
MMA-140 - Svetsmaskin Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis MMA-140 Vevor i PDF-format.

| Produkttyp | MMA-svets (pinn) och Lift TIG |
| Märke | Vevor |
| Modell | MMA-140 |
| Elmatning | AC 110 V ±10% eller 220 V ±10%, 50/60 Hz (kompatibelt uttag) |
| Utgångsström | 30-140 A justerbar (beroende på inspänning: 30-120 A vid 110 V, 30-140 A vid 220 V) |
| Tomgångsspänning | 60 V |
| Märkeffekt | 4,98 KVA |
| Driftscykel (vid 40°C) | 15 % (dvs. 1,5 min svetsning för 10 min kylning) |
| Effektfaktor | 0,88 |
| Mått (ca.) | 35 x 20 x 25 cm |
| Vikt (ca.) | 8 kg |
| Huvudfunktioner | MMA-svetsning (manuell), Lift TIG, VRD (elektrisk stötskydd), Hot Start, Arc Force, Anti-stick, finjustering av ström, digital display |
| Värmeskydd | Ja, automatisk utlösning vid överhettning, automatisk återställning efter kylning |
| Underhåll och rengöring | Koppla ur före underhåll; blåsa bort inre damm var 6:e månad; kontrollera kablars och kontakters skick |
| Säkerhet | Kräver utbildning, användning av skyddsutrustning (mask, handskar, brandhärdiga kläder); undvik explosiva atmosfärer; utsätt inte för väder och vind |
| Reservdelar och reparefbarhet | Tillgängliga delar: elkablar, jordklämmor, elektrodhållare; reparation förbehållen auktoriserad fackman |
| Allmän information | IGBT-omvandlarteknik, kompakt och lätt, lämplig för stål, rostfritt, legeringar; kompatibel med sura, alkaliska och cellulosaelektroder |
Vanliga frågor - MMA-140 Vevor
Användarfrågor om MMA-140 Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Svetsmaskin i PDF-format gratis! Hitta din manual MMA-140 - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. MMA-140 av märket Vevor.
BRUKSANVISNING MMA-140 Vevor
Teknisk support och e-garanticertifikat www.vevor.com/support
STICK SVETSARE
Tillämplig modell: MMA-140/MMA-160/MMA-200
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser. "Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om du faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
VEVOR®
TOUGH TOOLS, HALF PRICE
Sticksvetsare

Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna:
Teknisk support och e-garanticertifikat www.vevor.com/support
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att informera dig igem om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
SÄKERHET
Svetsning är farligt och kan orsaka skada på dig och andra, så ta ett b skydd när du svetsar. Se tillverkarens säkerhetsriktlinjer för förebyggande av olyckor.
 | Professionell utbildning krävs innan du använder maskinen. ÿ Använd arbetsskyddssvetsutrustning som godkänts av den nationella säkerhetsövervakningsavdelningen.ÿ Operatörer bör ha giltiga arbetstillstånd för metallsvetsning/ skärning. ÿ Bryt strömmen före underhåll eller reparation. | |
 | Elektrisk stöt kan leda till allvarliga skador eller till och med dödsfall.ÿ Installera jordningsanordningar enligt användarens specifikation. ÿRör aldrig de strömförande delarna med bar hud eller när du bär våta handskar/kläder. ÿ Se till att du är isolerad från marken och arbetsstycket.ÿ Se till att din arbetsställning är säker. | |
 | Rök och gas kan vara skadligt för hälsan. ÿ Håll huvudet borta från rök och gas för att undvika inandning av avgaser under svetsning. ÿ Håll arbetsmiljön väl ventileradmed frånlufts- eller ventilationsutrustning vid svetsning. | |
 | Bågstrålning kan skada ögonen eller bränna huden. ÿ Bär lämpliga svetsmasker och skyddskläder för att skydda dina ögon och kropp. ÿ Använd lämpliga masker eller skärmar för att skydda åskådarna från skada. | |
 | Felaktig användning kan orsaka brand eller explosion.ÿ Svetsgnistor kan leda till brand, så snälla kontrollera att inga brännbara material finns i närheten och var uppmärksam på brandrisker.ÿ En brandsläckare bör förvaras i närheten, och den ska användas av en utbildad person.ÿ Svetsa inte i ett trångt utrymme.ÿ Använd inte denna maskin för upptining av rör. | |
 | Hett arbetsstycke kan orsaka allvarlig skållning.ÿ Rör inte vid hett arbetsstycke med bara händer.ÿ Kylning behövs vid kontinuerlig användning av svetsbrännaren. | |
 | Magnetiska fält påverkar pacemakern.ÿ Pacemakeranvändare bör hålla sig borta från svetsområdet före medicinsk konsultation. | |
 | Sök professionell hjälp när stöter på maskinfel.ÿ Se det relevanta innehållet i denna handbok om du stöter på några svårigheter vid installationen och drift.ÿ Kontakta din leverantörs servicecenter för att sök professionell hjälp om du inte gör det fullt ut förstå manualen eller lösa ett problem enligt manualen. | |
 | KORREKT AVFALLSHANTERING för Display.ÿ Denna produkt är föremål för tillhandahållandet av europeiskt direktiv 2012/19/EU. Symbolen som visar en soptunna korsad anger att produkten kräver separat sophämtning i EU. Detta gäller för produkten och alla tillbehör märkta med denna symbol. Produkter märkta som sådana får inte slängas tillsammans med vanligt hushållsavfall, utan måste lämnas till en insamlingsplats för återvinning av elektriska och elektroniska apparater. | |
KORT INTRODUKTION AV PRINCIPEN
Svetsmaskinen använder en avancerad invertereknik designad likriktare. Uppkomsten av inverterbågssvetsutrustning beror på uppkomsten av invertereffektteori och enheter. Strömförsörjning för inverterbågssvetsning är användningen av en högeffektsenhet MOSFET fälteffektrör/IGBT enkelrör/modul 50/60Hz strömfrekvens elektricitet omvandlas till hög frekvens (18-100KHZ ovan), och sedan steg-ned likriktare, genom pulsbreddsmoduleringstekniken (PWM) utmatar högeffekts DC-källa, vikten på huvudtransformatorn, volymen minskas kraftigt, effektiviteten ökas med mer än 30%. Tillkomsten av inverter-svetsmaskinen hyllas av experter som en revolution inom svetsindustrin.
