
DN-100E - Lasapparaat Vevor - Gratis gebruiksaanwijzing en handleiding
Vind de handleiding van het apparaat gratis DN-100E Vevor in PDF-formaat.

| Producttype | Puntlasapparaat |
| Merk | Vevor |
| Model | DN-100E |
| Ingangsspanning | 230 V / 120 V (afhankelijk van versie) |
| Frequentie | 50/60 Hz |
| Inschakelduur | 30% (3 s lassen elke 10 s) |
| Nullastspanning | 1,75 V |
| Max. lasdikte (zacht staal) | 1,5 + 1,5 mm |
| Afmetingen (schatting) | 32 x 20 x 15 cm |
| Gewicht (schatting) | 10 kg |
| Isolatieklasse | H |
| Beschermingsgraad | IP21 (binnengebruik) |
| Koeltype | Lucht (natuurlijke convectie) |
| Belangrijkste functies | Weerstandspuntlassen, lascyclus (knijpen, verwarmen, vasthouden, rusten), drukinstelling van de tangen |
| Lasbare materialen | Zacht staal, roestvrij staal, gegalvaniseerd staal (met voorzorgsmaatregelen) |
| Veiligheid | Bescherming tegen elektrische schokken, hete onderdelen, vonken; volg de instructies in de handleiding |
| Routinematig onderhoud | Regelmatige reiniging van de elektrodepunten, controle van de voedingskabels, onderhoud van beschermingen |
| Belangrijkste reserveonderdelen | Elektrodepunten (RWMA groep A), laskabels |
| Meegeleverde accessoires | Niet gespecificeerd (raadpleeg de verpakking) |
| Garantie en ondersteuning | Elektronisch garantiecertificaat op www.vevor.com/support |
Veelgestelde vragen - DN-100E Vevor
Gebruikersvragen over DN-100E Vevor
0 vraag over dit apparaat. Beantwoord die u kent of stel uw eigen vraag.
Stel een nieuwe vraag over dit apparaat
Download de handleiding voor uw Lasapparaat in PDF-formaat gratis! Vind uw handleiding DN-100E - Vevor en neem uw elektronisch apparaat weer in handen. Op deze pagina staan alle documenten die nodig zijn voor het gebruik van uw apparaat. DN-100E van het merk Vevor.
GEBRUIKSAANWIJZING DN-100E Vevor
We blijven ons inzetten om u gereedschap tegen een concurrerende prijs te bieden.
'Bespaar de helft', 'Halve prijs' of andere soortgelijke uitdrukkingen die door ons worden gebruikt vertegenwoordigen slechts een schatting van de besparingen die u zou kunnen profiteren als u bepaalde gereedschappen bij ons koopt in vergelijking met de grote topmerken en betekenen niet noodzakelijkerwijs dat ze alle categorieën van aangeboden gereedschappen dekken. door ons. Wij verzoeken u vriendelijk om bij het plaatsen van een bestelling bij ons goed na te gaan of u daadwerkelijk de helft bespaart in vergelijking met de grote topmerken.
VEVOR®
TOUGH TOOLS, HALF PRICE
PUNTLASMACHINE
MODEL:DN-100E

Heeft u productvragen? Technische ondersteuning nodig? Neem gerust contact met ons op:
Technische ondersteuning en e-garantiecertificaat www.vevor.com/support
Dit is de originele instructie. Lees alle instructies in de handleiding zorgvuldig door voordat u ermee aan de slag gaat. VEVOR behoudt zich een duidelijke interpretatie van onze gebruikershandleiding voor. Het uiterlijk van het product is afhankelijk van het product dat u heeft ontvangen. Vergeef ons alstublieft dat we u niet opnieuw zullen informeren als er technologie- of software-updates zijn voor ons product.

Waarschuwing-Om het risico op letsel te verminderen, moet de gebruiker de handleiding zorgvuldig lezen.
CORRECTE VERWIJDERING
Dit product valt onder de bepalingen van de Europese richtlijn 2012/19/EG. Het symbool met een doorgestreepte afvalcontainer geeft aan dat het product in de Europese Unie een aparte afvalinzameling vereist. Dit geldt voor het product en alle accessoires die met dit symbool zijn gemarkeerd. Producten die als zodanig gemarkeerd zijn, mogen niet met het normale huisvuil worden weggegooid, maar moeten naar een inzamelpunt voor recycling van elektrische en elektronische apparaten worden gebracht
DEEL 1 - VEILIGHEIDSMAATREGELEN - LEES VOOR GEBRUIK

Bescherm uzelf en anderen tegen letsel – lees en volg deze voorzorgsmaatregelen.
1-1. Symboolgebruik

WOEDE! -Geeft een gevaarlijke situatie aan die, als deze niet wordt vermeden, zal resulteren in de dood of ernstig letsel. De mogelijke gevaren worden in de bijbehorende symbolen weergegeve of in de tekst uitgelegd.

Geeft een gevaarlijke situatie aan die, als deze niet wordt vermeden, kan leiden tot de dood of ernstig letsel. De mogelijke gevaren worden in de bijbehorende symbolen weergegeven of in de tekst uitgelegd.
OPMERKING -Geeft verklaringen aan die geen verband houden met persoonlijk letsel.

Deze groep symbolen betekent Waarschuwing! Kijk uit! GEVAAR VOOR ELEKTRISCHE SCHOK, BEWEGENDE DELEN en HETE ONDERDELEN. Raadpleeg onderstaande symbolen en bijbehorende instructies voor de noodzakelijke maatregelen om de gevaren te vermijden.
1-2. Weerstandsgevaren bij puntlassen

De onderstaande symbolen worden in deze handleiding gebruikt om te bellen
aandacht besteden aan en identificeren van mogelijke gevaren. Wanneer u het symbool ziet, let dan
op en volg de bijbehorende instructies om het gevaar te vermijden. De
De onderstaande veiligheidsinformatie is slechts een samenvatting van de meer volledige veiligheid
informatie gevonden in de veiligheidsnormen vermeld in sectie 1-5. Lees en volg alles
Veiligheidsnormen.

Alleen gekwalificeerde personen mogen het apparaat installeren, bedienen, onderhouden en repandit hoofdstuk.

Houd tijdens het gebruik iedereen, vooral kinderen, uit de buurt.
- PUNTLASSEN kan brand of explosions veroorzaken.

Vonken kunnen van de lasboog wegvliegen. De rondvliegende vonken zijn heet
werkstuk en hete apparatuur kunnen brand en brandwonden veroorzaken.
Per ongeluk contact van de elektrode met metalen voorwerpen kan vonken, explosions,
oververhitting of brand veroorzaken. Controleer en zorg ervoor dat het gebied veilig is
voordat u gaat lassen. ÿ Verwijder
alle brandbare stoffen binnen 35 ft (10,7 m) van de las. Als dit niet mogelijk is,
bedek ze goed met goedgekeurde hoezen. ÿ Plaats geen
puntlassen waar rondvliegende vonken brandbaar materiaal kunnen raken. ÿ Bescherm uzelf en
anderen tegen rondvliegende vonken en heet metaal. ä Wees erop bedacht dat lasvonken
gemakkelijk door kleine kieren en openingen kunnen dringen
aangrenzende
gebieden. ÿ Let op brand en houd een brandblusser in de buurt. ÿ Las niet
aan gesloten containers zoals tanks, vaten of pijpen, tenzij deze
goed zijn voorbereid volgens AWS F4.1 (zie Veiligheidsnormen). ÿ Las niet op plaatsen waar de
atmosfeer ontvlambaar stof, gas of vloeistof kan bevatten
dampen (zoals benzine). ÿ Verwijder
eventuele brandbare stoffen, zoals een butaanaansteker of lucifers, uit uw apparaat
persoon voordat u gaat lassen. ÿ Na voltooiing
van de werkzaamheden inspecteert u het gebied om er zeker van te zijn dat het vrij is van vonken en gloeit
sintels en vlammen. ÿ
Overschrijd de nominale capaciteit van de apparatuur niet. ÿ Gebruik
uitsluitend de juiste zekeringen of stroomonderbrekers. Maak ze niet te groot en omzeil ze niet.
ÿ Volg de vereisten in OSHA 1910.252 (a) (2) (iv) en NFPA 51B voor heet werk en zorg ervoor dat er een brandwacht en een blusapparaat in de buurt zijn.
- ELEKTRISCHE SCHOKKEN kunnen dodelijk zijn.

