
10190010215 - Narzędzie tnące Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia 10190010215 Vevor w formacie PDF.

| Marka | Vevor |
| Model | 10190010215 |
| Typ produktu | Frez pierścieniowy (narzędzie tnące) |
| Typ trzpienia | Trzpień Weldon |
| Głębokość cięcia (DOC) | 2 cale |
| Dostępne średnice frezów | 1", 1-1/8", 1-1/4", 1-1/2", 1-3/4", 2" |
| Materiał frezu | Stal szybkotnąca (HSS) |
| Zgodne materiały | Stal, stal stopowa, stal nierdzewna, aluminium, żeliwo, miedź, materiały niemetalowe |
| Zgodność z maszynami | Wiertarki magnetyczne do koronowania (CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach, BDS, itd.) |
| Zalecana prędkość skrawania | Zmienna w zależności od średnicy i materiału (np. stal węglowa 447-88 obr/min dla średnicy 12-65 mm) |
| Zalecana prędkość posuwu | 0,08 do 0,12 mm/obr lub 0,6-1,0 mm/s |
| Chłodzenie | Stosowanie cieczy chłodząco-smarującej do metali zalecane |
| Metoda montażu | Mocowanie za pomocą wkręta z łbem sześciokątnym na wrzecionie (dokręcanie z luzem 0,2-0,3 mm) |
| Bezpieczeństwo | Nosić okulary i kask; nie nosić luźnej odzieży; odciąć zasilanie przed wymianą |
| Konserwacja i czyszczenie | Usuwać wióry po użyciu; ostrzyć, gdy szerokość zużycia osiągnie 0,5 mm |
| Typowy problem: zablokowany rdzeń | Lekko uderzyć wiertarkę lub wywrzeć nacisk na rdzeń materiałem niemetalowym |
| Możliwość naprawy | Możliwe ostrzenie; części zamienne dostępne za pośrednictwem Vevor |
| Gwarancja | Elektroniczny certyfikat gwarancyjny na www.vevor.com/support |
| Pochodzenie | Wyprodukowano w Chinach |
Często zadawane pytania - 10190010215 Vevor
Pytania użytkowników dotyczące 10190010215 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Narzędzie tnące w formacie PDF za darmo! Znajdź swoją instrukcję 10190010215 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. 10190010215 marki Vevor.
INSTRUKCJA OBSŁUGI 10190010215 Vevor
Wsparcie techniczne i certyfikat gwarancji elektronicznej www.vevor.com/support
Frez pierSciensiowy
INSTRUKCJA OBSLUGI
MODEL: 10190010215/10190010216/10190010146
10190010213/10190010214
Nadal staramy sieofferowacPaanstwu narzedzia w konkurencyjnych cenach. "Oszczedz połowe",Poowa ceny" lub innepodobne wyrazenia uzywane przyez nas stanowia jedynie szacunkowe oszczednosci, jakie mozes uzyskac, kupujac u nas okreslone narzedzia w porownaniu z glownymi markami i niekoniecznie oznaczaone objecie wszystkich kategorii narzedzi offeringsch przyez nas.Uprzejmie prypominamy,aby dokladnie sprawdzi,czy skladajc u nas zamowienie faktycznie oszczedzasz połowew porownaniu z glownymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
Frez pierscieniowy
MODEL: 10190010215/10190010216/10190010146
10190010213/10190010214

POTRZEBUJESZ POMOCY? SKONTAKTUJ SIE Z NAMI!
Masz pytania dotyczace produktu? Potrzebujesz wsparcia technicznego? Skontaktuj sie znami:
Wsparcie techniczne i certyfikat gwarancji elektronicznej www.vevor.com/support
To jest oryginalna instrukcja, przy uzyciem nalewy uwaznie przyczytac wszymstkie instrukcje. VEVOR zastrzega sostie jasnaginterpretacja naszej instrukcji obslugi. Wygliad produktu bedzie zaleza od produktu, ktory otrzymaresses. Prosimy o wybaczenia, ze nie poinformujemy Ci eponownie, jestw naszym produkcie pojawia sie jakiekolwiekactualizace technologiczne lub oprogramOWania.
