
ACDC TIG-200 - Svetsmaskin Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis ACDC TIG-200 Vevor i PDF-format.

| Produkttyp | Inverter svetsmaskin |
| Märke | Vevor |
| Modell | ACDC TIG-200 |
| Inspänning | 110 V eller 220 V, enfas, 50/60 Hz |
| Max inström | 45 A (110 V), 34 A (220 V) |
| MMA utström (110 V) | 40 - 130 A |
| MMA utström (220 V) | 40 - 180 A |
| TIG utström (110 V) | 10 - 150 A |
| TIG utström (220 V) | 10 - 200 A |
| Driftcykel | 20 % vid 130 A (110 V MMA), 20 % vid 180 A (220 V MMA), 20 % vid 150 A (110 V TIG), 20 % vid 200 A (220 V TIG) |
| Elektrod diameter (MMA) | 1,6 till 5,0 mm (E6010, E6011, E6013, E7014, E7018, rostfritt stål) |
| Elektrod diameter (TIG) | 1,6 till 4,0 mm |
| Svetslägen | MMA DC, TIG DC, TIG AC, TIG DC pulserad, TIG AC pulserad |
| Huvudfunktioner | Strömreglering, anti-klibb, varmstart, bågkraft, förgas, eftergas, 2T/4T läge, punktsvetsning, pedalstyrning |
| Display | Digital skärm med roterande kodare för inställningar |
| Vikt (uppskattad) | Cirka 10 kg |
| Mått (uppskattade) | Cirka 40 x 20 x 30 cm |
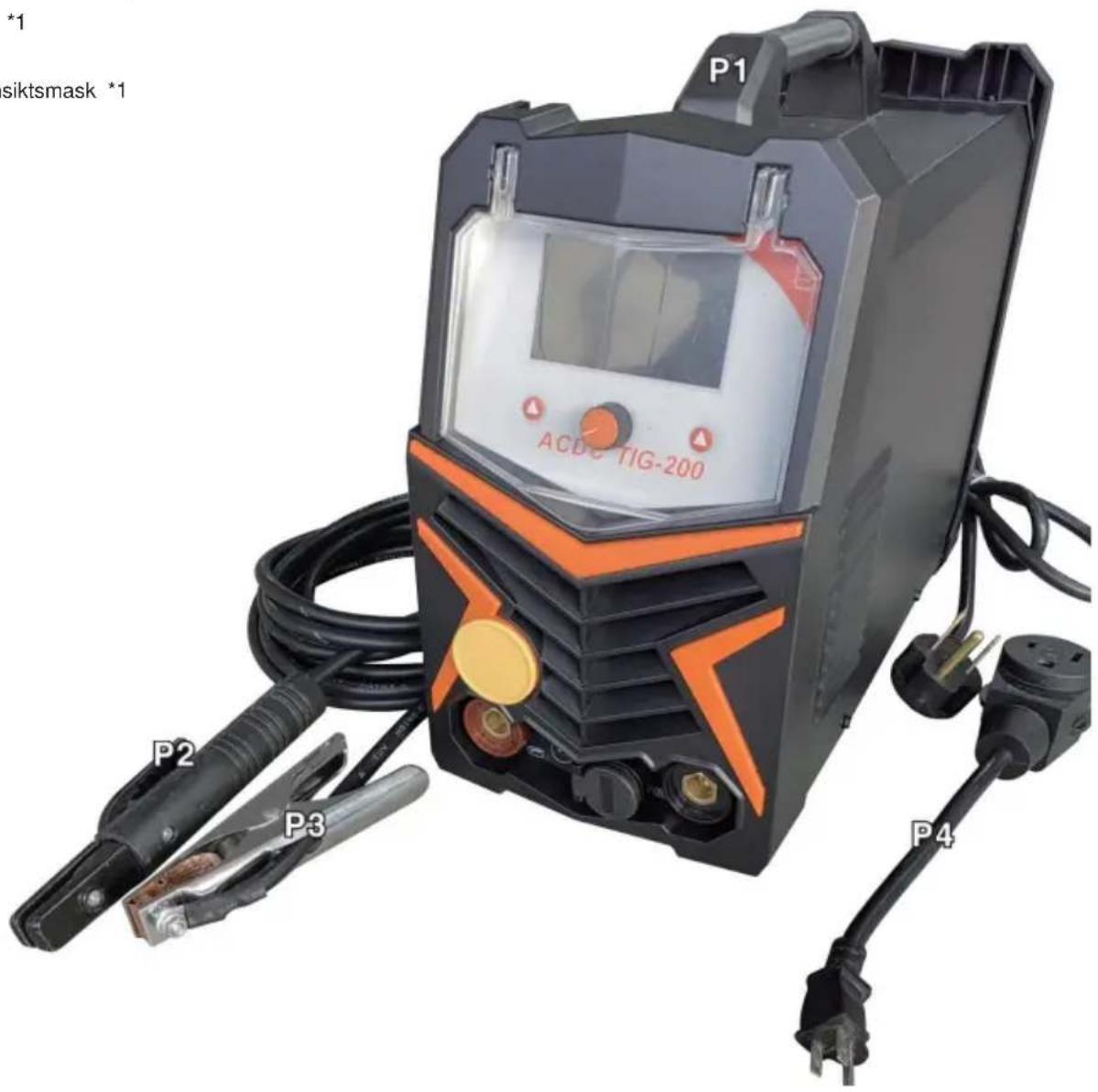
| Förpackningens innehåll | Maskin, strömkabel, jordklämma 300 A (4,2 m), svetstång (5,3 m), TIG-brännare WP-17 (1 set), gasslang (med strypband), svetsmask, argongasmätare, fotpedal |
| Säkerhet | Termiskt skydd, automatisk avstängning vid överhettning, kylfläkt, CE-certifiering |
| Garanti och support | Teknisk support och elektroniskt garantibevis på www.vevor.com/support |
Vanliga frågor - ACDC TIG-200 Vevor
Användarfrågor om ACDC TIG-200 Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Svetsmaskin i PDF-format gratis! Hitta din manual ACDC TIG-200 - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. ACDC TIG-200 av märket Vevor.
