
MMA-160 - Poste à souder Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil MMA-160 Vevor au format PDF.

| Type de produit | Poste à souder à bâton (MMA) avec fonction Lift TIG |
| Marque | Vevor |
| Modèle | MMA-160 |
| Tension d'alimentation | 110 V / 220 V CA ±10% (sélection automatique) |
| Fréquence | 50 / 60 Hz |
| Puissance d'entrée nominale | 5,87 kVA |
| Cycle de service (à 40°C) | 20 % (2 minutes de soudage, 8 minutes de repos) |
| Tension à vide | 60 V |
| Courant de sortie maximal | 160 A ±10 A (sous 220 V) |
| Plage de courant (sous 110 V) | 30 – 120 A |
| Plage de courant (sous 220 V) | 30 – 140 A (jusqu'à 160 A max) |
| Facteur de puissance | 0,88 |
| Fonctions de soudage | MMA (bâton), Lift TIG (TIG à soulever) |
| Fonctions spéciales | VRD (réduction de tension à vide), Hot Start (démarrage à chaud), Arc Force (force d'arc), Anti-stick (antiadhésif) |
| Affichage | Numérique du courant de soudage |
| Indicateurs lumineux | Voyant de défaut / surcharge thermique, voyant VRD |
| Réglages | Bouton rotatif multifonction avec mémorisation |
| Raccords de sortie | Connecteurs DINSE négatif (-) et positif (+) |
| Protection thermique | Arrêt automatique en cas de dépassement du cycle de service |
| Poids (estimé) | Environ 10 kg |
| Dimensions (L × l × h) estimées | 40 × 20 × 30 cm |
| Entretien | Dépoussiérage périodique à l'air comprimé, vérification des câbles |
| Sécurité | Mise à la terre obligatoire, ne pas utiliser sur circuit GFCI, protection VRD |
| Garantie | Assistance technique et certificat de garantie électronique sur www.vevor.com/support |
FOIRE AUX QUESTIONS - MMA-160 Vevor
Questions des utilisateurs sur MMA-160 Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice MMA-160 - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil MMA-160 de la marque Vevor.
MODE D'EMPLOI MMA-160 Vevor
Assistance technique et certificat de garantie électronique www.vevor.com/support
BÂTON SOUDEUR
Modèle Applicable: MMA-140/MMA-160/MMA-200
Nous continuons à nous engager à vous fournir des outils à des prix compétitifs.
"Économisez la moitié", "Moitié prix" ou toute autre expression similaire que nous utilisons ne représente qu'une estimation des économies dont vous pourriez bénéficier en achetant certains outils chez nous par rapport aux grandes marques et ne signifie pas nécessairement couvrir toutes les catégories d'outils proposés. par nous.
Nous vous rappelons de bien vouloir vérifier attentivement lorsque vous passez une commande chez nous si vous économisez réellement la moitié par rapport aux grandes marques.
VEVOR®
TOUGH TOOLS, HALF PRICE
Soudeur à bâton

Vous avez des questions sur les produits ? Besoin d'une assistance technique ? N'hésitez pas à nous contacter : Assistance technique et certificat de garantie électronique
Il s'agit des instructions originales, veuillez lire attentivement toutes les instructions du manuel avant de l'utiliser. VEVOR se réserve une interprétation claire de notre manuel d'utilisation. L'apparence du produit dépend du produit que vous avez reçu. Veuillez nous pardonner que nous ne vous informerons plus s'il y a des mises à jour technologiques ou logicielles sur notre
SÉCURITÉ
Le soudage est dangereux et peut causer des dommages à vous-même et à autrui, alors prenez une bonne protection lors du soudage. Veuillez vous référer aux consignes de sécurité du fabricant pour la prévention des accidents.
 | Une formation professionnelle est nécessaire avant d'utiliser la machine. Utilisezdes fournitures de soudage pour la protection du travail autorisées par le département de surveillance de la sécurité nationale.Les opérateurs doivent avoir un permis de travail valide pour les opérations de soudage/coupage de métaux.Coupez l'alimentation avant l'entretien ou la réparation. | |
 | Un choc électrique peut entraîner des blessures graves, voire la mort.Installerdes dispositifs de mise à la terre selon les spécifications de l'utilisateur. spécification.Ne touchez jamais les pièces sous tension avec la peau nue ou en portant des gants/vêtements mouillés.Assurez-vous que vous êtes isolé du sol et de la pièce à travailler.Assurez-vous que votre position de travail est sûre. | |
 | La fumée et les gaz peuvent être nocifs pour la santé.Gardez la tête éloignée de la fumée et des gaz pour éviter l'inhalation des gaz d'échappement pendant le soudage.Gardezl'environnement de travail bien ventilé avec un équipement d'échappement ou de ventilation lors du soudage. | |
 | Le rayonnement de l'arc peut endommager les yeux ou brûler la peau. Portez des masques de soudage appropriés et des vêtements de protection pour protéger vos yeux et votre corps. Utilisez des masques ou des écrans appropriés pour protéger les spectateurs. | |
 | Une mauvaise utilisation peut provoquer un incendie ou explosion.Les étincelles de soudage peuvent provoquer un incendie, veuillez donc vérifiez qu'aucun matériau combustible n'est à proximité et faites attention aux risques d'incendie.Un extincteur doit être gardé à proximité et il doit être utilisé par une personne formée.Ne soudez pas dans un espace confiné.N'utilisez pas cette machine pour décongeler des tuyaux. | |
