
DN-100E - Svetsmaskin Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis DN-100E Vevor i PDF-format.

| Produkttyp | Punktsvetsmaskin |
| Varumärke | Vevor |
| Modell | DN-100E |
| Inspänning | 230 V / 120 V (beroende på version) |
| Frekvens | 50/60 Hz |
| Driftscykel | 30 % (3 s svetsning var 10:e s) |
| Tomgångsspänning | 1,75 V |
| Max svetstjocklek (mjukt stål) | 1,5 + 1,5 mm |
| Mått (uppskattning) | 32 x 20 x 15 cm |
| Vikt (uppskattning) | 10 kg |
| Isolationsklass | H |
| Skyddsklass | IP21 (inomhusbruk) |
| Kylningstyp | Luft (naturlig konvektion) |
| Huvudfunktioner | Motståndspunktsvetsning, svetscykel (klämning, uppvärmning, hållning, vila), justering av tångtryck |
| Svetsbara material | Mjukt stål, rostfritt stål, galvaniserat stål (med försiktighet) |
| Säkerhet | Skydd mot elstötar, heta delar, gnistor; följ anvisningarna i manualen |
| Löpande underhåll | Regelbunden rengöring av elektrodspetsar, kontroll av strömkablar, underhåll av skyddsanordningar |
| Viktiga reservdelar | Elektrodspetsar (RWMA grupp A), svetskablar |
| Medföljande tillbehör | Ej specificerat (se förpackningen) |
| Garanti och support | Elektroniskt garantibevis på www.vevor.com/support |
Vanliga frågor - DN-100E Vevor
Användarfrågor om DN-100E Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Svetsmaskin i PDF-format gratis! Hitta din manual DN-100E - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. DN-100E av märket Vevor.
BRUKSANVISNING DN-100E Vevor
Teknisk support och e-garanticertifikat www.vevor.com/support
PUNKTSVÄTSARE
MODELL: DN-100E
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser. "Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om du faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
VEVOR®
TOUGH TOOLS, HALF PRICE
PUNKTSVÄTSARE
MODELL: DN-100E

Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna: Teknisk
support och e-garanticertifikat www.vevor.com/support
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
 | Varning - För att minska risken för skada måste användaren läsa instruktionerna noggrant. |
 | KORREKT AVFALLSHANTERINGDenna produkt omfattas av bestämmelserna i det europeiska direktivet 2012/19/EC. Symbolen som visar en soptunna korsad anger att produkten kräver separat sophämtning i EU. Detta gäller för produkten och alla tillbe märkta med denna symbol. Produkter märkta som sådana får inte slängas tillsammans med vanligt hushållsavfall, utan måste lämnas till en insamlingsplats för återvinning av elektriska och elektroniska apparater |
AVSNITT 1- SÄKERHETSÅTGÄRDER - LÄS INNAN ANVÄNDNING

Skydda dig själv och andra från skador – läs och följ dessa försiktighetsåtgärde
1-1. Symbolanvändning

ILSKA! - Indikerar en farlig situation som, om den inte undviks, kommer att resultera dödsfall eller allvarlig skada. De möjliga farorna visas i de intilliggande symbolerna eller förklaras i texten.

Indikerar en farlig situation som, om den inte undviks, kan resultera i dödsfall eller allvarlig skada. De möjliga farorna visas i de intilliggande symbolerna eller förklaras i texten.
NOTERA - Indikerar uttalanden som inte är relaterade till personskada.

Denna grupp av symboler betyder Varning! Se upp! ELEKTRISKA STÖTAR, RÖRLIGA DELAR och HETA DELAR. Se symboler och relaterade instruktioner nedan för nödvändiga åtgärder för att undvika farorna.
1-2. Risker mot punktsvetsning

Symbolerna som visas nedan används genomgående i denna manual för att ringa uppmärksamma och identifiera möjliga faror. När du ser symbolen, se upp och följ instruktionerna för att undvika faran. De
säkerhetsinformationen nedan är bara en sammanfattning av den mer fullständiga säkerheten information som finns i säkerhetsstandarderna i avsnitt 1-5. Läs och följ allt
Säkerhetsföreskrifter.

Endast kvalificerade personer bör installera, använda, underhålla och reparera denna enhet.

Håll alla, särskilt barn, borta under drift.
- PUNKTSVETSNING kan orsaka brand eller explosion.

Gnistor kan flyga av från svetsbågen. De flygande gnistorna, heta arbetsstycke och het utrustning kan orsaka bränder och brännskador.
Oavsiktlig kontakt mellan elektrod och metallföremål kan orsaka gnistor, explosion, överhettning eller brand. Kontrollera och se till att området är säkert innan du gör någon svetsning.
ÿ Ta bort alla brännbara ämnen inom 35 fot (10,7 m) från svetsen. Om detta inte är möjligt, täck dem tätt med godkända överdrag. ÿ
Punktsvets inte där flygande gnistor kan träffa brännbart material. ä Skydda dig själv och andra från flygande gnistor och het metall. ä Var uppmärksam på att
svetsgnistor lätt kan gå genom små sprickor och öppningar till angränsande
områden. ä Se upp för brand och ha en brandsläckare i
närheten. ä Svetsa inte på slutna behållare som tankar, trummor eller rör, såvida de inte är korrekt förberedda enligt AWS F4.1 (se säkerhetsstandarder). ä Svetsa inte där
atmosfären kan innehålla brandfarligt damm, gas eller vätska
ångor (som bensin). ä Ta bort
eventuellt brännbart material, såsom en butantändare eller tändstickor, från din person innan du gör någon svetsning.
ÿ Efter avslutat arbete, inspektera området för att säkerställa att det är fritt från gnistor, glödande glöd och lågor. ÿ
Överskrid inte utrustningens nominella kapacitet. ÿ
Använd endast korrekta säkringar eller strömbrytare. Överdimensionera eller kringgå dem inte.
ÿ Följ kraven i OSHA 1910.252 (a) (2) (iv) och NFPA 51B för heta arbeten och ha en brandvakt och släckare i närheten.
• ELEKTRISK STÖT kan döda.

