
DN-100E - Saldatrice Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo DN-100E Vevor in formato PDF.

Domande degli utenti su DN-100E Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale DN-100E - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. DN-100E del marchio Vevor.
MANUALE UTENTE DN-100E Vevor
Supporto tecnico e certificato di garanzia elettronica www.vevor.com/support
SALDATRICE A PUNTI
MODELLO: DN-100E
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta solo una stima del risparmio che potresti trarre dall'acquistare determinati strumenti con noi rispetto ai principali marchi più importanti e non significa necessariamente coprire tutte le categorie di strumenti offerti da noi. Ti ricordiamo gentilmente di verificare attentamente quando effettui un ordine con noi se stai effettivamente risparmiando la metà rispetto ai migliori marchi principali.
VEVOR®
TOUGH TOOLS, HALF PRICE
SALDATRICE A PUNTI
MODELLO:DN-100E

Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitate a contattarci:
Supporto tecnico e certificato di garanzia elettronica www.vevor.com/support
Queste sono le istruzioni originali, leggere attentamente tutte le istruzioni del manuale prima dell'uso. VEVOR si riserva una chiara interpretazione del nostro manuale d'uso. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Ti preghiamo di perdonarci se non ti informeremo più se sono presenti aggiornamenti tecnologici o software sul nostro prodotto.
 | Avvertenza: per ridurre il rischio di lesioni, l'utente deve leggere attentamente il manuale di istruzioni. |
 | CORRETTO SMALTIMENTOQuesto prodotto è soggetto alle disposizioni della Direttiva Europea 2012/19/CE. Il simbolo del bidone della spazzatura barrato indica che nell'Unione Europea il prodotto richiede la raccolta differenziata dei rifiuti. Ciò vale per il prodotto e tutti gli accessori contrassegnati da questo simbolo. I prodotti contrassegnati come tali non possono essere smaltiti con i normali rifiuti domestici, ma devono essere portati in un punto di raccolta per il riciclaggio di dispositivi elettrici ed elettronici |
SEZIONE 1- PRECAUZIONI DI SICUREZZA - LEGGERE PRIMA DELL'USO

Proteggi te stesso e gli altri da lesioni: leggi e segui queste precauzioni.
1-1. Utilizzo dei simboli

RABBIA! -Indica una situazione pericolosa che, se non evitata, provocherà morte o lesioni gravi. I possibili pericoli sono indicati nei simboli adiacenti o spiegati nel testo.

Indica una situazione pericolosa che, se non evitata, potrebbe causare morte o lesioni gravi. I possibili pericoli sono indicati nei simboli adiacenti o spiegati nel testo.
AVVISO -Indica affermazioni non correlate a lesioni personali.

Questo gruppo di simboli significa Attenzione! Attento! Rischio di SCOSSE ELETTRICHE, PARTI IN MOVIMENTO e PARTI CALDE. Consultare i simboli e le relative istruzioni di seguito per le azioni necessarie per evitare i pericoli.
1-2. Pericoli legati alla saldatura a punti a resistenza

I simboli mostrati di seguito vengono utilizzati in questo manuale per chiamare
attenzione e identificare i possibili pericoli. Quando vedi il simbolo, fai attenzione e segui le relative istruzioni per evitare il pericolo. IL
le informazioni sulla sicurezza fornite di seguito sono solo un riepilogo della sicurezza più completa informazioni presenti negli standard di sicurezza elencati nella Sezione 1-5. Leggi e segui tutto Standard di sicurezza.

Solo persone qualificate possono eseguire l'installazione, l'utilizzo, la manutenzione e la riparazione questa unità.

Durante il funzionamento tenere lontani tutti, soprattutto i bambini.
• LA SALDATURA A PUNTI può causare incendi o esplosioni.

Dall'arco di saldatura possono volare scintille. Le scintille volanti sono calde pezzo in lavorazione e attrezzature calde possono causare incendi e ustioni.
Il contatto accidentale dell'elettrodo con oggetti metallici può causare scintille, esplosioni, surriscaldamento o incendio. Controlla e assicurati che la zona sia sicura
prima di eseguire qualsiasi
saldatura. ÿ Rimuovere tutti i materiali infiammabili entro 10,7 m (35 piedi) dalla saldatura. Se ciò non è possibile, coprirli ermeticamente con coperture approvate. ÿ Non
effettuare saldature a punti in punti in cui le scintille volanti possono colpire materiale infiammabile.
ÿ Proteggi te stesso e gli altri dalle scintille volanti e dal metallo caldo. ÿ Fare attenzione che le scintille di saldatura possano facilmente passare attraverso piccole fessure e aperture aree adiacenti. ÿ
Fare attenzione al fuoco e tenere un estintore nelle vicinanze. ÿ Non saldare su contenitori chiusi come serbatoi, fusti o tubi, a meno che non siano
siano adeguatamente preparati secondo AWS F4.1 (vedi Norme di sicurezza). ÿ Non saldare dove l'atmosfera può contenere polvere, gas o liquidi infiammabili vapori (come la benzina). ÿ
Rimuovere eventuali combustibili, come accendini a butano o fiammiferi, dall'apparecchio persona prima di eseguire qualsiasi saldatura.
ÿ Dopo il completamento del lavoro, ispezionare l'area per assicurarsi che sia priva di scintille e luminosa braci e fiamme. ÿ Non
superare la capacità nominale dell'apparecchiatura. ÿ Utilizzare solo fusibili o interruttori automatici corretti. Non sovradimensionarli né aggirarli.
ÿ Seguire i requisiti OSHA 1910.252 (a) (2) (iv) e NFPA 51B per lavori a caldo e avere una guardia antincendio e un estintore nelle vicinanze.
- LO SHOCK ELETTRICO può uccidere.

Il contatto con parti elettriche sotto tensione può provocare scosse mortali o gravi ustioni.
Anche il circuito di alimentazione in ingresso e i circuiti interni della macchina sono sotto tensione quando l'alimentazione è accesa. Installazione non corretta o messa a terra non corretta
l'apparecchiatura rappresenta un pericolo.
ÿ Non toccare le parti elettriche sotto tensione.
ÿ Indossare guanti isolanti asciutti e senza fori e protezione per il corpo. ÿ
Sono necessarie ulteriori precauzioni di sicurezza quando si verifica una delle seguenti condizioni elettriche
sono presenti condizioni pericolose: in luoghi umidi o indossando indumenti bagnati;
su strutture metalliche come pavimenti, grigliati o ponteggi; quando è angusto
posizioni come seduto, in ginocchio o sdraiato; o quando c'è un alto rischio di
contatto inevitabile o accidentale con il pezzo in lavorazione o con il terreno. Per questi
condizioni, vedere ANSI Z49.1 elencato negli standard di sicurezza. E non lavorare da solo! ÿ Scollegare l'alimentazione
in ingresso prima di installare o sottoporre a manutenzione questa apparecchiatura.Blocco/
tagout della potenza in ingresso secondo OSHA 29 CFR 1910.147 (vedi norme di sicurezza). ÿ Installare e mettere a terra
correttamente questa apparecchiatura secondo questo manuale e
codici nazionali, statali e locali.
ÿ Verificare sempre la messa a terra dell'alimentazione: controllare e accertarsi che il cavo di alimentazione in ingresso
il filo di terra sia collegato correttamente al terminale di terra nella scatola di disconnessione o altro
la spina del cavo sia collegata a una presa con messa a terra adeguata. ÿ Quando si effettuano
i collegamenti in ingresso, collegare prima il conduttore di terra - doppio -
controllare le connessioni.
ÿ Mantenere i cavi asciutti, privi di olio e grasso e protetti da metalli caldi e
scintille. ÿ
Ispezionare frequentemente il cavo di alimentazione in ingresso e il conduttore di terra per verificare che non siano danneggiati o scoperti
il cablaggio deve essere sostituito immediatamente se il cablaggio scoperto danneggiato può essere mortale. Controlla il terreno
conduttore per la continuità. ŷ
Spegnere tutte le apparecchiature quando non vengono
utilizzate. ÿ Per le apparecchiature raffreddate ad acqua, controllare e riparare o sostituire eventuali tubi che perdono o
raccordi. Non utilizzare apparecchiature elettriche se si è bagnati o in una zona umida. ÿ Utilizzare solo
attrezzature ben mantenute. Riparare o sostituire immediatamente le parti danneggiate. ÿ Indossare un'imbracatura di
sicurezza se si lavora sopra il livello del pavimento.
ÿ Mantenere tutti i pannelli, le coperture e le protezioni saldamente in posizione.
• LE SCINTILLE VOLANTI possono ferire.

