
ACDC TIG-200 - Spawarka Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia ACDC TIG-200 Vevor w formacie PDF.

| Typ produktu | Inwertorowa spawarka |
| Marka | Vevor |
| Model | ACDC TIG-200 |
| Napięcie wejściowe | 110 V lub 220 V, jednofazowe, 50/60 Hz |
| Maksymalny prąd wejściowy | 45 A (110 V), 34 A (220 V) |
| Prąd wyjściowy MMA (110 V) | 40 - 130 A |
| Prąd wyjściowy MMA (220 V) | 40 - 180 A |
| Prąd wyjściowy TIG (110 V) | 10 - 150 A |
| Prąd wyjściowy TIG (220 V) | 10 - 200 A |
| Cykl pracy | 20% przy 130 A (110 V MMA), 20% przy 180 A (220 V MMA), 20% przy 150 A (110 V TIG), 20% przy 200 A (220 V TIG) |
| Średnica elektrod (MMA) | 1,6 do 5,0 mm (E6010, E6011, E6013, E7014, E7018, stal nierdzewna) |
| Średnica elektrod (TIG) | 1,6 do 4,0 mm |
| Tryby spawania | MMA DC, TIG DC, TIG AC, TIG DC pulsacyjny, TIG AC pulsacyjny |
| Główne funkcje | Regulacja prądu, antyprzyklejanie, rozruch gorący, siła łuku, przepływ wstępny, przepływ końcowy, tryb 2T/4T, spawanie punktowe, sterowanie pedałem |
| Wyświetlacz | Cyfrowy wyświetlacz z pokrętłem obrotowym do ustawień |
| Waga (szacunkowa) | Około 10 kg |
| Wymiary (szacunkowe) | Około 40 x 20 x 30 cm |
| Zawartość opakowania | Maszyna, przewód zasilający, zacisk masy 300 A (4,2 m), uchwyt spawalniczy (5,3 m), palnik TIG WP-17 (1 zestaw), wąż gazowy (taśma tracheo-krtaniowa), maska spawalnicza, miernik gazu argonowego, nóżka |
| Bezpieczeństwo | Ochrona termiczna, automatyczne wyłączanie przy przegrzaniu, wentylacja chłodząca, certyfikat CE |
| Gwarancja i wsparcie | Wsparcie techniczne i elektroniczny certyfikat gwarancji na www.vevor.com/support |
Często zadawane pytania - ACDC TIG-200 Vevor
Pytania użytkowników dotyczące ACDC TIG-200 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję ACDC TIG-200 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. ACDC TIG-200 marki Vevor.
INSTRUKCJA OBSŁUGI ACDC TIG-200 Vevor
Wsparcie technicznie i certyfikat gwarancji elektronicznej www.vevor.com/support
Spawacz TIG
Model: ACDC TIG-200
Nadal staramy sieofferowac Panstwu narz dzia w konkurencyjnych cenach. "Oszcje dz pofowe",Poowa ceny' lub innepodobne wyrazenia uzywane przyez nas stanowja jedynie szacunkowe oszcze dnoosci, jakie mozesz uzyska,cupujac u nas okreslone narz dzia w porownaniu z glownymi markami i niekoniecznie oznaczaja one objeccie wzystkich kategorii offerowanych przyez nas narz Dzi.Uprzejmie przypominamy, abydokladnie sprawdzić,czy skladajac u nas zamówietenie faktycznie oszcze dzasz połowew porownaniu z glownymi markami.
VEVOR
TOUGH TOOLS, HALF PRICE
Spawacz TIG
Model: ACDC TIG-200