Het aanraken van onder spanning staande elektrische onderdelen kan dodelijke schokken of ernstige brandwonden veroorzaken.
Het ingangsstroomcircuit en de interne circuits van de machine staan ook onder spanning wanneer de stroom is ingeschakeld. Verkeerd geïnstalleerd of onjuist geaard apparatuur is een gevaar.
ÿ Raak geen onder spanning staande elektrische
onderdelen aan. ä Draag droge isolerende handschoenen en lichaamsbescherming
zonder gaten. ÿ Er zijn aanvullende veiligheidsmaatregelen vereist bij een van de volgende elektrische problemen
er sprake is van gevaarlijke omstandigheden: op vochtige locaties of tijdens het dragen van natte kleding;
op metalen constructies zoals vloeren, roosters of steigers; als het krap is
posities zoals zitten, knielen of liggen; of wanneer er een hoog risico is
onvermijdelijk of onbedoeld contact met het werkstuk of de grond. Voor deze
omstandigheden, zie ANSI Z49.1 vermeld in Veiligheidsnormen. En werk niet alleen!ÿ Koppel de ingangsstroom
los voordat u deze apparatuur installeert of onderhoudt. Vergrendeling /
tagout-ingangsvermogen volgens OSHA 29 CFR 1910.147 (zie veiligheidsnormen).ÿ Installeer en aard deze
apparatuur op de juiste manier volgens deze handleiding en
nationale, provinciale en lokale codes.
ÿ Controleer altijd de aarding van de voeding - controleer en zorg ervoor dat het netsnoer is aangesloten
de aardedraad is goed aangesloten op de aardaansluiting in de ontkoppelkast of zoiets
de stekker van het snoer is aangesloten op een correct geaard stopcontact. ÿ Sluit bij het
maken van ingangsverbindingen eerst de aardgeleider aan - dubbel -
controleer de aansluitingen.
ÿ Houd snoeren droog, vrij van olie en vet, en beschermd tegen heet metaal en
vonken. ÿ
Inspecteer het voedingssnoer en de aardgeleider regelmatig op schade of blootliggen
bedrading - vervang onmiddellijk als beschadigde, blootliggende bedrading dodelijk kan zijn. Controleer de grond
geleider voor continuïteit. ÿ
Schakel alle apparatuur uit als deze niet wordt gebruikt. ÿ
Controleer en repareer of vervang lekkende slangen bij watergekoelde apparatuur
uitrusting. Gebruik geen elektrische apparatuur als u nat bent of zich in een natte ruimte bevindt. y Gebruik
alleen goed onderhouden apparatuur. Repareer of vervang beschadigde onderdelen in één keer. ÿ Draag een
veiligheidsharnas als u boven vloerniveau werkt.
ÿ Houd alle panelen, afdekkingen en beschermingen stevig op hun plaats.
- VLIEGENDE VONKEN kunnen letsel veroorzaken.

Heel vaak vliegen er vonken uit het gewrichtsgebied. ÿ
Draag een goedgekeurd gelaatsscherm of een veiligheidsbril met zijschermen. ä Draag beschermende kleding zoals olievrij, vlambestendig leer
handschoenen, zwaar overhemd, broek zonder manchetten, hoge schoenen en een pet.
Synthetisch materiaal biedt deze bescherming doorgaans niet. ä Bescherm
anderen in nabijgelegen gebieden door gebruik te maken van goedgekeurde vlambestendige of onbrandbare brandgordijnen of -schermen. Zorg ervoor dat alle personen in de omgeving veiligheidskleding dragen bril met zijschermen.
• HETE ONDERDELEN kunnen

verbranden. ä Raak hete onderdelen niet met blote
handen aan. y Wacht een afkoelperiode voordat u aan de apparatuur gaat
werken.ÿ Gebruik voor het hanteren van hete onderdelen het juiste gereedschap en/of draag zwar geïsoleerde lashandschoenen en kleding om brandwonden te voorkomen.
- BEWEGENDE DELEN kunnen letsel veroorzaken.
De tangpunten, tangen en verbindingen bewegen tijdens het gebruik. ÿ Blijf
uit de buurt van bewegende delen. ÿ Blijf uit
de buurt van knelpunten. ÿ Plaats uw
handen niet tussen de tips. ÿ Houd alle
beschermingen en panelen veilig op hun plaats. ÿ OSHA en/of
lokale codes vereisen mogelijk extra bewaking, afhankelijk van de situatie
sollicitatie.
- DAMPEN EN GASSEN kunnen gevaarlijk zijn.

Bij lassen ontstaan dampen en gassen. Het inademen van deze dampen en
gassen kunnen gevaarlijk zijn voor uw gezondheid. ÿ
Houd uw hoofd uit de dampen. Adem de dampen niet in. ÿ Indien u zich binnen
bevindt, ventileer dan de ruimte en/of gebruik plaatselijke geforceerde ventilatie
de boog om lasrook en gassen te verwijderen. ÿ Als de
ventilatie slecht is, draag dan een goedgekeurd ademhalingstoestel met luchttoevoer.
ÿ Lees en begrijp de veiligheidsinformatiebladen (MSDS's) en de
instructies van de fabrikant voor metalen, verbruiksartikelen, coatings, reinigingsmiddelen en
ontvetters. ÿ
Werk alleen in een besloten ruimte als deze goed geventileerd is, of als u een veiligheidsgordel draagt luchtgevoed ademhalingstoestel. Zorg ervoor dat er altijd een getrainde wachtpersoon in de buurt is. Lassen dampen en gassen kunnen de lucht verdringen en het zuurstofniveau verlagen, waardoor letsel of letsel kan ontstaan dood. Zorg ervoor dat de ademlucht veilig is. ŷ Las niet op
locaties in de buurt van ontvettings-, reinigings- of spuitwerkzaamheden. De
hitte en stralen van de boog kunnen reageren met dampen en zeer giftig en irriterend vormen gassen.
ÿ Las niet op gecoate metalen, zoals gegalvaniseerd, lood of gecadmiumeerd
staal, tenzij de coating van het lasgebied wordt verwijderd, het gebied goed geventileerd is en er een ademhalingstoestel
met luchttoevoer wordt gedragen. De coatings en eventuele metalen
die deze elementen bevatten, kunnen bij het lassen giftige dampen afgeven.
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud
• BRAND- OF EXPLOSIEgevaar.

ÿ Installeer of plaats het apparaat niet op, boven of in de buurt van brandbare stoffen oppervlakken.
ÿ Installeer of gebruik het apparaat niet in de buurt van brandbare stoffen.
ÿ Overbelast de bedrading van het gebouw niet; zorg ervoor dat het voedingssysteem in orde is
van het juiste formaat, geschikt en beschermd om met dit apparaat om te gaan.
- VALLENDE APPARATUUR kan letsel veroorzaken.

ÿ Gebruik apparatuur met voldoende capaciteit om het apparaat op te tillen en te ondersteunen.
ÿ Volg de richtlijnen in de Applicatiehandleiding voor de
Herziene NIOSH-hefvergelijking (publicatie nr. 94-110) wanneer
handmatig tillen van zware onderdelen of apparatuur. ÿ Zet
het apparaat tijdens transport vast, zodat het niet kan kantelen of vallen.
• LEES INSTRUCTIES.
ÿ Lees en volg alle labels en de gebruikershandleiding zorgvuldig
voordat u het apparaat installeert, bedient of onderhoudt. Lees de veiligheid
informatie aan het begin van de handleiding en in elke sectie. ÿ Gebruik alleen originele
vervangingsonderdelen van de fabrikant. ÿ Voer onderhoud en service uit volgens de
gebruikershandleidingen, industrie
normen en nationale, provinciale en lokale codes.
- VLIEGEND METAAL of VUIL kan oogletsel veroorzaken.

ÿ Draag een goedgekeurde veiligheidsbril met zijschermen of draag een gezicht schild.
- ELEKTRISCHE EN MAGNETISCHE VELDEN (EMF) kunnen implantaten beïnvloeden Medische apparaten.