Handbågssvetsmaskin kan ge en starkare, mer koncentrerad, stabilare båge i kortslutningsdroppövergången. Elektroden och arbetsstycket reagerar snabbt efter kortslutningen. Dessutom kan denna typ av strömförsörjning förses med en bågjusteringsanordning, vilket gör att svetsmaskinen kan utformas med olika dynamiska egenskaper. De dynamiska egenskaperna kan justeras för att göra bågen mjukare eller hårdare.
Handbågssvetsmaskiner kännetecknas av: hög effektivitet, energibesparing, ljus, goda dynamiska egenskaper, ljusbågsstabilitet och enkel kontroll av lösningspooler. Hög tomgångsspänning och bättre energipåverkanskompensation används ofta. Kan svetsa rostfritt stål, legerat stål, kolstål, koppar och andra icke-järnmetaller. Svetsmaskinen kan använda en mängd olika specifikationer och material för en elektrod, inklusive syra, alkalisk och cellulosaelektrod kan användas för flygarbete, fältarbete och inomhus- och utomhusdekoration. Jämfört med liknande produkter hemma och utomlands har den egenskaperna liten storlek, lätt, enkel installation, enkel användning och så vidare.
INSTALLATION
Huvudparameter
| PUNKT | MMA-140 | |
| Driva Spänning (V) | AC 110V ±10% | AC 220V ±10 % |
| Frekvens (HZ) | 50HZ-60HZ | 50HZ-60HZ |
| Bedömd ingång effekt (KVA) | 4,98 | 4,98 |
| Driftcykel (40 ) | 15 %/40 | 15 %/40 |
| Ingen belastningsspänning (V) | 60V | 60V |
| Utström (A) | 140A ±10A | 140A ±10A |
| Effektfaktor | 0,88 | 0,88 |
INSTALLATION
Huvudparameter
| PUNKT | MMA-160 | |
| Driva Spänning (V) | AC 110V/220V ±10% | AC 220V ±10 % |
| Frekvens (HZ) | 50HZ-60HZ | 50HZ-60HZ |
| Bedömd ingång effekt (KVA) | 5,87 | 5,87 |
| Driftcykel (40 y) | 20 %/40 y | 20 %/40 y |
| Ingen belastningsspänning (V) | 60V | 60V |
| Utström (A) | 160A ±10A | 160A ±10A |
| Effektfaktor | 0,88 | 0,88 |
INSTALLATION
Huvudparameter
| PUNKT | MMA-200 | |
| Driva Spänning (V) | AC 110V/220V ±10% | AC 220V ±10 % |
| Frekvens (HZ) | 50HZ-60HZ | 50HZ-60HZ |
| Bedömd ingång effekt (KVA) | 7,78 | 7,78 |
| Driftcykel (40 y) | 20 %/40 y | 20 %/40 y |
| Ingen belastningsspänning (V) | 60V | 60V |
| Utström (A) | 200A ±10A | 200A ±10A |
| Effektfaktor | 0,88 | 0,88 |
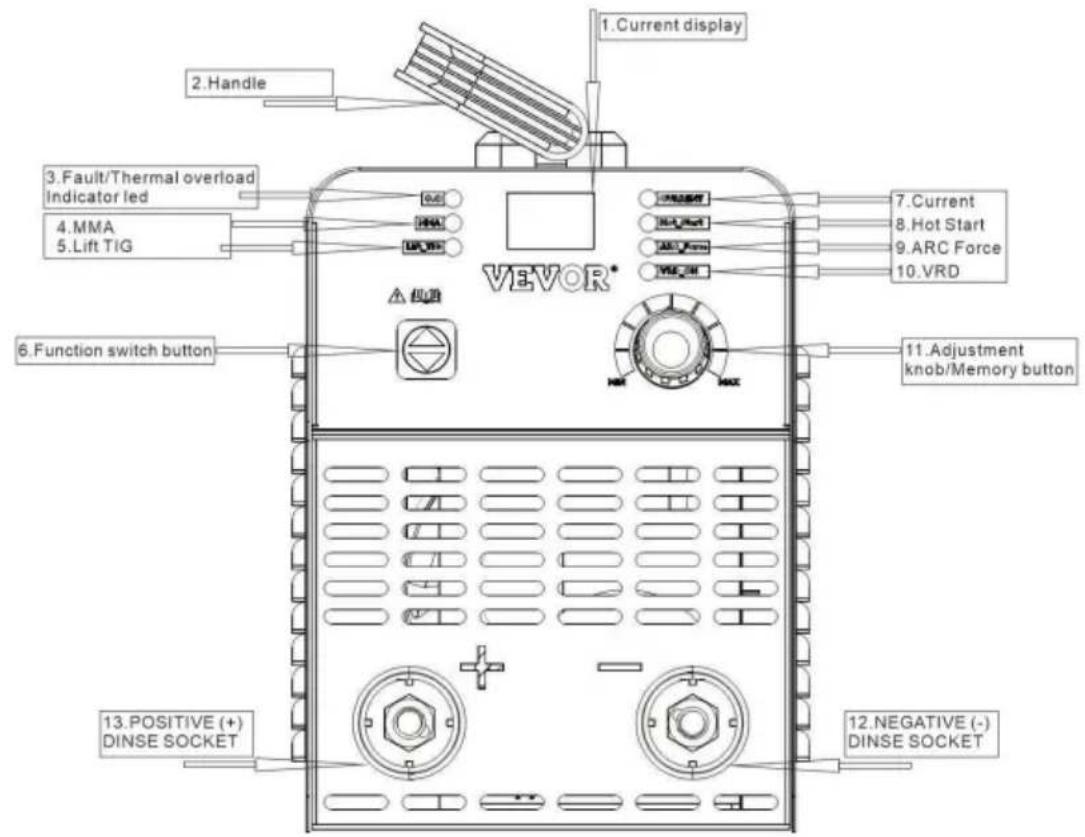