Beröring av strömförande elektriska delar kan orsaka dödliga stötar eller allvarliga brännskador. Ingångsströmkretsen och maskinens interna kretsar är också strömförande när strömmen är på. Felaktigt installerad eller felaktigt jordad utrustning är en fara.
ÿ Rör inte strömförande elektriska
delar. ä Bär torra, hålfria isolerande handskar och kroppsskydd. ä
Ytterligare säkerhetsåtgärder krävs när något av följande är elektriskt
farliga förhållanden förekommer: på fuktiga platser eller när du bär våta kläder;
på metallkonstruktioner som golv, galler eller byggnadsställningar; när det är trångt
positioner som sittande, knästående eller liggande; eller när det finns stor risk för
oundviklig eller oavsiktlig kontakt med arbetsstycket eller marken. För dessa
villkor, se ANSI Z49.1 listade i säkerhetsstandarder. Och, arbeta inte ensam! y Koppla bort strömmen
innan du installerar eller servar den här utrustningen. Lockout /
tagout-ingångseffekt enligt OSHA 29 CFR 1910.147 (se säkerhetsstandarder). ä Installera och jorda
denna utrustning på rätt sätt enligt denna manual och
nationella, statliga och lokala koder.
ÿ Verifiera alltid matningsjorden - kontrollera och se till att den ingående nätsladden
jordkabeln är korrekt ansluten till jordterminalen i frånkopplingsboxen eller så
sladden är ansluten till ett korrekt jordat uttag. ä När du gör ingångsanslutningar,
anslut först jordledaren - dubbel -
kontrollera anslutningar.
ÿ Håll sladdarna torra, fria från olja och fett och skyddade från het metall och
gnistor.
ÿ Inspektera ofta den ingående nätsladden och jordledaren för skada eller blottad
kablar-byt omedelbart om skadade, rena kablar kan döda. Kontrollera marken
ledare för kontinuitet. ä Stäng
av all utrustning när den inte används. ä För
vattenkyld utrustning, kontrollera och reparera eller byt ut eventuella läckande slangar eller
beslag. Använd inte någon elektrisk utrustning om du är våt eller i ett vått utrymme. ä Använd
endast väl underhållen utrustning. Reparera eller byt ut skadade delar på en gång. ä Bär en säkerhetssele
om du arbetar över golvnivå.
ÿ Håll alla paneler, lock och skydd säkert på plats.
• FLYGANDE GNOR kan skada.

Mycket ofta flyger gnistor från ledområdet. ÿ Bär
godkänd ansiktsskärm eller skyddsglasögon med sidoskydd. ä Bär skyddskläder som oljefritt, flambeständigt läder
handskar, tung skjorta, byxor utan manschett, höga skor och en keps.
Syntetmaterial ger vanligtvis inte ett sådant skydd. ÿ Skydda andra i
närliggande områden genom att använda godkända flamsäkra eller
obrännbara brandgardiner eller sköldar. Låt alla personer i närheten bära skydd glasögon med sidoskydd.
• HETA DELAR kan brinna.

ÿ Rör inte vid varma delar med bara
händer. ä Låt svalna innan du arbetar på utrustningen. ä
För att hantera varma delar, använd lämpliga verktyg och/eller bär tunga, isolerade svetshandskar och kläder för att förhindra brännskador.
• RÖRLIGA DELAR kan skada.
Tångspetsarna, tängen och länkarna rör sig under drift. ä Håll dig
borta från rörliga delar. ä Håll dig borta
från klämpunkter. ä Lägg inte händerna
mellan spetsarna. ä Håll alla skydd och
paneler säkert på plats. ä OSHA och/eller lokala koder
kan kräva ytterligare skydd för att passa
Ansökan.
- ÅNGOR OCH GASER kan vara farliga.

Svetsning producerar rök och gaser. Andas in dessa ångor och
gaser kan vara farliga för din hälsa. ä Håll
huvudet borta från ångorna. Andas inte in ångorna. ÿ Om du är inne,
ventilera området och/eller använd lokal forcerad ventilation vid
bågen för att avlägsna svetsrök och gaser. ä Om
ventilationen är dålig, använd ett godkänt andningsskydd med lufttillförsel. ÿ
Läs och förstå materialsäkerhetsdatabladen (MSDS) och
tillverkarens instruktioner för metaller, förbrukningsvaror, beläggningar, rengöringsmedel och
avfettningsmedel. ä Arbeta i ett trångt utrymme endast om det är väl ventilerat, eller när du bär andningsskydd med lufttillförsel. Ha alltid en utbildad vaktperson i närheten. Svetsning ångor och gaser kan tränga undan luft och sänka syrenivån och orsaka skada eller död. Se till att andningsluften är säker. ä
Svetsa inte på platser nära avfettning, rengöring eller sprutning. De
värme och ljusbågsstrålar kan reagera med ångor och bilda mycket giftiga och irriterande gaser.
ÿ Svetsa inte på belagda metaller, såsom galvaniserade, bly- eller kadmiumpläterade
stål, såvida inte beläggningen avlägsnas från svetsområdet, är området väl ventilerat och med luftförsörjt andningsskydd. Beläggningarna och eventuella metaller
som innehåller dessa element kan avge giftiga ångor om de svetsas.
1-3. Ytterligare symboler för installation, drift och underhåll
- Risk för BRAND ELLER EXPLOSION.

ÿ Installera eller placera inte enheten på, över eller nära brännbart ytor.
ÿ Installera eller använd inte enheten nära brandfarliga
ämnen. ÿ Överbelasta inte byggnadsledningar - se till att strömförsörjningssystemet är
rätt storlek, klassad och skyddad för att hantera denna enhet.
• FALLANDE UTRUSTNING kan skada.

ÿ Använd utrustning med tillräcklig kapacitet för att lyfta och stödja enheten. ÿ Följ riktlinjerna i Applications Manual för
Reviderad NIOSH Lifting Equation (publikation nr 94-110) när manuellt lyft av tunga delar eller utrustning. ä
Säkra enheten under transport så att den inte kan tippa eller falla.
• LÄS INSTRUKTIONER.
ÿ Läs och följ alla etiketter och ägarhandboken noggrant
innan du installerar, använder eller servar enheten. Läs säkerheten
information i början av manualen och i varje avsnitt. ä Använd endast äkta
reservdelar från tillverkaren. ä Utför underhåll och service enligt
ägarhandböckerna, industrin
standarder och nationella, statliga och lokala koder.
- FLYGANDE METALL eller SMUTS kan skada ögonen.
ÿ Använd godkända skyddsglasögon med sidoskydd eller bärande ansikte skydda.
- ELEKTRISKA OCH MAGNETISKA FÄLT (EMF) kan påverka Implanted Medicinska apparater.

ÿ Bärare av pacemakers och andra implanterade medicinska apparater bör hålla sig undan. ÿ
Bärare av implanterad medicinsk utrustning bör rådfråga sin läkare och enhetstillverkaren innan du går i närheten av bågsvetsning, punktsvetsning, mejsling,
plasmabågskärning eller induktionsuppvärmning.
- ÖVERANVÄNDNING kan orsaka ÖVERHETTNING.
ÿ Tillåt kylningsperiod; följ den nominella arbetscykeln.
ÿ Minska arbetscykeln innan du börjar svetsa igen.
1-4. Varningar

Svets- eller skärutrustning producerar rök eller gaser som innehåller kemikalier som är kända av delstaten Kalifornien för att orsaka fosterskador och, i vissa fall, cancer.

Batteripoler, poler och tillhörande tillbehör innehåller bly och bly föreningar, kemikalier som i delstaten Kalifornien är kända för att orsaka cancer
och fosterskador eller andra reproduktionsskador. Tvätta händerna efter hantering.

