
DN-100E - Schweißgerät Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts DN-100E Vevor als PDF.

Benutzerfragen zu DN-100E Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch DN-100E - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. DN-100E von der Marke Vevor.
BEDIENUNGSANLEITUNG DN-100E Vevor
Technisch Support- und E-Garantie-Zertifikat www.vevor.com/support
STELLE SCHWEIßER \_
MODELL: DN-100E
 | Warnung: Um das Verletzungsrisiko zu verringern, muss der Benutzer die Bedienungsanleitung sorgfältig lesen. |
 | RICHTIGE ENTSORGUNGDieses Produkt unterliegt den Bestimmungen der europäischen Richtlinie 2012/19/EG. Das Symbol einer durchgestrichenen Mülltonne weist darauf hin, dass das Produkt in der Europäische Union einer getrennten Müllsammlung bedarf. Dies gilt für das Produkt und alle Zubehörteile, die mit diesem Symbol gekennzeichnet sind. Als solche gekennzeichnete Produkte dür nicht über den normalen Hausmüll entsorgt werden, sondern müssen an einer Sammelstelle für das Recycling von Elektro-Elektronikgeräten abgegeben werden |
SECTION 1- SAFETY PRECAUTIONS - READ BEFORE USIN

Schützen Sie sich und andere vor Verletzungen – lesen und befolgen Sie diese Vorsichtsmaßnahmen.
1-1. Symbolverwendung

WUT! -Weist auf eine gefährliche Situation hin, die, wenn sie nicht vermieden wird, zum Tod oder zu schweren Verletzungen führt. Die möglichen Gefahren werden durch nebenstehende Symbole dargestellt
bzw. im Text erläutert.

Weist auf eine gefährliche Situation hin, die, wenn sie nicht vermieden wird, zum Tod oder zu schweren Verletzungen führen kann. Die möglichen Gefahren werden durch nebenstehende Symbole dargestellt
bzw. im Text erläutert.
HINWEIS – Kennzeichnet Aussagen, die sich nicht auf Personenschäden beziehen.

Diese Symbolgruppe bedeutet Warnung! Achtung! Gefahren durch STROMSCHLAG, BEWEGLICHE TEILE und HEISSE TEILE. Beachten Sie die nachstehenden Symbole und zugehörigen Anweisungen für die erforderlichen Maßnahmen zur Vermeidung der Gefahren.
1-2. Gefahren beim Widerstandspunktschweißen

Die unten dargestellten Symbole werden in diesem Handbuch verwendet, um auf mögliche Gefahren aufmerksam zu machen und diese zu identifizieren. Wenn Sie das Symbol sehen, seien Sie vorsichtig und befolgen Sie die entsprechenden Anweisungen, um die Gefahr zu vermeiden. Die unten aufgeführten Sicherheitsinformationen sind nur eine Zusammenfassung der umfassenderen Sicherheitsinformationen, die in den in Abschnitt 1-5 aufgeführten Sicherheitsstandards enthalten sind. Lesen und befolgen Sie alle Sicherheitsstandards.

Nur qualifizierte Personen sollten dieses Gerät installieren, bedienen, warten und reparieren.

Halten Sie während des Betriebs alle Personen, insbesondere Kinder, fern.
- Punktschweißen kann einen Brand oder eine Explosion verursachen.
Vom Schweißlichtbogen können Funken fliegen. Der Funkenflug, das heiße Werkstück und das heiße Gerät können Brände und Verbrennungen verursachen. Ein versehentlicher Kontakt der Elektrode mit Metallgegenständen kann zu Funkenbildung,
Explosion, Überhitzung oder Feuer führen. Überprüfen Sie den Bereich und stellen Sie sicher, dass er sicher ist, bevor Sie mit dem Schweißen beginnen.
- Entfernen Sie alle brennbaren Stoffe im Umkreis von 35 Fuß (10,7 m) von der Schweißstelle. Wenn dies nicht möglich ist, decken Sie sie dicht mit zugelassenen Abdeckungen ab.
- Führen Sie keine Schweißstellen an Stellen durch, an denen fliegende Funken
auf brennbares Material treffen können.
- Schützen Sie sich und andere vor Funkenflug und heißem Metall.
- Seien Sie sich bewusst, dass Schweißfunken leicht durch kleine Risse und Öffnungen in angrenzende Bereiche dringen können.
- Achten Sie auf Feuer und halten Sie einen Feuerlöscher in der Nähe bereit.
- Schweißen Sie nicht an geschlossenen Behältern wie Tanks, Fässern oder Rohren, es sei denn, diese sind ordnungsgemäß gemäß AWS F4.1 vorbereitet (siehe Sicherheitsstandards).
- Schweißen Sie nicht dort, wo die Atmosphäre brennbaren Staub, Gas oder Flüssigkeitsdämpfe (z. B. Benzin) enthalten kann.
- Entfernen Sie alle brennbaren Gegenstände wie Butanfeuerzeuge oder Streichhölzer von Ihrem Körper, bevor Sie mit dem Schweißen beginnen.
- Überprüfen Sie nach Abschluss der Arbeiten den Bereich, um sicherzustellen, dass er frei von Funken, glühender Glut und Flammen ist.
- Überschreiten Sie nicht die Nennkapazität des Geräts.
- Verwenden Sie nur korrekte Sicherungen oder Schutzschalter.
Überdimensionieren Sie sie nicht und umgehen Sie sie nicht.
- Befolgen Sie die Anforderungen in OSHA 1910.252 (a) (2) (iv) und NFPA 51B für Heißarbeiten und halten Sie einen Feuerwächter und einen Feuerlöscher in der Nähe.
- ELEKTRISCHER SCHLAG kann tödlich sein.

Das Berühren spannungsführender elektrischer Teile kann zu tödlichen Stromschlägen oder schweren Verbrennungen führen.
Der Eingangsstromkreis und die internen Schaltkreise der Maschine stehen auch unter Spannung, wenn die Stromversorgung
eingeschaltet ist. Falsch installierte oder nicht ordnungsgemäß geerdete Geräte stellen eine Gefahr dar.
- Berühren Sie keine stromführenden elektrischen Teile.
- Tragen Sie trockene, lochfreie Isolierhandschuhe und Körperschutz.
- Zusätzlich Sicherheitsvorkehrungen sind erforderlich, wenn eine der folgenden elektrisch gefährlichen Bedingungen vorliegt: an feuchten Orten oder beim Tragen nasser Kleidung; auf Metallkonstruktionen wie Böden, Gittern oder Gerüsten; in engen Positionen wie Sitzen, Knien oder Liegen; oder wenn ein hohes Risiko eines unvermeidbaren oder versehentlichen Kontakts mit dem Werkstück oder
Boden besteht. Zu diesen Bedingungen siehe ANSI Z49.1, aufgeführt in den Sicherheitsstandards. Und arbeiten Sie nicht alleine!
- Trennen Eingangsstrom, bevor Sie dieses Gerät installieren oder warten. Sperrung / Tagout-Eingangsleistung gemäß OSHA 29 CFR 1910.147 (siehe Sicherheitsstandards).
- Installieren und erden Sie dieses Gerät ordnungsgemäß gemäß diesem Handbuch und den nationalen, staatlichen und örtlichen Vorschriften.
- Überprüfen Sie immer die Erdung der Stromversorgung. Stellen Sie sicher, dass das Erdungskabel des Eingangsnetzkabels ordnungsgemäß an die Erdungsklemme im Trennkasten angeschlossen ist oder dass der Kabelstecker an eine ordnungsgemäß geerdete Steckdose angeschlossen ist.
- Schließen Sie beim Herstellen von Eingangsanschlüssen zuerst den Erdungsleiter an. doppelt - Anschlüsse prüfen.
- Halten Sie die Kabel trocken, frei von Öl und Fett und schützen Sie sie vor heißem Metall und Funken.
- Überprüfen Sie das Eingangsnetzkabel und den Erdungsleiter regelmäßig auf Beschädigungen oder blanke Kabel. Ersetzen Sie sie bei Beschädigung sofort Verkabelung kann tödlich sein. Erdungsleiter auf Durchgang prüfen.
- Schalten Sie alle Geräte aus, wenn Sie sie nicht verwenden.
- Überprüfen und reparieren oder ersetzen Sie bei wassergekühlten Geräten alle undichten Schläuche oder Armaturen. Benutzen Sie keine elektrischen Geräte, wenn Sie nass sind oder sich in einem Nassbereich aufhalten.
- Verwenden Sie nur gut gewartete Geräte. Beschädigte Teile sofort reparieren oder austauschen.
- Tragen Sie einen Sicherheitsgurt, wenn Sie über dem Boden arbeiten.
- Halten Sie alle Verkleidungen, Abdeckungen und Schutzvorrichtungen sicher an Ort und Stelle.
- FUNKENFLIEGEN können zu Verletzungen führen.
Sehr oft fliegen Funken aus dem Gelenkbereich.