Beskrivning av kontrollpanelen
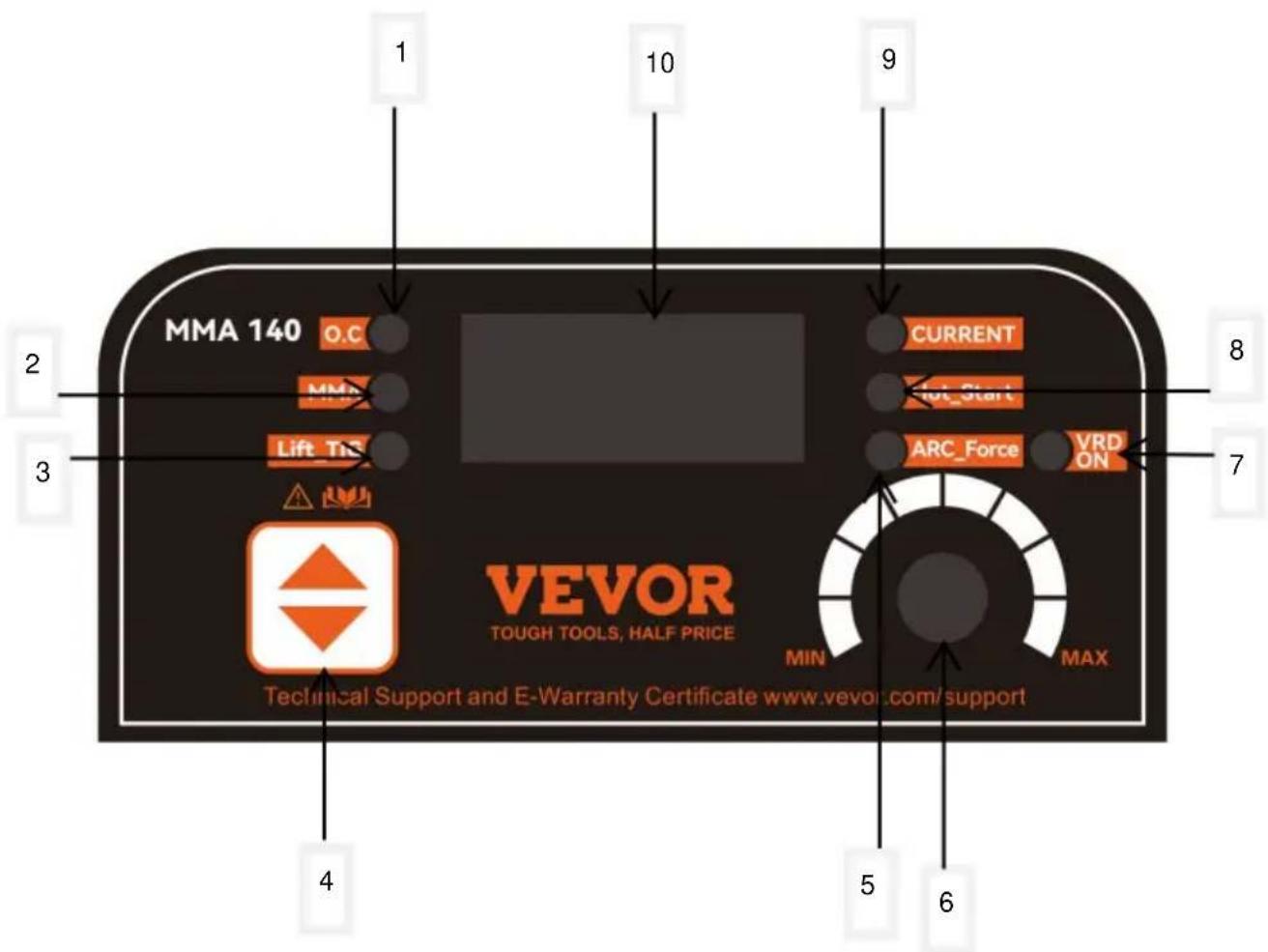
Obs: Ovanstående bilder är endast för referens
| Nummer | Förklara |
| 1 | Onormal indikatorlampa |
| 2 | Indikatorlampa för manuell svetsstatus |
| 3 | Kontaktbåge argon bågsvetsning |
| 4 | Växla funktionstangenter, kort tryck för att växla mellan manuell svetsning eller argonbåge svetsning |
| 5 | Dragkraft (avser den svetskraft som genereras av svetsmaskinen genom parametrar som utström, spänning och effekt under svetsning) |
| 6 | Tryck kort på parameterratten för att växla, vrid för att justera storleken |
| 7 | Indikatorlampa mot elektriska stötar (När VRD-funktionen är påslagen överstiger svetsmaskinens tomgångsspänning vanligtvis inte 20V, vilket hjälper till att utföra svetsarbeten i fuktiga eller andra miljöer som är benägna för elektriska stötar, och därmed avsevärt minskar risken för elektriska stötar för svetspersonal). Tryck samtidigt på funktionstangenten och parameterratten, så tänds indikatorlampan som VRD på och av när VRD är av |