Denna produkt innehåller kemikalier, inklusive bly, kända för staten Kalifornien för att orsaka cancer, fosterskador eller andra reproduktionsskador. Tvätta händerna efter användning.
För bensinmotorer:

Motoravgaser innehåller kemikalier som delstaten Kalifornien känner till orsaka cancer, fosterskador eller andra reproduktionsskador.
För dieselmotorer:

Dieselmotoravgaser och några av dess beståndsdelar är kända av staten i Kalifornien för att orsaka cancer, fosterskador och andra reproduktionsskador.
1-5. EMF-information
Elektrisk ström som flyter genom någon ledare orsakar lokaliserade elektriska och magnetiska fält (EMF). Svetsström skapar ett EMF-fält runt svetsen
krets- och svetsutrustning. EMF-fält kan störa vissa medicinska
implantat, t.ex. pacemakers. Skyddsåtgärder för personer som bär medicinska
implantat måste tas. Till exempel tillträdesbegränsningar för förbipasserande y förbi eller individuell riskbedömning för svetsare. Alla svetsare bör använda följande
procedurer för att minimera exponeringen för EMF-fält från svetskretsen:
- Håll kablarna nära varandra genom att vrida eller tejpa dem eller använda ett kabelskydd.
- Placera inte din kropp mellan svetskablar. Lägg kablarna åt sidan och bort från operatören.
- Rulla eller dra inte kablar runt din kropp.
- Håll huvudet och bålen så långt borta från utrustningen i svetskretsen som möjlig.
- Anslut arbetsklämman till arbetsstycket så nära svetsen som möjligt.
- Arbeta inte bredvid, sitt eller luta dig mot svetsströmkällan.
- Svetsa inte medan du bär svetsströmkällan eller trådmataren.
Om implanterade medicinska apparater:
Bärare av implanterad medicinsk utrustning bör rådfråga sin läkare och enheten tillverkaren innan du utför eller går i närheten av bågsvetsning, punktsvetsning, mejsling, plasmabågskärning eller induktionsuppvärmning. Om godkänt av din läkare, då att följa ovanstående procedurer rekommenderas.
AVSNITT 2- INTRODUKTION
Motständssvetsning är en av de äldsta av de elektriska svetsprocesser som används av industrin idag. Svetsen är gjord av en kombination av värme, tryck och tid. Som namnet motständssvetsning antyder, det är motståndet hos materialet som ska vara svetsad till strömflöde som orsakar en lokal uppvärmning i delen. Trycket utövas av tängen och elektrodspetsarna, genom vilka strömmen flyter, håller den
delar som ska svetsas i intim kontakt före, under och efter svetsströmmen tidscykel. Den erforderliga mängden tid som ström flyter i fogen bestäms av materialtjocklek och typ, mängden ström som flyter och tvärsnittet område av svetsspetsens kontaktytor.
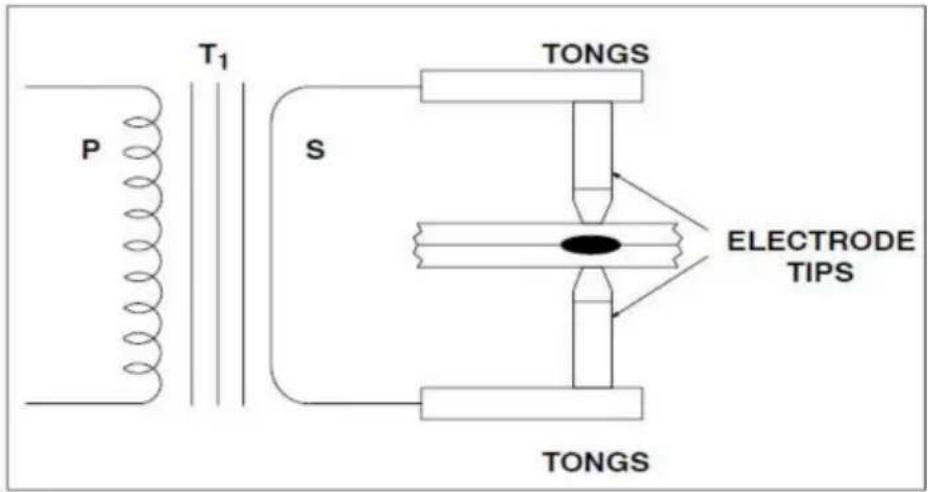
För tydlighetens skull identifieras de olika delarna av motständspunktsvetsmaskinen.
Vissa tekniska parametrar visas på resistanspunktens namnskylt svetsmaskin.
SYMBOL OCH BETYDNING PÅ DATASKILTA
U1: Nominell AC-ingångsspänning för svetsströmkällan
50HZ eller 60 HZ: Nominell frekvens för enfas växelströmsförsörjning.
I1max: Max. ingångsström.
I1eff: Max. effektiv ingångsström.
X: Nominell driftcykel. Det är förhållandet mellan belastningstiden och hela cykeln tid.
Note1: Detta förhållande är mellan 0\~100%.
Note2: För denna standard är en hel cykeltid 30 sekunder. Till exempel, om hastigheten är 10 % ska laddningstiden vara 3 sekunder och pilotiden ska vara 7 sekunder. Om den använd mer än 3 sekunder under flera på varandra följande 10 sekunders perioder kan den överhetta: U0ÿlcke-lastspänning
Det är den öppna kretsutgångsspänningen för svetsströmkällan.
S1: Nominell ingångseffekt, KVA
IP: Skyddsgrad. Till exempel, IP21, godkänner svetsmaskinen som lämplig för användning inomhus; IP23,. godkänna svetsmaskinen som lämplig för användning utomhus i regnet. Isoleringsklass: H
MILJÖFÖRHÅLLANDEN
Motständssvetsning åstadkommes när ström bringas att flyta genom elektrodspetsar och de separata metallstyckena som ska sammanfogas. Basmetallens motstånd mot elektriskt strömflöde orsakar lokal uppvärmning i fogen och svetsen görs. Motständspunktsvetsen är unik eftersom själva svetsklumpen bildas internt i förhållande till basmetallens yta. Figur 4-1 visar en motständspunktsvetsbit jämfört med en gas volfram-båge (TIG) punktsvets.
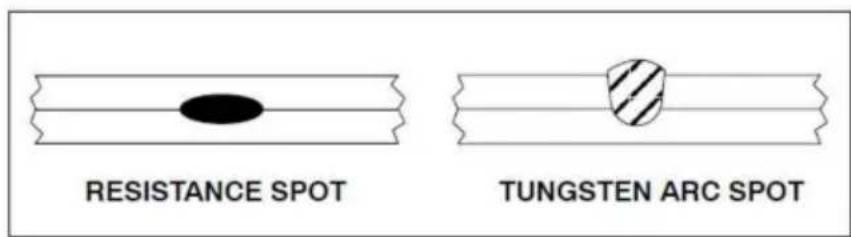
Bild 3-1. Jämförelse av motständ och TIG-punktsvets
Gaswolframbågspunkten är gjord från endast en sida. Motständspunktsvetsen görs normalt med elektroder på varje sida av arbetsstycket. Motständspunktsvetsar kan göras med arbetsstycket i valfri position.
Motständspunktsvetsklumpen bildas när svetsfogens gränssnitt värms upp på grund av fogytornas motstånd mot elektriskt strömflöde. I alla fall måste naturligtvis strömmen flyta eller svetsningen kan inte göras. Trycket från elektrodspetsarna på arbetsstycket håller delen i nära och intim kontakt under svetsningen. Kom dock ihåg att motständspunktsvetsmaskiner INTE är utformade som kraftklämmor för att dra ihop arbetsstyckena för svetsning.
3-2. Värmegenering
En modifiering av Ohms lag kan göras när watt och värme anses synonymt. När ström passerar genom en ledare kommer ledarens elektriska motständ mot strömflöde att orsaka att värme genereras. Grundformeln för värmealstrin kan anges: H = I2R där H = Värme I2 =
Svetsström i kvadrat
R = Motstånd