Molto spesso le scintille partono dalla zona della giunzione.
ÿ Indossare una visiera approvata o occhiali di sicurezza con protezioni laterali. ÿ Indossare indumenti protettivi come pelle ignifuga e priva di olio guanti, camicia pesante, pantaloni senza risvolto, scarpe alte e berretto.
Il materiale sintetico di solito non fornisce tale protezione. ÿ Proteggere gli altri
nelle aree vicine utilizzando materiali ignifughi approvati o
tende o scudi tagliafuoco non combustibili. Chiedere a tutte le persone vicine di indossare indumenti protettivi occhiali con protezioni laterali.
• LE PARTI CALDE possono bruciare.

ÿ Non toccare le parti calde a mani nude. ÿ Lasciare
raffreddare l'attrezzatura prima di intervenire. ÿ Per maneggiare parti calde, utilizzare strumenti adeguati e/o indossare indumenti pesanti, guanti e indumenti isolanti per saldatura per evitare ustioni.
• LE PARTI IN MOVIMENTO possono ferire.
Le punte delle pinze, le pinze e i collegamenti si muovono durante il funzionamento. ÿ Tenere lontano dalle parti in movimento. ÿ Tenere lontano dai punti di schiacciamento. ÿ Non mettere le mani tra le
punte. ÿ Mantenere tutte le protezioni e i pannelli saldamente in
posizione. ÿ L'OSHA e/o i codici locali potrebbero richiedere protezioni aggiuntive adatte a applicazione.
• FUMI E GAS possono essere pericolosi.

La saldatura produce fumi e gas. Respirare questi fumi e
i gas possono essere pericolosi per la salute. ÿ Tenere
la testa lontana dai fumi. Non respirare i fumi. ÿ Se all'interno, ventilare l'area e/o utilizzare la ventilazione forzata locale
l'arco per rimuovere fumi e gas di saldatura. ÿ Se la
ventilazione è scarsa, indossare un respiratore ad aria approvato. ÿ Leggere e comprendere
le schede di sicurezza dei materiali (MSDS) e le
istruzioni del produttore per metalli, materiali di consumo, rivestimenti, detergenti e
sgrassatori. ÿ
Lavorare in uno spazio ristretto solo se ben ventilato o indossando un
respiratore ad aria compressa. Avere sempre una persona addestrata nelle vicinanze. Saldatura
fumi e gas possono spostare l'aria e abbassare il livello di ossigeno causando lesioni o
morte. Assicurarsi che l'aria respirabile sia sicura. ÿ
Non saldare in luoghi vicini ad operazioni di sgrassaggio, pulizia o spruzzatura. IL
il calore ed i raggi dell'arco possono reagire con i vapori formando sostanze altamente tossiche ed irritanti gas.
ÿ Non saldare su metalli rivestiti, come quelli zincati, placcati in piombo o cadmio
acciaio, a meno che il rivestimento non venga rimosso dall'area di saldatura, l'area sia ben ventilata e si indossi un respiratore ad aria. I rivestimenti ed eventuali metalli
contenenti questi elementi possono sprigionare fumi tossici se saldati.
1-3. Simboli aggiuntivi per installazione, funzionamento e manutenzione
• Pericolo di INCENDIO O ESPLOSIONE.

ÿ Non installare o posizionare l'unità sopra, o vicino a materiali combustibili superfici.
ÿ Non installare o utilizzare l'unità vicino a materiali infiammabili. ÿ
Non sovraccaricare il cablaggio dell'edificio: assicurarsi che il sistema di alimentazione lo sia
adeguatamente dimensionato, classificato e protetto per gestire questa unità.
- LA CADUTA DELL'APPARECCHIATURA può provocare lesioni.

ÿ Utilizzare attrezzature di capacità adeguata per sollevare e sostenere l'unità. ÿ
Seguire le linee guida nel Manuale delle applicazioni per
Equazione di sollevamento NIOSH rivista (pubblicazione n. 94-110) quando sollevamento manuale di parti o attrezzature pesanti. ÿ
Fissare l'unità durante il trasporto in modo che non possa ribaltarsi o cadere.
• LEGGERE LE ISTRUZIONI.
ÿ Leggere e seguire attentamente tutte le etichette e il Manuale dell'utente
prima di installare, utilizzare o effettuare la manutenzione dell'unità. Leggi la sicurezza
informazioni all'inizio del manuale e in ogni sezione. ÿ Utilizzare solo pezzi di ricambio
originali del produttore. ÿ Eseguire la manutenzione e l'assistenza in conformità ai
manuali del proprietario del settore
norme e codici nazionali, statali e locali.
- METALLI VOLANTI o SPORCO possono ferire gli occhi.

ÿ Indossare occhiali di sicurezza approvati con protezioni laterali o indossare il viso scudo.
- I CAMPI ELETTRICI E MAGNETICI (EMF) possono influenzare l'impianto Dispositivi medici.

ÿ Portatori di pacemaker e altri dispositivi medici impiantati
dovrebbe stare lontano.
ÿ I portatori di dispositivi medici impiantati devono consultare il proprio medico e
rivolgersi al produttore del dispositivo prima di avvicinarsi a operazioni di saldatura ad arco,
saldatura a punti, scriccatura, taglio con arco plasma o riscaldamento a induzione.
• L'USO ECCESSIVO può causare SURRISCALDAMENTO.
ÿ Consentire il periodo di raffreddamento; seguire il ciclo di
lavoro nominale. ÿ Ridurre il ciclo di lavoro prima di ricominciare a saldare.
1-4. Avvertenze

Le apparecchiature di saldatura o di taglio producono fumi o gas che contengono
sostanze chimiche note allo Stato della California come causa di difetti alla nascita e, in alcuni casi, cancro.

I poli della batteria, i terminali e i relativi accessori contengono piombo
composti, sostanze chimiche note allo Stato della California come causa di cancro
e difetti alla nascita o altri danni riproduttivi. Lavarsi le mani dopo la manipolazione.

Questo prodotto contiene sostanze chimiche, incluso piombo, note allo stato di
California per causare cancro, difetti alla nascita o altri danni riproduttivi.
Lavarsi le mani dopo l'uso.
Per i motori a benzina:

Lo scarico del motore contiene sostanze chimiche note allo Stato della California causare cancro, difetti alla nascita o altri danni riproduttivi.
Per i motori diesel:

Lo scarico del motore diesel e alcuni dei suoi componenti sono noti allo Stato della California per causare cancro, difetti alla nascita e altri danni riproduttivi.
1-5. Informazioni sui campi elettromagnetici
La corrente elettrica che scorre attraverso qualsiasi conduttore provoca elettricità localizzata e campi magnetici (EMF). La corrente di saldatura crea un campo EMF attorno alla saldatura apparecchiature per circuiti e saldature. I campi EMF possono interferire con alcune attività mediche impianti, ad esempio pacemaker. Misure di protezione per le persone che indossano dispositivi medici bisogna prendere gli impianti Ad esempio, restrizioni di accesso per i passanti ÿ da o valutazione del rischio individuale per i saldatori. Tutti i saldatori dovrebbero utilizzare quanto segue procedure per ridurre al minimo l'esposizione ai campi elettromagnetici provenienti dal circuito di saldatura:
- Tenere i cavi vicini tra loro attorcigliandoli, fissandoli con nastro adesivo o utilizzando un copricavi.
- Non posizionare il corpo tra i cavi di saldatura. Disporre i cavi da un lato e lontano dall'operatore.
- Non avvolgere o drappeggiare i cavi attorno al corpo.
- Tenere la testa e il tronco il più lontano possibile dall'attrezzatura nel circuito di saldatura possibile.
- Collegare la pinza al pezzo il più vicino possibile alla saldatura.
- Non lavorare vicino, sedersi o appoggiarsi al generatore di saldatura.
- Non saldare mentre si trasporta il generatore di saldatura o il trainafilo.
Informazioni sui dispositivi medici impiantati:
I portatori di dispositivi medici impiantati devono consultare il proprio medico e consultare il dispositivo produttore prima di eseguire o avvicinarsi a operazioni di saldatura ad arco, saldatura a punti, scriccatura, taglio con arco plasma o riscaldamento a induzione. Se autorizzato dal medico, allora si consiglia di seguire le procedure sopra indicate.
SEZIONE 2- INTRODUZIONE
La saldatura a resistenza è uno dei più antichi processi di saldatura elettrica utilizzati da industria oggi. La saldatura viene effettuata mediante una combinazione di calore, pressione e tempo. COME il nome saldatura a resistenza implica che sia la resistenza del materiale saldato al flusso di corrente che provoca un riscaldamento localizzato nel pezzo. La pressione esercitata dalle pinze e dalle punte degli elettrodi, attraverso le quali scorre la corrente, trattiene il
parti da saldare in intimo contatto prima, durante e dopo la corrente di saldatura
ciclo temporale. La quantità di tempo richiesta per il flusso di corrente nel giunto è determinata da spessore e tipo del materiale, quantità di corrente che scorre e sezione trasversale zona delle superfici di contatto della punta di saldatura.
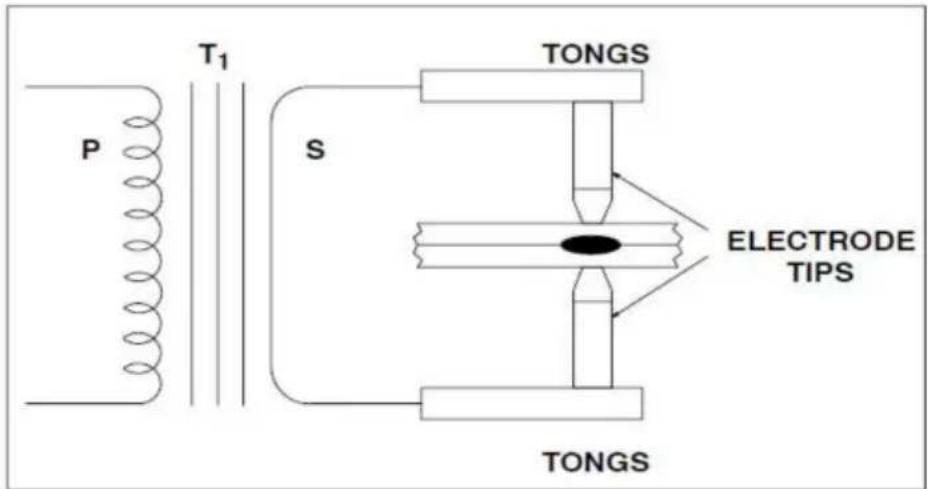
Figura 2-1. Saldatrice a punti a resistenza con lavoro
Nella Figura 2-1 è illustrato un circuito completo di saldatura a punti a resistenza secondaria. Per chiarezza vengono identificate le varie parti della macchina saldatrice a punti a resistenza. Alcuni parametri tecnici sono riportati sulla targhetta del punto resistenza saldatrice.
SIMBOLO E SIGNIFICATO SULLA TARGHETTA
U1: tensione di ingresso CA nominale del generatore di saldatura
50 HZ o 60 HZ: frequenza nominale dell'alimentazione CA monofase.
I1eff:Max. corrente di ingresso effettiva.
X: Ciclo di lavoro nominale. È il rapporto tra il tempo di durata del carico e il ciclo completo tempo.
Nota 1: questo rapporto è compreso tra 0 e 100%.
Nota2: per questo standard, un tempo di ciclo completo è di 30 secondi. Ad esempio, se la velocità è 10%, il tempo caricato sarà di 3 secondi e il tempo di riposo sarà di 7 secondi. Se utilizzato più di 3 secondi durante diversi periodi successivi di 10 secondi, potrebbe surriscaldarsi.
U0: tensione a vuoto
È la tensione di uscita a circuito aperto del generatore di saldatura.
S1: la potenza in ingresso nominale, KVA
IP: Grado di protezione. Ad esempio, IP21, che approva la saldatrice come adatta per l'uso in interni;
IP23,. approvando la saldatrice come idonea all'uso
all'aperto sotto la pioggia.
Classe di isolamento: H
CONDIZIONI AMBIENTALI
SEZIONE 3- FONDAMENTI DELLA SALDATURA A PUNTI A RESISTENZA
3-1. Principio La
saldatura a resistenza viene eseguita quando la corrente viene fatta fluire attraverso le punte degli elettrodi e i pezzi separati di metallo da unire. La resistenza del metallo di base al flusso di corrente elettrica provoca un riscaldamento localizzato nel giunto e la saldatura viene eseguita. La saldatura a punti a resistenza è unica perché il nucleo di saldatura effettivo è formato internamente rispetto alla superficie del metallo di base. La Figura 4-1 mostra un nucleo di saldatura a punti a resistenza rispetto a una saldatura a punti con arco di tungsteno a gas (TIG).
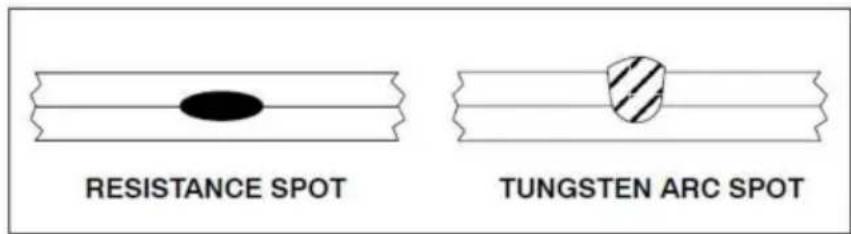
Figura 3-1. Confronto tra resistenza e saldatura a punti TIG
Il punto dell'arco di tungsteno a gas è realizzato da un solo lato. La saldatura a punti a resistenza viene normalmente eseguita con elettrodi su ciascun lato del pezzo. Le saldature a punti a resistenza possono essere eseguite con il pezzo in lavorazione in qualsiasi posizione.
Il nucleo di saldatura a punti a resistenza si forma quando l'interfaccia del giunto di saldatura viene riscaldata a causa della resistenza delle superfici del giunto al flusso di corrente elettrica. In tutti i casi, ovviamente, la corrente deve circolare altrimenti la saldatura non può essere eseguita. La pressione delle punte degli elettrodi sul pezzo da lavorare mantiene la parte in stretto e intimo contatto durante la realizzazione della saldatura. Ricordare, tuttavia, che le saldatrici a punti a resistenza NON sono progettate come pinze di forza per unire i pezzi da saldare.
3-2. Generazione di
calore Una modifica alla legge di Ohm può essere apportata quando watt e calore sono considerati sinonimi. Quando la corrente passa attraverso un conduttore, la resistenza elettrica del conduttore al flusso di corrente causerà la generazione di calore. La formula di base per la generazione di calore può
$$ \text { essere enunciata: } \mathbf {H} = \mathbf {I 2 R} $$
$$ \begin{array}{l} \text {dove H = Calore I2 = Corrente di saldatura al quadrato} \ \text {R = Resistenza} \end{array} $$
La porzione secondaria di un circuito di saldatura a punti a resistenza, comprendente le parti da saldare, è in realtà una serie di resistenze. Il valore additivo totale di questa resistenza elettrica influisce sulla corrente erogata dalla saldatrice a punti a resistenza e sulla generazione di calore del circuito.
