
MMA-160 - Spawarka Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia MMA-160 Vevor w formacie PDF.

| Typ produktu | Spawarka elektrodowa (MMA) z funkcją Lift TIG |
| Marka | Vevor |
| Model | MMA-160 |
| Napięcie zasilania | 110 V / 220 V AC ±10% (automatyczny wybór) |
| Częstotliwość | 50 / 60 Hz |
| Moc wejściowa znamionowa | 5,87 kVA |
| Cykl pracy (przy 40°C) | 20% (2 minuty spawania, 8 minut przerwy) |
| Napięcie jałowe | 60 V |
| Maksymalny prąd wyjściowy | 160 A ±10 A (przy 220 V) |
| Zakres prądu (przy 110 V) | 30 – 120 A |
| Zakres prądu (przy 220 V) | 30 – 140 A (do 160 A maks) |
| Współczynnik mocy | 0,88 |
| Funkcje spawania | MMA (elektrodowa), Lift TIG (TIG z podnoszeniem) |
| Funkcje specjalne | VRD (redukcja napięcia jałowego), Hot Start (gorący start), Arc Force (siła łuku), Anti-stick (zapobieganie przywieraniu) |
| Wyświetlacz | Cyfrowy prąd spawania |
| Wskaźniki świetlne | Kontrolka usterki / przeciążenia termicznego, kontrolka VRD |
| Ustawienia | Wielofunkcyjne pokrętło z pamięcią |
| Złącza wyjściowe | Złącza DINSE ujemne (-) i dodatnie (+) |
| Ochrona termiczna | Automatyczne wyłączenie w przypadku przekroczenia cyklu pracy |
| Waga (szacunkowa) | Około 10 kg |
| Wymiary (dł. × szer. × wys.) szacunkowe | 40 × 20 × 30 cm |
| Konserwacja | Okresowe odkurzanie sprężonym powietrzem, sprawdzanie kabli |
| Bezpieczeństwo | Obowiązkowe uziemienie, nie używać na obwodzie GFCI, ochrona VRD |
| Gwarancja | Pomoc techniczna i elektroniczny certyfikat gwarancji na www.vevor.com/support |
Często zadawane pytania - MMA-160 Vevor
Pytania użytkowników dotyczące MMA-160 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję MMA-160 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. MMA-160 marki Vevor.
INSTRUKCJA OBSŁUGI MMA-160 Vevor
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
STICK SPAWACZ
Dotyczy modelu: MMA-140/MMA-160/MMA-200
Nadal dokł adamy wszelkich starań, aby zapewnić Państwu narzędzia w konkurencyjnej cenie. „Zaoszczędź o połowę”, „o połowę ceny” lub inne podobne wyrażenia używane przez nas przedstawiają jedynie szacunkową oszczędności, jaką możesz zyskać kupując u nas określone narzędzia w porównaniu z głównymi najlepszymi markami i niekoniecznie oznaczają uwzględnienie wszystkich kategorii oferowanych narzędzi przez nas. Przypominamy, aby podczas składania zamówienia u nas dokładnie sprawdzić, czy faktycznie oszczędzasz połowę w porównaniu z czołowymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
Spawacz kijowy

Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Zapraszamy do kontaktu z nami: Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
