
H-3000 - Spawarka Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia H-3000 Vevor w formacie PDF.

| Typ produktu | Zgrzewarka punktowa |
| Marka | Vevor |
| Model | H-3000 |
| Napięcie zasilania | 230 V ~ ±10% / 50 Hz lub 400 V ~ ±10% / 50 Hz |
| Moc przy 50% cyklu | 2,5 kVA |
| Maksymalna moc spawania | 14 kVA |
| Napięcie jałowe | 2,5 V |
| Maksymalny prąd zwarciowy | 6,3 kA |
| Maksymalna grubość zgrzewu punktowego | 2 + 2 mm |
| Minimalny czas przerwy | 20 sekund |
| Maksymalna siła docisku | 120 kg |
| Wysięg ramion | 120 mm |
| Wymagane zasilanie | 30 amperów, zalecane gniazdo przemysłowe |
| Zabezpieczenie termiczne | Tak, wyłączenie przy 95 °C |
| Regulacja nacisku elektrod | Za pomocą śruby regulacyjnej, wskaźnik stopniowany |
| Tryby spawania | Normalny i impulsowy |
| Panel sterowania | Regulacja czasu, grubości i trybu spawania |
| Zasilanie sieciowe | Przewód zasilający z wtyczką do okablowania |
| Konserwacja | Czyścić sprężonym powietrzem, szczotkować obwody elektroniczne, sprawdzać połączenia |
| Gwarancja | Elektroniczny certyfikat gwarancyjny, skontaktować się z pomocą techniczną |
| Bezpieczeństwo | Obowiązkowe okulary, rękawice, odzież ochronna; odłączyć przed konserwacją |
Często zadawane pytania - H-3000 Vevor
Pytania użytkowników dotyczące H-3000 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję H-3000 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. H-3000 marki Vevor.
INSTRUKCJA OBSŁUGI H-3000 Vevor
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
SPAWARKA PUNKTOWA
MODEL:H-3000
Nadal dokładamy wszelkich starań, aby zapewnić Państwu narzędzia w konkurencyjnej cenie. „Zaoszczędź o połowę”, „o połowę ceny” lub inne podobne wyrażenia używane przez nas przedstawiają jedynie szacunkową oszczędność, jaką możesz zyskać kupując u nas określone narzędzia w porównaniu z głównymi najlepszymi markami i niekoniecznie oznaczają uwzględnienie wszystkich kategorii oferowanych narzędzi przez nas. Przypominamy, aby podczas składania zamówienia u nas dokładnie sprawdzić, czy faktycznie oszczędzasz połowę w porównaniu z czołowymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
SPAWARKA PUNKTOWA
MODEL:H-3000

Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Prosimy o kontakt:
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
To jest oryginalna instrukcja. Przed przystąpieniem do obsługi prosimy o dokładne zapoznanie się ze wszystkimi instrukcjami. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu zależy od produktu, który otrzymałeś. Proszę wybaczyć nam, że nie będziemy ponownie informować Państwa, jeśli pojawią się jakieś aktualizacje technologii lub oprogramowania naszego produktu.
 | Ostrzeżenie — aby zmniejszyć ryzyko obrażeń, użytkownik musi uważnie przeczytać instrukcję obsługi. |
 | Ten produkt podlega przepisom Dyrektywy Europejskiej 2012/19/EC. Symbolprzekreślonego kosza na śmieci oznacza, że produkt wymaga selektywnej zbiórki śmieci terenie Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych jako takie nie można wyrzucać razem ze zwykłymi odpadami domowymi, lecz należy je przekazać do punktu zbiórki w celu recyklingu urządzeń elektrycznych i elektronicznychurządzenia |
1. INSTRUKCJE BEZPIECZEŃSTWA
1.1. BEZPIECZEŃSTWO ELEKTRYCZNE.
OSTRZEŻENIE! Obowiązkiem użytkownika jest przeczytanie, zrozumienie i przestrzeganie poniższych zasad:
Przed użyciem należy sprawdzić cały sprzęt i urządzenia elektryczne, aby upewnić się, że są bezpieczne. Należy sprawdzić przewody zasilające, wtyczki i wszystkie połączenia elektryczne pod kątem zużycia i uszkodzeń. Należy upewnić się, że ryzyko porażenia prądem elektrycznym jest zminimalizowane poprzez instalację odpowiednich urządzeń zabezpieczających. W głównej tablicy rozdzielczej powinien być wbudowany wyłącznik RCCB (wyłącznik różnicowoprądowy). Zalecamy również stosowanie wyłącznika różnicowoprądowego (RCD) we wszystkich produktach elektrycznych. Szczególnie ważne jest stosowanie wyłącznika różnicowoprądowego w przypadku produktów przenośnych podłączonych do źródła prądu niechronionego przez wyłącznik różnicowoprądowy. W razie wątpliwości skonsultuj się z wykwalifikowanym elektrykiem. Wyłącznik różnicowoprądowy można nabyć kontaktując się ze sprzedawcą. Należy także przeczytać i zrozumieć poniższe instrukcje dotyczące bezpieczeństwa elektrycznego.
