
ACDC TIG-200 - Estación de soldadura Vevor - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato ACDC TIG-200 Vevor en formato PDF.

| Tipo de producto | Soldadora inverter |
| Marca | Vevor |
| Modelo | ACDC TIG-200 |
| Tensión de entrada | 110 V o 220 V, monofásico, 50/60 Hz |
| Corriente de entrada máxima | 45 A (110 V), 34 A (220 V) |
| Corriente de salida MMA (110 V) | 40 - 130 A |
| Corriente de salida MMA (220 V) | 40 - 180 A |
| Corriente de salida TIG (110 V) | 10 - 150 A |
| Corriente de salida TIG (220 V) | 10 - 200 A |
| Ciclo de trabajo | 20 % a 130 A (110 V MMA), 20 % a 180 A (220 V MMA), 20 % a 150 A (110 V TIG), 20 % a 200 A (220 V TIG) |
| Diámetro de electrodos (MMA) | 1,6 a 5,0 mm (E6010, E6011, E6013, E7014, E7018, acero inoxidable) |
| Diámetro de electrodos (TIG) | 1,6 a 4,0 mm |
| Modos de soldadura | MMA DC, TIG DC, TIG AC, TIG DC pulsado, TIG AC pulsado |
| Funciones principales | Ajuste de corriente, antiadherente, arranque en caliente, fuerza de arco, preflujo, posflujo, modo 2T/4T, soldadura por puntos, control por pedal |
| Pantalla | Pantalla digital con codificador rotativo para ajustes |
| Peso (estimado) | Aproximadamente 10 kg |
| Dimensiones (estimado) | Aproximadamente 40 x 20 x 30 cm |
| Contenido del paquete | Máquina, cable de alimentación, pinza de masa 300 A (4,2 m), pinza de soldadura (5,3 m), antorcha TIG WP-17 (1 juego), manguera de gas (brida traqueal), máscara de soldadura, medidor de gas argón, pedal |
| Seguridad | Protección térmica, parada automática por sobrecalentamiento, ventilación de refrigeración, certificación CE |
| Garantía y soporte | Asistencia técnica y certificado de garantía electrónica en www.vevor.com/support |
Preguntas frecuentes - ACDC TIG-200 Vevor
Preguntas de los usuarios sobre ACDC TIG-200 Vevor
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones ACDC TIG-200 - Vevor y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. ACDC TIG-200 de la marca Vevor.
MANUAL DE USUARIO ACDC TIG-200 Vevor
Seguimos comprometidos a brindarle herramientos a precios competitivos.
"Ahorre la mitad", "mitad depreci" o cualquier othera expresión similar queutilicemos solorepresentaunaestimacion delahorroque podríaobteneralcomprar ciertas herramrientas con nosotros en comparacion con las principales marcas y no necessariamente significa que cubra todaslas categorias deherrimentas queofrecemos.Le recordamos que, alrealizar un pedido con nosotros,verifique cuidadosamente sirealmente está ahorrando la mitad en comparacion con las principales MARCAS.
VEVOR
TOUGH TOOLS, HALF PRICE
Soldador TIG
Modelo:ACDC TIG-200

Nota: LaImagen del producto es de referencia, prevaleceran los detailles reales.
jNECESITA AYUDA? jCONTÁCTENOS!
¿Tiene preguntas sobre el producto? ¿Necesita asistencia技术水平? No dude en ponarse en contacto con nosotros:
Soporte的技术ico y certificate de garantia electrònica www.vevor.com/support
Estas son las instrucciones originales, lea atentamente todas las instrucciones del manual antes de utiliser el producto. VEVOR se reserva una interpretacion clara de nuestromanualde.usuario.Laapariencia del producto estarasujetaal producto que recibio.Perdónenos por no informarle;nuevamente si hayactualizaciones de technologia o software en我们的toproducto.
| Advertencia: Para reducir el risgo de lesiones, el usuario debe leer atentamente el manual de instruciones. | |
| ELIMINACION CORRECTA de la pantalla Este producto está sujeto a las dispositions de la Directiva europea 2012/19/UE. El@simbolo que muestra un contentedor de basura tachado indica que el producto requires una recogi selectiva de residuos en la Unión Europea. Estso se aplical producto y a todos los accesos marcados con este@simbolo. Los productosMarcados como tales no poden desecharse con la basura domésica normal, sino que debenlearse a un punto de recogida para recicular aparatos electricos y electrónicos. | |
| CE | Compliance es una certificationsde seguridad CE. |
El ACDCTIG-200 ofrece un metodo conveniente para realizar soldaduras con electrodeo revestido de acero al carbono.