Den sekundära delen av en motständspunktsvetskrets, inklusive delarna som ska svetsas, är faktiskt en serie motstånd. Det totala additiva värdet av detta elektriska motstånd påverkar strömutgången från motständspunktsvetsmaskinen och kretsens värmealstring.
Det viktigaste är att även om strömvärdet är detsamma i alla delar av den elektriska kretsen, kan resistansvärdena variera avsevärt vid olika punkter i kretsen.
Värmen som genereras är direkt proportionell mot motståndet vid någon punkt i krets.
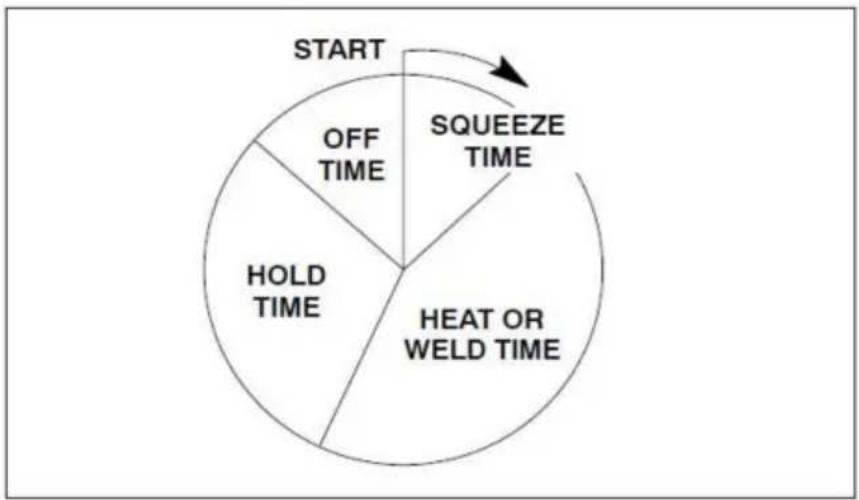
flowchart
graph TD
A["START"] --> B["SQUEEZE TIME"]
B --> C["HEAT OR WELD TIME"]
C --> D["OFF TIME"]
D --> E["HOLD TIME"]
SQUEEZE TIME -Tid mellan tryckapplicering och svetsning.
VÄRME- ELLER SVETSTID - Svetstiden är cykler.
HÅLLTID - Tid som trycket bibehålls efter att svetsen har gjorts.
AVTID - Elektroder separerade för att tillåta flyttning av material till nästa plats.
Motständspunktsvetsmaskinerna är konstruerade så att minimalt motständ kommer synas i transformatorn, flexibla kablar, tång och elektrodspetsar. De motständspunktsvetsmaskiner är utformade för att föra svetsströmmen till svetsning på det mest effektiva sättet. Det är vid svetsningen som störst relativt motständ krävs. Termen "släkting" betyder med relation till resten av själva svetskretsen.
Det finns sex stora motständspunkter i arbetsområdet. De är som följer:
- Kontaktpunkten mellan elektroden och det övre arbetsstycket.
- Det övre arbetsstycket.
- Gränssnittet mellan de övre och nedre arbetsstyckena.
- Det nedre arbetsstycket.
- Kontaktpunkten mellan det undre arbetsstycket och elektroden.
- Motständ hos elektrodspetsar.
Motständen är i serie, och varje motständspunkt kommer att bromsa strömflödet.
Mängden motstånd vid punkt 3, gränssnittet mellan arbetsstyckena, kommer att bero på materialets värmeöverföringsförmåga, dess elektriska motstånd och kombinerad tjocklek på materialen vid svetsfogen. Det är i den här delen av kretsen att svetsklumpen bildas.
3-3. Tidsfaktorn
Motständspunktsvetsning beror på motståndet hos basmetallen och den mängden ström som flyter för att producera den värme som krävs för att göra punktsvetse En annan viktig faktor är tiden. I de flesta fall är flera tusen ampere används för att göra punktsvetsen. Sådana amperevärden, flyter genom en svets.
Sådana amperevärden, som flödar genom ett relativt högt motstånd, kommer att skapa en mycket värme på kort tid. För att göra bra motstånd punktsvetsar är det nödvändigt att ha nära kontroll över tiden strömmen flyter. Egentligen är tiden den enda reglerbar variabel i de flesta enkelimpulsmotständspunktsvetsapplikationer.
Ström är mycket ofta ekonomiskt opraktisk att kontrollera. Det är också oförutsägbart i många fall.
De flesta motständspunktsvetsar görs på mycket korta tidsperioder. Sedan omväxlande ström används normalt för svetsprocessen, procedurer kan baseras på a 60 cykeltider (sextio cykler = 1 sekund). Figur 3-2 visar motständspunkten svetstidscykel.
Tidigare användes formeln för värmealstring. Med tillägg av tiden element, formeln slutförs enligt följande:
$$ K = \text { Värmeförluster } $$
Kontroll av tid är viktigt. Om tidselementet är för långt, basmetallen i fog kan överstiga materialets smältpunkt (och eventuellt kokpunkten). Detta kan orsaka felaktiga svetsar på grund av gasporositet. Det finns också möjlighet till utdrivning av smält metall från svetsfogen, vilket kan minska korset sektion av fogen som försvagar svetsen. Kortare svetstider minskar också möjlighet till överdriven värmeöverföring i basmetallen. Förvrängning av det svetsade delar minimeras, och den värmepåverkade zonen runt svetsklumpen är betydligt mindre.
3-4. Tryck
Effekten av tryck på motständspunktsvetsen bör noggrant övervägas.
Det primära syftet med tryck är att hålla de delar som ska svetsas intimt
kontakt i det gemensamma gränssnittet. Denna åtgärd säkerställer konsekvent elektriskt motstånd och konduktivitet vid svetspunkten. Tången och elektrodspetsarna ska INTE vara det används för att dra ihop arbetsstyckena. Motständspunktsvetsmaskinen är det inte designad som en elektrisk "C" klämma! Delarna som ska svetsas ska vara intima kontakt INNAN tryck appliceras.
Undersökningar har visat att höga tryck som utövas på svetsfogen minskar motståndet vid kontaktpunkten mellan elektrodspetsen och arbetsstycket yta. Ju högre tryck desto lägre motständsfaktor.
Rätt tryck, med intim kontakt mellan elektrodspetsen och basmetallen, kommer tenderar att leda bort värme från svetsen. Högre strömmar är nödvändiga med högre tryck och, omvänt, lägre tryck kräver mindre strömstyrka från motständspunktsvetsmaskinen. Detta faktum bör noggrant noteras speciellt när du använder en värmekontroll med olika motständ punktsvetsning maskiner.
3-5. Elektrodspetsar
Koppar är den basmetall som normalt används för motständspunktsvetstång och spetsar.
Syftet med elektrodspetsarna är att leda svetsströmmen till
arbetsstycket, att vara fokuspunkten för trycket som appliceras på svetsfogen, att leda
värme från arbetsytan, och för att behålla sin integritet i form och
egenskaper hos termisk och elektrisk ledningsförmåga under arbetsförhållanden.
Elektrodspetsar är gjorda av kopparlegeringar och andra material. Motståndet