1.1.1 Ustawa o elektryczności w miejscu pracy z 1989 r. wymaga, aby wszystkie przenośne urządzenia elektryczne, jeśli są używane w przedsiębiorstwie, były testowane przez wykwalifikowanego elektryka za pomocą testera urządzeń przenośnych (PAT) co najmniej raz w roku.
1.1.2 Ustawa o bezpieczeństwie i higienie pracy z 1974 r. nakłada na właścicieli urządzeń elektrycznych
urządzeń odpowiedzialnych za bezpieczny stan urządzenia i bezpieczeństwo jego użytkowania
operator urządzenia. W przypadku jakichkolwiek wątpliwości dotyczących bezpieczeństwa elektrycznego należy skontaktować się z wykwalifikowanym pracownikiem elektryk.
1.1.3. Przed podłączeniem upewnij się, że izolacja wszystkich kabli i samego produktu jest bezpieczna do zasilania sieciowego. Patrz 1.1.1. & 1.1.2. powyżej i użyj urządzenia PortableAppliance Testy (PAT).
1.1.4. Upewnij się, że kable są zawsze zabezpieczone przed zwarciem i przeciążeniem.
1.1.5. Regularnie sprawdzaj zasilacz, przewody, wtyczki pod kątem zużycia i uszkodzeń połączenia elektryczne
aby mieć pewność, że żaden nie jest luźny.
1.1.6. Waźne: Upewnij się, że napięcie oznaczone na produkcie jest takie samo jak napięcie źródła zasilania elektrycznego i sprawdź, czy zasilanie jest prawidłowo zabezpieczone, patrz bezpiecznik ocena po prawej stronie.
- 1.7. NIE ciągnij ani nie przenoś zasilanego urządzenia, trzymając za przewód zasilający.
1.1.8. NIE wyciągaj wtyczek z gniazdek ciągnąc za kabel zasilający.
1.1.9. NIE WOLNO używać zużytych lub uszkodzonych przewodów, wtyczek lub złączy. Natychmiast wymienić lub zlecić naprawę wykwalifikowanemu elektrykowi.
1.1.10. Ten produkt wymaga zasilania 30 A i NIE ma zamontowanej wtyczki. Musisz skontaktować się z A wykwalifikowanego elektryka, aby upewnić się, że dostępne jest zasilanie o natężeniu 30 A. Zalecamy dyskusję montaż przemysłowej wtyczki i gniazda z okrągłym bolcem u elektryka. Jeśli pasuje A wtyczka -
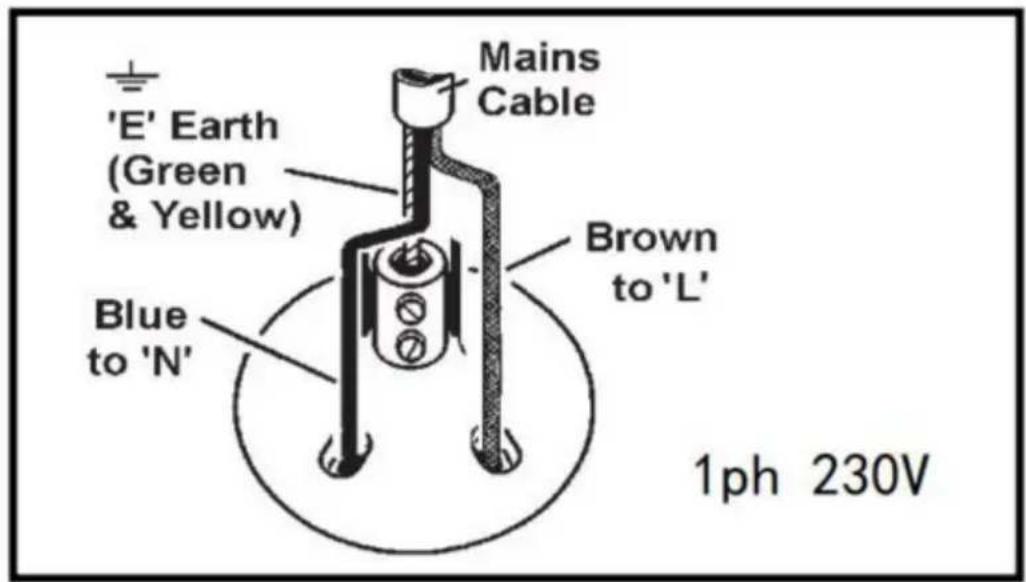
Upewnij się, że urządzenie jest prawidłowo podłączone i uziemione
a) Podłącz ZIELONY/ŻÓŁTY przewód uziemiający do zacisku uziemiającego „E”.
b) Podłącz BRAZOWY przewód pod napięciem do zacisku pod napięciem „L”.
c) Podłącz NIEBIESKI przewód neutralny do zacisku neutralnego „N”.
d) Po okablowaniu sprawdź, czy nie ma odsłoniętych przewodów i czy wszystkie przewody zostały podłączone prawidłowo podłączone, czy zewnętrzna izolacja kabla wystaje poza kabel chwyt i czy chwyt jest mocny.