INSTRUKCJABEZPICZENSTWA I SRODKI OSTROZNOSCI
OSTRZEZENIE:
Przechytaj ten material przycielem unto produktu. Nieprzestrzeganie unto sątkowy uraz.
Ostrzeżenie dotyczne bezpiecznychstwa
Dla Twojego bezpieczędwa prosze nosić gogle i kask. Nie nos luźnych ubrania lub rekawiczki z wóczki.
- Aby zapobiec obrazeniom dloni, do wyjmowania chipa nalezy uzywac haka.
- Przed uzyciem upewnij sie, ze obcinak jest solidny i bezpieczny. Nie uzywaj noź z uszkodzeniem.
- W przypadku zablokowania ostrza daneły natychmiast wyłaczyc maszyny.
- Przed wymianaj i demontazem noza wyłucz zasilanie.
- Nie dotykaj noza, gdy jest wączony.
- Końciewa noża jest twarda, ale i delikatna. Prosȩ chronić noź, aby zapobiec napiwki.
[Zastosowanie frezu pierSciieniowego]
Frez pierścieniewy (wiertło rdzeniowe). Moż cieć wszystkie rodzaje stali, rury stalowe, odlewny zelazo, stal niedzewna, aluminium, miedź i roźne materiały niemetalowe.
[Typ]
| Cholewka | Odpowiednie rodzaje wiertarek magnetycznych |
| Trzonek Weldon Stosowsany do wzystkich rodzajów wiertarek magnetycznych. Jak: CHTOOLS ALFRA, RUKO, HOUGEN, Rotabroach, BDS itp. | |
| Uniwersalny cholewka (golonka Nitto) | Dotycz wystystkich typów wiertarek magnetycznych, z wyjaltkiem Fein maszyna.Jak: CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach, BDS itp. |
| Fein goluń | Dotycz maszyny Fein z Niemiec |
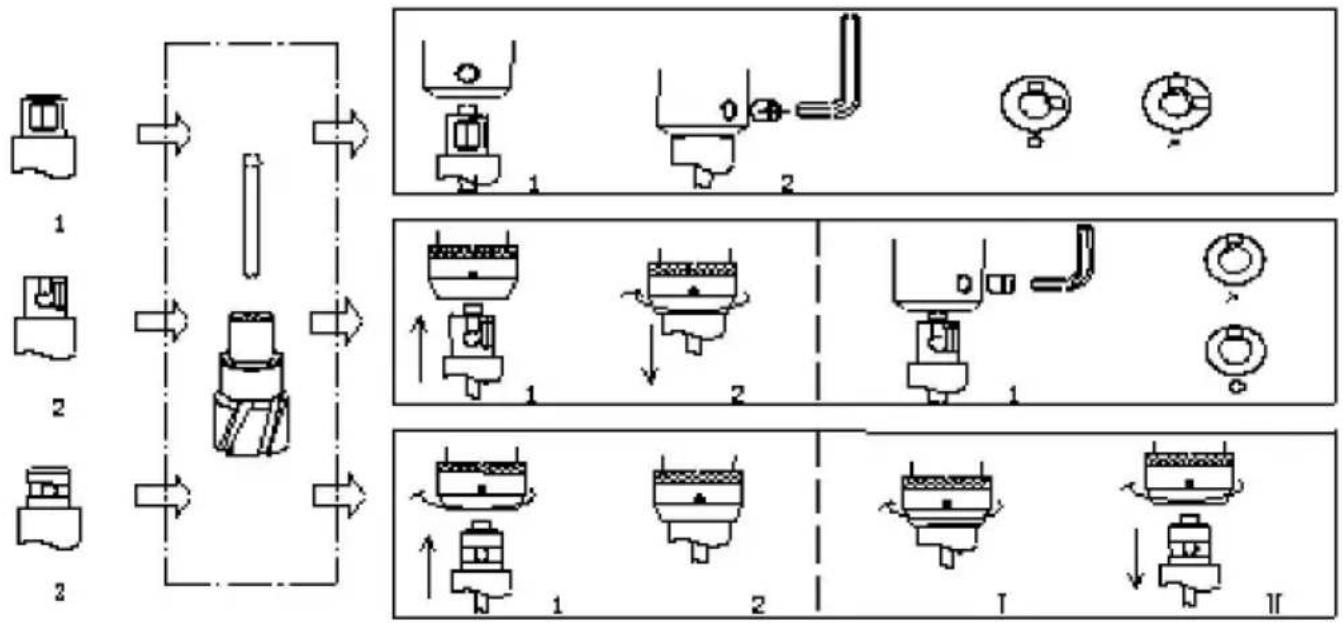
[Sposób stosowania]
-
Metoda instalacji:
-
Trzonek Weldon (1): Uchwyt dwoch plaszczyzn skierowy jest na dwa otwory na s Ruby
na wrzecionie wiertarki, dokrcajc kluczem imbuswym i pozostawiajac szczeline
0,2-0,3 mm, w przykresruby.
- Uniwersalny trzonek (2): Uchwyt dwóch plaszczyzn skierowy na stalowa kulke w uchwyt wiertarski, a nastepnie załadowany do uchwytu.