To jest oryginalna instrukcja. Przed przystąpieniem do obsługi prosimy o dokładne zapoznanie się ze wszystkimi instrukcjami. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu zależy od produktu, który otrzymałeś. Proszę wybaczyć nam, że nie będziemy ponownie informować Państwa, jeśli pojawią się jakieś aktualizacje technologii lub oprogramowania naszego produktu.
BEZPIECZEŃ STWO
Spawanie jest niebezpieczne i może spowodować obrażenia u Ciebie i innych osób, dlatego podczas spawania należy zachować dobrą ochronę. Aby zapobiec wypadkom, należy zapoznać się ze wskazówkami bezpieczeństwa producenta.
 | Przed przystąpieniem do obsługi maszyny wymagane jest profesjonalne szkolenie.Używaj materiałów spawalniczych do ochrony pracy autoryzowanych przez wydział nadzoru bezpieczeństwa narodowego.Operatorzy powinni posiadać ważne pozwolenia na pracę w zakresie spawania/cięcia metali. Odłącz zasilanie przed konserwacją lub naprawą. | |
 | Porażenie prądem może spowodować poważne obrażenia lub nawet śmierć.Zainstaluj urządzenia uziemiające zgodnie z zaleceniami użytkowni specyfikacja.Nigdy nie dotykaj części pod napięciem gołą skórą lub mając na sobie mokre rękawiczki/ubranie. Upewnij się, że jesteś odizolowany od podłoża i przedmiotu obrabianego.Upewnij się, że Twoja pozycja pracy jest bezpieczna. | |
 | Dym i gaz mogą być szkodliwe dla zdrowia. Trzymaj głowę z dala od dymu i gazu, aby uniknąć wdychania gazów spalinowych podczas spawania. Podczas spawania należy zapewnić dobrą wentylację środowiska pracy za pomocą urządzeń wyciągowych lub wentylacyjnych. | |
 | Promieniowanie łuku może uszkodzić oczy lub poparzyć skórę. Noś odpowiednie maski spawalnicze i odzież ochronną, aby chronić oczy i ciało. Używaj odpowiednich masek lub zasłon, aby chronić widzów przed obrażeniami. | |
 | Nieprawidłowa obsługa może spowodować pożar lub eksplozja.Iskry spawalnicze mogą spowodować pożar, dlatego prosimy sprawdzić, czy nie ma materiałów palnychw pobliżu i zwracać uwagę na ryzyko pożaru.W pobliżu powinna znajdować się gaśnica oraz powinna być używana przez przeszkoloną osobę.Nie spawaj w ograniczonej przestrzeni.Nie używaj tego urządzenia do rozmrażania rur. | |
 | Gorący przedmiot obrabiany może spowodować poważne oparzenia.Nie dotykaj gorącego przedmiotu gołymi rękami.Podczas ciągłego użytkowania wymagane jest chł odzenie palnik spawalniczy. | |
 | Pola magnetyczne wpływają na rozrusznik serca.Użytkownicy rozruszników serca powinni trzymać się z daleka miejsce spawania przed konsultacją lekarską. | |
 | Proszę zwrócić się o profesjonalną pomoc, gdy napotykając awarię maszyny.Zapoznaj się z odpowiednią treścią tej instrukcji, jeśli napotkasz jakiekolwiek trudności w instalacji i działanie.Skontaktuj się z centrum serwisowym swojego dostawcy szukaj profesjonalnej pomocy, jeśli nie do końca zrozumieć instrukcję lub rozwiązać problem zgodnie z instrukcją. | |