Uwaga: Zdje cie produktu ma charakter pogladowy, decydujace znaczenia majorz rzechywiste szczególy
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIE Z NAMI!
Masz pytania dotyczace produktu? Potrzebujesz wsparcia technicznego? Skontaktuj sie z nami:
Certyfikat wsparcia technicznego i gwarancji elektronicznej www.vevor.com/support
To jest oryginalna instrukcja, przy uzyciem sąȩ wyzażne przyczycytać wszystkie instrukcje. VEVOR zastrzega sąbie jasna interpretacja naszej instrukcji obstugi. Wygliad produktu bę;dzie ziależ od produktu, kędry otrzymałe. Prosimy o wybaczenia,źne poinformujemy Cię ponownie,ości w naszym produktie pojawia są jakiekolwiekactualizacja technologii lub oprogramOWANIA.
| Ostrzeżenie: Aby zminimalizowość ryzyko obrazone, uzytkownik powinien uwaznie przyczytać instrukcje obstrugi. | |
| PRAWIDŁOWA UTYLIZACJA dla Wyswielmetz Ten** produkt podlega postanowieniom Dyrektywy Europejskiej 2012/19/UE. symbol przystawiazą przyzekreslony kosz na smieci na kolaść oznacza, są produkt wymaga oddzielnej zbiórki odpadów w Unii Europejskiej. Dotyczy to produktu i wszystkich akcesiorów oznaczonych tym symbolem. Produktory oznaczone w ten sposob nie moga być nie wolno ich wyrzuć racem z normalnymi odpadami domowymi, leczNSE wy je oddȩ do punktu zbiórki urzadźne elektrycznych i elektronicznych przyznaczonych do recyklingu. | |
| Zgodność zoznacza certyfikat bezpieczność WE. |
ACDCTIG-200 zapewnia wygodna metode spawania „przyklejonego" stali wę glowej. Inwerter
technologia ta zapewnia möglichwość spawania cienkich lub grubych blach stalowych z precyżę i latwość. podczas dodawania
opcjonalny palnikTG z podnosnikiem (brak w zestawie), regulator gazu i butla z gazem oslonowym, ACDC TIG-200
zostaje spawaczem TIG.
SPECYFIKACJE
| Zakres prȩdu wyjsciowego: | Prȩd wejsciowy | Napięcie wejsciowe | Oceniony Cykl przyczy | Srednica pre ta Materialy pre ta | |
| MMA 110V40-130A220 V 40-180 A | I1 maks. 45A (110V)I1 efektywnie 34,8A (110V)I1 maks. 34 A (220 V)I1 wydajność 26,3 A (220 V) | 110V lub 220V | 20%@110V130A220V180A | 1/16~6/311,6~5,0 mm | E6010 E6011E6013 E7014E7018Stal niedzewna |
| TIG 110V10-150A220 V 10-200 A | 110V lub 220V | 20%@110V150A220V200A | 1/16~5/321,6~4,0 mm |
CYKL PRACY
Znamionowy wspólczynnik wypelmenia odnosi sie do ilosci spawania, jak要去 wykonac w okreslonym czasie.
ACDCTIG-200 ma cykl przy 195A. Najłatwiej jest sprawdzić czas spawania w blokach
10 minut, a wspólczynnik wypelnienia jest procemtem tych 10 minut. Ješli spawasz przy 195A i wspólczyniku wypelnienia 60%
kle wciu 10 minut mozes spawac prze 6 minut z 4 minutami chlodzenia dla spawacza. jejil spawacz wylaczy sie automatycznie, wentylator be dzie wspolczynnik wypelnienia jest , nadal pracwal, aby schodzic
przekroczony przyegrzane componenty. gdy bezpieczna temperatura zostanie osiagnie ta wyjscie, spawarka automatycznie przyęczy
spawarki ponownie wlaczone. Aby zwie kszy wspocznik wypelnienia, mozeszmniejsz kontrlo nate zenia pradu wyjsciwoego.
PRZED PODJECIEM DALSZYCH DZIAAN PRZECZYTAJ I ZROZUMIEJ WSZYSTKIE INSTRUKCEI I SRODKI OSTROZNOSCJI.
To urzadzenie emituje silne wysokie napie cie i ekstremalne cieplo, ktore moze spowodawc pouaene oparzenia, roczlonkowanie, porazenie pradem i smierc.
VEVOR Nie ponosi odpwiedzialnosci za konsekwencje winikajace celowego lub niuemyslnego niewacliwo go uzycia tego produktu.
INFORMACJE DOTYCZACE BEZPIECZENSTWA
W niniejszej instrukcji dolaczonej do produktu zamieszczono naste pujaçé, na etyk PCIe i wzystkich innych podanych informacjach wyjasnienia:
DANGER
NIEBEZPIECZENSTWO oznacna niebezpieczny sytuajc, ktora
, jejli nie unikniemy, spowoduje smierc lub powazne obrazenia
WARNING
OSTRZEZENIE oznacza niebezpieczna sytuacje, ktora
, jsli ne unikniemy, moze spowodowac smierc lub powazone obrazenia.
CAUTION
UWAGA! Symbol uzywany w polaczeniu z symbolom ostrzegawczym wskazuje na niebezpieczn sytuace , ktra moze spowodowa, jesti nie unikniemy, moze skutkowa niewielkie lub umiarkowane obrazenia.
▲NOTICE
Oznacznie NOT CE stosujie sie w odniesieniu do praktyk niedziany z obrazeniami ciala.


PRZECZYAJ INSTRUKCJE

Przed uzyciem spawarki nalezy dokladnie przyczytaci i zrozumie niniejsza instrukcje . Zachowaj ja do wykorzystania w przyszlosci.

DANGER
PORAZENIE PRADEM MOZE ZABIC!
Niewa Sciwe uzyie spawarki elektrycznej moze spowodac porazenie prdem, obrazenia i smierc! Przecytaj wsystkie srodki ostroznosci opisane w instrukci spawarki, aby zmiejszyc rzyko porazenia prdem.
- Przed montaźem, demontañem lub konserwacja spawarki naleź odȩć zęd od zasilania. latakā, końówki stykowej oraz podczas montaź i demontañu dysz.
Zawsze nossucha, ochronna odziez, skorzane re kawice spawalnicze i izolowane obuwie.
odpowiednia odzie wykonana z trwaego i ogniooodpornego materialu, chroniaca skore .
Jezi w obszarze spawania znajduja sie innate osoby lub zwierze ta, istnieje stosuj ekrany spawalicze, aby chronic osoby postronne. Niebezpieczenstwo iskrzenia.
Zawsze uzywaj spawarki w czystym, suchymi dobrze wentlylowanym pomieszczeniu. Nie uzywaj spawarki w miejscach o niskiej lub niskiej sredni, mokry, wentylacji.
Obwody elektrody i robocze (lub uziemienia) sa elektrycznie "gorace", gdy spawarka jest wlaczona. Nie dopusc, aby te "gorace" cze sci zetkne ly sie z Twoja golka skora lub mokrym ubraniem.
- odizoluj sie od obwodu spawalniczego, uzywajc mat izolacyjnych, aby zapobiec kontaktowy z powierzchnia robocza.
- Przed Rozpoczciem pracielektrycznych nalezy upewnić sie, ze obrabiany przydmiot jest prawidlowo podparty i uziemiony. operacja spawania.
Zawsze mocuj zacisk uziemiajacy do spawanego elementu i jak najbljej miejsca spawania. mozliwe. To da njmniejszy opor i njalepsze spawanie.

DANGER
ISKRY SPAWALNICZE MOGA SPOWODOWAC POZAR LUB WYBUCH!
Spawanie elektryczne wytlwarza iskry, ktore moga byc wyladowywna na znacznag odlegość z duza pre dkość, zapalajac latwopalne lub wybuchajace opary i materialy.
- Nie nały uzywać spawarki tukowej w sączach, w tkorych wyste puja opary latwopalne lub wybuchowe.
- Nie uzywac w poplizu powierzchni palnych. Usun wszystkie przydmiot latwopalne w odlegosci 35 stop od.),
Oncorhynchus mykiss.
- Podczas spawania zawsze trzymaj w_CITY gaśnice. - Uzywaj koców
spawalniczych do ochrony malowanych lub latwopalnych powierzchni, uzczelek gumowych, silników itp. deski rozdzielcze - Upewnij sie, ze zasilacz ma odpowiednio dobrane okablowanie, aby poradzi socie ze zuzymiem energii.