| 8 | Termisk bågtändning (genom att öka bågens längd och styrka, öka temperaturen och värmen hos bågen, accelerera smältningen av arbetsstycket och elektroden, och därigenom förbättra svetshastigheten och kvaliteten) |
| 9 | Indikeringslampa för strömreglering |
| 10 | Aktuell display |
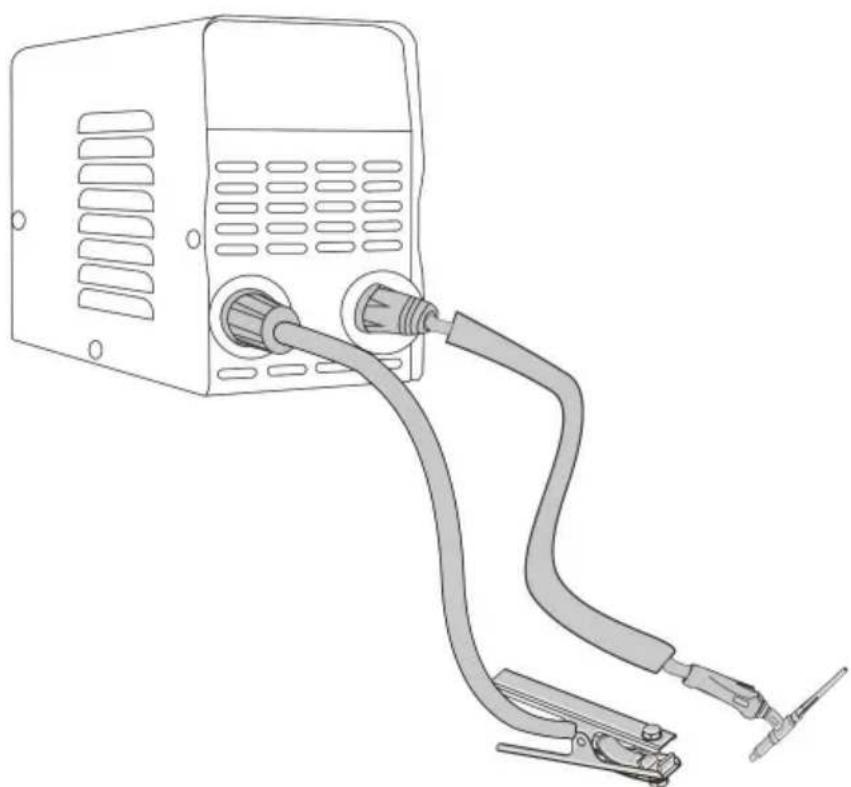
Funktionsdiagram
MMA installation
Installations- och anslutningsschema
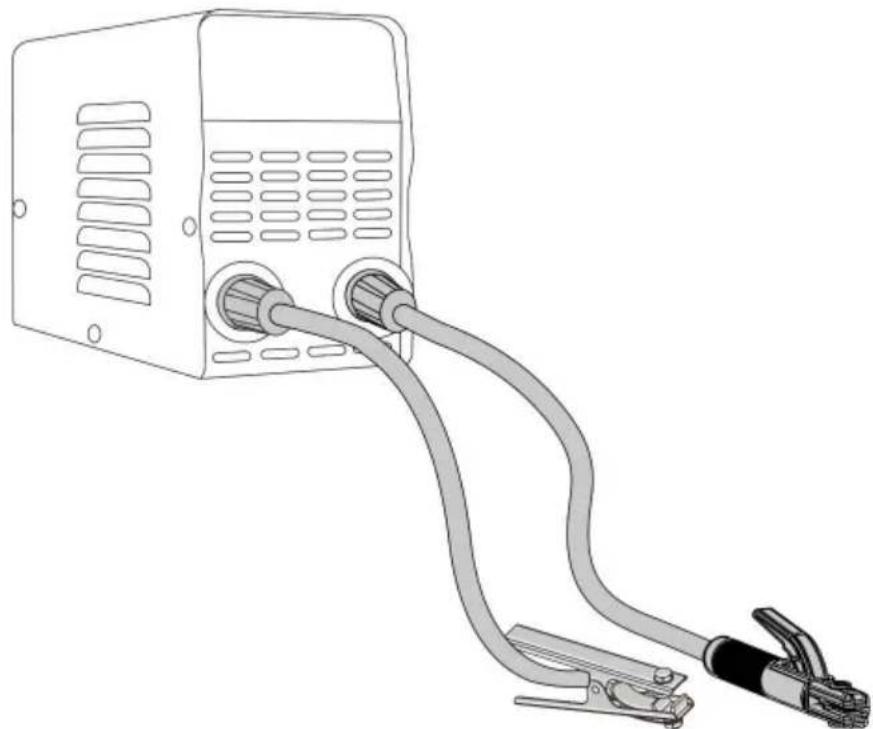
Installations- och anslutningsschema
från fukt och damm; • I områden med en omgivningstemperatur
mellan 14ÿ till 104ÿ; • I områden fria från olja, ånga och frätande gaser. • I områden som inte utsätts
för onormala vibrationer eller stötar; • I områden som inte utsätts för direkt solljus
eller regn; • Placera på ett avständ av 12" eller mer från väggar eller liknande hinder som
kan begränsa naturligt luftflöde för kylning.
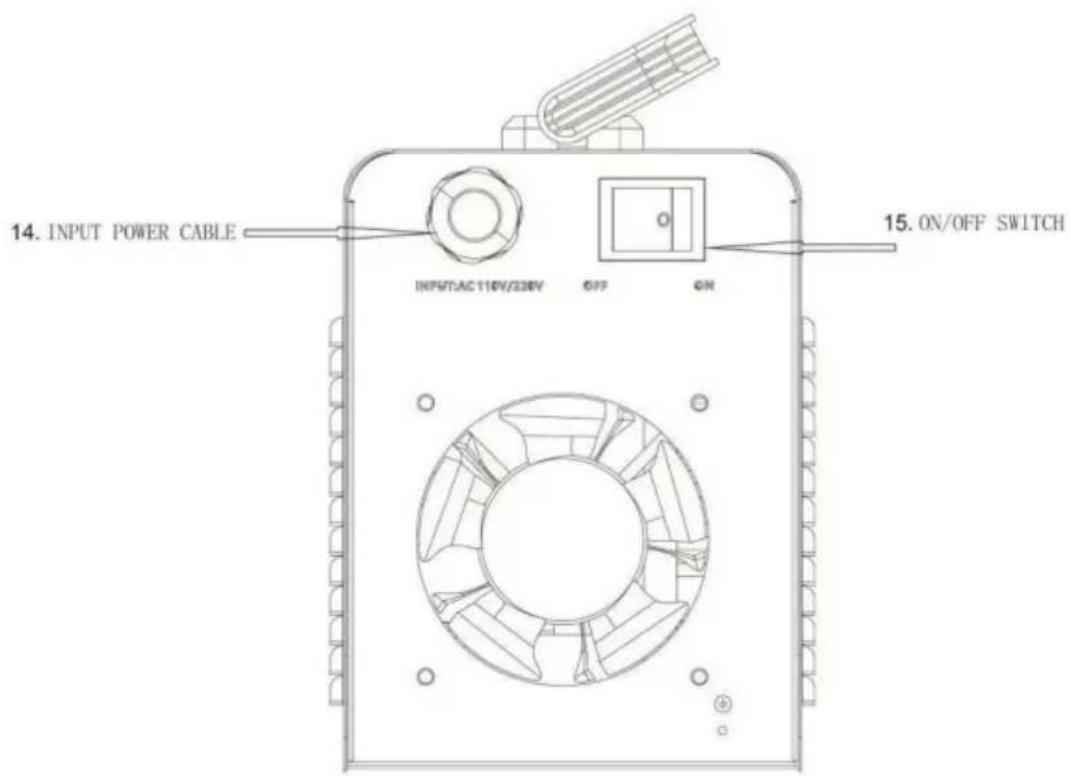
Anslutning av strömkälla Se till att PÅ/AV-
BRYTARE är AV innan du gör någon elektrisk anslutning. Strömförsörjningsspänningen och frekvensen som finns tillgänglig på platsen är de som anges på din svetsares märketikett.