La Tecnología proporcióna la capacité de soldar acero de calibre fino o grueso con precision y fácilidad. al(agregar
La antorch a TG de plevacion optional (no inclida), el regulador de gas y un cilindro de gas protector, el ACDC TIG-200 se convierte en soldador TIG.
PRESUPUESTO
| Rango de corriente de salute: Ciclo de | Corriente de entrada trabajo | Voltaje de entrada | Calificado | Diámetro de la varilla | Material de la varilla |
| Aperado de medio manual 110 V 46-100 A220 V 40 ~ 180 A | I1 max. 45 A (110 V)I1 eficacía 34,8 A (110 V)I1 max. 34 A (220 V)I1 Eficiencia 26,3 A (220 V) | 110V o 220V | 20%@110 V 130 A220 V 180 A | 16/1 ~ 31/61,6 ~ 5,0 mm | E6010 E6011E6013 E7014E7018Sacero inoxidable |
| Soldadura TIG 110V10-150A220 V 10 ~ 200 A | 110V o 220V | 20%@110 V 150 A220 V 200 A | 1/16 ~ 5/321,6 ~ 4,0 mm |
CICLO DE TRABAJO
El ciclo de trabajo nominal se refiere a lacantidad de soldadura que se pueda realizar en un periodo de tiempo determinado.
El ACDCTIG-200iene un ciclo de trabajo del 60% a 195A. Es mas fácil ver el tiempo de soldadura en bloques de 10mnitos y el ciclo de trabajo es un percentaje dethose 10mnitos.Si se suelta a 195A con un ciclo de trabajo del 60%
clave, En un bloque de tiempo de 10关键时刻, peut soldar durante 6关键时刻 con 4关键时刻 de enfiambre para el soldador. Si el soldador se Se excede el ciclo de trabajo apaga automatistically, sin embargo, el ventilador seguirá funcionaldo para enfiar el y se sobrecalientan los componentes. Cuando se alcanza una temperatura segura, se vuesdoldador cambiará automatically el a encender la soldadora. Para augmentar el ciclo de trabajo, peut reducir el control de salute de amperaje.
LEA Y COMPRENDATODAS LAS INSTRUCCIONES Y PRECAUCIONES ANTES DE CONTINUAR.
Esta unidad emite un alto voltaje potente y un calor extremo que puece provocar quemaduras graves, desmembramente, descargas elctricas y la muerte. VEVOR no sera responsable de las consecuencias debidas al mal uso deliberado o involuntario de este producto.
INFORMACION DE SEGURIDAD
En este manual se muestran las siguientes explicaciones con este , en el etiquetado y en toda laSeparateda producto:
DANGER
PELIGRO indica una situacion peligrosa que
, Si no se evita , provocar la muerte o lesiones graves
WARNING
ADVERTENCIA indica una situacion peligrosa que
, Si no se evita , Podria provocar la muerte o lesiones graves.
CAUTION
PRECAUCLON Se utilize juno con el siblolo de alerta de seguidad e indica una situacion peligrosa que puebe provocar lesiones , Si no se evita , Podria resultar me noreos o moderadas.
NOTICE
NOT CE se utilizes para abordar praticas no relacionadas con lesiones personales.

A LEER INSTRUCCIONES
Lea y comprendera complemente este manual antes de utilizing la soldadora. Guardelo para futuras referencias.

DANGER iLA DESCARGA ELECTRICA PUEDE MATARI!
- El uso inadequado de una soldadora electrica puede provocar descargas electricas, lesiones y la muerte. Lea todas las precauiones descritas en el manual de la soldadora para reducir la posibiliad de descargas electricas.
Desconecte la soldadora de la fuente de alimentacion antes de realizar el montaje, desmontaje oostenimiento de la misma. antorcha , punta de contacto y al instalar o quitar boquillas.
Utilice sempre ropa protectora seca y guantes de cuero para soldar y calzado aisiente.
Ropa adequada fabricada con material duradero y resistente al fuego para proteger tuIEL.
Si otras personas o masculas se encuentran en el area de soldadura, ilitee pantallas de soldadura para proteger a los transeuntes las chispas.
- Utilice sempre la soldadora en un area limpia, seca y bien ventilada. No utilise la soldadora en areas humidas o mal ventiladas. medio , humeda
Los circuitos de electrodos y de trabajo (o de tierra) estan elcricamente "calentes" cuando la soldadora está encendida. No permita que estas partes "calentes"enetren encontacto con su piel desnuda o con su ropa mojada.
separarse del circuito de soldadura utilizing esteras aislantes para evitar el contacto con el superficie de trabajo.
Asegüres de que la pieza de trabajo esté correctamente apoyada y conectada a tierra antes de comenzar un trabajo electrico. operación de soldadura.
Fiji siempre la pinza de tierra a la pieza a soldar y lo más cerca possible del area de soldadura. Possible. Este dará la menor resistencia y la mejor soldadura.