BRUKSANVISNING ACDC TIG-200 Vevor
Teknisk support och e-garanticertifikat
Vi fortsetter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser. "Spara halva", "halva priset" aller andra liknande uttryck som anvands av oss representar endast en uppskattning av besparingar du kan dra nytta av att kopa vissa verktyg hos oss jamfort med de stora toppmärkena och betyder inte nodvändigtvis att tacka alla kategorier av verktyg som erbjuds av oss. Du paminns vanligen om att noggrant kontrollera nar du gör en beställning hos oss om du faktiskt sparar halften i jamforelse med de främsta stora varumärkena.
VEVOR
TOUGH TOOLS, HALF PRICE
TIG svetsare
Modell: ACDC TIG-200

Obs: Produktbilden ar for referens, de faktiska detaljerna ske rada
BEHÖVER HJÄLP? KONTAKTA OSS!
Har du produktfrägor? Behöver du teknik support? Kontakta oss gärna:
Teknisk support och e-garanticertifikat www.vevor.com/support
Detta ar originalinstruktionen, ∀nlogen Lös alla bruksanvisningar noggrant innan du använder den. VEVOR forbehäller sig en tydlig tolkning av.Var anecdarmanual. Produktens utseende ar beroende av den produit du mottagit.
Ursakta oss att vi intekommen att informera dig igen om det finns nagon teknik aller mjukvaruuppateringar på var produit.
| Varning - För att minska risiken für skada@måste användaren lasa instruktionerna noggrant. | |
| KORREKT AVFALLSHANTERINGfordisplay Denna produkt omfattas av bestämmelserna i det europeiska direktivet 2012/19/EU. De symbol som visar en soptunna korsad anger attprodukten kräver separat sophämtning i EU. Detta gäller fürprodukten och alla tillbehör märkta medenna symbol. Produktter märkta som sabana kanske inte ar detkasseras tillsammans med vanligt hushållsavfall, men måste lämnas till en insamlingsplats for Återvinning av elektriska och elektroniska enheter. | |
| CE | Överensstämmlse ar en EG-säkerhetscertifering. |
ACDCTIG-200 tillhandahäller en bekväm metod for att utföra "stick"-svetsning av kolstål. Inverter
Tekniken ger möllighet att svetsa sunt aller tungst stal med precision och lätthet. nar du lagger till
den valfria lyft TG-brannaren (ingar ej), gasregulator och en cylinder med skyddsgas, ACDC TIG-200
blur TIG-svetsare.
SPECIFICATIONER
| utströmsområde: | Ingånsström | Ingångsspänning | Belygsatt Arbetscykel | Stångdiameter Stångmaterial | |
| MMA 110V40- 130A 220V 40~180A | I1 max 45A (110V) I1 eff 34,8A (110V) I1 max 34A (220V) I1 eff 26,3A (220V) | 110V erer 220V | 20%@110V130A220V180A | 1/16~6/311,6~5,0 mm | E6010 E6011 E6013 E7014 E7018S rostfritt stål |
| TIG 110V10- 150A 220V 10~200A | 110V erer 220V | 20%@110V150A220V200A | 1/16~5/321,6~4,0 mm | ||
ARBETSCYKEL
Den nominella arbetskyeln hänvisar till mängden svetsning som kan goras inom en viss tid.
ACDCTIG-200 har en arbetscykel pa 60 % vid 195A. Det ar lattast att titta pa din svetstid i block av
10 minut erarbetskykln ar en procentandel av dessa 10 minuter. Vid svetsning vid 195A med 60% belastning Cy
cle , inom ett tidsblock pa 10 minuter kan du svetsa i 6 minuter med 4 minuters kylning for svetsaren. Om svetsaren stangs av automatiskt, fortssatterarbetsykeln överskrids , dock fläkten att gä for att kyla
overhettade komponenter. nar en saker temperatur har upnats svetsarutgang igen. For atsvetsaren vaxlar automatiskt
oka driftcykeln kan du skruva ner strömstyrkan.
LÁS OCH FÖRSTA ALLA INSTRUKTIONER OCH FÖRSIKTIGHETSÄTGARDER INNAN DU FORTSATTER.
Denna enhet avger en kraftig hog spanning och extrem varme som kan orsaka allvariga brannskador, styckning, elektriska stotar och dödsfall. VEVOR, sk inte hallas ansvarigt for konsekvenser på grund av avsiktlig eller oavsiktlig missbruk avenna produit.
SÄKERHETSINFORMATION
Foljande forklaringar visas ienna handbok medenna produkt: , pa markingen och pa all annan information som tilhandahalls
DANGER
FARA indikerar en farlig situation som
, om det inte undvikskommen att resultera i dödsfall aller allvarlig skada .
WARNING
WARNING indikerar en farlig situation som
, om det inte undviks kan leda till dodsfall aller allvarlig skada.
CAUTION
FORSIKTGT PAnvands med sakerhetvarsmingssymbolen, indikerar en farlig situation med minre erller mattlig skada.
, om det inte undvikş kan resultera
NOTICE
NOT CE anvands for att hantera praxis som inte ar relaterade till persorskada.


LAS INSTRUKTIONER
Lás och Förstá denna bruksanvising noggrant innan du använder svetsaren. spara für framtida referens.

DANGER
ELEKTRISK STOT KAN DODAI!
Felaktig anvandning av en elektriskn svetsare kan orsaka elektriska stotar, skador och dodsfall! LAs alla forsiktighetsatgärder som beskrivs i svetsmanualen for att minska risken for elektriska stotar.