- Tragen Sie einen zugelassenen Gesichtsschutz oder eine Schutzbrille mit Seitenschutz.
- Tragen Sie Schutzkleidung wie ölfreie, schwer entflammbare
Lederhandschuhe, ein schweres Hemd, Hosen ohne Manschetten, hohe Schuhe und eine Mütze. Synthetisches Material bietet in der Regel keinen solchen Schutz
- Schützen Sie andere Personen in der Nähe, indem Sie zugelassene flammhemmende oder nicht brennbare Brandschutzvorhänge oder -schilde verwenden. Lassen Sie alle in der Nähe befindlichen Personen tragen Schutzbrille mit Seitenschutz.
• HEISSE TEILE können brennen.

- Berühren Sie heiße Teile nicht mit bloßen Händen.
- Lassen Sie das Gerät abkühlen, bevor Sie Arbeiten an der Ausrüstung durchführen.
- Verwenden Sie zum Umgang mit heißen Teilen geeignete
Werkzeuge und/oder tragen Sie schwere, isolierte Schweißerhandschuhe und -kleidung, um Verbrennungen zu vermeiden.
- Bewegliche Teile können zu Verletzungen führen.
Die Zangenspitzen, Zangen und Gestänge bewegen sich während des Betriebs.
- Von beweglichen Teilen fernhalten.
• Von Quetschstellen fernhalten.
- Hände nicht zwischen die Spitzen stecken.
- Halten Sie alle Schutzvorrichtungen und Verkleidungen sicher an Ort und Stelle.
- OSHA- und/oder örtliche Vorschriften erfordern möglicherweise zusätzliche Schutzvorrichtungen, um der Anwendung gerecht zu werden.
- DÄMPFE UND GASE können gefährlich sein.

Beim Schweißen entstehen Dämpfe und Gase. Das Einatmen dieser Dämpfe und Gase kann gesundheitsschädlich sein.
- Halten Sie Ihren Kopf von den Dämpfen fern. Atmen Sie die Dämpfe nicht ein.
- Wenn Sie sich im Inneren befinden, belüften Sie den Bereich und/oder verwenden Sie eine lokale Zwangsbelüftung am Lichtbogen, um Schweißrauch und Gase zu entfernen.
- Wenn die Belüftung schlecht ist, tragen Sie ein zugelassenes Atemschutzgerät mit Luftzufuhr.
- Lesen und verstehen Sie die Sicherheitsdatenblätter (MSDS) und die
Anweisungen des Herstellers für Metalle, Verbrauchsmaterialien, Beschichtungen, Reiniger und Entfetter.
- Arbeiten Sie in geschlossenen Räumen nur, wenn diese gut belüftet sind oder wenn Sie ein Atemschutzgerät mit Luftzufuhr tragen. Halten Sie stets eine ausgebildete Wache bereit Person in der Nähe. Schweißrauch und -gase können die Luft verdrängen und den Sauerstoffgehalt senken, was zu Verletzungen oder zum Tod führen kann. Stellen Sie sicher, dass die Atemluft sicher ist.
- Schweißen Sie nicht an Orten in der Nähe von Entfettungs-, Reinigungs- oder Sprühvorgängen. Die Hitze und Strahlen des Lichtbogens können mit Dämpfen reagieren und hochgiftige und reizende Gase bilden.
- Schweißen Sie nicht an beschichteten Metallen wie verzinktem, blei- oder cadmiumbeschichtetem Stahl, es sei denn, die Beschichtung wurde vom Schweißbereich entfernt, der Bereich ist gut belüftet und Sie tragen ein Atemschutzgerät mit Luftzufuhr. Die Beschichtungen und alle Metalle, die diese Elemente enthalten, können beim Schweißen giftige Dämpfe abgeben.
1-3. Zusätzliche Symbole für Installation, Betrieb und Wartung
- Es besteht BRAND- ODER EXPLOSIONSgefahr.

- Installieren oder platzieren Sie das Gerät nicht auf, über oder in der Nähe von brennbaren Oberflächen.
- Installieren oder betreiben Sie das Gerät nicht in der Nähe von brennbaren Stoffen.
- Überlasten Sie die Gebäudeverkabelung nicht. Stellen Sie sicher, dass das Stromversorgungssystem für den Betrieb dieses Geräts richtig dimensioniert, ausgelegt und geschützt ist.
- FALLENDES GERÄT kann zu Verletzungen führen.

- Verwenden Sie zum Heben und Stützen des Geräts Geräte mit ausreichender Tragfähigkeit.
- Befolgen Sie die Richtlinien im Anwendungshandbuch für die überarbeitete NIOSH-Hebegleichung (Publikation Nr. 94-110), wenn Sie schwere Teile oder Geräte manuell heben.
- Sichern Sie das Gerät während des Transports, damit es nicht kippen oder herunterfallen kann.
• LESEN SIE DIE ANWEISUNGEN.

- Lesen und befolgen Sie alle Etiketten und die Bedienungsanleitung sorgfältig, bevor Sie das Gerät installieren, in Betrieb nehmen oder warten. Lesen Sie die
Sicherheitsinformationen am Anfang des Handbuchs und in jedem Abschnitt.
- Verwenden Sie nur Original-Ersatzteile des Herstellers.
- Führen Sie Wartungs- und Servicearbeiten gemäß den Bedienungsanleitungen, Industriestandards sowie nationalen, staatlichen und lokalen Vorschriften durch.
- FLIEGENDES METALL oder SCHMUTZ können die Augen verletzen.
- Tragen Sie eine zugelassene Schutzbrille mit Seitenschutz oder einen Gesichtsschutz.
- ELEKTRISCHE UND MAGNETISCHE FELDER (EMF) können implantierte medizinische Geräte beeinträchtigen.

- Träger von Herzschrittmachern und anderen implantierten medizinischen Geräten sollten sich fernhalten. - Träger implantierter medizinischer Geräte sollten ihren Arzt und den Hersteller des Geräts konsultieren, bevor sie sich
Lichtbogenschweiß-, Punktschweiß-, Fugenhobel-, Plasmalichtbogenschneid- oder Induktionserwärmungsarbeiten nähern.
- Übermäßiger Gebrauch kann zu Überhitzung führen.
- Abkühlzeit einplanen; Befolgen Sie den Nennarbeitszyklus. - Reduzieren Sie die Einschaltdauer, bevor Sie erneut mit dem Schweißen beginnen.
1-4. Warnungen

Schweiß- oder Schneidgeräte erzeugen Dämpfe oder Gase, die Chemikalien enthalten, von denen im Bundesstaat Kalifornien bekannt ist, dass sie Geburtsfehler und in einigen Fällen Krebs verursachen.

Batteriepole, Anschlüsse und zugehöriges Zubehör enthalten Blei und Bleiverbindungen, Chemikalien, von denen im US-Bundesstaat Kalifornien bekannt ist, dass sie Krebs, Geburtsfehler oder andere
Fortpflanzungsschäden verursachen. Nach der Handhabung Hände waschen.

Dieses Produkt enthält Chemikalien, einschließlich Blei, von denen im Bundesstaat Kalifornien bekannt ist, dass sie Krebs, Geburtsfehler oder andere Fortpflanzungsschäden verursachen. Nach Gebrauch Hände
waschen.
Für Benzinmotoren:

Motorabgase enthalten Chemikalien, von denen dem Staat Kalifornien bekannt ist, dass sie Krebs, Geburtsfehler oder andere
Fortpflanzungsschäden verursachen.
Für Dieselmotoren:

Dem Bundesstaat Kalifornien ist bekannt, dass Abgase von
Dieselmotoren und einige ihrer Bestandteile Krebs, Geburtsfehler und andere Fortpflanzungsschäden verursachen.
15. EMF-Informationen
Elektrischer Strom, der durch einen beliebigen Leiter fließt, verursacht lokalisierte elektrische und magnetische Felder (EMF). Der Schweißstrom erzeugt ein EMF-Feld um den Schweißkreis und die Schweißausrüstung. EMF-Felder können einige medizinische Implantate, z. B. Herzschrittmacher, beeinträchtigen. Es müssen Schutzmaßnahmen für Träger medizinischer Implantate getroffen werden. Zum Beispiel Zugangsbeschränkungen für Passanten – oder individuelle Gefährdungsbeurteilung für Schweißer. Alle Schweißer sollten die folgenden Verfahren anwenden, um die Belastung durch EMF-Felder aus dem Schweißkreis zu minimieren:
- Halten Sie die Kabel eng zusammen, indem Sie sie verdrehen oder mit Klebeband befestigen oder eine Kabelabdeckung verwenden.
- Platzieren Sie Ihren Körper nicht zwischen Schweißkabeln. Verlegen Sie die Kabel seitlich und vom Bediener weg.
-
Wickeln oder drapieren Sie Kabel nicht um Ihren Körper.
-
Halten Sie Kopf und Rumpf so weit wie möglich von den Geräten im Schweißkreis entfernt.
- Befestigen Sie die Werkstückklemme so nah wie möglich an der Schweißnaht am Werkstück.
- Arbeiten Sie nicht neben der Schweißstromquelle und setzen Sie sich auch nicht darauf.
- Schweißen Sie nicht, während Sie die Schweißstromquelle oder den Drahtvorschub tragen.
Über implantierte medizinische Geräte:
Träger implantierter medizinischer Geräte sollten ihren Arzt und den Gerätehersteller konsultieren, bevor sie Lichtbogenschweißen, Punktschweißen, Fugenhobeln, Plasmalichtbogenschneiden oder Induktionserwärmung durchführen oder sich ihnen nähern. Wenn dies von Ihrem Arzt genehmigt wurde, wird empfohlen, die oben genannten Verfahren zu befolgen.
Das Widerstandsschweißen ist eines der ältesten Elektroschweißverfahren, das heute in der Industrie eingesetzt wird. Die Schweißung erfolgt durch eine Kombination aus Hitze, Druck und Zeit. Wie der Name Widerstandsschweißen schon sagt, ist es der Widerstand des zu schweißenden Materials gegenüber den Stromfluss, der eine örtliche Erwärmung des Teils verursacht. Der Druck der vom Strom durchflossenen Zange und Elektrodenspitzen hält die zu verschweißenden Teile vor, während und nach dem Zeitzyklus des Schweißstroms in engem Kontakt. Die erforderliche Zeitspanne, in der Strom in der Verbindung fließt, wird durch die Materialstärke und -art, die Menge des fließenden Stroms und die Querschnittsfläche der Kontaktflächen der Schweißspitze bestimmt.
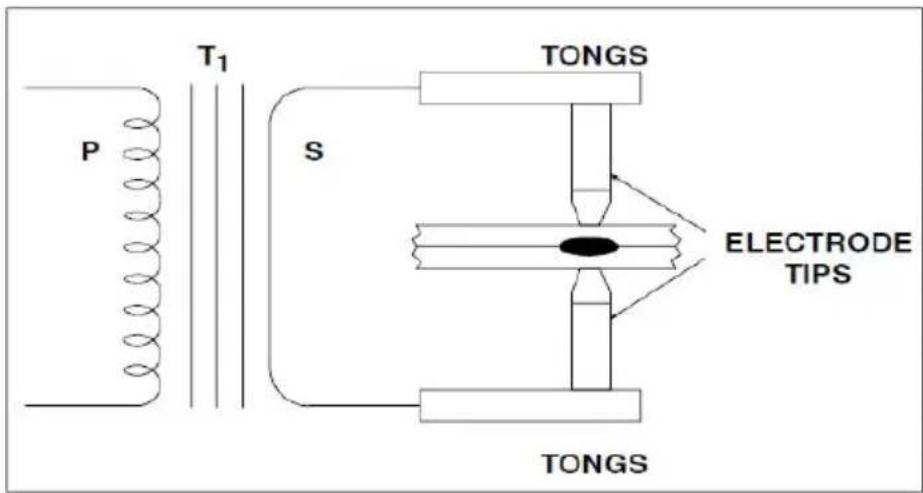
Abbildung 2-1. Widerstandspunktschweißmaschine mit Arbeit
In Abbildung 2-1 ist ein vollständiger sekundärer Widerstandspunktschweißkreis dargestellt. Der Übersichtlichkeit halber sind die verschiedenen Teile der Widerstandspunktschweißmaschine gekennzeichnet.
Einige technische Parameter sind auf dem Typenschild der Widerstandspunktschweißmaschine angegeben.
SYMBOL UND BEDEUTUNG AUF DEM TYPENSCHILD
U _1 : Nenn-AC-Eingangsspannung der Schweißstromquelle
50HZ oder 60HZ_Nennfrequenz der einphasigen Wechselstromversorgung.
I 1max:Max. Eingangsstrom.
I _1eff : Max. effektiver Eingangsstrom.
X: Bewerteter Arbeitszyklus. Es handelt sich um das Verhältnis zwischen der Belastungsdauer und der Vollzykluszeit.
Hinweis 1: Dieses Verhältnis liegt zwischen 0 und 100 %.
Hinweis 2: Für diesen Standard beträgt die Dauer eines vollständigen Zyklus 30 Sekunden. Wenn die Rate beispielsweise 10 % beträgt, muss die Belastungszeit 3 Sekunden und die Ruhezeit 7 Sekunden betragen. Wenn der Zyklus mehr als Sekunden lang in mehreren aufeinanderfolgenden Sekunden verwendet wird 10-Sekunden- Zeiträumen kann es zu Überhitzung kommen.
U₀: Leerlaufspannung
Es handelt sich um die Leerlauf-Ausgangsspannung der Schweißstromquelle.
S 1: Die Nenneingangsleistung, KVA
IP: Schutzart. Zum Beispiel IP21, wodurch das Schweißgerät für den Einsatz in
Innenräumen geeignet ist; IP23,. die Eignung des Schweißgeräts für den Einsatz im Freien bei Regen.
Isolierklasse: H
UMWELTBEDINGUNGEN
Widerstandsschweißen wird erreicht, wenn Strom durch die Elektrodenspitzen und die einzelnen zu verbindenden Metallstücke fließt. Der Widerstand des Grundmetalls gegenüber dem elektrischen Stromfluss verursacht eine lokale Erwärmung in der Verbindung und die Schweißung wird hergestellt. Das Widerstandspunktschweißen ist einzigartig, da die eigentliche Schweißlinse im Inneren in Bezug auf die Oberfläche des Grundmetalls geformt wird. Abbildung 4-1 zeigt einen Widerstandspunktschweißklumpen im Vergleich zu einem Gas-Wolframlichtbogen-Punktschweißen (WIG).
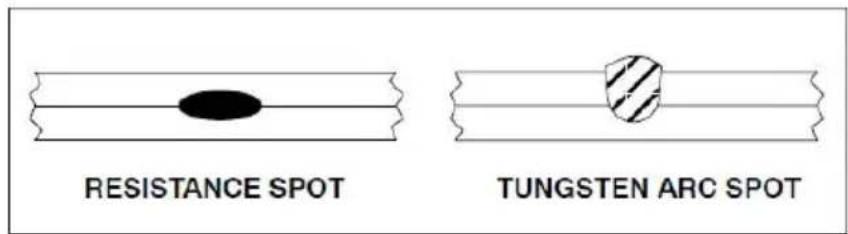
Abbildung 3-1. Vergleich von Widerstand und WIG-Punktschweißen
Der Gas-Wolfram-Lichtbogenspot wird nur von einer Seite hergestellt. Das Widerstandspunktschweißen wird normalerweise mit Elektroden auf jeder Seite des Werkstücks durchgeführt. Widerstandspunktschweißungen können in jeder Position des Werkstücks durchgeführt werden.
Der Widerstandspunktschweißklumpen entsteht, wenn die Grenzfläche der Schweißverbindung aufgrund des Widerstands der Verbindungsflächen gegenüber dem elektrischen Stromfluss erhitzt wird. In allen Fällen muss natürlich der Strom fließen, sonst kann die Schweißung nicht durchgeführt werden. Der Druck der Elektrodenspitzen auf das Werkstück hält das Teil während der Schweißnaht in engem und engem Kontakt. Beachten Sie jedoch, dass Widerstandspunktschweißgeräte NICHT als Kraftspanner zum Zusammenziehen der Werkstücke zum Schweißen konzipiert sind.
3-2. Hitzeerzeugung
Eine Modifikation des Ohmschen Gesetzes kann vorgenommen werden, wenn Watt und Wärme synonym betrachtet werden. Wenn Strom durch einen Leiter fließt, erzeugt der elektrische Widerstand des Leiters gegenüber dem Stromfluss Wärme. Als Grundformel für die Wärmeerzeugung kann man Folgendes angeben:
$$ I ^ {2} = \text { Schweißstrom im Quadrat } $$
$$ R = \text { W i d e r s t a n d } $$
Der sekundäre Teil eines Widerstandspunktschweißkreises, einschließlich der zu schweißenden Teile, besteht eigentlich aus einer Reihe von Widerständen. Der Gesamtadditivwert dieses elektrischen Widerstands beeinflusst die Stromabgabe des Widerstandspunktschweißgeräts und die Wärmeerzeugung des Stromkreises. Die entscheidende Tatsache ist, dass, obwohl der Stromwert in allen Teilen des Stromkreises gleich ist, die Widerstandswerte an verschiedenen Punkten im