Trzonek uniwersalny要考虑 również stosowej z forbem gniaźdowym, o ile gniaźdośruba z forbem walcowym prostopadle do dwóch plaszczyzn.
-
Trzonek Fein (3): Wącz pierScién zabezpieczajcy watu glówno zgodnie z ruchem wskazówek zegarawȩciwą droę, wź koniec uchwitu bezposrednio, obracaj w małym zakresie,ź Do otworu wȩzyć kulę stalowa.
-
Zalecana prędkość skrawania dla pierścieniewego frezu ze stali szybkotnacej:
| Dzień Tworzywo | 12-18 | 19-25 | 26-32 | 33-39 | 40-46 | 47-53 | 54-60 | 61-65 |
| stal węglowa | 447-318 | 301-229 220 | 0-179 173-146 | 143-124 121-108 | 106-95 | 93-88 | ||
| stal stopowa | 371-247 234 | 178 171-139 | 135-114 | 111-96 82 | 74 94-84 | 73-68 | ||
| 345-230 | 217-165 159 | 9-129 125-106 | 103-90 | 88-78stal | nierdzewna | 76-667-63 | ||
| Aluminium | 1857-1238 11 | 73-891 857-696 | 675-571 557 | 474-420 | 412-371 | 365-342 | ||
| lane zelazo | 796-530 502 | 382 367-298 | 289-244 238 | 207 203-180 | 176-159 156 | 146 | ||
| odlew miedziany | 1194-796 | 754-573 551 | 447 434-367 | 358-311 304 | 270 265-238 | 234-220 |
- Prędkość posuwu: Zalecana prȩdkość posuwu wynosi 0,08-0,12 mm/obr. lub
0,6-1,0 mm/s. Rozna przydkość posuwu powodujegowie rożnych wiorów i wptywa na wykonywanie usuwania wiorów.
-
Pozycjonowanie: Wytnij punkt pozycjonujacy w srodku pozycji, któ r chcesz ustawić wywiercić lub zaznaczyc linie „krzyżowa" igła ze stopu, aby zapewnić dokladnosć pozycja wiercona. Naleź pAMIetać, ze podczas uzywania dluta srodkowej do uderzania punkt pozycjonowania, upewnij sie, ze dluto srodkowe jest prostopadłe do powierzchni przyedmiotu obrabianego, abyNie wplywać na plynne odpradowanie rdzen tnocy
-
Rozpoczniż wiercenie: Upewnj są, ze przycisk wiertarki magnetycznej jest czysty przydwczeniem zasilania. Wącz przyȩcznik plynu chłodźacego, gdy zaczniesz wiercić.