ÿ Dragers van pacemakers en andere geïmplanteerde medische apparaten weg moeten houden. ÿ
Dragers van geïmplanteerde medische hulpmiddelen moeten hun arts raadplegen de fabrikant van het apparaat voordat u in de buurt van booglassen, puntlassen, gutsen,
plasmaboogsnijden of inductieverwarming komt.
• OVERGEBRUIK kan OVERVERHITTING veroorzaken.
ÿ Laat een afkoelperiode toe; volg de nominale inschakelduur. ÿ Verkort de inschakelduur voordat u weer gaat lassen.
1-4. Waarschuwingen

Las- of snijapparatuur produceert dampen of gassen die bevatten chemicaliën waarvan bij de staat Californië bekend is dat ze geboorteafwijkingen veroorzaken en, in sommige gevallen kanker.

Accupolen, terminals en aanverwante accessoires bevatten lood en lood verbindingen, chemicaliën waarvan in de staat Californië bekend is dat ze kanker veroorzaken
en geboorteafwijkingen of andere reproductieve schade. Handen wassen na hanteren.

Dit product bevat chemicaliën, waaronder lood, die bekend zijn in de staat van Californië om kanker, geboorteafwijkingen of andere reproductieve schade te veroorzaken. Handen wassen na gebruik.
Voor benzinemotoren:

De uitlaatgassen van de motor bevatten chemicaliën die in de staat Californië bekend zijn kanker, geboorteafwijkingen of andere reproductieve schade veroorzaken.
Voor dieselmotoren:

De uitlaatgassen van dieselmotoren en sommige bestanddelen daarvan zijn bij de staat bekend van Californië om kanker, geboorteafwijkingen en andere reproductieve schade te veroorzaken.
1-5. EMF-informatie
Elektrische stroom die door een geleider vloeit, veroorzaakt plaatselijke elektrische stroom magnetische velden (EMF). Lasstroom creëert een EMF-veld rond het laswerk
circuit- en lasapparatuur. EMF-velden kunnen bepaalde medische aandoeningen verstoren
implantaten, bijvoorbeeld pacemakers. Beschermende maatregelen voor personen die medische kleding dragen implantaten moeten worden ingenomen. Bijvoorbeeld toegangsbeperkingen voor voorbijgangers y door of individuele risicobeoordeling voor lassers. Alle lassers moeten het volgende gebruiken procedures om blootstelling aan EMF-velden van het lascircuit tot een minimum te beperken:
- Houd kabels dicht bij elkaar door ze te draaien of vast te plakken, of door een kabelafdekking te gebruiken.
- Plaats uw lichaam niet tussen laskabels. Leg de kabels opzij
en weg van de operator. - Rol of drapeer kabels niet rond uw lichaam.
- Houd hoofd en romp zo ver mogelijk verwijderd van de apparatuur in het lascircuit mogelijk.
- Sluit de werkklem zo dicht mogelijk bij de las aan op het werkstuk.
- Werk niet naast, zit of leun niet op de lasstroombron.
- Las niet terwijl u de lasstroombron of draadaanvoerunit bij u draagt.
Over geimplanteerde medische hulpmiddelen:
Dragers van geïmplanteerde medische hulpmiddelen moeten hun arts en het apparaat raadplegen fabrikant voordat u booglassen, puntlassen, gutsen, plasmaboognijden of inductieverwarming uitvoert of er dichtbij komt. Indien goedgekeurd door uw arts, dan
het volgen van de bovenstaande procedures wordt aanbevolen.
SECTIE 2- INLEIDING
Weerstandlassen is een van de oudste elektrische lasprocessen die in gebruik zijn
industrie vandaag. De las wordt gemaakt door een combinatie van hitte, druk en tijd. Als de naam weerstandsslassen impliceert dat het de weerstand van het materiaal is
gelast aan een stroom die een plaatselijke verwarming in het onderdeel veroorzaakt. De druk uitgeoefend door de tang en de elektrodepunten, waardoor de stroom vloeit, houdt de
onderdelen die in nauw contact moeten worden gelast vóór, tijdens en na de lasstroom tijd cyclus. De benodigde hoeveelheid tijd dat de stroom in de verbinding vloeit, wordt bepaald door materiaaldikte en -type, de hoeveelheid stroom die vloeit en de dwarsdoorsnede gebied van de contactoppervlakken van de laspunten.
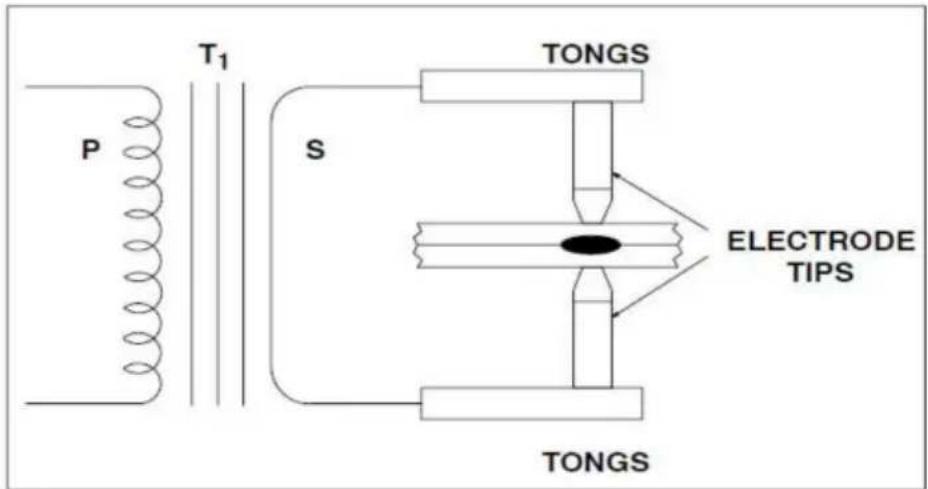
Figuur 2-1. Weerstand puntlasmachine met werk
In figuur 2-1 wordt een compleet secundair weerstandspuntlascircuit geïllustreerd.
Voor de duidelijkheid zijn de verschillende onderdelen van de weerstandspuntlasmachine geïdentificeerd.
Enkele technische parameters staan vermeld op het typeplaatje van de weerstandsspot lasapparaat.
SYMBOOL EN BETEKENIS OP GEGEVENSPLAATJE
U1: Nominale AC-ingangsspanning van de lasstroombron
50HZ of 60 HZ: Nominale frequentie van eenfasige wisselstroomvoeding.
l1max:Max. invoerstroom.
I1eff:Max. effectieve ingangsstroom.
X: Nominale inschakelduur. Dit is de verhouding tussen de belastingsduur en de volledige cyclus tijd.
Opmerking 1: Deze verhouding ligt tussen 0 en 100%.
Opmerking 2: Voor deze standaard bedraagt één volledige cyclustijd 30 seconden. Als de snelheid bijvoorbeeld
10% bedraagt de geladen tijd 3 seconden en de rusttijd 7 seconden. Als deze wordt gebruikt
meer dan 3 seconden gedurende meerdere opeenvolgende perioden van 10 seconden, kan de unit oververhit raken.
U0: onbelaste spanning
Het is de nullastuitgangsspanning van de lasstroombron.
S1: Het nominale ingangsvermogen, KVA
IP: Beschermingsgraad. Bijvoorbeeld IP21, waarbij het lasapparaat geschikt wordt geacht voor gebruik binnenshuis; IP23,. het goedkeuren van het lasapparaat als geschikt voor gebruik buiten in de regen.
Isolatieklasse: H
MILIEU OMSTANDIGHEDEN
Weerstandslassen wordt bereikt wanneer er stroom door de elektrodepunten en de afzonderlijke te verbinden stukken metaal wordt veroorzaakt. De weerstand van het basismetaal tegen elektrische stroom veroorzaakt plaatselijke verwarming in de verbinding en de las wordt gemaakt. De weerstandspuntlas is uniek omdat de eigenlijke lasklomp intern wordt gevormd in relatie tot het oppervlak van het basismetaal. Figuur 4-1 toont een weerstandspuntlasklompje vergeleken met een gaswolfraamboog (TIG)-puntlas.
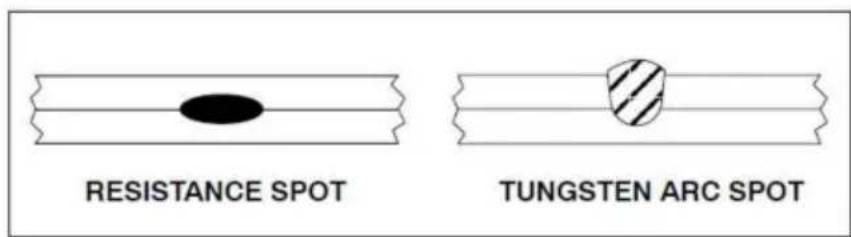
Figuur 3-1. Vergelijking van weerstand en TIG-puntlassen
De gaswolfraamboogspot is slechts aan één kant gemaakt. De weerstandspuntlas wordt normaal gesproken gemaakt met elektroden aan elke kant van het werkstuk. Weerstandspuntlassen kunnen worden gemaakt met het werkstuk in elke positie.
De weerstandspuntlasklomp wordt gevormd wanneer het grensvlak van de lasverbinding wordt verwarmd als gevolg van de weerstand van de verbindingsoppervlakken tegen elektrische stroom. In alle gevallen moet de stroom uiteraard vloeien, anders kan de las niet worden gemaakt. De druk van de elektrodepunten op het werkstuk houdt het onderdeel tijdens het maken van de las in nauw en intiem contact. Houd er echter rekening mee dat weerstandspuntlasmach NIET zijn ontworpen als krachtklemmen om de werkstukken samen te trekken voor het lassen.
kan een wijziging van de wet van Ohm worden aangebracht wanneer watt en warmte als synoniemen worden beschouwd. Wanneer er stroom door een geleider wordt geleid, zal de elektrische weerstand van de geleider tegen de stroom ervoor zorgen dat er warmte wordt gegenereerd. De basisformule voor warmteopwekking
$$ \text { kan worden vermeld: } \mathbf {H} = \mathbf {I 2 R} $$
$$ \begin{array}{l} \text {waarbij H = Warmte I2 = Lasstroom in het kwadraat} \ \text {R = Weerstand} \end{array} $$
Het secundaire deel van een weerstandspuntlascircuit, inclusief de te lassen onderdelen, bestaat eigenlijk uit een reeks weerstanden. De totale additieve waarde van deze elektrische weerstand beïnvloedt de stroomopbrengst van de weerstandspuntlasmachine en de warmteontwikkeling van het circuit.