Koppla bort svetsaren fran strömförsörjningen fore montering, demontering aller underhall av fackla, kontaktspets och vid montering aller borttagning av munstycken.
Bär alltid torra skyddskläder och ladersvetshandskar och isolerade skor. använda lampliga kläder tillverkade av slitstarkt flambeständigt material for att skydda din hud.
Om andra personer ell husdjur ar i oradet for svetsning, fran gaistand svtesskarmar for att skydda askadare
Anvand alltid svetsaren i ett rent, torr och valventilerat utrymme. Anvand inte svetsaren i regniga erer daltigt ventilerade utrymmen. mitt- vat
- Elektroden och arbets- (eller jord-)kretsarna ar elektriskt "heta" när svetsaren ar pa. Lat inte dessa "heta" delar komma i kontakt med din bara hud eller vata kläder.
- separera dig fran svetskretsen genom att anecd aisoleringsmattor for att forhindra kontakt fran arbetyta.
- Se till att arbetsstycket ar ordentlich stätt och jordat innan du pabörjar en elektrisk svetsoperation.
Fast alltid markklamman pa det stycke som sca svetsas och sa nara svetsomradet som mojlig. Detta ger minst motstand och basta svetsning.

DANGER
SVETSGNISTOR KAN ORSAKA BRAND ELLER EXPLOSION!
Elektrisk svetsning producerar gnistor som kan slappas ut pa avsevarda avstand vid hog hastiget viket antander brandfarlga ell exploderande angor och material.
Anvand inte en elektrisk ljusbagsvetsare i omraden dar det finns brandfarlga aller explosiva angor.
Anvand inte nara brannbara ytor. Ta bort alla brannbara foremal inom 35 fot fran svetsen
ing omrade.
- Ha alltid en brandslackare i narheten nar du svetsar. - anvand svotsfilter for att skydda malade och/eller brannbara ytor; gummiskydd, motorer etc. instrumentbrador
Se till att stromforsorjningen har ratt klassade ledninger for att hantera stromforbrukningen.

WARNING
ELEKTROMAGNETISKA FALT KAN VARA EN HÄLSOFARA!
Det elektromagnetiska faltet som alstras under bagsvetsning kan stora olika elektriska och elektroniska enheter sasom pacemakers. Alla som anvander sadana enheter borde radraga sin lakare innan du utfor nagra elektriska svetsoperationer.
, Exponering for elektromagnetiska falt under svetsning kan ha andra halsoeffekter som inte ar det känd.

WARNING
- Bågstrálar producerar intensiv ultraviolett strålning som kan bränna exponerad hud och orsaka ögon skada. använd en sköld med rätt filter (minst #1 1) for att skydda dina ögon frän gnistor och ljusbågens strár vid svetsning eller vid observation av öppen bagsvetsning (se ANsl Z49, 1 och Z87, 1 für sakerhetsstandärer).
- anvand lampliga klader gjorda av slitstarkt flambestendigt material for att skydda din hud.
- Om andra personer eller husdjur befinner sig i svetsområdet, anvand svetsskarmar for att skydda askadare frän gnistor och lusbagsstrålar.

WARNING
RÖKOR OCH SVETSGAS KAN VARA EN HÄLSOFARA!
- Rok och gaser som frigör svid svetsning ar farliga. Andas inte in rok som produceras vid svetsningen. bär att OSHA-godkänt andningersskydd vid svetsning.
- Arbeta alltid i ett vãl ventilerat utrémme.
- Svetsa aldrig belagda material inklusive men inte begransat till: kadmiumplaterade, galvaniserade, leda

CAUPTOR
r.HET METALL OCH VERKTYG KOMMER ATT BRANNAI
- Elektrisk svetsning varmer metall och verktyg till temperaturer som kan orsaka allvarliga brannskador!
- använd varmebeständiga handskar och kläder nár du använder Eastwood eller nágon annan svetsning skyddusutrusting. Rör aldrig svetsad arbetsyka kyld, brännarens spets eller munstycke tills de ar helt

CAUTION
FLYING METALL CHIPS KAN ORSAKA SKADA!
- Slipning och slipning kommer att spruta ut metallspan, damm, skräp och gnistor med hög hastighet. Använd godkända skyddsglasögon for att Förhindra ögonskador. - använd
ett OSHA-godkänt andningskydd vid slipning eller slipning. - Läs alla manualer som medfoljer specifika slipmaskiner, slipmaskiner aller anda elverktyg som anvånts tidigare och after svetsprocessen. Var medveten om alla sakerhetsvarningar for elverktyg.
OBLIGATORISKA ARTIKLAR
Innan du börjar anecdá TIG/MMA 205 ST CK WELDER, se till att du har följande:
En korrekt jordad 1-fas 1 10/220 volt AC, 50/60Hz, 50A Strombrytare.
OBS:enheten maste vara jordad for att fungera korrekt och sakert!
val upplysakert Eehrevalventilerat arbetsomrade.
· En icken brandfarligangarmad skjorta aller WELDING Jacka · Heavy Duty
svetshandskar
Automatisk mörkare svetshjälm for att ge ögonskydd vid svetsning. Obs: MÁSTE vara en #1 1 Samma eller mörkare.
- Dedikerade borstar for staltradssvetsning for varje material som sca svetsas.
INNEHÄLL
Ta bort alla foremål frän ladan. jamfor med listan nedan for att sakerstalla attenheten ar komplett.
1.ACDC TIG-200
- Strömadaptersladd (maskin med dubbel strömförsörjning) 3,2m
25mm^2 Jordklamma 300A 1 set 4,2m 25mm^2
elektrisk svetstang 3001 set 5,3m luftror *1
6.Trakeolarynxband
2 7.Argonbågsvetsgasmatare 18.