Stromkreis erheblich variieren können. Die erzeugte Wärme ist direkt proportional zum Widerstand an jedem Punkt im Stromkreis.
flowchart
graph TD
A["START"] --> B["SQUEEZE TIME"]
B --> C["HEAT OR WELD TIME"]
C --> D["HOLD TIME"]
D --> E["OFF TIME"]
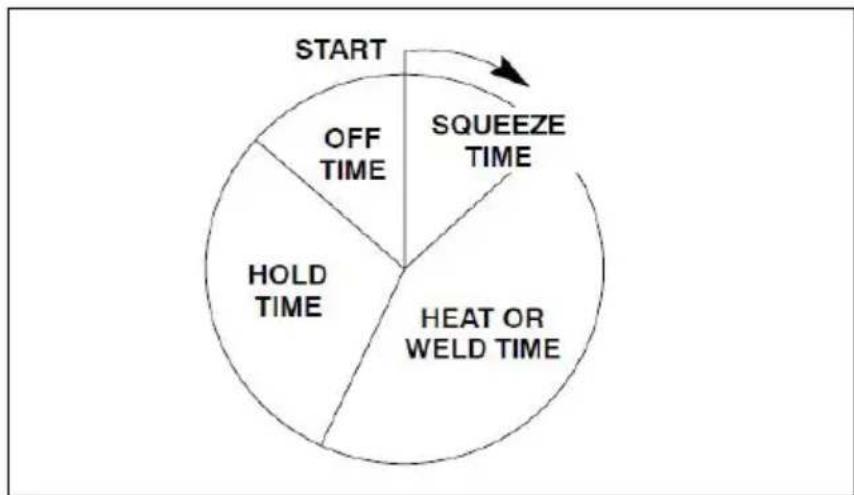
Abbildung 3-2. Zeitzyklus des Punktschweißens
SQUEEZE TIME – Zeit zwischen Druckausübung und Schweißung.
WÄRME- ODER SCHWEIßZEIT – Die Schweißzeit beträgt Zyklen.
HALTEZEIT – Zeit, die der Druck nach dem Schweißen aufrechterhalten wird.
AUS-ZEIT – Elektroden getrennt, um den Materialtransport für die nächste Stelle zu ermöglichen.
Die Widerstandspunktschweißmaschinen sind so konstruiert, dass im
Transformator, den flexiblen Kabeln, der Zange und den Elektrodenspitzen ein minimaler Widerstand sichtbar ist. Die Widerstandspunktschweißmaschinen sind darauf ausgelegt, den Schweißstrom auf die effizienteste Weise auf die
Schweißstelle zu bringen. An der Schweißstelle ist der größte relative Widerstand erforderlich. Der Begriff „relativ“ bedeutet bezogen auf den Rest des eigentlichen Schweißkreises.
Im Arbeitsbereich gibt es sechs Hauptwiderstandspunkte. Sie sind wie folgt:
- Der Kontaktpunkt zwischen der Elektrode und dem oberen Werkstück.
- Das obere Werkstück.
- Die Schnittstelle der oberen und unteren Werkstücke.
- Das untere Werkstück.
- Der Kontaktpunkt zwischen dem unteren Werkstück und der Elektrode.
- Widerstand der Elektrodenspitzen.
Die Widerstände sind in Reihe geschaltet und jeder Widerstandspunkt verzögert den Stromfluss. Die Höhe des Widerstands an Punkt 3, der Grenzfläche der
Werkstücke, hängt von den Wärmeübertragungsfähigkeiten des Materials, seinem elektrischen Widerstand und der kombinierten Dicke der Materialien an der Schweißverbindung ab. An diesem Teil des Stromkreises entsteht die Schweißlinse.
3-3. Der Zeitfaktor
Das Widerstandspunktschweißen hängt vom Widerstand des Grundmetalls und der Menge des fließenden Stroms ab, um die für die Punktschweißung erforderliche Wärme zu erzeugen. Ein weiterer wichtiger Faktor ist die Zeit. In den meisten Fällen werden bei der Punktschweißung mehrere tausend Ampere verbraucht. Solche Stromstärkewerte, die durch eine Schweißnaht fließen. Solche Stromstärken, die durch einen relativ hohen Widerstand fließen, erzeugen in kurzer Zeit viel Wärme. Um gute Widerstandspunktschweißungen zu erzielen, ist es notwendig, die Zeit, in der der Strom fließt, genau zu kontrollieren. Tatsächlich ist die Zeit die einzige kontrollierbare Variable bei den meisten
Einzelimpuls-Widerstandspunktschweißanwendungen. Die Steuerung des Stroms ist oft wirtschaftlich nicht praktikabel. In vielen Fällen ist es auch unvorhersehbar. Die meisten Widerstandspunktschweißungen werden in sehr kurzen Zeiträumen hergestellt. Da für den Schweißprozess normalerweise Wechselstrom verwendet wird, kann bei den Verfahren eine Zeit von 60 Zyklen zugrunde gelegt werden (sechzig Zyklen = 1 Sekunde). Abbildung 3-2 zeigt den Zeitzyklus des Widerstandspunktschweißens.
Bisher wurde die Formel zur Wärmeerzeugung verwendet. Mit der Hinzufügung des Zeitelements wird die Formel wie folgt vervollständigt:
$$ H = \text { f RTK, wobei H } = W \text { ärme } $$
$$ \text { Ich } ^ {2} = \text { Strom im Quadrat } $$
$$ R = \text { W i d e r s t a n d } $$
$$ T = Z e i t $$
$$ K = \text { Wärmeverluste } $$
Die Kontrolle der Zeit ist wichtig. Wenn das Zeitelement zu lang ist, kann das Grundmetall in der Verbindung den Schmelzpunkt (und möglicherweise den Siedepunkt) des Materials überschreiten. Dies könnte aufgrund der Gasporosität zu fehlerhaften Schweißnähten führen. Es besteht auch die Möglichkeit, dass geschmolzenes Metall aus der Schweißnaht austritt, was den Querschnitt der
Naht verringern und die Schweißnaht schwächen könnte. Kürzere Schweißzeiten verringern auch die Möglichkeit einer übermäßigen Wärmeübertragung im Grundmetall. Der Verzug der geschweißten Teile wird minimiert und die Wärmeeinflusszone um die Schweißlinse ist wesentlich kleiner.
3-4. Druck
Die Wirkung des Drucks auf die Widerstandspunktschweißung sollte sorgfältig abgewogen werden. Der Hauptzweck des Drucks besteht darin, die zu schweißenden Teile an der Verbindungsstelle in engem Kontakt zu halten. Dieser Vorgang gewährleistet einen gleichbleibenden elektrischen Widerstand und eine gleichbleibende Leitfähigkeit an der Schweißstelle. Die Zangen und Elektrodenspitzen dürfen NICHT zum Zusammenziehen der Werkstücke verwendet werden. Das Widerstandspunktschweißgerät ist nicht als elektrische „C“-Klemme konzipiert! Die zu verschweißenden Teile sollten sich in engem Kontakt befinden, BEVOR Druck ausgeübt wird.
Untersuchungen haben gezeigt, dass hohe Drücke, die auf die
Schweißverbindung ausgeübt werden, den Widerstand am Kontaktpunkt zwischen Elektrodenspitze und Werkstückoberfläche verringern. Je größer der Druck, desto geringer ist der Widerstandsfaktor.
Richtige Drücke mit engem Kontakt der Elektrodenspitze und dem Grundmetall neigen dazu, die Wärme von der Schweißnaht wegzuleiten. Bei höheren Drücken sind höhere Ströme erforderlich und umgekehrt erfordern niedrigere Drücke weniger Stromstärke von der Widerstandspunktschweißmaschine. Dieser Sachverhalt sollte insbesondere beim Einsatz einer Wärmeregelung bei den verschiedenen Widerstandspunktschweißgeräten sorgfältig beachtet werden.
3-5. Elektrodentipps
Kupfer ist das Grundmetall, das normalerweise für Widerstandspunktschweißzangen und -spitzen verwendet wird. Der Zweck der Elektrodenspitzen besteht darin, den Schweißstrom zum Werkstück zu leiten, den Brennpunkt des auf die Schweißverbindung ausgeübten Drucks zu bilden, Wärme von der Arbeitsoberfläche abzuleiten und ihre Form- und Wärmeeigenschaften aufrechtzuerhalten elektrische Leitfähigkeit unter Arbeitsbedingungen.
Elektrodenspitzen bestehen aus Kupferlegierungen und anderen Materialien. Die Resistance Welders Manufacturing Association (RWMA) hat Elektrodenspitzen in
zwei Gruppen eingeteilt:
Gruppe A – Legierungen auf Kupferbasis
Gruppe B – Spitzen aus feuerfestem Metall
Die Gruppen werden weiter nach Nummer klassifiziert. Gruppe A, Klasse I, II, III, IV und V bestehen aus Kupferlegierungen. Gruppe B, Klasse 10, 11, 12, 13 und 14 sind die feuerfesten Legierungen.