DANGER iLAS CHISPAS DE SOLDADURA PUEDEN CAUSAR INCENDIO O EXPLOSION!
La soldadura electrica produce chispas que peuvent descargarse a distancias considerables a alta velocidad y encender vapores y materiales inflamables o explosivos.
No opere la soldadora de arco eletrico en areas donte haya vapores inflamables o explosivos.
No lo use circa de superficies combustibles. Retire todos los elementos inflamables que se encuentren a menos de 35 pies de la soldadura.
Área de ing.
- Mantenga siempre un extintor de incendios cerca mrientas suelta. - Utilice
mantas de soldadura para proteger superficies pintadas y/o inflamables, burletes de goma, motores, etc.
tableros de instrumentos,
Asegürese de que la fuente de alimentaciónonga un cableado conla clasificacion adecuada para soportar el uso de energia.

WARNING LOS CAMPOS ELECTROMAGNETICOS PUEDEN SER UN PELIGRO PARA LA SALUD!
- El camino electromagnétique que se genera durante la soldadura por arco pueda interferir con various dispositivos electricos y electrónicos, como marcapasos cardíacos. Cualquier persona que utilize dichos dispositivos debe
Consulte con su medico antes de realizarrialquier operation de soldadura elctrica.
La exposión a Campos electréméticos durante la soldadura pueda tenerotiros efectos sobre la salute que no se describera unión. conocido.

WARNING
LOS RAYOS DEL ARCO PUEDEN QUEMAR!
- Los rayos del arco producen una intensa radiación ultravioleta que pueda quemar la piel expuesta y causar quemaduras en los ojos.
daño, use un protector con el filtro adecuado (un minimo de #1 1) para proteger sus ojos de
chispas y rayos del arco al soldar o al observar una soldadura por arco abierto (ver ANsl
(Z49.1 y Z87.1 para normas de seguidad). - Utilice ropa adecuada, fabricada con material duradero e ignifugo para proteger su piel.
Si hayoraspersonasomascotas enelarede soldadura,use pantallas de soldadura para protegeralos transeuntes. de chispas y rayos de arco.

WARNING
LOS HUMOS Y GASES DE SOLDADURA PUEDEN REPRESENTAR UN PELIGRO PARA LA SALUDI
Los humos y gases que se liberan durante la soldadura son peligrosos. No respire los humos que se producen durante la operacion de soldadura. Use un respirador aprobado por OSHA al soldar.
- Trabajo siempre en un area adecuadamente ventilada.
- Nunca suelde materiales revestidos, incluidos, entre它们: cadmiados, galvanizados,

CAUTIONS
de metal. iEL METAL CALIENTE Y LAS HERRAMIENTAS QUEMARAN!
iLa soldadura eletrica calienta el metal y las herrimantas a temperatas que pueda provocar quemaduras graves!
- Utilice equipo de Guantes y ropa resistentes al calor cuando se utilizes Eastwood orialquier otro equipo de soldadura. proteccion. Nunca toque la superficie de trabajo soldada que punta o boquilla de la antorcha hasta que esten Completely este fria.

CAUTION
LAS VRETAS METALICAS QUE VUELAN PUEDEN CAUSAR LESIONESI!
- El pulido y el lijado expulsan virutas de metal, polvo, residuos y chispas a alta velocidad. Para evaporar lesiones oculares, use anteojos de seguidad aprobados. Use un respirador aprobado por OSHA al lijar o pulir.
Lea todos los manuales incluidos con las amoladoras, lijadoras u other herrimiantas eletricas especillas aplicadas ante y despues del proceso de soldadura. Tenga en cuneta todas las advertencias de seguridad para herrimiantas eletricas.
ARTICULOS REQUERIDOS
Antes de comenzar a utiliser la soldadora TIG/MMA 205 ST CK
Asegürese de tener lo singulare:
Un disyuntor monofasico de 1 fase de 10/220 voltios de CA, 50/60 Hz, 50 A, debidamente conectado a tierra.
NOTA: Launidad deestarconectadaatierra parafuncionarde manera adecuidaysegura!
- Una limpieza, seguro bian llluminado, Area de trabajo seca y bien ventilada.
- Una camisa de mango yarga no inflamable o una chaqueta de soldadura .
Guantes de soldadura resistentes
Casco de soldadura con oscurecimiento automatico para brindar proteccion ocular durante las operaciones de soldadura. Nota: DEBE ser un #1 1 Igual o mas oscuro.
Cepillos de soldadura de alambre de acero inoxidable dedicados para cada material a soldar.
CONTENIDO
Retire todos los elementos de la caja. Compárelos con la lista a continuación para asegurar de que la unidad estáplete.
