可以通过调整机身一侧的拉力螺丝来修复。将 2.5mm 的六角扳手放入支架固定螺母头部,用 8mm 扳手逆时针松开紧固螺母,握住六角扳手,不移动定位螺丝。
使用六角扳手轻轻拧紧螺丝,直至支架在滑块中自由移动,但不会使电机晃动。调整完毕后,再次顺时针拧紧紧固螺母,确保定位螺丝在新位置上不会移动。
重要!-为防止损坏电路,切勿在同一工件上同时使用磁座钻和焊接设备。
材料和切削速度
- 材料钻孔的难易程度取决于几个因素,包括抗拉强度和耐磨性。虽然硬度和/或强度是常用标准,但具有相似物理特性的材料在可加工性方面可能会存在较大差异。
- 切削条件可取决于对刀具寿命和表面光洁度的要求,并会进一步受到刀具和工件的硬度、润滑度和可用设备功率的限制。
-
材料越厚,切削速度越慢。部分低硬度材料含有磨料成分,会导致高速下刀刃快速磨损。进刀速度由设置的硬度、要切削的材料体积、表面光洁度和可用机械功率决定。
-
最好能为给定材料设置并保持恒定的表面速度(RPM),并在规定限制内更改进刀速度。
- 设备进刀程度以英寸/分钟或毫米/分钟为单位,等于刀具中的转速 × 齿数 × 每齿进刀程度的乘积。进刀速度过低或过高都会导致刀具提前故障。坚硬材料的大量进刀会导致切屑过多并产生额外热量。
- 细长柄刀具因为偏离,会导致进刀速度受限,在可能的条件下务必使用最大且最坚固的刀具。这对于较坚硬的材料而言非常重要。高达400HB的钢是传统M2HSS工具的潜在限制。
超过300HB时,应考虑使用钴合金刀具,以延长刀具寿命。至于较软级别的材料,钴合金刀具可通过提高速度和高达 50% 的进刀速率来提高产量。硬质合金刀具的表面速度和进给速度最高
进刀和速度
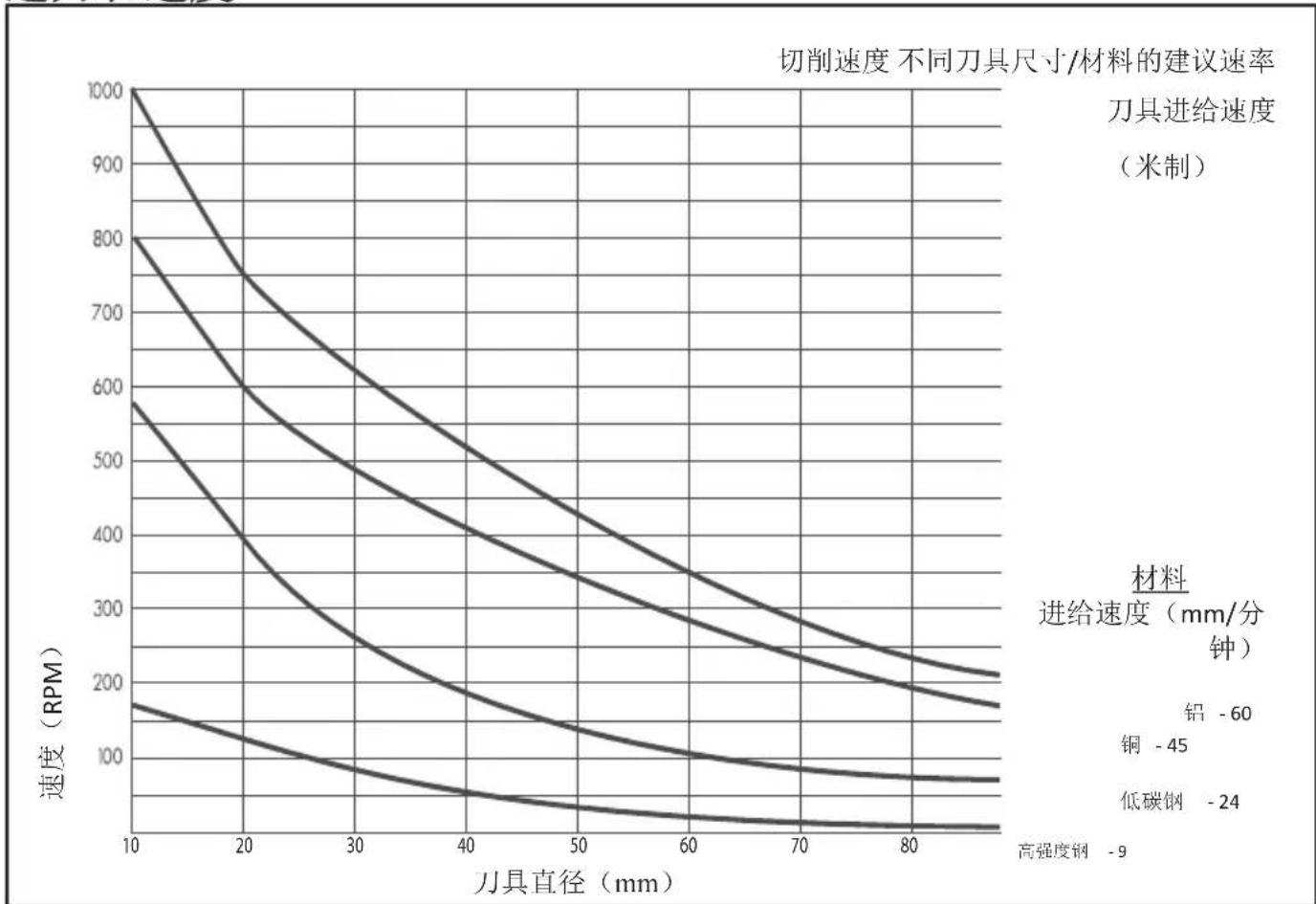
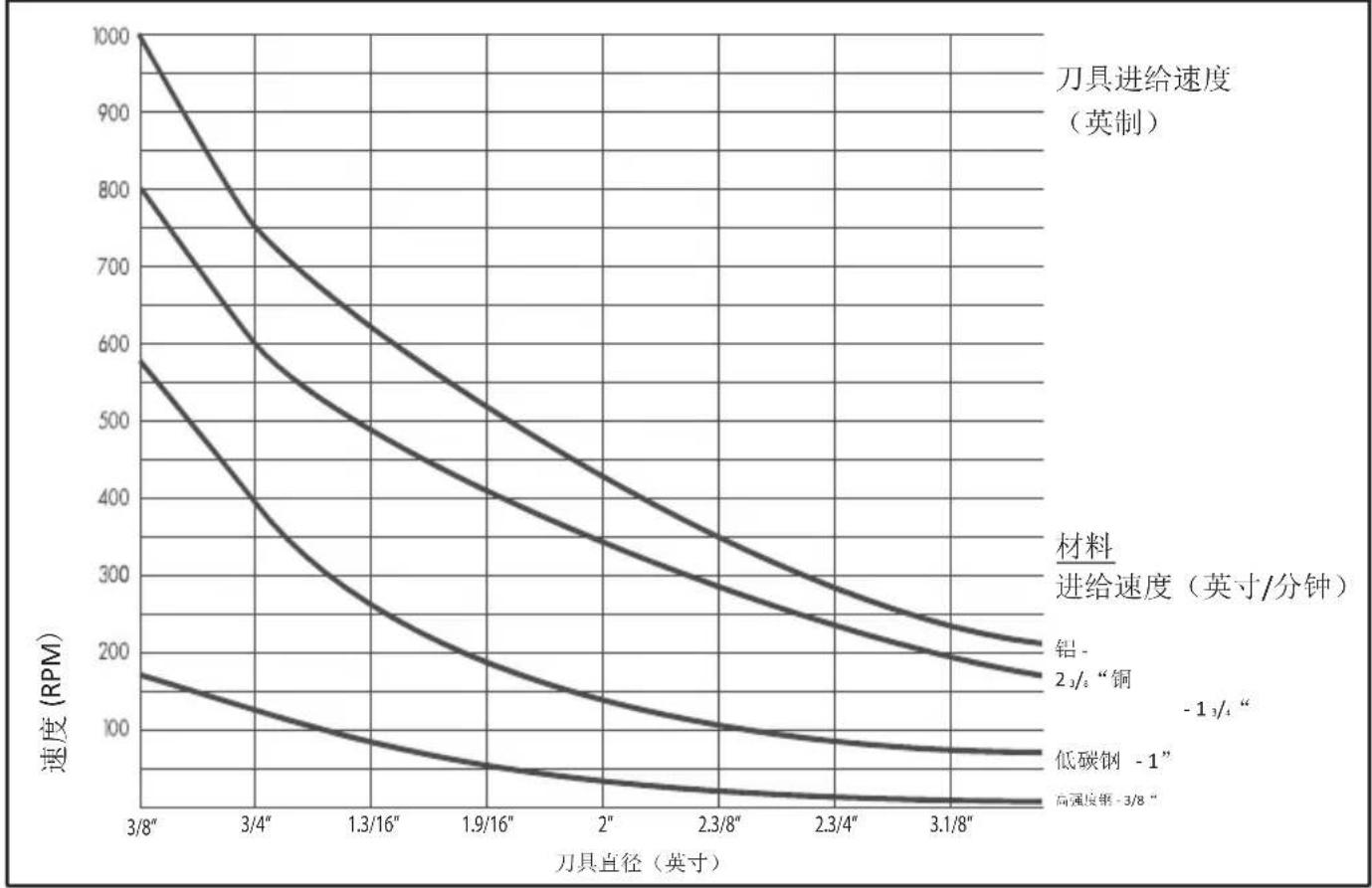