 | PRAWIDŁOWA UTYLIZACJA w celu ekspozycji.Ten produkt podlega przepisomDyrektywa Europejska 2012/19/UE. Symbol przekreślonego kosza na śmieci oznacza, że produkt wymaga selektywnej zbiórki śmieci na terenie Unii Europejskiej.Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych jako takie nie można wyrzucać razem ze zwykłymi odpadami domowym lecz należy je przekazać do punktu zbiórki urządzeń elektrycznych i elektronicznych przeznaczonego do recyklingu. | |
KRÓTKIE WPROWADZENIE ZASAD
W spawarce zastosowano zaawansowaną technologię inwerterową prostownik. Pojawienie się urządzeń do spawania łukowego z inwerterem wynika z pojawienia się teorii i urządzeń mocy inwertorowej. Inwerterowy zasilacz do spawania łukowego wykorzystuje urządzenie o dużej mocy z lampą polową MOSFET/pojedynczą rurą/modułem IGBT. Energia elektryczna o częstotliwości sieciowej 50/60 Hz jest przekształ cana na wysoką częstotliwość (18-100 KHZ powyżej), a następnie prostownik obniżający napięcie poprzez technologia modulacji szerokości impulsu (PWM) generuje źródło prądu stałego o dużej mocy, waga głównego transformatora, głośność jest znacznie zmniejszona, wydajność wzrasta o ponad 30%. Pojawienie się spawarki inwertorowej jest przez ekspertów chwalone jako rewolucja w branży spawalniczej.
Ręczna spawarka łukowa może zapewnić mocniejszy, bardziej skoncentrowany i stabilny łuk w przejściu kropli zwarcia. Elektroda i przedmiot obrabiany reagują szybko po zwarciu. Dodatkowo zasilacz tego typu może być wyposażony w urządzenie do regulacji łuku, co powoduje, że spawarka może być zaprojektowana z różnymi charakterystykami dynamicznymi. Charakterystykę dynamiczną można regulować, aby łuk był bardziej miękki lub twardszy.
Seria ręcznych spawarek łukowych charakteryzuje się: wysoką wydajnością, oszczędnością energii, lekkością, dobrymi właściwościami dynamicznymi, stabilnością łuku i łatwą kontrolą pul roztworów. Powszechnie stosowane są wysokie napięcie bez obciążenia i lepsza kompensacja ciągu energetycznego. Może spawać stal nierdzewną, stal stopową, stal węglową, miedź i inne metale nieżelazne. W spawarce można stosować elektrody o różnych specyfikacjach i materiałach, w tym elektrody kwasowe, zasadowe i celulozowe, które można stosować do prac lotniczych, prac w terenie oraz dekoracji wnętrz i na zewnątrz. W porównaniu z podobnymi produktami w kraju i za granicą charakteryzuje się niewielkimi rozmiarami, lekkością, prostą instalacją, łatwą obsługą i tak dalej.
INSTALACJA
Główny parametr
| PRZEDMIOT | MMA-140 | |
| MocNapięcie (V) | AC 110 V ±10% | AC 220V ±10% |
| Częstotliwość (HZ) | 50 Hz-60 Hz | 50 Hz-60 Hz |
| Wejście znamionowemoc (KVA) | 4,98 | 4,98 |
| Cykl pracy (40 °C) | 15%/40 °C | 15%/40 °C |
| Brak napięcia obciążenia (V) | 60 V | 60 V |
| Prąd wyjściowy (A) | 140A ±10A | 140A ±10A |
| Współ czynnik mocy | 0,88 | 0,88 |
INSTALACJA
Główny parametr
| PRZEDMIOT | MMA-160 | |