Huvudströmförsörjningsspänningen bör ligga inom ±10 % av den märkta huvudströmförsörjningsspänningen. För låg nätspänning kan orsaka dålig svetsprestanda. En för hög strömförsörjningsspänning gör att komponenterna överhettas och eventuellt går sönder. Svetsuttaget måste vara: • Korrekt installerat, vid behov, av en behörig elektriker. • Korrekt jordad (elektriskt) enligt nationella och lokala bestämmelser. • Ansluten till en elektrisk krets som är klassad för tillräcklig strömstyrka enligt din svetsares märketikett.
Om du är osäker på något av ovanstående, låt en kvalificerad elektriker inspektera ditt uttag innan du använder svetsaren.
ANMÄRKNING: • Inspektera regelbundet INPUT-NÄTKABLEN för eventuella sprickor eller blottade
ledningar. Om den inte är i gott skick, låt ett servicecenter reparera den. • Klipp inte av jordstiftet eller ändra kontakten
på något sätt, och använd inte några adaptrar mellan svetsarens INGÅNGSLÄTNINGSKABEL och strömkällans uttag. • Dra inte våldsamt i INPUT STRÖMKABELN
för att koppla bort den från eluttaget. • Lägg inte material eller verktyg på INPUT STRÖMKABELN.
INPUT STRÖMKABELN kan skadas och resultera i elektriska stötar. • Håll INGÅNGSKABELN borta från värmekällor, oljor, lösningsmedel
eller vassa kanter.
- Använd inte denna svetsare på en krets med en jordfelsbrytare (GFCI) på. GFCIs utlöses av svetsbågar och dina svetsoperationer kommer att avbrytas regelbundet.
Generatorer
Denna svetsare kan drivas från en AC-generator. Se till att generatorn kan leverera minst 5 000 watt kontinuerlig effekt. Generatorn får inte ha en bränslebesparande funktion för automatisk tomgång och måste ha möjlighet att stänga av automatisk tomgång. Generatorn måste gå på full hastighet hela tiden medan din svetsare är inkopplad i den, annars riskerar du att skada din svetsare. All annan kraft som drar på generatorn eller något som minskar generators varvtal kan skada din svetsare.
Förlängningssladdar För
optimal svetsprestanda bör en förlängningssladd inte användas om det inte är absolut nödvändigt. Vid behov måste man vara noggrann med att välja en förlängningssladd som är lämplig för användning med din specifika svetsare.
Välj en ordentligt jordad förlängningssladd som ansluts direkt till AC-strömkällans uttag och svetsens INGÅNGS-STRÖMKABEL utan användning av adaptrar. Se till att förlängningssladden är ordentligt ansluten och i gott elektriskt skick. Förlängningssladdar måste passa följande riktlinjer för kabelstorlek: • #12 AWG eller större sladd • Använd inte en förlängningssladd som är längre än 25 fot.
Ventilation
Eftersom inandning av svetsrök kan vara skadligt, se till att svetsområdet är effektivt ventilerat.
Ytterligare varningar FÖR DIN
SÄKERHET, FÖLJ DESSA INSTRUKTIONER NOGA INNAN DU ANSLUTER STRÖMKÄLLAN TILL
LINJEN: • En lämplig tvåpolig brytare måste sättas in före huvuduttaget.
Denna brytare måste vara utrustad med fördröjningssäkringar. • Vid arbete i ett trångt utrymme måste svetsaren hållas utanför svetsområdet och jordkabeln ska fästas vid arbetsstycket. Arbeta aldrig i fuktiga eller våta slutna utrymmen. • Använd inte skadad INPUT STRÖMKABEL eller svetskablar. • Svetsbrännaren/elektroden får aldrig riktas mot operatören eller andra personer. • Svetsaren får aldrig användas utan att dess paneler är monterade. Detta
kan orsaka allvarliga skador på operatören och kan skada utrustningen.
DRIFT
Prestandaskylt och driftcykel På maskinen finns en
skylt som innehåller alla driftsspecifikationer för din nya enhet. Produktens serienummer finns också på denna skylt. En svetsares arbetscykelklassificering definierar hur länge operatören kan svetsa och hur länge svetsaren måste vila och kylas. Arbetscykeln uttrycks i procent av 10 minut och representerar en maximal svetstidsgräns. Resten av en 10-minuterscykel krävs för kylning. Till exempel har en svetsare en arbetscykelklassificering på 30 % vid märkeffekten 90A. Detta innebär att med den maskinen kan svetsa vid 90 A effekt under tre (3) minuter skära av 10 me de återstående sju (7) minuterna som krävs för kylning. Duty cycle för din nya svetsare finns på typskylten som är fäst på maskinen.