Il fatto fondamentale è che, sebbene il valore della corrente sia lo stesso in tutte le parti del circuito elettrico, i valori della resistenza possono variare considerevolmente nei diversi punti del circuito. Il calore generato è direttamente proporzionale alla resistenza in qualsiasi punto del circuito.
flowchart
graph TD
A["START"] --> B["SQUEEZE TIME"]
B --> C["HEAT OR WELD TIME"]
C --> D["HOLD TIME"]
D --> E["OFF TIME"]
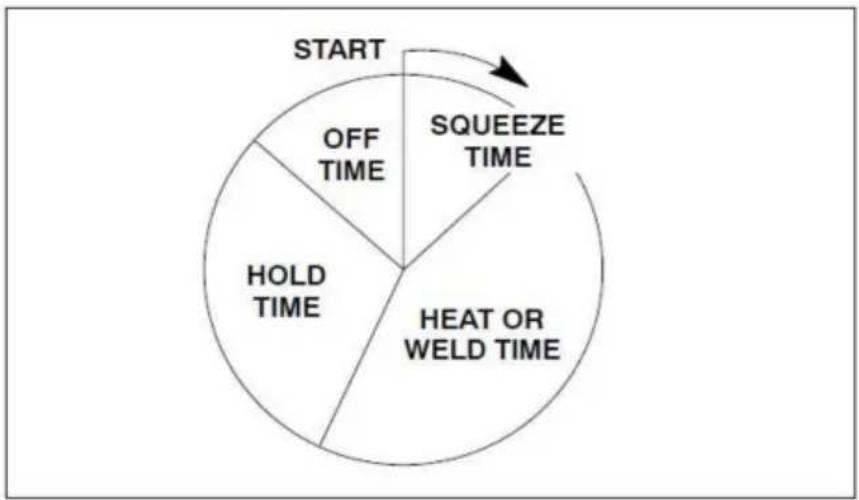
Figura 3-2. Ciclo temporale della saldatura a punti
TEMPO DI SQUEEZE -Tempo tra l'applicazione della pressione e la saldatura.
TEMPO DI RISCALDAMENTO O SALDATURA - Il tempo di saldatura è ciclico.
TEMPO DI MANTENIMENTO - Tempo in cui viene mantenuta la pressione dopo l'esecuzione della saldatura.
TEMPO DI SPEGNIMENTO - Elettrodi separati per consentire lo spostamento del materiale per il punto successivo.
Le saldatrici a punti a resistenza sono costruite in modo tale da garantire una resistenza minima essere evidenti nel trasformatore, nei cavi flessibili, nelle pinze e nelle punte degli elettrodi. IL
Le saldatrici a punti a resistenza sono progettate per portare la corrente di saldatura al saldatura nel modo più efficiente. È alla saldatura che il più grande
è necessaria una resistenza relativa. Il termine "relativo" significa in relazione al resto il circuito di saldatura vero e proprio.
Ci sono sei principali punti di resistenza nell'area di lavoro. Sono come segue:
- Il punto di contatto tra l'elettrodo e il pezzo superiore.
- Il pezzo superiore.
- L'interfaccia dei pezzi superiore e inferiore.
- Il pezzo inferiore.
- Il punto di contatto tra il pezzo inferiore e l'elettrodo.
- Resistenza delle punte degli elettrodi.
Le resistenze sono in serie e ciascun punto di resistenza ritarderà il flusso di corrente.
Dipenderà dalla quantità di resistenza nel punto 3, l'interfaccia dei pezzi
sulle capacità di trasferimento del calore del materiale, sulla sua resistenza elettrica e sul spessore combinato dei materiali nel giunto di saldatura. È in questa parte del circuito che si formi il nocciolo della saldatura.
3-3. Il fattore tempo
La saldatura a punti a resistenza dipende dalla resistenza del metallo base e del metallo quantità di corrente che scorre per produrre il calore necessario per effettuare la saldatura a punti. Un altro fattore importante è il tempo. Nella maggior parte dei casi lo sono diverse migliaia di ampere utilizzato per effettuare la saldatura a punti. Tali valori di amperaggio, che fluiscono attraverso una saldatura.
Tali valori di amperaggio, scorrendo attraverso una resistenza relativamente elevata, creeranno a tanto calore in poco tempo. Per realizzare saldature a punti di buona resistenza è necessario avere uno stretto controllo del tempo in cui scorre la corrente. In realtà, il tempo è l'unico variabile controllabile nella maggior parte delle applicazioni di saldatura a punti con resistenza a impulso singolo. Molto spesso la corrente è economicamente impraticabile da controllare. È anche imprevedibile molti casi.
La maggior parte delle saldature a punti a resistenza vengono eseguite in periodi di tempo molto brevi. Da quando si alternano la corrente viene normalmente utilizzata per il processo di saldatura, le procedure possono essere basate su a 60 tempi di ciclo (sessanta cicli = 1 secondo). La Figura 3-2 mostra il punto di resistenza ciclo temporale di saldatura.
In precedenza veniva utilizzata la formula per la generazione di calore. Con l'aggiunta del tempo elemento, la formula viene completata come segue:
$$ I 2 = \text { Corrente al quadrato } $$
$$ R = \text { R e s i s t e n z a } $$
$$ T = \text { Tempo } $$
$$ K = \text { Perdite di calore } $$
Il controllo del tempo è importante. Se l'elemento temporale è troppo lungo, il metallo di base nel giunto potrebbe superare il punto di fusione (e possibilmente di ebollizione) del materiale. Questo potrebbero causare saldature difettose a causa della porosità dei gas. C'è anche la possibilità di espulsione del metallo fuso dal giunto di saldatura, che potrebbe diminuire la croce sezione del giunto indebolendo la saldatura. Tempi di saldatura più brevi riducono anche il possibilità di eccessivo trasferimento di calore nel metallo base. Distorsione del saldato delle parti è ridotta al minimo, mentre la zona interessata dal calore attorno al nucleo di saldatura lo è sostanzialmente più piccolo.
3-4. Pressione
L'effetto della pressione sulla saldatura a punti a resistenza deve essere attentamente considerato.
Lo scopo primario della pressione è quello di trattenere intime le parti da saldare
contatto all'interfaccia congiunta. Questa azione garantisce una resistenza elettrica costante e conduttività nel punto di saldatura. Le pinze e le punte degli elettrodi NON dovrebbero esserlo utilizzato per unire i pezzi. La saldatrice a punti a resistenza no progettato come morsetto elettrico a "C"! Le parti da saldare dovrebbero essere intime contattare PRIMA che venga applicata la pressione.
Le indagini hanno dimostrato che le alte pressioni esercitate sul giunto saldato diminuiscono la resistenza nel punto di contatto tra la punta dell'elettrodo e il pezzo da lavorare superficie. Maggiore è la pressione, minore è il fattore di resistenza.
Sarà necessaria una pressione adeguata, con un contatto intimo tra la punta dell'elettrodo e il metallo di base tendono a condurre il calore lontano dalla saldatura. Sono necessarie correnti più elevate pressioni maggiori e, al contrario, pressioni minori richiedono meno amperaggio da la saldatrice a punti a resistenza. Questo fatto dovrebbe essere attentamente notato in particolare quando si utilizza un controllo del calore con le varie saldature a punti a resistenza macchine.
3-5. Punte degli elettrodi
Il rame è il metallo di base normalmente utilizzato per pinze e punte per saldatura a punti a resistenza.
Lo scopo delle punte degli elettrodi è condurre la corrente di saldatura al
pezzo, per essere il punto focale della pressione applicata al giunto di saldatura, da condurre
calore dalla superficie di lavoro e per mantenere la loro integrità di forma e
caratteristiche di conducibilità termica ed elettrica in condizioni di lavoro.
Le punte degli elettrodi sono realizzate in leghe di rame e altri materiali. La resistenza
La Welders Manufacturing Association (RWMA) ha classificato le punte degli elettrodi in due
gruppi:
Gruppo A - Leghe a base di rame