Elektrodenspitzen der Gruppe A und Klasse I kommen in ihrer
Zusammensetzung reinem Kupfer am nächsten. Mit steigender Klassenzahl nehmen die Härte- und Glühtemperaturwerte zu, während die thermische und elektrische Leitfähigkeit abnimmt.
der Gruppe B sind gesinterte Mischungen aus Kupfer und Wolfram usw., die auf Verschleißfestigkeit und Druckfestigkeit bei hohen Temperaturen ausgelegt sind.
Legierungen der Gruppe B, Klasse 10 haben etwa 40 Prozent der Leitfähigkeit vor Kupfer, wobei die Leitfähigkeit mit zunehmendem Zahlenwert abnimmt.
Elektrodenspitzen der Gruppe B werden normalerweise nicht für Anwendungen verwendet, bei denen Widerstandspunktschweißmaschinen eingesetzt werden.
3-6. Praktische Anwendungen des Widerstandspunktschweißens
▲ PUNKTSCHWEISSEN kann gefährlich sein. Lesen und befolgen Sie den Sicherheitsabschnitt vorne in diesem Buch sowie die Bedienungsanleitung und alle Etiketten auf dem Gerät.
Widerstandspunktschweißtechniken erfordern keine umfangreichen oder aufwendigen Sicherheitsvorkehrungen. Es gibt jedoch einige vernünftige
Maßnahmen, die Verletzungen des Bedieners verhindern können.
Bei jeder Arbeit in einem Geschäft ist es eine kluge Regel, eine Schutzbrille zu tragen. Widerstandspunktschweißen ist keine Ausnahme von der Regel! Sehr oft werden Metalle oder Oxide aus dem Gelenkbereich ausgestoßen. Um schwere Verletzungen zu vermeiden, ist ein Schutz des Gesichts und insbesondere der Augen erforderlich.
Ein weiterer Problembereich ist die Belüftung. Dies kann beim
Widerstandspunktschweißen von verzinkten Metallen (verzinkt) oder Metallen mit anderen Beschichtungen wie Blei ein ernstes Problem darstellen. Die beim Schweißvorgang entstehenden Dämpfe haben eine gewisse Giftigkeit, die beim Bediener zu Krankheiten führen kann. Durch eine ordnungsgemäße Belüftung
kann die Rauchkonzentration im Schweißbereich verringert werden.
Wie in der vorherigen Diskussion über die Grundlagen des
Widerstandspunktschweißens erläutert, besteht ein eindeutiger Zusammenhang zwischen Zeit, Strom und Druck. Strom und Druck tragen dazu bei, die Wärme in Schweißklumpen zu erzeugen.
Wenn der Schweißstrom für die Anwendung zu niedrig ist, ist die Stromdichte zu gering, um die Schweißung durchzuführen. Dieser Zustand führt auch zu einer Überhitzung der Elektrodenspitzen, was dazu führen kann, dass diese aushärten, Pilze bilden und möglicherweise verunreinigt werden. Auch wenn die Zeit erhöht wird, ist die erzeugte Wärmemenge geringer als die Verluste durch Strahlung und Leitung im Werkstück und Wärmeleitung der Elektroden. Die Folge ist, dass es blangen Schweißzeiten bei niedrigen Strömen zu einer Überhitzung des gesamten Grundmetallbereichs zwischen den Elektroden kommen kann. Dies könnte zu Verbrennungen an der Ober- und Unterseite des Werkstücks führen und möglicherweise dazu führen, dass sich die Elektrodenspitzen in den Werkstückoberflächen festsetzen.
Mit zunehmender Stromdichte verringert sich die Schweißzeit proportional. Wenn jedoch die Stromdichte zu hoch wird, besteht die Möglichkeit, dass geschmolzenes Metall aus der Grenzfläche der Verbindung austritt und dadurch die Schweißnaht geschwächt wird. Der ideale Zeit- und Stromdichtezustand liegt knapp unter dem Niveau, bei dem Metall ausgestoßen wird.
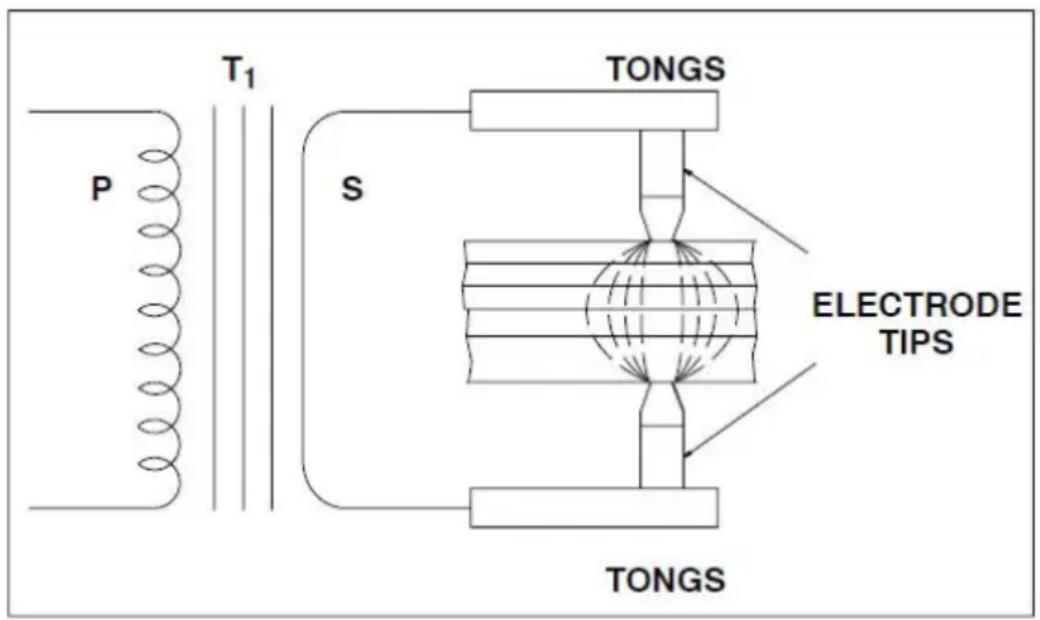
Abbildung 3-3. Widerstandspunktschweiß-Wärmezonen
Es ist offensichtlich, dass der Wärmeeintrag nicht größer sein kann als die Gesamtverlustrate des Werkstücks und der Elektrode, ohne dass Metall aus der Verbindung austritt.
Kürzlich wurde eine interessante Entdeckung bezüglich des Stromflusses durch das Werkstück gemacht. Bis vor Kurzem ging man davon aus, dass der Strom geradlinig durch die Schweißverbindung fließt. Dies gilt nicht unbedingt, wenn mehrere Materialstärken geschweißt werden. Die Charakteristik besteht darin, dass sich der Strom „auffächert“, wodurch die Stromdichte an der Schweißstelle, die am weitesten von den Elektrodenspitzen entfernt ist, abnimmt. Die Abbildung (Abbildung 3-3) zeigt die Wärmezonen des Widerstandspunktschweißens für verschiedene Metalldicken. Wir stellen fest, dass sich die unkontrollierbaren Variablen (z. B. Grenzflächenverschmutzung) beim Widerstandspunktschweißen mehrerer Materialstärken vervielfachen. Beim
„Stapel“-Widerstandspunktschweißen ist die Qualität deutlich geringer, was erklärt, warum solche Schweißverfahren nach Möglichkeit vermieden werden.
Wenn man den Qualitätsfaktor außer Acht lässt, wird deutlich, dass die Anzahl der Dicken eines Materials, die gleichzeitig erfolgreich widerstandspunktgeschweißt werden können, von der Materialart und -dicke sowie der KVA-Kapazität der Widerstandspunktschweißmaschine abhängt.
Der KVA-Wert, die Einschaltdauer und andere relevante Informationen sind auf dem Typenschild der Widerstandspunktschweißmaschine DN-100 E angegeben. Die Katalogliteratur und die Bedienungsanleitung enthalten Angaben zu den maximalen kombinierten Materialstärken, die jedes Gerät schweißen kann.
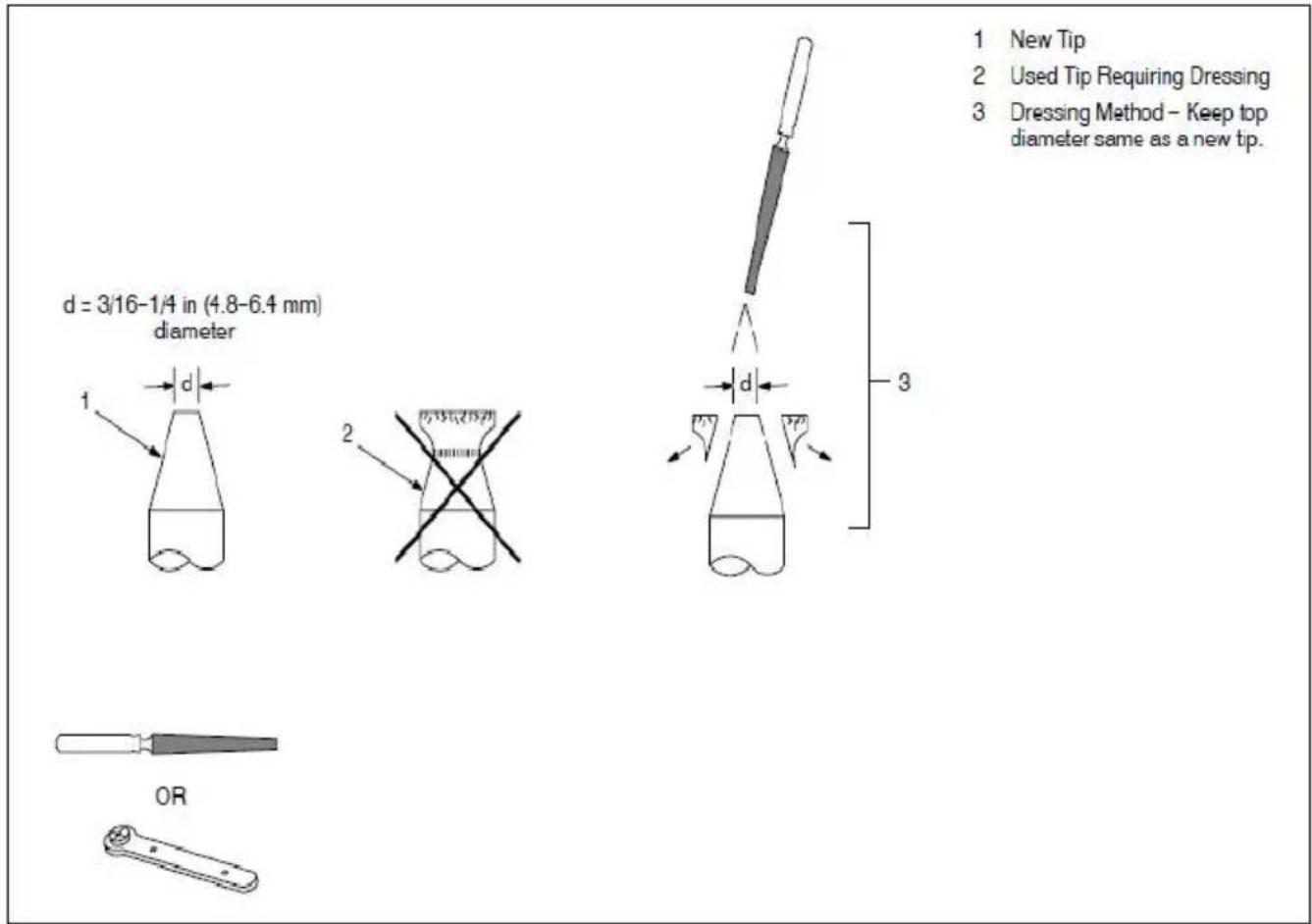
3-7. Größe der Elektrodenspitze
Wenn man bedenkt, dass der Schweißstrom durch die Elektrode in das Werkstück fließen kann, ist es logisch, dass die Größe der Elektrodenspitze die Größe der Widerstandspunktschweißung bestimmt. Eigentlich sollte der
Schweißlinsendurchmesser etwas kleiner sein als der Durchmesser der Elektrodenspitze.
Wenn der Durchmesser der Elektrodenspitze für die Anwendung zu klein ist. Der Schweißklumpen wird klein und schwach sein. Wenn der Durchmesser der Elektrodenspitze jedoch zu groß ist, besteht die Gefahr einer Überhitzung des
Grundmetalls und der Bildung von Hohlräumen und Gaseinschlüssen. In beiden Fällen wären Aussehen und Qualität der fertigen Schweißnaht nicht akzeptabel. Um den Durchmesser der Elektrodenspitze zu bestimmen, sind einige Entscheidungen seitens des Schweißkonstruktionskonstrukteurs erforderlich. Die Widerstandsfaktoren für verschiedene Materialien haben sicherlich einen gewissen Einfluss auf die Bestimmung des Durchmessers der Elektrodenspitze. Für kohlenstoffarmen Stahl wurde eine allgemeine Formel entwickelt. Es liefert Werte für den Durchmesser der Elektrodenspitze, die für die meisten Anwendungen verwendbar sind.