请注意:这些数字仅作为初始点引用。实际性能由材料决定。
装配安全防护装置
钻孔防护装置说明
确保磁座钻与电源隔离。
根据图示安装防护装置。
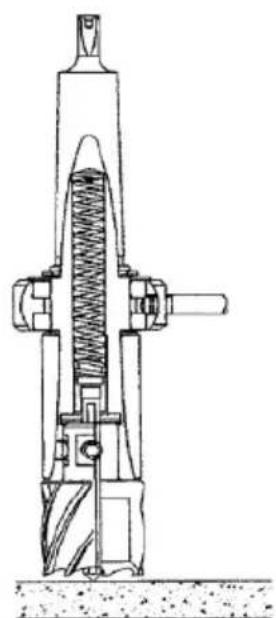
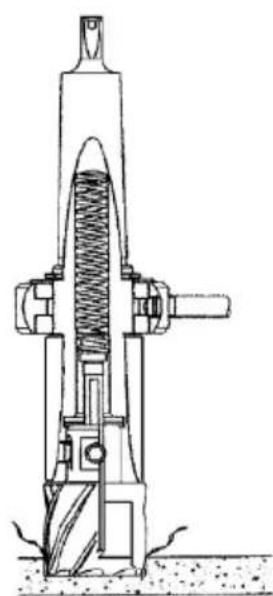
钻孔时,防护装置必须始终与被钻物体表面接触。钻头降低时,防护装置将相应提升。

安装油瓶
刀具油瓶固定在磁座钻机身顶部的弹簧支架中。从顶板卸下一个帽螺丝来安装支架,通过瓶架上的固定耳更换螺栓,并拧紧螺栓,以便支架进行径向运动。冷却液管是龙头底部自密封压盖中的推合座,或下杆支架的类似配件。
装配安全带
在电源故障并释放磁铁的情况下,应尽可能使用提供的安全带作为安全预防措施,尤其是在机器卡在垂直表面或倒置位置的情况下。
安全带说明当机器卡紧到需钻孔的正确工件位置时,安全带应穿过钻头本体和磁铁之间的通道,然后围住工件。然后,应将活动端穿过卡扣,拉紧并扣住。
切削完成后,应松开安全带,并在磁铁松开前支撑机器。
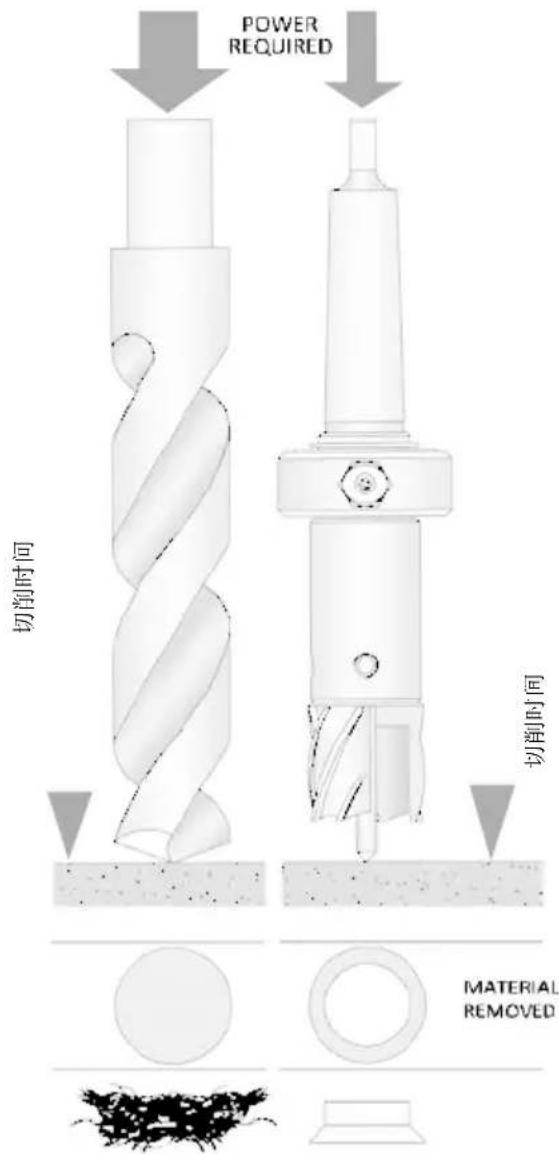
刀具安装

操作机器之前,请确保电源已关闭插入导销
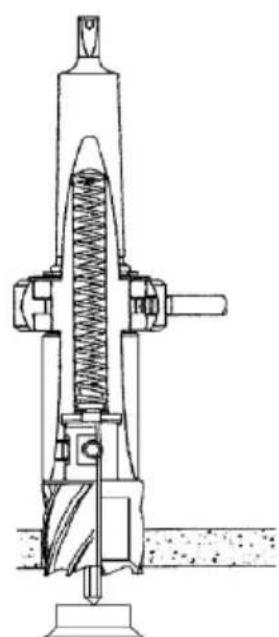
导销用于居中刀具,并在切削完成时弹出。导销的侧面平坦,可使冷却液向下流至切削面中心,那里热量最大。将导销滑入刀具刀柄中的孔里。
刀具安装

图1
将刀具插入柄轴,先使用M5六角扳手松开定位螺丝。确保定位螺丝足够松动,以便刀具的刀柄可以自由进入。

图2
确保刀柄上的传动平面与柄轴上的两个定位螺丝完全对齐。
图3

图4
确保刀具的刀柄完全插入柄轴内,拧紧定位螺丝,并让刀具在柄轴内装配牢固。
刀具已准备就绪,可供使用。
装配安全带
·添加冷却剂