Het belangrijkste feit is dat, hoewel de stroomwaarde in alle delen van het elektrische circuit hetzelfde is, de weerstandswaarden op verschillende punten in het circuit aanzienlijk kunnen vari De gegenereerde warmte is recht evenredig met de weerstand op elk punt in de omgeving circuit.
flowchart
graph TD
A["START"] --> B["SQUEEZE TIME"]
B --> C["HEAT OR WELD TIME"]
C --> D["HOLD TIME"]
D --> E["OFF TIME"]
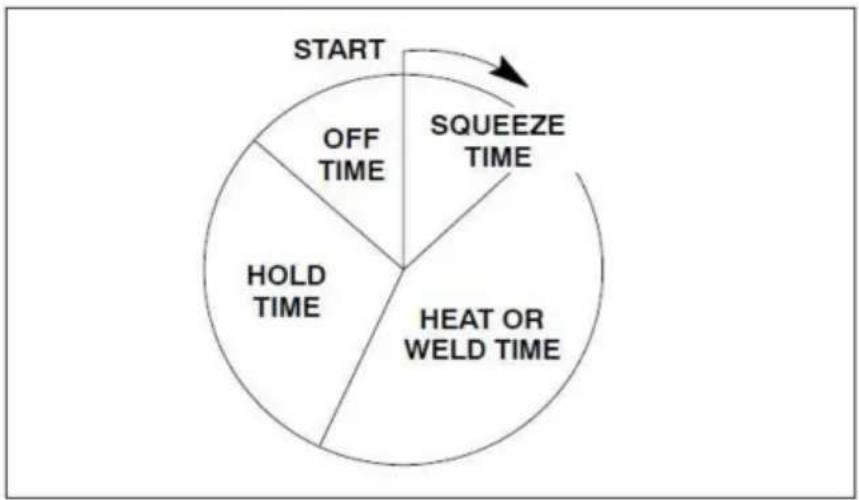
Figuur 3-2. Tijdcyclus puntlassen
SQUEEZE TIME -Tijd tussen het aanbrengen van druk en het lassen.
VERWARMINGS- OF LASTIJD - De lastijd bestaat uit cycli.
HOLD TIME - Tijd dat de druk behouden blijft nadat de las is gemaakt.
OFF TIME - Elektroden gescheiden om verplaatsing van materiaal naar de volgende plek mogelijk te maken.
De weerstandspuntlasmachines zijn zo geconstrueerd dat er minimale weerstand is zichtbaar zijn in de transformator, flexibele kabels, tangen en elektrodepunten. De weerstandspuntlasmachines zijn ontworpen om de lasstroom naar de lasstroom te brengen lassen op de meest efficiënte manier. Het is bij de las de grootste relatieve weerstand is vereist. De term 'relatief' betekent: in relatie tot de rest van het eigenlijke lascircuit.
Er zijn zes belangrijke weerstandspunten in het werkgebied. Ze zijn als volgt:
- Het contactpunt tussen de elektrode en het bovenste werkstuk.
- Het bovenste werkstuk.
- De interface van de bovenste en onderste werkstukken.
- Het onderste werkstuk.
- Het contactpunt tussen het onderste werkstuk en de elektrode.
- Weerstand van de elektrodepunten.
De weerstanden staan in serie en elk weerstandspunt zal de stroom vertragen.
De hoeveelheid weerstand op punt 3, het grensvlak van de werkstukken, zal hiervan afhangen op de warmteoverdrachtsmogelijkheden van het materiaal, de elektrische weerstand ervan en de gecombineerde dikte van de materialen bij de lasverbinding. Het bevindt zich in dit deel van het circi dat de klomp van de las wordt gevormd.
3-3. De tijdfactor
Weerstandspuntlassen is afhankelijk van de weerstand van het basismetaal en de hoeveelheid stroom die vloeit om de warmte te produceren die nodig is om de puntlas te maken. Een andere belangrijke factor is tijd. In de meeste gevallen gaat het om enkele duizenden ampères gebruikt bij het maken van de puntlas. Dergelijke stroomsterktewaarden stromen door een las. Dergelijke stroomsterktewaarden, die door een relatief hoge weerstand stromen, zullen een veel warmte in korte tijd. Om puntlassen met goede weerstand te maken, is het noodzakelijk om hebben nauwkeurige controle over de tijd dat de stroom vloeit. Eigenlijk is tijd het enige regelbare variabele in de meeste puntlastoepassingen met enkele impulsweerstand.
Stroom is vaak economisch onpraktisch om te controleren. Ook binnen is het onvoorspelbaar veel gevallen.
De meeste weerstandspuntlassen worden in zeer korte tijdsperioden gemaakt. Sinds afwisselend stroom wordt normaal gesproken gebruikt voor het lasproces, procedures kunnen gebaseerd zijn op a 60 cyclustijd (zestig cycli = 1 seconde). Figuur 3-2 toont de weerstandsplek lastijdcyclus.
Voorheen werd de formule voor warmteopwekking gebruikt. Met toevoeging van de tijd element, wordt de formule als volgt ingevuld:
$$ H = I 2 R T K \quad \text { waarbij } H = \text { Warmte } $$
$$ I 2 = \text { Stroom in het kwadraat } $$
$$ R = \text { W e e r s t a n d } $$
$$ T = T i j d $$
$$ K = \text { W a r m t e v e r l i e z e n } $$
Controle over de tijd is belangrijk. Als het tijdselement te lang is, wordt het basismetaal in de verbinding kan het smeltpunt (en mogelijk het kookpunt) van het materiaal overschrijden. Dit kan defecte lassen veroorzaken als gevolg van gasporositeit. Er is ook de mogelijkheid van uitdrijving van gesmolten metaal uit de lasverbinding, wat het kruis zou kunnen verkleinen gedeelte van de verbinding dat de las verzwakt. Kortere lastijden verminderen ook de lastijden mogelijkheid van overmatige warmteoverdracht in het basismetaal. Vervorming van het laswerk onderdelen worden geminimaliseerd en de door hitte beïnvloede zone rond de lasklomp blijft hetzelfde aanzienlijk kleiner.
3-4. Druk
Het effect van druk op de weerstandspuntlas moet zorgvuldig worden overwogen.
Het primaire doel van druk is om de te lassen onderdelen goed vast te houden
contact op de gezamenlijke interface. Deze actie zorgt voor een consistente elektrische weerstand en geleidbaarheid op het laspunt. De tang en de elektrodepunten mogen dat NIET zijn gebruikt om de werkstukken samen te trekken. De weerstandspuntlasmachine is dat niet uitgevoerd als elektrische "C"-klem! De te lassen delen moeten intiem zijn
Neem contact op VOORDAT er druk wordt uitgeoefend.
Uit onderzoek is gebleken dat de hoge drukken die op de lasverbinding worden uitgeoefend, afnemen de weerstand op het contactpunt tussen de elektrodetip en het werkstuk oppervlak. Hoe groter de druk, hoe lager de weerstandsfactor.
Een juiste druk, met innig contact tussen de elektrodetip en het basismetaal, zal dat wel doen hebben de neiging warmte van de las weg te geleiden. Er zijn hogere stromen nodig hogere drukken en omgekeerd lagere drukken vereisen minder stroomsterkte de weerstandspuntlasmachine. Dit feit moet zorgvuldig worden opgemerkt vooral bij gebruik van een hittebeheersing bij de verschillende weerstandspuntlassen machines.
3-5. Elektrodetips
Koper is het basismetaal dat normaal gesproken wordt gebruikt voor weerstandspuntlastangen en -punten.
Het doel van de elektrodepunten is om de lasstroom naar de lasstroom te geleiden werkstuk, om het brandpunt te zijn van de druk die op de lasverbinding wordt uitgeoefend, om te geleiden warmte van het werkoppervlak, en om hun vormintegriteit te behouden
kenmerken van thermische en elektrische geleidbaarheid onder arbeidsomstandigheden.
Elektrodepunten zijn gemaakt van koperlegeringen en andere materialen. Het verzet Welders Manufacturing Association (RWMA) heeft de elektrodetips in tweeën geclassificeerd groepen:
Groep A - Legeringen op koperbasis