1.1.12. Bębny przedłużające kable. W przypadku stosowania szpuli przedłużającej kabel tak powinno być całkowicie rozwinięty przed podłączeniem. Zaleca się stosowanie szpuli kablowej z zamontowanym wyłącznikiem różnicowoprowadowym, ponieważ każdy produkt podłączony do szpuli kablowej będzie chroniony. Ważny jest przekrój żył kabla. Minimalny przekrój kabla wymagany dla tych spawarek 2,5mm².
1.2 BEZPIECZEŃSTWO OGÓLNE
OSTRZEŻENIE: Przed przystąpieniem do wykonywania czynności należy odłączyć wtyczkę od źródła zasilania konserwacji lub serwisu.
Upewnij się, że spawarka i wszystkie kable są w dobrym stanie i działają. Wymień lub napraw uszkodzone
części. Używaj wyłącznie zalecanych części. Nieautoryzowane części mogą być niebezpieczne i
spowodują unieważnienie gwarancji. Utrzymuj spawarkę w czystości, aby uzyskać najlepszą i
najbezpieczniejszą pracę. Używaj spawacza w odpowiednim miejscu pracy.
Utrzymuj obszar w czystości i porządku, wolny od
niepowiązanych materiałów i zapewnić odpowiednie oświetlenie. Spawarkę
powinna obsługiwać tylko jedna osoba. OSTRZEŻENIE! Nosić okulary
ochronne, odzież ochronną i rękawice spawalnicze. Noś zestaw słuchawkowy, jeśli poziom hałasu
przekracza 85 dB.
Sprawdź, czy masz dobrą wentylację i czy powietrze może swobodnie przepływać wokół spawacza. Upewnij
się, że w pobliżu miejsca pracy nie znajdują się żadne materiały łatwopalne.
Oczyć elementy obrabiane, aby uniknąć wytwarzania niepożądanych gazów z powłok, np
jako lakier, cynk lub smar. Trzymaj dzieci i
osoby nieupoważnione z dala od obszaru pracy. Z Djangoć źle dopasowaną odzież, zdjąć krawaty,
zegarki, pierścionki i inne luźne rzeczy
biżuterię i mają długie włosy.
NIEBEZPIECZEŃSTWO! Spawacz wytwarza pola magnetyczne, które mogą zakłócać działanie zegarków,
metalowych protez, kart magnetycznych, oprzyrządowania, danych
urządzenia transmisyjne i lokalne linie telefoniczne. Jeśli masz rozrusznik serca, skonsultuj się
lekarza przed spawaniem lub zbliżeniem się do miejsca zgrzewania punktowego.
NIE nosić odzieży z metalowymi dodatkami. Upewnij się, że nie ma
metalowe przedmioty w kieszeniach. NIE
używaj spawarki do celów innych niż te, do których jest przeznaczona
zaprojektowany. NIE dopuszczaj do zamoczenia spawarki ani nie używaj spawarki w wilgotnych lub
mokrych miejscach. NIEBEZPIECZEŃSTWO! NIE spawaj w pobliżu materiałów łatwopalnych – ciał stałych, cieczy lub gaz
Nie spawać pojemników ani innych elementów, które zawierają lub zawierały ciecz
lub paliwa
gazowe. NIE obsługuj spawacza będąc pod wpływem narkotyków, alkoholu lub
zażywanie leków odurzających lub zmęczenie.
NIE WOLNO używać spawarki, jeśli ona lub kabel są uszkodzone.
NIE pozwalaj osobom nieprzeszkolonym na obsługę spawarki. NIE używać na
zewnątrz, spawarka jest przeznaczona wyłącznie do użytku wewnątrz. Gdy
nie jest używany, odłącz wtyczkę od źródła zasilania i przechowuj w suchym, zabezpieczonym przed dziećmi miejscu Lokalizacja.
2. WSTEP
Z transformatorem spawalniczym 220V/380V zasilanie na niskie ciśnienie, natychmiastowe
źródło dużej mocy, na wyjściu jest niskie napięcie i wysoki prąd, powodują spawanie
obrabianego przedmiotu o wysokiej odporności na temperaturę i dodaj do niego siłę speczającą
spawanie. duża grubość spawania 2,0 + 2,0 mm
Jednym kliknięciem wybierz tryb spawania, grubość konstrukcji spawanej i
GŁÓWNE CECHY
- Śruba regulacji docisku elektrody
- Pozycja śruby oczkowej. (Śruba oczkowa nie jest dołączona do zestawu.)