Gruppo B - Punte in metallo refrattario
I gruppi sono ulteriormente classificati per numero. Gruppo A, Classe I, II, III, IV e V lo sono
realizzati in leghe di rame. Gruppo B, Classe 10, 11, 12, 13 e 14 sono i refrattari
leghe.
Le punte degli elettrodi di Gruppo A e Classe I sono le più vicine nella composizione al rame puro. COME
si aumenta il Class Number, la durezza e la temperatura di ricottura
aumentano, mentre la conduttività termica ed elettrica diminuisce.
Le composizioni del Gruppo B sono miscele sinterizzate di rame e tungsteno, ecc., progettate per
resistenza all'usura e resistenza alla compressione ad alte temperature.
Le leghe del Gruppo B, Classe 10 hanno circa il 40% della conduttività del rame la conduttività diminuisce all'aumentare del valore numerico. Le punte degli elettrodi del Gruppo B sono normalmente non utilizzato per applicazioni in cui sono presenti saldatrici a punti a resistenza verrebbe impiegato.
3-6. Usi pratici della saldatura a punti a resistenza
ÿLA SALDATURA A PUNTI può essere pericolosa. Leggere e seguire la sezione sulla sicurezza nella parte anteriore di questo libro, nonché il Manuale dell'utente e tutte le etichette sull'apparecchiatura.
Le tecniche di saldatura a punti a resistenza non richiedono una sicurezza estesa o elaborata precauzioni. Ci sono alcune azioni di buon senso che possono, tuttavia, prevenire lesioni all'operatore.
Ogni volta che si lavora in un negozio, è una saggia regola indossare occhiali di sicurezza.
La saldatura a punti a resistenza non fa eccezione alla regola! Molto spesso lo sono metalli o ossidi espulso dalla zona articolare. Protezione del viso e soprattutto degli occhi necessario per evitare lesioni gravi.
Un'altra area di preoccupazione è la ventilazione. Questo può essere un problema serio quando saldatura a punti di resistenza di metalli zincati (zincati) o metalli con altro rivestimenti come il piombo. I fumi derivanti dall'operazione di saldatura hanno una certa tossicità che causerà malattie all'operatore. Una ventilazione adeguata può ridurre il concentrazione dei fumi nella zona di saldatura.
Come spiegato nella discussione precedente sui fondamenti della resistenza spot saldatura, esiste una relazione definita tra tempo, corrente e pressione.
La corrente e la pressione contribuiscono a creare il calore nel pepita di saldatura.
Se la corrente di saldatura è troppo bassa per l'applicazione, la densità di corrente sarà troppo debole effettuare la saldatura. Questa condizione surriscalda anche le punte degli elettrodi che possono farli ricotturare, formare funghi e possibilmente essere contaminati. Nonostante
Se si aumenta il tempo, la quantità di calore generato è inferiore alle perdite dovute radiazione e conduzione nel pezzo e conduzione termica del
elettrodi. Il risultato è la possibilità, con tempi di saldatura lunghi e basse correnti, di surriscaldando l'intera area del metallo base tra gli elettrodi. Ciò potrebbe causare bruciatura delle superfici superiore e inferiore del pezzo ed eventualmente incorporando le punte degli elettrodi nelle superfici del pezzo.
All'aumentare della densità di corrente, il tempo di saldatura diminuisce proporzionalmente. Se però la densità di corrente diventa troppo elevata c'è la possibilità di espulsione
metallo fuso dall'interfaccia del giunto indebolendo così la saldatura. La condizione ideale di tempo e densità di corrente è da qualche parte appena al di sotto del livello che provoca l'espulsione del metallo.
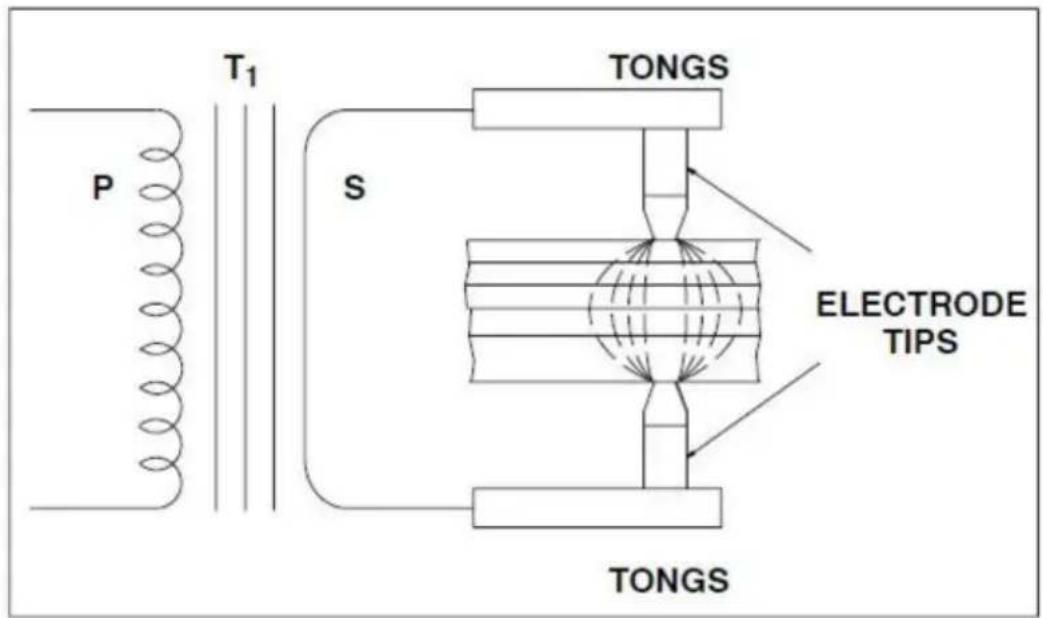
Figura 3-3. Zone termiche di saldatura a punti a resistenza
È evidente che l'apporto di calore non può essere maggiore della velocità di dissipazione totale del pezzo e dell'elettrodo senza che il metallo venga espulso dal giunto.
Recentemente è stata fatta una scoperta interessante riguardante il flusso di corrente attraverso il pezzo in lavorazione. Fino a poco tempo fa si riteneva che la corrente scorresse in linea retta attraverso il giunto saldato. Ciò non è necessariamente vero quando si saldano più spessori di materiale. La caratteristica è che la corrente si "distribuisce" diminuendo così la densità di corrente nel punto di saldatura alla massima distanza dalle punte degli elettrodi. L'illustrazione (Figura 3-3) mostra le zone termiche della saldatura a punti a resistenza per diversi spessori di metallo. Notiam che le variabili incontrollabili (come la contaminazione dell'interfaccia) si moltiplicano quando si saldano a resistenza punti di diversi spessori di materiale. I livelli di qualità saranno molto più bassi per la saldatura a punti a resistenza "stack", il che spiega perché tali pratiche di saldatura vengono evitate quando possibile.
Trascurando il fattore qualità, diventa evidente che il numero di spessori di un materiale che può essere saldato con successo a punti a resistenza in una sola volta dipenderà dal tipo e dallo spessore del materiale, nonché dalla capacità KVA della saldatrice a punti a resistenza.
La valutazione KVA, il ciclo di lavoro e altre informazioni pertinenti sono visualizzati sulla targhetta della saldatrice a punti a resistenza DN-100E. La documentazione del catalogo e il manuale operativo forniscono dati sugli spessori massimi combinati del materiale che ogni unità può saldare.
3-7. Dimensioni della punta
dell'elettrodo Se si considera che è attraverso l'elettrodo che la corrente di saldatura può fluire nel pezzo da saldare, è logico che la dimensione della punta dell'elettrodo controlli la dimensione del punto di saldatura a resistenza. In realtà, il diametro del nucleo di saldatura dovrebbe essere leggermente inferiore al diametro della punta dell'elettrodo.
Se il diametro della punta dell'elettrodo è troppo piccolo per l'applicazione. il nucleo di saldatura sarà piccolo e debole. Se però il diametro della punta dell'elettrodo è troppo grande, c'è il pericolo di surriscaldare il metallo base e di sviluppare vuoti e sacche di gas. In entrambi i casi, l'aspetto e la qualità della saldatura finita non sarebbero accettabili.
Per determinare il diametro della punta dell'elettrodo saranno necessarie alcune decisioni da parte del progettista della saldatura. I fattori di resistenza coinvolti per i diversi materiali avranno sicuramente una certa influenza sulla determinazione del diametro della punta dell'elettrodo. È stata sviluppata una formula generale per l'acciaio a basso tenore di carbonio. Fornirà i valori del diametro della punta dell'elettrodo utilizzabili per la maggior parte delle applicazioni.