Groep B - Vuurvaste metalen tips
De groepen zijn verder ingedeeld op nummer. Groep A, Klasse I, II, III, IV en V zijn dat wel gemaakt van koperlegeringen. Groep B, klasse 10, 11, 12, 13 en 14 zijn de vuurvaste
legeringen.
Groep A, Klasse I elektrodepunten komen qua samenstelling het dichtst in de buurt van puur koper. Als het klassenummer gaat hoger, de waarden voor hardheid en gloeitemperatuur toenemen, terwijl de thermische en elektrische geleidbaarheid afnemen.
Groep B- composites zijn gesinterde mengsels van koper en wolfraam, enz., ontworpen voor slijtvastheid en druksterkte bij hoge temperaturen.
Groep B, klasse 10-legeringen hebben ongeveer 40 procent de geleidbaarheid van koper geleidbaarheid neemt af naarmate de getalswaarde toeneemt. Groep B-elektrodetips zijn dat wel normaal gesproken niet gebruikt voor toepassingen waarbij weerstandspuntlasmachines worden gebruikt zou werkzaam zijn.
ÿSPOTLASSEN kan gevaarlijk zijn. Lees en volg het veiligheidsgedeelte aan de voorkant van dit boek, evenals de gebruikershandleiding en alle labels op de apparatuur.
Weerstandspuntlastechnieken vereisen geen uitgebreide of uitgebreide veiligheid
voorzorgsmaatregelen. Er zijn echter enkele op gezond verstand gerichte acties die dit kunnen voorkomen letsel bij de bediener.
Wanneer er in een winkel wordt gewerkt, is het verstandig om een veiligheidsbril te dragen.
Weerstandspuntlassen is geen uitzondering op de regel! Heel vaak zijn metaal of oxiden dat wel uit het gewrichtsgebied verdreven. Bescherming van het gezicht en vooral van de ogen noodzakelijk om ernstig letsel te voorkomen.
Een ander aandachtspunt is de ventilatie. Dit kan een ernstig probleem zijn wanneer weerstandspuntlassen van gegalvaniseerde metalen (verzinkt) of metalen met andere coatings zoals lood. De dampen die vrijkomen bij het lassen hebben een bepaalde waarde toxiciteit die ziekte bij de bediener zal veroorzaken. Een goede ventilatie kan de rookconcentratie in de lasruimte.
Zoals uitgelegd in de voorgaande discussie over de grondbeginselen van weerstandsplek Bij lassen bestaat er een duidelijk verband tussen tijd, stroom en druk.
Stroom en druk helpen bij het creëren van de warmte in de lasklomp.
Als de lasstroom te laag is voor de toepassing, is de stroomdichtheid te zwak maak de las. Deze toestand zal ook de elektrodepunten oververhitten
ervoor zorgen dat ze uitgloeien, paddestoelen uit de grond schieten en mogelijk besmet raken. Zelfs Als de tijd toeneemt, is de hoeveelheid opgewekte warmte kleiner dan de verliezen die hierdoor ontstaan straling en geleiding in het werkstuk en thermische geleiding van de elektroden. Het resultaat is de mogelijkheid, bij lange lastijden bij lage stromen, van oververhitting van het gehele basismetaalgebied tussen de elektroden. Dit zou kunnen veroorzaken het verbranden van de boven- en onderoppervlakken van het werkstuk en mogelijk ook het inbedden van de elektrodepunten in de werkstukoppervlakken.
Naarmate de stroomdichtheid toeneemt, wordt de lastijd proportioneel verkort. Als de stroomdichtheid echter te hoog wordt, bestaat de mogelijkheid van uitdrijving
gesmolten metaal uit het grensvlak van de verbinding waardoor de las verzwakt wordt. De ideale tijd- en stroomdichtheidstoestand ligt ergens net onder het niveau waarbij metaal wordt uitgestoten.
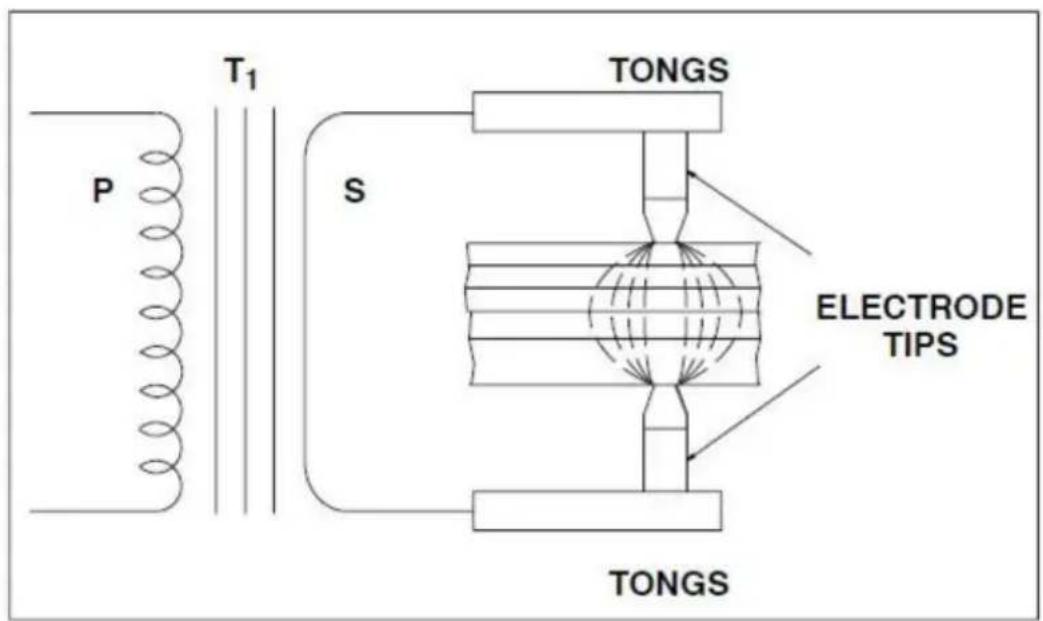
Het is duidelijk dat de warmte-inbreng niet groter kan zijn dan de totale dissipatiesnelheid van het werkstuk en de elektrode zonder dat er metaal uit de verbinding wordt verdreven. Er is onlangs een interessante ontdekking gedaan met betrekking tot de stroomstroom door het werkstuk. Tot voor kort werd aangenomen dat stroom in een rechte lijn door de lasverbinding vloeide. Dit is niet noodzakelijkerwijs het geval wanneer meerdere materiaaldiktes worden gelast. Het kenmerk is dat de stroom "uitwaaiert", waardoor de stroomdichtheid op het laspunt op de grootste afstand van de elektrodepunten afneemt. De afbeelding (Figuur 3-3) toont de weerstandspuntlaswarmtezones voor verschillende metaaldiktes. We merken op dat de oncontroleerbare variabelen (zoals verontreiniging van het grensvlak) worden vermenigvuldigd bij het weerstandspuntlassen van verschillende materiaaldiktes. De kwaliteitsniveaus zullen veel lager zijn voor puntlassen met "stapel"-weerstand, wat verklaart waarom dergelijke laspraktijken zoveel mogelijk worden vermeden.
Als we de kwaliteitsfactor buiten beschouwing laten, wordt het duidelijk dat het aantal diktes van een materiaal dat in één keer met succes kan worden gepuntlast, zal afhangen van het materiaaltype en de dikte, evenals van de KVA-capaciteit van de weerstandspuntlasmachine.
KVA-waarde, inschakelduur en andere relevante informatie vindt u op het naamplaatje van de DN-100E weerstandspuntlasmachine. De catalogusliteratuur en de bedieningshandleiding geven gegevens over de maximale gecombineerde materiaaldiktes dat elke unit kan lassen.
3-7. Grootte van de
elektrodepunt Als u bedenkt dat de lasstroom via de elektrode in het werkstuk mag
stromen, is het logisch dat de grootte van het elektrodepunt de grootte van de weerstandspuntlas bepaalt. Eigenlijk zou de diameter van de lasklompjes iets kleiner moeten zijn dan de diameter van het punt van de elektrode.
Als de diameter van de elektrodetip te klein is voor de toepassing. de lasklomp zal klein en zwa zijn. Als de diameter van de elektrodetip echter te groot is, bestaat het gevaar dat het basismeta oververhit raakt en er holtes en gaszakken ontstaan. In beide gevallen zouden het uiterlijk en de kwaliteit van de voltooide las niet acceptabel zijn.
Om de diameter van de elektrodepunt te bepalen, zijn er enkele beslissingen nodig van de kant van de lasontwerper. De weerstandsfactoren die voor verschillende materialen een rol spelen, zullen zeker enige invloed hebben op de bepaling van de diameter van de elektrodetip.
Er is een algemene formule ontwikkeld voor koolstofarm staal. Het biedt diameterwaarden voor de elektrodetip die bruikbaar zijn voor de meeste toepassingen.