| MocNapięcie (V) | AC 110 V/220 V ±10% | AC 220V ±10% |
| Częstotliwość (HZ) | 50 Hz-60 Hz | 50 Hz-60 Hz |
| Wejście znamionowemoc (KVA) | 5,87 | 5,87 |
| Cykl pracy (40 °C) | 20%/40 °C | 20%/40 °C |
| Brak napięcia obciążenia (V) | 60 V | 60 V |
| Prąd wyjściowy (A) | 160A ±10A | 160A ±10A |
| Współ czynnik mocy | 0,88 | 0,88 |
INSTALACJA
Główny parametr
| PRZEDMIOT | MMA-200 | |
| MocNapięcie (V) | AC 110 V/220 V ±10% | AC 220V ±10% |
| Częstotliwość (HZ) | 50 Hz-60 Hz | 50 Hz-60 Hz |
| Wejście znamionowemoc (KVA) | 7,78 | 7,78 |
| Cykl pracy (40 °C) | 20%/40 °C | 20%/40 °C |
| Brak napięcia obciążenia (V) | 60 V | 60 V |
| Prąd wyjściowy (A) | 200A ±10A | 200A ±10A |
| Współ czynnik mocy | 0,88 | 0,88 |
Opis panelu sterowania
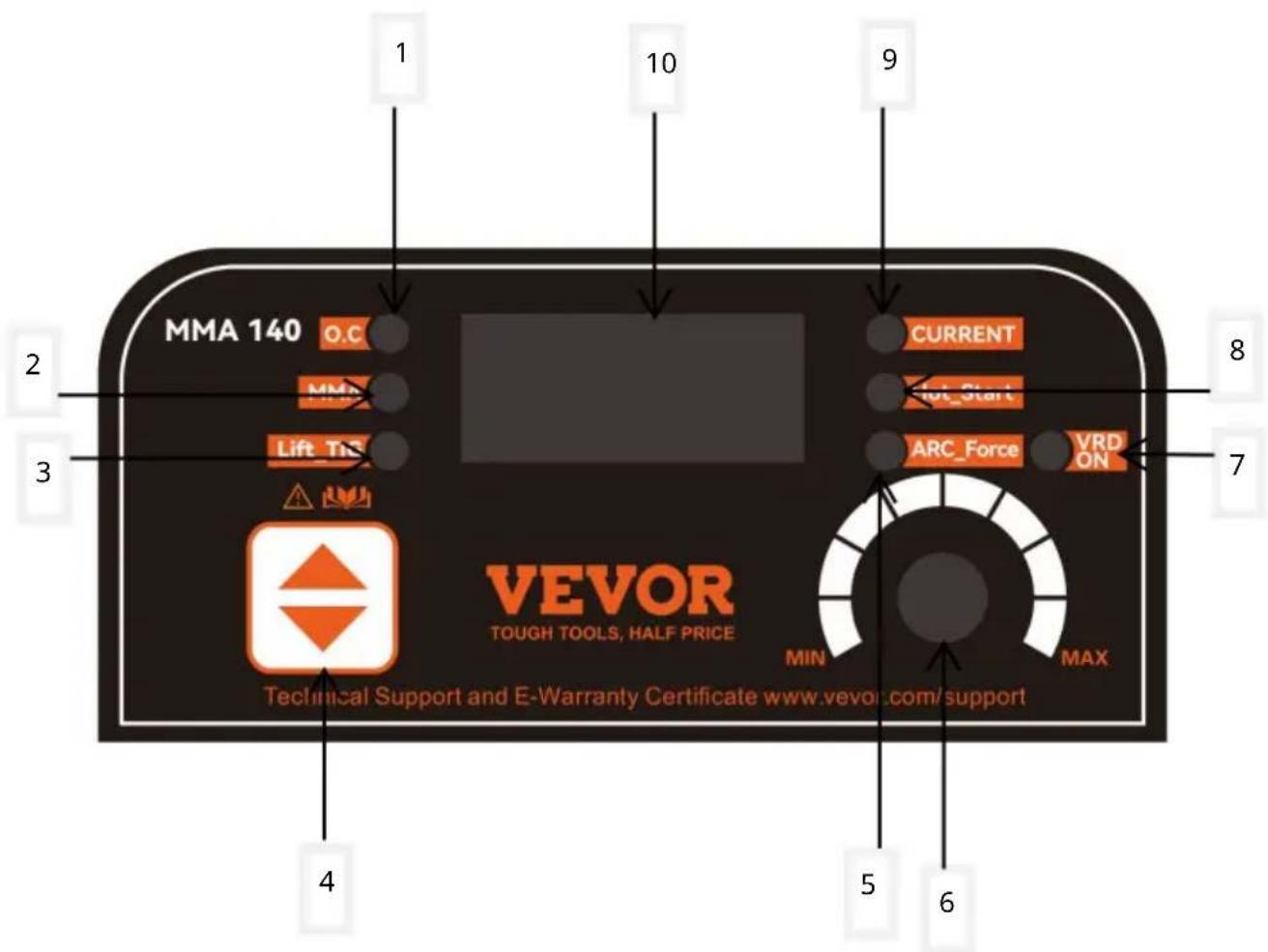
Uwaga: Powyższe obrazy mają wyłącznie charakter poglądowy
| Numer | Wyjaśnij |
| 1 | Nieprawidłowa kontrolka |
| 2 | Lampka kontrolna stanu spawania ręcznego |
| 3 | Spawanie łukiem kontaktowym argonem |
| 4 | Przełącz klawisze funkcyjne, naciśnij krótko, aby przełączyć pomiędzy spawaniem ręcznym a łukiem argonowym spawalniczy |
| 5 | Ciąg (odnosi się do siły spawania generowanej przez spawarkęparametry takie jak prąd wyjściowy, napięcie i moc podczas spawania) |
| 6 | Krótko naciśnij pokrętło parametrów, aby przełączyć, obróć, aby dostosować rozmiar |
| 7 | Kontrolka przeciwporażeniowa (gdy włączona jest funkcja VRD, napięcie jałowe spawarki zwykle nie przekracza 20 V, co ułatwia wykonywanie prac spawalniczych w wilgotnym lub innym środowisku narażonym na porażenie prądem, a tym samym znacznie zmniejszenie ryzyka porażenia prądem elektrycznym personelu spawającego).Jednocześnie naciśnij przycisk funkcyjny i pokrętło parametrów, a lampka kontrolna zaświeci się, gdy VRD będzie włączone i wyłączone, gdy VRD będzie wyłączone |
| 8 | Zajarzanie łuku termicznego (poprzez zwiększenie dł ugości i wytrzymałości łuku, zwiększenie temperatury i ciepła łuku, przyspieszenie topienia przedmiotu obrabianego i elektrody, a tym samym poprawę szybkości i jakości spawania) |
| 9 | Kontrolka regulacji prądu |
| 10 | Bieżący wyświetlacz |
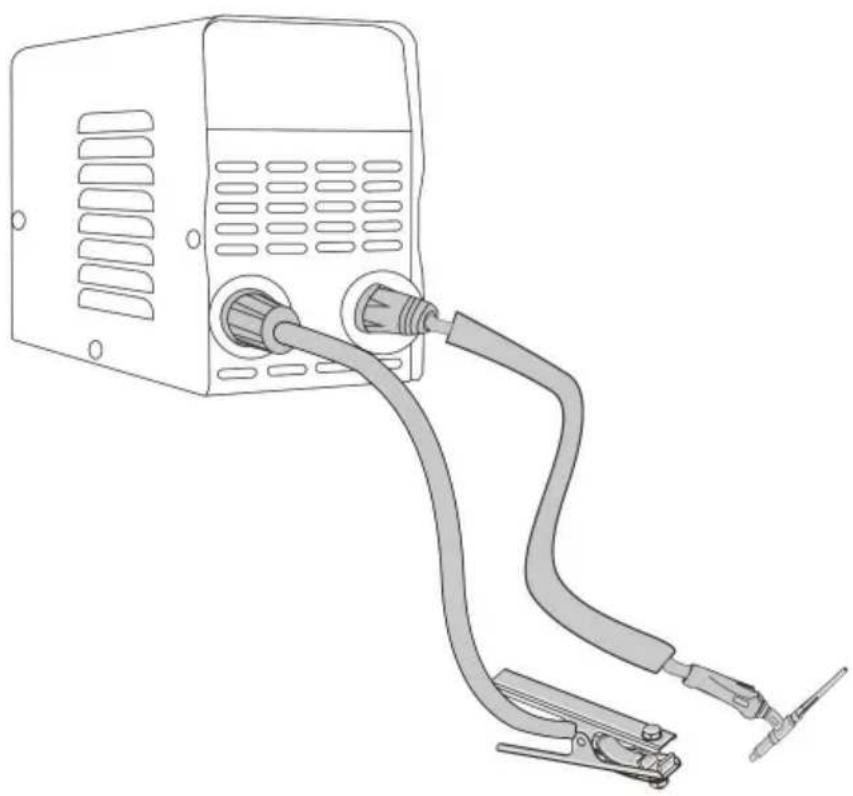
Schemat funkcjonalny
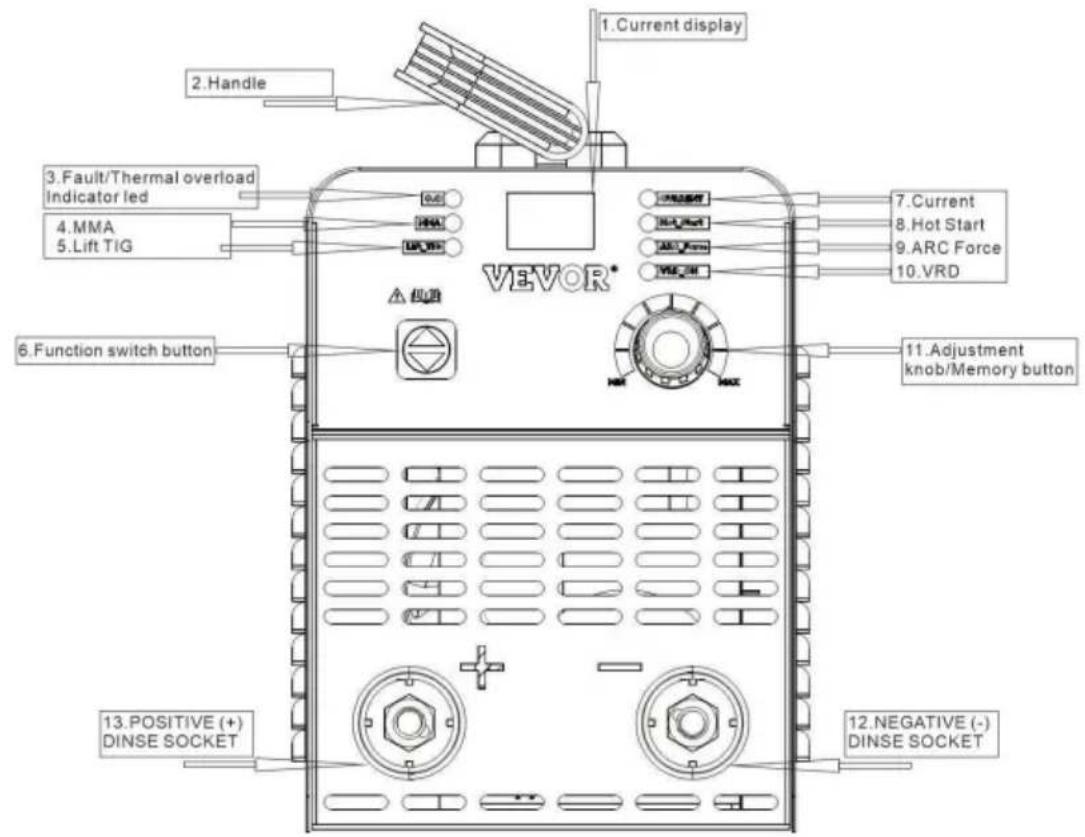
Instalacja MMA
Schemat instalacji i podłączenia
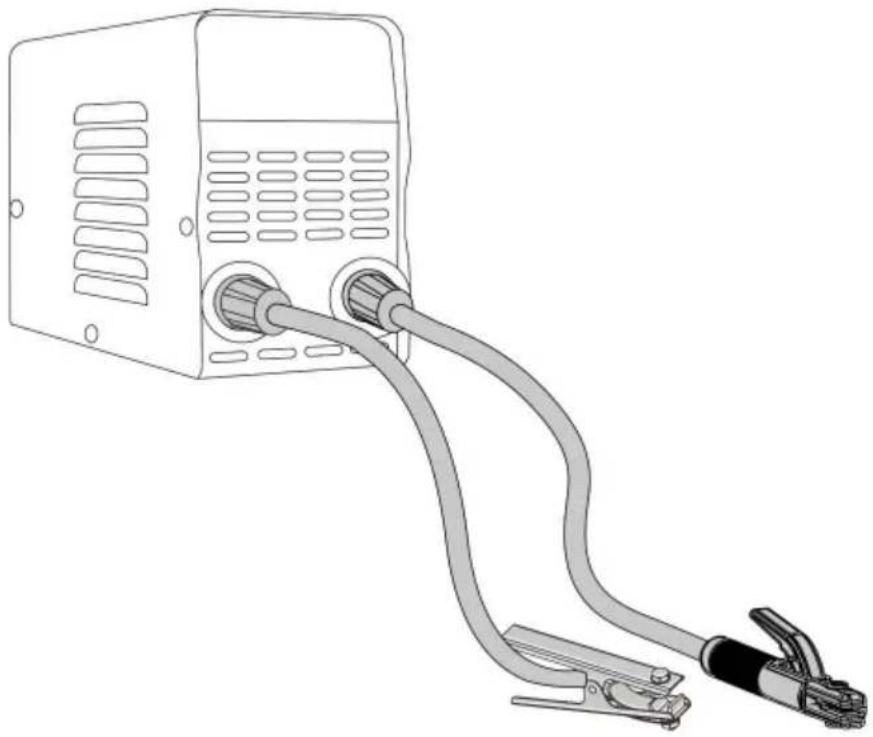
Schemat instalacji i podłączenia
NASTĘPUJĄCE WYTYCZNE: • W miejscach
wolnych od wilgoci i kurzu; • Na obszarach o temperaturze
otoczenia od 14 °F do 104 °F; • W obszarach wolnych od oleju, pary i gazów korozyjnych. • W
obszarach nie narażonych na nietypowe wibracje lub wstrząsy; • W obszarach
nie narażonych na bezpośrednie działanie promieni słonecznych lub deszczu; • Umieść
urządzenie w odległości 12 cali lub większej od ścian lub podobnych
przeszkód, które mogłyby ograniczać naturalny przepływ powietrza w celu chłodzenia.