切削油可确保刀具寿命更长,并使弹出物能够排出干净。
·开始切削时,油将自动输送至刀具
- 垂直表面或倒置切割时,建议使用切削油膏、凝胶或泡沫。最好是钻孔前在刀具内部使用。
| 编号 | 描述 | 数量 | 部件编号 |
| 1 | 碳刷组件 6.3X10X18 | 2 | EBD002 |
| 2 | 刷握组件 | 2 | EBD001 |
| 3 | 螺丝 M4 X 12 | 2 | EBD003 |
| 4 | 弹簧垫圈 M4 | 2 | EBD004 |
| 5 | 菲利普十字螺丝 4.8X45 | 4 | EBD005 |
| 6 | 后盖 | 1 | EIB527 |
| 7 | 磁场线圈壳体 | 1 | EIB526 |
| 8 | 磁场线圈组件 110V | 1 | EBD008-A |
| 磁场线圈组件 230V | 1 | EBD008-B | |
| 9 | 菲利普十字螺丝 3.9X60 | 2 | EBD009 |
| 10 | 缓冲装置 | 1 | EBD010 |
| 11 | O型圈 | 1 | EBD011 |
| 12 | 滚珠轴承(8-22-7)608 2Z | 3 | UDC022 |
| 13 | 防尘垫圈 | 1 | EBD012 |
| 14 | 电枢总成 110V | 1 | EBD013-A |
| 电枢总成 230V | 1 | EBD013-B | |
| 15 | 开口簧环 28MM X 1.2 B型 | 1 | EBD014 |
| 16 | 滚珠轴承(12-28-8)6001 2Z | 1 | UDC023 |
| 17 | 齿轮箱盖 | 1 | EBD015 |
| 18 | 开口簧环 10MM X 1 A型 | 1 | EBD016 |
| 19 | 垫圈 | 1 | EBD017 |
| 20 | 中间轴总成 | 1 | EBD018 |