WARNING
POLA ELEKTROMAGNETYCZE MOGA BYC ZAGROZONE DLA ZDROWIA!
- Pole elektromagnetyczne generowane podczas spawania lukiem elektrycznym要去 zaklocac dzialanie roznych urzadzen elektrycznych i elektronicznych, takich jak Rozruszniki serca. Kaźda osoba korzystaję z takich urzadzen powinna Przed przystapieniem do jakichkolwiek prac spawalicznych sązy skonsultować sie z lekarzem.
Narażenie na dzialanie pol elektromagnetycznych podczas spawania要去 niche innie, nieuniknione skutki dla zdrowia. znany.

WARNING
PROMIENIE LUKU MOGA PALIC!
Promienie fku elektrycznego wytrawzaj intensywnie promieniowanie ultrafoletowe, ktoe moze poparzy odslionig tskore i spowodowac uszkodzenie oczu, uszkodzenia. Uzywaj oslony z odpowiednim filtrem (minimum #1 1), aby chronic oczy przydiskier i promieni fku podczas spawania lub obserwacci spawania fukiem otwartym (patrz ANsl Z49.1 i Z87.1 dotyczne norm bezpieczenstwa).
nalezy uzywac odpowiednej odziezy wykonanej z trwaego, ognioodpornego materialu, aby chroni skore.
Ježeli w obszarze spawania znajduja sie innate osoby lub zwierę ta, naleź stosowej oslony spawalicze welu ochrony osob postronnych. przyded iskram i lukami elektrycznych.

WARNING
OPARY I GAZY SPAWALNICZE MOGA BYC ZAGROZONE DLA ZDROWIA!
Dymy i gazy uwalniane podzas spawania sa niebezmieczne. Nie wdychaj dymow wytwarzanych podzas spawania. Podzas spawania nos respirator zatwierdzony przyez OSHA.
Zawsze pracuj w odpwiednio wentylowanym pomieszczeniu.
- Nigdy nie spawaj materiałow powlekanych, w tymmie dzy innymi: kadmowanych, ocynkowanych,
Ofow

CAUTION
SORACY METAL I NARZEDZIA MOGA SIE PALICI
- Spawanie elektryczne nagrzewa metal i narę dzia do temperatur, ktoré moga spowodstaw podwajne oparzenial
stosowac sprz t podczas pracy z Eastwood lub innymi urzadzeniami spawalniczymi nalezy uzywac re kawic i odziezy odpornej na cieplo ochronny. Nigdy nie dotykac schlodzonej powierzchni roboczej koncowe palnika lub dysze, az do calkowitego spawanej.