Welders Manufacturing Association (RWMA) har klassificerat elektrodspetsar i två grupper:
Grupp A - Kopparbaserade legeringar
Grupp B - Eldfasta metallspetsar
Grupperna klassificeras vidare efter antal. Grupp A, Klass I, II, III, IV och V är gjorda av kopparlegeringar. Grupp B, klass 10, 11, 12, 13 och 14 är de eldfasta legeringar.
Grupp A, Klass I elektrodspetsar är närmast ren koppar i sammansättning. Som klassnumret går högre, hårdhets- och glödgningstemperaturvärdena öka, medan den termiska och elektriska ledningsförmågan minskar.
Grupp B- kompositioner är sintrade blandningar av koppar och volfram, etc., utformade för slitstyrka och tryckhållfasthet vid höga temperaturer.
Grupp B, klass 10 legeringar har cirka 40 procent av ledningsförmågan av koppar med konduktiviteten minskar när talvärdet ökar. Grupp B elektrodspetsar är används normalt inte för applikationer där motständspunktsvetsmaskiner skulle anställas.
3-6. Praktisk användning av motständspunktsvetsning
ÿPUNKTSVETSNING kan vara farligt. Läs och följ Säkerhetsavsnittet längst fram i den här boken samt bruksanvisningen och alla etiketter på utrustningen.
Motständspunktsvetstekniker kräver inte omfattande eller komplicerad säkerhet försiktighetsåtgärder. Det finns några sunt förnuftsåtgärder som dock kan förhindra skada på operatören.
När som helst arbete utförs i en butik är det en klok regel att bära skyddsglasögon. Motständspunktsvetsning är inget undantag från regeln! Mycket ofta är metall eller oxider utvisas från det gemensamma området. Skydd av ansiktet och speciellt av ögonen i nödvändigt för att förhindra allvarliga skador.
Ett annat problemområde är ventilation. Detta kan vara ett allvarligt problem när motstånd punktsvetsning galvaniserade metaller (zinkbelagda) eller metaller med andra beläggningar som bly. Ångorna från svetsningen har en viss toxicitet som kommer att orsaka sjukdom hos operatören. Rätt ventilation kan minska rökkoncentration i svetsområdet.
Som förklarats i den föregående diskussionen om grunderna för motständsfläck svetsning finns det ett bestämt samband mellan tid, ström och tryck.
Ström och tryck hjälper till att skapa värmen i svetsklumpen.
Om svetsströmmen är för låg för applikationen är strömtätheten för svag till gör svetsen. Detta tillständ kommer också att överhetta elektrodspetsarna, vilket kan få dem att glödga, svamp och eventuellt förorenas. Även om
tiden ökas är mängden värme som genereras mindre än förlusterna pga strålning och ledning i arbetsstycket och värmeledning av elektroder. Resultatet är möjligheten, med långa svetstider vid låga strömmar, av överhettning av hela basmetallområdet mellan elektroderna. Detta kan orsaka förbränning av arbetsstyckets över- och underytor samt ev inbädda elektrodspetsarna i arbetsstyckets ytor.
När strömtätheten ökas, minskas svetstiden proportionellt. Om strömtätheten däremot blir för hög finns det möjlighet att driva ut
smält metall från gränsytan av fogen och därigenom försvagar svetsen. Det ideala tillståndet för tid och strömtäthet är någonstans precis under nivån för att orsaka att metall stöts ut.
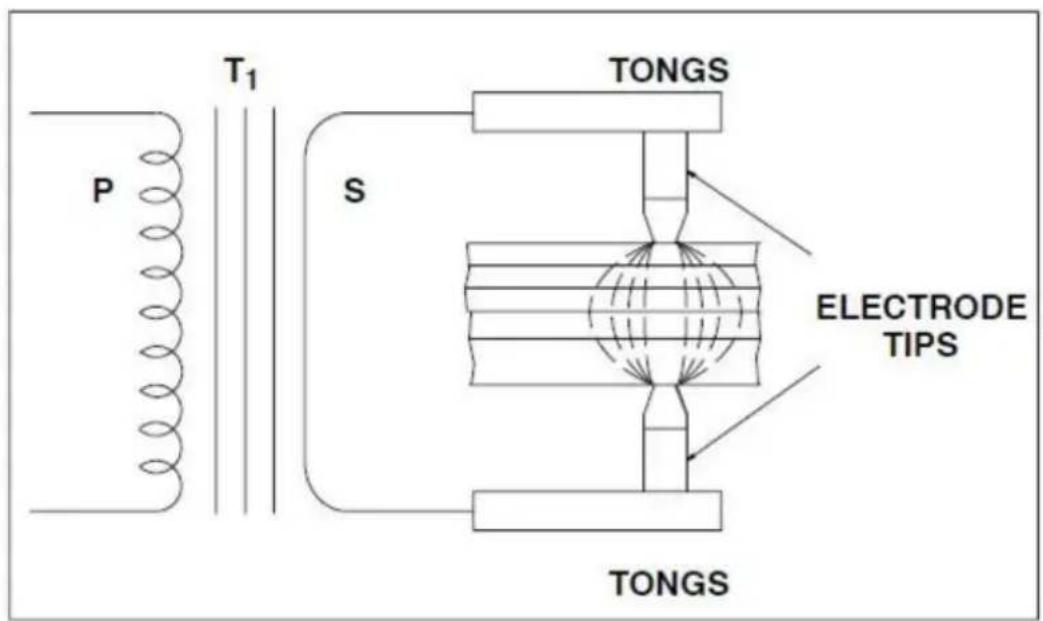
Bild 3-3. Motständ punktsvets värmezoner
Det är uppenbart att värmetillförseln inte kan vara större än den totala förlusthastigheten för arbetsstycket och elektroden utan att metall utstöts från fogen. En intressant upptäckt har nyligen utvecklats angående strömflödet genom arbetsstycket. Tills nyligen ansågs ström flyta i en rak linje genom svetsfogen. Detta är inte nödvändigtvis sant när flera materialtjocklekar svetsas. Karakteristiken är att strömmen "fläktar ut" och därigenom minskar strömtätheten vid svetspunkten det största avständet från elektrodspetsarna. Illustrationen (Figur 3-3) visar motständspunktsvetsvärmezonerna för flera metalltjocklekar. Vi noterar att de okontrollerbara variablerna (som gränssnittskontamination) multipliceras vid motständspunktsvetsning av flera materialtjocklekar. Kvalitetsnivåerna kommer att vara mycket lägre för "stack" motstånd punktsvetsning, vilket förklarar varför sådana svetsmetoder undviks när det är möjligt.
Om man bortser från kvalitetsfaktorn blir det uppenbart att antalet tjocklekar av ett material som med framgång kan motständspunktsvetsas på en gång kommer att bero på materialtyp och tjocklek samt KVA-kapaciteten hos motständspunktsvetsmask
KVA-klassificering, arbetscykel och annan relevant information visas på DN-100E
motständspunktsvetsmaskinens namnskylt. Kataloglitteraturen och bruksanvisningen ger data om maximala kombinerade materialtjocklekar
att varje enhet kan svetsa.
3-7. Elektrodspetsstorlek När
man tänker på att det är genom elektroden som svetsströmmen tillåts flöda in i arbetsstycket, är det logiskt att storleken på elektrodspetsen styr storleken på motständspunktsvetsen. Egentligen bör svetsklumpens diameter vara något mindre än diametern på elektrodens spets.
Om elektrodspetsens diameter är för liten för applikationen. svetsklumpen blir liten och svag. Om elektrodspetsens diameter är för stor, finns det risk för överhettning av basmetallen och utvecklande av tomrum och gasfickor. I båda fallen skulle utseendet och kvaliteten på den färdiga svetsen inte vara acceptabel.