| 21 | 主轴齿轮 | 1 | EBD019 |
| 22 | 滚珠轴承(17-35-10)6003 2RS | 1 | UDC004 |
| 23 | 油封 20-30-7 B型 | 2 | EBD020 |
| 24 | 齿轮箱 | 1 | EBD021 |
| 25 | 菲利普十字螺丝 4.8 X 60 | 4 | EBD022 |
| 26 | 滚珠轴承 6904 2RS | 1 | EBD025 |
| 27 | 柄轴 | 1 | EIB528 |
| 28 | 柄轴弹簧 | 1 | EBD026 |
| 29 | 柄轴注入塞头 | 1 | EBD027 |
| 30 | 柄轴垫圈 | 1 | EBD028 |
| 31 | 柄轴橡胶垫圈 | 1 | EBD029 |
| 32 | 柄轴开口簧环 | 1 | EBD030 |
| 33 | 碳刷垫圈 | 2 | EBD031 |
| 34 | 碳刷固定螺丝 | 2 | EBD032 |
| 35 | PG9推式压盖 | 1 | 40025 |
| 36 | 电机定位键 | 1 | M1019 |
欧盟委员会符合性声明
我公司(制造商) Makita Europe N.V.(牧田欧洲有限公司)
办公地址 Jan-Baptist Vinkstraße 2
3070 Kortenberg
比利时
授权 Hiroshi Tsujimura 编写技术文件,并声明由我们承担全部产品责任;
产品 磁座钻
型号名称 HB350
符合 2006/42/EC 的所有相关规定
并符合以下所有欧盟委员会/欧盟指令的相关规定:
2014/30/EU
2011/65/EU
并按照以下协调标准制造:
EN 62841-1:2015、EN ISO 12100:2010、EN 61000-6-2:2005、EN 61000-6-4:2007+A1:2011、