CAUTION
LATAJACE WIORY METALOWE MOGA SPOWODOWAC OBRAZENIA!
Szlifowanie i polerowanie powoduwe wyrzucanie wiórow metalowych, pytu, zanieczyszczeni i iskier z duża prę dkość. Aby zapobiec urazom oczu, naleź nosić zatwierdzone okulary ochrone. Podczas szlifowania
Iub polerowania nalezy nosic respirator zatwierdzony przye OSHA.
Przed uzyciem nalezy przecztyac wzystkie instrukcje dolaczone do konkretnych szlifierek, polerek lub innych elektronarze Dzi. i po procesie spawania. Nalezy zapozna cie ze wysztkimi ostrzezeniami dotyczymi bezpieczentwa elektronarze Dzi.
WYMAGANE ELEMENTY
Przed Rozpoczciem korzystania ze spawarki TIG/MMA 205 ST CK
upewnij sie, ze posiadasz naste pujace rzechy:
Prawidlowo uziemiony wyacznik automatyczny 1-fazowy 1 10/220 V AC, 50/60 Hz, 50 A.
UWAGA: Aby urzadzenie dziala lo prawidlowo i bepezcnie, musi byc uziemione!
Czystoš boptocna dojce wcytowiny suche i dobrze wentylowane miejsce pracy.
- Niepalna koszula Zhugim re kawem lub kurzka SPAWALNICZA - Wytrzyma
rekawicispawalnicze
Automatycznie przyciemniajocy sie helm spawalniczy zapewniajcy ochrone oczu podczas prac spawalniczych. Uwaga: MUSI by #1 1 Taki sam lub ciemniejszy.
Dedykowane szczotki spawalnicze ze stali hierdzewnej do kaźdego spawanego materialu.
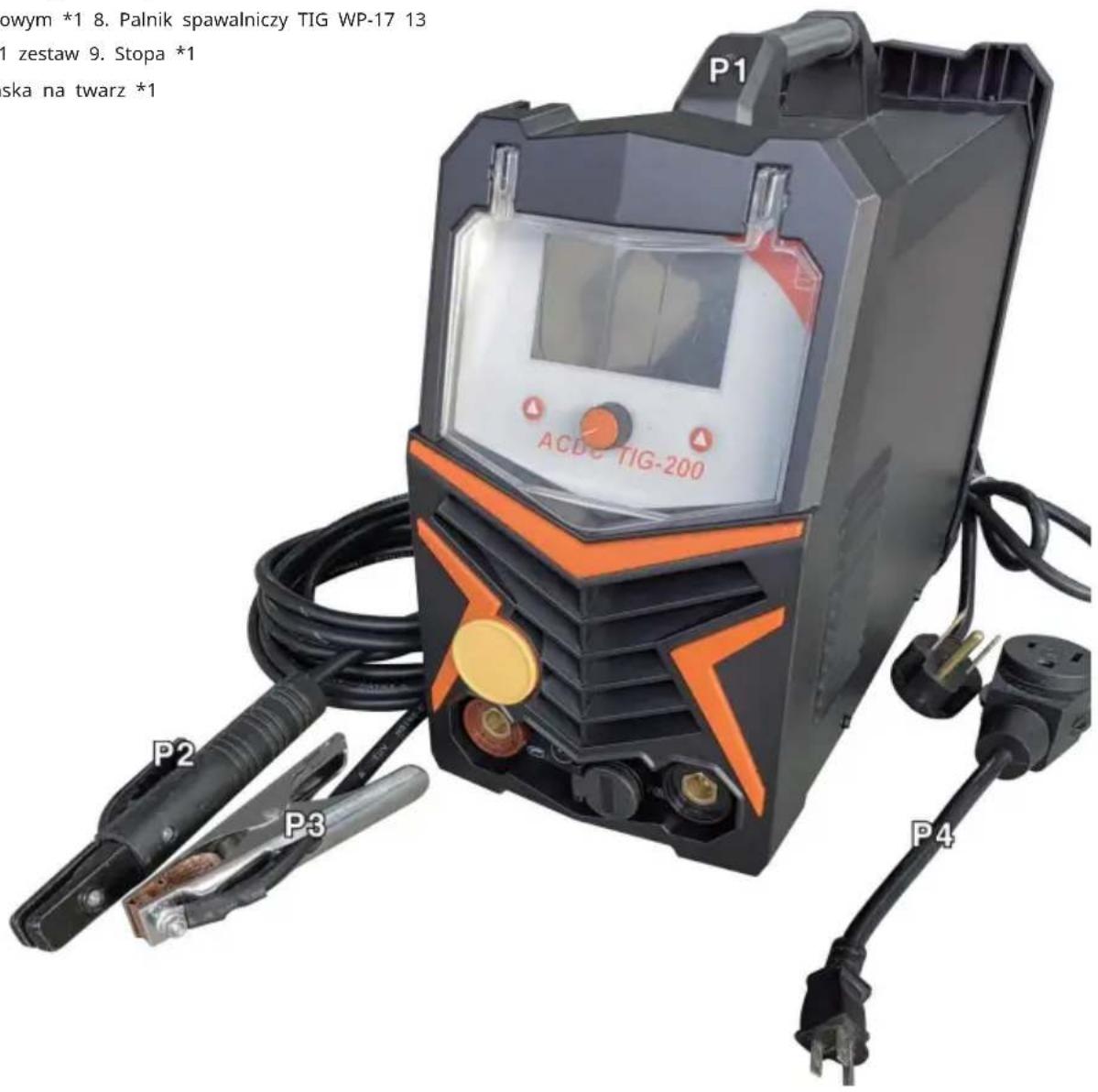
ZAWARTOSC
Wyjmij wzystkie elementy z pudełka. Porownik z lista poniżej, aby upewnić sie, ze jegnstka jest kompletna.
1.ACDC TIG-200
- Przewód zasilajcy (maszyna z podwojnym zasilaniem) 3,2 m 25
mm² Zacisk uziemiajacy 300 A 1 zestaw 4,2 m 25
mm² szczypce spawalnicze elektryczne 3001 zestaw 5,3 m