1.ACDC TIG-200
- Cable adaptor de corrente (maquina de fuente de alimentacion
dual) 3,2 m 25 mm² Abrazada de tierra 300 A 1
juego 4,2 m 25 mm² Alicates de soldadura electrica 3001
juego 5,3 m Tubo de
aire * 1 6. Banda traqueolaringea * 2
- Medidor de gas de soldadura por arco de
argon * 1 8. Antorcha de soldadura TIG WP-17 de 13
Hagablick en el boton para selectionar la functiOn que deseamanteneractivada Alarma en pantalla como proteccion termica
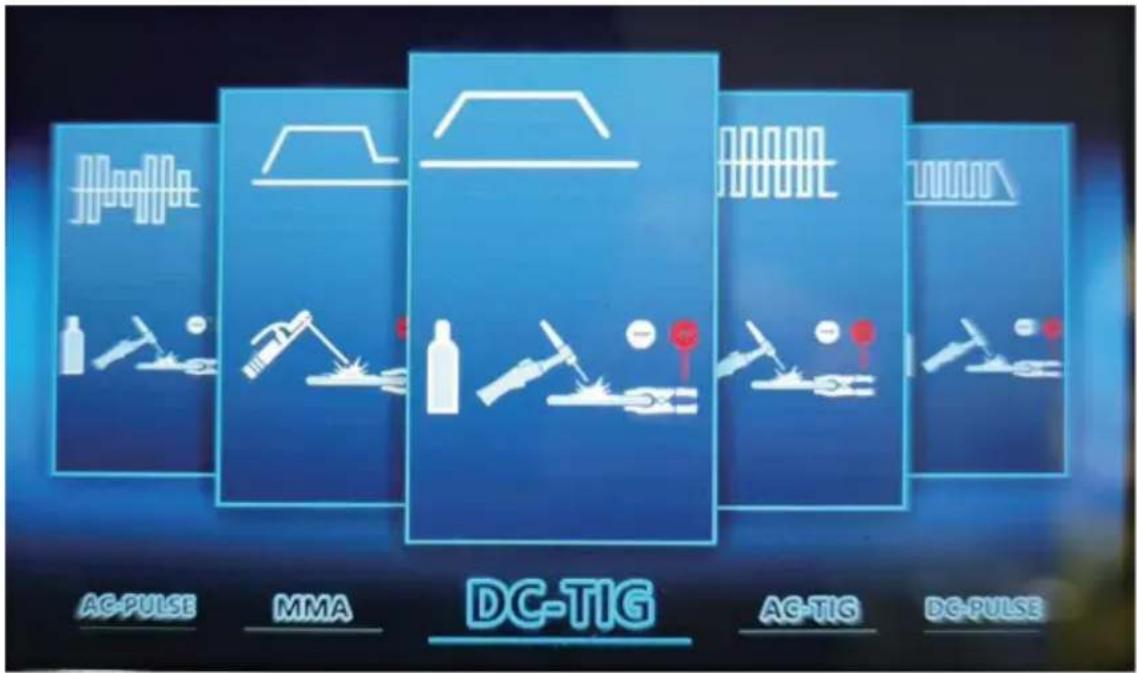
SELECTION DE TIPOS DE SOLDADURA
- Codificador rotatorio, ciclo para elegir 5 temas de soldadura: soldadura manual DC, DCartonarc soldadura, soldadura por arco de argón CA, soldadura por pulsos CC, soldadura por pulsos CA.
- Selección el tipo de soldadura deseado y presione el codificador para ingresar a la pantalla de operación. - LaImagen que se muestra en la interfaz de selección del tipo de soldadura es la",[sicugiente]:
PÁGINA DE OPERACION DE DC M
- Indicador MMA, indicator de estado de energia.
Visualización de voltaje actual yactual.
Botón 1: corresponde al icono de returno de la interfaz, presione para registrar al tipo de soldadura Interfaz de selección.
- Codificador: gire para ajustar la corriente, presione el codificador y gire para seleccionar antiadherente, antichoque,
corriente de empuje y corriente de arco, seleccione los parametros de ajusterequireidos
y presione-Newamente para que aparezca la ventana de ajuste, gire el codificador para ajustar los paramedros y finalmente
presione para confirmar y salir de la ventana emergente (puede presionar el boton enrialquier momento).
tiempo durante el proceso de ajuste 1 Salga de la configuracion de parámetros actual; Si no
Realiceequalquier operationdunanteelajuste de parametros,volvera automatamente la
Estado de ajuste actual desde 5segundos.