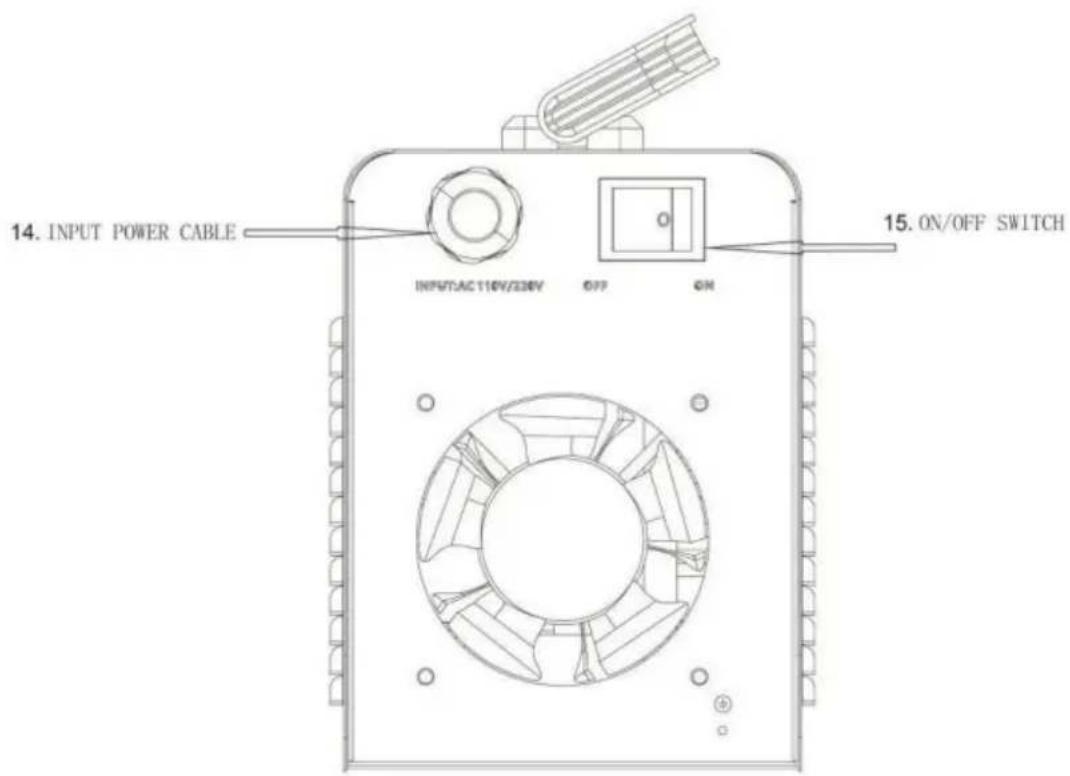
Podłączenie źródła zasilania Przed
wykonaniem podłączenia elektrycznego należy upewnić się, że PRZEŁĄCZNIK WŁ./WYŁ. jest
wyłączony. Napięcie i częstotliwość zasilania dostępne na miejscu są podane na tabliczce znamionowej spawarki.
Główne napięcie zasilania powinno mieścić się w granicach ±10% znamionowego napięcia głównego zasilania.
Zbyt niskie napięcie zasilania może powodować słabą wydajność spawania. Zbyt wysokie napięcie zasilania
spowoduje przegrzanie podzespołów i prawdopodobnie awarię. Gniazdo spawalnicze musi być: •
Prawidłowo zainstalowane, jeśli to konieczne, przez wykwalifikowanego elektryka. • Prawidłowo
uziemione (elektrycznie) zgodnie z przepisami krajowymi i lokalnymi. • Podłączone do
obwodu elektrycznego o znamionowym natężeniu prądu zgodnym z tabliczką znamionową spawacza.
Jeśli nie masz pewności co do którego kolwiek z powyższych punktów, przed użyciem spawarki zleć sprawdzenie gniazdka wykwalifikowanemu elektrykowi.