De TIP DIAMETER die in deze tekst wordt besproken, heeft betrekking op de elektraktie.
puntdiameter op het contactpunt met het werkstuk. Het verwijst niet naar de grootste diameter van de totale elektrodetip.
3-8. Druk of laskracht De druk die door de
tang en de elektrodepunten op het werkstuk wordt uitgeoefend, heeft een grote invloed op de hoeveelheid lasstroom die door de verbinding stroomt. Hoe groter de druk, hoe hoger de lasstroomwaarde zal zijn, binnen de capaciteit van de weerstandspuntlasmachine.
Het instellen van de druk is relatief eenvoudig. Normaal gesproken worden monsters van het te lassen materiaal tussen de elektrodepunten geplaatst en gecontroleerd op voldoende druk om de las te maken. Indien meer of minder druk nodig is, geeft de bedieningshandleiding van de weerstandspuntlasmachine expliciete aanwijzingen voor het maken van de juiste instelling. Als onderdeel van het instellen moeten de verplaatsing van de tang en de elektrodetip worden afgesteld op de minimaal vereiste afstand om te voorkomen dat er wordt gehamerd op de elektrodetips en tiphouders.
3-9. Diverse gegevens Dit
gedeelte van de tekst is bedoeld om informatie te geven over verschillende variabele die voorkomen bij sommige toepassingen van weerstandspuntlassen.
3-10. Warmtebalans
Er is geen specifiek probleem van de warmtebalans wanneer de te lassen materialen van hetzelfd type en dezelfde dikte zijn. De warmtebalans is in dergelijke gevallen automatisch correct als de elektrodepunten dezelfde diameter, hetzelfde type enz. hebben. De warmtebalans kan worden gedefinieerd als de lasomstandigheden waarin de smeltzone van de te verbinden stukken aan gelijke hitte wordt blootgesteld. en druk.
Wanneer het laswerk delen bevat met ongelijke thermische eigenschappen, zoals koper en staal, kan er om verschillende redenen een slechte las ontstaan. Het is mogelijk dat de metalen niet go legeren op het grensvlak van de verbinding. Er kan een grotere hoeveelheid plaatselijke verwarmir in het staal optreden dan in het koper. De reden zou zijn dat koper een lage elektrische weerstar en hoge thermische overdrachtseigenschappen heeft, terwijl staal een hoge elektrische weerstand en lage thermische overdrachtseigenschappen heeft.
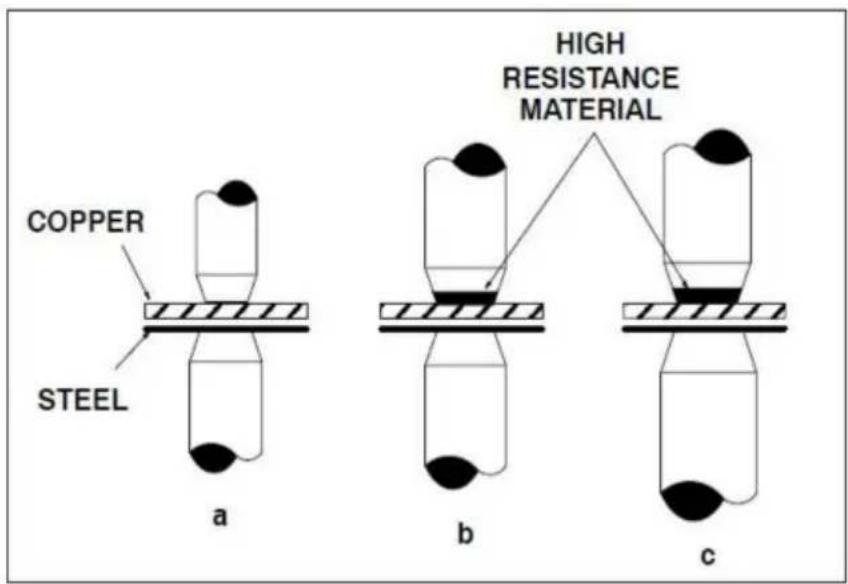
Figuur 3-4. Technieken voor het verkrijgen van warmtebalans
Een correcte warmtebalans kan bij een laswerk van dit type op verschillende manieren worden verkregen. Figuur 3-4 illustreert drie mogelijke oplossingen voor het probleem. Figuur 3-4 (a) toont het gebruik van een kleiner elektrodepuntoppervlak voor de koperzijde van de verbinding om de smeltkarakteristieken gelijk te maken door de stroomdichtheid in de ongelijksoortige gebieden te va materialen.
Figuur 3-4 (b) toont het gebruik van een elektrodetip met hoge elektrische weerstand materiaal, zoals wolfraam of molybdeen, op het contactpunt. Het resultaat is creëer ongeveer dezelfde smeltzone in het koper als in het staal. A De combinatie van de twee methoden wordt weergegeven in figuur 3.4 (c).
3-11. Oppervlakteomstandigheden
Alle metalen ontwikkelen oxiden die schadelijk kunnen zijn bij weerstandspuntlassen.
Sommige oxiden, vooral die met een vuurvast karakter, zijn lastiger dan
anderen. Bovendien zal de walshuid die op warmgewalst staal wordt aangetroffen als isolator werken en voorkom weerstandspuntlassen van goede kwaliteit. Hierdoor te verbinden oppervlakken
Het proces moet schoon zijn, vrij van oxiden en chemische verbindingen en soepel zijn oppervlak.
3-12. Materiaalgegevens voor weerstandspuntlassen
In dit gedeelte van de tekst worden de methoden besproken die worden gebruikt voor weerstandspuntlassen enkele van de gebruikelijke metalen die bij fabricagewerkzaamheden worden gebruikt. Het is niet de bedoeling dat alle mogelijke problemen die zich kunnen voordoen, zullen worden beantwoord. Het doel van dit deel van de tekst is bedoeld om algemene operationele gegevens te verschaffen voor gebruik bij weerstand puntlasmachines. Indien van toepassing zullen de verstrekte gegevens betrekking hebben op specifieke modellen en afmetingen (KVA) van eenheden. De eenheden die in deze sectie worden vermeld, zijn dat niet aanbevolen voor aluminium- of koperlegeringen.
3-13. Zacht staal
Zacht of koolstofarm staal omvat het grootste percentage materiaal waarmee wordt gelast het weerstandspuntlasproces. Alle koolstofarme staalsoorten zijn gemakkelijk lasbaar met het proces als de juiste apparatuur en procedures worden gebruikt.
Koolstofstaalsoorten hebben de neiging harde, brosse lassen te ontwikkelen, net als koolstofstaal de inhoud neemt toe als de juiste naverwarmingsprocedures niet worden gebruikt. Snel het afschrikken van de las, waarbij de klompjes snel afkoelen, vergroot de waarschijnlijkheid van harde, broze microstructuur in de las.
Warmgewalst staal heeft normaal gesproken walshuid op het oppervlak van het metaal. Dit type van materiaal wordt meestal niet gepuntlast met weerstandslasmachines
van de KVA-beoordelingen van specifiek gebouwde eenheden.
Koudgewalst staal (CRS) en warmgewalst staal, gebeitst en geolied (HRSP&O), mogen dat wel zijn weerstandspuntgelast met zeer weinig moeite. Als de olieconcentratie te hoog is
op het plaatmetaal kan dit de vorming van koolstof aan de elektrodepunten veroorzaken waardoor hun levensduur wordt verkort. Ontvetten of afvegen wordt aanbevolen zwaar geoliede plaatmateriaal.
De weerstandspuntlas moet een schuifsterkte hebben die gelijk is aan die van het basismetaal afschuifsterkte en moet groter zijn dan de sterkte van een klinknagel of een smeltpluglas hetzelfde dwarsdoorsnedeoppervlak. Normaal gesproken wordt schuifsterkte als criterium aanvaard voor weerstandspuntlasspecificaties, hoewel andere methoden kunnen worden gebruikt.
Een gebruikelijke praktijk is om twee gelaste monsterstrips uit elkaar te "pellen" om te zien of ze schoon zijn "klinknagel" wordt uit één stuk getrokken. Als dit het geval is, is er sprake van weerstandspuntlassen als juist beschouwd.
Bij magnetische materialen zoals zacht staal kan de stroom door de las variëren grotendeels afhankelijk van hoeveel van het magnetische materiaal zich in de tang bevindt lus. De tonglus wordt ook wel de "keel" van het weerstandspuntlassen genoemd machine.
Het te lassen onderdeel kan bijvoorbeeld de grootste hoeveelheid basismetaal bevatten in de keel van de eenheid voor elke weerstandspuntlas en bijna geen daarvan het basismetaal in de keel voor de tweede puntlas. De stroom bij de lasverbinding zal bij de eerste las minder zijn. De reden is de reactantie veroorzaakt door het ijzerhoudend materiaal materiaal binnen het booglascircuit.
Weerstandspuntlasmachines zijn toepasbaar bij het lassen van koolstofarm staal.
Ze moeten het beste worden gebruikt binnen de nominale capaciteit van de totale materiaaldikte resultaten. Ze mogen niet gedurende de inschakelduur worden gebruikt, omdat er schade aan de behuizing is ontstaan schakelaar en transformator kunnen het gevolg zijn. De duty-cycle van 30 procent voorzag hierin type apparatuur moet geschikt zijn voor alle toepassingen binnen hun classificatie. De Een inschakelduur van 30 procent is een RWMA-standaardwaardering voor algemene belastingsbestendigheid lasapparaten. De werkcyclus van 30 procent is gebaseerd op een tijdsperiode van 10 seconden en betekent dat de eenheid 3 seconden uit elke periode van 10 seconden kan lassen.
3-14. Laaggelegeerd en medium koolstofstaal
Er zijn enkele relevante verschillen bij weerstandspuntlassen van laaggelegeerde en staalsoorten met middelmatig koolstofgehalte in vergelijking met zacht of laag koolstofstaal. Het verzet de factor voor laaggelegeerd en middelmatig koolstofstaal is hoger; dus de huidige eisen zijn iets lager. Tijd en temperatuur zijn sindsdien belangrijker metallurgische veranderingen zullen groter zijn met deze legeringen. Er is zeker meer
kans op lasverbrossing dan bij zacht staal.
De weerstandspuntlasdrukken zijn normaal gesproken hoger bij deze materialen vanwege de extra druksterkte die inherent is aan laaggelegeerd en middelmatig koolstofstaal. Het is altijd een goed idee om langere lastijden te gebruiken bij het lassen van deze legeringen om de afkoelsnelheid te vertragen en meer ductiele lassen mogelijk te maken.
3-15. Roestvast staal De
