
ACDC TIG-200 - Saldatrice Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo ACDC TIG-200 Vevor in formato PDF.

| Tipo di prodotto | Saldatrice inverter |
| Marca | Vevor |
| Modello | ACDC TIG-200 |
| Tensione di ingresso | 110 V o 220 V, monofase, 50/60 Hz |
| Corrente di ingresso max | 45 A (110 V), 34 A (220 V) |
| Corrente di uscita MMA (110 V) | 40 - 130 A |
| Corrente di uscita MMA (220 V) | 40 - 180 A |
| Corrente di uscita TIG (110 V) | 10 - 150 A |
| Corrente di uscita TIG (220 V) | 10 - 200 A |
| Ciclo di lavoro | 20 % a 130 A (110 V MMA), 20 % a 180 A (220 V MMA), 20 % a 150 A (110 V TIG), 20 % a 200 A (220 V TIG) |
| Diametro degli elettrodi (MMA) | 1,6 a 5,0 mm (E6010, E6011, E6013, E7014, E7018, acciaio inossidabile) |
| Diametro degli elettrodi (TIG) | 1,6 a 4,0 mm |
| Modalità di saldatura | MMA DC, TIG DC, TIG AC, TIG DC pulsato, TIG AC pulsato |
| Funzioni principali | Regolazione della corrente, antiadesione, avviamento a caldo, forza d'arco, preflusso, postflusso, modalità 2T/4T, saldatura a punti, comando a pedale |
| Display | Schermo digitale con encoder rotativo per regolazioni |
| Peso (stimato) | Circa 10 kg |
| Dimensioni (stimate) | Circa 40 x 20 x 30 cm |
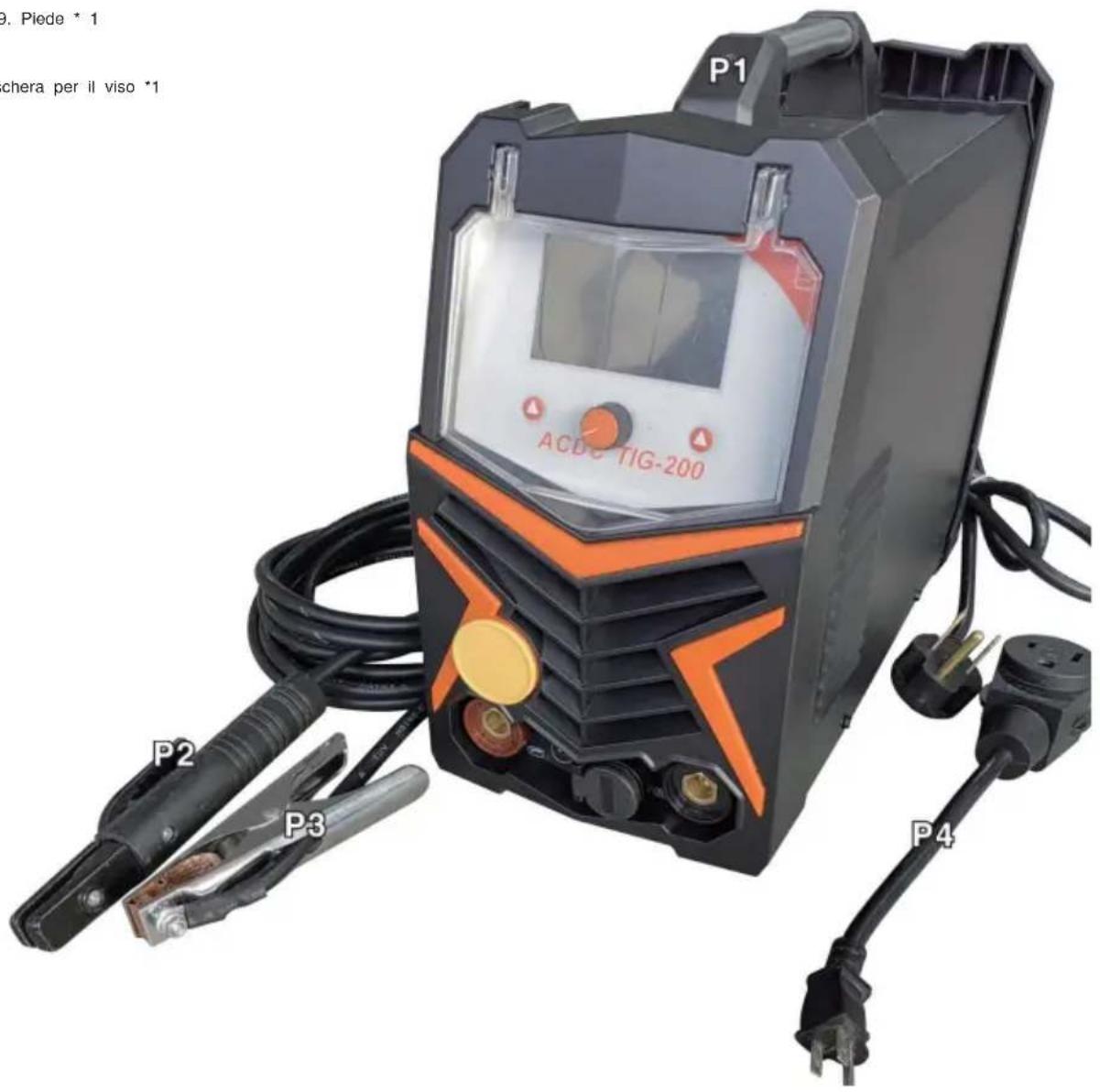
| Contenuto della confezione | Macchina, cavo di alimentazione, pinza di massa 300 A (4,2 m), pinza per saldatura (5,3 m), torcia TIG WP-17 (1 set), tubo del gas (fascia tracheo-laringea), maschera per saldatura, contatore gas argon, pedale |
| Sicurezza | Protezione termica, arresto automatico in caso di surriscaldamento, ventilazione di raffreddamento, certificazione CE |
| Garanzia e supporto | Assistenza tecnica e certificato di garanzia elettronico su www.vevor.com/support |
Domande frequenti - ACDC TIG-200 Vevor
Domande degli utenti su ACDC TIG-200 Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale ACDC TIG-200 - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. ACDC TIG-200 del marchio Vevor.