WP-17 13 mm² tig-svetsbrannare 1 set
9.Fot *1
10.Ansiktsmask *1
KONTROLL-OCH DISPLAYPANEL
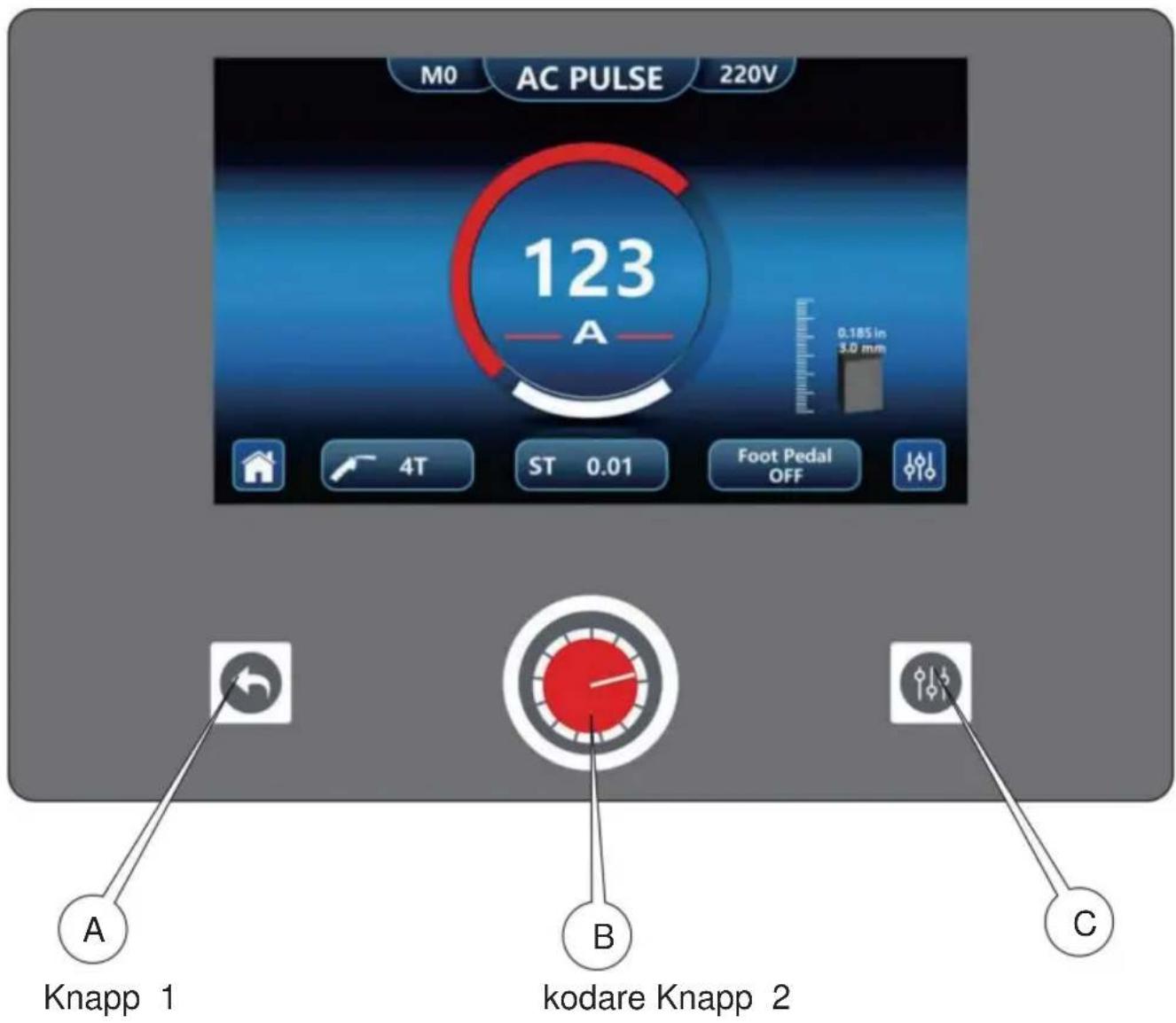
Klicka på knappen für att valja den Funktion som ska vara fast på In-screen larm sösom termiskt skydd
PANELINSTRUKTIONER
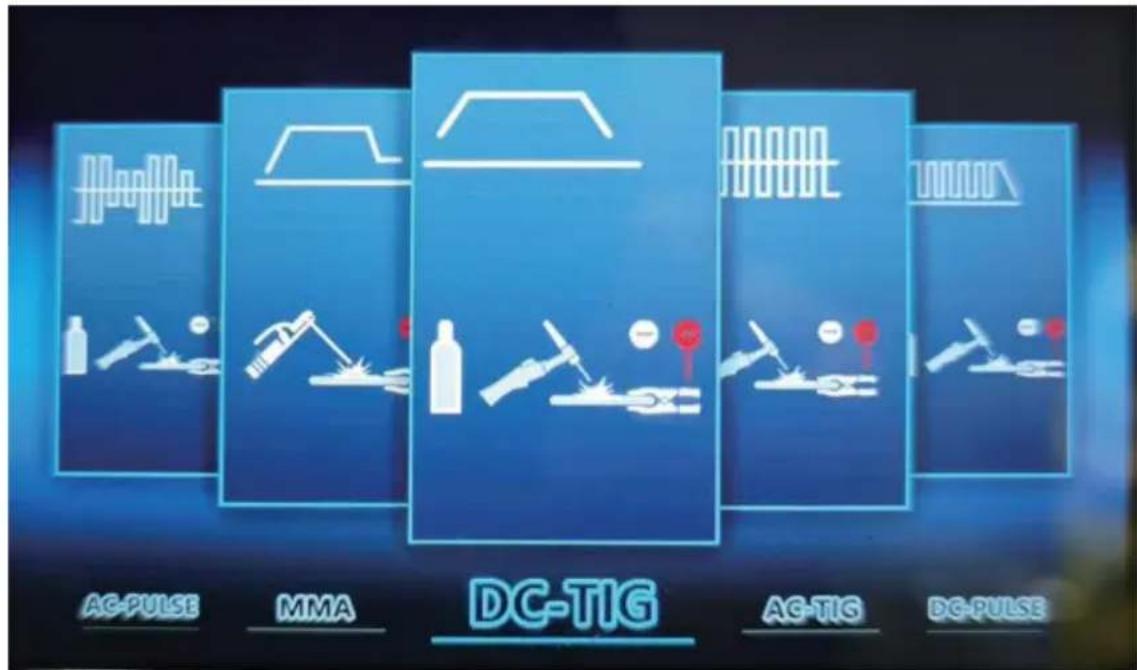
VAL AV SVETSTYP
y Roterande encoder, cykla for att valja 5 svetstyper: DC manuell svetsning, DCartonarc svetsning, AC-argonbagsvetsning, DC-pulssvetsning, AC-pulssvetsning.