För att bestämma elektrodspetsens diameter kommer det att krävas vissa beslut från svetsdesignerns sida. Resistansfaktorerna för olika material kommer säkerligen att ha viss betydelse för bestämning av elektrodspetsdiameter. En allmän formel har utvecklats för lågkolhaltigt stål. Det kommer att ge elektrodspetsdiametervärden som är användbara för de flesta applikationer.
TIPDIAMETERN som diskuteras i denna text hänvisar till elektroden spetsdiameter vid kontaktpunkten med arbetsstycket. Det hänvisar inte till den största diametern på den totala elektrodspetsen.
3-8. Tryck eller svetskraft Trycket som
tången och elektrodspetsarna utövar på arbetsstycket har stor effekt på mängden svetsström som flyter genom fogen. Ju högre tryck, desto högre blir svetsströmvärdet, inom motständspunktsvetsmaskinens kapacitet.
Att ställa in trycket är relativt enkelt. Normalt placeras prover av material som ska svetsas mellan elektrodspetsarna och kontrolleras för tillräckligt tryck för att göra svetsen. Om mer eller mindre tryck krävs, kommer bruksanvisningen för motständspunktsvetsmaskinen att ge explicita anvisningar för att göra rätt inställning. Som en del av uppställningsoperationen bör tängen och elektrodspetsens rörelse justeras till den minsta nödvändiga mängden för att förhindra att elektrodspetsarna och spetshållarna "hamras".
3-9. Övriga data Detta avsnitt
av texten är utformat för att ge information om flera av de variabler som förekommer i vissa motständspunktsvetsapplikationer.
3-10. Värmebalans
Det finns inga speciella problem med värmebalans när materialen som ska svetsas är av samma typ och tjocklek. Värmebalansen, i sådana fall, blir automatiskt korrekt om elektrodspetsarna är av samma diameter, typ, etc. Värmebalans kan definieras som de svetsförhållanden där smältzonen för delarna som ska sammanfogas utsätts för samma värme och tryck.
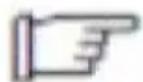
När svetsen har delar med ojämlika termiska egenskaper, såsom koppar och stål, kan en dålig svets uppstå av flera skäl. Det kan hända att metallerna inte legeras ordentligt vid skarvens gränssnitt. Det kan finnas en större mängd lokal uppvärmning i stålet än i kopparn. Anledningen skulle vara att koppar har låg elektrisk resistans och höga termiska överföringsegenskaper, medan stål har hög elektrisk resistans och låga termiska överföringsegenskaper.
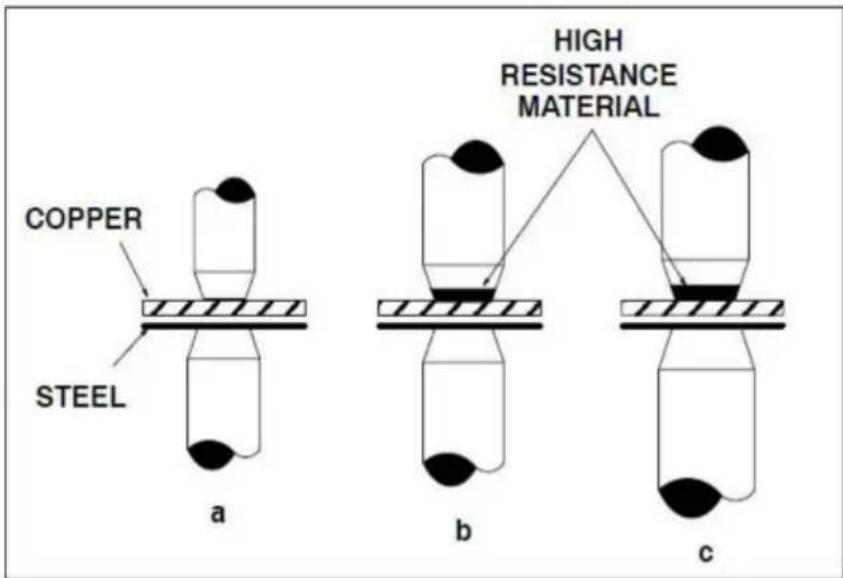
Bild 3-4. Tekniker för att få värmebalans
Korrekt värmebalans kan erhållas i en svets av denna typ genom en av flera metoc Figur 3-4 illustrerar tre möjliga lösningar på problemet. Figur 3-4 (a) visar användningen av en mindre elektrodspetsarea för kopparsidan av fogen för att utjämna sammansmältningsegenskaperna genom att variera strömtätheten i de olika material.
Figur 3-4 (b) visar användningen av en elektrodspets med högt elektriskt motstånd material, såsom volfram eller molybden, vid kontaktpunkten. Resultatet är att skapa ungefär samma smältzon i kopparn som i stålet. A kombinationen av de två metoderna visas i figur 3-4 (c).
3-11. Ytförhållanden
Alla metaller utvecklar oxider som kan vara skadliga för motständskraften vid punktsvetsning. Vissa oxider, särskilt de av eldfast natur, är mer besvärliga än andra. Dessutom kommer den kvarnskala som finns på varmvalsade stål att fungera som en isolatc och förhindra punktsvetsning av god kvalitet. Ytor som ska förenas med detta Processen ska vara ren, fri från oxider, kemiska föreningar och ha en jämn yta.
3-12. Materialdata för motständspunktsvetsning
Detta avsnitt av texten kommer att överväga metoder som används för motständspunktsvetsning några av de vanliga metallerna som används i tillverkningsarbeten. Det är inte tänkt att alla möjliga problem som kan uppstå kommer att besvaras. Meningen med denna del av texten är till för att tillhandahålla allmänna driftsdata för användning med motständ punktsvetsmaskiner. I tillämpliga fall kommer de tillhandahållna uppgifterna att relateras till specifika modeller och storlek (KVA) på enheter. Enheterna som listas i det här avsnittet är inte det rekommenderas för aluminium eller kopparlegeringar.
3-13. Milt stål
Milt eller lågkolhaltigt stål utgör den största andelen material som svetsas med motständspunktsvetsningsprocessen. Alla lågkolhaltiga stål är lätt svetsbara med processen om rätt utrustning och rutiner används.
Kolstålen har en tendens att utveckla hårda, spröda svetsar som kol innehållet ökar om korrekta eftervärmningsprocedurer inte används. Snabbt härdning av svetsen, där klumparna svalnar snabbt, ökar sannolikheten av hård, spröd mikrostruktur i svetsen.
Varmvalsat stål kommer normalt att ha kvarnskal på metallytan. Den här typen material är vanligtvis inte motstånd punktsvetsade med motståndssvetsmaskiner av KVA-klassificeringarna för specifika byggda enheter.
Kallvalsat stål (CRS) och varmvalsat stål, betat och oljat (HRSP & O), kan vara motständ punktsvetsad med mycket lite problem. Om oljekoncentrationen är för hög
på plåten kan det orsaka bildning av kol vid elektrodspetsarna
och därmed minska deras livslängd. Avfettning eller avtorkning rekommenderas för kraftigt oljad plåt.
Motständspunktsvetsen bör ha skjuvhållfasthet lika med basmetallen
skjuvhållfasthet och bör överstiga hållfastheten hos en nit eller en smältpluggssvets av samma tvärsnittsarea. Skjuvhållfasthet accepteras normalt som kriteriet