przewó powietrzny
1 6. Opaska tchawiczo-krtaniowa 2
- Miernik gazu do spawania tukiem
argonowym *1 8. Palnik spawalniczy TIG WP-17 13
mm² 1 zestaw 9. Stopa *1
10.Maska na twarz *1
PANEL STEROWANIA I WYSIWIELANIA
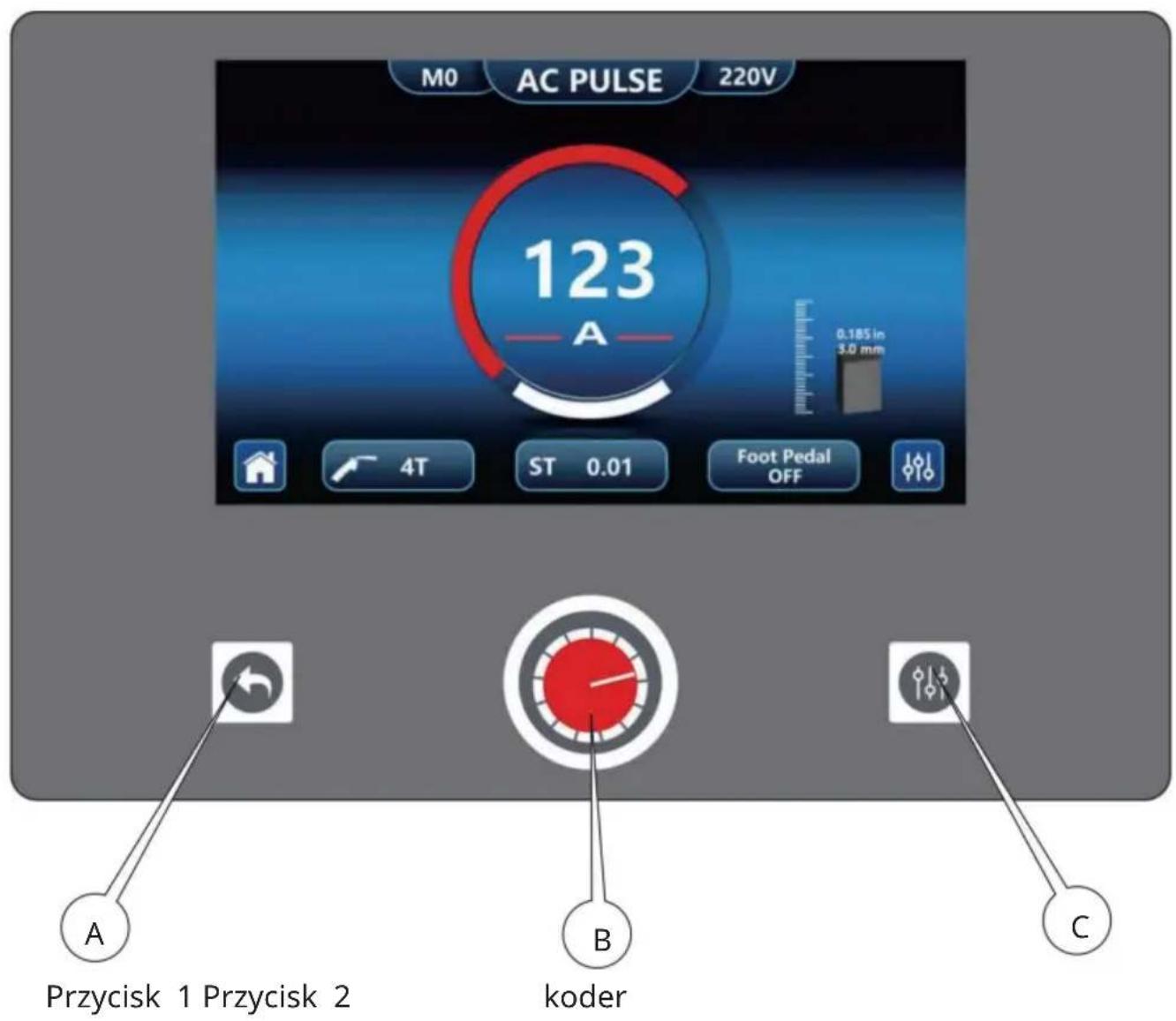
Kliknij przycisk, aby wybrać funkcję, która ma być stabilna Alarm na ekranie, np. zabezpieczenia termiczne
INSTRUKCJA OBSLUGI PANELOPERACJI
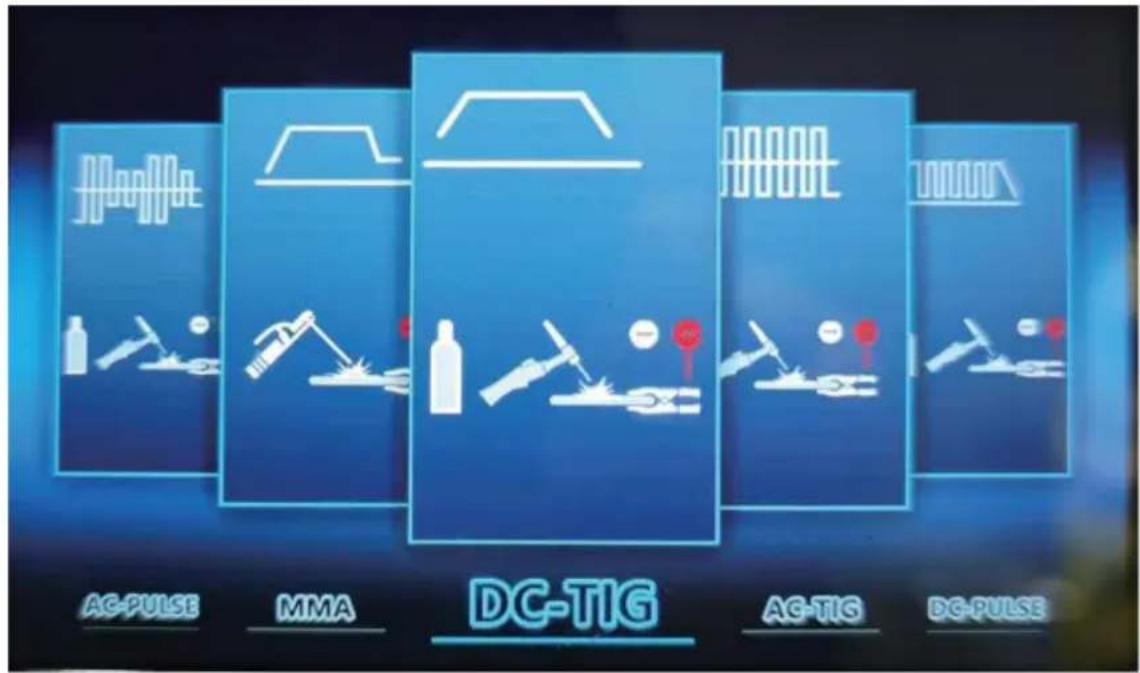
WYBóR TYPU SPAWANIA
Enkoder obrotowy, cykl do wyboru 5 typów spawania: spawanie rę czne DC, spawanie DCCargonar, spawanie, spawanie fukiem argonowym AC, spawanie impulsowe DC, spawanie impulsowe AC.
Wybierz ządany rodzaj spawania i naciśnij enkoder, aby przyȩść do ekranu operacyjnégo. Obraz wyświetlany na interfejsie wyboru rodzaju spawania jest{nata pućcy:
Wskaznik MMA, wskaznik stanu zasilania.
Wyświetlacz pradu i napiecia
rzejwistego. Przycisk 1: Odpowiadajcy ikonie powrotu do interfejsu, nacinij, aby powrroci do typu spawania. interfejs wyboru.
Enkoder: obracaj, aby dostosowac prad, nacijsnij enkoder i obracaj, aby wybrać tryb antyprzywierania, antywstrz空气质量, prad ciagu i prad Łuku, wybierz wymagane parametry regulacje
i naciśnij ponownie, aby wyświet瓠 okno regulacje, obrć enchoder, aby dostosowej parametry, a na konie naciśnij, aby potwierdzć i zamknac okno podrę czne (możesz naciśnć przycisk w dowolnym momencie) czas podczas procesu regulacje 1 Wyjdź z bieśćgo ustawienia paramétrów; Jeźeli nie
wykonaj jakówiek operacja podczas dostosowywnia parametrów, nastapi automatyczny powróto do aktualny stan regulaggi po 5 sekundach.

| FUNKCJA | PROMIEN REGULACJA WARTOŚCI DOMYŚLNEJ | ||
| Prąd DC | 40-200 | 40 | Regulacja enkodera |
| NA | WLACYZONE. WYLACYZONE | NA | Regulacja enkodera |
| POROD WYNIWAC | WLACYZONE. WYLACYZONE | NA | Regulacja enkodera |
| Siła tuki | 0-60 | 0 | Regulacja enkodera |
| GORACY START | 0-60 | 0 | Regulacja enkodera |
OPIS STRONY DZIAŁANIA DCTIG,ACTIG,DC PULSE,AC PULSESEO
Wskaznik rodzaju spawania, wskaznik stanu zasilania.
Wyświetlacz pradu i grubosci blachy.
Przycisk 1: Odpowiadajcy ikonie powrotu do interfejsu, nacijsnij, aby powrrocić do rodzaju spawania. interfejs wyboru.
Enkoder: Obróć prȩd regulacci (automatycznie dopasuj grubość płyty), naciśnij enkoder i obracaj, aby wybrać tryb przy, czas spawania punktowego, czas interwaź, przyłącznik pedałowy, wybierz wymagane parametry regulacci i naciśnij ponownie, aby wyświet瓠 okno regulacci, obróć enkoder, aby dostosowej parametry, a na koniec naciśnij, aby potworność i wyjdź z okna pop-up (możesz naciśnęcz przyczysk w dowolnym momencie podczas regulacci) proces 1 Wyjdź z bieȩzcodego ustawienia paramétrów; Jeźeli nie wykonasz zadnej operenci podczas po dokonaniu regulacci paramétrów nastymi automatyczny powróto do bieȩzcodego stanu regulacci 5 sekund.
Przycisk 2: Wejdź do interfejsu ustawien zlożonych, wejdź w przyczisk wstecz 2, aby wybrać parametry, enkoder dostosuje wartosc, naciśnij 1 aby powrócić do gornyego interfejsu.
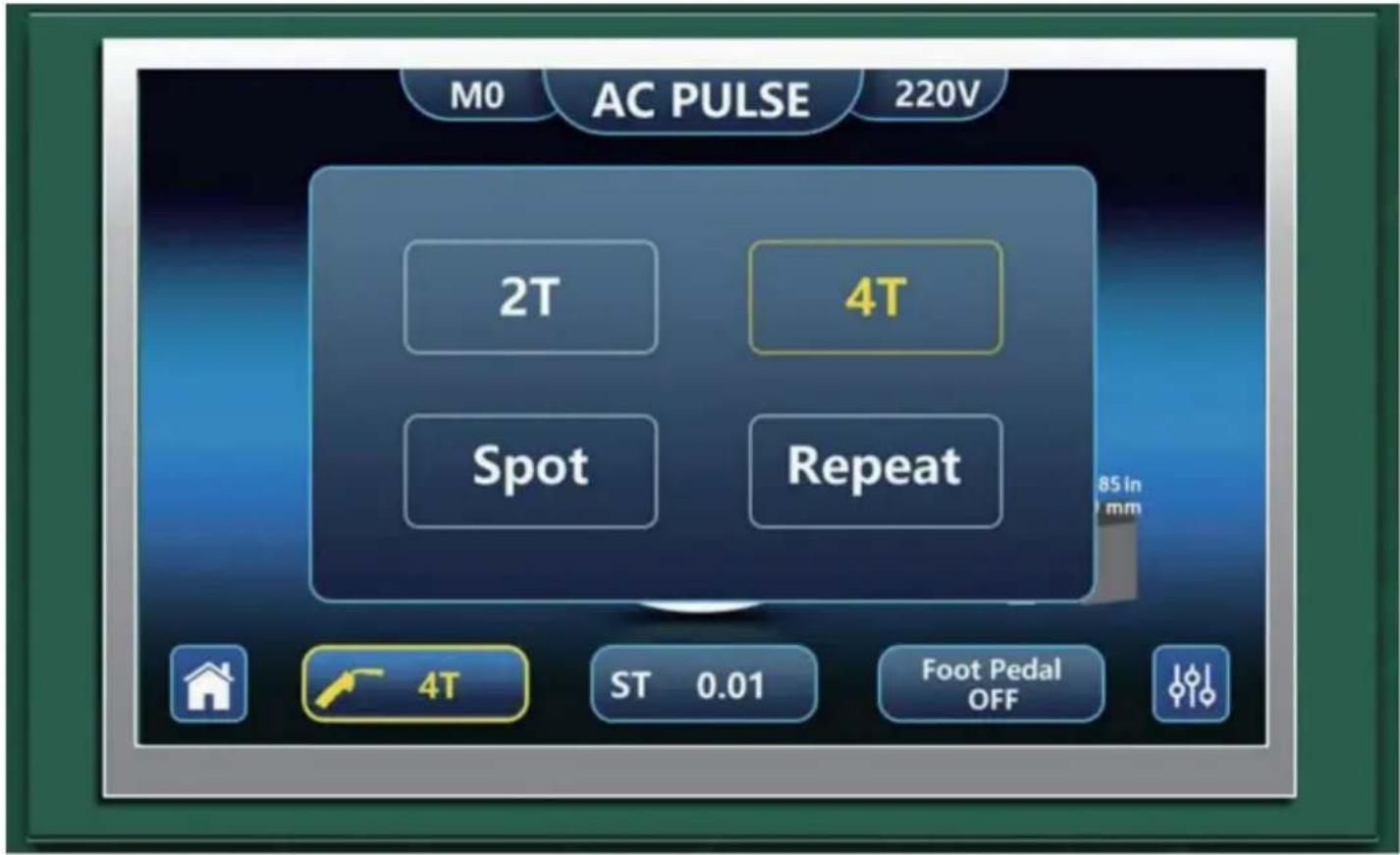
| FUNKCJA | PROMIEń | REGULACJA WARTOŚCI | DOMYŚLNEJ |
| Aktualny | 10-200 | 10 | Regulacja enkodera |
| Tryb dzialania | 2T, 4T MIEJSCE, POWTÓRZ | 2T | Regulacja enkodera |
| Czas na Spot | 0,01 sek.-9,99 sek. | 0,01 sek. | Regulacja enkodera |
| InterwałCzasu | 0,01 sek.-9,99 sek. | 0,01 sek. | Regulacja enkodera |
| Pedał nożny | WYJCZONY, WIAJCZY | WYLACZONY | Regulacja enkodera |
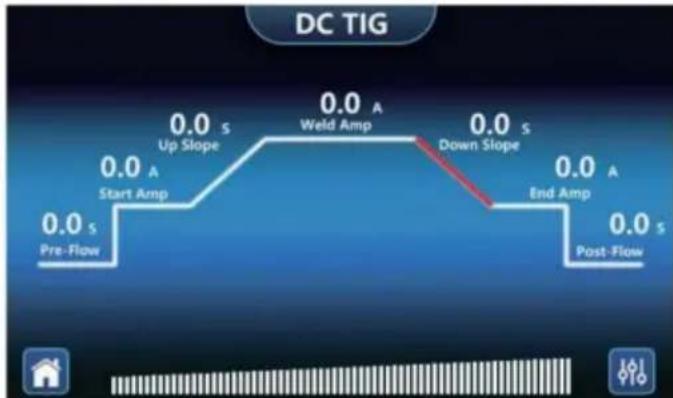
LABELA PARAMETRY DCTIG
| FUNKCJA | PROMIEN | DOMYŚLNY WARTOĆ | WYBIERZ REGULUJ | |
| PrzejCyw wste pny | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| StartAmp | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| W gość stoku | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| Wzmacniacz spwalniczy | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| Zbocze w doł | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| Wzmacniacz kończy | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| PrzejCyw kończy | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
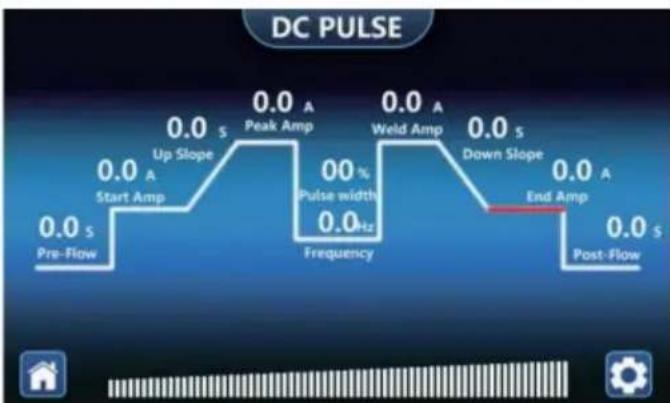
| FUNKCJA | PROMIEN | DOMYSLNY WARTOĆ | WYBIERZ REGULUJ | |
| Przejów wste pny | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| StartAmp | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| W gość stoku | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| SzczytAmp | 10-200 10 | Przycisk2Wybierz | Koder regulacja | |
| Puls Czek stotliwość | 2-99,9 | 5 | Przycisk2Wybierz | Koder regulacja |
| Wzmacniacz spwalniczy | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| Zbocze w doł | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| Szerokość impulsu | 10-90 | 50 | Przycisk2Wybierz | Koder regulacja |
| Wzmacniacz kończy | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| Przeptyw kończy | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
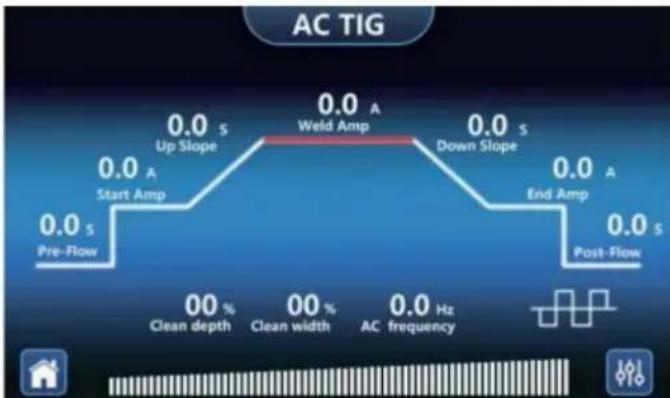
LABELA PARAMETR W ACTIG
| FUNKCJA | PROMIEN | DOMYSLNY WARTOŚC | WYBIERZ REGULUJ |
| Przejwy wste pny | 0-10 | 0 | Przycisk2Wybierz |
| StartAmp | 10-200 | 10 | Przycisk2Wybierz |
| W gorę stoku | 0-10 | 0 | Przycisk2Wybierz |
| Wzmacniacz spawalniczy | 10-200 | 10 | Przycisk2Wybierz |
| Zbocze w doź | 0-10 | 0 | Przycisk2Wybierz |
| Wzmacniacz kończy | 10-200 | 10 | Przycisk2Wybierz |
| Przejwy kończy | 0-10 | 0 | Przycisk2Wybierz |
| Czysta goź bia | 50-150 | 100 | Przycisk2Wybierz |
| Czysta szerokość | 30-80 | 50 | Przycisk2Wybierz |
| Czek stodstawosc prȩdu przyemienego | 20-200 | 20 | Przycisk2Wybierz |
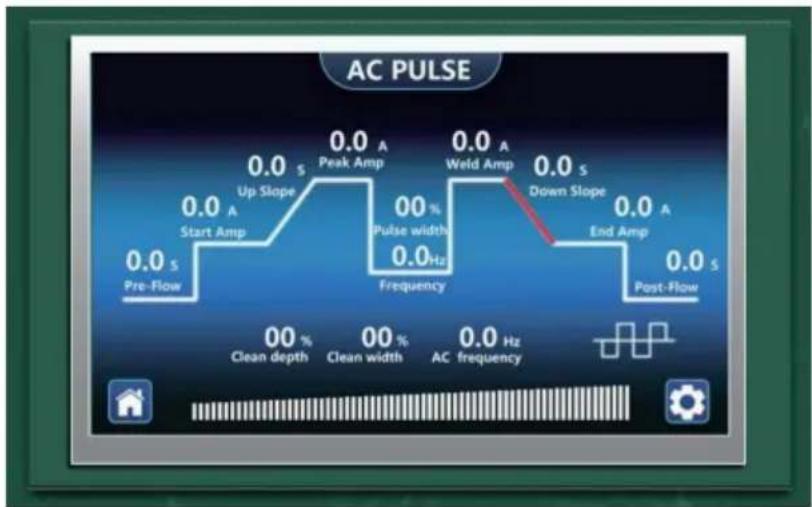
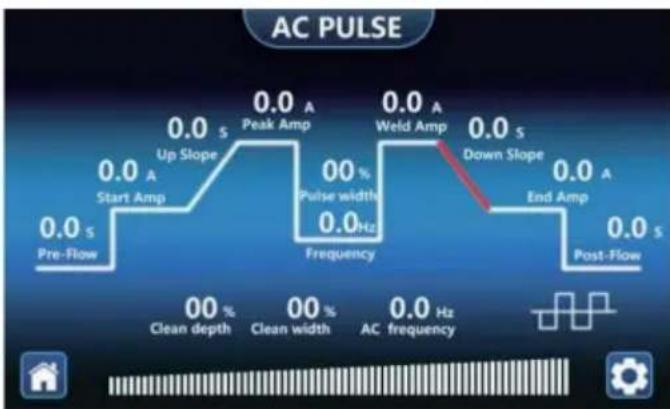
PARAMETRY PULSU AC
| FUNKCJA | PROMIEń | DOMYŚLNY WARTOść | WYBIERZ REGULUJ |
| Przejność wste pny | 0-10 | 0 | Przycisk2Wybierz |
| StartAmp | 10-200 | 10 | Przycisk2Wybierz |
| W gość stoku | 0-10 | 0 | Przycisk2Wybierz |
| SzczyszAmp | 10-200 | 10 | Przycisk2Wybierz |
| Puls管理中心 stotliwość | 2-99,9 | 5 | Przycisk2Wybierz |
| Szerokość impulsu | 10-90 | 50 | Przycisk2Wybierz |
| Wzmacniacz spawalniczy | 10-200 | 10 | Przycisk2Wybierz |
| Zbocze w dóf | 0-10 | 0 | Przycisk2Wybierz |
| Wzmacniacz kończyw | 10-200 | 10 | Przycisk2Wybierz |
| Przejność kończyw | 0-10 | 0 | Przycisk2Wybierz |
| Czysta gość bia | 50-150 | 100 | Przycisk2Wybierz |
| Czysta szerokość | 30-80 | 50 | Przycisk2Wybierz |
| Czekstolwość prȩdu przemienego | 20-200 | 20 | Przycisk2Wybierz |
Dioda LED ochry termicznej zapala sie, gdy Jednostka osiagnie maksymalna temperature wewny trznych podzespolow. Dzieje sie tak, gdy przyekrozony zostanie cykl pracy.
Spawarka wylaczy sie automatycznie, jakn wentyator be dane nadal pracwal w celu schlodzenia przyegrzanych podzespolow. Po osiagnie ciu bezpiecznej temperatury obwod ochronny automatycznie wiczy ponowinycie spawarki.
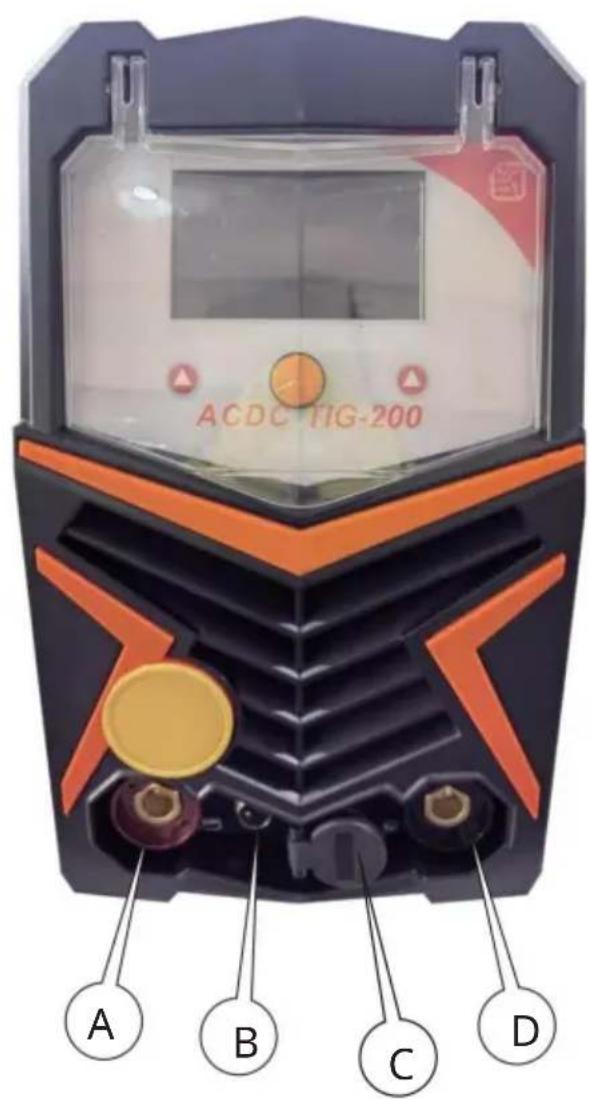

A: interfejs wyjsciowy dodatni B: interfejs przyȩcznika pistoletu
C: interfecs gazowo-elektryczny D: interfecs wyjsciowy ujemny
E: Interfejs gazowy TIG F: Wyłacznik zasilania G: Przewód zasilajczy
SPAWANIE REÇZNE DEBUGOWANIE I DZIAŁANIE

- Podlacz wtyczke zasilajacja i wąc z urzadzenia. wyłacznik zasilania.
- Podlacz szczypce spawalnicze do dodatni port wyjsciowy i podlacz zacisk uziemajczy do ujemngo portu wyjsciwogo.
- Trzymaj przydmiot obrabiany za pomocz szlifierki. zacisk.
- Nacisnij przycisk trybu spawania, aby przyęlaczy do trybu spawania re czego.
- Dostosuj bierzacePokretlo,aby dostosowac praddo odpowiedniego zakresu.
- Dotknij elektrody i przydmiotu obranego za pomocag szczypiec spawalniczych i Rozpoczni juk spawalniczy
SPAWANIE ŁUKIEM ARGONOWYM DEBUGOWANIE I DZIAŁANIE

- Włucz zasilanie i włucz przyȩcznik zasilania.
- Podlacz pistonet spawalniczy lukiem argonowym do interfejs gazowo-elektryczny spawarki i
dokre c zgodnie ruchem wskazowek zegara.
3. Wlóz dwuzyłowa wtyczke palnika do przyȩćznik portu latacki.
4. Podłucz szybkożćzę zacisku uziemiazęcego do dodatni koniec wyjsciowy spawarki i przytrzymaj przydmiot obrabiany za pomocza zacisku uziemiazȩcego.
5. Naciśnij przycisk trybu spawania, aby przyȩćzyc na tryb spawania fukiem argonowym.
6. Podlacz rure gazowa butli z gazem do argonu port gazowy do spawania lukiem elektrycznym na tylnym panelu i dokreć z opaska gardłowa.
7. Obrócić zawór butli tak, aby uzyskac odpowiednie ciśnienie spawania.
8. W zależnosci od grubosci płyty, obrć poukres to regulacji pradu, aby uzyskać odpowiedni prad spawania.
9. Dotknij elektrady wolframowej spawarki przytoz palmik do obrianego przyedmiotu i nacijsnij przyelacznik pistoletuuchwyt i zaczyna sie spawanie
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
Technische ondersteuning en e-garantiecertificaat www.vevor.com/support
TIG Welder
Model: ACDC TIG-200