y Valj onskad svetstyp och tryck på encodern for att komma till driftskärmen. y Bilden som visas i granssnitet for val av svetstyp ar som foljer:
DC MMA OPERATIONSSIDA
y MMA-indicator, strömstatusindikator. y
Visning av ström, faktisk spanning. y
Knapp 1: Motsvarar gränssnittets returikon, tryck for att Återgå till svetstypen urvalsgränssnitt.
y Encoder: rotera for att justera strömmen, tryck på kodaren och rotera for att välja anti-stick, anticchock, dragström och bögström, valj de nödvändiga justeringsparametrarna
och tryck ingen for att öppna justeringsfönstret, vrid kodaren for att justera parametrarna och tryck slutligen for att bekräfta och lamna popup-fönstret (du kan trycka på knappen vid valfri
tid under justeringsprocessen 1 Lämna den aktuella parameterinstallingen; Om du inte gör det ut För valfri Åtgård under parameterjustering,kommen den automatiskt att ätergå till aktuellt justeringslåge after 5 sekunder.

| SÄRDRAG | STANDARDVÄRDE | REGULERARADIE | |
| DCaktuell | 40-200 | 40 | Kodarreglering |
| PÅ | PÅ, AV | PÅ | Kodarreglering |
| JÄMFÖRA | PÅ, AV | PÅ | Kodarreglering |
| 0-60ARC Forde | 0 | Kodarreglering | |
| HOTStart | 0-60 | 0 | Kodarreglering |
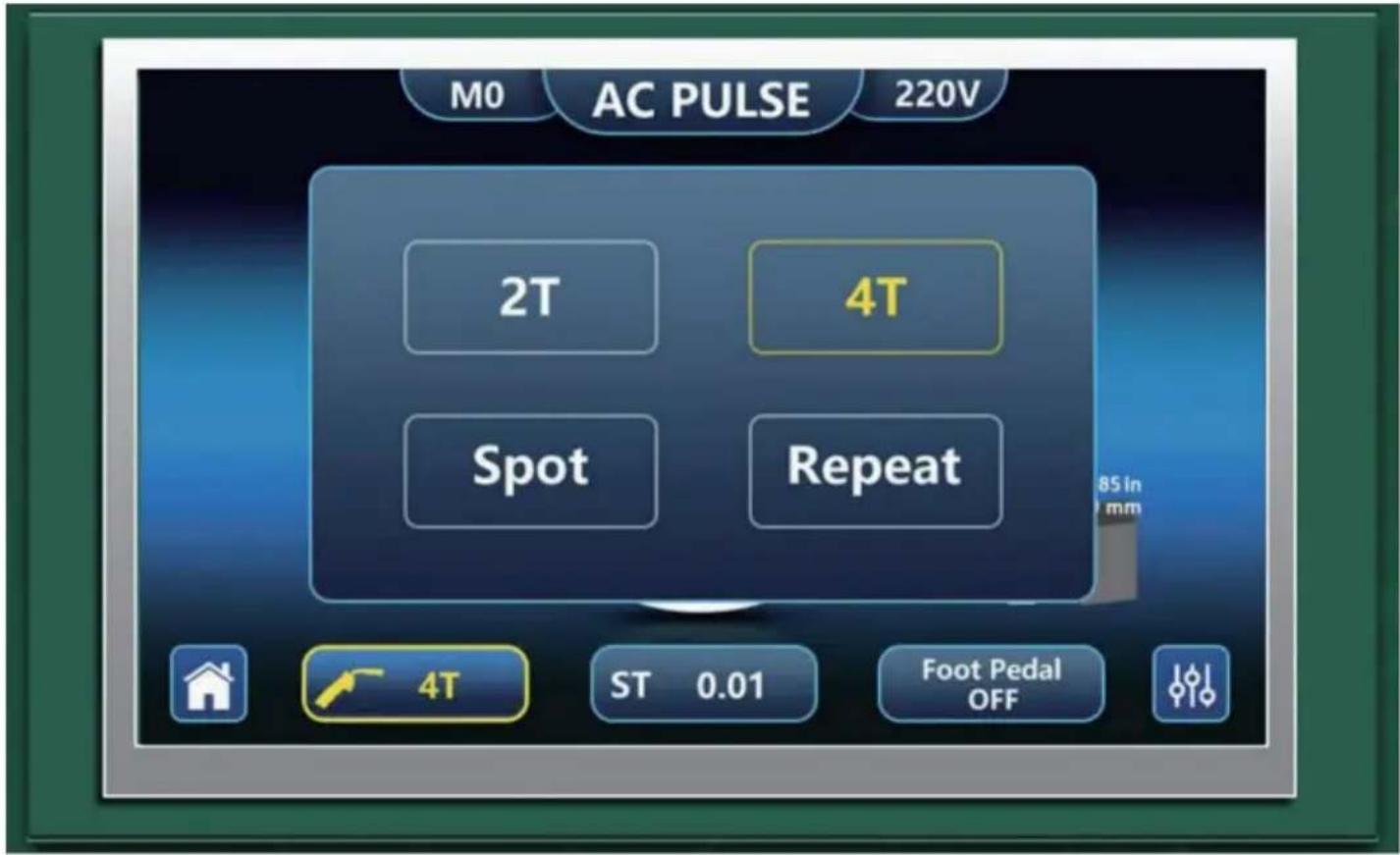
DCTIG,ACTIG, DC PULS, AC PULSEOPERATION SIDA BESKRIVNING
Motsvarande ikonen for gränssnittsretur, tryck for att Återgå till svetstypen urvalsgränssnitt.
