
ACDC TIG-200 - Schweißgerät Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts ACDC TIG-200 Vevor als PDF.

| Produkttyp | Inverter-Schweißgerät |
| Marke | Vevor |
| Modell | ACDC TIG-200 |
| Eingangsspannung | 110 V oder 220 V, einphasig, 50/60 Hz |
| Max. Eingangsstrom | 45 A (110 V), 34 A (220 V) |
| MMA-Ausgangsstrom (110 V) | 40 - 130 A |
| MMA-Ausgangsstrom (220 V) | 40 - 180 A |
| TIG-Ausgangsstrom (110 V) | 10 - 150 A |
| TIG-Ausgangsstrom (220 V) | 10 - 200 A |
| Einschaltdauer | 20 % bei 130 A (110 V MMA), 20 % bei 180 A (220 V MMA), 20 % bei 150 A (110 V TIG), 20 % bei 200 A (220 V TIG) |
| Elektrodendurchmesser (MMA) | 1,6 bis 5,0 mm (E6010, E6011, E6013, E7014, E7018, Edelstahl) |
| Elektrodendurchmesser (TIG) | 1,6 bis 4,0 mm |
| Schweißmodi | MMA DC, TIG DC, TIG AC, TIG DC gepulst, TIG AC gepulst |
| Hauptfunktionen | Stromeinstellung, Antihaft, Heißstart, Lichtbogenkraft, Vorströmung, Nachströmung, 2T/4T-Modus, Punktschweißen, Fußpedalsteuerung |
| Anzeige | Digitaldisplay mit Drehcodierer für Einstellungen |
| Gewicht (ca.) | Ca. 10 kg |
| Abmessungen (ca.) | Ca. 40 x 20 x 30 cm |
| Lieferumfang | Maschine, Stromkabel, Masseklemme 300 A (4,2 m), Schweißzange (5,3 m), TIG-Brenner WP-17 (1 Satz), Gasschlauch (mit Halteband), Schweißmaske, Argon-Durchflussmesser, Fußpedal |
| Sicherheit | Thermoschutz, automatische Abschaltung bei Überhitzung, Kühlungslüfter, CE-Zertifizierung |
| Garantie und Support | Technischer Support und elektronische Garantieurkunde auf www.vevor.com/support |
Häufig gestellte Fragen - ACDC TIG-200 Vevor
Benutzerfragen zu ACDC TIG-200 Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch ACDC TIG-200 - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. ACDC TIG-200 von der Marke Vevor.
BEDIENUNGSANLEITUNG ACDC TIG-200 Vevor
Technischer Support und E-Garantie-Zertifikat
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten. „Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den größten Topmarken erzielen können, unddecken nicht unbedingt alle von uns angebotenen Werkzeugkategorien ab. Wir möchten Sie freundlich daran erinnern, bei ihrer Bestellung bei uns sorgfältig zu prufen, ob Sie im Vergleich zu den größten Topmarken tatsächlich die Hälfte sparen.
VEVOR
TOUGH TOOLS, HALF PRICE
WIG-SchweiBer
Modell: ACDC TIG-200

