
DN-100E - Poste à souder Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil DN-100E Vevor au format PDF.

| Caractéristiques techniques | Poste à souder Vevor DN-100E, technologie MIG/MAG, puissance réglable, courant de soudage 30-100A, tension d'entrée 220V. |
|---|---|
| Utilisation | Idéal pour le soudage de métaux ferreux et non ferreux, adapté pour les travaux de bricolage et les réparations. |
| Maintenance et réparation | Vérifier régulièrement l'état des câbles et des buses, nettoyer les pièces après chaque utilisation, remplacer les consommables selon les besoins. |
| Sécurité | Utiliser des équipements de protection individuelle (gants, masque de soudage), assurer une bonne ventilation, éviter les zones inflammables. |
| Informations générales | Poids léger pour une manipulation facile, garantie du fabricant, manuel d'utilisation inclus, service client disponible. |
FOIRE AUX QUESTIONS - DN-100E Vevor
Questions des utilisateurs sur DN-100E Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice DN-100E - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil DN-100E de la marque Vevor.
MODE D'EMPLOI DN-100E Vevor
Technique Assistance et certificat de garantie électronique www.vevor.com/support
PLACE SOUDEUR \_
MODÈLE: DN-100E
 | Avertissement - Pour réduire le risque de blessure, l'utilisateur doit lire attentivement le manuel d'instructions. |
 | ÉLIMINATION CORRECTECe produit est soumis aux dispositions de la directive européenne 2012/19/CE. Le symbole représentant une poubelle barrée indique que le produit nécessite une collecte sélective des déchets dans l'Union européenne. Ceci s'applique au produit e tous les accessoires marqués de ce symbole. Les produits marqués comme tels ne peuvent pas être jetés avec les ordu ménagères normales, mais doivent être déposés dans un point collecte pour le recyclage des appareils électriques et électroniques. |
SECTION 1- SAFETY PRECAUTIONS - READ BEFORE USIN

Protégez-vous et protégez les autres contre les blessures – lisez et suivez ces précautions.
1-1. Utilisation des symboles

COLÈRE! -Indique une situation dangereuse qui, si elle n'est pas évitée, entraînera la mort ou des blessures graves. Les dangers possibles sont indiqués dans les symboles ci-contre ou expliqués dans le texte.

Indique une situation dangereuse qui, si elle n'est pas évitée, pourrait entraîner la mort ou des blessures graves. Les dangers possibles sont indiqués dans les symboles ci-contre ou expliqués dans le texte.
AVIS -Indique des déclarations non liées à des blessures corporelles.

Ce groupe de symboles signifie Attention ! Attention! Risques de CHOC ÉLECTRIQUE, DE PIÈCES MOBILES et de PIÈCES CHAUDES. Consultez les
symboles et les instructions associées ci-dessous pour connaître les actions nécessaires pour éviter les dangers.
1-2. Risques liés au soudage par points par résistance

Les symboles illustrés ci-dessous sont utilisés tout au long de ce manu pour attirer l'attention et identifier les dangers possibles. Lorsque vous voyez le symbole, faites attention et suivez les instructions associées pour éviter le danger. Les informations de sécurité données ci-dessous ne sont qu'un résumé des informations de sécurité plus complètes trouvées dans les normes de sécurité répertoriées dans la section 1-5. Lisez et suivez toutes les normes de sécurité.

Seules des personnes qualifiées doivent installer, utiliser, entretenir et réparer cet appareil.

Pendant le fonctionnement, éloignez toute personne, en particulier les enfants.
- LE SOUDAGE PAR POINTS peut provoquer un incendie ou une explosion.

Des étincelles peuvent s'échapper de l'arc de soudage. Les étincelles projetées, la pièce chaude et l'équipement chaud peuvent provoquer des incendies et des brûlures. Un contact accidentel de l'électrode avec des objets métalliques peut
provoquer des étincelles, une explosion, une surchauffe ou un incendie. Vérifiez é assurez-vous que la zone est sûre avant de procéder à tout soudage.
- Retirez tous les produits inflammables à moins de 35 pi (10,7 m) de la soudur Si cela n'est pas possible, couvrez-les hermétiquement avec des housses approuvées.
- Ne soudez pas par points là où des étincelles peuvent heurter des matériaux inflammables.
- Protégez-vous et protégez les autres des étincelles volantes et du métal chaud.
- Soyez attentif au fait que les étincelles de soudage peuvent facilement traverser de petites fissures et ouvertures vers les zones adjacentes.
- Surveillez les incendies et gardez un extincteur à proximité.
- Ne soudez pas sur des conteneurs fermés tels que des réservoirs, des fûts ou des tuyaux, à moins qu'ils ne soient correctement préparés conformément à AWS
F4.1 (voir Normes de sécurité).
- Ne soudez pas là où l'atmosphère peut contenir des poussières, des gaz ou des vapeurs liquides inflammables (comme de l'essence).
- Retirez de vous tout combustible, tel qu'un briquet au butane ou des allumettes avant d'effectuer tout soudage.
- Une fois les travaux terminés, inspectez la zone pour vous assurer qu'elle est exempte d'étincelles, de braises incandescentes et de flammes.
- Ne dépassez pas la capacité nominale de l'équipement.
- Utilisez uniquement des fusibles ou des disjoncteurs appropriés. Ne les surdimensionnez pas et ne les contournez pas.
- Suivez les exigences de l'OSHA 1910.252 (a) (2) (iv) et de la NFPA 51B pour les travaux à chaud et ayez un surveillant d'incendie et un extincteur à proximité
- LES CHOC ÉLECTRIQUES peuvent être mortels.

Toucher des pièces électriques sous tension peut provoquer des chocs mortels ou de graves brûlures. Le circuit d'alimentation d'entrée et les circuits internes de la machine sont également sous tension lorsque l'appareil est sous tension. Un équipement mal
installé ou mal mis à la terre constitue un danger.
- Ne touchez pas les pièces électriques sous tension.
- Porter des gants isolants secs et sans trous et une protection corporelle.
- Supplémentaire des précautions de sécurité sont nécessaires lorsque l'une des conditions électriquement dangereuses suivantes est présente : dans des endroits humides ou lorsque vous portez des vêtements mouillés ; sur des structures métalliques telles que des planchers, des grilles ou des échafaudages ; dans des positions exiguës comme être assis, à genoux ou couché ; ou lorsqu'il existe un risque élevé de contact inévitable ou accidentel avec la pièce ou le sol. Pour ce conditions, voir ANSI Z49.1 répertorié dans les normes de sécurité. Et ne travaille pas seul !
- Déconnecter puissance d'entrée avant d'installer ou d'entretenir cet équipement. Verrouillage / puissance d'entrée d'étiquetage conformément à OSHA 29 CFR 1910.147 (voir normes de sécurité).
- Installez et mettez à la terre correctement cet équipement conformément à ce manuel et aux codes nationaux, étatiques et locaux.
- Vérifiez toujours la terre d'alimentation - vérifiez et assurez-vous que le fil de
terre du cordon d'alimentation d'entrée est correctement connecté à la borne de terre dans le boîtier de déconnexion ou que la fiche du cordon est connectée à une prise de courant correctement mise à la terre.
- Lors des connexions d'entrée, fixez d'abord le conducteur de terre - double - Vérifier les branchements.
- Gardez les cordons secs, exempts d'huile et de graisse et protégés du métal chaud et des étincelles.
- Inspectez fréquemment le cordon d'alimentation d'entrée et le conducteur de terre pour détecter tout dommage ou câblage nu. Remplacez-le immédiatement s'il est endommagé. le câblage peut tuer. Vérifiez la continuité du conducteur de terre.
- Éteignez tous les équipements lorsqu'ils ne sont pas utilisés.
- Pour les équipements refroidis par eau, vérifiez et réparez ou remplacez tout tuyau ou raccord qui fuit. N'utilisez aucun équipement électrique si vous êtes mouillé ou dans une zone humide.
- Utilisez uniquement du matériel bien entretenu. Réparez ou remplacez les pièces endommagées immédiatement.
- Portez un harnais de sécurité si vous travaillez au-dessus du niveau du sol.
- Maintenez tous les panneaux, couvercles et protections bien en place.
- LES ÉTINCELLES VOLANTES peuvent blesser.
Très souvent, des étincelles jaillissent de la zone articulaire.

- Portez un écran facial approuvé ou des lunettes de sécurité avec écrans latéraux.
- Portez des vêtements de protection tels que des gants en cuir
sans huile et ignifuges, une chemise épaisse, un pantalon sans revers, des chaussures hautes et une casquette. Les matériaux synthétiques n'offrent généralement pas une telle protection.
- Protégez les autres personnes se trouvant à proximité en utilisant des rideaux ou des écrans coupe-feu approuvés, ignifuges ou incombustibles. Demandez à toutes les personnes à proximité de porter lunettes de sécurité avec protections latérales.
- LES PIÈCES CHAUDES peuvent brûler.

- Ne touchez pas les parties chaudes à mains nues.
- Prévoyez une période de refroidissement avant de travailler sur l'équipement.
- Pour manipuler des pièces chaudes, utilisez des outils
appropriés et/ou portez des gants et des vêtements de soudage épais et isolés pour éviter les brûlures.
- LES PIÈCES MOBILES peuvent blesser.

Les pointes des pinces, les pinces et les liaisons bougent pendant le fonctionnement.
- Tenir à l'écart des pièces mobiles.
-
Tenir à l'écart des points de pincement.
-
Ne mettez pas les mains entre les pointes.
- Maintenez toutes les protections et tous les panneaux bien en place.
- L'OSHA et/ou les codes locaux peuvent exiger une protection supplémentaire en fonction de l'application.
- LES FUMÉES ET LES GAZ peuvent être dangereux.

Le soudage produit des fumées et des gaz. Respirer ces fumées e gaz peut être dangereux pour votre santé.
- Gardez la tête hors des fumées. Ne respirez pas les vapeurs.
- Si vous êtes à l'intérieur, aérez la zone et/ou utilisez une
ventilation forcée locale au niveau de l'arc pour éliminer les fumées et les gaz d'soudage.
- Si la ventilation est mauvaise, portez un respirateur à adduction d'air approuvé.
- Lisez et comprenez les fiches de données de sécurité (MSDS) et les instructions du fabricant pour les métaux, les consommables, les revêtements, les nettoyants et les dégraissants.
- Travaillez dans un espace confiné uniquement s'il est bien ventilé ou en portant un respirateur à adduction d'air. Ayez toujours une montre formée personne à proximité. Les fumées et les gaz de soudage peuvent déplacer l'air et abaisser le niveau d'oxygène, provoquant des blessures, voire la mort. Assurez-vous que l'air respirable est sûr.
- Ne soudez pas à proximité d'opérations de dégraissage, de nettoyage ou de
pulvérisation. La chaleur et les rayons de l'arc peuvent réagir avec les vapeurs pour former des gaz hautement toxiques et irritants.
- Ne soudez pas sur des métaux revêtus, tels que l'acier galvanisé, plombé ou cadmié, à moins que le revêtement ne soit retiré de la zone de soudure, que la zone soit bien ventilée et que vous portiez un respirateur à adduction d'air. Les revêtements et tous les métaux contenant ces éléments peuvent dégager des fumées toxiques s'ils sont soudés.
1-3. Symboles supplémentaires pour l'installation, le fonctionnement et la maintenance
- Risque d'INCENDIE OU D'EXPLOSION.

- Ne pas installer ou placer l'appareil sur, au-dessus ou à proximité de surfaces combustibles.
- N'installez pas et n'utilisez pas l'appareil à proximité de produits inflammables.
- Ne surchargez pas le câblage du bâtiment – assurez-vous que le système d'alimentation électrique est correctement dimensionné, évalué et protégé pour gérer cette unité.
- LA CHUTE D'ÉQUIPEMENT peut blesser.

- Utilisez un équipement de capacité adéquate pour soulever et soutenir l'unité.
- Suivez les directives du manuel d'applications pour l'équation de levage NIOSH révisée (publication n° 94-110) lorsque vous soulevez manuellement des pièces ou des équipements lourds.
- Sécurisez l'unité pendant le transport afin qu'elle ne puisse pas basculer ou tomber.
- LIRE LES INSTRUCTIONS.

- Lisez et suivez attentivement toutes les étiquettes et le manuel du propriétaire avant d'installer, d'utiliser ou d'entretenir l'unité. Lisez les informations de sécurité au début du manuel et dans chaque
section.
- N'utilisez que des pièces de rechange d'origine du fabricant.
- Effectuez la maintenance et l'entretien conformément aux manuels du
propriétaire, aux normes de l'industrie et aux codes nationaux, étatiques et locaux
- LE MÉTAL VOLANT ou la SALETÉ peuvent blesser les yeux.
- Portez des lunettes de sécurité approuvées avec écrans latéraux ou portez un écran facial.
- LES CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES (CEM) peuvent affecter les dispositifs médicaux implantés.

- Les porteurs de stimulateurs cardiaques et d'autres dispositifs médicaux implantés doivent se tenir à l'écart.
- Les porteurs de dispositifs médicaux implantés doivent consulter leur médecin et le fabricant du dispositif avant de s'approcher
d'opérations de soudage à l'arc, de soudage par points, de gougeage, de coupage à l'arc plasma ou de chauffage par induction.
- UNE SURUTILISATION peut provoquer une SURCHAUFFE.
- Prévoir une période de refroidissement ; suivre le cycle de service nominal.
- Réduisez le cycle de service avant de recommencer à souder.
1-4. Avertissements

Les équipements de soudage ou de découpage produisent des fumées ou des gaz contenant des produits chimiques reconnus par l'État de Californie comme pouvant provoquer des malformations congénitales et, dans certains cas, le cancer.

Les bornes de batterie, les bornes et les accessoires associés contiennent du plomb et des composés de plomb, des produits
chimiques reconnus par l'État de Californie comme provoquant le cancer et des malformations congénitales ou d'autres problèmes de reproduction. Se laver les mains après manipulation.

Ce produit contient des produits chimiques, notamment du plomb, connus par l'État de Californie pour provoquer le cancer, des
malformations congénitales ou d'autres problèmes de reproduction. Se laver les mains après utilisation.
Pour les moteurs à essence :

Les gaz d'échappement du moteur contiennent des produits chimiques reconnus par l'État de Californie comme pouvant provoquer des cancers.
des malformations congénitales ou d'autres problèmes de reproduction.
Pour les moteurs diesel :

L'État de Californie sait que les gaz d'échappement des moteurs diesel e certains de leurs composants provoquent le cancer, des malformations
congénitales et d'autres problèmes de reproduction.
1-5. Informations sur les champs électromagnétiques
Le courant électrique circulant à travers n'importe quel conducteur provoque des champs électriques et magnétiques (CEM) localisés. Le courant de soudage crée un champ EMF autour du circuit de soudage et de l'équipement de soudage. Les champs CEM peuvent interférer avec certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection pour les personnes portant des implants médicaux doivent être prises. Par exemple, des restrictions d'accès pour les passants—ou une évaluation individuelle des risques pour les soudeurs. Tous les soudeurs doivent utiliser les procédures suivantes afin de minimiser l'exposition aux champs EMF du circuit de soudage :
-
Gardez les câbles rapprochés en les tordant ou en les collant, ou en utilisant cache-câble.
-
Ne placez pas votre corps entre les câbles de soudage. Disposez les câbles d'un côté et loin de l'opérateur.
-
N'enroulez pas et n'enroulez pas de câbles autour de votre corps.
-
Gardez la tête et le tronc aussi loin que possible de l'équipement dans le cirde de soudage.
-
Connectez la pince de travail à la pièce à travailler aussi près que possible d'oudure.
-
Ne travaillez pas à côté, ne vous asseyez pas et ne vous appuyez pas sur la source de courant de soudage.
-
Ne soudez pas en transportant la source de courant de soudage ou le dévidc À propos des dispositifs médicaux implantés :
Les porteurs de dispositifs médicaux implantés doivent consulter leur médecin et le fabricant du dispositif avant d'effectuer ou de s'approcher d'opérations de soudage à l'arc, de soudage par points, de gougeage, de coupage à l'arc plasma ou de chauffage par induction. Si votre médecin l'autorise, il est recommandé de suivre les procédures ci-dessus.
Le soudage par résistance est l'un des procédés de soudage électrique les plus anciens utilisés aujourd'hui par l'industrie. La soudure est réalisée grâce à une combinaison de chaleur, de pression et de temps. Comme son nom de soudage par résistance l'indique, c'est la résistance du matériau à souder au flux de courant qui provoque un échauffement localisé dans la pièce. La pression exercé par les pinces et les pointes des électrodes, à travers lesquelles circule le courant maintient les pièces à souder en contact intime avant, pendant et après le cycle temporel du courant de soudage. La durée requise pendant laquelle le courant circule dans le joint est déterminée par l'épaisseur et le type du matériau, la quantité de courant circulant et la section transversale des surfaces de contact de la pointe de soudage.
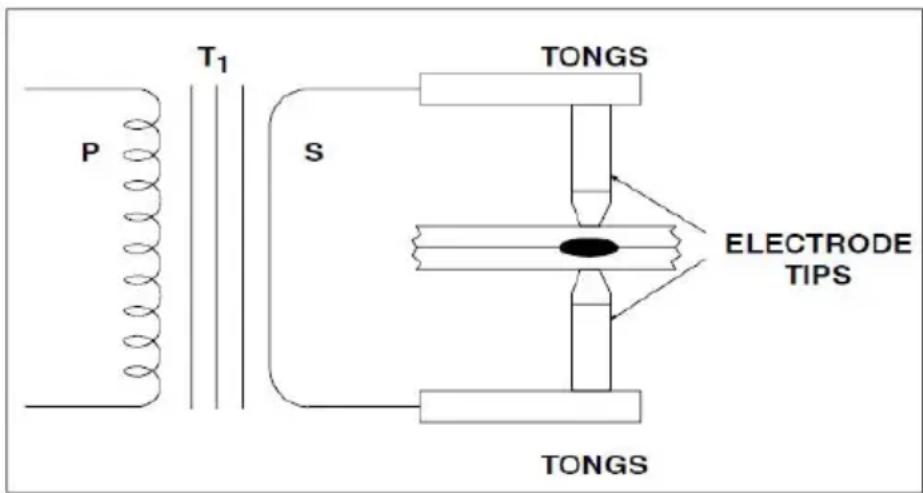
Figure 2-1. Machine de soudage par points par résistance avec trava
La figure 2-1 illustre un circuit complet de soudage par points par résistance secondaire. Pour plus de clarté, les différentes parties de la machine de soudage
par points par résistance sont identifiées.
Certains paramètres techniques sont indiqués sur la plaque signalétique de la machine de soudage par points par résistance.
SYMBOLE ET SIGNIFICATION SUR LA PLAQUE SIGNALÉTIQUE
U _1 : Tension d'entrée CA nominale de la source d'alimentation de soudage 50HZ ou 60HZ_Fréquence nominale de l'alimentation CA monophasée.
Je 1max : Max. courant d'entrée.
Je 1eff : Max. Courant d'entrée efficace.
X : cycle de service nominal. C'est le rapport entre la durée de charge et la d' du cycle complet.
Remarque 1 : ce rapport est compris entre 0 et 100 %.
Remarque 2 : Pour cette norme, un temps de cycle complet est de 30 secondes. Par exemple, si le taux est de 10 %, le temps de charge doit être de 3 secondes. Le temps de repos doit être de 7 secondes. S'il est utilisé plus de 3 secondes pendant plusieurs secondes successives. 10 secondes, il peut surchauffer.
U₀ : Tension à vide
Il s'agit de la tension de sortie en circuit ouvert de la source d'alimentation de soudage.
S 1 : la puissance d'entrée nominale, KVA
IP: Degré de protection. Par exemple, IP21, approuvant la machine à souder comme étant adaptée à une utilisation en intérieur ; IP23,. approuvant la machine à souder comme étant adaptée à une utilisation en extérieur sous la pluie.
Classe d'isolation : H
CONDITIONS ENVIRONNEMENTALES
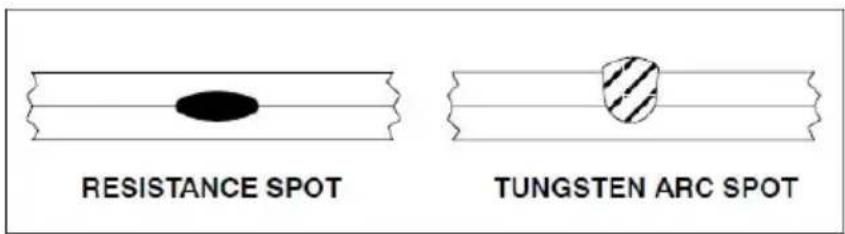
Le soudage par résistance est réalisé lorsque le courant circule à travers les pointes des électrodes et les pièces de métal séparées à assembler. La résistance du métal de base au flux de courant électrique provoque un échauffement localis dans le joint et la soudure est réalisée. La soudure par points par résistance est unique car la pépite de soudure réelle est formée à l'intérieur par rapport à la surface du métal de base. La figure 4-1 montre une soudure par points par résistance comparée à une soudure par points à l'arc au tungstène gazeux (TIG)
text_image
RESISTANCE SPOT TUNGSTEN ARC SPOTFigure 3-1. Comparaison de résistance et de soudure par points TIG
Le spot à arc gazeux au tungstène est réalisé d'un seul côté. La soudure par points par résistance est normalement réalisée avec des électrodes de chaque côté de la pièce. Les points de soudure par résistance peuvent être réalisés avec la pièce dans n'importe quelle position.
La pépite de soudure par points par résistance se forme lorsque l'interface du joi de soudure est chauffée en raison de la résistance des surfaces du joint au flux courant électrique. Dans tous les cas, bien entendu, le courant doit circuler sinon la soudure ne peut pas être réalisée. La pression des pointes des électrodes sur pièce maintient la pièce en contact étroit et intime pendant la réalisation de la soudure. N'oubliez pas, cependant, que les machines de soudage par points par résistance ne sont PAS conçues comme des pinces de force pour rassembler les pièces à souder.
3-2. Production de chaleur
Une modification de la loi d'Ohm peut être apportée lorsque watts et chaleur son considérés comme synonymes. Lorsque le courant traverse un conducteur, la résistance électrique du conducteur au flux de courant provoquera la génération de chaleur. La formule de base pour la génération de chaleur peut être énoncée
$$ \begin{array}{l} H = \text { fR où } H = \text { Chaleur } \ I ^ {2} = \text { Courant de soudage au carré } \ R = R \text { sistance } \ \end{array} $$
La partie secondaire d'un circuit de soudage par points par résistance, comprenant les pièces à souder, est en réalité une série de résistances. La vale additive totale de cette résistance électrique affecte la sortie de courant de la machine de soudage par points par résistance et la génération de chaleur du circuit.
Le fait clé est que, bien que la valeur du courant soit la même dans toutes les parties du circuit électrique, les valeurs de résistance peuvent varier considérablement en différents points du circuit. La chaleur générée est directement proportionnelle à la résistance en tout point du circuit.
flowchart
graph TD
A["START"] --> B["SQUEEZE TIME"]
B --> C["HEAT OR WELD TIME"]
C --> D["OFF TIME"]
D --> E["HOLD TIME"]
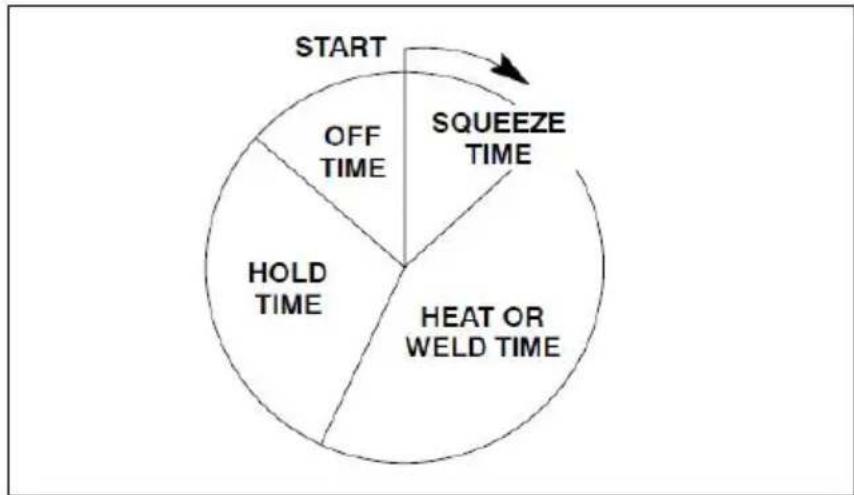
Figure 3-2. Cycle de temps de soudage par points
TEMPS DE SQUEEZE - Temps entre l'application de la pression et la soudure. TEMPS DE CHALEUR OU DE SOUDAGE - Le temps de soudage est constitué de cycles.
TEMPS DE MAINTIEN - Temps pendant lequel la pression est maintenue après réalisation de la soudure.
TEMPS D'ARRÊT - Électrodes séparées pour permettre le déplacement du matériau vers l'endroit suivant.
Les machines de soudage par points par résistance sont construites de manière ce qu'une résistance minimale soit apparente dans le transformateur, les câbles flexibles, les pinces et les pointes des électrodes. Les machines de soudage par points par résistance sont conçues pour amener le courant de soudage à la soudure de la manière la plus efficace. C'est au niveau de la soudure que la plû grande résistance relative est requise. Le terme « relatif » s'entend par rapport a reste du circuit de soudage proprement dit.
Il existe six points de résistance majeurs dans la zone de travail. Ils sont les suivants :
- Le point de contact entre l'électrode et la pièce supérieure.
- La pièce supérieure.
- L'interface des pièces supérieure et inférieure.
- La pièce inférieure.
- Le point de contact entre la pièce inférieure et l'électrode.
- Résistance des pointes des électrodes.
Les résistances sont en série et chaque point de résistance retardera le flux de
courant. Le degré de résistance au point 3, l'interface des pièces, dépendra des capacités de transfert de chaleur du matériau, de sa résistance électrique et de l'épaisseur combinée des matériaux au niveau du joint de soudure. C'est au niveau de cette partie du circuit que se forme le pépite de la soudure.
3-3. Le facteur temps
Le soudage par points par résistance dépend de la résistance du métal de base de la quantité de courant circulant pour produire la chaleur nécessaire à la réalisation du soudage par points. Un autre facteur important est le temps. Dans plupart des cas, plusieurs milliers d'ampères sont utilisés pour réaliser la soudure par points. De telles valeurs d'ampérage circulant à travers une soudure. De telle valeurs d'ampérage, traversant une résistance relativement élevée, créeront beaucoup de chaleur en peu de temps. Pour réaliser des points de soudure avec une bonne résistance, il est nécessaire de contrôler étroitement le temps pendant lequel le courant circule. En fait, le temps est la seule variable contrôlable dans plupart des applications de soudage par points par résistance à impulsion unique. Le courant est très souvent économiquement peu pratique à contrôler. C'est également imprévisible dans de nombreux cas.
La plupart des soudures par points par résistance sont réalisées dans des délais très courts. Étant donné que le courant alternatif est normalement utilisé pour le processus de soudage, les procédures peuvent être basées sur un temps de cyc de 60 (soixante cycles = 1 seconde). La figure 3-2 montre le cycle temporel du soudage par points par résistance.
Auparavant, la formule de génération de chaleur était utilisée. Avec l'ajout de l'élément temps, la formule se complète comme suit :
$$ H = j e ^ {2} R T K o u H = C h a l e u r $$
$$ \mathrm{Je} ^ {2} = \text { Courant au carré } $$
$$ K = \text { Pertes de chaleur } $$
La maîtrise du temps est importante. Si l'élément de temps est trop long, le mét de base dans le joint peut dépasser le point de fusion (et éventuellement d'ébullition) du matériau. Cela pourrait provoquer des soudures défectueuses en raison de la porosité du gaz. Il existe également la possibilité d'expulsion du mét
en fusion du joint soudé, ce qui pourrait diminuer la section transversale du joint affaiblir la soudure. Des temps de soudage plus courts diminuent également le risque de transfert de chaleur excessif dans le métal de base. La distorsion des pièces soudées est minimisée et la zone affectée par la chaleur autour de la pépite de soudure est considérablement plus petite.
3-4. Pression
L'effet de la pression sur la soudure par points par résistance doit être soigneusement étudié. Le but principal de la pression est de maintenir les pièces souder en contact intime au niveau de l'interface du joint. Cette action garantit un résistance électrique et une conductivité constantes au point de soudure. Les pinces et les pointes d'électrode ne doivent PAS être utilisées pour rassembler le pièces. La machine de soudage par points par résistance n'est pas conçue comme une pince électrique en « C » ! Les pièces à souder doivent être en contact intime AVANT l'application de la pression.
Des recherches ont montré que les pressions élevées exercées sur le joint soude diminuent la résistance au point de contact entre la pointe de l'électrode et la surface de la pièce. Plus la pression est élevée, plus le facteur de résistance es faible.
Des pressions appropriées, avec un contact intime entre la pointe de l'électrode et le métal de base, auront tendance à évacuer la chaleur de la soudure. Des courants plus élevés sont nécessaires avec des pressions plus élevées et, à l'inverse, des pressions plus faibles nécessitent moins d'ampérage de la machine de soudage par points par résistance. Ce fait doit être soigneusement noté, en particulier lors de l'utilisation d'un contrôle thermique avec les différentes machines de soudage par points par résistance.
3-5. Conseils pour les électrodes
Le cuivre est le métal de base normalement utilisé pour les pinces et les pointes de soudage par points par résistance. Le but des pointes d'électrodes est de conduire le courant de soudage vers la pièce, d'être le point focal de la pressior appliquée sur le joint de soudure, de conduire la chaleur de la surface de travail de maintenir leur intégrité de forme et leurs caractéristiques thermiques et conductivité électrique dans les conditions de travail.
Les pointes des électrodes sont constituées d'alliages de cuivre et d'autres
matériaux. La Resistance Welders Manufacturing Association (RWMA) a classé les pointes d'électrodes en deux groupes :
Groupe A - Alliages à base de cuivre
Groupe B - Pointes en métal réfractaire
Les groupes sont en outre classés par numéro. Le groupe A, les classes I, II, II et V sont constitués d'alliages de cuivre. Le groupe B, classes 10, 11, 12, 13 et sont les alliages réfractaires.
du groupe A, classe I, ont la composition la plus proche du cuivre pur. À mes que le numéro de classe augmente, les valeurs de dureté et de température de recuit augmentent, tandis que la conductivité thermique et électrique diminue.
du groupe B sont des mélanges frittés de cuivre et de tungstène, etc., conçus pour résister à l'usure et à la compression à haute température. Les alliages du groupe B, classe 10, ont environ 40 pour cent de la conductivité du cuivre, la conductivité diminuant à mesure que la valeur numérique augmente. Les pointes d'électrode du groupe B ne sont normalement pas utilisées pour les applications dans lesquelles des machines de soudage par points par résistance seraient utilisées.
3-6. Utilisations pratiques du soudage par points par résistance
▲ LE SOUDAGE PAR POINTS peut être dangereux. Lisez et suivez la sectic Sécurité au début de ce livre ainsi que le manuel du propriétaire et toutes étiquettes apposées sur l'équipement.
Les techniques de soudage par points par résistance ne nécessitent pas de précautions de sécurité étendues ou élaborées. Certaines actions de bon sens peuvent toutefois éviter des blessures à l'opérateur.
Chaque fois que vous travaillez dans un atelier, il est judicieux de porter des lunettes de sécurité. Le soudage par points par résistance ne déroge pas à la règle ! Très souvent, du métal ou des oxydes sont expulsés de la zone du joint protection du visage et surtout des yeux est nécessaire pour éviter des blessures graves.
Un autre sujet de préoccupation est la ventilation. Cela peut constituer un problème sérieux lors du soudage par points par résistance de métaux galvanisés (revêtus de zinc) ou de métaux avec d'autres revêtements tels que le plomb. Les fumées provenant de l'opération de soudage présentent une certaine toxicité qui
peut provoquer des maladies chez l'opérateur. Une ventilation adéquate peut réduire la concentration des fumées dans la zone de soudage.
Comme expliqué dans la discussion précédente sur les principes fondamentaux du soudage par points par résistance, il existe une relation définie entre le temps le courant et la pression. Le courant et la pression contribuent à créer de la chaleur dans la pépite de soudure.
Si le courant de soudure est trop faible pour l'application, la densité de courant de trop faible pour réaliser la soudure. Cette condition entraînera également une surchauffe des pointes des électrodes, ce qui peut les faire recuire, se développe et éventuellement être contaminées. Même si le temps augmente, la quantité de chaleur générée est inférieure aux pertes dues au rayonnement et à la conductio dans la pièce et à la conduction thermique des électrodes. Le résultat est la possibilité, avec des temps de soudage longs à faibles courants, de surchauffer toute la zone de métal de base entre les électrodes. Cela pourrait provoquer une brûlure des surfaces supérieure et inférieure de la pièce à usiner et éventuellement incruster les pointes des électrodes dans les surfaces de la pièce à usiner.
À mesure que la densité de courant augmente, le temps de soudage diminue proportionnellement. Toutefois, si la densité de courant devient trop élevée, il existe un risque d'expulsion du métal fondu de l'interface du joint, affaiblissant ainsi la soudure. La condition idéale de temps et de densité de courant se situe quelque part juste en dessous du niveau provoquant l'expulsion du métal.
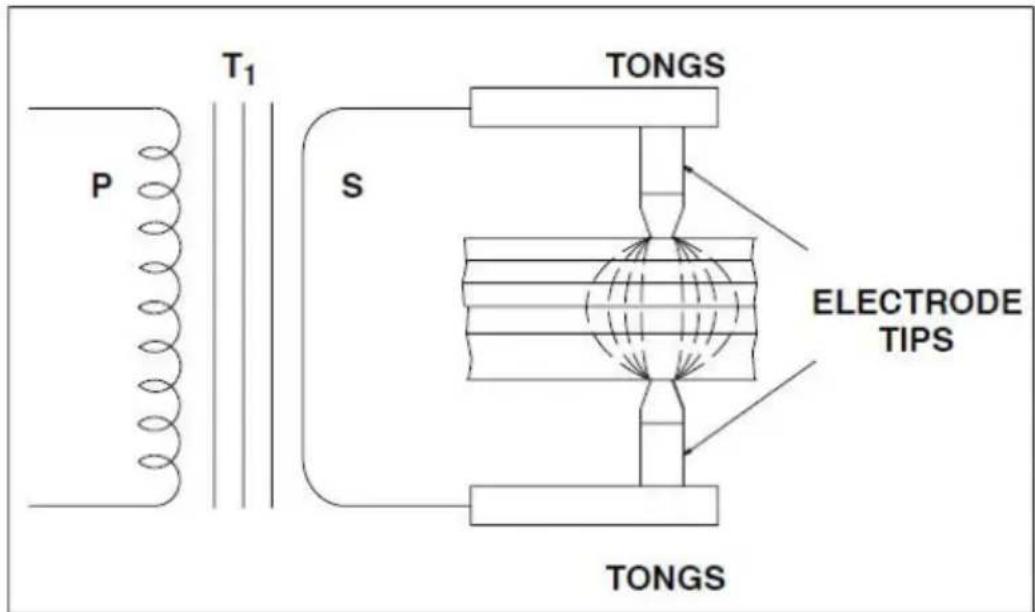
Figure 3-3. Zones thermiques de soudage par points par résistance
Il est évident que l'apport de chaleur ne peut pas être supérieur au taux de dissipation total de la pièce et de l'électrode sans que le métal soit expulsé du joint.
Une découverte intéressante a été développée récemment concernant la circulation du courant à travers la pièce. Jusqu'à récemment, on considérait que courant circulait en ligne droite à travers le joint soudé. Cela n'est pas nécessairement vrai lorsque plusieurs épaisseurs de matériau sont soudées. La caractéristique est que le courant « s'étend », diminuant ainsi la densité de courant au point de soudure le plus éloigné des pointes des électrodes.
L'illustration (Figure 3-3) montre les zones thermiques de soudage par points par résistance pour plusieurs épaisseurs de métal. On constate que les variables incontrôlables (telles que la contamination de l'interface) sont multipliées lors du soudage par points par résistance de plusieurs épaisseurs de matériau. Les niveaux de qualité seront bien inférieurs pour le soudage par points par résistance « en pile », ce qui explique pourquoi de telles pratiques de soudage sont évitées autant que possible.
Sans tenir compte du facteur de qualité, il devient évident que le nombre d'épaisseurs d'un matériau qui peuvent être soudées par points par résistance avec succès en même temps dépendra du type et de l'épaisseur du matériau ainsi que de la capacité KVA de la machine de soudage par points par résistance.
la plaque signalétique de la machine de soudage par points par résistance DN-100 E. La documentation du catalogue et le manuel d'utilisation fournissent des données sur les épaisseurs combinées maximales de matériau que chaque unité peut souder.
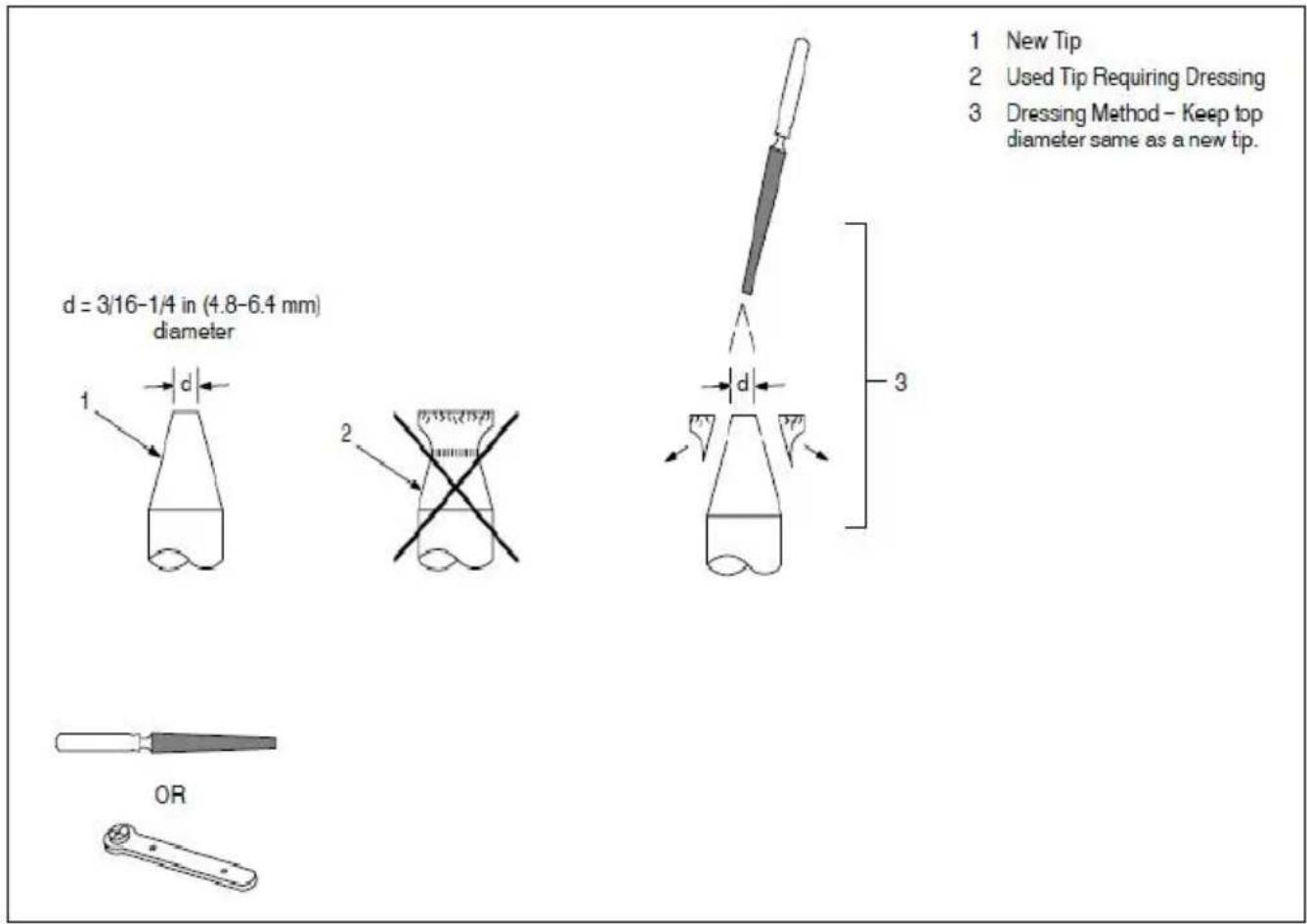
3-7. Taille de la pointe de l'électrode
Si l'on considère que c'est à travers l'électrode que le courant de soudage peut circuler dans la pièce à usiner, il est logique que la taille de la pointe de l'électrode contrôle la taille du point de soudure par résistance. En fait, le diamètre du pépite de soudure doit être légèrement inférieur au diamètre de la pointe de l'électrode.
Si le diamètre de la pointe de l'électrode est trop petit pour l'application. la pépite de soudure sera petite et faible. Toutefois, si le diamètre de la pointe de l'électrode
est trop grand, il existe un risque de surchauffe du métal de base et de développement de vides et de poches de gaz. Dans les deux cas, l'apparence e la qualité de la soudure finie ne seraient pas acceptables.
Déterminer le diamètre de la pointe de l'électrode nécessitera certaines décisions de la part du concepteur de la construction soudée. Les facteurs de résistance impliqués pour différents matériaux auront certainement une certaine influence sur la détermination du diamètre de la pointe de l'électrode. Une formule générale a été développée pour l'acier à faible teneur en carbone. Il fournira des valeurs de diamètre de pointe d'électrode utilisables pour la plupart des applications.
Le DIAMÈTRE DE LA POINTE discuté dans ce texte fait référence au diamètre de la pointe de l'électrode au point de contact avec la pièce à usiner. Il ne fait pas référence au
diamètre principal de la pointe totale de l'électrode.
3-8. Pression ou force de soudage
La pression exercée par les pinces et les pointes des électrodes sur la pièce à usiner a un effet important sur la quantité de courant de soudage qui traverse le joint. Plus la pression est élevée, plus la valeur du courant de soudage sera élevée, dans la limite des capacités de la machine de soudage par points par résistance.
Le réglage de la pression est relativement simple. Normalement, des échantillons de matériau à souder sont placés entre les pointes des électrodes et vérifiés pou vérifier la pression adéquate pour réaliser la soudure. Si plus ou moins de pression est nécessaire, le manuel d'utilisation de la machine de soudage par points par résistance donnera des instructions explicites pour effectuer le réglage correct. Dans le cadre de l'opération de configuration, la course de la pince et d la pointe d'électrode doit être réglée au minimum requis pour éviter de « martele les pointes d'électrode et les porte-pointes.
3-9. Données diverses
Cette section du texte est conçue pour fournir des informations sur plusieurs des variables qui se produisent dans certaines applications de soudage par points par résistance.
3-10. Bilan thermique
Il n'y a pas de problème particulier de bilan thermique lorsque les matériaux à souder sont de même nature et épaisseur. Le bilan thermique, dans de tels cas, est automatiquement correct si les pointes des électrodes sont de même diamètre type, etc. Le bilan thermique peut être défini comme les conditions de soudage dans lesquelles la zone de fusion des pièces à assembler est soumise à une chaleur égale. et la pression.
Lorsque la construction soudée comporte des parties aux caractéristiques thermiques inégales, comme le cuivre et l'acier, une mauvaise soudure peut en résulter pour plusieurs raisons. Les métaux peuvent ne pas s'allier correctement à l'interface du joint. Il peut y avoir un échauffement localisé plus important dans l'acier que dans le cuivre. La raison serait que le cuivre a une faible résistance électrique et des caractéristiques de transfert thermique élevées, tandis que l'acier a une résistance électrique élevée et de faibles caractéristiques de transfert thermique.
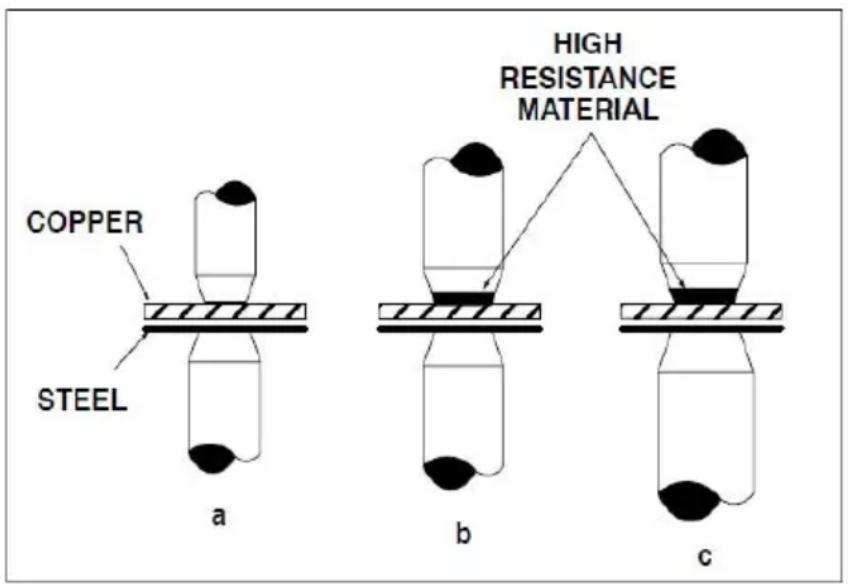
text_image
COPPER STEEL a b c HIGH RESISTANCE MATERIALFigure 3-4. Techniques pour obtenir le bilan thermique
Un bilan thermique correct peut être obtenu dans une construction soudée de ce type par l'une des nombreuses méthodes suivantes. La figure 3-4 illustre trois solutions possibles au problème. La figure 3-4 (a) montre l'utilisation d'une zone de pointe d'électrode plus petite pour le côté cuivre du joint afin d'égaliser les caractéristiques de fusion en faisant varier la densité de courant dans les matériaux différents.
La figure 3-4 (b) montre l'utilisation d'une pointe d'électrode avec un matériau à
haute résistance électrique, tel que du tungstène ou du molybdène, au point de contact. Le résultat est de créer approximativement la même zone de fusion dans le cuivre que dans l'acier. Une combinaison des deux méthodes est présentée à figure 3-4 (c).
3-11. Conditions de surface
Tous les métaux développent des oxydes qui peuvent être préjudiciables au soudage par points par résistance. Certains oxydes, notamment ceux à caractère réfractaire, sont plus gênants que d'autres. De plus, la calamine présente sur les aciers laminés à chaud agira comme un isolant et empêchera un soudage par points par résistance de bonne qualité. Les surfaces à assembler par ce processus doivent être propres, exemptes d'oxydes, de composés chimiques et avoir une surface lisse.
3-12. Données sur les matériaux pour le soudage par points par résistance
Cette section du texte examinera les méthodes utilisées pour le soudage par points par résistance de certains des métaux courants utilisés dans les travaux d' fabrication. Il n'est pas prévu de répondre à tous les problèmes qui pourraient survenir. L'objectif de cette partie du texte est de fournir des données opérationnelles générales à utiliser avec les machines de soudage par points par résistance. Le cas échéant, les données fournies seront liées à des modèles et a des tailles (KVA) spécifiques des unités. Les unités répertoriées dans cette section ne sont pas recommandées pour les alliages d'aluminium ou de cuivre.
3-13. Acier doux
L'acier doux ou à faible teneur en carbone constitue le plus grand pourcentage c matériaux soudés avec le procédé de soudage par points par résistance. Tous le aciers à faible teneur en carbone sont facilement soudables avec le procédé si l'équipement et les procédures appropriés sont utilisés.
Les aciers au carbone ont tendance à développer des soudures dures et cassantes à mesure que la teneur en carbone augmente si des procédures de post-chauffage appropriées ne sont pas utilisées. Une trempe rapide de la soudure, où les pépites refroidissent rapidement, augmente la probabilité d'une
microstructure dure et cassante dans la soudure.
L'acier laminé à chaud aura normalement de la calamine sur la surface du métal Ce type de matériau n'est généralement pas soudé par points par résistance ave des machines de soudage par résistance des valeurs KVA d'unités construites spécifiques.
L'acier laminé à froid (CRS) et l'acier laminé à chaud, décapé et huilé (HRSP & peuvent être soudés par points par résistance avec très peu de problèmes. Si la concentration d'huile est excessive sur la tôle, cela pourrait provoquer la formation de carbone au niveau des pointes des électrodes, réduisant ainsi leur durée de utile. Un dégraissage ou un essuyage est recommandé pour les feuilles très huilées.
La soudure par points par résistance doit avoir une résistance au cisaillement égale à la résistance au cisaillement du métal de base et doit dépasser la résistance d'un rivet ou d'une soudure par fusion de la même section transversale. La résistance au cisaillement est normalement acceptée comme critère pour les spécifications des soudures par points par résistance, bien que d'autres méthodes puissent être utilisées.
Une pratique courante consiste à « décoller » deux bandes d'échantillons soudée pour voir si un « rivet » propre est retiré d'une seule pièce. Si tel est le cas, la condition de soudage par points par résistance est considérée comme correcte. Avec des matériaux magnétiques tels que l'acier doux, le courant traversant la soudure peut varier considérablement en fonction de la quantité de matériau magnétique présente dans la boucle de la pince. La boucle de pince est parfois appelée « gorge » de la machine de soudage par points par résistance.
Par exemple, la pièce à souder peut contenir la plus grande quantité de métal d base dans la gorge de l'unité pour une soudure par points par résistance et presque aucune quantité de métal de base dans la gorge pour la deuxième soudure par points. Le courant au niveau du joint de soudure sera moindre pour première soudure. La raison en est la réactance provoquée par le matériau ferreu dans le circuit de soudage à l'arc.
Les machines de soudage par points par résistance sont applicables au soudage des aciers à faible teneur en carbone. Ils doivent être utilisés dans la limite de l'capacité nominale d'épaisseur totale du matériau pour de meilleurs résultats. Ils ne doivent pas être utilisés pendant le cycle de service car cela pourrait
endommager le contacteur et le transformateur. Le cycle de service de 30 pour cent fourni pour ce type d'équipement devrait être adéquat pour toutes les applications dans leur catégorie. Le cycle de service de 30 pour cent est une norme RWMA pour les machines de soudage par résistance à usage général. Le cycle de service de 30 % est basé sur une période de 10 secondes et signifie l'unité peut souder 3 secondes sur chaque période de 10 secondes.
3-14. Aciers faiblement alliés et moyennement carbonés
Il existe des différences pertinentes entre le soudage par points par résistance de aciers faiblement alliés et moyennement au carbone par rapport aux aciers doux ou à faible teneur en carbone. Le facteur de résistance des aciers faiblement alli et moyennement carbonés est plus élevé ; par conséquent, les exigences actuelles sont légèrement inférieures. Le temps et la température sont plus critiques puisque les changements métallurgiques seront plus importants avec ces alliages. Il y a certainement plus de risques de fragilisation des soudures qu'avec l'acier doux.
Les pressions de soudage par points par résistance sont normalement plus élevées avec ces matériaux en raison de la résistance à la compression supplémentaire inhérente aux aciers faiblement alliés et moyennement au carbone. C'est toujours une bonne idée d'utiliser des temps de soudage plus long lors du soudage de ces alliages afin de retarder la vitesse de refroidissement et permettre des soudures plus ductiles.
3-15. Aciers inoxydables
Les alliages d'acier chrome-nickel (austénitiques) ont une très haute résistance électrique et sont facilement assemblés par soudage par points par résistance. La considération d'une grande importance avec ces matériaux est le refroidissement rapide dans la plage critique, de 800 à 1 400 F. La trempe rapide associée au soudage par points par résistance est idéale pour réduire la possibilité de précipitation de carbure de chrome aux joints de grains. plus la soudure est maintenue aux températures critiques, plus la possibilité de précipitation de carbure est grande.
3-16. Aciers, revêtus par immersion ou plaqués
L'écrasante majorité des matériaux de cette catégorie est de l'acier galvanisé ou
zingué. Bien que certains aciers galvanisés soient électrodéposés, le revêtement par immersion coûte moins cher et est principalement utilisé. Le revêtement de zinc est d'épaisseur inégale sur l'acier revêtu par immersion. Le facteur de résistance varie d'une soudure à l'autre et il est très difficile de définir les conditions sous forme de tableau pour le matériau.
Il est impossible de maintenir l'intégrité du revêtement galvanisé lors du soudage par points par résistance. Le faible point de fusion du revêtement de zinc, compa à la température de fusion de la tôle d'acier, provoque la vaporisation du zinc. B entendu, il doit y avoir une pression adéquate pour écarter le zinc à l'interface de la soudure afin de permettre la fusion acier-acier. Dans le cas contraire, la résistance du point de soudure par résistance est sujette à caution.
Des matériaux sont disponibles pour réparer les dommages externes au revêtement qui peuvent survenir en raison de la chaleur de soudage. Il n'existe malheureusement aucun remède à la perte de matériau de revêtement aux interfaces de la soudure. En effet, la vaporisation du zinc peut provoquer une porosité dans la soudure et un affaiblissement général de la résistance au cisaillement attendue.
▲ Le ZINC VAPORISÉ, lors de sa condensation en un matériau solide, forme des particules en forme d'hameçons. Ces particules PEUVENT S'INSCRIRE DANS LES TISSUS DU CORPS et provoquer des irritations. Utilisez une ventilation forcée ou un échappement au niveau de la zone de soudure et portez des chemises à manches longues, des pantalons longs et des écrans faciaux de protection lorsque vous travaillez avec ce processus et ce matériau enduit.
D'autres matériaux revêtus, tels que les plaques de Terne (revêtues de plomb), peuvent présenter divers degrés de toxicité. Une ventilation adéquate est obligatoire lorsque l'on travaille avec ces matériaux.
La vaporisation du matériau de revêtement a tendance à encrasser les pointes des électrodes. Les pointes doivent être nettoyées fréquemment pour éviter l'alliage des matériaux à bas point de fusion avec les pointes en cuivre. Les pointes peuvent nécessiter un nettoyage et un dressage toutes les quatre ou cinc soudures pour maintenir la qualité du produit, bien que pour certaines applications galvanisées, les meilleures soudures soient réalisées après que plusieurs points ont noirci les pointes. L'utilisation de temps de soudage courts augmentera la possibilité d'obtenir de bonnes soudures avec le moins d'encrassement des
pointes.
3-17. Aluminium et alliages d'aluminium
Des machines de soudage par points par résistance avec des valeurs KVA bien supérieures à 20 KVA sont nécessaires pour réaliser des soudures solides sur la plupart des matériaux en aluminium et tout autre type de métal de base à haute conductivité. La conductivité électrique de l'aluminium est élevée et les machines à souder doivent fournir des courants élevés et des pressions précises afin de fournir la chaleur nécessaire pour faire fondre l'aluminium et produire une soudure solide.
3-18. Résumé
Le soudage par points par résistance est une technique de soudage utilisée pour presque tous les métaux connus. La soudure proprement dite est réalisée à l'interface des pièces à assembler. La résistance électrique du matériau à souder provoque un échauffement localisé aux interfaces des métaux à assembler. Des procédures de soudage pour chaque type de matériau doivent être développées pour obtenir les résultats les plus satisfaisants.
Il est possible que les courants de dérivation circulant à travers une soudure par points réalisée précédemment détournent le courant de soudage de la deuxième soudure par points à réaliser. Cela se produira si les deux points de soudure so trop rapprochés, et cela se produira avec tous les métaux.
Le tableau 3-1 fournit les informations nominales pour une machine de soudage par points par résistance DN-100 E. Ces informations nominales peuvent être différentes entre les différents types de machine à souder par points DN -100 E par exemple, la tension d'alimentation nominale est 23 0 V /120 V , la fréquence d'alimentation nominale est de 50 Hz ou 60 Hz, le cycle de service nominal est 30 % ou 50 %, etc. Ces informations de notation dépendent des exigences du client.
Tableau 3-1. Spécifications de la machine de soudage par points par résistance d'un DN-100 E machine à souder par points
| Modèle | Noté Fournir | Noté Fournir | Noté Devoir | Sans charge | Soudage Épaisseur |
| Tension | Fréquence | Faire du vélo | Tension | ||
| DN- 100E | U1V ± 10% | 50/60 Hz | 30% | 1,7 5 V | 1,5 + 1,5 mm |
Les données générales suivantes sont fournies pour aider l'opérateur à configurer les procédures de soudage lors de l'utilisation de la machine de soudage par points par résistance.
Les réglages de pression des pinces doivent être effectués UNIQUEMENT lorsque le cordon d'alimentation principal est débranché de l'alimentation d'entrée principale.
- Fermez les pinces et mesurez l'espace entre les surfaces de contact de la pointe de l'électrode.
- Mesurez l'épaisseur de la soudure totale.
- Ajustez l'écartement des pinces à la mesure de l'étape 2 moins la moitié de l'épaisseur du numéro de soudure le plus fin.
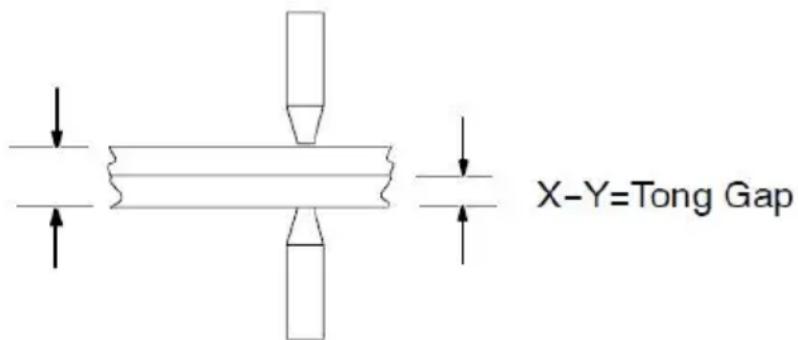
text_image
X-Y=Tong Gap- Insérer les pièces à souder entre les pointes des électrodes et amener les pointes à la pression de soudage. Il devrait y avoir une légère déviation de la p Cela peut être mesuré avec une règle droite placée sur l'axe longitudinal de la pince.
- Mettez la machine à souder par points sous tension et réalisez un échantillon soudure.
- Testez la soudure par des moyens visuels et mécaniques. Vérifiez la pointe de l'électrode pour déceler toute déformation ou contamination (voir les procédures de test).
- Ajustez la pression des pinces si nécessaire (voir le manuel d'utilisation pour l procédures de réglage des pinces).
3-19. Les procédures d'essai
Les procédures de test décrites sont très simples et nécessitent un minimum d'équipement pour être exécutées.
1. Test visuel
Observez la déformation et la forme des points de contact de la surface des deux côtés de la soudure. Un « bombage » excessif du point de contact de la surface indique un ou plusieurs des éléments suivants :
b. Temps de soudure trop long.
c. Désalignement des pointes des électrodes.
Si la soudure par points par résistance n'a pas une apparence de surface uniform et concentrique, le problème pourrait être un mauvais alignement des pointes des électrodes. Alignez les pointes des électrodes avec l'alimentation hors tension et un joint de soudure typique entre les surfaces des pointes.
2. Essai mécanique
Placez une extrémité de l'échantillon de soudure par points par résistance dans les mâchoires de l'étau. Utiliser des moyens mécaniques pour séparer la soudure Un côté de la soudure doit se détacher du métal de base avec une extension métallique de la soudure. Vérifiez le diamètre de soudure approprié.
SECTION4- MAINTENANCE AND TROUBLESHOOTIN
4-1. Entretien
4-2. Conseils vestimentaires
| Inquiéter | Remède |
| Conseils surchauffe. | Pas assez de pression sur la pince. Augmentez la pressio des pinces. |
| Temps de soudure trop long. Réduisez le temps de souda | |
| Matériau trop épais pour la machine à souder par points. | |
| Pointes formant un arc sur le matériau. | Pas assez de pression sur la pince. Augmentez la pressio des pinces. |
| Les pointes ne sont pas correctement alignées. Réalignez pointes ou dressez les pointes au diamètre approprié (voir section 4-2).Le matériau de base peut être soudé aux pointes, provoq une résistance élevée et un mauvais flux de courant électrique. Conseils pour nettoyer ou habiller (voir la sectie 4-2). | |
| Des éclaboussures ou du matériau fondu sont expulsés pendant l'opération de soudage. | Alignement incorrect des pointes. Habillez les pointes de manière à ce qu'elles s'alignent et soient à plat sur le tis (voir section 4-2). |
| Pression excessive des pinces. Réduisez la pression des pinces. | |
| Intensité de sortie trop élevée. Réduisez le réglage de l'ampérage, le cas échéant (non disponible sur les modèle refroidis par air). | |
| Temps de soudure trop long. Réduisez le temps de souda | |
| Nugget de soudure incohérent. | Temps de soudage irrégulier. Installez une minuterie de soudage, le cas échéant. |
| Pas assez de pression sur la pince. Augmentez la pressie des pinces. | |
| Trou au milieu de la soudure. | La zone de contact des pointes est trop grande. Changez pour un diamètre de pointe plus petit ou remettez les pointes à diamètre d'origine (voir section 4-2). |
| Mauvaise soudure ou pas de soudure aux pointes. | Matériau trop épais pour une machine à souder par points Vérifiez que l'épaisseur du matériau est conforme aux capacités de la machine à souder par points. |
| Les pinces sont trop longues. Réduisez la longueur de la pince. | |
| Retirez le revêtement du matériau pour un contact intime entre les pièces. Élimine les oxydes et les composés chimiques, y compris le revêtement galvanisé. |
VEVOR®
TOUGH TOOLS, HALF PRICE
Technique Assistance et certificat de garantie électronique www.vevor.com/support