Il DIAMETRO DELLA PUNTA discusso in questo testo si riferisce all'elettrodo diametro della punta nel punto di contatto con il pezzo. Non si riferisce al diametro maggiore della punta totale dell'elettrodo.
3-8. Pressione o forza di saldatura La
pressione esercitata dalle pinze e dalle punte degli elettrodi sul pezzo da lavorare ha un grande effetto sulla quantità di corrente di saldatura che scorre attraverso il giunto. Maggiore è la pressione, maggiore sarà il valore della corrente di saldatura, entro la capacità della saldatrice a punti a resistenza.
Impostare la pressione è relativamente semplice. Normalmente, dei campioni di materiale da saldare vengono posizionati tra le punte degli elettrodi e viene controllata la pressione adeguata per effettuare la saldatura. Se è necessaria una pressione maggiore o minore, il manuale operativo della saldatrice a punti a resistenza fornirà indicazioni esplicite per effettuare la corretta impostazione. Come parte dell'operazione di impostazione, la corsa della pinza e della punta dell'elettrodo deve essere regolata al livello minimo richiesto per evitare di "martellare" le punte degli elettrodi e i portapunta.
3-9. Dati vari Questa
sezione del testo è progettata per fornire informazioni riguardanti diverse variabili che si verificano in alcune applicazioni di saldatura a punti a resistenza.
3-10. Bilancio termico
Non vi sono particolari problemi di bilancio termico quando i materiali da saldare sono di uguale tipologia e spessore. Il bilancio termico, in questi casi, è automaticamente corretto se le punte degli elettrodi sono di uguale diametro, tipologia, ecc. Il bilancio termico può essere definito come le condizioni di saldatura in cui la zona di fusione dei pezzi da unire sono sottoposte a uguale calore e pressione.
Quando la saldatura presenta parti con caratteristiche termiche disuguali, come rame e acciaio può risultare una saldatura di scarsa qualità per diversi motivi. I metalli potrebbero non legars correttamente all'interfaccia del giunto. Potrebbe esserci una maggiore quantità di riscaldamento localizzato nell'acciaio che nel rame. Il motivo potrebbe essere perché il rame ha una bassa resistenza elettrica ed elevate caratteristiche di trasferimento termico, mentre l'acciaio ha un'elevata resistenza elettrica e basse caratteristiche di trasferimento termico.
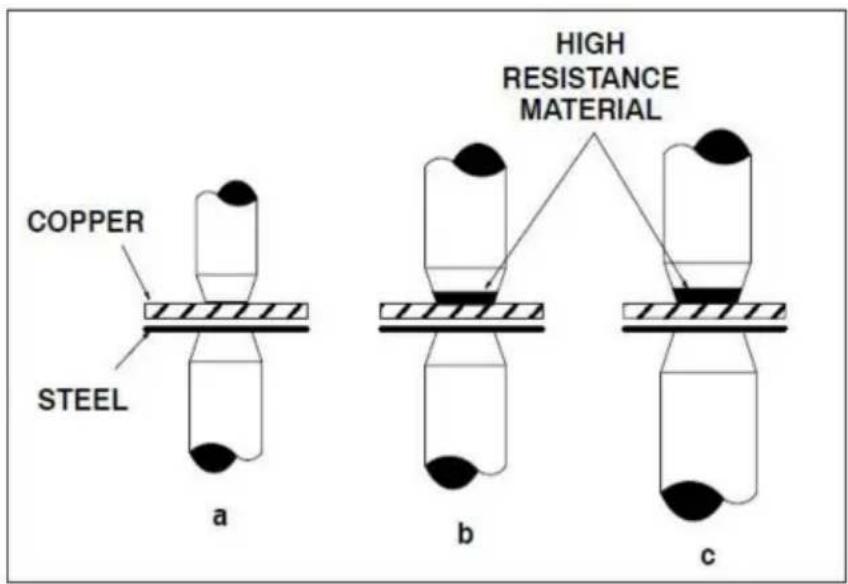
Figura 3-4. Tecniche per ottenere l'equilibrio termico
Il corretto bilancio termico può essere ottenuto in una saldatura di questo tipo mediante uno dei numerosi metodi. Figura 3-4 Illustra tre possibili soluzioni al problema. La Figura 3-4 (a) mostra l'uso di un'area della punta dell'elettrodo più piccola per il lato in rame del giunto per equalizzare le caratteristiche di fusione variando la densità di corrente nei diversi materiali.
La Figura 3-4 (b) mostra l'uso di una punta dell'elettrodo con elevata resistenza elettrica materiale, come tungsteno o molibdeno, nel punto di contatto. Il risultato è quello creare approssimativamente la stessa zona di fusione nel rame e nell'acciaio. UN la combinazione dei due metodi è mostrata nella Figura 3-4 (c).
3-11. Condizioni della superficie
Tutti i metalli sviluppano ossidi che possono essere dannosi per la saldatura a punti a resistenza. Alcuni ossidi, in particolare quelli di natura refrattaria, sono più fastidiosi altri. Inoltre, le scaglie di laminazione presenti sugli acciai laminati a caldo fungeranno da isolante e prevenire saldature a punti a resistenza di buona qualità. Superfici da unire tramite questo il processo deve essere pulito, privo di ossidi, composti chimici e avere un aspetto liscio superficie.
3-12. Dati sui materiali per la saldatura a punti a resistenza
Questa sezione del testo prenderà in considerazione i metodi utilizzati per la saldatura a punti a resistenza alcuni dei metalli comuni utilizzati nei lavori di fabbricazione. Non è previsto che tutti i possibili problemi che potrebbero sorgere riceveranno una risposta. Lo scopo di questa parte del testo fornisce dati operativi generali da utilizzare con la resistenza macchine per saldatura a punti. Ove applicabile, i dati forniti verranno correlati modelli e dimensioni specifici (KVA) delle unità. Le unità elencate in questa sezione non lo sono consigliato per leghe di alluminio o rame.
3-13. Acciaio dolce
L'acciaio dolce o a basso tenore di carbonio costituisce la percentuale maggiore di materiale saldato il processo di saldatura a punti a resistenza. Tutti gli acciai a basso tenore di carbonio sono facilmente saldabili con il processo se vengono utilizzate attrezzature e procedure adeguate.
Gli acciai al carbonio hanno la tendenza a sviluppare saldature dure e fragili come il carbonio il contenuto aumenta se non vengono utilizzate adeguate procedure di post-riscaldamento. Presto la tempra della saldatura, dove le pepite si raffreddano rapidamente, aumenta la probabilità di microstruttura dura e fragile nella saldatura.
L'acciaio laminato a caldo avrà normalmente scaglie di laminazione sulla superficie del metallo. Questo tipo del materiale solitamente non viene saldato a punti con saldatrici a resistenza dei valori KVA di specifiche unità costruite.
Possono essere l'acciaio laminato a freddo (CRS) e l'acciaio laminato a caldo, decapato e oliato (HRSP e O). punti di resistenza saldati con pochissimi problemi. Se la concentrazione di olio è eccessiva
sulla lamiera potrebbe provocare la formazione di carbonio sulle punte degli elettrodi diminuendo così la loro vita utile. Si consiglia di sgrassare o pulire fogli fortemente oliati.
La saldatura a punti a resistenza deve avere una resistenza al taglio pari al metallo di base resistenza al taglio e dovrebbe superare la resistenza di un rivetto o di una saldatura a tampone la stessa area della sezione trasversale. La resistenza al taglio è normalmente accettata come criterio per le specifiche di saldatura a punti a resistenza, sebbene possano essere utilizzati altri metodi. Una pratica comune è quella di "staccare" due strisce campione saldate per vedere se sono pulite Il "rivetto" viene estratto da un unico pezzo. Se lo è, la condizione di saldatura a punti a resistenza lo è considerato corretto.