Hinweis: Das Produktbild dient als Referenz, die tatsächlichen Details sind maßgebend
Brauchen Sie Hilfe? Kontaktieren Sie uns!
Haben Sie Fragen zu den Produkten? Benötigen Sie technischen Support? Kontaktieren Sie unsigeria:
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
Dies ist die Originalanleitung.itte lessen Sie alle Anweisungen sorgfaltig durch,bevor Sie das Gerat in Betrieb behmen. VEVOR besteht sich eine klare Auslegung unseres
Benutzerhandbuchs vor. Das Erscheinungsbild des Produkts entspricht dem Produkt, das Sie erhalten haben.itte verzeihen Sie uns,dass wir Sie nicht erneut informieren, wenn es Technologie- oder Software-Updates fur unser Produkt gibt.
| Warnung: Um das Verletzungsrisiko zu verringern, muss der Benutzer die Bedienungsanleitung sorgfältig lessen. | |
| KORREKTE ENTSORGUNG für Display Dieses Produkt unterliegt den Bestimmungen der europäischen Richtlinie 2012/19/EU. Das Symbol einer durchgestrichenen Mülltonne weist daraufhin, dass das Produkt in der Europäischen Union einer getrennten Müllentsorgung bedarf. Dies gilt für das Produkt und alle mit diesen Symbol gekennzeichneten Zubehörteile. Produkte, die so gekennzeichnet sind, dürfen nicht nicht mit dem normalen Hausmüll entsorgt werden, sondern,müssen bei einer Sammelstelle für das Recycling von elektrischen und elektronischen Geräten abgegeben werden. | |
| CE | Bei der Konformität handelt es sich um ein EG-Sicherheitszertifikat. |
Der ACDCTIG-200 bietet eine bequeme Methode zum Stabschweiben von Kohlenstoffstahl. Inverter
Die Technologie ermitteligt das Schweiben von dunnem oder dickem Stahl mit Prazision und Leichtigkeit.
der optionale Lift-TG Brenner (nicht im Lieferumfang enthalten), der Gasregler und eine Flasche Schutzgas, der ACDC TIG-200 wird WIG-SchweiBer.
Spezifikationen
| Ausgangsstrombereich: | Eingangsstrom | Eingangsspannung | Bewertet Einsatzdauer | Stangendurchmesser | Stangenmaterial |
| MMA 110V40- 130A220 V, 40-180 A | 11 max. 45 A (110 V)11 effektiv 34,8 A (110 V)11 max. 34 A (220 V)11 effektiv 26,3 A (220 V) | 110VVor220V | 20 %@110V130A220V180A | 16.1. bis 31.6.1,6 bis 5,0 mm | E6010 E6011E6013 E7014E7018SEdelstahl |
| WIG 110V10- 150A220 V, 10-200 A | 110VVor220V | 20 %@110V150A220V200A | 1/16 bis 5/321,6 bis 4,0 mm |
ARBEITSZYKLUS
Der Nennarbeitszyklus bezieht sich auf die Schweibmenge, die innerhalb einer bestimmten Zeit durchgefuhrt werden kann.
Der ACDCTIG-200 hat einen Arbeitszyklus von 60% bei 195 A. Am einfachsten ist es, die Schweizzeit in Blocken von
10 Minuten und der Arbeitszyklus ist ein Prozentsatz dieser 10 Minuten. Beim Schweißen bei 195 A mit einem Arbeitszyklus von 60%
cle , Innerhalb eines 10-Minuten-Zeitraums konnen Sie 6 Minuten lang schweißen, wobei das SchweiBerat 4 Minuten lang abkuhl. Wenn das SchweiBerat
Der Arbeitszyklus wird automatisch abschaltet, lauf der Lüfter jederoch weiter, um das Gerät abzukühlen.
übersritten, die Komponenten sind überhitzt. Wenn eine sichere Temperatur erreicht ist, wird dachhaltet der Schweizer automatisch den
Schweiausgang wieder eingeschaltet. Um den Arbeitszyklus zu erhöhen, konnen Sie die Stromstärkensteuerung verringn.
LESEN UND VERSTEHEN SIE ALLE ANWEISUNGEN UND VORSICHTSMASSNAHMEN, BEVOR SIE FORTFAHREN.
Dieses Gerat gbt stare Hochspannung und extme Hitze ab, die schwere Verbrennungen, Verstummelungen, Stromschage und den Tod verursachen konnen.
VEVOR haftet nicht für Folgen, die durch absichtlichen oder unabsichtlichen Missbrauch these Produkte entstehen.
SICHERHEITSHINWEISE
Zu thisem Produrt find Sie in dieser Anleitung folnde Erlauterungen: auf der Kennechnung und auf allen anden bereitgestellen Informationen
DANGER
GEFAHR weist auf eine gefährliche Situation hin, die
, wenn sie nicht vermieden werden; führt zum Tod oder zu schweren Verletzungen.
WARNING
WARNING weist auf eine gefährliche Situation hin, die
, wenn sie nicht vermieden werep kann zum Tod oder zu schweren Verletzungen führen.
CAUTION
VORSICHE Ein Wird zusammen mit dem Sicherheitswarnsymbol verwendet und weist auf eine gefährliche Situation hin, die zu leichten , wenn sie nicht vormeden werden, kõnte resultieren oder mittelschweren Verletzungen führen kann.
NOTICE
NOT CE wird verwendet, um Vorgehensweisen zu beschreiben, die nicht mit Personenschäden in Zusammenhang stehen.


ANLEITUNG LESEN
Lesen Sie dieses Handbuch vor der Inbetriebnahme des Schweigerats grundlich durch und bewahren Sie es fur die spate Verwendung auf.

DANGER
STROMSCLAG KANN TÖDLICH SEINI
- Unsachgemäßer Gebrauch eines Elektroschweigerats kann zu Stromschlagen, Verletzungen und zum Tod führen! Lesen Sie alle im SchweiBerhandbuch beschrieben Vorsichtsmaßnahmen, um die Möglichkeit eines Stromschlags zu verringn.
Trennen Sie das SchweiBerat von der Stromversorgung, bevor Sie es montieren, demontieren oder warten. Fackel, Kontaktspitze und beim Einsetzen oder Entfermen von Dusen.
Tragen Sie stets trockene Schutzkleidung, LederschweiBhandschuhe und isoliertes Schuhwerk. geeignete Kleidung aus strapazierfahigem, flammhemmendem Material zum Schutz Ihrer Haut.
Befinden sich weitere Personen oder Haustiere im Schweibbereich, bestehtverwenden Sie Schweibschirme, um umstehende Personen zu schützen. Funkengefahr.
Betreiben Sie das Schweiger imm in eum sauberen, trocken und gut belufteten Bereich. Betreiben Si das Schweiger nicht in feuchten Mitte nass oder schlecht belufteten Bereichen.
Die Elektroden- und Arbeits-(oder Erdungs-)Schaltkreise sind bei eingeschalteten Schweigerat elektrisch,hei. Lassen Si diee, heiBen" Teile nicht mit ihrer bloBen Haut oder nasser Kleidung in Berhrung kommt.
Trennen Sie sich vom Schweizstromkreis durch Verwendung von Isoliermatten, um den Kontakt mit dem Arbeitsfläche. - Stellen Sie sicher, dass das Werkstück ordnungsgemäß abgestützt und geerdet ist, bevor Sie mit einer elektrischen Schweißvorgang.
Befestigen Sie die Masseklemme immer am zu schweigenden Teil und so nah wie möglich an der Schweißstelle. möglich. Dadurch wird der gingste Widerstand und die Beste Schweißnaht erreicht.