MANUALE UTENTE ACDC TIG-200 Vevor
Supporto tecnico e certificato di garanzia elettronica
Continuiamo a impegnardi per fornirvi strumenti a prezzi competitivi.
"Risparmia la meta", "Metà prezzo" o qualsiasi另一a espressione simile da noi utilizzata rappresenta solo una stima del risparnio che potresti ottenere acquistando determinati utensili con noi rispetto ai principali marchi principali e non significa necessariamente coprire tutte le categorie di utensili da noi offerti. Ti ricordiamo cortesamente di verificare attendamente quando effettui un ordine con noi se stai effettivamente risparmiando la meta rispetto ai principali marchi principali.
VEVOR
TOUGH TOOLS, HALF PRICE
Saldatore TIG
Modello:ACDC TIG-200

Nota: l'immagine del prodotto è di riferimento, i dettagli effettivi prevarranno
HAI BISOGNO DI AIUTO? CONTATTACI!
Hai domande sul prodotto? Hai bisogno di supporto technique? Non esitare a contattarci:
Supporto tecnico e certificato di garanzia elettronica www.vevor.com/support
Questa è l'istruzione originale, si prega di leggere attendamente tutte le istruzioni del manuale prima di utilizzato. VEVOR si riserva una chiara interpretazione del nostro manuale utente. L'aspetto del prodotto sare soggetto al prodotto ricevuto. Vi preghiam di perdonarci se non vi informeremo di nuovo se ci sono aggiornamenti technologici o software sul nostro prodotto.
| Attenzione: per ridurre il rischio di lesioni, l'utente deve leggere attendamente il manuale di istruzioni. | |
| CORRETTO SMALTIMENTO per l'esposizione Questo prodotto è soggetti alle disposizioni della direttiva europea 2012/19/UE. simbolo raffigurante un bidone della spazzatura barrato indica che il prodotto richiede una raccolta differenziata dei rifiuti nell'Unione Europea. Ciò si applica al prodotto e a tutti gli accessori contrassegnati con questo significolo. I prodotti contrassegnati come tali potrebbero non essere smaltire insieme ai normali rifiuti domestici, ma devono essere portati in un punto di raccolta per il riciclaggio di apparecchiature elettriche ed elettroniche. | |
| CE | La conformità è una certificazione di sicurezza CE. |
L'ACDCTIG-200 fornisce un tipo conveniente per eseguire la saldatura "stick" dell'acciaio al carbonio. Inverter la technologia offre la possibilità di saldare acciaio sottile o di grosso calibro con precisione e facilità, quando si aggiunge la torcia TG opzone (non inclusa), il regolatore del gas e una bombola di gas di protezione, l'ACDC TIG-200 diventa un saldatore TIG.
SPECIFICHE
| Gamma di corrente di uscita: | Corrente di ingressso | Tensione di ingressso | Valutato Ciclo di lavoro | Diametro asta Materiale | asta |
| 220V 40~180A | I1 massimo 45A (110V)I1 eff. 34,8A (110V)I1 massimo 34A (220V)I1 potenza 26,3A (220V) | 110V o 220V | 20%@110V130A220V180A | 16/01~31/061.6~5,0mm | E6010 E6011E6013 E7014ElectrodeE7018Sacciaio inosidabile |
| Saldatura TIG 110V10-150A220V 10-200A | 110V o 220V | 20%@110V150A220V200A | 1/16~5/321.6~4,0 mm |
CICLO DI LAVORO
Il ciclo di lavoro nominale si riferisce alla quantità di saldatura che può essere eseguita in un determinato lasso di tempo.
L'ACDCTIG-200 ha un ciclo di lavoro del 60% a 195 A. è più facile esaminare il tempo di saldatura in blocchi di 10 minuti e il duty cycle è una percentuale di quei 10 minuti. Se si salda a 195A con un duty cycle del 60%
pulito, entro un blocco di tempo di 10 minuti puoi saldare per 6 minuti con 4 minuti di raffreddamento per la saldatrice. Se la saldatrice si spegne il ciclo di lavoro è superato, automaticamente, tutvia la ventola continuera a funzionare per raffreddare la componenti surriscaldi. quando è stata raggiunta una temperatura di sicurezza l'uscita della saldatrice commuta automaticamente la saldatrice si riaccende. Per augmentare il ciclo di lavoro è possibile abbassare il controlo dell'uscita dell'amperaggio.
LEGGERE E COMPRENDERE TUTTE LE ISTRUZIONI E LE PRECAUZIONI PRIMA DI PROCEDURE.
Questa unità emette un potente voltaggio elevato e calore estremo checould causare gravi usioni, smembramenti, scosse elettriche e morte. VEVOR non sera ritenuta responsabile per le consequences dovute all'uso improprio deliberato o involontario di questo prodotto.
INFORMAZIONI SULLA SICUREZZA
Le seguenti spiegazioni sono visualizzate nel manuale con quello prodotti etichettatura e su tutte le altre informazioni fornite
DANGER
PERICOLO indica una situazione pericolosa che
, se non evitato , provochera morte o lesioni gravi .
WARNING
ATTENZIONE indica una situazione pericolosa che
, se non evitato , potrebbe causare morte o lesioni gravi.