Con materiali magnetici come l'acciaio dolce, la corrente attraverso la saldatura può variare sostanzialmente a seconda della quantità di materiale magnetico presente all'interno della pinza ciclo continuo. L'anello della pinza è talvolta chiamato la "gola" della saldatura a punti a resistenza macchina.
Ad esempio, la parte da saldare potrebbe contenere la maggior quantità di metallo base all'interno della gola dell'unità per qualsiasi saldatura a punti a resistenza e quasi nessuna il metallo di base nella gola per la seconda saldatura a punti. La corrente nel giunto di saldatura sarà inferiore per la prima saldatura. Il motivo è la reattanza causata dai ferrosi materiale all'interno del circuito di saldatura ad arco.
Le saldatrici a punti a resistenza sono applicabili alla saldatura di acciaio a basso tenore di carbonio. Per ottenere risultati ottimali, devono essere utilizzati entro la capacità nominale dello spessore totale del materiale risultati. Non devono essere utilizzati durante il ciclo di lavoro poiché potrebbero danneggiarsi potrebbero verificarsi contattori e trasformatori. Il ciclo di lavoro del 30% lo prevedeva il tipo di apparecchiatura dovrebbe essere adeguato per tutte le applicazioni comprese nella loro classificazione. IL Il ciclo di lavoro del 30% è una valutazione standard RWMA per la resistenza al lavoro generale macchine per saldatura. Il ciclo di lavoro del 30% si basa su un periodo di tempo di 10 secondi e significa che l'unità può saldare 3 secondi su ogni periodo di 10 secondi.
3-14. Acciai a basso tenore di carbonio e a medio tenore di carbonio
Ci sono alcune differenze pertinenti nella saldatura a punti a resistenza di bassa lega e acciai a medio carbonio rispetto agli acciai dolci o a basso tenore di carbonio. La resistenza il fattore per gli acciai a basso tenore di carbonio e a medio tenore di carbonio è più elevato; quindi, la corrente i requisiti sono leggermente inferiori. Da allora il tempo e la temperatura sono più critici con queste leghe i cambiamenti metallurgici saranno maggiori. C'è sicuramente di più
possibilità di infragilimento della saldatura rispetto all'acciaio dolce.
Le pressioni di saldatura a punti a resistenza sono normalmente più elevate con questi materiali a causa della resistenza alla compressione aggiuntiva inerente agli acciai a basso tenore di carbonio e a medio tenore di carbonio. È sempre una buona idea utilizzare tempi di saldatura più lunghi quando si saldano queste leghe per ritardare la velocità di raffreddamento e consentire saldature più duttili.
3-15. Acciai inossidabili Le
leghe di acciaio al cromo-nichel (austenitici) hanno una resistenza elettrica molto elevata e si uniscono facilmente mediante saldatura a punti a resistenza. La considerazione di grande importanza con questi materiali è il raffreddamento rapido attraverso l'intervallo critico, da 800 a 1400 F. Il raffreddamento rapido associato alla saldatura a punti a resistenza è ideale per ridurre la possibilità di precipitazione di carburo di cromo ai bordi del grano. Naturalmente, più lungo è il la saldatura viene mantenuta a temperature critiche, maggiore è la possibilità di precipitazione del carburo.
3-16. Acciai rivestiti o placcati La stragrande
maggioranza dei materiali di questa categoria è acciaio zincato o zincato. Sebbene alcuni acciai zincat siano galvanizzati, il rivestimento per immersione costa meno ed è l'uso predominante. Lo spessore del rivestimento di zinco non è uniforme sull'acciaio verniciato a immersione. Il fattore di resistenza varierà da saldatura a saldatura ed è molto difficile impostare le condizioni in forma di tabella per il materiale.
È impossibile mantenere l'integrità del rivestimento zincato durante la saldatura a punti a resistenza. Il basso punto di fusione del rivestimento di zinco, rispetto alla temperatura di fusione della lamiera di acciaio, provoca la vaporizzazione dello zinco. Naturalmente, deve esserci una pressione adeguata per forzare lo zinco da parte nell'interfaccia di saldatura per consentire la fusione acciaio-acciaio. Altrimenti, la forza della saldatura a punti di resistenza è discutibile.
Sono disponibili materiali per riparare i danni esterni al rivestimento che potrebbero verificarsi a causa del calore della saldatura. Purtroppo non esiste alcun rimedio alla perdita di materiale di rivestimento nelle interfacce della saldatura. Infatti, la vaporizzazione dello zinco può provocare porosità nella saldatura ed un generale indebolimento della resistenza a taglio attesa. ÿLo ZINCO VAPORIZZATO, condensandosi in
materiale solido, forma particelle a forma di amo. Queste particelle POSSONO IMMERGERSI
NELLA
TESSUTI DEL CORPO e causano irritazioni. Utilizzare la ventilazione forzata o l'aspirazione
l'area di saldatura e indossare magliette a maniche lunghe, pantaloni lunghi e visiere protettive quando si lavora con questo processo e materiale rivestito.
Altri materiali rivestiti, come le piastre terne (rivestite in piombo), possono presentare vari gradi di tossicità. Quando si lavora con questi materiali è obbligatoria una ventilazione adeguata.
La vaporizzazione del materiale di rivestimento tende a sporcare le punte degli elettrodi.
Le punte devono essere pulite frequentemente per evitare la lega dei materiali a basso punto di fusione con le punte in rame. Potrebbe essere necessario pulire e ravvivare le punte ogni quarta o quinta saldatura per mantenere la qualità del prodotto, sebbene per alcune applicazioni zincate le saldature migliori vengono eseguite dopo che diversi punti hanno annerito le punte. L'uso di tempi di saldatura brevi aumenterà la possibilità di buone saldature con la minima quantità di incrostazione sulla punta.
3-17. Alluminio e leghe di alluminio Le saldatrici a
punti a resistenza con valori KVA molto superiori a 20 KVA sono necessarie per effettuare saldature solide sulla maggior parte dei materiali di alluminio e su qualsiasi altro tipo di metallo di base ad alta conduttività. La conduttività elettrica dell'alluminio è elevata e le saldatrici devono fornire correnti elevate e pressioni precise per fornire il calore necessario per fondere l'alluminio e produrre un suono