för motständspunktsvetsspecifikationer, även om andra metoder kan användas.
En vanlig praxis är att "skala" isär två svetsade provremsor för att se om de är rena "nit" dras från ett stycke. Om det är det, är motständspunktsvetsningsvillkoret anses vara korrekt.
Med magnetiska material som mjukt stål kan strömmen genom svetsen variera
väsentligen beroende på hur mycket av det magnetiska materialet som finns i tången slinga. Tångöglan kallas ibland "halsen" av motständspunktsvetsningen maskin.
Till exempel kan delen som ska svetsas ha den största mängden basmetall
inuti enhetens hals för någon motständspunktsvets och nästan ingen av
basmetallen i halsen för den andra punktsvetsen. Strömmen vid svetsfogen
blir mindre för den första svetsen. Anledningen är reaktansen som orsakas av järnet
material inom bågsvetskretsen.
Motständspunktsvetsmaskiner är tillämpliga på lågkolstålsvetsning.
De måste användas inom sin nominella kapacitet av total tjocklek av material för bästa
resultat. De bör inte användas under driftcykeln eftersom skador på
kontaktor och transformator kan bli resultatet. Arbetscykeln på 30 procent förutsåg detta
typ av utrustning bör vara lämplig för alla tillämpningar inom deras klassificering. De
30 procents arbetscykel är en RWMA-standardklassificering för allmän belastningsmotständ
svetsmaskiner. Arbetscykeln på 30 procent är baserad på en 10 sekunders tidsperiod
och innebär att enheten kan svetsa 3 sekunder av varje 10 sekunders tidsperiod.
3-14. Låglegerade och medelstora kolstål
Det finns några relevanta skillnader i motständ punktsvetsning låg legering och
medelstora kolstål jämfört med milda eller lågkolhaltiga stål. Motståndet
faktorn för låglegerade och medelstora kolstål är högre; därför strömmen
kraven är något lägre. Tid och temperatur är mer kritiska sedan
metallurgiska förändringar blir större med dessa legeringar. Det finns säkert mer
möjlighet till svetsförsprödning än vad det finns med mjukt stål.
Motständstrycket för punktsvetsning är normalt högre med dessa material på grund av den extra tryckhållfastheten som är inneboende i låglegerade och medelstora kolstål. Det är alltid en bra idé att använda längre svetstider vid svetsning av dessa legeringar för att bromsa nedkylningshastigheter och tillåta mer sega svetsar.
3-15. Rostfria stål Legeringarna
av krom-nickel stål (austenitiska) har mycket hög elektrisk resistans och sammanfogas lätt genom motständspunktsvetsning. Det som är mycket viktigt med dessa material är snabb kylning genom det kritiska området, 800 till 1400 F. Den snabba härdningen i samband med motständspunktsvetsning är idealisk för att minska möjligheten för kromkarbidutfällning vid korngränserna. Naturligtvis, ju längre tid svetsning hålls vid de kritiska temperaturerna, desto större är möjligheten för karbidutfällning.
3-16. Stål, doppbelagt eller pläterat Den
överväldigande majoriteten av materialet i denna kategori är galvaniserat eller zinkbelagt stål. Även om en del galvaniserat stål är elektropläterat, kostar dip-beläggningen mindre och är i övervägande användning. Zinkbeläggningen är ojämn i tjocklek på doppbelagt stål. Motständsfaktorn kommer att variera från svets till svets och det är mycket svårt att sätta villkor i diagramform för materialet.
Det är omöjligt att upprätthålla integriteten hos den galvaniserade beläggningen vid motständspunktsvetsning. Den låga smältpunkten för zinkbeläggningen, jämfört med stålplåtens smälttemperatur, gör att zinken förångas. Naturligtvis måste det finnas tillräckligt tryck för att tvinga zinken åt sidan vid svetsgränsytan för att tillåta stål-till-stål smältning. Annars kan motständspunktsvetsens hållfasthet ifrågasättas.
Det finns material för att reparera de yttre skadorna på beläggningen som kan uppstå på grund av svetsvärmen. Det finns tyvärr inget botemedel mot förlusten av beläggningsmaterial vid svetsens gränssnitt. I själva verket kan förångningen av zinken orsaka porositet i svetsen och en allmän försvagning av den förväntade skjuvhållfastheten. ÿDET FÖRVÅNGDA ZINKET, vid kondensering till fast material,
bildar partiklar formade som fiskkrokar. Dessa partiklar KAN INSÄNDA SIG I DEN
svetsområdet och bär långärmade skjortor, långbyxor och skyddande ansiktsskydd när du arbetar med denna process och belagt material.
Andra belagda material, såsom terneplåt (blybelagd) kan ha olika grad av toxicitet. Tillräcklig ventilation är obligatorisk när man arbetar med dessa material.
Förångningen av beläggningsmaterialet har en tendens att smutsa ner elektrodspetsarna.
Spetsarna bör rengöras ofta för att förhindra legering av de lägre smältande materialen med kopparspetsarna.
Spetsarna kan kräva rengöring och applicering var fjärde eller femte svets för att bibehålla kvaliteten i produkten, även om för vissa galvaniserade applikationer de bästa svetsarna görs efter att spetsarna har svartnat på flera punkter. Användningen av korta svetstider ökar möjligheten till bra svetsar med minsta nedsmutsning av spetsen.
3-17. Aluminium och aluminiumlegeringar Motständskraftiga