Encoder: Vrid justeringsströmmen (matchar automatiskt plättjockleken), tryck
kodaren och vrid För att välja driftläge, punktsvetstid, intervalltid, pedalomkopplare, välj denödvändiga justeringsparametrarna och tryck igen För att popup
justeringsfönster, vrid kodaren for att justera parametrar och tryck slutigen for att bekräfta och lamna popup-fönstret (du kan trycka på knappen nar som helst under justeringen
process 1 Lämna den aktuella parameterinstallingen; Om du inte utför nàgon operation under parameterjusteringkommen den automatiskt att Återgå till det aktuella justeringslåget after 5 sekunder.
y Knapp 2: Gå in i det komplexa inställningsgränsnettet, ange tillbaka-knappen2 for att valja parametrar, omkodaren for att justera vardet, tryck pa 1 for att Återgå till det övre gränsnettet.
| SÄRDRAG | RADIE | STANDARDVÄRDE | REGULERA |
| Nuvarande | 10-200 | 10 | Kodarreglering |
| Driftläge | 2T, 4T SPOT, REPEAT | 2T | Kodarreglering |
| SpotTime | 0,01S-9,99S | 0,01S | Kodarreglering |
| IntervaltBid | 0,01S-9,99S | 0,01S | Kodarreglering |
| Fotp pedal | AV, PÅ | AV | Kodarreglering |
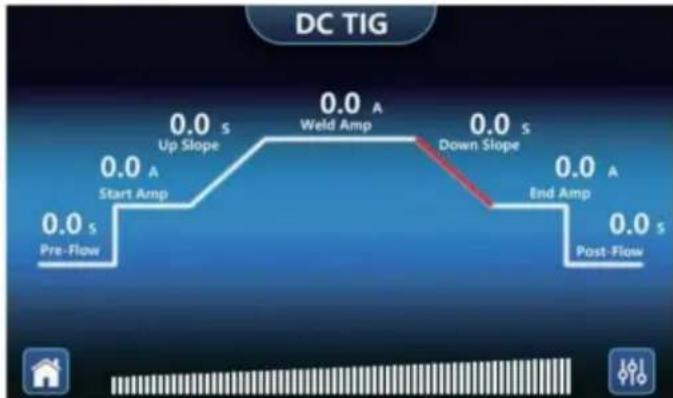
DCTIG PARAMETERBAR
| SÄRDRAG | RADIE | STANDARD VÄRDE | VÄLJ REGLERA |
| Pre-Flow | 0-10 | 0 | Knapp 2 Välj |
| StartAmp | 10-200 | 10 | Knapp 2 Välj |
| UpSlope | 0-10 | 0 | Knapp 2 Välj |
| WeldAmp | 10-200 | 10 | Knapp 2 Välj |
| Nedförsbacke | 0-10 | 0 | Knapp 2 Välj |
| EndAmp | 10-200 | 10 | Knapp 2 Välj |
| Post-Flow | 0-10 | 0 | Knapp 2 Välj |
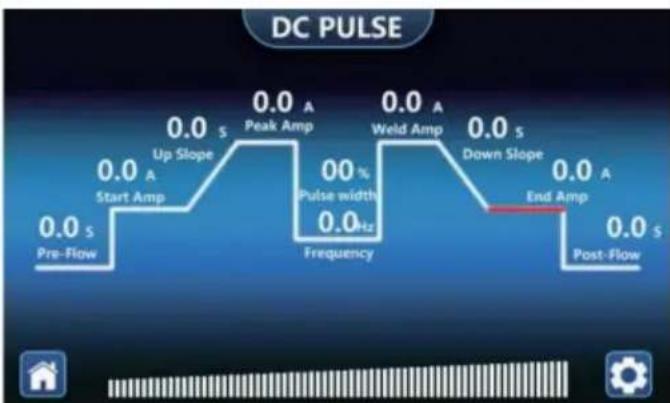
DC PULSEPARAMETERBAR
| SÄRDRAG | RADIE | STANDARD VÄRDE | VÄLJ REGLERA |
| Pre-Flow | 0-10 | 0 | Knapp 2 Välj |
| StartAmp | 10-200 | 10 | Knapp 2 Välj |
| UpSlope | 0-10 | 0 | Knapp 2 Välj |
| PeakAmp | 10-200 | 10 | Knapp 2 Välj |
| Puls Frekvens | 2-99,9 | 5 | Knapp 2 Välj |