Der in diesem Text besprochene SPITZENDURCHMESSER bezieht sich auf den Durchmesser der Elektrodenspitze am Kontaktpunkt mit dem Werkstück. Es bezieht sich nicht auf den
Hauptdurchmesser der gesamten Elektrodenspitze.
3-8. Druck oder Schweißkraft
Der Druck, den die Zange und die Elektrodenspitzen auf das Werkstück ausüben, hat großen Einfluss auf die Menge des Schweißstroms, der durch die Verbindung fließt. Je höher der Druck, desto höher ist der Schweißstromwert, der im Rahmer der Leistungsfähigkeit der Widerstandspunktschweißmaschine liegt.
Der Druck lässt sich relativ einfach einstellen. Normalerweise werden Proben des zu schweißenden Materials zwischen die Elektrodenspitzen gelegt und auf ausreichenden Druck für die Schweißung überprüft. Wenn mehr oder weniger Druck erforderlich ist, finden Sie in der Bedienungsanleitung des
Widerstandspunktschweißgeräts genaue Hinweise zur korrekten Einstellung. Als Teil des Einrichtungsvorgangs sollten der Zangen- und Elektrodenspitzenweg auf den minimal erforderlichen Betrag eingestellt werden, um ein „Hämmern“ der Elektrodenspitzen und Spitzenhalter zu verhindern.
3-9. Verschiedene Daten
Dieser Abschnitt des Textes soll Informationen zu mehreren Variablen liefern, die bei einigen Widerstandspunktschweißanwendungen auftreten.
3-10. Wärmebilanz
Wenn die zu schweißenden Materialien gleicher Art und Dicke sind, stellt der Wärmehaushalt kein besonderes Problem dar. In solchen Fällen ist die
Wärmebilanz automatisch korrekt, wenn die Elektrodenspitzen den gleichen Durchmesser, die gleiche Art usw. haben. Die Wärmebilanz kann als die Schweißbedingungen definiert werden, bei denen die Schmelzzone der zu verbindenden Teile gleicher Hitze ausgesetzt ist und Druck.
Wenn die Schweißverbindung Teile mit ungleichen thermischen Eigenschaften aufweist, wie z. B. Kupfer und Stahl, kann dies aus mehreren Gründen zu einer schlechten Schweißnaht führen. Möglicherweise legieren die Metalle an der Verbindungsstelle nicht richtig. Im Stahl kann es zu einer stärkeren lokalen Erwärmung kommen als im Kupfer. Der Grund liegt darin, dass Kupfer einen geringen elektrischen Widerstand und gute Wärmeübertragungseigenschaften aufweist, während Stahl einen hohen elektrischen Widerstand und niedrige Wärmeübertragungseigenschaften aufweist.
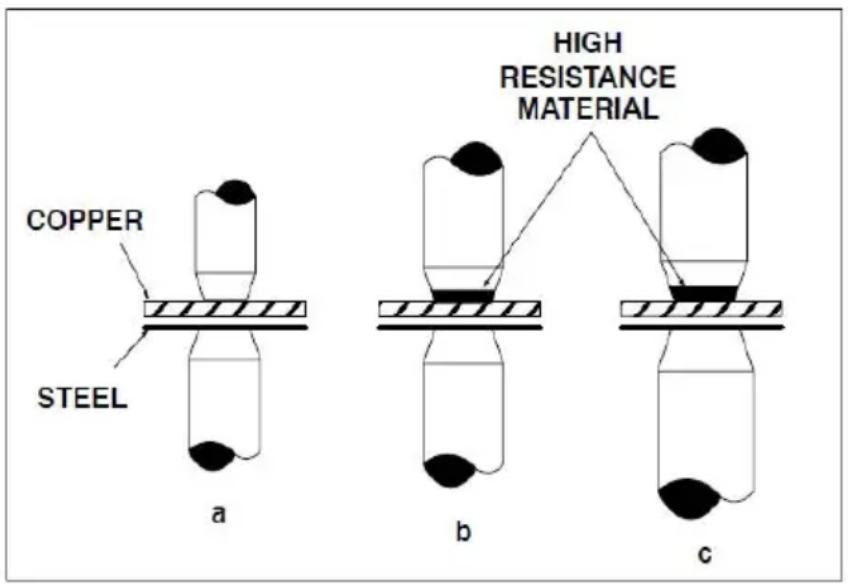
Abbildung 3-4. Techniken zur Erzielung eines Wärmegleichgewichts
Eine korrekte Wärmebalance kann in einer Schweißverbindung dieser Art durch eine von mehreren Methoden erreicht werden. Abbildung 3-4 zeigt drei mögliche Lösungen für das Problem. Abbildung 3-4 (a) zeigt die Verwendung einer kleineren Elektrodenspitzenfläche für die Kupferseite der Verbindung, um die Schmelzeigenschaften durch Variation der Stromdichte in den unterschiedlichen Materialien anzugleichen.
Abbildung 3-4 (b) zeigt die Verwendung einer Elektrodenspitze mit einem Material mit hohem elektrischem Widerstand, wie z. B. Wolfram oder Molybdän, am Kontaktpunkt. Dadurch entsteht im Kupfer etwa die gleiche Schmelzzone wie im
Stahl. Eine Kombination der beiden Methoden ist in Abbildung 3-4 (c) dargestellt.
3-11. Oberflächenbedingungen
Alle Metalle entwickeln Oxide, die beim Widerstandspunktschweißen schädlich sein können. Einige Oxide, insbesondere solche feuerfester Natur, sind problematischer als andere. Darüber hinaus wirkt der Walzzunder auf warmgewalzten Stählen als Isolator und verhindert Widerstandspunktschweißen von guter Qualität. Mit diesem Verfahren zu verbindende Oberflächen sollten sauber, frei von Oxiden und chemischen Verbindungen sein und eine glatte Oberfläche aufweisen.
3-12. Materialdaten für Widerstandspunktschweißen
In diesem Abschnitt des Textes werden Methoden zum
Widerstandspunktschweißen einiger der gängigen Metalle betrachtet, die bei Fertigungsarbeiten verwendet werden. Es ist nicht beabsichtigt, dass alle möglichen Probleme, die auftreten könnten, beantwortet werden. Der Zweck dieses Textteils besteht darin, allgemeine Betriebsdaten für den Einsatz mit Widerstandspunktschweißmaschinen bereitzustellen. Gegebenenfalls beziehen sich die bereitgestellten Daten auf bestimmte Modelle und die Größe (KVA) der Einheiten. Die in diesem Abschnitt aufgeführten Geräte werden nicht für Aluminium- oder Kupferlegierungen empfohlen.
3-13. Baustahl
Weicher oder kohlenstoffarmer Stahl macht den größten Anteil des Materials aus, das mit dem Widerstandspunktschweißverfahren geschweißt wird. Alle kohlenstoffarmen Stähle sind mit diesem Verfahren problemlos schweißbar, sofern geeignete Geräte und Verfahren verwendet werden.
Die Kohlenstoffstähle neigen dazu, harte, spröde Schweißnähte zu entwickeln, wenn der Kohlenstoffgehalt zunimmt, wenn keine geeigneten Nachwärmverfahren angewendet werden. Ein schnelles Abschrecken der Schweißnaht, bei dem die Nuggets schnell abkühlen, erhöht die Wahrscheinlichkeit einer harten, spröden Mikrostruktur in der Schweißnaht.
Warmgewalzter Stahl weist normalerweise Walzzunder auf der Metalloberfläche auf. Diese Art von Material wird normalerweise nicht mit Widerstandsschweißmaschinen der KVA-Werte bestimmter Baueinheiten
punktgeschweißt.
Kaltgewalzter Stahl (CRS) und warmgewalzter Stahl, gebeizt und geölt (HRSP & O), können ohne großen Aufwand widerstandspunktgeschweißt werden. Wenn die Ölkonzentration auf dem Blech zu hoch ist, kann es zur Bildung von Kohlenstoff an den Elektrodenspitzen kommen, was deren Lebensdauer verkürzt. Bei stark geöltem Blechmaterial empfiehlt sich das Entfetten oder Abwischen. Die Widerstandspunktschweißung sollte eine Scherfestigkeit haben, die der Scherfestigkeit des Grundmetalls entspricht und die Festigkeit einer Niete oder einer Schmelzlochschweißung mit der gleichen Querschnittsfläche übertreffen sollte. Normalerweise wird die Scherfestigkeit als Kriterium für die Widerstandspunktschweißspezifikationen akzeptiert, obwohl auch andere Methoden verwendet werden können.
Eine gängige Praxis besteht darin, zwei geschweißte Probestreifen auseinanderzulösen, um zu sehen, ob aus einem Stück eine saubere „Niete“ gezogen wird. Wenn dies der Fall ist, gilt die Bedingung für das Widerstandspunktschweißen als korrekt.