- Ruchome ramię spawalnicze.
- Stale ramię spawalnicze.
- Kabel zasilający.
- Mikroprzełącznik.
- Panel sterowania.
- Uchwyt prawy/lewy. (Uchwyt nie wchodzi w skład zestawu.)

- SPECYFIKACJA TECHNICZNA
| Model | H-3000 | H-3000 |
| Napięcie | 230 V~ ±10% /50 Hz 400 V~±10%/50 Hz | |
| Moc przy 50% | 2,5 kVA | 2,5 kVA |
| Maks. moc spawania | 14kVA | 14kVA |
| Brak napięcia obciążenia. | 2,5 V | 2,5 V |
| Maks. prąd zwarcia | 6,3 kA | 6,3 kA |
| Maksymalna grubość spoiny punktowej | 2+2mm | 2+2mm |
| Min. okres odpoczynku pomiędzy spawami 20 sekund | 20 sekund | |
| Maksymalna siła mocowania | 120 kg | 120 kg |
| Projekcja ramion | 120mm | 120mm |
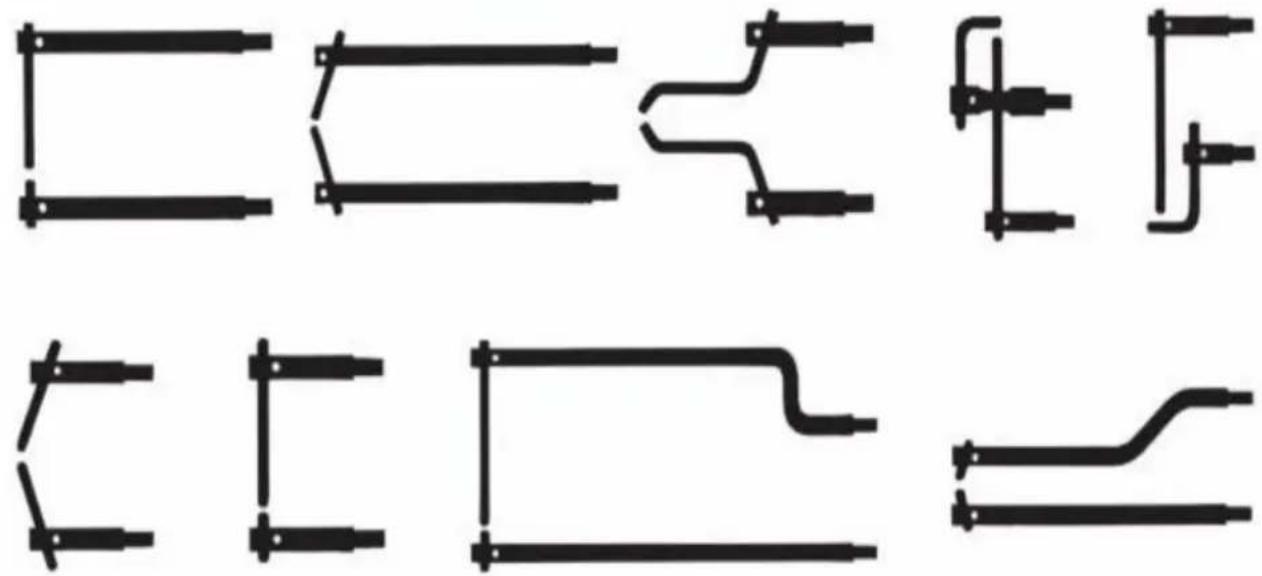
DOSTĘPNA JEST PEŁNA GAMA RAMION I ELEKTROD.
4. POŁĄCZENIA ELEKTRYCZNE
OSTRZEŻENIE! Upewnij się, że przeczytałeś i zrozumiałeś zasady bezpieczeństwa instrukcje w części 1.
4.1. Podłączenie do zasilania sieciowego.
Przed wykonaniem jakichkolwiek połączeń elektrycznych należy sprawdzić, czy napięcie zasilania dostępny zasilacz jest odpowiedni dla posiadanego modelu zgrzewarki punktowej zakupione. (Patrz specyfikacja powyżej.)
4.2 Model zgrzewarki punktowej wymaga prądu 30 amperów. dostarczają i nadają się do połączenie jednofazowe lub trójfazowe.
4.3 Model zgrzewarki punktowej wymaga wtyczki 32 A. Jeśli łączysz się z a
Podłącz wtyczkę zasilającą 30 A, jak pokazano na rysunku
strona 1. Jeżeli urządzenie ma być podłączone do zasilania 3-fazowego, należy to zrobić przez wykwalifikowanego elektryka.