punktsvetsmaskiner med KVA-värden mycket större än 20 KVA är nödvändiga för att göra bra svetsar på de flesta aluminiummaterial och alla andra typer av basmetall med hög konduktivitet. Den elektriska ledningsförmågan hos aluminium är hög, och svetsmaskiner måste ge höga strömmar och exakta tryck för att ge den värme som krävs för att smälta aluminiumet och producera ett ljud
svetsa.
3-18. Sammanfattning
Motständspunktsvetsning är en svetsteknik som används för nästan alla kända metaller. Själva svetsen görs i gränssnittet mellan delarna som ska sammanfogas. Det elektriska motståndet hos materialet som ska svetsas orsakar en lokal uppvärmning vid gränssnitten mellan metallerna som ska sammanfogas. Svetsprocedurer för varje typ av material måste utvecklas för att få det mest tillfredsställande resultatet.
Det är möjligt att shuntströmmar som flyter genom en tidigare gjord punktsvets kommer att ta bort svetsströmmen från den andra andra punktsvetsen som ska göras. Detta kommer att inträffa om de två punktsvetsarna är för nära varandra, och det kommer att hända med alla metaller.
Tabell 3-1 ger klassificeringsinformation för en DN-100E motständspunktsvetsmaskin. Dessa klassificeringsinformation kan skilja sig åt mellan de olika typerna av DN -100E punktsvetsmaskin, till exempel är den nominella matningsspänningen 230V/120V, Nominell matningsfrekvens är 50Hz eller 60Hz, Nominell driftcykel är 30% eller
50% osv. Dessa betygsinformation beror på kundens krav.
Tabell 3-1. Motständspunktsvetsmaskinspecifikationer för en DN-100E punktsvetsmaskin
| Modell | BetygsattTillförselSpänning | BetygsattTillförselFrekvens | BetygsattPliktCykel | Ingen belastningSpänning | SvetsningTjocklek |
| DN-100E U1 | V±10 % 50/60 Hz | 30 % | 1,75V | 1,5-1,5 mm |
Följande allmänna data tillhandahålls för att hjälpa operatören att ställa in svetsningen procedurer vid användning av motständspunktsvetsmaskinen.
Tångtrycksinställningar bör ENDAST göras när den primära nätsladden är frånkopplad från den primära strömkällan.
- Stäng tängen och mät utrymmet mellan elektrodspetsens kontaktytor.
- Mät tjockleken på den totala svetsen.
- Justera tångavståndet till mått på steg 2 minus 1/2 tjockleken på den tunnaste svetsnummer.
-
För in delarna som ska svetsas mellan elektrodspetsarna och ta med spetsarna till svetstryck. Det bör finnas en lätt avböjning av tängen. Detta kan vara mätt med en rak kant inställd på tungans längdaxel.
-
Aktivera punktsvetsmaskinen och gör en provsvets.
- Testa svetsen med visuella och mekaniska medel. Kontrollera elektrodspetsen för deformation och kontaminering (se testprocedurer).
- Justera tångtrycket efter behov (se bruksanvisningen för justering av tången förfaranden).
3-19. Testprocedurer
Testprocedurerna som beskrivs är mycket enkla och kräver ett minimum av utrustning att prestera.
1. Visuellt test
Observera deformationen och formen av ytkontaktpunkterna på båda sidor av svetsen. Överdriven "dishing" av ytkontaktpunkten indikerar en eller flera av det följande:
a. Överdrivet tungtryck. b.
Svetstiden är för lång. c.
Felinriktning av elektrodspetsarna.
Om motständspunktsvetsen inte har ett jämnt, koncentriskt ytutseende, problemet kan vara felinställning av elektrodspetsarna. Rikta in elektrodspetsarna med strömavstängningen och en typisk svetsfog mellan spetsytorna.
2. Mekaniskt test
Placera ena änden av motständspunktsvetsprovet i skruvstyckeskäftar. Använd mekanisk innebär att tvinga isär svetsen. Ena sidan av svetsen ska lossna från svetsen modermetall med en metallförlängning från svetsen. Kontrollera att svetsen är korrekt diameter.
AVSNITT 4- UNDERHÅLL OCH FELSÖKNING
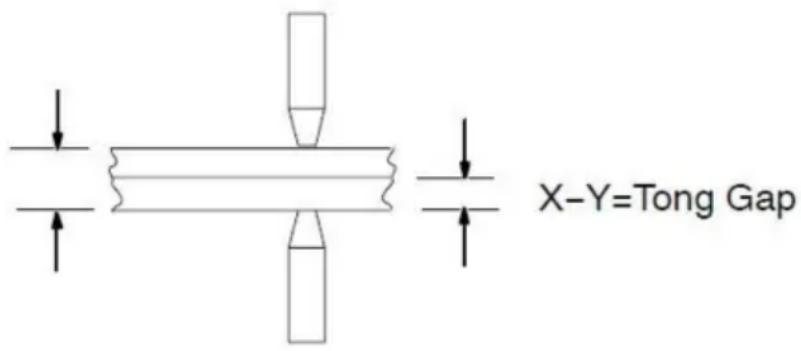
4-1. Underhåll
| Problem | Avhjälpa |
| Tips överhettning. | Inte tillräckligt med tångtryck. Öka tångtrycket. |
| Svetstiden är för lång. Minska svetstiden. | |
| Materialet är för tjockt för punktsvetsmaskinen. | |
| Tips arcing på material. | Inte tillräckligt med tångtryck. Öka tångtrycket. |
| Spetsarna är inte korrekt inriktade. Justera tips eller klänning tips till rätt diameter (se avsnitt 4-2). | |
| Basmaterial kan svetsas till spetsar vilket ger hög motständskraft och dåligt elektriskt strömflöde. Rengör eller klä tips (se 4-2 §). | |
| Stänk eller smält material varelse utvisad undersvetsning drift. | Felaktig spetsinriktning. Klä spetsarna så att de ligger i linje och är platta på materialet (se avsnitt 4-2). |
| Överdrivet tungtryck. Minska tångtrycket. | |
| Uteffekten är för hög. Minska inställningen för strömsstyrka, om tillämpligt (ej tillgängligt på luftkylda modeller). | |
| Svetstiden är för lång. Minska svetstiden. | |
| Inkonsekvent svetsklump. | Inkonsekvent svetstid. Installera en svetstimer, om tillämpligt. |
| Inte tillräckligt med tångtryck. Öka tångtrycket. | |
| Hål i mitten av svetsa. | Kontaktytan för tips är för stor. Byt till en mindre spets diameter eller klänningsspetsar tillbaka till den ursprungliga diametern (se avs 4-2). |
| Dålig svets eller ingen svets vid tips. | Materialet är för tjockt för punktsvetsmaskin. Kolla det materialtjockleken är inom punktsvetsmaskinens kapacitet. |
| Tången är för lång. Minska tånglängden. | |
| Ta bort beläggningen från materialet för intim kontakt mellan bitar. Ta bort oxider och kemiska föreningar inklusive galvaniserad beläggning. |
Tillverkad i Kina
VEVOR®
TOUGH TOOLS, HALF PRICE
Teknisk support och e-garanticertifikat