Bei magnetischen Materialien wie Weichstahl kann der Strom durch die Schweißnaht erheblich variieren, je nachdem, wie viel magnetisches Material sich in der Zangenschlaufe befindet. Die Zangenschlaufe wird manchmal als „Hals“ der Widerstandspunktschweißmaschine bezeichnet.
Beispielsweise kann das zu schweißende Teil bei einer Widerstandspunktschweißung die größte Menge des Grundmetalls im Hals der Einheit und bei der zweiten Punktschweißung nahezu kein Grundmetall im Hals der Einheit aufweisen. Bei der ersten Schweißung wird der Strom an der Schweißnaht geringer sein. Der Grund liegt in der Reaktanz, die durch das Eisenmaterial im Lichtbogenschweißkreis verursacht wird.
Widerstandspunktschweißmaschinen eignen sich zum Schweißen von kohlenstoffarmem Stahl. Um optimale Ergebnisse zu erzielen, müssen sie innerhalb ihrer Nennkapazität und der Gesamtdicke des Materials verwendet werden. Sie sollten nicht über die Einschaltdauer hinweg verwendet werden, da dies zu Schäden am Schütz und Transformator führen kann. Der für diesen Gerätetyp vorgesehene Arbeitszyklus von 30 Prozent sollte für alle Anwendungen innerhalb ihrer Nennleistung ausreichend sein. Der Arbeitszyklus von 30 Prozent ist eine RWMA-Standardbewertung für allgemeine
Widerstandsschweißmaschinen. Der Arbeitszyklus von 30 Prozent basiert auf einem Zeitraum von 10 Sekunden und bedeutet, dass das Gerät 3 Sekunden vor jedem Zeitraum von 10 Sekunden schweißen kann.
3-14. Stähle mit niedriger und mittlerer Kohlenstofflegierung
Es gibt einige wesentliche Unterschiede beim Widerstandspunktschweißen von Stählen mit niedrigem und mittlerem Kohlenstoffgehalt im Vergleich zu unlegierten oder kohlenstoffarmen Stählen. Der Widerstandsfaktor für niedriglegierte Stähle und Stähle mit mittlerem Kohlenstoffgehalt ist höher; Daher sind die aktuellen Anforderungen etwas niedriger. Zeit und Temperatur sind kritischer, da bei diesen Legierungen die metallurgischen Veränderungen größer sind. Die Gefahr einer Schweißversprödung ist sicherlich größer als bei unlegiertem Stahl. Die Drücke beim Widerstandspunktschweißen sind bei diesen Materialien aufgrund der zusätzlichen Druckfestigkeit, die niedriglegierten Stählen und Stählen mit mittlerem Kohlenstoffgehalt innewohnt, normalerweise höher. Es ist immer eine gute Idee, beim Schweißen dieser Legierungen längere Schweißzeiten zu verwenden, um die Abkühlgeschwindigkeit zu verlangsamen und duktilere Schweißnähte zu ermöglichen.
3-15. Rostfreier Stahl
Die Chrom-Nickel-Stahllegierungen (austenitisch) haben einen sehr hohen elektrischen Widerstand und lassen sich leicht durch Widerstandspunktschweißen verbinden. Bei diesen Materialien ist die schnelle Abkühlung über den kritischen Bereich von 800 bis 1400 F von großer Bedeutung. Das mit dem Widerstandspunktschweißen verbundene schnelle Abschrecken ist ideal, um die Möglichkeit einer Chromkarbidausfällung an den Korngrenzen zu verringern. Natürlich umso länger Je mehr die Schweißverbindung auf den kritischen Temperaturen gehalten wird, desto größer ist die Möglichkeit einer Karbidausfällung.
3-16. Stähle, tauchbeschichtet oder plattiert
Die überwiegende Mehrheit der Materialien in dieser Kategorie ist verzinkter oder verzinkter Stahl. Obwohl einige verzinkte Stähle elektroplattiert sind, ist die Tauchbeschichtung kostengünstiger und wird überwiegend verwendet. Bei tauchbeschichtetem Stahl ist die Zinkschicht ungleichmäßig dick. Der
Widerstandsfaktor variiert von Schweißnaht zu Schweißnaht und es ist sehr schwierig, Bedingungen für das Material in Diagrammform festzulegen.
Beim Widerstandspunktschweißen ist es unmöglich, die Unversehrtheit der verzinkten Beschichtung aufrechtzuerhalten. Der im Vergleich zur
Schmelztemperatur des Stahlblechs niedrige Schmelzpunkt der Zinkbeschichtung führt dazu, dass das Zink verdampft. Natürlich muss ein ausreichender Druck vorhanden sein, um das Zink an der Schweißnaht zur Seite zu drücken und eine Stahl-zu-Stahl-Verschmelzung zu ermöglichen. Ansonsten ist die Festigkeit der Widerstandspunktschweißung fraglich.
Zur Reparatur äußerer Schäden an der Beschichtung, die durch die Schweißhitze entstehen können, stehen Materialien zur Verfügung. Gegen den Verlust von Beschichtungsmaterial an den Schnittstellen der Schweißnaht gibt es leider keine Abhilfe. Tatsächlich kann die Verdampfung des Zinks zu Porosität in der Schweißnaht und einer allgemeinen Schwächung der erwarteten Scherfestigkeit führen.
Das VERDAMPFTE ZINK bildet bei der Kondensation zu festem Material Partikel in Form von Angelhaken. Diese Partikel können sich in den Geweben des Körpers festsetzen und Reizungen verursachen. Verwenden Sie im Schweißbereich eine Zwangsbelüftung oder Absaugung und tragen Sie langärmlige Hemden, lange Hosen und Gesichtsschutzschilde, wenn Sie mit diesem Verfahren und beschichtetem Material arbeiten.
Andere beschichtete Materialien, wie z. B. Terne-Platten (mit Blei beschichtet), können unterschiedlich stark toxisch sein. Beim Arbeiten mit diesen Materialien ist eine ausreichende Belüftung zwingend erforderlich.
Durch die Verdampfung des Beschichtungsmaterials können die
Elektrodenspitzen verschmutzen. Die Spitzen sollten häufig gereinigt werden, um eine Legierungsbildung der niedriger schmelzenden Materialien mit den
Kupferspitzen zu verhindern. Die Spitzen müssen möglicherweise bei jeder vierten oder fünften Schweißnaht gereinigt und bearbeitet werden, um die Qualität des Produkts aufrechtzuerhalten. Bei einigen verzinkten Anwendungen werden die besten Schweißnähte jedoch hergestellt, nachdem die Spitzen an mehreren Stellen geschwärzt wurden. Die Verwendung kurzer Schweißzeiten erhöht die Wahrscheinlichkeit guter Schweißnähte mit der geringsten Verschmutzung der Spitze.
3-17. Aluminium und Aluminiumlegierungen
Widerstandspunktschweißmaschinen mit KVA-Werten weit über 20 KVA sind erforderlich, um einwandfreie Schweißnähte auf den meisten Aluminiummaterialien und anderen Grundmetallen mit hoher Leitfähigkeit herzustellen. Die elektrische Leitfähigkeit von Aluminium ist hoch und Schweißmaschinen müssen hohe Ströme und exakte Drücke liefern, um die nötige Wärme bereitzustellen, um das Aluminium zu schmelzen und eine einwandfreie Schweißnaht zu erzeugen.