UWAGA: •
Okresowo sprawdzaj KABEL ZASILANIA WEJŚCIOWEGO pod kątem pęknięć lub odstoniętych
przewodów. Jeśli nie jest w dobrym stanie, oddaj go do naprawy do centrum serwisowego. • Nie odcinaj bolca
uziemiającego, nie modyfikuj wtyczki w żaden sposób i nie używaj żadnych adapterów pomiędzy
WEJŚCIOWYM KABELEM ZASILANIA spawacza a
gniazdkiem źródła prądu. • Nie ciągnij gwał townie ZA KABEL ZASILAJĄCY, aby odłączyć go od
gniazdka elektrycznego. • Nie kładź żadnych materiałów ani narzędzi na WEJŚCIOWYM KABLU ZASILAJĄCYM.
KABEL ZASILANIA
WEJŚCIOWEGO może zostać uszkodzony i spowodować porażenie prądem. • Trzymaj KABEL ZASILAJĄCY z dala od źródeł ciepła, olejów, rozpuszczalników lub ostrych
krawędzi.
- Nie używaj tej spawarki w obwodzie z wyłącznikiem ziemnozwarciowym (GFCI). GFC są wyzwalane przez łuki spawalnicze, a prace spawalnicze będą regularnie przerywane.
Generatory
Spawarkę można zasilać z generatora prądu przemiennego. Upewnij się, że generator może dostarczać co najmniej 5000 watów ciągłej mocy wyjściowej.
Generator nie może być wyposażony w funkcję oszczędzania paliwa podczas pracy na biegu jałowym i musi mieć możliwość wyłączenia tej funkcji. Generator musi pracować z pełną prędkością przez cały czas, gdy spawarka jest do niego podłączona, w przeciwnym razie istnieje ryzyko uszkodzenia spawarki. Jakiekolwiek inne pobieranie mocy z generatora lub cokolwiek, co zmniejsza prędkość obrotową generatora, może spowodować uszkodzenie spawarki.
Przedłużacze Aby
zapewnić optymalną wydajność spawacza, nie należy używać przedłużacza, jeśli nie jest to absolutnie konieczne. Jeśli to konieczne, należy zachować ostrożność przy wyborze przedłużacza odpowiedniego do użytku z konkretną spawarką.
Wybierz odpowiednio uziemiony przedłużacz, który będzie podłączony bezpośrednio do gniazdka źródła prądu przemiennego i WEJŚCIOWEGO KABLA ZASILAJĄCEGO spawacza bez użycia adapterów. Upewnij się, że przedłużacz jest prawidłowo podłączony i w dobrym stanie elektrycznym. Przedłużacze muszą pasować do następujących wytycznych dotyczących rozmiaru przewodu: • Przewód #12 AWG lub większy. • Nie używaj przedłużacza o długości przekraczającej 25 stóp.
Wentylacja
Ponieważ wdychanie dymów spawalniczych może być szkodliwe, należy zapewnić skuteczną wentylację miejsca spawania.
Dodatkowe ostrzeżenia DLA
TWOJEGO BEZPIECZEŃSTWA, PRZED PODŁĄCZENIEM ŻRÓDŁA ZASILANIA DO LINII NALEŻY ŚCIŚLE PRZESTRZEGAĆ PONIŻSZYCH INSTRUKCJI: • Przed gniazdem głównym należy umieścić
odpowiedni dwubiegunowy wyłącznik.
Wyłącznik ten musi być wyposażony w bezpieczniki zwłoczne. •Podczas pracy w ograniczonej przestrzeni spawacz musi znajdować się poza obszarem spawania, a przewód uziemiający powinien być przymocowany do przedmiotu obrabianego. Nigdy nie pracuj w wilgotnych lub mokrych pomieszczeniach zamkniętych. • Nie używaj uszkodzonego KABLA ZASILANIA WEJŚCIOWEGO ani kabli spawalniczych. • Palnika spawalniczego/elektrody nie należy nigdy kierować w stronę operatora ani innych osób. • Spawarki nie wolno używać bez zamontowanych paneli. Ten
może spowodować poważne obrażenia operatora i uszkodzenie sprzętu.
DZIAŁANIE
Tabliczka z danymi wydajnościowymi i cyklem pracy
Na maszynie znajduje się tabliczka zawierająca wszystkie specyfikacje operacyjne nowego urządzenia. Numer seryjny produktu znajduje się również na tej tabliczce. Ocena cyklu pracy spawacza określa, jak długo operator może spawać oraz jak długo spawacz musi odpoczywać i stygnąć. Cykl pracy jest wyrażony jako procent 10 minut i reprezentuje maksymalny limit czasu spawania. Do chłodzenia wymagana jest pozostała część cyklu 10-minutowego. Na przykład spawacz ma znamionowy cykl pracy wynoszący 30% przy znamionowym natężeniu wyjściowym 90 A. Oznacza to, że ta maszyna może spawać przy natężeniu 90 A przez trzy (3) minuty, skracając czas do 10, a pozostałe siedem (7) minut wymaga chłodzenia. Cykl pracy nowej spawarki można znaleźć na tabliczce znamionowej przymocowanej do urządzenia.
Wewnętrzne zabezpieczenie termiczne
System zabezpieczenia termicznego włączy się, wyłączając całą moc spawalniczą w przypadku przekroczenia cyklu pracy spawacza. Po ochłodzeniu zabezpieczenie termiczne zostanie automatycznie zresetowane i funkcje spawania zostaną wznowione. Jest to normalne i automatyczne zachowanie urządzenia. Na tym etapie nie jest wymagane żadne działanie użytkownika. Należy jednak odczekać co najmniej dziesięć minut po włączeniu zabezpieczenia termicznego przed wznowieniem spawania. Należy to zrobić, nawet jeśli zabezpieczenie termiczne zresetuje się przed upływem dziesięciu minut, w przeciwnym razie wydajność cyklu pracy może być niższa niż określona.
UWAGA: NIE NALEŻY REGULARNIE PRZEKRACZAĆ CYKLU PRACY LUB MOŻE SPOWODOWAĆ USZKODZENIE SPAWACZA
Przygotowanie do spawania
Ważnym czynnikiem wpływającym na wykonanie zadowalającej spoiny jest przygotowanie.