Internt termiskt skydd Det termiska
skyddssystemet kopplas in och stänger av all svetseffekt om du överskrider svetsarens arbetscyke. Efter kylning återställs termoskyddet automatiskt och svetsfunktionerna återupptas. Detta är normalt och automatiskt beteende från maskinen. Ingen användaråtgärd krävs under denna fas. Du bör dock vänta minst tio minuter efter att termoskyddet kopplats in innan du återupptar svetsningen. Du måste göra detta även om det termiska skyddet återställer sig själv innan de tio minuterna är slut, annars kan du uppleva lägre prestanda än specificerad driftcykel.
WARNING: ÖVERSKRIVA INTE REGELBUNDET ARBETSCYKEL ELLER SKADA PÅ SVÄTSAREN KAN RESULTAT
Svetsförberedelser En
viktig faktor för att göra en tillfredsställande svetsning är förberedelse. Detta inkluderar att studera processen och utrustningen och öva svetsning innan man försöker svetsa färdig produkt. Ett organiserat, säkert, ergonomiskt, bekvämt och väl upplyst arbetsområde bör förberedas för operatören.
Arbetsområdet bör särskilt vara fritt från alla brandfarliga ämnen, och en brandsläckare och en hink med sand ska finnas tillgångliga.
För att ordentligt förbereda för svetsning med din nya svetsare är det nödvändigt att: • Läsa säkerhetsföreskrifterna längst fram i denna handbok.
- Förbered ett organiserat, väl upplyst arbetsområde.
Ge skydd för operatörens och åskådares ögon och hud. • Fäst markklämman på den rena metallen som ska svetsas och säkerställ god kontakt.
Anslut maskinen till ett lämpligt uttag. • Öppna
gasflaskans ventil helt. Justera gastrycksregulatorn till rätt flödeshastighet.
MMA-funktion: Välj MMA med upp- och nedknappen.
- Under MMA: Ström/varmstart/bågkraft kan väljas.
Efter val, justera ratten direkt för att justera varje funktionsparameter; efter justering, tryck på ratten en gång för att spara och gå in i nästa funktionsparameterjustering. Efter justering sparar 5S automatiskt och avslutar till Current.
strömvärde (som inte överstiger den maximala strömmen), 0-100A Arc Force: överlagrat strömvärde (inte
överstiger maxströmmen), 0-100A 3. Under MMA, tryck och håll ned knappen ratt för 5S för att byta Vrd.
- Antistick: automatisk, behöver inte användas 5.
Syrasvetsstång: positiv elektrodanslutning svetstång / negativ jordtrådsklämmor Alkalisk svetsstav : Negativ svetstång / positiv jordklämmor
Elektrisk Ijusbågsvetsning
- Svetsstavsgrad och diameter. Det beror huvudsakligen på materialets natur, svetstjockleken, formen på fogsvetspositionen, svetsparametrar och andra faktorer. Förhållandet mellan diametern
av svetselektroden och tjockleken på plattan är som följer.
| Tjocklekav WeldedDelar (ÿ) | ÿ4 | 4 ~ 8 | ÿ 8ÿ 12 | ÿ 12 |
| Diameter påSvetsningElektrodÿÿÿÿ | ÿ 3,5 | f3 ~ 4 | ÿ4 ~ 5 | f5 ~ 6 |
- Svetsström: Svetsströmmen beror på elektroden,
elektroddiameter, tjocklek på de svetsade delarna och fogsvets
placera. Andra faktorer att tänka på är svetsning av stålkonstruktioner
elektrod platta svetspositioner, och svetsströmmen baserat på
följande empiriska formel till primärt urval.
I--Svetsström K--Empirisk koefficient d--Diameter av
Svetselektrod
Förhållandet mellan den empiriska koefficienten för svetsström och svetselektrodens diameter.
| Diameter på Svetsning Elektrod (ÿ) | f1.6 | ÿ2 ~ 2,5 | f3 ~ 4 | ÿ4 ~ 6 |
| Empirisk KoefficientÿA/mmÿ | 20 ~ 25 | 30 ~ 40 | 40 ~ 5025 ~ 30 |
Strömmen för vertikal svetsning, horisontell svetsning och svetsning över huvudet bör vara 10 \~ 20 % mindre än för flatsvetsning. Strömmen av filé svetsning bör vara 10 \~ 20 % större än för flatsvetsning. För legerat stål elektroder, elektroder i rostfritt stål, på grund av den höga termiska expansionen motständskoefficient, om strömmen är hög är svetsstaven benägen att
rodnad under svetsprocessen och få flusshuden att falla av,
påverkar svetskvaliteten.
3. Anslutningsmetod för svetsutgång
DC omvänd anslutningsmetod bör användas för alkalisk
elektrodsvetsning.
Syraelektrodsvetsning bör använda en DC-positiv anslutningsmetod.
UNDERHÅLL OCH SERVICE
Allmänt underhåll Denna
svetsare har konstruerats för att behöva minimal service, förutsatt att några enkla steg vidtas för korrekt underhåll.
- Byt ut INPUT STRÖMKABEL, jordkabjördklämma eller brännare/elektrodkabel när den är skadad eller sliten.