| CHARACTERística | REGULAR EL VALOR | PREDETERMINADORADIO | |
| Corriente continua | 40-200 | 40 | Regulación del codificador |
| EN | ENCENDIDO. APAGADO | EN | Regulación del codificador |
| COMPARAR | ENCENDIDO. APAGADO | EN | Regulación del codificador |
| Fuerza ARC | 0-60 | 0 | Regulación del codificador |
| Inicio CALIENTE | 0-60 | 0 | Regulación del codificador |
DESCRIPCION DE LA PÁGINA DE OPERACION DCTIG, ACTIG, PULSO DC, PULSO A
- Indicación del tipo de soldadura, indicación del estado de la energia.
- Visualizacion de la corriente y del espesor de
la plac. - Botón 1: correspondiente al icono de returno de la interfaz, presione para volver al tipo de soldadura. Interfaz de selección.
- Codificador: Gire la corriente de ajuste (adapte automaticamente el espesor de la plac), presione el codificador y gire para selectionar el modo de operation, el tiempo de soldadura por+puntos, el tiempo de intervalo, el interruptor de pedal, seleccione los parámetros de ajusterequireidos y presione;nuevamente para que aparezca el Ventana de ajuste, gire el codificador para ajustar los parámetros y finalmente presione para confirmar. ysalir de la ventana emergente (puede presionar el boton en cualesquimimento durante el ajuste) proceso 1 Salir de la configuracion de parámetros actual; Si no realiza ninguna operation durante ajuste de parámetros, volverá automatically al estado de ajuste actual afterwards 5 segundos.
- Botón 2: Ingrese a la interfaz de configuración compleja, ingrese el botón Atras 2 para selección parámetros, el codificador paraaabstar el valor, presione 1 para regresar a la interfaz superior.

| CHARACTERISTA | RADIO | REGULAR EL VALOR | PREDETERMINADO |
| Actual | 10-200 | 10 | Regulación del codificador |
| Modo de funciona | 2T, 4T PUNTO, REPETIR | 2T | Regulación del codificador |
| Tiempo punctual | 0,01 s-9,99 s | 0,01 s | Regulación del codificador |
| Intervalo de tiempo | 0,01 s-9,99 s | 0,01 s | Regulación del codificador |
| Pedal de pie | APAGADO, ENCENDIDO | APAGADO | Regulación del codificador |
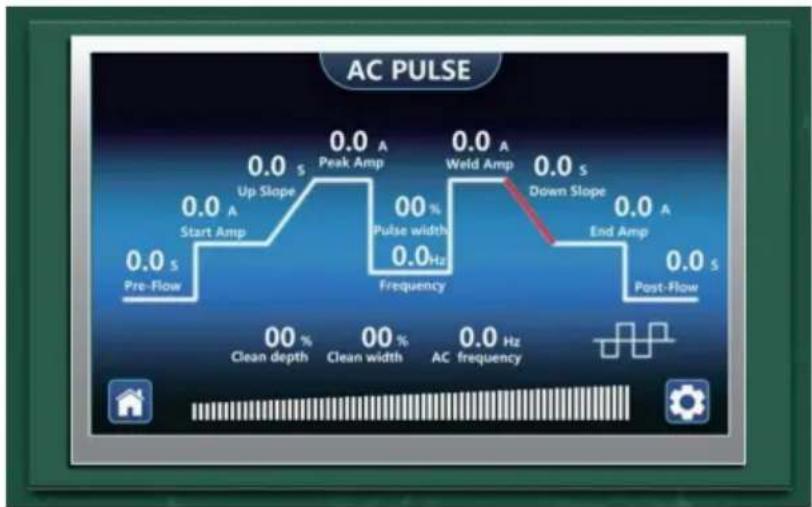