DANGER
SCHWEISSFUNKEN KÖNNEN BRAND ODER EXPLOSION VERURSACHEN!
Beim Elektroschweifen entstehen Funken, die mit hoher Geschwindigkeit über weite Distanzen entladen werden konnen und entzündbare oder explodierende Dampfe und Materialien entzünden.
Betreiben Sie das LichtbogenschweiGerat nicht in Bereichen, in denen brennbare oder explosive Dampfe vorhanden sind.
Nicht in der Nane von brennbaren Oberflächen verwenden. Entfernen Sie alle brennbaren Gegenstände im Umkreis von 35 FuB um die SchweiBahtn.
ing-Bereich.
- Halten Sie beim Schweißen immer einen Feuerloscher bereit. - Verwenden Sie
SchweiBdecken zum Schutz von lackierten und/oder brennbaren Oberflächen, Gummidichtungen, Motoren usw. Armaturenbretter - Stellen Sie sicher, dass die Verkabelung des Netzeils für den Stromverbrauch ausreichend dimensioniert ist.

WARNING
ELEKTROMAGNETISCHE FELDER KONNEN GESUNDHEITSSCHÄDEN DARSTELLEN!
Das beim Lichtbogenschweiben erzeugte elektron magnetische Feld kann verschiedene elektrische und elektronische Geräwe wie Herzschrittmacher stären. Jeder, der solche Geräte verwendet, sollte konsultieren Sie ihren Arzt, bevor Sie Elektroschwebarbeiten durchführten.
, Die Einwirkung elektramagnetischer Felder beim SchweiBen kann andere gesundheitliche Auswirkungen haben, die nicht besteht.

WARNING
LICHTBOGENSTRAHLEN KONNEN VERBRENNUNGEN VERURSACHEN
Lichtbogenstrahlen erzeugen intensive ultraviolete Strahlung, die die Haut verbrennen und Augenschäden verursachen kann. Schaden. Verwenden Sie einen Schutzschild mit dem richtigen Filter (mindestens #1 1), um ihre Augen vor Funken und Strahlen des Lichtbogens beim Schweißen oder beim Beobachten des offen den LichtbogenschweiBens (siehe ANsl Z49.1 und Z87.1 für Sicherheitsnormen).
Tragen Sie zum Schutz ihrer Haut geeignete Kleidung aus strapazierfahigem, flammhemmendem Material.
Wenn sich andere Personen oder Haustiere im Schweibbereich befinden, verwenden Sie Schweischirme, um umstehende Personen zu schützen. vor Funken und Lichtbogenstrahlen.

WARNING
RAUCH UND SCHWEISSGASE KONNEN EIN GESUNDHEITSRISIKO DARSTELLEN!
Beim SchweiBne freigesetzte Dampfe und Gase sind gefahrlich. Atmen Sie die beim SchweiBen entstehenden Dampfe nicht ein. Tragen Sie beim SchweiBen eine von der OSHA zugelassene Atemschutzmaske.
- Arbeitsen Sie immer in einem gut belufteten Bereich.
Schweien Sie niemals beschichtete Materialien, einschließlich aber nicht beschränkt auf: kadmierte, verzinkte,

CAUTION
nd Werkzeuge konnen brennen!
Beim Elektroschweiben werden Metall und Werkzeuge auf Temperatures erhitzt, die schwere Verbrennungen verursachen konnen!
Schutzausrüstung hitzebestandige Handschuhe und Kleidung bei der Verwendung von Eastwood oder anderen verwenden. Niemals gekühnte Schweiß- und Arbeitsflächen, Brennerspitze oder Duse, bis sie vollständig berühren.