- Undvik att rikta slippartiklar mot svetsaren. Dessa ledande partiklar kan byggas upp inuti maskinen och orsaka allvarliga skador.
- Rengör med jämna mellanrum damm, smuts och fett från din svetsare. Var sjätte månad eller vid behov, ta bort sidopanelerna från svetsaren och använd tryckluft för att blåsa ut eventuellt damm och smuts som kan ha samlats inuti svetsaren.
WARNING: KOPPLA FRÅN STRÖMKÄLLA NÄR DU UTFÖR DENNA OPERATION.
- Kontrollera alla kablar med jämna mellanrum. De måste vara i gott skick och inte spruckna.
WARNING: ELEKTRISK STÖT KAN DÖDA! Var medveten om PÅ/AV-BRYTARE. OFF-brytaren tar inte bort strömmen från alla interna kretsar i svetsaren. För att minska risken för elektriska stötar, koppla alltid bort svetsaren från dess växelströmskälla och vänta flera minuter tills elektrisk energi har laddats ur innan du tar bort sidopanelerna.
FELSÖKNING
Följande är en felsökningstabell som tillhandahålls för att hjälpa dig att fastställa en möjlig lösning när du har problem med din svetsare.
Denna tabell ger inte alla möjliga lösningar, bara de möjligheter som anses vara vanliga fel.
| PROBLEM | MÖJLIG ORSAK | MÖJLIG LÖSNING |
| Ingen av LED-indikatorernaär tända och ingentingfungerar på svetsaren. | Maskinen är inte påslagen. | Slå PÅ maskinen med PÅ/AV-BRYTARE Se till att |
| Ingen ingångsström närvarande.saren. | maskinen är ansluten.Kontrollera att strömbrytaren inte har löst ut. Återställ vid behov.Kontrollera uteffekten från uttaget.Använd inte maskinen på ett GFI-uttag. | |
| INDIKATORLEDSär tända och det finns ingen uteffekt från svetsaren. | Överskriden arbetscykel; termiskt skydd inkopplat. | Låt svetsaren svalna i minst 10 minuter med maskinen PÅ (observera och bibehåll korrekt arbetscykel). INDIKATOR FÖR FEL/TERMISK ÖVERBELASTNING bör släckas efter att maskinen har svalnat. Kontrollera om det finns hinder som blockerar luftflödet och se till att det finns 12 tums |
| Otilräckligt luftflöde gör att maskinenöverhettas innan driftcykeln uppnås. | spelrum mellan eventuella hinderoch ventilerna på alla sidor av maskinen. | |
| Fel spänning tillförs svetsaren. | Kontrollera spänningen på ditt uttag. Om det är 10 % mer eller mindre än 120V, kontakta en behörig elektriker. | |
| Låg effekt eller icke-penetrerande svets. | För lång eller felaktig förlängningssladd. | Använd en lämplig förlängningssladd (#12 AWG-kabel eller tyngre, inte längre än 25 fot) |
| Dålig jordanslutning eller brännare/ elektrodanslutning. | Sätt tillbaka klämman och kontrollera kabeln till klämanslutningen.Kontrollera anslutningen av jordkabel, brännare eller elektrodhållare Låt en | |
| Ineffekt för låg. | behörig elektriker kontrollera spänningen i ditt uttag. Omspänningen är lämplig,kontrollera att kretsledningarna är tillräckliga för 40A. | |
| Jordklämma, jordkabel och/ eller svetskabel blir varma. | Dålig jord eller lös jordanslutning. | Kontrollera anslutningen av jordkabel, brännare eller elektrodhållare.Kontrollera anslutningen av jordkabeln till jordklämman. Dra åt kabelanslutningen till jordklämman vid behov.Se till att anslutningen mellan jordklämman och arbetsstycket är bra och på ren, bar (inte målad eller rostig) metall. |
| Frekventa effektbrytare. | Maskinen är inte den enda elektriska utrustningen på kretsen. | Se till att svetsaren är på en dedikerad krets eller är det enda som är ansluten till en krets. |
| Strömbrytaren är felaktig/otillräcklig för användning med denna maskin. | Kontrollera att strömbrytaren för kretsen är en långsam brytare. Om den inte är det, låt en kvalificerad elektriker installera rätt brytare. | |
| Svetsar av dålig kvalitet. | Otilräcklig gas vid svetsområdet. | Kontrollera att gasen inte blåses bort av drag och flytta i så fall till ett mer skyddat svetsområde. Om inte, kontrollera gasflaskans innehåll, mätare,regulatorinställning och gasventilens funktion. |
| Rostigt, målat, oljigt eller oljigt arbetsstycke. | Se till att arbetsstycket är rent och torrt. | |
| Dålig jordanslutning eller brännare/ elektrodanslutning. | Kontrollera jordklämmans/ arbetsstyckets anslutning och alla anslutningar till maskinen. | |
| Svår start. båge | Ampere är för lågt. | Öka strömstyrkan. |
| Arc vandrar (TIG). | Volfram är för stort. | Använd en mindre volfram. |
VEVOR®
TOUGH TOOLS, HALF PRICE
Teknisk support och e- garanticertifikat