Obejmuje to badanie procesu i sprzętu oraz ćwiczenie spawania przed próbą spawania gotowego produktu. Dla operatora należy przygotować zorganizowane, bezpieczne, ergonomiczne, wygodne i dobrze oświetlone miejsce pracy.
Miejsce pracy powinno być szczególnie wolne od wszelkich materiałów łatwopalnych, a gaśnica i wiadro piasku powinny być dostępne.
Aby właściwie przygotować się do spawania nową spawarką, należy: • Zapoznać się ze wskazówkami bezpieczeństwa zamieszczonymi na początku niniejszej instrukcji.
- Przygotuj zorganizowane, dobrze oświetlone miejsce
pracy. • Zapewnij ochronę oczu i skóry operatora i osób postronnych. • Przymocuj zacisk uziemiający do gołego metalu, który ma być spawany, zapewniając dobry kontakt.
Podłącz maszynę do odpowiedniego gniazdka.
Całkowicie otwórz zawór butli z gazem. Ustawić regulator ciśnienia gazu na prawidłowe natężenie przepływu.
Funkcja MMA: Wybierz MMA za pomocą przycisku w góre i w dół.
- W MMA: można wybrać opcję Current/Hot Start/Arc Force.
Po wybraniu wyreguluj bezpośrednio pokrętło, aby dostosować każdy parametr funkcji; po regulacji naciśnij raz pokrętło, aby zapisać i przejść do kolejnej regulacji parametrów funkcji. Po regulacji 5S automatycznie zapisuje i wychodzi do Bieżącego.
- Prąd: @110V, regulacja 30-120A; @220V, regulacja 30-140A Gorący start:
Nał ożona
wartość prądu (nieprzekraczająca prądu maksymalnego), 0-100A Arc Force: nałożona wartość prądu
(nieprzekraczająca prądu maksymalnego), 0-100A 3. W trybie MMA naciśnij i przytrzymaj przycisk pokrętło dla
5S, aby przełączyć Vrd.
- Anti-stick: automatyczny, nie wymaga obsługi 5.
Kwasowy pręt spawalniczy: szczypce spawalnicze do podłączenia elektrody dodatniej / zaciski drutu uziemiającego ujemnego
Pręt spawalniczy alkaliczny: Szczypce spawalnicze ujemne / zaciski uziemiające dodatnie
Spawanie łukiem
elektrycznym 1. Gatunek i średnica pręta spawalniczego. Zależy to głównie od rodzaju materiału, grubości spoiny, kształtu pozycji spoiny złącza, parametrów spoiny i innych czynników. Zależność między średnicą
elektrody spawalniczej i grubości blachy jest następująca.
| GrubośtspawaneCzęści ( ) | 4 | 4 ~ 8 | 8 | 12 | > 12 |
| ŚrednicaSpawalniczyElektroda(φ ) | 3,5 | f3 ~ 4 | 4 | 5 | f5 ~ 6 |
- Prąd spawania: Prąd spawania zależy od elektrody,
średnica elektrody, grubość spawanych części i rodzaj spoiny
pozycja. Inne czynniki, które należy wziąć pod uwagę, to spawanie stali konstrukcyjnej
pozycje spawania pł askiego elektrody i prąd spawania w oparciu o
zgodnie ze wzorem empirycznym do selekcji pierwotnej.
K = identyfikator
I – Prąd spawania K – Współ czynnik empiryczny d – Średnica
Elektroda spawalnicza
Zależność pomiędzy empirycznym współ czynnikiem prądu spawania i średnica elektrody spawalniczej.
| ŚrednicaSpawalniczyElektroda( ) | f1.6 | 2 2,5 | f3 ~ 4 | 4 6 |
| EmpirycznyWspół czynnikA/mm | 20 ~ 25 | 25 ~ 30 | 30 ~ 40 | 40 ~ 50 |
Prąd spawania pionowego, spawania poziomego i spawania nad głową powinna być 10 \~ 20% mniejsza niż w przypadku spawania pł askiego. Prąd filetu spawanie powinno być 10 \~ 20% większe niż spawanie pł askie. Do stali stopowej elektrody, elektrody ze stali nierdzewnej, ze względu na dużą rozszerzalność cieplną współ czynnik oporu, jeśli prąd jest wysoki, drut spawalniczy jest podatny
zaczerwienienie w procesie spawania i odpadanie naskórka topnika, wpływające na jakości spawania.
3. Sposób podłączenia wyjścia spawalniczego
W przypadku baterii alkalicznych należy zastosować metodę odwrotnego podłączenia prądu stałego spawanie elektrodowe.
Podczas spawania elektrodą kwasową należy stosować metodę połączenia dodatniego DC.
KONSERWACJA I SERWIS
Konserwacja ogólna Niniejsza
spawarka została zaprojektowana tak, aby wymagała minimalnej obsługi serwisowej, pod warunkiem wykonania kilku prostych kroków w celu prawidłowej konserwacji.
- Wymień KABEL ZASILANIA WEJŚCIOWEGO, kabaliemiający, zacisk uziemiający lub kabel palnika/elektrody, jeśli jest uszkodzony lub zużyty.
- Unikaj kierowania cząstek ściernych w stronę spawacza. Te przewodzące cząstki mogą gromadzić się wewnątrz urządzenia i powodować poważne uszkodzenia.
- Okresowo czyść spawarkę z kurzu, brudu i tł uszczu. Co sześć miesięcy lub w razie potrzeby zdejmij panele boczne ze spawarki i użyj sprężonego powietrza, aby wydmuchać kurz i brud, który mógł zgromadzić się wewnątrz spawarki.
OSTRZEŻENIE: ODŁĄCZ OD ŻRÓDŁA ZASILANIA PODCZAS WYKONYWANIA TEJ OPERACJI.