3-18. Zusammenfassung
Widerstandspunktschweißen ist eine Schweißtechnik, die für fast alle bekannten Metalle eingesetzt wird. Die eigentliche Schweißung erfolgt an der Schnittstelle der zu verbindenden Teile. Der elektrische Widerstand des zu verschweißenden Materials führt zu einer lokalen Erwärmung an den Grenzflächen der zu verbindenden Metalle. Um optimale Ergebnisse zu erzielen, müssen für jede Materialart Schweißverfahren entwickelt werden.
Es ist möglich, dass Nebenströme, die durch einen zuvor hergestellten Schweißpunkt fließen, den Schweißstrom von dem zweiten Schweißpunkt abziehen, der ausgeführt werden soll. Dies tritt auf, wenn die beiden Schweißpunkte zu nahe beieinander liegen, und tritt bei allen Metallen auf. Tabelle 3-1 enthält die Nenndaten für eine DN-100 E-
Widerstandspunktschweißmaschine. Diese Nenndaten können zwischen den verschiedenen Typen der DN-100 E-Punktschweißmaschine unterschiedlich sein, z. B. die Nennversorgungsspannung 23 0 V /120 V, die Nennversorgungsfrequenz beträgt 50 Hz oder 60 Hz, der Nennarbeitszyklus beträgt 30 % oder 50 % usw. Diese Bewertungsinformationen hängen von den Anforderungen des Kunden ab.
Tabelle 3-1. Technische Daten einer Widerstandspunktschweißmaschine einer DN-100 E Punktschweißmaschine
| Modell | BewertetLiefernStromspannung | BewertetLiefernFrequenz | BewertetPflichtZyklus | KeineBelastungStromspannung | SchweißenDicke |
| DN-100 E | U _1 V±10 % | 50/60Hz | 30 % | 1,7 5 V | 1,5+1,5 mm |
Die folgenden allgemeinen Daten werden bereitgestellt, um dem Bediener bei der Einrichtung von Schweißverfahren beim Einsatz der
Widerstandspunktschweißmaschine zu helfen.
Zangendruckeinstellungen sollten NUR vorgenommen werden, wenn das primäre Netzkabel von der primären Stromeingangsquelle getrennt ist.
- Schließen Sie die Zange und messen Sie den Abstand zwischen den Kontaktflächen der Elektrodenspitzen.
- Messen Sie die Dicke der gesamten Schweißverbindung.
- Stellen Sie den Zangenabstand auf das Maß von Schritt 2 abzüglich der Hälfte der Dicke der dünnsten Schweißnahtnummer ein.
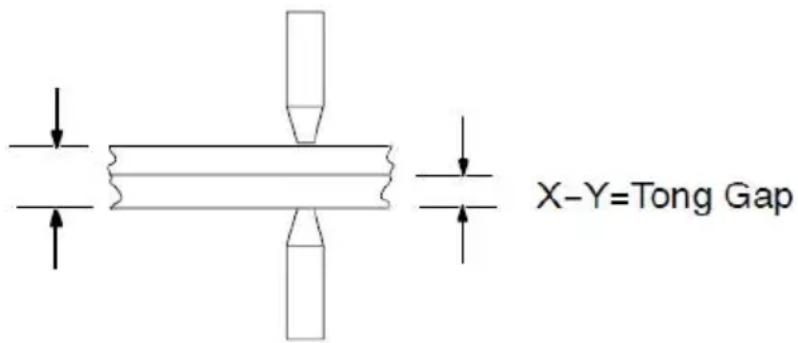
- Führen Sie die zu verschweißenden Teile zwischen die Elektrodenspitzen ein und bringen Sie die Spitzen auf Schweißdruck. Die Zange sollte leicht nachgeben. Dies kann mit einer geraden Kante gemessen werden, die auf die Längsachse der Zange gelegt wird.
- Schalten Sie das Punktschweißgerät ein und führen Sie eine Probeschweißung durch.
- Prüfen Sie die Schweißnaht visuell und mechanisch. Überprüfen Sie die Elektrodenspitze auf Verformung und Verschmutzung (siehe Prüfverfahren).
- Passen Sie den Zangendruck nach Bedarf an (Informationen zur Zangeneinstellung finden Sie in der Bedienungsanleitung).
3-19. Testverfahren
Die beschriebenen Testverfahren sind sehr einfach und erfordern zur
Durchführung ein Minimum an Ausrüstung.
1. Visueller Test
Beobachten Sie die Verformung und Form der Oberflächenkontaktpunkte auf beiden Seiten der Schweißnaht. Eine übermäßige Wölbung des Oberflächenkontaktpunkts weist auf eines oder mehrere der folgenden Probleme hin:
A. Übermäßiger Zangendruck.
B. Schweißzeit zu lang.
C. Fehlausrichtung der Elektrodenspitzen.
Wenn die Widerstandspunktschweißung keine gleichmäßige, konzentrische Oberfläche aufweist, könnte das Problem an einer Fehlausrichtung der Elektrodenspitzen liegen. Richten Sie die Elektrodenspitzen bei ausgeschaltetem Gerät und einer typischen Schweißverbindung zwischen den Spitzenoberflächen aus.
2. Mechanischer Test
Legen Sie ein Ende der Widerstandspunktschweißprobe in die Schraubstockbacken. Verwenden Sie mechanische Mittel, um die Schweißnaht auseinanderzudrücken. Eine Seite der Schweißnaht sollte sich mit einer Metallverlängerung von der Schweißnaht vom Grundmetall lösen. Überprüfen Sie den richtigen Schweißnahtdurchmesser.
SECTION4- MAINTENANCE AND TROUBLESHOOTIN
4-1. Wartung
4-2. Tipps zum Anziehen
| Problem | Abhilfe |
| Überhitzung der Tipps. | Zu wenig Zangendruck. Zangendruck erhöhen. |
| Schweißzeit zu lang. Reduzieren Sie die Schweißzeit. | |
| Material zu dick für die Punktschweißmaschine. | |
| Spitzen bilden Lichtbögen auf dem Material. | Zu wenig Zangendruck. Zangendruck erhöhen. |
| Spitzen nicht richtig ausgerichtet. Richten Sie die Spitze neu aus oder bringen Sie die Spitzen auf den richtiger Durchmesser an (siehe Abschnitt 4-2). | |
| Das Grundmaterial kann an die Spitzen geschweißt werden, was zu einem hohen Widerstand und einem schlechten Stromfluss führt. Spitzen reinigen oder anrichten (siehe Abschnitt 4-2). | |
| Während des Schweißvorgangstreten Spritzer oder geschmolzenes Material aus. | Falsche Spitzenausrichtung. Richten Sie die Spitzen so ab, dass sie ausgerichtet sind und flach auf dem Mate aufliegen (siehe Abschnitt 4-2). |
| Übermäßiger Zangendruck. Zangendruck reduzieren. | |
| Ausgangsstromstärke zu hoch. Reduzieren Sie gegebenenfalls die Stromstärkeeinstellung (nicht verfügbä bei luftgekühlten Modellen). | |
| Schweißzeit zu lang. Reduzieren Sie die Schweißzeit. | |
| Inkonsistenter Schweißklumpen. | Inkonsistente Schweißzeit. Installieren Sie ggf. eine Schweißzeitschaltuhr. |
| Zu wenig Zangendruck. Zangendruck erhöhen. | |
| Loch in der Mitte der Schweißnaht. | Die Kontaktfläche der Spitzen ist zu groß. Wechseln Sie einem kleineren Spitzendurchmesser oder adressieren Sie die Spitzen wieder auf den ursprünglichen Durchmesser (siehe Abschnitt 4-2). |
| Schlechte Schweißnaht oder keine Schweißnaht an den Spitzen. | Material zu dick für Punktschweißmaschine. Überprüfen Sie, ob die Materialstärke innerhalb der Kapazität der Punktschweißmaschine liegt. |
| Zange ist zu lang. Zangenlänge reduzieren. | |
| Entfernen Sie die Beschichtung vom Material, um einen engen Kontakt zwischen den Teilen zu gewährleisten. Entfernen Sie Oxide und chemische Verbindungen, einschließlich verzinkter Beschichtungen. |
VEVOR®
TOUGH TOOLS, HALF PRICE
Technisch Support- und E-Garantiezertifikat www.vevor.com/support