4.4 Sieć zasilająca powinna być wyposażona w odpowiednie bezpieczniki lub układ automatycznego wyłącznika odcinającego.
4.5 Jeżeli ma zostać zainstalowana więcej niż jedna spawarka, należy skonsultować się z wykwalifikowanym specjalistą elektryka w sprawie odpowiedniego zasilania 3-fazowego.
4.6 Przed przystąpieniem do ustawiania i użytkowania spawarki należy upewnić się, że połączenia elektryczne zostały wykonane prawidłowo.
5. PRZYGOTOWANIE DO SPAWANIA
OSTRZEŻENIE! Upewnij się, że przeczytałeś i zrozumiałeś instrukcje bezpieczeństwa zawarte w Sekcja 1.
Przed przystąpieniem do jakichkolwiek operacji zgrzewania punktowego należy wykonać poniższą serię kontroli i kontrole należy wykonywać przy odłączonym spawarce od prądu dostarczać.
5.1 Ustawianie i regulacja ramion. (Patrz rys. 2) Uzyskaj próbki arkusza metal, który ma być spawany, i nałoż podwójną grubość blachy na dolną część elektroda. Wciśnij dźwignię spawania, aż górna elektroda zetknie się z elektrodą górna powierzchnia blachy. W tym momencie powinna znajdować się oś elektrod wyrównane w obu płaszczyznach. Dokonaj niezbędnych regulacji, poluzowując ramię
śruby blokujące w (A) i wsuwając lub wysuwając ramiona z zacisków, aż elektrody zostaną wyrównane, patrząc z boku. Przed ponownym dokręceniem zacisków obejrzyj elektrody od przodu iw razie potrzeby obróć ramiona w zaciskach, aż elektrody znajdą się w jednej linii. (patrz A1). Gdy wyrównanie będzie zadowalające, dokręć ponownie śruby.
5.2 Ustawianie i regulacja elektrod. (Patrz rys.2) Aby prawidłowo ustawić elektrody, uchwyt powinien być zablokowany w specjalnej pozycji mniej więcej w połowie jego ruchu. W tym celu włóż dostarczoną śrubę imbusową M6 (3)
w gwintowany otwór wskazany na
(1). Obracaj śrubę palcami w kierunku zgodnym z ruchem wskazówek zegara, aż zatrzyma się na uchwyt, a następnie odkręcić go o 1/4 obrotu. Wciśnij uchwyt o około połowę jego skoku, a następnie obróć śrubę ponownie w kierunku zgodnym z ruchem wskazówek zegara o kolejne 2 lub 3 obroty, tak aby weszła wycięcie blokujące. Bye może trzeba będzie lekko przesunąć uchwyt w górę lub w dół, aby śruba zrównała się z wycięciem. Poluzuj śrubę zaciskową w (B) na dolnym ramieniu i ustaw elektrodę w górę lub w dół do żądanej pozycji, a następnie ponownie mocno dokręć. Poluzuj śrubę zaciskową w (B) na górnyn ramieniu i pozwól, aby elektroda się przesunęła
w dół, aby oprzeć się na dole
elektroda. Wsuń dwie próbki blachy,
która ma zostać zespawana, pomiędzy końcówki elektrod, pozwalając, aby górna elektroda uniosła się, i ponownie dokręć śrubę zaciskową górnej elektrody. Usunąć
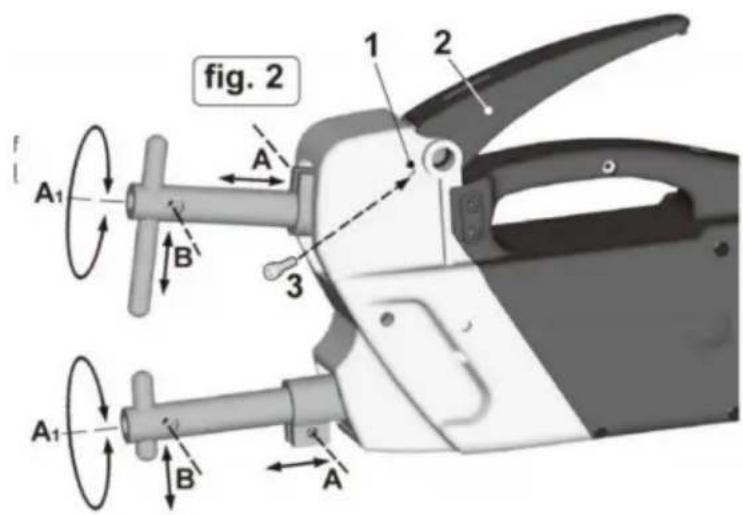

śrubę blokującą.