- Okresowo sprawdzaj wszystkie kable. Muszą być w dobrym stanie i nie mogą być popękane.
OSTRZEŻENIE: PORAŻENIE PRĄDEM MOŻE ŚMIEĆ! Należy pamiętać o PRZEŁĄCZNIKU WŁ./WYŁ. Wyłącznik OFF nie odłącza zasilania od wszystkich wewnętrznych obwodów spawarki. Aby zmniejszyć ryzyko porażenia prądem, zawsze odłączaj spawarkę od źródła prądu przemiennego i odczekaj kilka minut, aż energia elektryczna się rozładuje, zanim zdejmiesz panele boczne.
ROZWIĄZYWANIE PROBLEMÓW
Poniżej znajduje się tabela rozwiązywania problemów, która pomoże Ci określić możliwe rozwiązanie problemu ze spawarką.
Tabela ta nie przedstawia wszystkich możliwych rozwiązań, a jedynie te możliwości, które są uważane za prawdopodobne typowe usterki.
| PROBLEM | MOŻLIWA PRZYCZYNA | MOŻLIWE ROZWIĄZANIE |
| Żadna dioda WSKAŹNIKA nie świeci się i na spawarce nic nie działa. | Maszyna nie jest włączona. | Włącz maszynę za pomocą WŁĄCZNIKA/WYŁĄCZNIKA. |
| Brak zasilania wejściowego. | Upewnij się, że maszyna jest podłączona do prądu.Sprawdź, czy wyłącznik automatyczny nie został uruchomiony. W razie potrzeby zresetuj.Sprawdź moc wyjściową z gniazdka.Nie używaj urządzenia podłączonego do gniazdka GFI. | |
| WSKAŹNIKI LED świecą się, a spawarka nie dostarcza zasilania. | Przekroczony cykl pracy; włączone zabezpieczenie termiczne. | Pozwój spawarce ostygnąć co najmniej 10 minut przy włączonej maszynie (przestrzegaj i utrzymuj prawidłowy cykl pracy). Dioda LED AWARII/WSKAŹNIKA PRZECIĄŻENIA TERMICZNEGO powinna zgasnąć po ostygnięciu urządzenia. Sprawdź, czy niema przeszkód blokujących |
| Niewystarczający przepływ powietrza powodujący przegrzanie maszyny przed osiągnięciem cykłu pracy. | przepływ powietrza i upewnij się, że pomiędzy nimi jest 12 cali prześwitu. wszelkich przeszkód i otworów wentylacyjnych ze wszystkich stron maszyny. | |
| Nieprawidłowe napięcie dostarczane do spawarki. | Sprawdź napięcie w swoim gniazdku. Jeżeli wynosi ono o 10% więcej lub mniej niż 120 V, należy wezwać wykwalifikowanego elektryka. | |
| Niska wydajność lub spoina niepenetrująca. | Zbyt dł ugi lub niewłaściwy przedłużacz. | Użyj odpowiedniego przedłużacza (przewód nr 12 AWG lub cięższy, nie dłuższy niż 25 stóp). |
| Słabe połączenie z masą lub połączenie palnika z elektrodą. | Zmień położenie zacisku i sprawdź połączenie kabla z zaciskiem.Sprawdź połączenie kabla uziemiającego, palnika lub uchwytu elektrody. Zleś | |
| Moc wejściowa za niska. | wykwalifikowanemu elektrykowi sprawdzenie napięcia w gniazdku. Jeśli napięcie jest odpowiednie, sprawdź, czy okablowanie obwodu jest wystarczające dla 40 A. | |
| Zaciskuziemiający, kabeluziemiający i/lubkabel spawalniczynagrzewają się. | Złe uziemienie lub luźne połączenie z masą. | Sprawdź połączenie kabla uziemiającego,palnika lub uchwytu elektrody.Sprawdź podłączenie kablauziemiającego do zacisku uziemiającego.W razie potrzeby dokręćpołączenie kabla do zacisku uziemiającego.Upewnij się, że połączenie międzyzaciskiem uziemiającym a przedmiotemobrabianym jest dobre i wykonane na czystym,gołym (nie pomalowanym anizardzewiałym) metalu. |
| Częste wyłączaniewyłącznika automatycznego. | Maszyna nie jest jedynym elementemwyposażenia elektrycznego w obwodzie. | Upewnij się, że spawarka jest podłączona dededykowanego obwodu lub jest jedyną rzecząpodłączoną do obwodu. |
| Bezpiecznik automatycznyjest nieprawidłowy/niewystarczającydo użycia z tym urządzeniem. | Sprawdź, czy wyłącznik automatycznyobwodu jest wyłącznikiem zwł ocznym. Jeślitak nie jest, zleć montaż odpowiednichwyłączników wykwalifikowanemu elektrykowi. | |
| Zła jakości spawów. | Niewystarczająca ilość gazu w miejscu spawania. | Sprawdź, czy gaz nie jest wydmuchiwanyprzez przeciągi, a jeśli tak, przejdź dobardziej osł oniętego miejsca spawania.Jeśli nie, sprawdź zawartość butli zgazem, manometr,ustawienieregulatora i działanie zaworu gazowego. |
| Zardzewiały, malowany, zaolejony lub załłuszczonyprzedmiot obrabiany. | Upewnij się, że obrabiany przedmiot jestczysty i suchy. | |
| Słabe połączenie z masą lub połączeniepalnika z elektrodą. | Sprawdź połączeniezacisku uziemiającego/przedmiotu obrabianego iwszystkie połączenia z maszyną. | |
| Trudny łukpoczątek. | Natężenie prądu jest zbyt niskie. | Zwiększ ustawienie natężenia. |
| Łukwędruje (TIG). | Wolfram jest za duży. | Użyj mniejszego wolframu. |
VEVOR®
TOUGH TOOLS, HALF PRICE
Wsparcie techniczne i certyfikat e-gwarancji