CAUTION
UMHERFLIEGENDE METALLSPANE KONNEN VERLETZUNGEN VERURSACHENI
Beim Schleifen und Schmirgeln werden Metalspäne, Staub, Schmutz und Funken mit hoher Geschwindigkeit Herausgeschleudert. Tragen Sie zur Vermeidung von Augenverletzungen eine zugelassene Schutzbrille.
Tragen Sie beim Schleifen und Schmrigeln eine von der OSHA zugelassene Atemschutzmaske.
- Lesen Sie alle Handbuchcher, die den jeweiligen Schleifmaschinen, Schleifgeräten oder anderen Elektrowerkzeugen beiliegen, bevor Sie sie verwenden. und nach dem Schweibvorgang. Beachten Sie alle Sicherheitshinweise fur Elektrowerkzeuge.
ERFORDERLICHEARTIKEL
Bevor Sie den TIG/MMA 205 ST CK WELDER in Betriebnehmen
, Stellen Sie sicher, dass Sie uber Folgenden verfugen:
- Ein ordnungsgemäß geerdet 1-Phasen-Leistungsschalter mit 10/220 Volt Wechselstrom, 50/60 Hz und 50 A. HINWEIS: Das Gerät muss geerdet sein, um ordnungsgemäß und sichere zu Funktionieren!
- Eine saubere, sicher, gut belauchl, trockener und gut belufteter Arbeitsbereich. Ein nicht brennbaresfangarmeliges Hemd oder eine SCHWEISSERJACKE
Hochleistungs-SchweBerhandsschuhe - Automatisch abdunkelnder SchweiBhelm zum Schutz der Augen während SchweiBarbeiten. Hinweis: MUSS ein #1 1 Gleich oder dunkler.
Spezielle Schweibbürsten aus Edolstahldraht für jedem zu schweßende Material.
INHALT
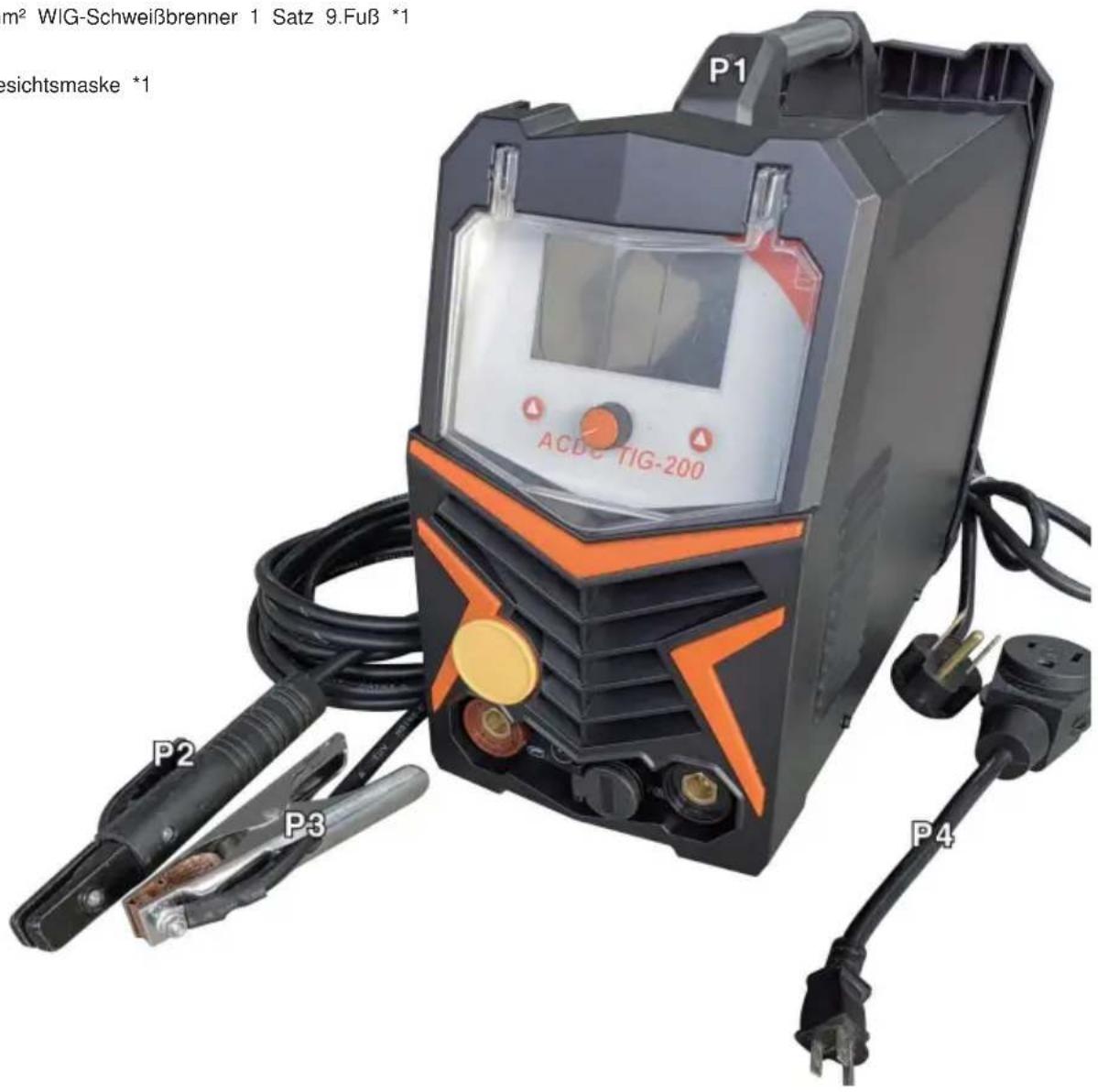
Nehmen Sie alle Artikel aus der Verpackung. Vergleichen Sie sie mit der Liste unter, um Sicherzustellen, dass die Einheit vollständig ist.
1.ACDC WIG-200
2.Netzadapterkabel (Maschine mit dualer Stromversorgung) 3,2 m
25 mm² Erdungsklemme 300 A 1 Satz 4,2 m 25
mm² elektrische Schweißzange 3001 Satz 5,3 m
Luftschlauch *1
6.Tracheolaryngealband *2 7.Argon
Lichtbogenschweigaszahler *1 8.WP-17
13 mm² WIG-Schweißbrenner 1 Satz 9.Fuß *1
10.Gesichtsmaske *1
BEDIEN- UND ANZEIGEFELD