CAUTION
CAUT ON Utilizzato insieme al significo di avviso di sicurezza, indica una situazione pericolosa che può causare, se non evitato , potrebber risultare lesioni lievi o moderate.
NOTICE
NOT e viene utilizzato per riferirsi a pratiche non correlate a lesioni personali.


LEGGI LE ISTRUZIONI
Leggere attentamente e comprehende il presente manuale prima di utilizzato la saldatrice. Conservarlo per riferimento futuro.

DANGER
LA SCOSSA ELETTRICA PUO UCCIDERE!
L'uso improprio di una saldatrice elettrica cui causare scosse elettriche, lesioni e morte! Leggere tutte le precauzioni descritte nel manuale della saldatrice per ridurre la possibilità di scosse elettriche.
Scollegare la saldatrice dall'alimentazione prima del montaggio, dello smontaggio o della manutenzione della stessa. torcia , punta di contatto e durante l'installazione o la rimozione degli ugelli.
Indossare sempre indumenti protettivi asciuti e quanti da saldatura in pelle e calzature isolanti. indumenti adatti realizzati in materiale durevole e ignifugo per proteggere la pelle.
Se altre person o animali domestici si trovano nella zona di saldatura potreulizare schermi di saldatura per proteggere gli astanti verificarsi scintille.
Utilizare sempre la saldatrice in un'area pulita, asciuttae ben ventilata. Non utilizzare la saldatrice in aree piovose o scarsamente ventilate. meta ,
L eletro do i circuiti di lavoro (o di terra) sono elettricamente "caldi" quando la saldatrice è accesa. Non permettere a queste parti "calde" di entrare in contatto con la pelle nuda o con gli indumenti bagnati.
separarsi dal circuito di saldatura utilizzando tappetini isolanti per evitare il contatto con il superficie di lavoro.
Assicurarsi che il pezzo in lavorazione sia adeguatamente supportato eMESSO a terra prima di iniziare un'operazione elettrica operazione di saldatura.
Fissare sempre il morsetto di terra al pezzo da saldare e il più vicino possibile alla zona di saldatura possible. Ciò fornirà la minima resistenza e la migliorere saldatura.

DANGER
LE SCINTILLE DI SALDATURA POSSONO CAUSARE INCENDI O ESPLOSIONI!
La saldatura elettrica produce scintlle che possono essere scaricate ad alta velocità a distanze considerevoli, accendendo vapori e materiali inflammabili o esplosivi.
Nonutilizzare la saldatrice ad arco elettrico in aree in cui siano presenti vapori infiammabili o esplosivi.
Non utilizzare vicino a superfici combustibili. Rimuoverete tutti gli oggetti inflammabili entro 35 piedi alla saldatura.
zona di ingaggio.
- Tenere sempre un estintore a portata di mano durante la saldatura. - Utilizzare
coperte per saldatura per proteggere superfici verniciate e/o inflammabili; guarnizioni in gomma, motori, ecc. cruscotti
Assicurarsi che l'alimentatore sa dotato di cavi adeguamente dimensionati per gestire il consumo energetico.

WARNING
I CAMPI ELETTRAMNETICIPOSSONO ESSERE UN RISCHIO PER LA SALUTE!
- Il Campo elettromagnetico generato durante la saldatura ad arco cui interfere con vari dispositivi elettrici ed elettronici come i pacemaker cardiaci. Chiunque utilizzii tali dispositivi dovrebbe consultare il proprio medico prima di esquire qualiasi operatione di saldatura elettrica.
L'esposizione ai campi elettromagnetici durante la saldatura cui ave altri effetti sulla salute che non sono conosciuto.

WARNING
I RAGGI DELL'ARCO POSSONO BRUCIARE!
I raggi dell'arco producono radiazioni ultraviolete intense che possono bruciare la pelle esposta e causare danni agli occhi. uomini. utilizzare uno schermo con il filtrlo appropriato (almeno n. 1 1) per proteggere gli occhi da scintille e i raggi dell'arco durante la saldatura o quando si osserva la saldatura ad arco aperto (vedere ANsl Z49, 1 e Z87, 1 per gli standard di sicurezza).
- utilizzare indumenti adatti, realizzati in materiale resistente alle fiamme, per proteggere la pelle.
Se altre person o animali domestici si trovano nell'area di saldatura,utilizzare schermi di saldatura per proteggere gli asanti da scintille e raggi d'arco.

WARNING
IFUMI E I GAS DI SALDATURA POSSONO ESSERE UN RISCHIO PER LA SALUTE!
- I fumi e i gas rilasciati durante la saldatura sono pericolosi. Non respirare i fumi prodotti dall'operazione di saldatura. Indossare un respiratore APPROVATO OSHA durante la saldatura.
- Lavorare sempre in un'area adeguatamente ventilata.
Non saldare mai materiali rivestiti, inclusi ma non limitati a: cadmiati, zincati,

CAUTIONS
di ammoniaca.IL METALLO E GLI UTENSILI CALDI BRUCERANNO!
- La saldatura elettrica riscalda il metallo e gli utensili a temperature che possono causare gravi usioni!
utilizzare dispositivi quanti e indumenti resistenti al calorie quando si utilizza Eastwood o qualsiasi altro tipo di saldatura di protezione. Non toccare mai la superficie di lavoro saldapatunta o ugello della torcia sono在整个 raffreddata.

CAUTION
I trucoli metallici volanti possono causare lesioni!
- La molatura e la carteggiatura espelleranno trucoli di metallo, polvere, detriti e scintille ad alta velocità. Per prevenire lesioniagli occhi, indossare occhiali di sicurezza approvati.