Najpierw podawaj powoli, a nastepnie po wywierceniu otworu o srednicy 1-2 mm podawaj z normaln prędkość.
- Wiercenie koncowe: Wyłucz zasilanie i usuń wióry za pomocamy haka. noź po zatrzymaniu.
[Ogloszenie]
Ponijsze dzialania pomogao agraniczyc lub spowolnic zuzymie i pekanieno.
- Podczas wiercenia elementów stalowych naleź zapewnić odpowiednia ilosc chłodzenia i uzyj plynu do cięcia metalu.
- Dobra sztywnosc rury wiertniczej i szczelina prowadnicy moga poprawic precyzja wiercenia i zwyotnosc wiertla.
- Upewnij sie, ze przyestrzen między uchwytem magnetycznym a artefakty.
-
Przed cięciem upewnij sie, ze wszystkie czȩci są pewnie zamocOWANE.
-
Wiercak na poczătku i na koncu nalezy zmiejszych posuw wiercenia o 1/3.
- W przypadku duzej ilosci drobnego materiafu proszkownik-goingostajacego podczas wiercenia, takiego jak zeliwo, miedź itp., zamiast spreżzonego powietrza sąna uzyć spreżzonego powietrza. plyn chłodźcy ułatwieść usuwanie wiorów.
- Aby zapewnic plynne usuwanie wiórow, usun wióry z noza.
[Rozwiązania typych problemów]
Rozwiązania dotyczę zȩtego rdzenia uładu scalonego:
Uzyj niemetalowego materiafu, lekko uderzajc wiertlem lub lekko dociskajc rdzen material wielokrotnie, aby poluzowa c go i wyskoczyc, przyna go rowniez usunan c bit, stuknij w nasadk tak, aby ja wyja.
Noszenie narzedzi:
Przy normalnym chłodzeniu, gdy chip przybierze niediesko-czarny kolor, naleź gy瘴ość ostrze wierzka, sąsi największa szerokość zȩzyciaDynosi 0,5 mm, naleź jej szlifowanie.
| Rzeczy | Opis | |
| 1 Nazwa | Frez pierScieniowy | |
| 2 Model | 10190010215 | |
| 3 Parametry | Trzonek: Trzonek Weldon DOK 2" Średnica frezu: 1", 1-1/8", 1-1/4", 1-1/2", 1-3/4", 2" | |
| Rzeczy | Opis | |
| 1 Nazwa | Frez pierścienowy | |
| 2 Model | 10190010216 | |
| 3 Parametry | Trzonek: uniwersalny DOK 2" Średnica frezu: 1", 1-1/8", 1-1/4", 1-1/2", 1-3/4", 2" | |
| 1 Nazwa | Frez pierścieniowy | |
| 2 Model | 10190010146 | |
| 3 Parametry | Trzonek: Trzonek Weldon DOK.: 1" Średnica frezu: 1/2" 9/16" 11/16" 13/16" 15/16" 1-1/16" | |
| Rzeczy | Opis | |
| 1 Nazwa | Frez pierścienowy | |
| 2 Model | 10190010213 | |
| 3 Parametry | Trzonek: Trzonek Weldon DOK.: 1" Średnica frezu: 7/16" 1/2" 9/16" 11/16" 5/8" 3/4" 13/16" 7/8" 15/16" 1" 1-1/16" | |
| Rzeczy | Opis | |
| 1 Nazwa | Frez pierścienowy | |
| 2 Model | 10190010214 | |
| 3 Parametry | Trzonek: Trzonek Weldon DOK 2" Średnica frezu: 7/16" 1/2" 9/16" 11/16" 5/8" 3/4" 13/16" 7/8" 15/16" 1" 1-1/16" | |
WYKONANO W CHINACH
VEVOR
TOUGH TOOLS, HALF PRICE
Wsparcie techniczne i certyfikat gwarancji
elektronicnej www.vevor.com/support