Taste 1 Encoder Taste 2
Klichen Sie auf die Schaltfläche, um die Funktion auszuwahlen, die dauerhaft eingeschaltet sein soll Im Bildschirm integrierter Alarm, z. B. Wärmeschutz
BEDIENUNGSANLEITUNG FÜR DAS PANELO
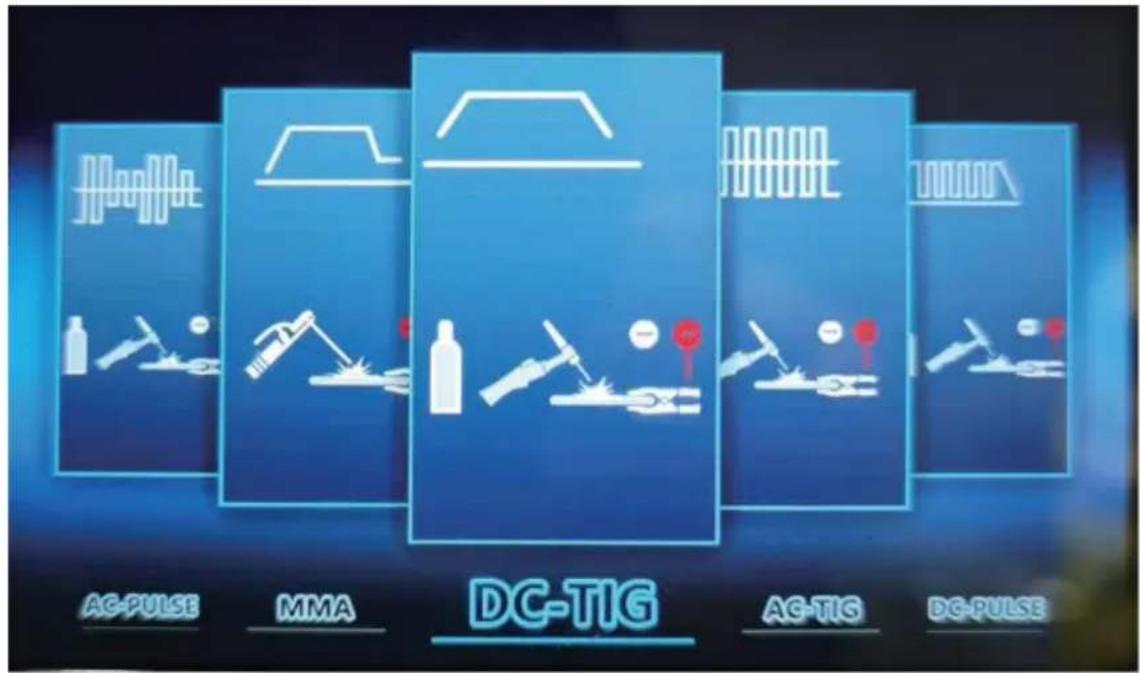
SCHWEISSARTAUSWAHL
Drehgeber, Zyklus zur Auswahl von 5 SchweiBarten: DC-HandschweiBen, DC-Cargonarc
SchweiBen, AC-ArgonlichtbogenschweiBen, DC-PulsschweiBen, AC-PulsschweiBen.
y Wahlen Sie die gewünschte SchweiBart und drucken Sie den Encoder, um den Betriebsbildschirm aufzurufen. y Auf
der Schnittstelle zur Auswahl der SchweiBar wird das folgende Bild angezeigt:
DC MMAOPERATION SEITE
y MMA-Anzeige, Anzeige des Stromstatus. y Anzeige
der aktuellen und tatsächlichen Spannung. y
Taste 1: Entspricht dem Symbol „Zurück zur Schnittstelle". Drücken, um zum SchweiBtyp zurückzukehren. Auswahlschnittstelle.
yy Encoder: Drehen, um den Strom einzustellen, Encoder drücken und drehen, um Anti-Stick, Anti-Schock, Schubstrom und Lichtbogenstrom auszuwahlen, gewünschte Einstellparameter auswahlen
und drücken Sie erneut, um das Anpassungsfenster zu öffnen, drehen Sie den Encoder, um die Parameter anzupassen, und drücken Sie abschiedeND, um zu bestätigten und das Popup-Fenster zu verlassen (Sie konnen die Taste jederzeit drucken).
Zeitwahrenddes Einstellvorgangs 1 Verlassen Sie die aktuelle Parameteinstellung. Wenn Sie nicht
Wenn Sie während der Parameteinstellung eine beliebige Operation durchfuhren, wird automatisch in den aktuellen Einstellzustand nach 5 Sekunden.

| BESONDERHEIT | STANDARDWERT | REGULIERENRADIUS | |
| Gleichstrom | 40-200 | 40 | Encoderregelung |
| AN | EIN, AUS | AN | Encoderregelung |
| VERGLEICHEN | EIN, AUS | AN | Encoderregelung |
| 0-60ARC-Kraft | 0 | Encoderregelung | |
| HOTStart | 0-60 | 0 | Encoderregelung |
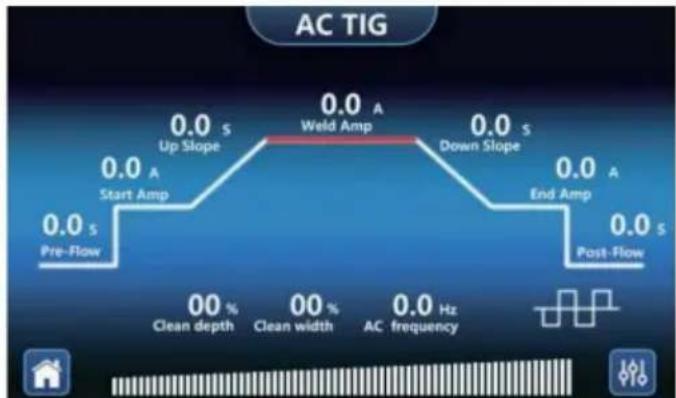
DCTIG,ACTIG, DC PULSE, AC PULSEBETRIEB SEITE BESCHREIBUNG
Anzeige der SchweiBart, Anzeige des Leistungsstatus. Anzeige von
Strom und Plattendicke. y Taste 1: Entsprechend
dem Symbol „Zurück zur Schnittstelle" drücken, um zur Schweißart zusückzukehren.
Auswahlschnittstelle.
Encoder: Drehen Sie den Einstellstrom (passt sich automatisch der Plattendicke an), drucken Sie
Drehen Sie den Encoder, um den Betriebsmodus, die Punktschweizheit, die Intervallzeit und den Pedalschalter
auszuwahlen. Wahlen Sie die gewünschten Einstellparameter aus und drucken Sie erneut, um die
Einstellfenster, drehen Sie den Encoder, um die Parameter anzupassen, und drucken Sie abschlieBend zur Bestätigung
unddas Popup-Fenster verlassen (Sie konnen die Taste jederzeit während der Anpassung drucken).
Vorgang 1 Beenden Sie die aktuelle Parameteinstellung. Wenn Sie wahrrenddessen keine Operation durchführten,
Parametereinstellung wird automatisch in den aktuellen Einstellungszustand zurückgekehrt, nachdem
5 Sekunden.
y Taste 2: Rufen Sie die komplexe Einstellungensoberfläche auf, drucken Sie die Zurück-Taste 2, um auszuwahlen
Parameter, der Encoder zum Anpassen des Werts, drucken Sie 1, um zur oberen Schnittstelle zusückzukehren.