chroomnikkelstaallegeringen (austenitisch) hebben een zeer hoge elektrische weerstand en kunnen gemakkelijk worden verbonden door weerstandspuntlassen. De overweging van groot belang bij deze materialen is een snelle afkoeling binnen het kritische bereik, 800 tot 1400 F. De snelle afschrikking die gepaard gaat met weerstandspuntlassen is ideaal om de mogelijkheid van chroomcarbideprecipitatie aan de korrelgrenzen te verminderen. Natuurlijk, hoe langer de het lassen wordt op de kritische temperaturen gehouden, hoe groter de kan op carbideprecipitatie.
3-16. Staal, gedompeld of geplateerd De
overgrote meerderheid van het materiaal in deze categorie is gegalvaniseerd of verzinkt staal. Hoewel een deel van het gegalvaniseerde staal elektrisch is geplateerd, kost de dompelcoating minder en wordt deze het meest gebruikt. Op gedompeld staal is de zinklaa ongelijkmatig van dikte. De weerstandsfactor varieert van las tot las, en het is erg moeilijk om de omstandigheden in kaartvorm voor het materiaal vast te stellen.
Bij weerstandspuntlassen is het onmogelijk om de integriteit van de gegalvaniseerde coating te behouden. Het lage smeltpunt van de zinklaag, vergeleken met de smelttemperatuur van de staalplaat, zorgt ervoor dat het zink verdampt. Natuurlijk moet er voldoende druk zijn om het zink opzij te duwen bij het lasgrensvlak om staal-op-staal-fusie mogelijk te maken. Anders staat de sterkte van de weerstandspuntlas ter discussie.
Er zijn materialen beschikbaar om de externe schade aan de coating te herstellen die kan optreden als gevolg van de laswarmte. Helaas bestaat er geen oplossing voor het verlies van coatingmateriaal aan de grensvlakken van de las. In feite kan de verdamping van het zink porositeit in de las veroorzaken en een algemene verzwakking van de verwachte schuifsterkte.
ÿHet VAPORIZED ZINK vormt bij condensatie tot vast materiaal deeltjes in de vorm
van vishaken. Deze deeltjes KUNNEN ZICH IN DE
WEEFSELS VAN HET LICHAAM en veroorzaken irritatie. Gebruik geforceerde ventilatie of afzuiging
het lasgebied en draag shirts met lange mouwen, lange broeken en beschermende gelaatsschermen wanneer u met dit proces en gecoat materiaal werkt.
Ander gecoat materiaal, zoals terne-platen (met lood gecoat) kunnen verschillende graden van toxiciteit hebben. Bij het werken met deze materialen is voldoende ventilatie verplicht.
De verdamping van het coatingmateriaal heeft de neiging de elektrodepunten te vervuilen.
De tips moeten regelmatig worden schoongemaakt om legering van de lagersmeltende materialen met de koperen tips te voorkomen. Het kan zijn dat de tips elke vierde of vijfde las moeten worden gereinigd en afgewerkt om de kwaliteit van het product te behouden, hoewel voor sommige gegalvaniseerde toepassingen de beste lassen worden gemaakt nadat verschillende plekken de tips zwart maken. Het gebruik van korte lastijden vergroot de kans op goede lassen met de minste vervuiling van de punt.
3-17. Aluminium en aluminiumlegeringen
Weerstandspuntlasmachines met een KVA-waarde van veel meer dan 20 KVA zijn nodig om goede lasverbindingen te maken op de meeste aluminiummaterialen en elk ander basismetaal met hoge geleidbaarheid. De elektrische geleidbaarheid van aluminium is hoog en lasmachines moeten hoge stromen en exacte drukken leveren om de warmte te leveren die nodig is om het aluminium te smelten en een geluid te produceren.
lassen.
3-18. Samenvatting
Weerstandspuntlassen is een lastechniek die voor vrijwel alle bekende metalen wordt gebruikt. De eigenlijke las wordt gemaakt op het grensvlak van de te verbinden onderdelen. De elektrische weerstand van het te lassen materiaal veroorzaakt een plaatselijke verwarming op de grensvlakken van de te verbinden metalen. Voor de meest bevredigende resultaten moeten voor elk type materiaal lasprocedures worden ontwikkeld.
Het is mogelijk dat shuntstromen die door een eerder gemaakte puntlas vloeien, de lasstroom weghalen van de tweede, tweede te maken puntlas. Dit zal gebeuren als de twee puntlassen te dicht bij elkaar liggen, en het zal bij iedereen gebeuren
metalen.
Tabel 3-1 geeft informatie over de nominale waarden voor een DN-100E-weerstandspuntlasmachine. Deze classificatie-informatie kan verschillen tussen de verschillende typen DN-100E-puntlasmachines. De nominale voedingsspanning is bijvoorbeeld 230 V/120 V. De nominale voedingsfrequentie is 50 Hz of 60 Hz.
De nominale inschakelduur is 30% of
50%, enz. Deze beoordelingsinformatie is afhankelijk van de eisen van de klant.
Tabel 3-1. Weerstandspuntlasmachine Specificaties van een DN-100E puntlasmachine
| Model | BeoordeeldLeveringSpanning | BeoordeeldLeveringFrequentie | BeoordeeldPlichtFiets | Geen ladingSpanning | LassenDikte |
| DN-100E U1 | V±10% 50/60Hz | 30% | 1,75V | 1,5+1,5 mm |
De volgende algemene gegevens worden verstrekt om de operator te helpen bij het instellen van het lassen procedures bij het gebruik van de weerstandspuntlasmachine.
De instellingen voor de tangdruk mogen ALLEEN worden uitgevoerd wanneer het primaire netsnoer is aangesloten losgekoppeld van de primaire voedingsbron.
- Sluit de tang en meet de ruimte tussen de contactoppervlakken van de elektrodetip.
- Meet de dikte van de totale lasnaad.
- Pas de opening van de tang aan volgens de maat van stap 2 minus 1/2 van de dikte van de d las nummer.
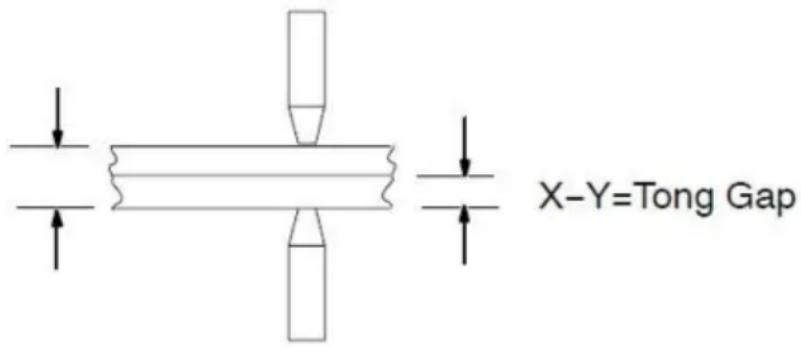
- Plaats de te lassen onderdelen tussen de elektrodepunten en breng de punten aan lasdruk. Er moet een lichte afbuiging van de tang zijn. Dit kan zijn gemeten met een richtliniaal op de lengteas van de tang.
- Zet de puntlasmachine aan en maak een proeflas.
- Test de las met visuele en mechanische middelen. Controleer de elektrodetip vervorming en vervuiling (zie testprocedures).
- Pas de tangdruk indien nodig aan (zie bedieningshandleiding voor het afstellen van de tang procedures).
3-19. Test procedures
De geschetste testprocedures zijn zeer eenvoudig en vereisen een minimum aan apparatuur presteren.
1. Visuele test
Observeer de vervorming en vorm van de oppervlaktecontactpunten aan beide zijden de las. Overmatige "dishing" van het oppervlaktecontactpunt duidt op een of meer van het volgende:
A. Overmatige tongdruk. B.
Lastijd te lang. C.
Verkeerde uitlijning van de elektrodepunten.
Als de weerstandspuntlas geen gelijkmatig, concentrisch oppervlak heeft,
het probleem kan een verkeerde uitlijning van de elektrodepunten zijn. Lijn de elektrodetips uit me de stroom uit en een typische lasverbinding tussen de puntoppervlakken.
2. Mechanische test
Plaats één uiteinde van het weerstandspuntlasmonster in de bankschroef. Gebruik mechanisch betekent dat de las uit elkaar wordt gedrukt. Eén kant van de las moet loskomen van de lasnaad moedermetaal met een metalen verlengstuk van de las. Controleer of de las goed is diameter.
SECTIE4- ONDERHOUD EN PROBLEEMOPLOSSING
4-1. Onderhoud
| Probleem | Remedie |
| Tips oververhitting. | Niet genoeg tongdruk. Verhoog de tangdruk. |
| Lastijd te lang. Verminder de lastijd. | |
| Materiaal te dik voor de puntlasmachine. | |
| Tips boogvorming op materiaal. | Niet genoeg tongdruk. Verhoog de tangdruk. |
| Tips niet correct uitgelijnd. Pas de tips of kledingtips opnieuw aan de juiste ma diameter (zie sectie 4-2). | |
| Het basismateriaal kan aan de punten worden gelast, waardoor een hoge weerstand ont en slechte elektrische stroom. Tips voor schoonmaken of aankleden (zie Sectie 4-2). | |
| Spatten of gesmolten material wezen uitgedreven tijdens lassen operatie. | Onjuiste tipuitlijning. Kleed tips zo aan dat ze op één lijn liggen en plat zijn op het materiaal (zie paragraaf 4-2). |
| Overmatige tongdruk. Verminder de tangdruk. | |
| Uitgangsstroomsterkte te hoog. Verlaag de stroomsterkte-instelling, indien van toepassing (niet beschikbaar op luchtgekoelde modellen). | |
| Lastijd te lang. Verminder de lastijd. | |
| Inconsequent lasklompje. | Inconsistente lastijd. Installeer een lastimer, indien van toepassing. |
| Niet genoeg tongdruk. Verhoog de tangdruk. | |
| Gat in midden van lassen. | Het contactoppervlak van de tips is te groot. Wissel naar een kleinere punt diameter of jurktips terug naar de oorspronkelijke diameter (zie sectie 4-2). |
| Slechte las of geen laswerk aan tips. | Materiaal te dik voor puntlasmachine. Check dat materiaaldikte ligt binnen de capaciteit van de puntlasmachine. |
| Tangen zijn te lang. Verklein de lengte van de tang. | |
| Verwijder coating van materiaal voor intiem contact tussen stukken. Verwijder oxiden en chemische verbindingen, inclusief gegalvaniseerde coating. |
Gemaakt in China
VEVOR®
TOUGH TOOLS, HALF PRICE
Technische ondersteuning en e- garantiecertificaat www.vevor.com/support