- indossare un respiratore approvato OSHA durante la molatura o la carteggiatura.
Leggere tti manuali forni con le smerigliatrici, te levigatrico o alti utensili elettrici specifici utilizzati prima e归来 il processo di salatura. Siate consapevoli di tutte che avervente di sicurezza per gli utensili elettrici.
ARTICOLI RICHIESTI
Prima di iniziare a utilizzare la SALDATURA TIG/MMA 205 ST GK
, assicurati di averere quanto segue:
Un interruptore automatico monofase 1 10/220 volt CA, 50/60 Hz, 50 A correttamente collegato a terra.
NOTA: per funzionare correttamente e in sicurezza, l'unità deve essere collegata a terra!
ben ilumnatica sicara aapata asciutta e ben ventilata.
- Una camacia a manichenghe non infiammabile o una giacca da
SALDATURA · Guanti da saldatura resistenti
Casco da saldatura auto-oscurante per fornire protezione agli occhi durante le operazioni di saldatura. Nota: DEVE assere un #1 1 Uguale o più scuro.
- Spazzole per saldatura in filo di acciaio inossidabile dedicate per agli materiale da saldare.
CONTENUTO
Rimuovere tutti gli articoli alla scatola e confrontarli con l'elenco sottostante per accertarsi che l'unità sa completa.
1.ACDC TIG-200
- Cavo adattatore di alimentazione (macchina a doppiia alimentazione) 3,2 m 25
mm² Morsetto di terra 300 A 1 set 4,2 m 25 mm² Pinze per
saldatura elettrica 3001 set 5,3 m Tubo dellaria * 1 6. Fascia
tracheolaringea * 27.
Misuratore del gas per saldatura ad arco di
argon · 1 8. Torcia per saldatura TIG WP-17 13 mm²
1 set 9. Piede * 1
10.Maschera per il viso *1
PANNELLO DI CONTROLLO E VISUALIZAZIONE

codificatorePulsante 1 Pulsante 2
Fare cli c sul pulsante per selezionare la funzione da mantenere fissa Allarme sullo schermo come protezione termica
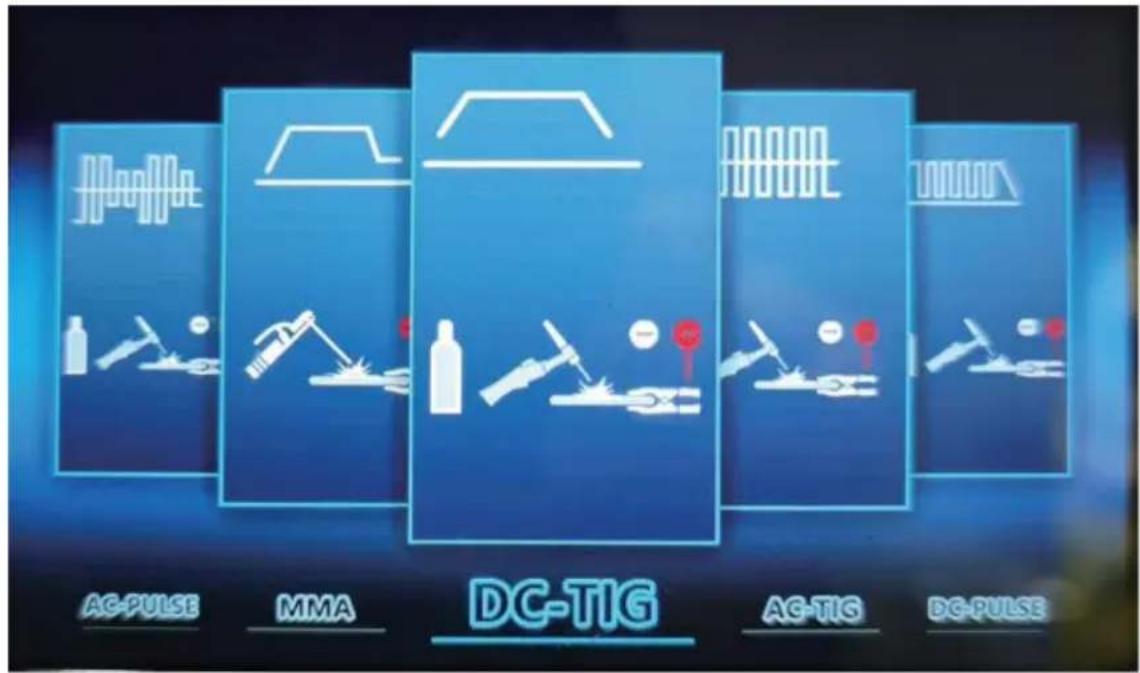
SELEZIONE DEL TIPO DI SALDATURA
y Encoder rotativo, ciclo per scegliere 5 tipi di saldatura: saldatura manuale DC, DC Cargonarc. saldatura, saldatura ad arco di argon in corrente alternata, saldatura a impulsi in corrente continua, saldatura a impulsi in corrente alternata.
y Selezionare il tipo di saldatura desiderato e premere l'encoder per accedere alla schermata operativa. y L'imagine visualizzata sull'interfaccia di selezione del tipo di saldatura è la seguente:
PAGINA DI OPERAZIONE DC MMA
y Indicatore MMA, indicatore dello stato di alimentazione. y Visualizzazione della
tensione attuale e effettiva. y Pulsante 1: corrispondente all'icona di ritorno dell'interfaccia, premere per tornare al tipo di saldati interfaccia di selezione.
y Encoder: ruotare per regolare la corrente, premere l'encoder e ruotare per selezionare anti-stick, anti-shock, corrente di spinta e corrente d'arco, selezionare i parametri di regolazione richiesti
e premere di nuovo per visualizzare la finestra di regolazione, ruotare l'encoder per regolare i parametri e infinite premere per confermare e uscire alla finestra pop-up (è possible premere il pulsante in qualsiasi momento tempodurante il processo di regolazione 1 Uscire dall'impostazione dei parametri correnti; Se non eseguire qualsiasi operazione durante la regolazione dei parametri, tornerà automaticamente alla stato di regolazione corrente dopo 5 secondi.