| WeldAmp | 10-200 | 10 | Knapp 2 Välj |
| Nedförsbacke | 0-10 | 0 | Knapp 2 Välj |
| Pulsbredd | 10-90 | 50 | Knapp 2 Välj | Encoder reglering |
| EndAmp | 10-200 | 10 | Knapp 2 Välj | Encoder reglering |
| Post-Flow | 0-10 | 0 | Knapp 2 Välj | Encoder reglering |
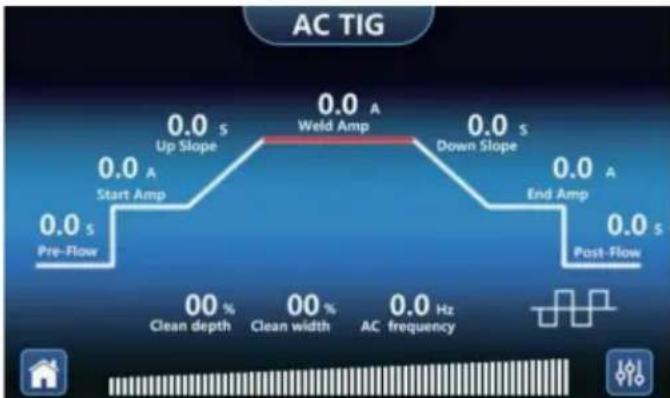
ACTIG PARAMETERTABELL
| SÄRDRAG | RADIE | STANDARD VÄRDE | VÄLJ REGLERA |
| Pre-Flow | 0-10 | 0 | Knapp 2 Välj |
| StartAmp | 10-200 | 10 | Knapp 2 Välj |
| UpSlope | 0-10 | 0 | Knapp 2 Välj |
| WeldAmp | 10-200 | 10 | Knapp 2 Välj |
| Nedförsbacke | 0-10 | 0 | Knapp 2 Välj |
| EndAmp | 10-200 | 10 | Knapp 2 Välj |
| Post-Flow | 0-10 | 0 | Knapp 2 Välj |
| Rengöringsdjup | 50-150 | 100 | Knapp 2 Välj |
| CleanWidth | 30-80 | 50 | Knapp 2 Välj |
| AC-frekvens | 20-200 | 20 | Knapp 2 Välj |
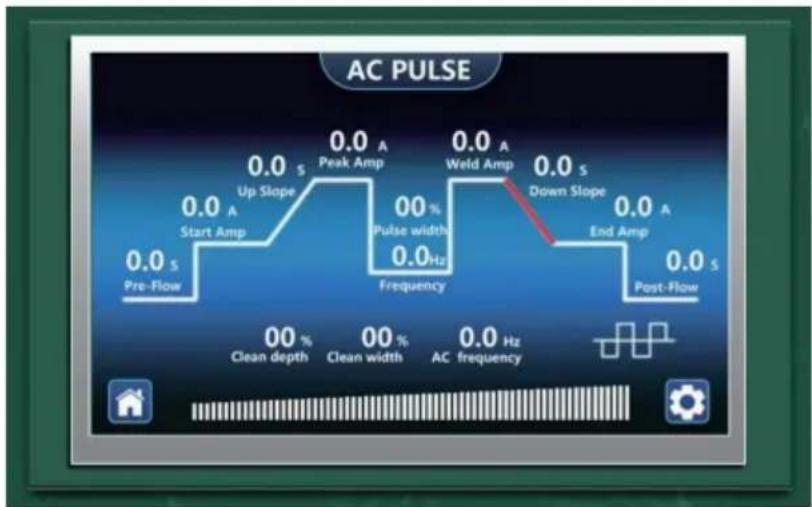
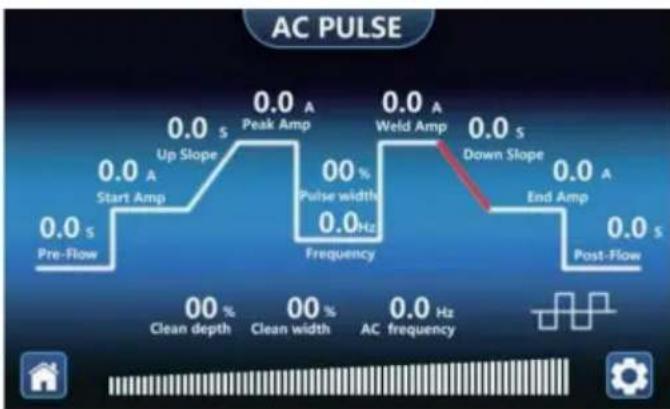
AC PULS PARAMETERBAR
| SÄRDRAG | RADIE | STANDARD VÄRDE | VÄLJ REGLERA |
| Pre-Flow | 0-10 | 0 | Knapp 2 Välj |
| StartAmp | 10-200 | 10 | Knapp 2 Välj |
| UpSlope | 0-10 | 0 | Knapp 2 Välj |
| PeakAmp | 10-200 | 10 | Knapp 2 Välj |
| Puls Frekvens | 2-99,9 | 5 | Knapp 2 Välj |
| Pulsbredd | 10-90 | 50 | Knapp 2 Välj |
| WeldAmp | 10-200 | 10 | Knapp 2 Välj |
| Nedförsbacke | 0-10 | 0 | Knapp 2 Välj |
| EndAmp | 10-200 | 10 | Knapp 2 Välj |
| Post-Flow | 0-10 | 0 | Knapp 2 Välj |
| Rengöringsdjup | 50-150 | 100 | Knapp 2 Välj |
| CleanWidth | 30-80 | 50 | Knapp 2 Välj |
| AC-frekvens | 20-200 | 20 | Knapp 2 Välj |
Termiskt skyddslysdiod tands narr enheten har natt den maxima interna komponenttemperaturen. Deta intraffar n arbetscykeln har overskridits.
Svetsaren stängs automatiskt av men fläkten fortssätter att g für att kyla de overhettade komponenterna. nar en saker temperatur har uppnàtskommen skyddskretsen automatiskt sla pa svetsutgangen igen.