EN 61000-3-2:2014、EN 61000-3-3:2013、EN IEC 63000:2018
声明地点和日期:科滕贝赫,比利时2021年2月12日
负责人: Hiroshi Tsujimura
A
总监-牧田欧洲有限公司
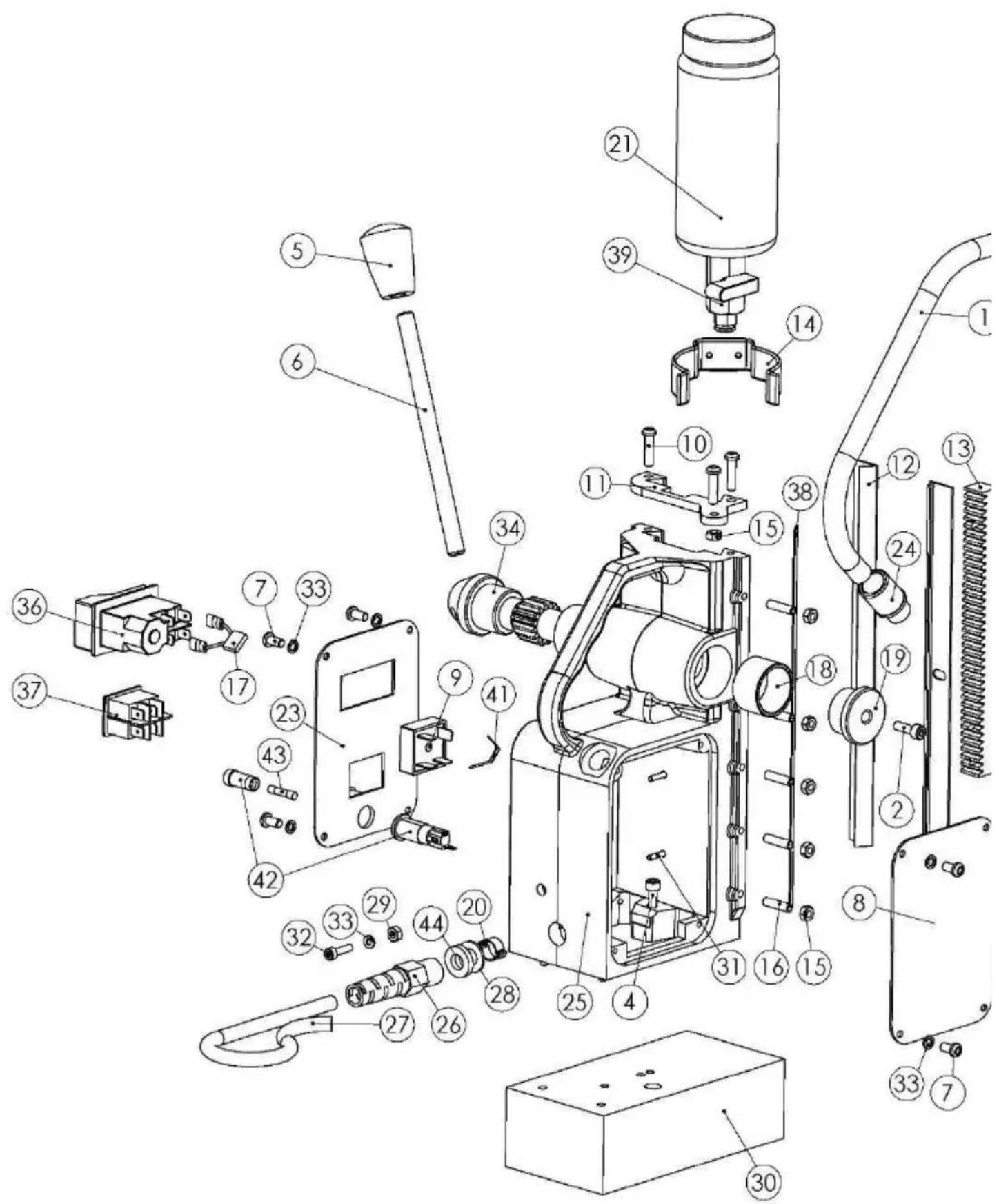
HB350标准件
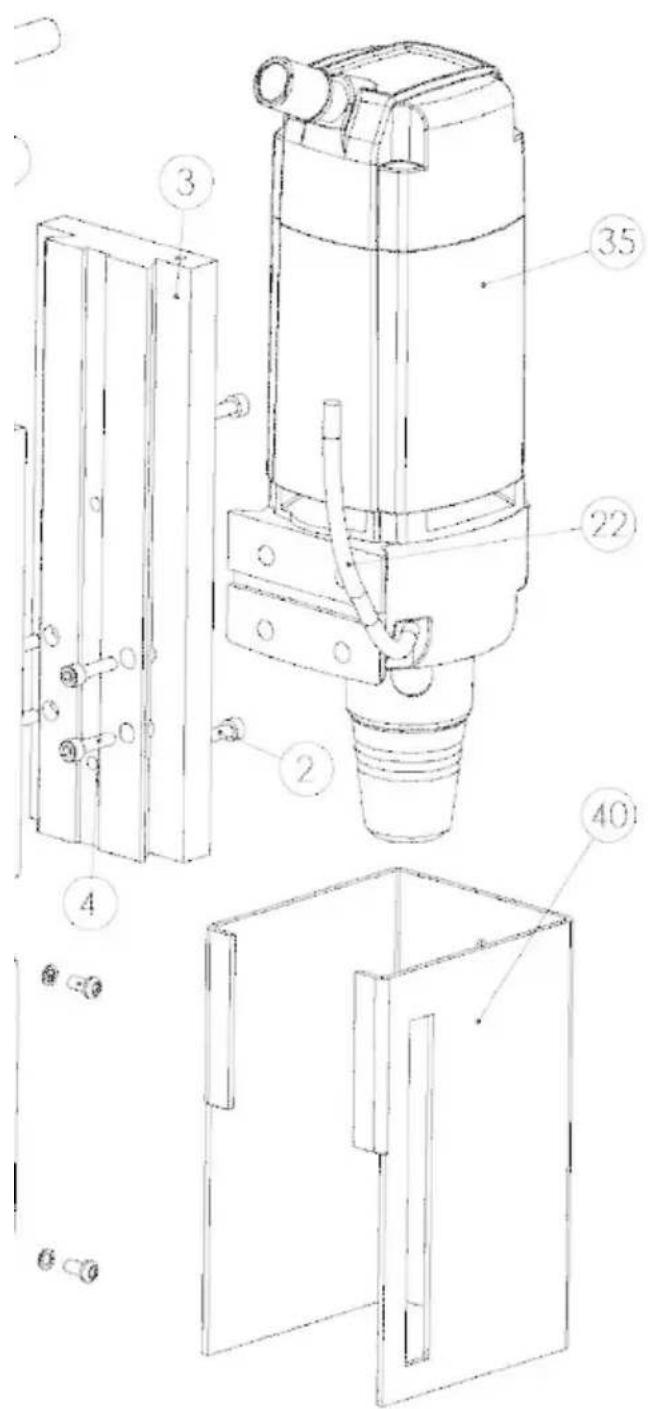
| 编号 | 描述 | 数量 | 部件编号 |
| 1 | 导管(最大直径 12mm) - PMA-PCLT-10B.50 | 1 | M0443 |
| 2 | M6 X 16 帽螺钉 | 3 | SC616CAP |
| 3 | 侧板 HB350牧川 | 1 | M1000 |
| 4 | M6 X 25 附螺钉 | 7 | SC625CAP |
| 5 | 挫手(10mm敲入) | 3 | M0841 |
| 6 | 10MM X 130MM 手柄(小) | 3 | BD043 |
| 7 | M4 X 6 圆头螺钉 | 8 | SC46BUT |
| 8 | 警示牌牧田HB350 CE JAPAN | M1002 | |
| 警示牌牧田HB350 CE BELGIUM | M1003 | ||
| 警示牌牧田 HB350 CSA JAPAN | M1014 | ||
| 警示牌牧田HB350 UKCA UK | M1018 | ||
| 警示牌牧田HB350 RCM AUSTRALIA | M1021 | ||
| 9 | 25A-桥式整流器(395-4310) | 1 | M0401 |
| 10 | M5 X 16 帽螺钉 | 3 | SC516CAP |
| 11 | 涂油顶部支架(MB30 机体) | 1 | M0811A |