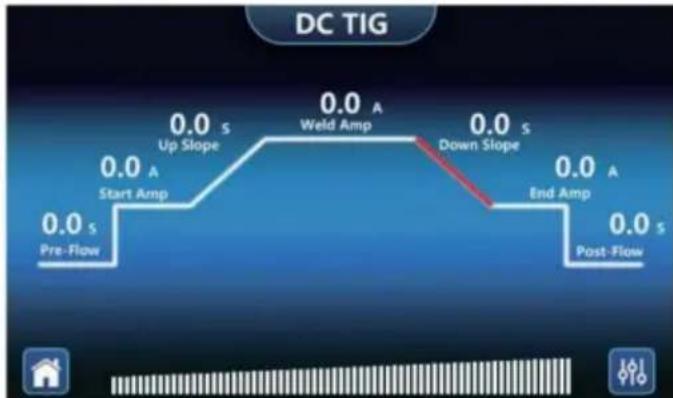
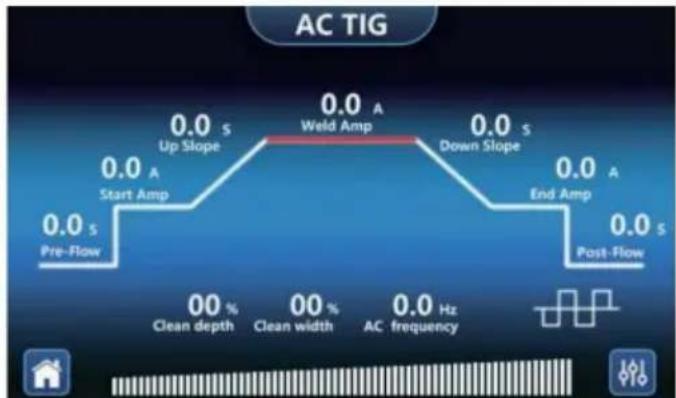
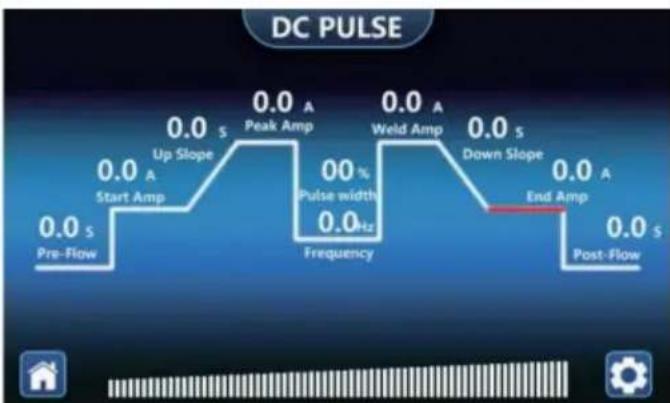
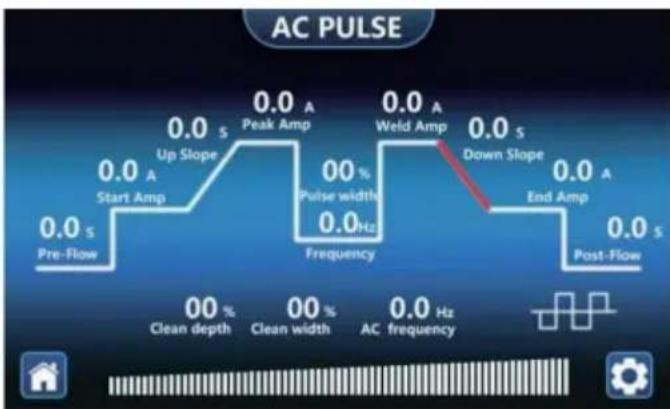
TABLE DE PARÁMETROS DCTIG
| CHARACTERISTICA | RADIO | POR DEFECTO VALOR | SELECTIONAR | REGULAR |
| Pre-flujo | 0-10 | 0 | Botón2Selectionar | Codificador regulación |
| InicioAmp | 10-200 | 10 | Botón2Selectionar | Codificador regulación |
| pendiente arriba | 0-10 | 0 | Botón2Selectionar | Codificador regulación |
| Amplificador de soldadura | 10-200 | 10 | Botón2Selectionar | Codificador regulación |
| Pendiente abajo | 0-10 | 0 | Botón2Selectionar | Codificador regulación |
| Amplificador final | 10-200 | 10 | Botón2Selectionar | Codificador regulación |
| Post-flujo | 0-10 | 0 | Botón2Selectionar | Codificador regulación |
TABLE DE PARÁMETROS DE PULSOS DE CC
| CHARACTERISTICA RADIO | POR DEFECTO VALOR | SELECTIONAR | REGULAR | |
| Pre-flujo | 0-10 | 0 | Botón2Selección | Codificador regulación |
| InicioAmp | 10-200 | 10 | Botón2Selección | Codificador regulación |
| pendiente arriba | 0-10 | 0 | Botón2Selección | Codificador regulación |
| Amplificador pico | 10-200 10 | Botón2Selección | Codificador regulación | |
| LegumbresFrecuencia | 2-99,9 | 5 | Botón2Selección | Codificador regulación |
| Amplificador de soldadura | 10-200 | 10 | Botón2Selección | Codificador regulación |
| Pendiente abajo | 0-10 | 0 | Botón2Selección | Codificador regulación |
| Ancho de pulso | 10-90 | 50 | Botón2Selección | Codificador regulación |
| Amplificador final | 10-200 | 10 | Botón2Selección | Codificador regulación |
| Post-flujo | 0-10 | 0 | Botón2Selección | Codificador regulación |
TABLE DE PARÁMETROS ACTIG
| CHARACTERística | RADIO | POR DEFECTO VALOR | SELECTIONAR | REGULAR |
| Pre-flujo | 0-10 | 0 | Botón2Selección | Codificador regulación |
| InicioAmp | 10-200 | 10 | Botón2Selección | Codificador regulación |
| pendiente arriba | 0-10 | 0 | Botón2Selección | Codificador regulación |
| Amplificador de soldadura | 10-200 | 10 | Botón2Selección | Codificador regulación |
| Pendiente abajo | 0-10 | 0 | Botón2Selección | Codificador regulación |