saldare.
3-18. Riepilogo La
saldatura a punti a resistenza è una tecnica di saldatura utilizzata per quasi tutti i metalli conosciuti. La saldatura vera e propria viene eseguita all'interfaccia delle parti da unire. La resistenza elettrica del materiale da saldare provoca un riscaldamento localizzato alle interfacce dei metalli da unire. Le procedure di saldatura per ciascun tipo di materiale devono essere sviluppate per ottenere risultati più soddisfacenti.
È possibile che le correnti shunt che fluiscono attraverso una saldatura a punti eseguita in precedenza sottraggano corrente di saldatura al secondo punto di saldatura da eseguire. Ciò avverrà se i due punti di saldatura sono troppo vicini tra loro, e avverrà con tutti metalli.
La Tabella 3-1 fornisce le informazioni sulla classificazione per una saldatrice a punti a resistenza DN-100E. Queste informazioni sulla classificazione possono essere diverse tra i diversi tipi di saldatrice a punti DN -100E, ad esempio, la tensione di alimentazione nominale è 230 V/120 V, la frequenza di alimentazione nominale è 50 Hz o 60 Hz, il ciclo di lavoro nominale è 30%
50%, ecc. Queste informazioni sulla valutazione dipendono dalle esigenze del cliente.
Tabella 3-1. Specifiche della saldatrice a punti a resistenza di un DN-100E saldatrice a punti
| Modello | ValutatoFornituraVoltaggio | ValutatoFornituraFrequenza | ValutatoDovereCiclo | Nessun caricamentoVoltaggio | SaldaturaSpessore |
| DN-100E U1 | V±10% 50/60Hz | 30% | 1,75 V | 1,5+1,5 mm |
I seguenti dati generali vengono forniti per assistere l'operatore nell'impostazione della saldatura procedure quando si utilizza la saldatrice a punti a resistenza.
Le impostazioni della pressione delle pinze devono essere effettuate SOLO quando il cavo di alimentazione principale è acceso scollegato dall'alimentazione di ingresso primaria.
- Chiudere le pinze e misurare lo spazio tra le superfici di contatto delle punte degli elettrodi.
- Misurare lo spessore della saldatura totale.
- Regolare la distanza delle pinze sulla misurazione del passaggio 2 meno 1/2 dello spessore del più sottile numero di saldatura.
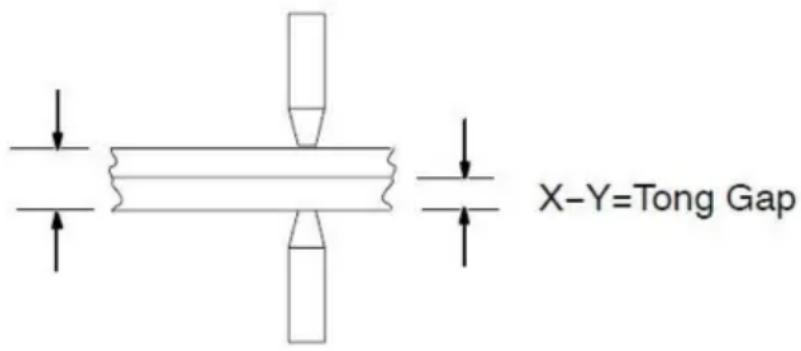
- Inserire le parti da saldare tra le punte degli elettrodi e avvicinarle
pressione di saldatura. Dovrebbe esserci una leggera deflessione delle pinze. Può essere misurata con una riga posta sull'asse longitudinale della pinza. - Alimentare la saldatrice a punti ed eseguire un campione di saldatura.
- Testare la saldatura con mezzi visivi e meccanici. Controllare la punta dell'elettrodo deformazione e contaminazione (vedi procedure di prova).
- Regolare la pressione delle pinze secondo necessità (vedere il Manuale operativo per la regolazione delle pinze procedure).
3-19. Procedure di prova
Le procedure di prova descritte sono molto semplici e richiedono un minimo di attrezzatura eseguire.
1. Test visivo
Osservare la deformazione e la forma dei punti di contatto della superficie su entrambi i lati la saldatura. Un eccessivo "incurvamento" del punto di contatto della superficie indica uno o più di il seguente:
UN. Pressione eccessiva sulla pinza.
B. Tempo di saldatura troppo
lungo. C. Disallineamento delle punte degli elettrodi.
Se la saldatura a punti a resistenza non ha un aspetto superficiale uniforme e concentrico, il problema potrebbe essere il disallineamento delle punte degli elettrodi. Allineare le punte degli elettrodi con lo spegnimento e un tipico giunto di saldatura tra le superfici della punta.
2. Prova meccanica
Posizionare un'estremità del campione di saldatura a punti a resistenza nelle ganasce della morsa. Usa la meccanica significa forzare la saldatura. Un lato della saldatura dovrebbe staccarsi dal
metallo principale con un'estensione metallica dalla saldatura. Verificare la corretta saldatura diametro.
SEZIONE 4- MANUTENZIONE E RISOLUZIONE DEI PROBLEMI
4-1. Manutenzione
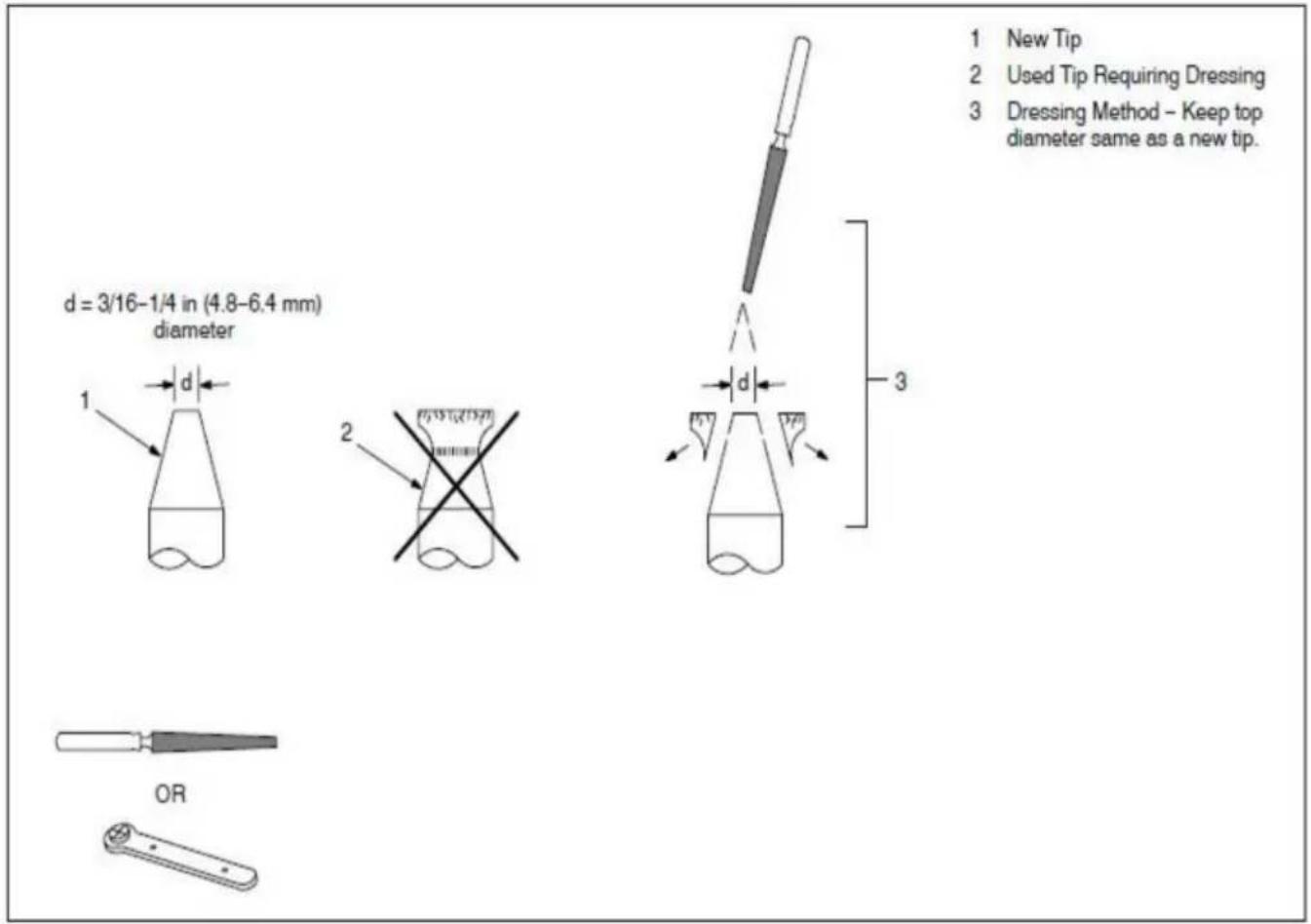
4-2. Suggerimenti per il condimento
4-3. Risoluzione dei problemi
| Guaio | Rimedio |
| Suggerimenti surriscaldamento. | Pressione sulla pinza insufficiente. Aumentare la pressione della pinza. |
| Tempo di saldatura troppo lungo. Ridurre il tempo di saldatura. | |
| Materiale troppo spesso per la saldatrice a punti. | |
| Punte che formano archi sul materiale. | Pressione sulla pinza insufficiente. Aumentare la pressione della pinza. |
| Punte non allineate correttamente. Riallineare le punte o vestirle correttamente diametro (vedere Sezione 4-2). | |
| Il materiale di base può essere saldato alle punte provocando un'elevata resistenza e scarso flusso di corrente elettrica. Consigli per pulire o vestire (vedi Sezione 4-2). | |
| Spruzzi OfusoMaterialeessendoespulsodurantesaldaturaoperazione. | Allineamento errato della punta. Vestire le punte in modo che siano allineate e piattesul materiale (vedere Sezione 4-2). |
| Pressione eccessiva sulla pinza. Ridurre la pressione sulle pinze. | |
| Amperaggio in uscita troppo alto. Ridurre l'impostazione dell'amperaggio, seapplicabile (non disponibile sui modelli raffreddati ad aria). | |
| Tempo di saldatura troppo lungo. Ridurre il tempo di saldatura. | |
| Incoerentepepita di saldatura. | Tempo di saldatura incoerente. Installare un timer di saldatura, se applicabile. |
| Pressione sulla pinza insufficiente. Aumentare la pressione della pinza. | |
| Buco Inmezzo Di saldare. | L'area di contatto delle punte è troppo grande. Passare ad una punta più piccoladiametro o le punte del vestito tornano al diametro originale (vedere la Sezione4-2). |
| Saldatura scadente onessuna saldatura asuggerimenti. | Materiale troppo spesso per la saldatrice a punti. Controllalolo spessore del materiale rientra nella capacità della saldatrice a punti. |
| Le pinze sono troppo lunghe. Ridurre la lunghezza della pinza. | |
| Rimuovere il rivestimento dal materiale per un contatto intimo trapezzi. Rimuovere ossidi e composti chimici compresirivestimento zincato. |
Made in China
VEVOR®
TOUGH TOOLS, HALF PRICE
Supporto tecnico e certificato di garanzia