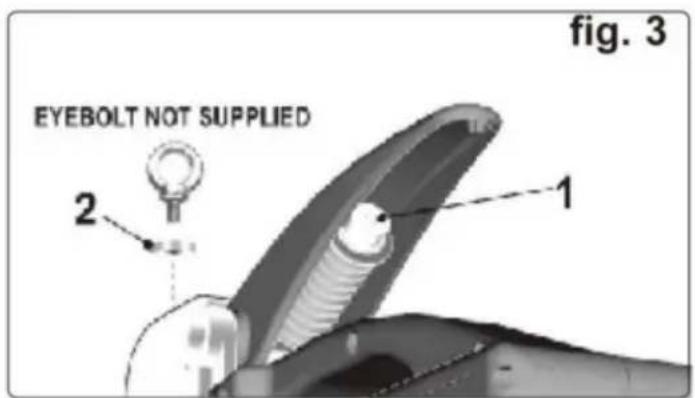
5.4 Regulacja nacisku elektrod. (Patrz rys. 3 i 4)
Nacisk wywierany przez elektrody na obrabiany przedmiot można regulować, zmieniając regulator nacisku sprężyny pod i w uchwycie za pomocą dołączonego klucza sześciokątnego 6 mm. (rys. 3-1). Aby zwiększyć nacisk, obróć regulator w prawo. Aby zmniejszyć nacisk, obróć regulator w kierunku przeciwnym do ruchu wskazówek zegara. Na górnej powierzchni rękojeści znajduje się stopniowany wskaźnik, który pokazuje nacisk wywierany przy użyciu standardowych ramion 120 mm. Patrz rys. 4, aby zobaczyć wartości przyporządkowane podziałce. Zapoznaj się z poniższą tabelą, aby zobaczyć, jak ciśnienie spada w przypadku użycia dłuższych ramion spawalniczych. Gdy elektrody zetkną się z blachą, ruch uchwytu w dół najpierw zaciska przedmiot obrabiany, a następnie styka się z mikroprzełącznikiem, aby włączyć prąd. Jeżeli ustawiony nacisk zaczyna ograniczać działanie uchwytu, należy zmniejszyć ustawienie
aby umożliwiać opuszczenie uchwytu w dół w celu aktywacji mikroprzełącznika.
| ARM LENGTH | FORCE / PRESSURE EXERTED ON WORKPIECE (NEWTONS / KILOGRAMS) | ||||
| 120 | 1200 / 122.3 | 1000 / 101.9 | 800 / 81.5 | 600 / 61.2 | 400 / 40.8 |
| 250 | 770 / 78.5 | 550 / 56.0 | 430 / 43.8 | 320 / 32.6 | 230 / 23.4 |
| 350 | 470 / 47.9 | 380 / 38.7 | 330 / 33.6 | 230 / 23.4 | |
| 500 | 280 / 28.5 | 250 / 25.5 | 180 / 18.3 | ||
Można zamówić śrubę oczkową i element dystansowy, aby umożliwiać zawieszenie urządzenia w celu użycia na linii produkcyjnej itp. Śruby czołowej nie można montować bez elementu dystansowego. Patrz rys. 3-2.
6. INSTRUKCJA OBSŁUGI
6.1 Panel sterowania znajdujący się z boku urządzenia służy do ustawiania głównych parametrów spawania. (Patrz rys. 5, po prawej)
1) CZAS SPAWANIA Przyciskiem (1) można zwiększyć lub zmniejszyć czas spawania w stosunku do ustawienia fabrycznego.
2) GRUBOŚĆ SPAWANIA. Za pomocą przycisku (2) wybierz grubość blachy do spawania.
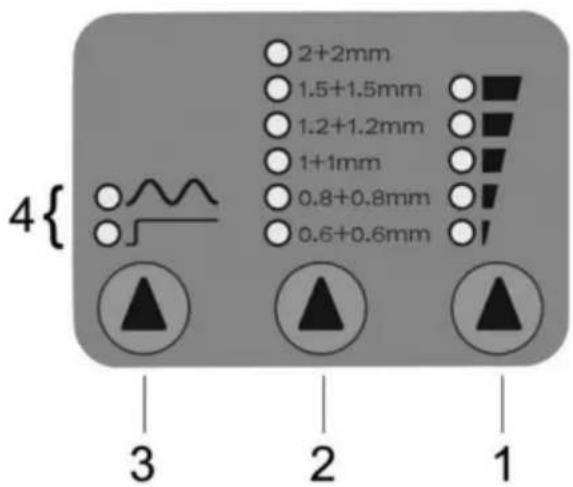
3) TRYB SPAWANIA Za pomocą przycisku (3) wybrać tryb spawania.
Normalne zgrzewanie punktowe. Wybiera dolna dioda LED sąsiadująca z symbolem linii prostej normalny tryb ciągłego spawania punktowego. Zgrzewanie punktowe impulsowe. Górna dioda dobiera pulsujący prąd spawania, co poprawia wydajność spawania blach o wysokich granicach plastyczności lub na arkuszach ze specjalnymi foliami ochronnymi. Pulsacja okres ustalany jest automatycznie i nie wymaga korekty.