| 12 | 铜轨(MB30) | 2 | M0101 |
| 13 | 机架(MB30) | 1 | M0831 |
| 14 | 油瓶固定火整体 | 1 | 10076C |
| 15 | M5 刷泽克螺母 | 6 | 10085B |
| 16 | M5X25滚花螺丝 | 5 | 10085A |
| 17 | 电容器 | 1 | RD43118 |
| 18 | 衬套(小齿轮)-33 X 28 X 20 奥利特陈韬 | 2 | M0081 |
| 19 | 小齿轮端帽-深 | 1 | M0072 |
| 20 | O型夹8-11 BOCLIP8/11 | 1 | RD47179 |
| 21 | D5000油瓶组件 | 1 | 30046A |
| 22 | U-06040 (30MC) 6MM X 4MM透明聚氨酯管 | 1 | BD029 |
| 23 | 牧田 HB350 控制面板盘 | 1 | M1001 |
| 24 | M16 推式压盖-PMA BVND-M160GT | 1 | 40026 |
| 25 | MB30 焊体 | 1 | M0001BLK |
| 26 | M16 带锁紧螺母的猪尾密封套-BBSM 16 | 1 | 10231 |
| 27 | 美式线缆-14 口径-3M-AB-CAB-870 | CABLO3 | |
| 欧式线缆 C/W 成型插头 - AB-CAB-876 - 3M | CABLO4 | ||
| 牧田巴西式线缆 C/W 插头 220V - 3M | CABLO5 | ||
| 3MTR-110V电源线黑 C/W 接口插头 | CABLO6 | ||
| 阿根廷式线缆 C/W 插头 - 230V - 3M | CABLO8 | ||
| AUS/NZ-3M 电源线 C/W 成型插头-AB-CAB-866 | CABLO9 | ||