| Amplificador final | 10-200 | 10 | Botón2Selección | Codificador regulación |
| Post-flujo | 0-10 | 0 | Botón2Selección | Codificador regulación |
| Profundidad limpia | 50-150 | 100 | Botón2Selección | Codificador regulación |
| Ancho limpio | 30-80 | 50 | Botón2Selección | Codificador regulación |
| Frecuencia CA | 20-200 | 20 | Botón2Selección | Codificador regulación |
TABLE DE PARÁMETROS DE PULSOS DE CA
| CHARACTERISTICA | RADIO | POR DEFECTO VALOR | SELECTIONAR | REGULAR |
| Pre-flujo | 0-10 | 0 | Botón2Selectionar | Codificador regulación |
| InicioAmp | 10-200 | 10 | Botón2Selectionar | Codificador regulación |
| pendiente arriba | 0-10 | 0 | Botón2Selectionar | Codificador regulación |
| Amplificador pico | 10-200 | 10 | Botón2Selectionar | Codificador regulación |
| Legumbres Frecuencia | 2-99,9 | 5 | Botón2Selectionar | Codificador regulación |
| Ancho de pulso | 10-90 | 50 | Botón2Selectionar | Codificador regulación |
| Amplificador de soldadura | 10-200 | 10 | Botón2Selectionar | Codificador regulación |
| Pendiente abajo | 0-10 | 0 | Botón2Selectionar | Codificador regulación |
| Amplificador final | 10-200 | 10 | Botón2Selectionar | Codificador regulación |
| Post-flujo | 0-10 | 0 | Botón2Selectionar | Codificador regulación |
| Profundidad limpia | 50-150 | 100 | Botón2Selectionar | Codificador regulación |
| Ancho limpio | 30-80 | 50 | Botón2Selectionar | Codificador regulación |
| Frecuencia CA | 20-200 | 20 | Botón2Selectionar | Codificador regulación |
El LED de proteccion termica se ilumina cuando la unidad ha alcanzado la temperatura maxima del componente interno.
Esto ocurre cuando se ha exceeded el ciclo de trabajo.
La soldadora se apagará automatistically, pero el ventilador continua para enfiar los componentes sobrecalentados. Cuando se alcance una temperatura seguda, circuito de proteccion volvera a encender automatistically la calidad de la soldadora.
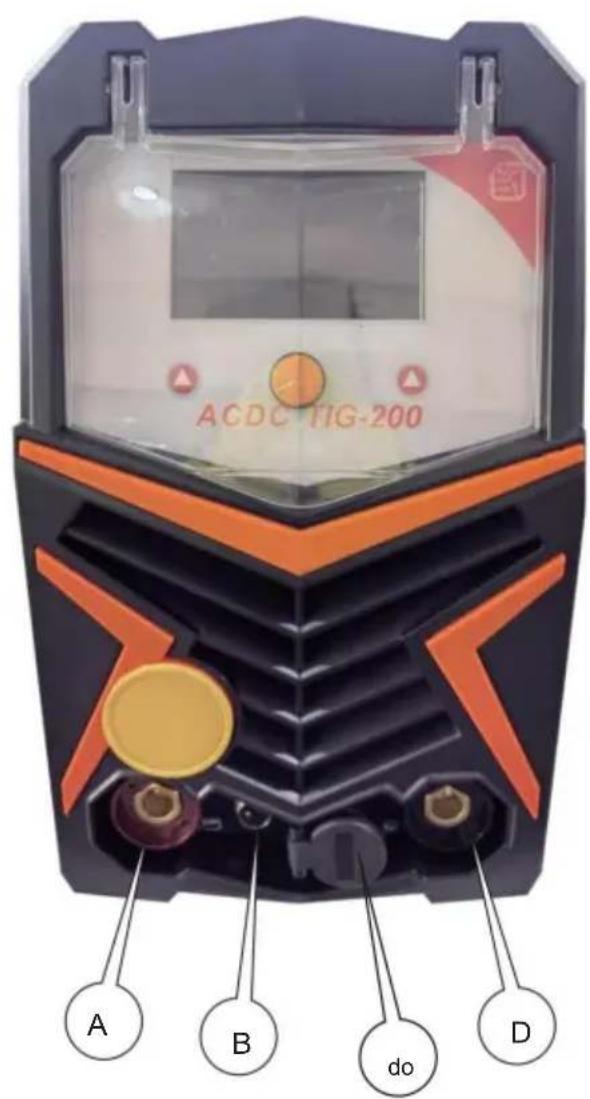
A: Interfaz de salute positiva B: Interfaz de interruptor de pistola
C: interfaz gas-electricidad D: interfaz de salute negativa
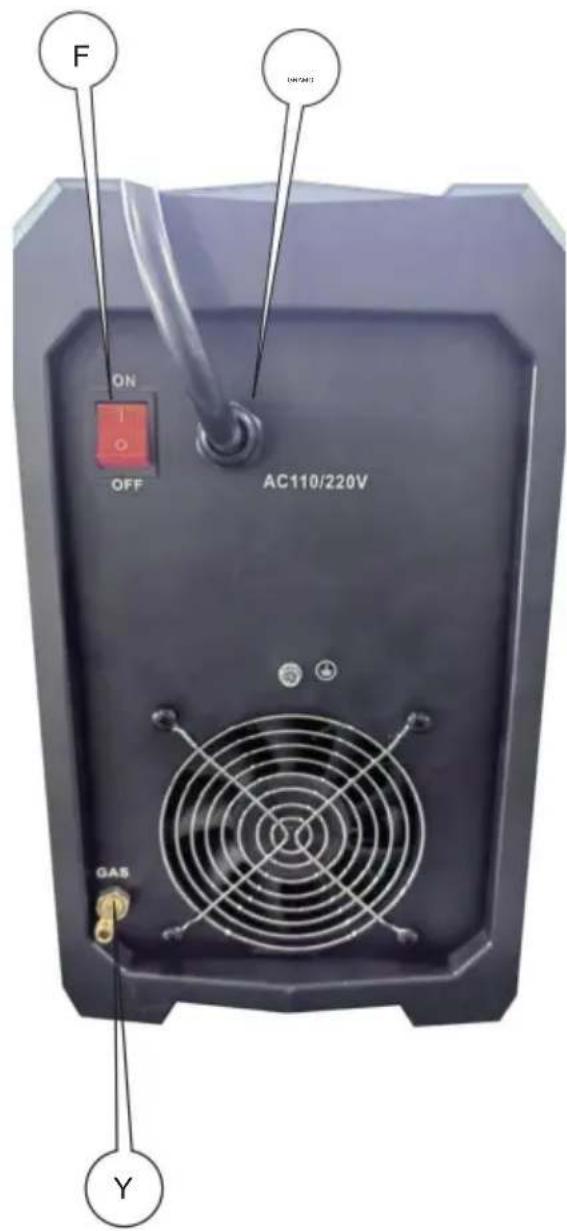