| BESONDERHEIT | RADIUS | STANDARDWERT | REGULIEREN |
| Aktuell | 10-200 | 10 | Encoderregelung |
| Betriebsmodus | 2Tö4T SPOT, WIEDERHOLEN | 2T | Encoderregelung |
| SpotTime | 0,01 Sek. bis 9,99 Sek. | 0,01 Sek. | Encoderregelung |
| Intervalzeit | 0,01 Sek. bis 9,99 Sek. | 0,01 Sek. | Encoderregelung |
| Fußpedal | AUS, EIN | AUS | Encoderregelung |
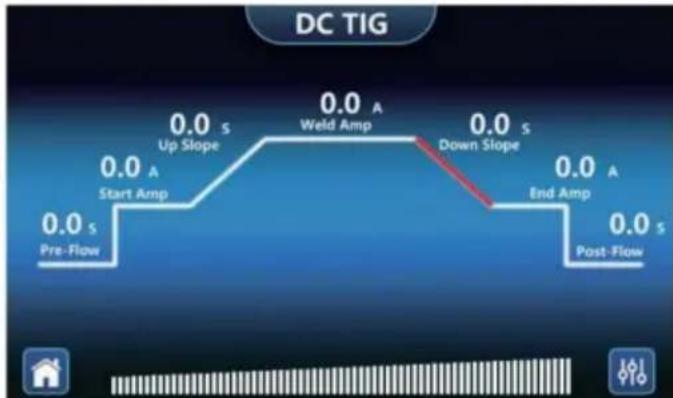
DCTIG PARAMETERTABELLE
| BESONDERHEIT | RADIUS | STANDARD WERT | AUSWÄHLEN | REGULIEREN |
| Vorlauf | 0-10 | 0 | Button2Select | Encoder Verordnung |
| StartAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Steigung | 0-10 | 0 | Button2Select | Encoder Verordnung |
| SchweißAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Abwärtss | 0-10 | 0 | Button2Select | Encoder Verordnung |
| EndAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Nachfluss | 0-10 | 0 | Button2Select | Encoder Verordnung |
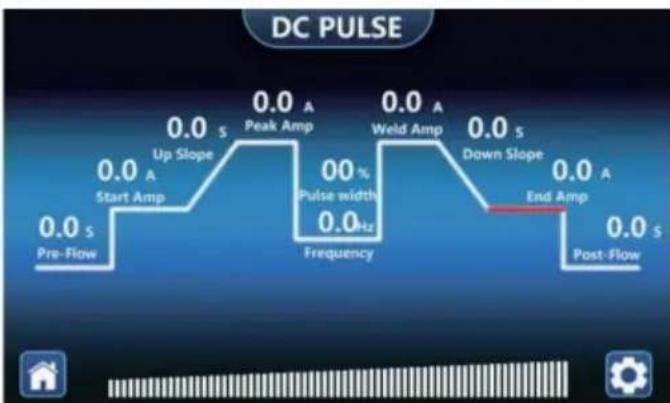
DC-PULSPARAMETERTABELLE
| RADIUSBESONDERHEITWERT | STANDARD WERT | AUSWÄHLEN | REGULIEREN | |
| Vorlauf | 0-10 | 0 | Button2Select | Encoder Verordnung |
| StartAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Steigung | 0-10 | 0 | Button2Select | Encoder Verordnung |
| PeakAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Impuls Frequenz | 2-99,9 | 5 | Button2Select | Encoder Verordnung |
| SchweißAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Abwärtss | 0-10 | 0 | Button2Select | Encoder Verordnung |
| Pulsbreite | 10-90 | 50 | Button2Select | Encoder Verordnung |
| EndAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Nachfluss | 0-10 | 0 | Button2Select | Encoder Verordnung |
ACTIG PARAMETERTABELLE
| BESONDERHEIT RADIUS | STANDARD WERT | AUSWÄHLEN | REGULIEREN | |
| Vorlauf | 0-10 | 0 | Button2Select | Encoder Verordnung |
| StartAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Steigung | 0-10 | 0 | Button2Select | Encoder Verordnung |
| SchweiB3Amp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Abwärtss | 0-10 | 0 | Button2Select | Encoder Verordnung |
| EndAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Nachfluss | 0-10 | 0 | Button2Select | Encoder Verordnung |
| Saubere Tiefe | 50-150 | 100 | Button2Select | Encoder Verordnung |
| Saubere Breite | 30-80 | 50 | Button2Select | Encoder Verordnung |
| AC-Frequenz | 20-200 | 20 | Button2Select | Encoder Verordnung |
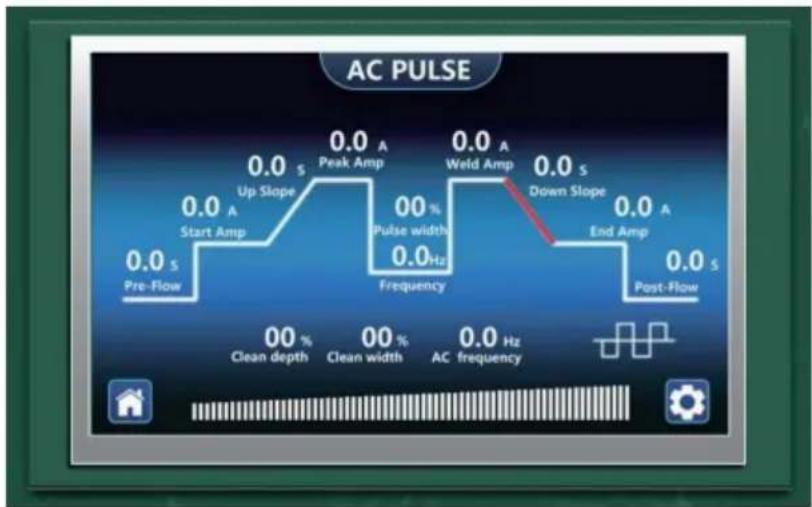
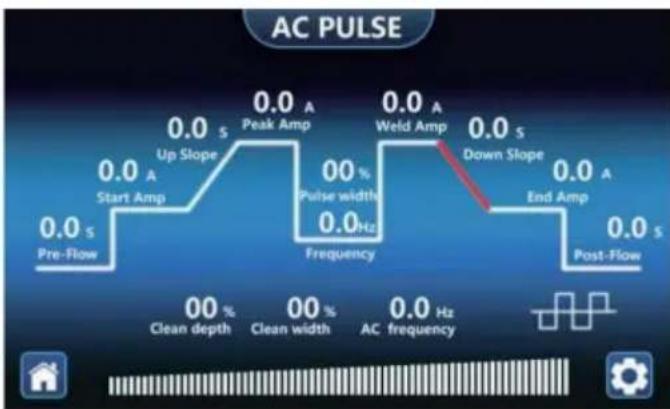
AC-PULS-PARAMETERTABELLE
| BESONDERHEIT | RADIUS | STANDARD WERT | AUSWÄHLEN | REGULIEREN |
| Vorlauf | 0-10 | 0 | Button2Select | Encoder Verordnung |
| StartAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Steigung | 0-10 | 0 | Button2Select | Encoder Verordnung |
| PeakAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Impuls Frequenz | 2-99,9 | 5 | Button2Select | Encoder Verordnung |
| Pulsbreite | 10-90 | 50 | Button2Select | Encoder Verordnung |
| SchweiBAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Abwärts | 0-10 | 0 | Button2Select | Encoder Verordnung |
| EndAmp | 10-200 | 10 | Button2Select | Encoder Verordnung |
| Nachfluss | 0-10 | 0 | Button2Select | Encoder Verordnung |
| Saubere Tiefe | 50-150 | 100 | Button2Select | Encoder Verordnung |
| Saubere Breite | 30-80 | 50 | Button2Select | Encoder Verordnung |
| AC-Frequenz | 20-200 | 20 | Button2Select | Encoder Verordnung |
Die LED fur den Thermoschutz leuchtet auf, wenn das Gerät die maximale interne Komponententemperatur erreicht hat. Dies tritt auf, wenn der Arbeitszyklus übersritten wurde. Das SchweiBerat schaltet sich automatisch ab, der Lüfter lauft jedoch weiter, um die überhitzten Komponenten zu kühlen. Wenn eine sichere Temperatur erreicht ist, schadet Schutzschaltung den SchweiBausgang automatisch wieder ein.
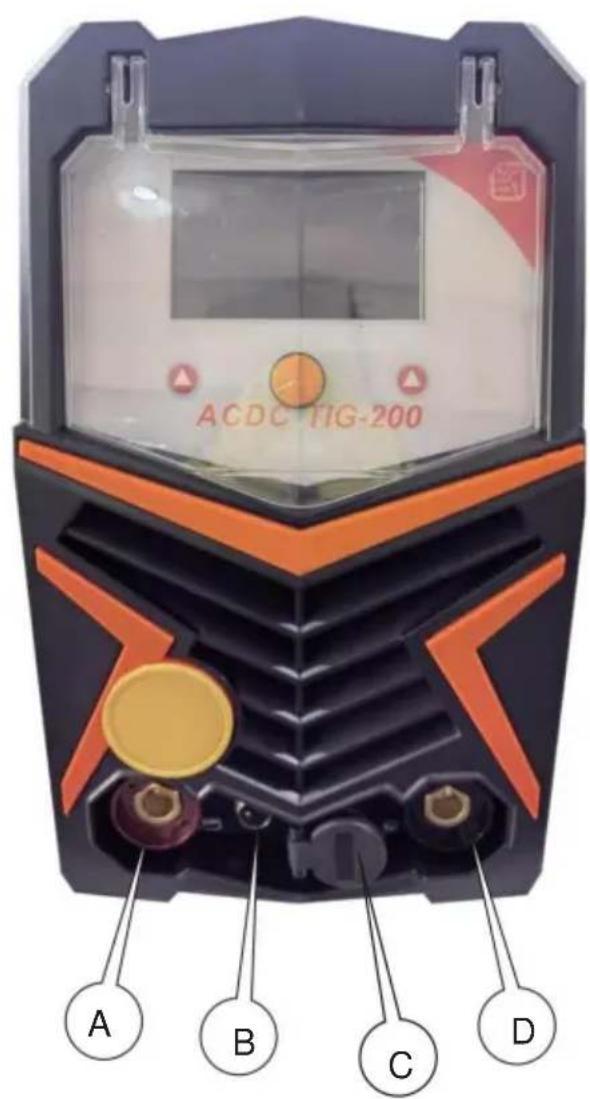
A: positive Ausgangsschnittstelle B: Pistolenschalterschnittstelle
C: Gas-Elektro-Schnittstelle D: Negative Ausgangsschnittstelle
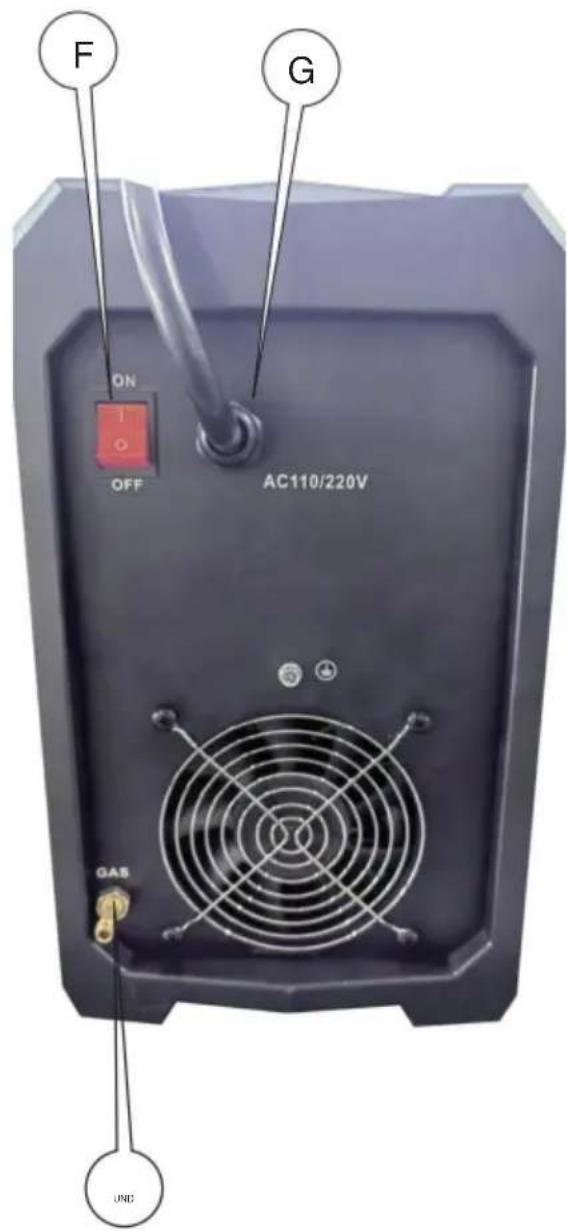
E: WIG-Gasschnittstelle F: Netzschalter G: Netzkabel
MANUELLES SCHWEISSEN DEBUGGING UND BETRIEB