6.2 Wskaźnik LED zabezpieczenia termostatycznego.
Gdy zgasną wszystkie diody LED na panelu sterowania oraz dwie diody LED trybu spawania (Patrz rys. 5-4) zacznie migać na przemian, co oznacza, że transformator jest włączony zaczyna się przegrzewać i zadziałał wyłącznik termiczny.
Przed ponowną próbą spawania poczekaj co najmniej 5 minut, aby spawarka ostygła.
6.3 PROCEDURA ZGRZEWANIA PUNKTOWEGO.
OSTRZEŻENIE! Upewnij się, że przeczytałeś i zrozumiałeś instrukcje bezpieczeństwa w sekcji 1.
Używaj spawacza w odpowiednim miejscu pracy. Utrzymuj obszar w czystości i porządku, wolny od niepowiązanych materiałów i zapewnić odpowiednie oświetlenie. Nie pozwalaj nieprzeszkolonych osób do obsługi spawacza.
6.3.1 Upewnij się, że jesteś w pełni przygotowany, a wszystkie elementy obrabiane są bezpiecznie zamocowane i przedstawiane jako gotowe do zgrzewania punktowego.
6.3.2 Upewnij się, że ramiona spawalnicze i elektrody są prawidłowo ustawione grubość, którą zamierzasz spawać. ( Patrz sekcje 5.1 i 5.2 )
6.3.3 Upewnij się, że siłę docisku ustawiłeś prawidłowo dla danej grubości zamierzasz spawać. (Patrz sekcja 5.3)
6.3.4 Włączyć zasilanie sieciowe.
6.3.5 Na modelu ustaw czas zgrzewania, grubość zgrzewania i tryb zgrzewania jako wymagane za pomocą panelu sterowania znajdującego się z boku urządzenia. ( Patrz sekcja 6.1 )
6.3.6 Manewruj urządzeniem tak, aby obrabiany przedmiot znalazł się pomiędzy ramionami. Pozwól na opuszczenie elektrodę do przyłożenia do spodniej strony spawanych blach.
Wciśnij dźwignię spawania, aż górna elektroda zetknie się z metalem.
Zatrzymaj się i sprawdź, czy elektrody są ustawione w miejscu, w którym wymagane jest spawanie. Gdy zadowolony, kontynuuj naciskanie dźwigni, aby zacisnąć arkusze razem, aż do dźwigni osiąga koniec ruchu i uruchamia mikroprzełącznik, który włącza prąd.
6.3.7 Nie zwalniaj natychmiast dźwigni zaciskowej, ale zatrzymaj się na kilka chwil Pierwszy. Dzięki temu spoina będzie miała lepsze właściwości mechaniczne.
6.3.8 Po zakończeniu wszystkich zgrzewów wyłączyć zasilanie sieciowe. Rozłączyć się urządzenie i wyczyść je. Przechowywać w suchym i bezpiecznym miejscu do następnego użycia. (Od czasu do czasu należy sprawdzić skuteczność zgrzein punktowych, aby upewnić się, że tak jest używając właściwych ustawień. Kiedy dwa zgrzane punktowo arkusze zostaną rozdzielone, obszar Sama zgrzeina punktowa nie powinna się rozerwać, ale powinna pozostać przymocowana do jednego z arkuszy wskazując, że spoina jest mocniejsza niż otaczający arkusz.)
7. KONSERWACJA
OSTRZEŻENIE: Przed przystąpieniem do wykonywania czynności należy odłączyć wtyczkę od źródła zasilania konserwacji lub serwisu.
7.1 Upewnij się, że spawarka i kabel są w dobrym stanie i działają.
7.2 Zalecamy regularne serwisowanie spawacza przez serwis autoryzowany agent serwisowy.
Podczas jakiejkolwiek kontroli wnętrza maszyny w celu naprawy lub czyszczenia należy przeprowadzić następujące kontrole.
7.2.1 Usunąć kurz i cząsteczki metalu osadzone na transformatorze i na nim ściany wewnętrzne itp., stosując strumień suchego, sprężonego powietrza (maks. 10bar). Nie kieruj strumień sprężonego powietrza na płytki elektroniczne; czyść je bardzo miękką gąbką w razie potrzeby wyszczotkować.
7.2.2 Sprawdź okablowanie pod kątem uszkodzeń izolacji lub poluzowanych / utlenionych połączeń.
7.2.3 Sprawdź dokręcenie śrub łączących element elastyczny z transformatorem i wsporników górnych ramion są dokręcone i nie ma na nich żadnych oznak utlenianie lub przegrzanie.