| 28 | 柄轴内部垫圈 | 1 | RD47187 |
| 29 | M4 铜螺母 | 1 | NUT-M4-B |
| 30 | HB350磁座钻 | 1 | M1020 |
| 31 | M4 X 6 开槽 CSK MC 螺丝-BZP | 5 | SC46CSK |
| 32 | M4 X 12 CSK MC 螺丝-铜 | 1 | SC412CSK-B |
| 33 | M4 防震垫圈-BZP-W5H-227-004-ZC221 | 9 | SPWR-M4 |
| 34 | 小齿轮-(小) | 1 | M0041 |
| 35 | EIBENSTOCK BHM35 钻头-110V牧田蓝 | EIB522 | |
| EIBENSTOCK BHM35 钻头-230V牧田蓝 | EIB523 | ||
| 36 | 钻头进程停止启动开关-110V-KJD17F/120V/50HZ- | NCP001 | |
| 钻头进程停止/启动开关-230V-KJD17F-230V-50HZ- | NCP002 | ||
| 37 | 磁场开关-NCP板-B418CG00000 | 1 | NCP006 |
| 38 | G.F.S.(MB30) | 1 | M0441 |
| 39 | 1/8 BSP-6MM照推合座 | 1 | 50015 |
| 40 | 适配新元件防护装置 1 MBQ35N/EQ35N/EBM35 | 1 | VISO18 |
| 41 | 318-565 压敏电阻(V150LA10A) | W18XC522 | |
| 压敏电阻HIGHSURGE 20MM 275 VRMS | W18XC521 | ||
| 42 | 248-447 密丝支持器 | 1 | W18XC511 |
| 43 | 2A保险丝(RAPID 26-2469) | 1 | W18XC512 |
| 44 | 热圈 SMBK1869836HPU | 1 | UOD009 |
TRUOC KHI BAN BAT D'AU
Dé giup dat duoc hiéu suat tot nhát tu May Khoan Túmerican, hóng dan nay bao gōm nhūng lòi khuyén don bian, dé hiéu de sùrdung thiet bi an toàn, hiéu qua va láu dai.
Hày doc kýhóng dān truck hidi tung may khoan.
- Bao dam ban da tuan theo tát ca cac thu tuc an toan chung va cu the.
Giaithichhinhminhhoatrenbang thongso cuaMakitaHB350

NGUY HIÉM!
Cho biét môt mi nguy hiém hay rui ro sāp xay ra cho tinh mang va suc khoe noci chung.

NGUY HIEM VE DIEN!
Cónghīa lā mòi nguy hiēm hay rui ro truc tiēp do dièn sāp xày rα nguy hiēm dént tính mang.

THANTRONG!
Cho biét môi nguy hiém hay rui ro co the dan dén thuong tiên hoac hu hóng tāi sān.

DEO D'O BAO VÊ MÁT & TAI





品牌 : MAKITA
型号 : HB350
类别 : 电钻