- Schließen Sie den Netzstecker an und schalten Sie das Netzschalter.
- Verbinden Sie die Schweizange mit dem positiven Ausgangsanschluss und verbinden Sie den Erdungsklemme an den negativen Ausgangsanschluss an.
- Halten Sie das Werkstück mit einem Erdungsstift Klemme.
- Drucken Sie die Schweißmodus-Taste, um in den manuellen Schweißmodus.
- Stellen Sie den Stromregler ein, um die Strom auf den entsprechenden Bereich.
- Berühren Sie die Elektrode und das Werkstück mit der Schweißzange und starten Sie den Lichtbogen Schweißen
Argon-Lichtbogenschweiben DEBUGGING UND BETRIEB

- Einschalten und den Netzschalter betätigten.
- Verbinden Sie die Argon-LichtbogenschweiPistole mit dem Gas-Elektro-Schnittstelle der SchweiBmaschine und im Uhrzeigersinn festziehen.
- Stecken Sie den zweiadrigen Stecker der Taschenlampe in die Schalteranschluss der Taschenlampe.
- Verbinden Sie den Erdungsanschluss mit der das positive Ausgangsende des SchweiBerats und halten Sie das Werkstück mit der Erdungsklemme.
- Drucken Sie die Schweißbmodus-Taste, um zu wechseln Argon-Lichtbogenschweßbmodus.
- Verbinden Sie die Gasleitung der Gasflasche mit dem Argon LichtbogenschweiBgasanschluss an der Rückseite und festziehen es mit dem Kehlband.
- Drehen Sie das Flaschenventil, um den entsprchenden Schweißdruck zu erreichen.
- Je nach Plattendicke drehen Sie den Stromeinstellknopf, um den entsprechenden Schweißstrom zu erreichen.
- Berühren Sie die Wolframelektrode des SchweiBerats Brenner auf das Werkstück, drucken Sie den Pistolenschalter auf den Griff und das SchweiBen beginnt
Technischer Support und E-Garantie-Zertifikat
Svetstypsindikering, effektstatusindikering. y Strom,
plattjockleksdisplay. Knapp 1:




