
DN-100E - Spawarka Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia DN-100E Vevor w formacie PDF.

Pytania użytkowników dotyczące DN-100E Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję DN-100E - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. DN-100E marki Vevor.
INSTRUKCJA OBSŁUGI DN-100E Vevor
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
SPAWARKA PUNKTOWA
MODEL: DN-100E
Nadal dokładamy wszelkich starań, aby zapewnić Państwu narzędzia w konkurencyjnej cenie. „Zaoszczędź o połowę”, „o połowę ceny” lub inne podobne wyrażenia używane przez nas przedstawiają jedynie szacunkową oszczędność, jaką możesz zyskać kupując u nas określone narzędzia w porównaniu z głównymi najlepszymi markami i niekoniecznie oznaczają uwzględnienie wszystkich kategorii oferowanych narzędzi przez nas. Przypominamy, aby podczas składania zamówienia u nas dokładnie sprawdzić, czy faktycznie oszczędzasz połowę w porównaniu z czołowymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
SPAWARKA PUNKTOWA
MODEL:DN-100E

Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Prosimy o kontakt:
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
To jest oryginalna instrukcja. Przed przystąpieniem do obsługi prosimy o dokładne zapoznanie się ze wszystkimi instrukcjami. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu zależy od produktu, który otrzymałeś. Proszę wybaczyć nam, że nie będziemy ponownie informować Państwa, jeśli pojawią się jakieś aktualizacje technologii lub oprogramowania naszego produktu.
 | Ostrzeżenie — aby zmniejszyć ryzyko obrażeń, użytkownik musi uważnie przeczytać instrukcję obsługi. |
 | PRAWIDŁOWA UTYLIZACJATen produkt podlega przepisom Dyrektywy Europejskiej 2012/19/EC. Symbol przekreślonego kosza na śmieci oznacza, że produkt wymaga selektywnej zbiórki śmieci na terenie Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych jako takie nie można wyrzucać razem ze zwykłymi odpadami domowymi, lecz należy je oddać do punktu zbiórki w celu recyklingu urządzeń elektrycznych i elektronicznych |
ROZDZIAŁ 1 - ŚRODKI OSTROŻNOŚCI - PRZECZYTAJ PRZED UŻYCIEM

Chron siebie i innych przed obrażeniami — przeczytaj i postępuj zgodnie z poniższymi środkami ostrożności.
1-1. Użycie symbolu

GNIEW! -Wskazuje niebezpieczną sytuację, która, jeśli się jej nie uniknie, spowoduje śmierć lub poważne obrażenia. Możliwe zagrożenia są pokazane na sąsiednich symbolach lub wyjaśnione w tekście.

Wskazuje niebezpieczną sytuację, która, jeśli się jej nie uniknie, może spowodować śmierć lub poważne obrażenia. Możliwe zagrożenia są pokazane na sąsiednich symbolach lub wyjaśnione w tekście.
UWAGA — oznacza stwierdzenia niezwiązane z obrażeniami ciała.

Ta grupa symboli oznacza Ostrzeżenie! Uważaj! Ryzyko porażenia prądem, części ruchomych i części gorących. Zapoznaj się z poniższymi symbolami i powiązanymi instrukcjami, aby zapoznać się z niezbędnymi działaniami pozwalającymi uniknąć zagrożeń.
1-2. Zagrożenia związane ze zgrzewaniem punktowym oporowym

W niniejszej instrukcji używane są symbole pokazane poniżej
uwagę i zidentyfikować możliwe zagrożenia. Gdy zobaczysz ten symbol, zachowaj ostrożność i postępuj zgodnie z odpowiednimi instrukcjami, aby uniknąć zagrożenia. The
Informacje dotyczące bezpieczeństwa podane poniżej stanowią jedynie podsumowanie pełniejszego zakresu bezpieczeństwa
informacje zawarte w Normach Bezpieczeństwa wymienionych w Sekcji 1-5. Przeczytaj i śledź wszystko
Standardy bezpieczeństwa.

Instalować, obsługiwać, konserwować i naprawiać powinny wyłącznie osoby wykwalifikowane ta jednostka.

Podczas pracy należy trzymać wszystkie osoby, zwłaszcza dzieci, z daleka.
- SPAWANIE PUNKTOWE może spowodować pożar lub eksplozję.

Z łuku spawalniczego mogą wylecieć iskry. Latające iskry są gorące
przedmiotu obrabianego i gorącego sprzętu mogą spowodować pożar i oparzenia.
Przypadkowy kontakt elektrody z metalowymi przedmiotami może spowodować iskrzenie, eksplozję, przegrzanie lub pożar. Sprawdź i upewnij się, że okolica jest bezpieczna
przed wykonaniem jakiegokolwiek
spawania. Usuń wszystkie materiały łatwopalne w promieniu 35 stóp (10,7 m) od miejsca spoiny. Jeśli nie jest to możliwe,
szczelnie przykryj je zatwierdzonymi osłonami. Nie
spawaj punktowo, gdzie latające iskry mogą uderzyć w materiał łatwopalny. Chron siebie i innych
przed iskrami i gorącym metalem. Należy zachować ostrożność, ponieważ iskry spawalnicze
mogą łatwo przedostać się przez małe pęknięcia i otwory
sąsiednie obszary.
Uważaj na ogień i miej w pobliżu gaśnicę. Nie spawaj zamkniętych
pojemników, takich jak zbiorniki, beczki lub rury, chyba że są one
są odpowiednio przygotowane zgodnie z AWS F4.1 (patrz Standardy Bezpieczeństwa). Nie spawaj w
miejschach, gdzie atmosfera może zawierać łatwopalny pył, gaz lub ciecz
opary (takie jak benzyna). Usuń ze
swojego urządzenia wszelkie materiały łatwopalne, takie jak zapalniczka butanowa lub zapałki
osobę przed przystąpieniem do spawania. Po
zakończeniu pracy sprawdź obszar, aby upewnić się, że nie ma iskier i nie świeci się
żar i płomienie. Nie
przekraczaj pojemności znamionowej sprzętu. Używaj wyłącznie
właściwych bezpieczników lub wyłączników automatycznych. Nie należy ich przekraczać ani omijać.
Postępuj zgodnie z wymogami OSHA 1910.252 (a) (2) (iv) i NFPA 51B dotyczącymi prac gorących i miej w pobliżu obserwatora pożaru i gaśnicę.
- PORAŻENIE PRADEM może zabić.

Dotknięcie części elektrycznych pod napięciem może spowodować śmiertelne porażenie prądem lub poważne oparzenia.
Obwód zasilania wejściowego i obwody wewnętrzne maszyny również są pod napięciem gdy zasilanie jest włączone. Nieprawidłowo zainstalowany lub niewłaściwie uziemiony sprzęt stanowi zagrożenie.
Nie dotykaj części elektrycznych pod napięciem.
Nosić suche, pozbawione dziur rękawice izolacyjne i ochronę ciała. Dodatkowe
środki ostrożności są wymagane w przypadku wystąpienia któregokolwiek z poniższych problemów elektrycznych występują niebezpieczne warunki: w wilgotnych miejscach lub podczas noszenia mokrej odzieży;
na konstrukcjach metalowych, takich jak podłogi, kraty lub rusztowania; gdy jest ciasno
pozycje takie jak siedzenie, klęczenie lub leżenie; lub gdy istnieje duże ryzyko
nieunikniony lub przypadkowy kontakt z przedmiotem obrabianym lub podłożem. Dla tych
warunkach, patrz ANSI Z49.1 wymienione w Normach bezpieczeństwa. I nie pracuj sam! Odłącz zasilanie wejściowe przed instalacją lub serwisowaniem tego sprzętu. Blokada /
oznaczenie mocy wejściowej zgodnie z OSHA 29 CFR 1910.147 (patrz Normy bezpieczeństwa). Prawidłowo zainstaluj i uziemij to urządzenie zgodnie z niniejszą instrukcją i
kody krajowe, stanowe i lokalne.
Zawsze sprawdzaj uziemienie zasilania - sprawdź i upewnij się, że wejściowy przewód zasilający przewód uziemiający jest prawidłowo podłączony do zacisku uziemiającego w skrzynce rozdzielczej lub czymś innym wtyczka przewodu jest podłączona do prawidłowo uziemionego gniazdka elektrycznego.
Podczas wykonywania połączeń wejściowych należy najpierw podłączyć przewód uziemiający - podwójny - sprawdź połączenia.
Przewody należy utrzymywać w suchości, wolne od oleju i smaru oraz chronione przed gorącym metalem i iskry.
Często sprawdzaj wejściowy przewód zasilający i przewód uziemiający pod kątem uszkodzeń lub odstonięć okablowanie – natychmiast je wymień, jeśli uszkodzone – odsłonięte okablowanie może zabić. Sprawdź uziemienie przewodnik zapewniający ciągłość.
Wyłączaj cały sprzęt, gdy nie jest używany. W przypadku
sprzętu chłodzonego wodą sprawdź i napraw lub wymień nieszczelne węże lub
armatura. Nie używaj żadnego sprzętu elektrycznego, jeśli jesteś mokry lub znajdujesz się w wilgotnym miejscu.
Używaj wyłącznie dobrze utrzymanego sprzętu. Natychmiast napraw lub wymień uszkodzone części. Podczas pracy nad poziomem podłogi należy nosić uprząż bezpieczeństwa.
Trzymaj wszystkie panele, pokrywy i osłony bezpiecznie na swoim miejscu.
- LATAJĄCE ISKRY mogą spowodować obrażenia.

Bardzo często iskry wylatują z obszaru złącza. Nosić
atestowaną osłone twarzy lub okulary ochronne z osłonami bocznymi. Nosić odzież ochronną, taką jak skóra niezawierająca oleju i trudnopalna
rękawiczki, gruba koszula, spodnie bez mankietów, wysokie buty i czapka.
Materiał syntetyczny zwykle nie zapewnia takiej ochrony. Chron inne osoby
znajdujące się w pobliżu, używając zatwierdzonych materiałów ognioodpornych lub
niepalne kurtyny lub osłony przeciwpożarowe. Poproś wszystkie osoby znajdujące się w pobliżu o noszenie środków ochronnych okulary z bocznymi osłonami.
• GORĄCE CZĘŚCI mogą się palić.

Nie dotykaj gorących części gołymi rękami. Przed
przystąpieniem do pracy przy sprzęcie należy zaczekać na ochłodzenie.
Do obsługi gorących części używaj odpowiednich narzędzi i/lub noś ciężkie, izolowane rękawice i odzież spawalniczą, aby zapobiec poparzeniom.
- RUCHOME CZĘŚCI mogą spowodować obrażenia.
Końcówki szczypiec, szczypce i połączenia poruszają się podczas pracy.
Trzymaj się z dala od ruchomych części.
Trzymaj z dala od punktów uszczypnięcia.
Nie wkładać rąk pomiędzy końcówki.
Trzymaj wszystkie osłony i panele bezpiecznie na swoim miejscu.
OSHA i/lub przepisy lokalne mogą wymagać dodatkowej ochrony w zależności od wymagań aplikacja.
- OPARY I GAZY mogą być niebezpieczne.

Podczas spawania powstają dymy i gazy. Wdychanie tych oparów i
gazy mogą być niebezpieczne dla zdrowia. Trzymaj
głowę z dala od oparów. Nie wdychać oparów. Jeśli jesteś w środku, przewietrz pomieszczenie i/lub zastosuj lokalną wymuszona wentylację o godz
łuk w celu usunięcia dymów i gazów spawalniczych. W
przypadku słabej wentylacji należy nosić zatwierdzony respirator zasilany powietrzem.
Przeczytaj i zrozum karty charakterystyki materiału (MSDS) oraz
instrukcje producenta dotyczące metali, materiałów eksploatacyjnych, powłok, środków czyszczących i
odtłuszczacze.
Pracuj w zamkniętej przestrzeni tylko wtedy, gdy jest dobrze wentylowana lub mając na sobie odzież ochronną respirator zasilany powietrzem. Zawsze niej w pobliżu przeszkoloną osobę wachtową. Spawalniczy opary i gazy mogą wypierać powietrze i obniżać poziom tlenu, powodując obrażenia lub śmierć. Upewnij się, że powietrze do oddychania jest
bezpieczne. Nie spawać w pobliżu miejsc odtłuszczania, czyszczenia lub natryskiwania. The ciepło i promienie łuku mogą reagować z oparami, tworząc substancje silnie toksyczne i drażniące gazy.
Nie spawaj metali powlekanych, takich jak ocynkowane, ołowiane lub pokryte kadmem
stali, chyba że powłoka zostanie usunięta z obszaru spawania, miejsce to będzie dobrze wentylowane i nosi się maskę zasilaną powietrzem. Powłoki i wszelkie metale
zawierające te pierwiastki mogą wydzielać toksyczne opary podczas spawania.
1-3. Dodatkowe symbole dotyczące instalacji, obsługi i konserwacji
- Niebezpieczeństwo POŻARU LUB WYBUCHU.

Nie instaluj ani nie umieszczaj urządzenia na, nad lub w pobliżu materiałów palnych powierzchnie.
Nie instaluj ani nie używaj urządzenia w pobliżu materiałów łatwopalnych.
Nie przeciążaj okablowania budynku – upewnij się, że system zasilania jest tak
o odpowiednich wymiarach, parametrach znamionowych i zabezpieczeniu umożliwiającym obsługę tego urządzenia.
- SPADAJĄCE SPRZĘT może spowodować obrażenia.

Do podnoszenia i podtrzymywania jednostki należy używać sprzętu o odpowiednim udźwigu.
Postępuj zgodnie ze wskazówkami zawartymi w Podręczniku aplikacji dla Poprawione równanie podnoszenia NIOSH (publikacja nr 94-110), kiedy
ręczne podnoszenie ciężkich części lub sprzętu. Zabezpiecz
urządzenie podczas transportu, aby nie mogło się przewrócić ani spaść.
- PRZECZYTAJ INSTRUKCJE.
Przeczytaj uważnie wszystkie etykiety i instrukcję obsługi i postępuj zgodnie z nimi przed instalacją, obsługą lub serwisowaniem urządzenia. Przeczytaj bezpieczeństwo
informacje na początku instrukcji i w każdym rozdziale. Używaj wyłącznie oryginalnych części
zamiennych producenta. Wykonuj czynności konserwacyjne i serwisowe zgodnie z instrukcją
obstugi, branżową
standardy oraz przepisy krajowe, stanowe i lokalne.
- LATAJĄCY METAL lub BRUD mogą uszkodzić oczy.

Nosić zatwierdzone okulary ochronne z osłonami bocznymi lub zakrywać twarz tarcza.
- POLA ELEKTRYCZNE I MAGNETYCZNE (EMF) mogą mieć wpływ na implant Urządzenia medyczne.
Osoby noszące rozruszniki serca i inne wszczepione urządzenia medyczne powinien trzymać się z
daleka. Osoby noszące wszczepione urządzenia medyczne powinny skonsultować się z lekarzem producenta urządzenia przed zbliżeniem się do spawania łukowego, zgrzewania
punktowego, żłobienia, cięcia łukiem plazmowym lub operacji nagrzewania indukcyjnego.
- NADUŻYCIE może spowodować PRZEGRZANIE.
Pozwól na okres chłodzenia; przestrzegać znamionowego cyklu pracy. Zmniejsz cykl pracy przed ponownym rozpoczęciem spawania.
1-4. Ostrzeżenia

Sprzęt do spawania lub cięcia wytwarza dymy lub gazy zawierające chemikalia znane w stanie Kalifornia jako powodujące wady wrodzone oraz in w niektórych przypadkach nowotwór.

Styki akumulatora, zaciski i powiązane akcesoria zawierają ołów i ołów związki chemiczne, o których w stanie Kalifornia wiadomo, że powodują raka
oraz wady wrodzone lub inne zaburzenia reprodukcji. Umyć ręce po użyciu.

Produkt zawiera substancje chemiczne, w tym ołów, znane w stanie Kalifornii, aby powodować raka, wady wrodzone lub inne zaburzenia reprodukcji. Po użyciu umyć ręce.
Dla silników benzynowych:

Spaliny silnika zawierają substancje chemiczne znane w stanie Kalifornia powodować raka, wady wrodzone lub inne zaburzenia reprodukcji.
Dla silników Diesla:

Spaliny silnika Diesla i niektóre jego składniki są znane Państwu Kalifornii, aby powodować raka, wady wrodzone i inne zaburzenia reprodukcji.
1-5. Informacje o polu elektromagnetycznym
Prąd elektryczny przepływający przez dowolny przewodnik powoduje miejscowe wyładowanie elektryczne i pola magnetyczne (EMF). Prąd spawania wytwarza pole elektromagnetyczne wokół spawania obwód i sprzęt spawalniczy. Pola EMF mogą zakłócać niektóre działania medyczne implanty, np. rozruszniki serca. Środki ochronne dla osób noszących środki medyczne trzeba wszczepić implanty. Na przykład ograniczenia dostępu dla przechodniów przez lub indywidualna ocena ryzyka dla spawaczy. Wszyscy spawacze powinni stosować poniższe procedury mające na celu zminimalizowanie narażenia na pola EMF z obwodu spawalniczego:
- Trzymaj kable blisko siebie, skręcając je, oklejając taśmą albo używając osłony kabli.
- Nie umieszczaj ciała pomiędzy kablami spawalniczymi. Ułoż kable z jednej strony i z dala od operatora.
- Nie owijaj ani nie owijaj kabli wokół ciała.
- Trzymaj głowę i tułów jak najdalej od sprzętu w obwodzie spawalniczym możliwy.
- Przymocuj zacisk roboczy do przedmiotu obrabianego jak najbliżej spoiny.
- Nie pracuj w pobliżu źródła prądu spawania, nie siadaj ani nie opieraj się na nim.
- Nie spawaj, mając przy sobie źródło prądu spawalniczego lub podajnik drutu.
Informacje na temat wszczepionych wyrobów medycznych:
Użytkownicy wszczepionego urządzenia medycznego powinni skonsultować się z lekarzem i zapoznać się z urządzeniem producenta przed wykonaniem lub zbliżeniem się do spawania łukowego, zgrzewania punktowego, żłobienia, cięcia łukiem plazmowym lub operacji nagrzewania indukcyjnego. Jeśli tak zadecyduje lekarz zaleca się przestrzeganie powyższych procedur.
ROZDZIAŁ 2 - WSTĘP
Zgrzewanie oporowe jest jedną z najstarszych stosowanych metod spawania elektrycznego przemysł dzisiaj. Spoina powstaje w wyniku połączenia ciepła, ciśnienia i czasu. Jak nazwa wskazuje na zgrzewanie oporowe, jest to opór materiału
przyspawane do przepływu prądu, który powoduje miejscowe nagrzewanie części. Presja wywierany przez szczypce i końcówki elektrod, przez które przepływa prąd, utrzymuje
części, które mają być spawane w bliskim kontakcie przed, w trakcie i po prądzie spawania cykl czasowy. Wymagany czas przepływu prądu w złączu jest określony przez grubość i rodzaj materiału, wielkość przepływającego prądu oraz przekrój poprzeczny powierzchni styku końcówki spawalniczej.
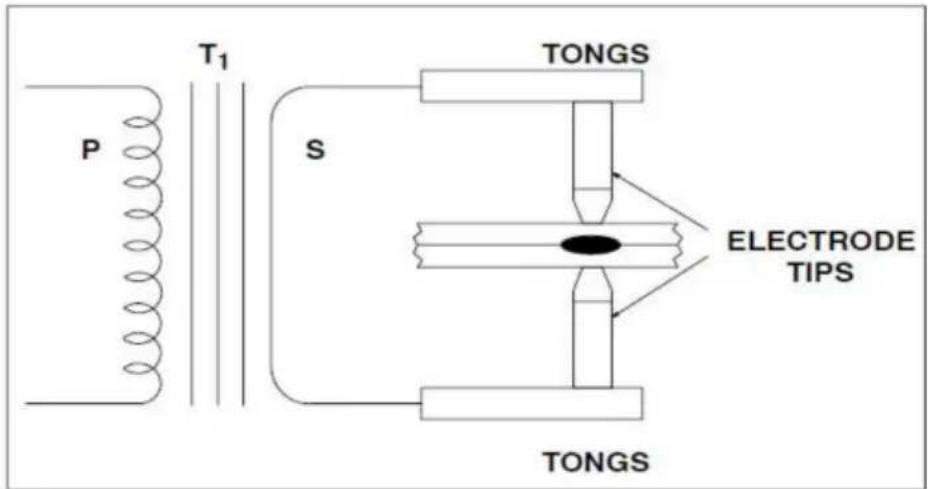
Rysunek 2-1. Zgrzewarka punktowa oporowa z pracą
Na rysunku 2-1 przedstawiono kompletny obwód wtórnego zgrzewania punktowego oporowego.
Dla przejrzystości zidentyfikowano różne części zgrzewarki punktowej oporowej.
Niektóre parametry techniczne podane są na tabliczce znamionowej punktu oporu spawarka.
SYMBOL I ZNACZENIE NA TABLICZCE DANYCH
U1: Znamionowe napięcie wejściowe AC źródła prądu spawania
50 Hz lub 60 Hz : Częstotliwość znamionowa jednofazowego źródła zasilania prądem przemiennym.
I1max: maks. prąd wejściowy.
I1eff: Maks. efektywny prąd wejściowy.
X: Znamionowy cykl pracy. Jest to stosunek czasu trwania obciążenia do pełnego cyklu czas.
Uwaga 1: Ten współczynnik wynosi od 0 do 100%.
Uwaga 2: W przypadku tego standardu czas pełnego cyklu wynosi 30 sekund. Na przykład, jeśli szybkość wynosi
10%, czas obciążenia wynosi 3 sekundy, a czas odpoczynku 7 sekund. Jeżeli jest używany
dłużej niż 3 sekundy przez kilka kolejnych 10 sekund, może się przegrzać.
U0: Napięcie bez obciążenia
Jest to napięcie wyjściowe źródła prądu spawania w obwodzie otwartym.
S1: Znamionowa moc wejściowa, KVA
IP: Stopień ochrony. Np. IP21, dopuszczający spawarkę do użytku w pomieszczeniach zamkniętych; IP23,. dopuszczenia spawarki do użytku na świeżym powietrzu w deszczu.
Klasa izolacji: H
WARUNKI ŚRODOWISKA
ROZDZIAŁ 3- PODSTAWY ZGRZEWANIA PUNKTOWEGO Oporowego
3-1. Zasada działania
Spawanie oporowe odbywa się, gdy prąd przepływa przez końcówki elektrod i oddzielne łączone kawałki metalu. Opór metalu rodzimego na przepływ prądu elektrycznego powoduje miejscowe nagrzewanie złącza i spoina zostaje wykonana. Punktowa spoina oporowa jest wyjątkowa, ponieważ rzeczywiste jądro spoiny tworzy się wewnętrznie w stosunku do powierzchni metalu rodzimego. Rysunek 4-1 przedstawia jądro zgrzeiny punktowej oporowej w porównaniu ze spoiną punktową łukiem gazowo-wolframowym (TIG).
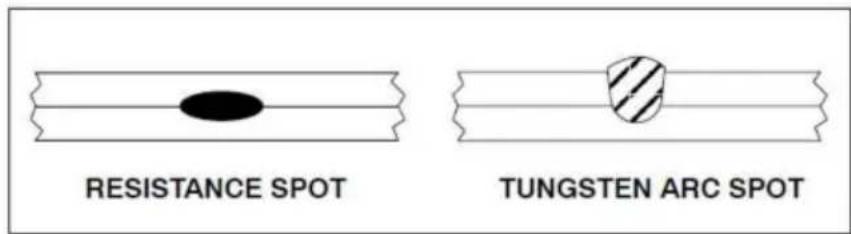
Rysunek 3-1. Porównanie spoin punktowych oporowych i punktowych TIG
Punktowy łuk gazowo-wolframowy jest wykonany tylko z jednej strony. Zgrzeina punktowa oporowa jest zwykle wykonywana za pomocą elektrod po obu stronach przedmiotu obrabianego. Zgrzewanie punktowe oporowe można wykonać, gdy przedmiot znajduje się w dowolnej pozycji.
Jądro zgrzeiny punktowej oporowej powstaje, gdy powierzchnia styku złącza spawanego jest podgrzewana w wyniku oporu powierzchni złącza przed przepływem prądu elektrycznego. Oczywiście we wszystkich przypadkach prąd musi płynąć, w przeciwnym razie spawanie nie będzie możliwe. Nacisk końcówek elektrod na obrabiany przedmiot utrzymuje część w ścisłym kontakcie podczas wykonywania spoiny. Należy jednak pamiętać, że zgrzewarki punktowe oporowe NIE są zaprojektowane jako zaciski siłowe służące do ściągania ze sobą obrabianych przedmiotów w celu zgrzewania.
3-2. Wytwarzanie ciepła
Można dokonać modyfikacji prawa Ohma, gdy waty i ciepło są uważane za synonimy. Kiedy prąd przepływa przez przewodnik, opór elektryczny przewodnika podczas przepływu prądu powoduje wytwarzanie ciepła. Można podać podstawowy wzór na wytwarzanie ciepła: H = I2R gdzie H = ciepło I2 = kwadrat prądu spawania
$$ R = \text { opór } $$
Część wtórna obwodu zgrzewania punktowego oporowego, zawierająca części przeznaczone do spawania, to w rzeczywistości szereg oporów. Całkowita wartość addytywna tego oporu elektrycznego wpływa na moc wyjściową prądu zgrzewarki punktowej oporowej i wytwarzanie ciepła w obwodzie.
Kluczowym faktem jest to, że chociaż wartość prądu jest taka sama we wszystkich częściach obwodu elektrycznego, wartości rezystancji mogą znacznie się różnić w różnych punktach obwodu.
Wytworzone ciepło jest wprost proporcjonalne do oporu w dowolnym punkcie okrażenie.
flowchart
graph TD
A["START"] --> B["SQUEEZE TIME"]
B --> C["HEAT OR WELD TIME"]
C --> D["OFF TIME"]
D --> E["HOLD TIME"]
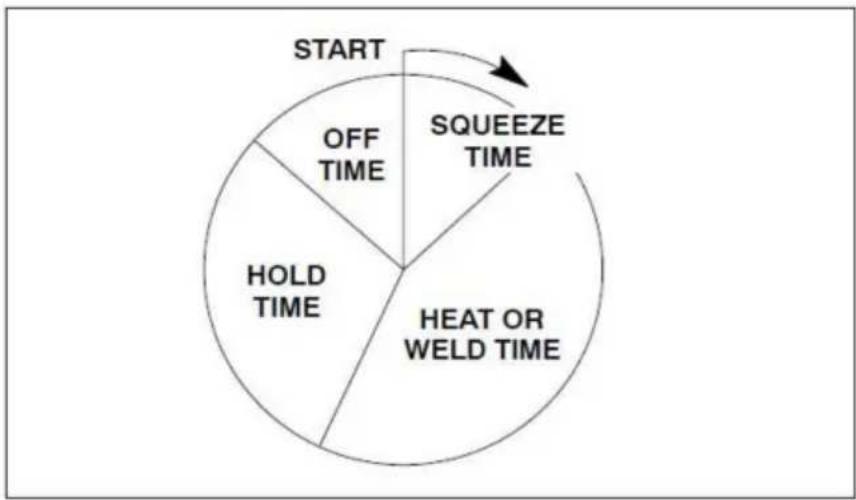
Rysunek 3-2. Cykl czasowy zgrzewania punktowego
CZAS ŚCIŚNIĘCIA - Czas pomiędzy przyłożeniem nacisku a zgrzaniem.
CZAS NAGRZEWANIA LUB SPAWANIA - Czas spawania to cykle.
CZAS TRZYMACIA - Czas utrzymywania ciśnienia po wykonaniu spoiny.
CZAS WYŁĄCZENIA – Elektrody oddzielone, aby umożliwiać przesunięcie materiału do następnego punktu. Zgrzewarki punktowe oporowe są skonstruowane tak, aby wymagany był minimalny opór być widoczne w transformatorze, elastycznych kablach, szczypcach i końcówkach elektrod. The Zgrzewarki punktowe oporowe są zaprojektowane tak, aby doprowadzać prąd spawania do spawanie w najbardziej efektywny sposób. To właśnie przy spawaniu jest największe wymagany jest względny opór. Termin „względny” oznacza w stosunku do reszty rzeczywisty obwód spawania.
W miejscu pracy występuje sześć głównych punktów oporu. Są jako następująco:
- Punkt styku elektrody z górnym przedmiotem obrabianym.
- Górny przedmiot obrabiany.
- Interfejs górnego i dolnego przedmiotu obrabianego.
- Dolny przedmiot obrabiany.
- Punkt styku dolnego przedmiotu obrabianego z elektrodą.
- Rezystancja końcówek elektrod.
Rezystory są połączone szeregowo i każdy punkt oporu opóźnia przepływ prądu. Wielkość oporu w punkcie 3, styku przedmiotów obrabianych, będzie zależała na zdolność przenoszenia ciepła przez materiał, jego opór elektryczny i łączna grubość materiałów na złączu spawanym. Znajduje się w tej części obwodu tak, aby utworzył się jądra spoiny.
3-3. Czynnik czasu
Zgrzewanie punktowe oporowe zależy od rezystancji metalu nieszlachetnego i ilość prądu płynącego w celu wytworzenia ciepła niezbędnego do wykonania zgrzeiny punktowej. Kolejnym ważnym czynnikiem jest czas. W większości przypadków jest to kilka tysięcy amperów wykorzystywane do wykonywania zgrzein punktowych. Takie wartości natężenia prądu przepływającego przez spoinę. Takie wartości natężenia, przepływające przez stosunkowo dużą rezystancję, utworzą dużo ciepła w krótkim czasie. Aby wykonać dobre zgrzeiny punktowe oporowe, konieczne jest mieć ścisłą kontrolę nad czasem przepływu prądu. Właściwie jedynym czynnikiem jest czas regulowana zmienna w większości zastosowań zgrzewania punktowego oporowego jednym impulsem. Sterowanie prądem jest bardzo często ekonomicznie niepraktyczne. Jest także nieprzewidywalny wiele przypadków.
Większość zgrzein punktowych oporowych wykonuje się w bardzo krótkich odstępach czasu. Od naprzemiennego W procesie spawania zwykle wykorzystuje się prąd, procedury mogą opierać się na:
Czas cyklu 60 (sześćdziesiąt cykli = 1 sekunda). Rysunek 3-2 pokazuje punkt oporu cykl czasu spawania.
Wcześniej stosowano wzór na wytwarzanie ciepła. Z dodatkiem czasu
element, formułę uzupełnia się w następujący sposób:
I2 = prąd do kwadratu
$$ R = \text { opór } $$
$$ T = c z a s $$
$$ K = \text { Straty ciepła } $$
Kontrola czasu jest ważna. Jeśli element czasu jest zbyt długi, metal nieszlachetny w spoina może przekroczyć temperaturę topnienia (i ewentualnie wrzenia) materiału. Ten może powodować wadliwe spoiny z powodu porowatości gazu. Istnieje również możliwość wydalanie stopionego metalu ze złącza spawanego, co mogłoby zmniejszyć krzyż część złącza osłabiająca spoinę. Krótsze czasy spawania również zmniejszają możliwość nadmiernego przenikania ciepła w metalu nieszlachetnym. Zniekształcenie spawu części jest zminimalizowane, podobnie jak strefa wpływu ciepła wokół jądra spoiny znacznie mniejszy.
3-4. Ciśnienie
Należy dokładnie rozważyć wpływ nacisku na punktową zgrzeinę oporową.
Głównym celem nacisku jest dokładne utrzymanie spawanych części
kontakt na wspólnym interfejsie. Działanie to zapewnia stałą rezystancję elektryczną i przewodność w miejscu spawania. Szczypce i końcówki elektrod NIE powinny być służy do łączenia ze sobą obrabianych przedmiotów. Zgrzewarka punktowa oporowa nie zaprojektowany jako zacisk elektryczny typu „C”! Części przeznaczone do spawania powinny znajdować się blisko siebie skontaktować się PRZED naciśnięciem.
Badania wykazały, że duże naciski wywierane na złącze spawane zmniejszają się rezystancja w miejscu styku końcówki elektrody z przedmiotem obrabianym powierzchnia. Im większe ciśnienie, tym niższy współczynnik oporu.
Odpowiednie ciśnienie, przy ścisłym kontakcie końcówki elektrody z metalem nieszlachetnym, będzie działać mają tendencję do odprowadzania ciepła ze spoiny. Wyższe prądy są konieczne wyższe ciśnienia i odwrotnie, niższe ciśnienia wymagają mniejszego natężenia prądu zgrzewarka punktowa oporowa. Fakt ten należy uważnie odnotować
szczególnie w przypadku stosowania kontroli ciepła z różnymi punktowymi zgrzewaniami oporowymi maszyny.
3-5. Wskazówki dotyczące elektrod
Miedź jest metalem nieszlachetnym zwykle używanym do szczypiec i końcówek do zgrzewania punktowego oporowego. Zadaniem końcówek elektrod jest przewodzenie prądu spawania do elektrody przedmiotu obrabianego, będącego centralnym punktem nacisku wywieranego na złącze spawane, w celu przewodzenia ciepła z powierzchni roboczej oraz aby zachować integralność kształtu i charakterystyka przewodności cieplnej i elektrycznej w warunkach pracy.
Końcówki elektrod wykonane są ze stopów miedzi i innych materiałów. Opór Stowarzyszenie Producentów Spawaczy (RWMA) podzieliło końcówki elektrod na dwie grupy grupy:
Grupa A - Stopy na bazie miedzi
Grupa B - Końcówki metalowe ogniotrwałe
Grupy są dalej klasyfikowane według numerów. Grupa A, klasa I, II, III, IV i V to wykonane ze stopów miedzi. Grupa B, klasa 10, 11, 12, 13 i 14 to materiały ogniotrwałe stopy.
Końcówki elektrod grupy A, klasy I mają skład najbliższy czystej miedzi. Jak numer klasy jest wyższy, wartości twardości i temperatury wyżarzania wzrasta, podczas gdy przewodność cieplna i elektryczna maleje.
Kompozycje grupy B to spiekane mieszaniny miedzi i wolframu itp., Zaprojektowane pod kątem odporności na zużycie i wytrzymałości na ściskanie w wysokich temperaturach.
Stopy grupy B, klasy 10 mają około 40 procent przewodności miedzi
przewodność maleje wraz ze wzrostem wartości liczbowej. Końcówki elektrod grupy B to zwykle nie używane do zastosowań, w których występują zgrzewarki punktowe oporowe byłby zatrudniony.
3-6. Praktyczne zastosowania zgrzewania punktowego oporowego
SPAWANIE PUNKTOWE może być niebezpieczne. Przeczytaj i postępuj zgodnie z rozdziałem dotyczącym bezpieczeństwa z przodu tej książki, a także instrukcję obsługi i wszystkie etykiety na sprzęcie.
Techniki zgrzewania punktowego oporowego nie wymagają rozległego ani skomplikowanego bezpieczeństwa środki ostrożności. Istnieją jednak pewne zdroworozządkowe działania, które mogą zapobiec obrażenia operatora.
Zawsze, gdy wykonywana jest praca w sklepie, mądrą zasadą jest noszenie okularów ochronnych.
Zgrzewanie punktowe oporowe nie jest wyjątkiem od reguły! Bardzo często są to metale lub tlenki wydalony ze wspólnego obszaru. Ochrona twarzy, a w szczególności oczu konieczne, aby zapobiec poważnym obrażeniom.
Kolejnym obszarem budzącym wątpliwości jest wentylacja. Może to stanowić poważny problem, gdy zgrzewanie punktowe oporowe metali ocynkowanych (ocynkowanych) lub metali z innymi powłoki takie jak ołów. Opary powstające w procesie spawania mają pewne właściwości toksyczność, która spowoduje chorobę operatora. Właściwa wentylacja może zmniejszyć stężenie oparów w obszarze spawania.
Jak wyjaśniono w poprzedniej dyskusji na temat podstaw punktu oporu
podczas spawania istnieje wyraźna zależność pomiędzy czasem, prądem i ciśnieniem.
Prąd i ciśnienie pomagają wytworzyć ciepło w jądrze spoiny.
Jeśli prąd spawania jest zbyt niski dla danego zastosowania, gęstość prądu jest zbyt słaba wykonać spoinę. Stan ten powoduje również przegrzanie końcówek elektrod, co może być przyczyną spowodować ich wyżarzanie, grzyby i możliwe zanieczyszczenie. Mimo że
czas wzrasta, ilość wytworzonego ciepła jest mniejsza niż straty z tego powodu
promieniowanie i przewodzenie w przedmiocie obrabianym oraz przewodnictwo cieplne przedmiotu obrabianego elektrody. Rezultatem jest możliwość, przy długich czasach spawania przy niskich prądach, przegrzanie całego obszaru metalu nieszlachetnego pomiędzy elektrodami. To może spowodować ewentualnie przypadenie górnej i dolnej powierzchni przedmiotu obrabianego osadzanie końcówek elektrod w powierzchni przedmiotu obrabianego.
Wraz ze wzrostem gęstości prądu czas spawania ulega proporcjonalnemu skróceniu. Jeśli jednak gęstość prądu stanie się zbyt duża, istnieje możliwość wydalenia
stopionego metalu z powierzchni złącza, osłabiając w ten sposób spoinę. Idealny stan czasu i gęstości prądu znajduje się tuż poniżej poziomu powodującego wydalenie metalu
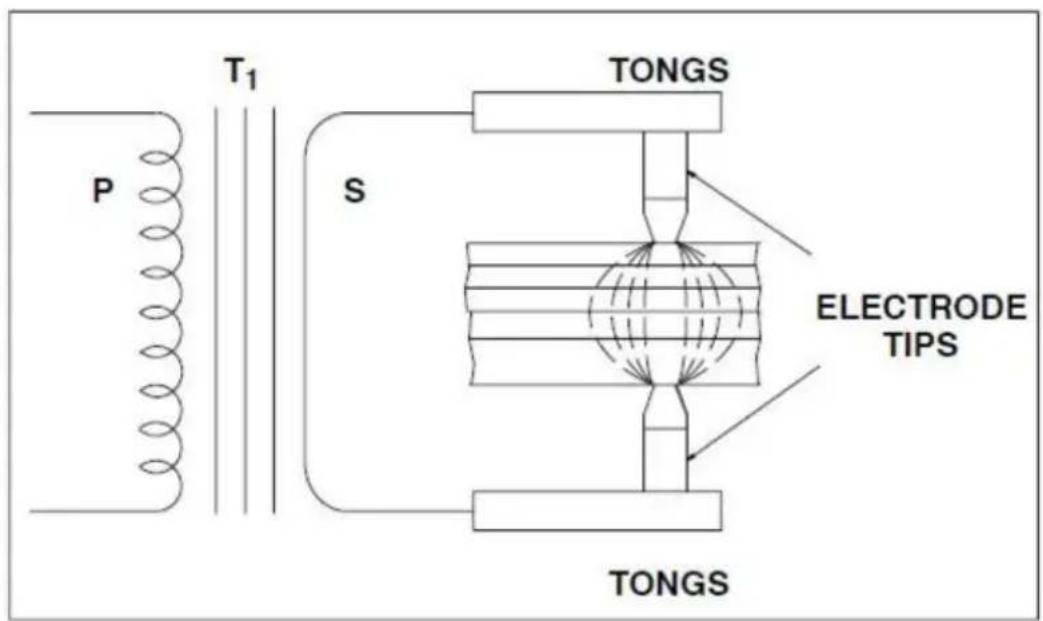
Rysunek 3-3. Strefy cieplne zgrzeiny punktowej oporowej
Oczywiste jest, że doprowadzone ciepło nie może być większe niż całkowita szybkość rozpraszania przedmiotu obrabianego i elektrody, bez usuwania metalu ze złącza. Niedawno dokonano interesującego odkrycia dotyczącego przepływu prądu przez przedmiot obrabiany. Do niedawna uważano, że prąd płynie w linii prostej przez złącze spawane. Nie jest to koniecznie prawdą, gdy spawane są materiały o różnych grubościach. Cechą charakterystyczną jest to, że prąd „rozchodzi się”, zmniejszając w ten sposób gęstość prądu w miejscu spawania znajdującym się w największej odległości od końcówek elektrod. Ilustracja (Rysunek 3-3) przedstawia strefy cieplne zgrzeiny punktowej oporowej dla kilku grubości metalu. Należy zauważyć, że niekontrolowane zmienne (takie jak zanieczyszczenie powierzchni styku) ulegają zwielokrotnieniu podczas zgrzewania punktowego oporowego kilku grubości materiału. Poziomy jakości będą znacznie niższe w przypadku punktowego zgrzewania oporowego „stosowego”, co wyjaśnia, dlaczego w miarę możliwości unika się takich praktyk zgrzewania.
Pomijając czynnik jakości, staje się oczywiste, że liczba grubości materiału, który może zostać pomyślnie zgrzany punktowo oporowo w jednym czasie, będzie zależeć od rodzaju i grubości materiału, a także mocy KVA zgrzewarki punktowej oporowej.
Wartość znamionowa KVA, cykl pracy i inne istotne informacje są podane na tabliczce znamionowej zgrzewarki punktowej oporowej DN-100E. Literatura katalogowa i instrukcja obsługi zawierają dane dotyczące maksymalnych łącznych grubości materiału że każda jednostka może spawać.
3-7. Rozmiar końcówki
elektrody Biorąc pod uwagę, że prąd spawania może przepływać do przedmiotu obrabianego przez elektrodę, logiczne jest, że rozmiar końcówki elektrody wpływa na wielkość punktowej zgrzeiny oporowej. W rzeczywistości średnica jądra spoiny powinna być nieco mniejsza niż średnica końcówki elektrody.
Jeśli średnica końcówki elektrody jest zbyt mała dla danego zastosowania. jądro spoiny będzie małe i słabe. Jeżeli jednak średnica końcówki elektrody jest zbyt duża, istnieje niebezpieczeństwo przegrzania metalu nieszłachetnego i powstania pustych przestrzeni oraz kieszeni gazowych. W obu przypadkach wygląd i jakość gotowej spoiny byłaby nie do zaakcepto Określenie średnicy końcówki elektrody będzie wymagało pewnych decyzji ze strony projektanta konstrukcji spawanej. Współczynniki rezystancji stosowane dla różnych materiałów z pewnością będą miały pewien wpływ na określenie średnicy końcówki elektrody. Opracowano ogólny wzór dla stali niskowęglowej. Podaje wartości średnicy końcówki elektrody, które są przydatne w większości zastosowań.
ŚREDNICA KOŃCÓWKI omawiana w tym tekście odnosi się do elektrody
średnica końcówki w miejscu styku z przedmiotem obrabianym. Nie odnosi się to do głównej średnicy całkowitej końcówki elektrody.
3-8. Nacisk lub siła spawania Nacisk
wywierany przez szczypce i końcówki elektrod na obrabiany przedmiot ma ogromny wpływ na ilość prądu spawania przepływającego przez złącze. Im większe ciśnienie, tym wyższa będzie wartość prądu zgrzewania w zakresie wydajności zgrzewarki punktowej oporowej.
Ustawienie ciśnienia jest stosunkowo łatwe. Zwykle próbki materiału do spawania umieszczą się pomiędzy końcówkami elektrod i sprawdza, czy ciśnienie jest wystarczające do wykonania spoiny. Jeśli wymagane jest większe lub mniejsze ciśnienie, instrukcja obsługi zgrzewarki punktowej oporowej zawiera wyraźne wskazówki dotyczące prawidłowego ustawienia. W ramach operacji ustawiania należy wyregulować skok szczypiec i końcówki elektrody do minimalnej wymaganej wartości, aby zapobiec „uderzaniu” końcówek elektrod i uchwytów końcówek.
3-9. Różne dane Celem tej części
tekstu jest dostarczenie informacji dotyczących kilku zmiennych występujących w niektórych zastosowaniach zgrzewania punktowego oporowego.
3-10. Bilans cieplny
Nie ma szczególnego problemu bilansu cieplnego, gdy spawane materiały są tego samego rodzaju i grubości. Bilans cieplny w takich przypadkach jest automatycznie prawidłowy, jeśli końcówki elektrod mają jednakową średnicę, rodzaj itp. Bilans cieplny można zdefiniować jako warunki spawania, w których strefa wtopienia łączonych elementów poddawana jest jednakowej temperaturze i ciśnienie.
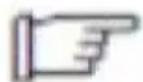
Kiedy konstrukcja spawana zawiera części o nierównych właściwościach termicznych, np. miedź i stal, słaba spoina może wynikać z kilku powodów. Metale mogą nie stapiać się prawidłowo na styku złącza. W stali może występować większe miejscowe nagrzewanie niż w miedzi. Powodem może być fakt, że miedź ma niski opór elektryczny i wysoką charakterystykę przenikania ciepła, podczas gdy stal ma wysoką rezystancję elektryczną i niską charakterystykę przenikania ciepła.
Rysunek 3-4. Techniki uzyskiwania bilansu cieplnego
Prawidłowy bilans ciepłny w tego typu spoinie można uzyskać jedną z kilku metod. Rysunek 3-4 ilustruje trzy możliwe rozwiązania problemu. Rysunek 3-4 (a) pokazuje zastosowanie mniejszej powierzchni końcówki elektrody po miedzianej stronie złącza w celu wyrównania charakterystyki stapiania poprzez zmianę gęstości prądu w różnych materiały.
Rysunek 3-4 (b) przedstawia zastosowanie końcówki elektrody o dużej rezystancji elektrycznej materiału, takiego jak wolfram lub molibden, w punkcie styku. Rezultatem jest stworzyć w przybliżeniu taką samą strefę topienia w miedzi jak w stali. A kombinację tych dwóch metod pokazano na rysunku 3-4 (c).
3-11. Warunki powierzchniowe
Wszystkie metale wytwarzają tlenki, które mogą mieć szkodliwy wpływ na zgrzewanie punktowe oporowe. Niektóre tlenki, szczególnie te o charakterze ogniotrwałym, są bardziej kłopotliwe niż inni. Ponadto zgorzelina walcownicza występująca na stalach walcowanych na gorąco będzie działać jako izolator i zapobiegają dobrej jakości zgrzewaniom punktowym oporowym. Powierzchnie, które mają być w ten sposób połączone proces powinien być czysty, wolny od tlenków, związków chemicznych i mieć gładką konsystencję powierzchnia.
3-12. Dane materiałów do zgrzewania punktowego oporowego
W tej części tekstu zostaną omówione metody stosowane w zgrzewaniu punktowym oporowym niektóre metale powszechnie stosowane w pracach produkcyjnych. Nie jest to zamierzone że wszystkie możliwe problemy, które mogą się pojawić, zostaną rozwiązane. Cel ta część tekstu ma na celu przedstawienie ogólnych danych operacyjnych dotyczących stosowania z oporem zgrzewarki punktowe. W stosownych przypadkach podane dane będą powiązane z określone modele i wielkość (KVA) jednostek. Jednostki wymienione w tej sekcji nie są zalecany do stopów aluminium i miedzi.
3-13. Łagodna stal
Największy procent materiału spawanego stanowi stal miękka lub niskowęglowa proces zgrzewania punktowego oporowego. Wszystkie stale niskowęglowe są łatwo spawalne z procesem, jeśli stosuje się odpowiedni sprzęt i procedury.
Stale węglowe mają tendencję do tworzenia twardych, kruchych spoin podobnie jak węgiel zawartość wzrasta, jeśli nie zostaną zastosowane odpowiednie procedury dogrzewania. Szybki hartowanie spoiny, podczas której bryłki szybko się ochładzają, zwiększa prawdopodobieństwo twardej, kruchej mikrostruktury w spoinie.
Stal walcowana na gorąco zwykle będzie miała zgorzelinę walcowniczą na powierzchni metalu. Ten typ materiału zwykle nie jest zgrzewane punktowo oporowo za pomocą zgrzewarek oporowych wartości znamionowych KVA konkretnych zbudowanych jednostek.
Może to być stal walcowana na zimno (CRS) i stal walcowana na gorąco, trawiona i olejowana (HRSP i O). zgrzewane punktowo oporowo z bardzo niewielkimi problemami. Jeśli stężenie oleju jest nadmierne
na blasze, może to spowodować powstawanie węgla na końcach elektrod
zmniejszając w ten sposób ich żywotność. Zalecane jest odtłuszczenie lub wytarcie
mocno naoliwiona blacha.
Zgrzeina punktowa oporowa powinna mieć wytrzymałość na ścinanie równą wytrzymałości metalu nieszlachetnego
wytrzymałość na ścinanie i powinna przekraczać wytrzymałość nitu lub spoiny korkowej
to samo pole przekroju poprzecznego. Jako kryterium przyjmuje się zwykle wytrzymałość na ścinanie
dla specyfikacji zgrzewania punktowego oporowego, chociaż można zastosować inne metody.
Powszechną praktyką jest „odrywanie” dwóch zespawanych pasków próbki w celu sprawdzenia, czy są czyste
„nit” jest wyciągany z jednego kawałka. Jeżeli tak, oznacza to stan zgrzewania punktowego oporowego
uznane za prawidłowe.
W przypadku materiałów magnetycznych, takich jak stal miękka, prąd płynący przez spoinę może się zmieniać
zasadniczo w zależności od ilości materiału magnetycznego znajdującego się w szczypcu
pętla. Pętla szczypcowa jest czasami nazywana „gardłem” punktowego zgrzewania oporowego
maszyna.
Na przykład część przeznaczona do spawania może zawierać największą ilość metalu nieszlachetnego
w gardzieli urządzenia dla dowolnej zgrzeiny punktowej oporowej i prawie żadnej
metal nieszlachetny w gardzieli dla drugiej zgrzeiny punktowej. Prąd w złączu spawanym
będzie mniejsza dla pierwszego spoiny. Powodem jest reaktancja spowodowana przez żelazo
materiału w obwodzie spawania łukowego.
Zgrzewarki punktowe oporowe mają zastosowanie do spawania stali niskowęglowej.
W najlepszym wypadku należy je stosować w zakresie nominalnej pojemności całkowitej grubości materiału
wyniki. Nie należy ich używać przez cały cykl pracy ze względu na uszkodzenie
może to spowodować uszkodzenie stycznika i transformatora. Zapewniał to 30-procentowy cykl pracy
typ sprzętu powinien być odpowiedni dla wszystkich zastosowań w ramach jego parametrów znamionowych. The
30-procentowy cykl pracy to standardowa ocena RWMA dotycząca ogólnej odporności na obciążenia
spawarki. Cykl pracy 30% opiera się na okresie 10 sekund
i oznacza, że urządzenie może spawać 3 sekundy z każdych 10 sekund.
3-14. Stale niskostopowe i średniowęglowe
Istnieją pewne istotne różnice w zgrzewaniu punktowym oporowym niskich stopów i
stale średniowęglowe w porównaniu ze stalami miękkimi lub niskowęglowymi. Opór
współczynnik dla stali niskostopowych i średniowęglowych jest wyższy; dlatego prąd
wymagania są nieco niższe. Od tego czasu czas i temperatura są bardziej krytyczne
zmiany metalurgiczne będą większe w przypadku tych stopów. Z pewnością jest ich więcej
możliwość wystąpienia kruchości spoiny niż w przypadku stali miękkiej.
Naciski zgrzewania punktowego oporowego są zwykle wyższe w przypadku tych materiałów ze względu na dodatkową wytrzymałość na ściskanie właściwą stalom niskostopowym i średniowęglowym. Zawsze dobrym pomysłem jest stosowanie dłuższych czasów spawania podczas spawania tych stopów, aby opóźnić szybkość chłodzenia i umożliwiać bardziej plastyczne spoiny.
3-15. Stale nierdzewne Stopy
stali chromowo-niklowej (austenitycznej) mają bardzo wysoką rezystancję elektryczną i można je łatwo łączyć za pomocą punktowego zgrzewania oporowego. W przypadku tych materiałów ogromne znaczenie ma szybkie chłodzenie w zakresie krytycznym od 800 do 1400 F. Szybkie hartowanie związane z punktowym zgrzewaniem oporowym jest idealne do zmniejszenia możliwości wytrącania się węglika chromu na granicach ziaren. Oczywiście im dłuższy jest konstrukcja spawana jest utrzymywana w temperaturach krytycznych, tym większa jest możliwość wytrącania się węglików.
3-16. Stale powlekane zanurzeniowo lub
platerowane Zdecydowana większość materiałów w tej kategorii to stal ocynkowana lub powlekana cynkiem. Chociaż część stali ocynkowanej jest powlekana galwanicznie, powłoka zanurzeniowa jest tańska i jest najczęściej stosowana. Powłoka cynku ma nierówną grubość na stali powlekanej zanurzeniowo. Współczynnik oporu będzie się różnić w zależności od spoiny i bardzo trudno jest ustalić warunki w formie wykresu dla materiału.
Podczas zgrzewania punktowego oporowego nie można zachować integralności powłoki ocynkowanej. Niska temperatura topnienia powłoki cynkowej w porównaniu z temperaturą wtapiania blachy stalowej powoduje odparowanie cynku. Oczywiście musi istnieć odpowiednie ciśnienie, aby wypchnąć cynk na powierzchnię styku spoiny, aby umożliwiać stopienie stali ze stalą. W przeciwnym razie wytrzymałość zgrzeiny punktowej oporowej może być kwestionowana.
Dostępne są materiały umożliwiające naprawę zewnętrznych uszkodzeń powłoki, które mogą powstać na skutek ciepła spawania. Niestety, nie ma lekarstwa na utratę materiału powłokowego na stykach spoiny. W rzeczywistości odparowanie cynku może powodować porowatość spoiny i ogólne osłabienie oczekiwanej wytrzymałości na ścinanie. CYNK PAROWANY po kondensacji do postaci stałej tworzy cząstki w kształcie
haczyków na ryby. Cząsteczki te MOGA Osadzić się w
TKANKI CIAŁA i powodować podrażnienia. Stosuj wymuszona wentylację lub wyciąg o godz
miejscu spawania i podczas pracy z tym procesem i powlekanym materiałem należy nosić koszule z długim rękawem, długie spodnie i osłonę twarzy.
Inne materiały powlekane, takie jak płyta Terne (pokryta ołowiem), mogą mieć różny stopień toksyczności. Podczas pracy z tymi materiałami wymagana jest odpowiednia wentylacja.
Parowanie materiału powłokowego ma tendencję do zanieczyszczania końcówek elektrod. Końcówki należy często czyścić, aby zapobiec tworzeniu się stopów materiałów o niższej temperaturze topnienia z końcówkami miedzianymi. Końcówki mogą wymagać czyszczenia i obciągania co czwartą lub piątą spoinę, aby zachować jakość produktu, chociaż w przypadku niektórych zastosowań ocynkowanych najlepsze spoiny są wykonywane po kilku miejscach zaczernienia końcówek. Zastosowanie krótkich czasów spawania zwiększy możliwość dobrych spoin przy jak najmniejszym zanieczyszczeniu końcówki.
3-17. Aluminium i stopy aluminium Zgrzewarki
punktowe oporowe o mocy znamionowej KVA znacznie większej niż 20 KVA są niezbędne do wykonywania solidnych spoin większości materiałów aluminiowych i wszelkich innych metali nieszłachetnych o wysokiej przewodności. Przewodność elektryczna aluminium jest wysoka, a spawarki muszą zapewniać wysoki prąd i dokładne ciśnienie, aby zapewnić ciepło niezbędne do stopienia aluminium i wytworzenia dźwięku spawać.
3-18. Podsumowanie
Zgrzewanie punktowe oporowe jest techniką zgrzewania stosowaną w przypadku prawie wszystkich znanych metali. Właściwą spoinę wykonuje się na styku łączonych części. Opór elektryczny spawanego materiału powoduje miejscowe nagrzewanie na styku łączonych metali. Aby uzyskać najbardziej zadowalające wyniki, należy opracować procedury spawania dla każdego rodzaju materiału.
Możliwe jest, że prądy bocznikowe przepływające przez wcześniej wykonaną zgrzeinę punktową odbiorą prąd spawania z drugiej, drugiej wykonanej zgrzeiny punktowej. Nastąpi to, jeśli dwie zgrzeiny punktowe znajdą się zbyt blisko siebie i stanie się to w przypadku wszystkich zgrzein metale.
Tabela 3-1 zawiera dane znamionowe zgrzewarki punktowej oporowej DN-100E. Te dane znamionowe mogą się różnić w zależności od typu zgrzewarki punktowej DN -100E, na przykład znamionowe napięcie zasilania wynosi 230 V/120 V, znamionowa częstotliwość zasilania wynosi 50 Hz lub 60 Hz, znamionowy cykl pracy wynosi 30% lub
50% itp. Te informacje ratingowe zależą od wymagań klienta.
Tabela 3-1. Dane techniczne zgrzewarki punktowej oporowej DN-100E zgrzewarka punktowa
| Model | OcenionoDostarczaćNapięcie | OcenionoDostarczaćCzęstotliwość | OcenionoObowiązekCykl | Bez obciążeniaNapięcie | SpawalniczyGrubość |
| DN-100E U1 V ± 10% 50/60 Hz 30% | 1,75 V | 1,5 + 1,5 mm | |||
Poniższe ogólne dane mają pomóc operatorowi w skonfigurowaniu spawania
procedury podczas korzystania ze zgrzewarki punktowej oporowej.
Ustawienia nacisku szczypiec należy dokonywać TYLKO wtedy, gdy główny przewód zasilający jest włączony odłączony od głównego źródła zasilania.
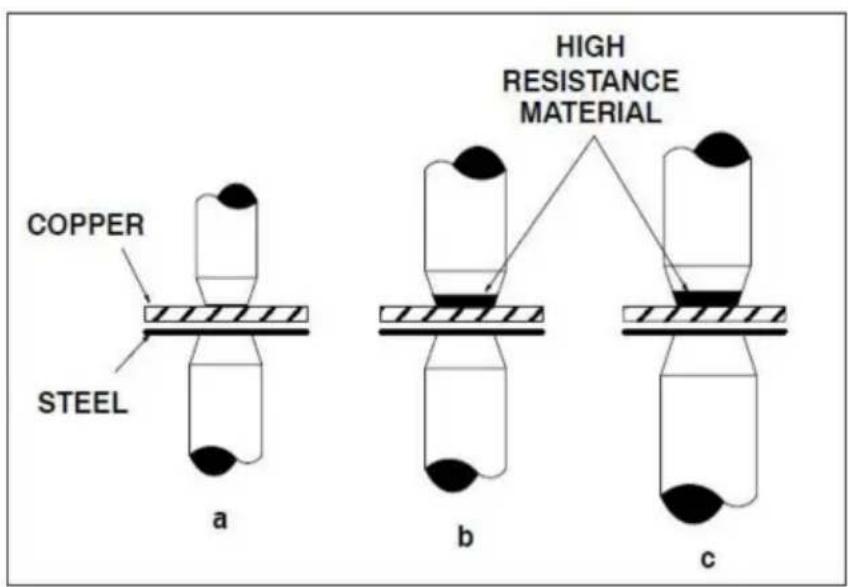
- Zamknąć szczypce i zmierzyć odstęp pomiędzy powierzchniami stykowymi końcówek elektrod.
- Zmierz grubość całej konstrukcji spawanej.
- Dostosuj odstęp szczypiec do pomiaru z kroku 2 pomniejszonego o 1/2 grubości najcieńszego numer spoiny.
-
Włóż elementy przeznaczone do spawania pomiędzy końcówki elektrod i doprowadź je do końcówek ciśnienie spawania. Powinno nastąpić lekkie ugięcie szczypiec. To może być mierzone linijką umieszczoną na osi wzdłużnej szczypiec.
-
Zasil zgrzewarkę punktową i wykonaj próbną spoinę.
-
Sprawdź spoinę wizualnie i mechanicznie. Sprawdź końcówkę elektrody odkształcenie i zanieczyszczenie (patrz procedury testowe).
-
Wyregulować nacisk cęgów zgodnie z wymaganiami (patrz instrukcja obsługi dotycząca regulacji cęgów procedury).
Opisane procedury testowe są bardzo proste i wymagają minimalnej ilości sprzętu występować.
1. Test wizualny
Obserwuj odkształcenie i kształt punktów styku powierzchni po obu stronach
spoina. Nadmierne „zapadnięcie” punktu styku z powierzchnią wskazuje na jeden lub więcej z nich następujące:
A. Nadmierny nacisk szczypiec. B.
Zbyt długi czas spawania. C.
Nieprawidłowe ustawienie końcówek elektrod.
Jeżeli zgrzeina punktowa oporowa nie ma równej, koncentrycznej powierzchni,
problemem może być nieprawidłowe ustawienie końcówek elektrod. Wyrównaj końcówki elektrod z wyłączenie zasilania i typowe złącze spawane pomiędzy powierzchniami końcówki.
2. Test mechaniczny
Umieść jeden koniec próbki zgrzeiny punktowej oporowej w szczękach imadła. Użyj mechanicznego oznacza rozciągnięcie spoiny na siłę. Jedna strona spoiny powinna się poluzować metal macierzysty z metalowym przedłużeniem spoiny. Sprawdź, czy spoina jest prawidłowa średnica.
ROZDZIAŁ 4 - KONSERWACJA I ROZWIĄZYWANIE PROBLEMÓW
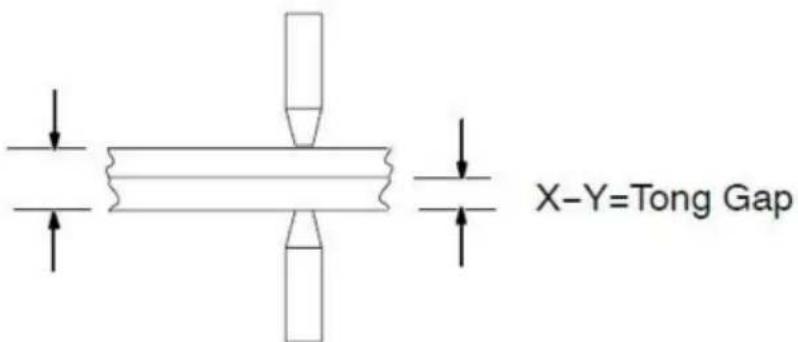
4-1. Konserwacja
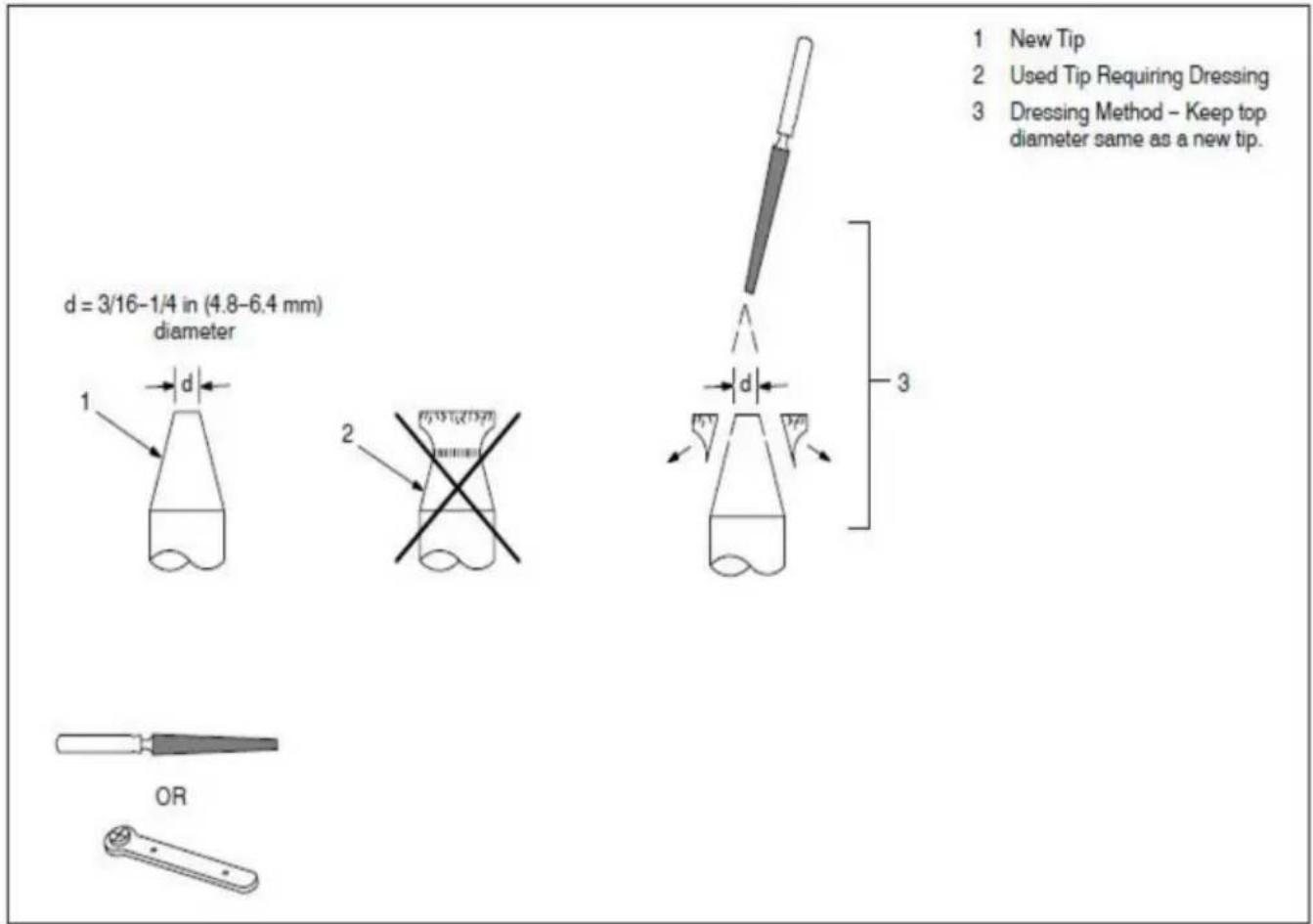
4-2. Wskazówki dotyczące ubierania się
4-3. Rozwiązywanie problemów
| Kłopoty | Zaradzić |
| Porady przegrzanie. | Niewystarczający nacisk szczypiec. Zwiększ nacisk szczypiec. |
| Zbyt długi czas spawania. Skróć czas spawania. | |
| Materiał zbyt gruby dla zgrzewarki punktowej. | |
| Wskazówki łukowe na materiale. | Niewystarczający nacisk szczypiec. Zwiększ nacisk szczypiec. |
| Wskazówki nie są prawidłowo ustawione. Dopasuj końcówki lub końcówki ubioru do właściw średnica (patrz rozdział 4-2). | |
| Materiał bazowy może być przyspawany do końcówek, co powoduje dużą odporn i słaby przepływ prądu elektrycznego. Wskazówki dotyczące czyszczenia lub ubierania (pa Sekcja 4-2). | |
| Rozprysk Lub ciekły materiał istnienie wydalony podczas spawalniczy operacja. | Nieprawidłowe ustawienie końcówki. Cońcówki ubierz tak, aby były wyrównane i płaskie na materiale (patrz sekcja 4-2). |
| Nadmierny nacisk szczypiec. Zmniejsz nacisk szczypiec. | |
| Zbyt wysokie natężenie wyjściowe. Zmniejsz ustawienie natężenia, jeśli dotyczy (niedostępne w modelach chłodzonych powietrzem). | |
| Zbyt długi czas spawania. Skróć czas spawania. | |
| Niespójny Nug spawalniczy. | Niespójny czas spawania. Zainstaluj licznik czasu spawania, jeśli ma to zastosowanie. |
| Niewystarczający nacisk szczypiec. Zwiększ nacisk szczypiec. | |
| Otwór W środek z spawać. | Powierzchnia styku końcówek jest zbyt duża. Zmień końcówkę na mniejszą średnicę lub końcówki obciągacza z powrotem do pierwotnej średnicy (patrz rozdział 4-2). |
| Słabe spoiny lub bez spawania porady. | Materiał zbyt gruby dla zgrzewarki punktowej. Sprawdź to grubość materiału mieści się w możliwościach zgrzewarki punktowej. |
| Szczypce są za długie. Zmniejsz długość szczypiec. | |
| Usuń powłokę z materiału, aby zapewnić bliski kontakt między nimi sztuki. Usuń tlenki i związki chemiczne, w tym powłoka ocynkowana. |
VEVOR®
TOUGH TOOLS, HALF PRICE
Wsparcie techniczne i certyfikat e-gwarancji