| CARATTERISTICA | REGOLAZIONE VALORE DEFAULTTRAGGIO | ||
| Corrente continua | 40-200 | 40 | Regolazione dell'encoder |
| SU | Acceso, spento | SU | Regolazione dell'encoder |
| CONFRONTARE | Acceso, spento | SU | Regolazione dell'encoder |
| Forza ARC | Da 0 a 60 | 0 | Regolazione dell'encoder |
| Inizio a CALDO | Da 0 a 60 | 0 | Regolazione dell'encoder |
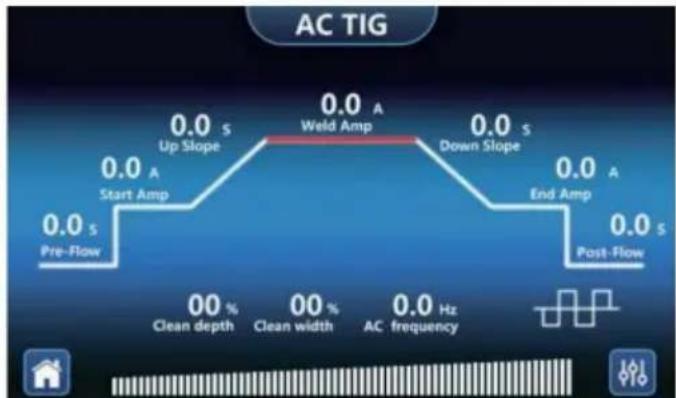
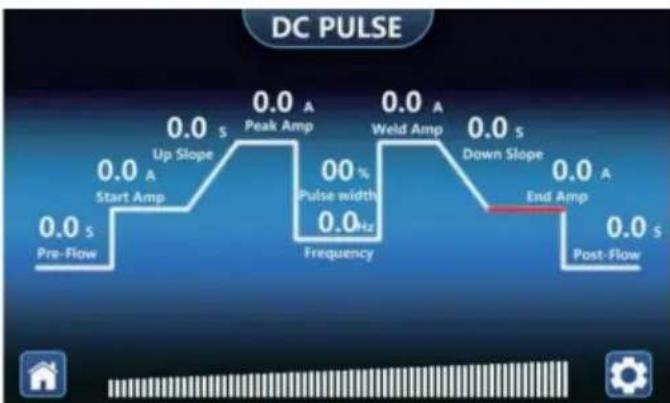
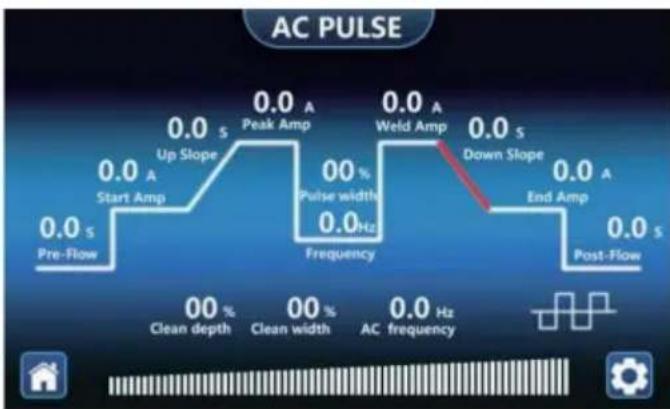
DESCRIZIONE DELLA PAGINA DI FUNZIONAMENTO DCTIG, ACTIG, DC PULSE, AC PULS
y Indicazione del tipo di saldatura,indicazione dello stato di
alimentazione. Visualizzazione dello spessore
della piastra e della corrente. y Pulsante 1: corrispondente all'icona di ritorno dell'interfaccia, premere per tornare al tipo di salatura interfaccia di selezione.
y Encoder: ruotare la corrente di regolazione (adattare automaticamente lo spessore della piastra), premere l'encoder e ruotare per selezionare la modalità di funzionamento, il tempo di saldatura a punti, l'intervallo, l'interruttore a pedale, selezionare i parametri di regolazione richiesti e premere nuovamente per visualizzare il Popup finestra di regolazione, ruotare l'encoder per regolare i parametri e infine premere per confermare e uscire alla finestra pop-up (è possible premere il pulsante in qualsiast momento durante la regolazione過程 1 Esci dall'impostazione dei parametri currenti; se non esegui alcuna operazione durante regolazione dei parametri, tornerà automaticamente allo stato di regolazione corrente dopo 5 secondi.
y Pulsante 2: accedere all'interfaccia di impostazione complessa, immettere il pulsante Indietro 2 per selezionare parametri, l'encoder per regolare il valore, premere 1 per tornare all'interfaccia superiore.