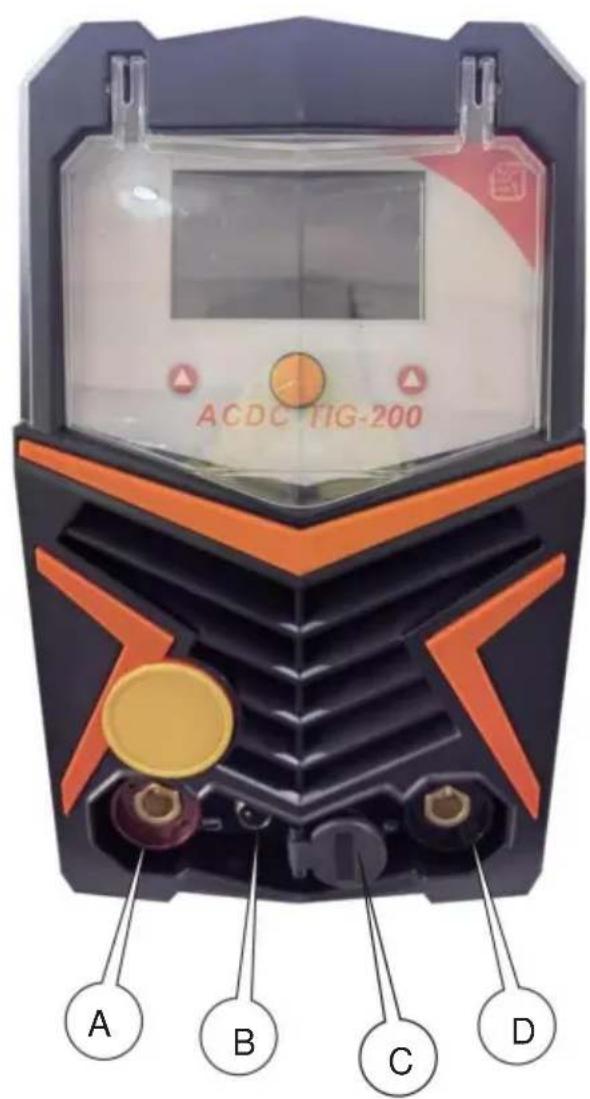
A: gränsnitt für positiv utgang B: Gränssnitt für pistolbrytare
C: gas-elektriskt gränssnitt D: negativt utgangsgränssnitt
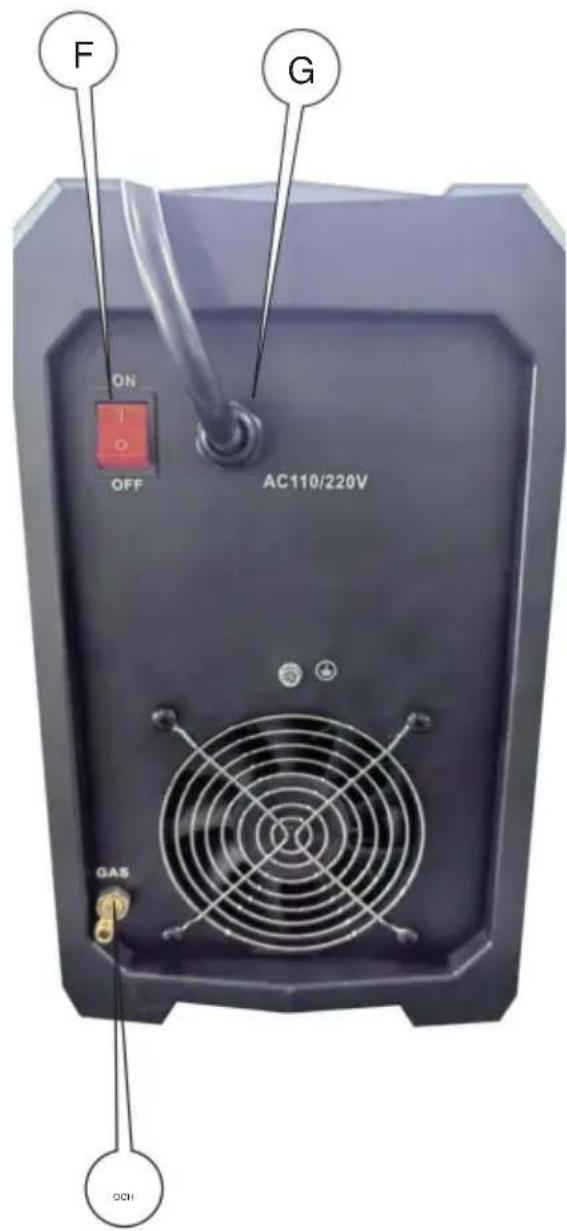
E:TIG gasgränsnitt F: Strömbrytare G: Natsladd
MANUELL SVETSNING FELSÖKNING OCH DRIFT

ARGON BAGSVETSING FELSÖKNING OCH DRIFT

- Anslut natkontakten och slå på strombrytare.
- Anslut svetstangen till positiv utgangsport och anslut den jordklamma till den negativa utgangsporten.
- Hall arbetsstycket med ett underlag klamma.
- Tryck på svetslagesknappen for att växla till manuellt svetsläge.
- Justera den aktuella ratten for att justera ström till lampligt område.
-
Rör vid elektroden och arbetsstycket med svetstången och starta bagen svetsning
-
Slá pá och slá pá strömbrytaren.
- Anslut argonbaggsvetspistolen till den gas-elektriskt granssnitt for svetsmaskinen och dra at den medurs.
- Satt in den tvakarniga kontakten pa brannaren i den byt port pa ficklampan.
- Anslut jordklammans snabbkoppling till svetsarens positiva utgangsande och hall kvar arbetsstycket med marklammman.
- Tryck på svetslagesknappen for att växla till argonbågsvetsningslåge.
- Anslut gasflaskans gastr till argon bagsvetsgasport pa bakpanelen och dra at det med halsbandet.
- Vrid cylinderventilen for att uppnå lampligt svetstryck.
- Beroende pà plattans tjocklek, vrid pa stromjusteringsratten for att uppnä lamplig svetsström.
- Rör vid svetsningens volframelektrode brännaren till arbetsstychet, tryck på pistolbrytaren handtaget och svetsningen börjar
Teknisk support och e-garanticertifikat