Interfaz de gas E:TIG F: Interruptor de encendido G: Cable de alimentacion
- Conecte el enchufe de alimentacion y enciendalo. interruptor de encendido.
- Conecte los alcates de soldadura a la puerto de salute positivo y conectar el pinza de tierra al puerto de salute negativo.
- Sujete la pieza de trabajo con un soporte. abrazadora.
- Pulse el botón de modo de soldadura para Cambiar al modo de soldadura manual.
- Ajuste la perilla actual paraaabstar la actual al rango apropiado.
- Toque el electrodo y la pieza de trabajo. con las pinzas de soldar y encender el arco soldadura
SOLDADURA POR ARCO DE ARGON DEPURACION Y FUNCIONAMIENTO

- Encienda el dispositivo y gire el interruptor de encendido.
- Conecte la pistola de soldadura por arco de argon a la Interfaz gas-électrica de laquina de soldar y
Aprietelo en el sentido de las agujas del reloj.
- Inserte el enchufe de dos nucleos de la antorcha en el puerto de conmutacion de la antorcha.
- Conecte el conector rápido de la abrazadora de tierra a el extremo de salute positivo del soldador y manténgalo la pieza de trabajo con la abrazadora de tierra.
- Pulse el botón de modo de soldadura paracaebar a modo de soldadura por arco de argón.
- Conecte el tubo de gas del cilindro de gas al argón.
Puerto de gas para soldadura por arco en el panel trasero y apriete con la banda de la garganta. - Gire la valvula del cilindro para alcanzar la presión de soldadura adecuada.
- Según el espesor de la plac, gire el Perilla de ajuste de corriente para lograr la corriente de soldadura adecuada.
- Toque el electrodo de tungsteno de la soldadura.
Cologne la antorcha sobre la pieza de trabajo y presione el interruptor de la pistola.
el mango y comienza la soldadura
Dirección: Danya Industrial Park, Zeguo Town, WENLING Zhejiang 317523 Importado a
Australia: SIHAO PTY LTD. 1 ROKEVA STREET EASTWOOD NSW2122
Australia Importado a
los EE. UU.: Sanven Technology Ltd. Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
60329 Francfort del Meno.
VEVOR
TOUGH TOOLS, HALF PRICE
Soporte专业技术o y certificate de garantia
electrónica www.vevor.com/support