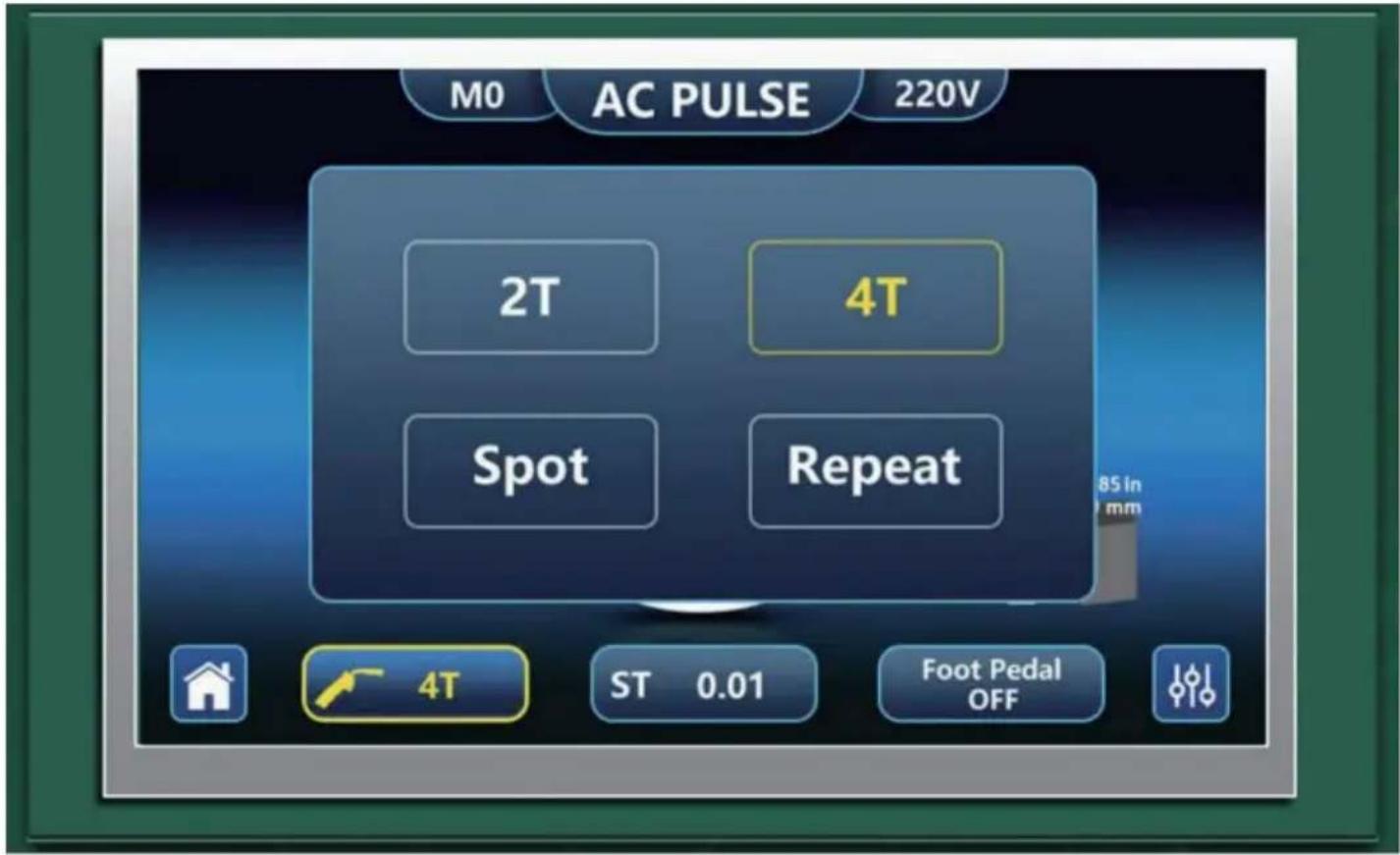
| CARATTERISTICA | RaggioIO | REGOLAZIONE VALORE DEFAULT | |
| 10-200 | 10Attuale | Regolazione dell'encoder | |
| Modalità operativa | 2T, 4T SPOTyRIPETI | 2T | Regolazione dell'encoder |
| Tempo di Spot | Da 0,01 a 9,99 secondi | 0,01S | Regolazione dell'encoder |
| Intervallo di tempo | Da 0,01 a 9,99 secondi | 0,01S | Regolazione dell'encoder |
| Pedale | SPENTO, ACCESO | SPENTO | Regolazione dell'encoder |
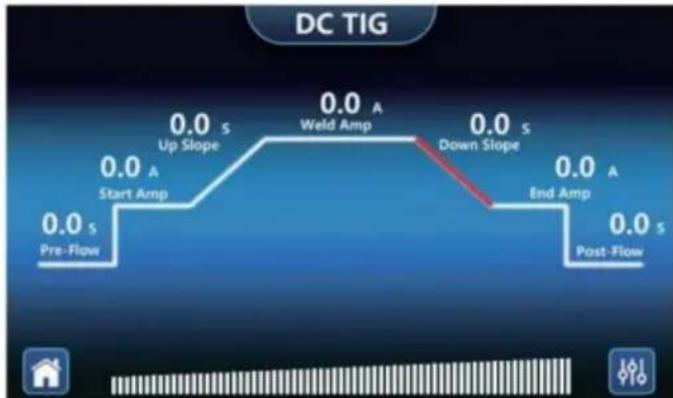
PARAMETRIZZABILE DCTIG
| CARATTERISTICA | Raggio | PREDEFINITO VALORE | SELECTIONA | REGOLA |
| Pre-flusso | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatore regolamento |
| StartAmp | 10-200 | 10 | Pulsante2Selezione | Codificatore regolamento |
| Pendenza in salute | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatore regolamento |
| SaldaturaAmp | 10-200 | 10 | Pulsante2Selezione | Codificatore regolamento |
| Pendenza in discesa | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatore regolamento |
| Amplimento finale | 10-200 | 10 | Pulsante2Selezione | Codificatore regolamento |
| Post-flusso | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatore regolamento |
PARAMETRIZZABILE IMPULSO DC
| RAGGIOCARATTERISTICAVALORE | PREDEFINITO | SELECTIONA | REGOLA | |
| Pre-flusso | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatoreregolamento |
| StartAmp | 10-200 | 10 | Pulsante2Selezione | Codificatoreregolamento |
| Pendenza in salute | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatoreregolamento |
| PeakAmp | 10-200 | 10 | Pulsante2Selezione | Codificatoreregolamento |
| ImpulsoFrequenza | 2-99,9 | 5 | Pulsante2Selezione | Codificatoreregolamento |
| SaldaturaAmp | 10-200 | 10 | Pulsante2Selezione | Codificatoreregolamento |
| Pendenza in discesa | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatoreregolamento |
| Larghezza di impulso | 10-90 | 50 | Pulsante2Selezione | Codificatore regolamento |
| Amplimento finale | 10-200 | 10 | Pulsante2Selezione | Codificatore regolamento |
| Post-flusso | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatore regolamento |
LABELLA DEI PARAMETRI ACTIG
| RAGGIOCARATTERISTICALORE | PREDEFINITOTERISTICAVALORE | SELECTIONA | REGOLA | |
| Pre-flusso | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatoreregolamento |
| StartAmp | 10-200 | 10 | Pulsante2Selezione | Codificatoreregolamento |
| Pendenza in salute | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatoreregolamento |
| SaldaturaAmp | 10-200 | 10 | Pulsante2Selezione | Codificatoreregolamento |
| Pendenza in discesa | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatoreregolamento |
| Amplimento finale | 10-200 | 10 | Pulsante2Selezione | Codificatoreregolamento |
| Post-flusso | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatoreregolamento |
| Profondità pulita | 50-150 | 100 | Pulsante2Selezione | Codificatoreregolamento |
| Larghezza pulita | 30-80 | 50 | Pulsante2Selezione | Codificatoreregolamento |
| Frequenza CA | 20-200 | 20 | Pulsante2Selezione | Codificatoreregolamento |
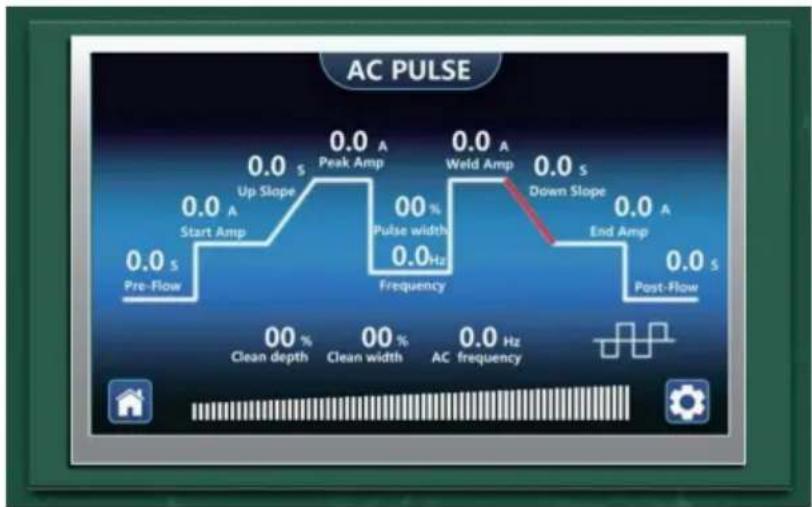
PARAMETRIZZABILE IMPULSO CA
| CARATTERISTICA | Raggio | PREDEFINITO VALORE | SELECTIONA | REGOLA |
| Pre-flusso | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatore regolamento |
| StartAmp | 10-200 | 10 | Pulsante2Selezione | Codificatore regolamento |
| Pendenza in salute | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatore regolamento |
| PeakAmp | 10-200 | 10 | Pulsante2Selezione | Codificatore regolamento |
| Impulso Frequenza | 2-99,9 | 5 | Pulsante2Selezione | Codificatore regolamento |
| Larghezza di impulso | 10-90 | 50 | Pulsante2Selezione | Codificatore regolamento |
| SaldaturaAmp | 10-200 | 10 | Pulsante2Selezione | Codificatore regolamento |
| Pendenza in discesa | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatore regolamento |
| Amplimento finale | 10-200 | 10 | Pulsante2Selezione | Codificatore regolamento |
| Post-flusso | Da 0 a 10 | 0 | Pulsante2Selezione | Codificatore regolamento |
| Profondità pulita | 50-150 | 100 | Pulsante2Selezione | Codificatore regolamento |
| Larghezza pulita | 30-80 | 50 | Pulsante2Selezione | Codificatore regolamento |
| Frequenza CA | 20-200 | 20 | Pulsante2Selezione | Codificatore regolamento |
Il LED di protezione termica si accende quando l'unità ha raggiunto la temperature massima dei componenti interni. Cio si verifica quando è stato superato il ciclo di lavoro.
La saldatrice si spegnerà automaticamente, ma la ventola continuerà a funzionare per raffreddare i componenti surriscaldati. Una volta raggiunta una temperatura sicurà:iruito di protezione riaccenderà automaticamente l'uscita della saldatrice.