7.2.4 Wymienić lub naprawić uszkodzone części. Używaj wyłącznie zalecanych części.
Nieautoryzowane części mogą być niebezpieczne i spowodują unieważnienie gwarancji.
7.3 Aby uzyskać najlepszą i najbezpieczniejszą pracę, utrzymuj spawarkę w czystości. Nie czyścić woda, mocne rozpuszczalniki, rozcieńczalniki do farb lub benzyna.
7.4 Jeżeli wydajność spawania jest słaba, należy przeprowadzić poniższe kontrole wstępne.
7.4.1 Kiedy dźwignia spawania/zacisku jest wciśnięta, należy upewnić się, że czop na końcu uchwytu od spodu rzeczywiście dotyka i naciska mikroprzełącznik, włączając w ten sposób prąd spawania.
7.4.2 Sprawdź zabezpieczenie i stan zacisków i śrub uchwytu ramienia oraz zacisków i śrub elektrody. Jeśli są one luźne lub utlenione, wpływa to na wydajność spawacza.
7.4.3 Sprawdź, czy parametry spawania są prawidłowe pod względem czasu spawania, docisku elektrody i średnicy.
7.4.4 Jeżeli te kontrole nie ujawnią źródła problemu, oddaj spawacza do autoryzowanego serwisu
8. INSTRUKCJA OBSŁUGI
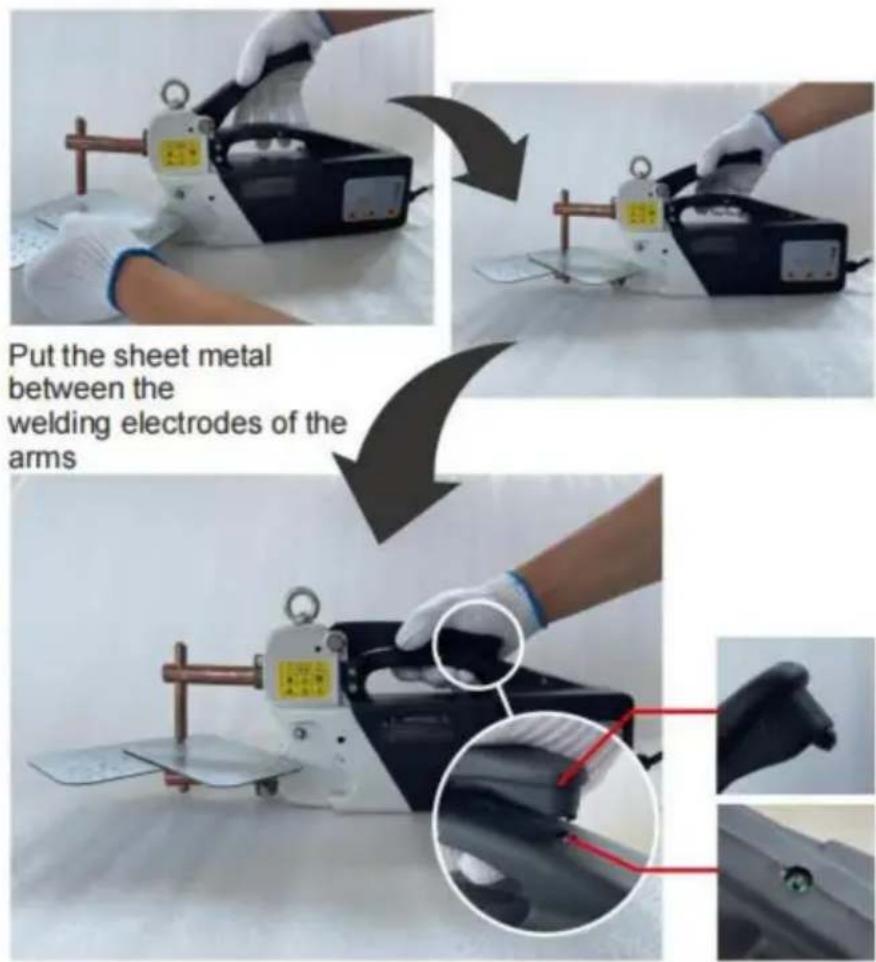
Naciśnij w dół uchwyt, aby elektrody spawalnicze zaciskają blachę
Użyj końcówki na uchwycie, aby aktywować spust
Naciśnij mocno uchwyt, aby aktywować spust spawania
Notatka:
- Termika będzie aktywna i przestanie działać, gdy transformator temperatura osiąga 95'C. Można go ponownie użyć 15-20 minut później.2. Proszę Podczas testowania maszyny należy używać blachy o grubości mniejszej niż 2 mm. Gdy grubość metalu przekracza 2 mm, nie może działać.
Wyprodukowano w Chinach
VEVOR®
TOUGH TOOLS, HALF PRICE
Wsparcie techniczne i certyfikat e-gwarancji