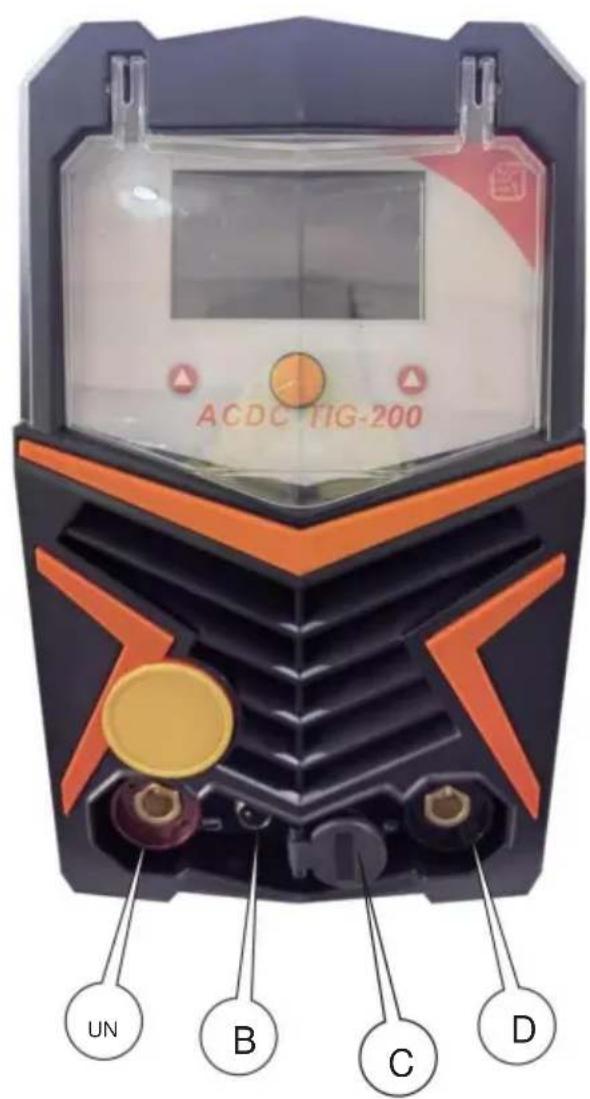
A: interfaccia di uscita positiva B: interfaccia dell'interruttore della pistola
C: interfaccia gas-elettrico D: interfaccia di uscita negativa
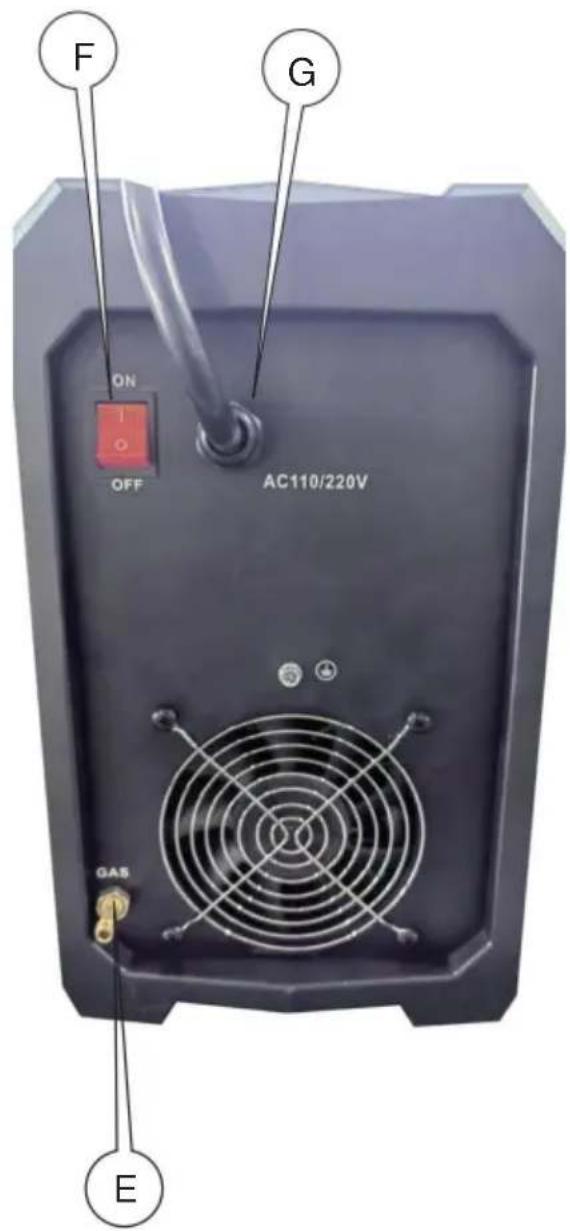
E:Interfaccia gas TIG F: Interruttore di alimentazione G: Cavo di alimentazione
- Collegare la spina di alimentazione e accendere il interruptatore di alimentazione.
- Collegare la pinza per saldatura al porta di uscita positiva e collegare morsetto di terra alla porta di uscita negativa.
- Tenere il pezzo in lavorazione con una massa MORSETTO
- Premere il pulsante della modalità di saldatura per cancellate alla modalità di saldatura manuale.
- Regolare la manopola corrente per regolare correntenell'intervalto appropriato.
- Toccare l'elettrodo e il pezzo in lavorazione con la pinza per saldare e accendere l'arco saldatura
SALDATURA AD ARCO DI ARGON DEBUGGING E FUNZIONAMENTO

- Accendere e accendere l'interruttor di alimentazione.
- Collegare la pistola per saldatura ad arco di argon al interfaccia gas-elettrica della saldatrice e stringerlo in senso orario.
- Inserire la spina bipolare della torcia nella commutare la porta della torcia.
- Collegare il connettore rapido del morsetto di terra a l'estremità di uscita positiva della saldatrice e tenere premuto il pezzo in lavorazione con il morsetto di terra.
- Premere il pulsante della modalità di saldatura per passare a modalità di saldatura ad arco di argon.
- Collegare il tubo del gas della bombola del gas all'argon porta del gas di saldatura ad arco sul pannello posteriore e serrare con la fascia per la gola.
- Ruotare la valvola della bombola per raggiungere la pressione di saldatura appropriata.
- In base allo spessore della piatra, ruotare il manopola di regolazione della corrente per ottenere la corrente di saldatura appropriata.
- Toccare I'lettro do tungsteno della saldatura
torcia sul pezzo in lavorazione, premere l'interruttore della pistola su la maniglia e inizia la saldatura
Supporto tecnico e certificato di garanzia