 | La pièce chaude peut provoquer de graves brûlures.Ne touchez pas la pièce chaude à mains nues.Le refroidissement est nécessaire lors d'une utilisation continue de la torche de soudage. | |
 | Les champs magnétiques affectent le stimulateur cardiaque.Les utilisateurs de stimulateurs cardiaques doivent rester à l'écart la zone de soudure avant une consultation médicale. | |
 | Veuillez demander l'aide d'un professionnel lorsque rencontrer une panne de machine.Reportez-vous au contenu pertinent de ce manuel si vous rencontrez des difficultés d'installation et le fonctionnement.Contactez le centre de service de votre fournisseur pour demandez l'aide d'un professionnel si vous n'êtes pas complètement comprendre le manuel ou résoudre un problème selon le manuel. | |
 | ÉLIMINATION CORRECTE pour l'affichage.Ce produit est soumis à la fourniture deDirective européenne 2012/19/UE. Le symbole représentant une poubelle barrée indique que le produit nécessite une collecte sélective des déchets dans l'Union européenne. Ceci s'applique au produit et à tous les accessoires marqués de ce symbole. Les produits marqués comme tels ne doivent pas être jetés avec les ordures ménagères normales, mais doivent être déposés dans un point de collecte pour le recyclage des appareils électriques et électroniques. | |
BRÈVE INTRODUCTION DU PRINCIPE
La machine à souder utilise une technologie d'onduleur avancée conçue redresseur. L'émergence des équipements de soudage à l'arc à onduleur est due à l'émergence de la théorie et des dispositifs de puissance de l'onduleur. L'alimentation électrique de soudage à l'arc par onduleur consiste à utiliser un tube à effet de champ MOSFET de dispositif de haute puissance/un tube unique/module IGBT à fréquence d'alimentation 50/60 Hz, l'électricité est convertie en haute fréquence (18-100 KHZ au-dessus), puis un redresseur abaisseur, via la technologie de modulation de largeur d'impulsion (PWM) produit une source CC haute puissance, le poids du transformateur principal, le volume est considérablement réduit, l'efficacité est augmentée de plus de 30 %. L'avènement du poste à souder à onduleur est salué par les experts comme une révolution dans l'industrie du soudage.
La machine de soudage à l'arc manuel peut fournir un arc plus fort, plus concentré et plus stable dans la transition des gouttelettes de court-circuit. L'électrode et la pièce réagisse rapidement après le court-circuit. De plus, ce type d'alimentation peut être équipé d'un dispositif de réglage de l'arc, ce qui signifie que la machine à souder peut être conçue avec différentes caractéristiques dynamiques. Les caractéristiques dynamiques peuvent être ajustées pour rendre l'arc plus doux ou plus dur.
Les séries de machines de soudage à l'arc manuel se caractérisent par : un rendement élevé, des économies d'énergie, de la lumière, de bonnes caractéristiques dynamiques, une stabilité de l'arc et un contrôle facile des pools de solution. Une tension élevée à vide et un meilleure compensation de poussée énergétique sont largement utilisées. Peut souder l'acier inoxydable, l'acier allié, l'acier au carbone, le cuivre et d'autres métaux non ferreux. La machine à souder peut utiliser une variété de spécifications et de matériaux différents pour une électrode, notamment des électrodes acides, alcalines et cellulosiques, qui peuvent être utilisées pour le travail aérien, le travail sur le terrain et la décoration intérieure et extérieure Comparé à des produits similaires dans le pays et à l'étranger, il présente les caractéristique d'une petite taille, d'une légèreté, d'une installation simple, d'une utilisation facile, etc.
INSTALLATION
Paramètre principal
| ARTICLE | MMA-140 | |
| Pouvoir Tension (V) | C.A. 110 V ±10 % | C.A. 220 V ±10 % |
| Fréquence (HZ) | 50HZ-60HZ | 50HZ-60HZ |
| Entrée nominale puissance (KVA) | 4,98 | 4,98 |
| Cycle de service (40 ) | 15%/40 | 15%/40 |
| Aucune tension de charge (V) | 60V | 60V |
| Courant de sortie (A) | 140A ±10A | 140A ±10A |
| Facteur de puissance | 0,88 | 0,88 |
INSTALLATION
Paramètre principal
| ARTICLE | MMA-160 | |
| Pouvoir Tension (V) | C.A. 110 V/220 V ±10 % | C.A. 220 V ±10 % |
| Fréquence (HZ) | 50HZ-60HZ | 50HZ-60HZ |
| Entrée nominale puissance (KVA) | 5,87 | 5,87 |
| Cycle de service (40 ) | 20%/40 | 20%/40 |
| Aucune tension de charge (V) | 60V | 60V |
| Courant de sortie (A) | 160A ±10A | 160A ±10A |
| Facteur de puissance | 0,88 | 0,88 |
INSTALLATION
Paramètre principal
| ARTICLE | MMA-200 | |
| Pouvoir Tension (V) | C.A. 110 V/220 V ±10 % | C.A. 220 V ±10 % |
| Fréquence (HZ) | 50HZ-60HZ | 50HZ-60HZ |
| Entrée nominale puissance (KVA) | 7,78 | 7,78 |
| Cycle de service (40 ) | 20%/40 | 20%/40 |
| Aucune tension de charge (V) | 60V | 60V |
| Courant de sortie (A) | 200A ±10A | 200A ±10A |
| Facteur de puissance | 0,88 | 0,88 |
Description du panneau de commande
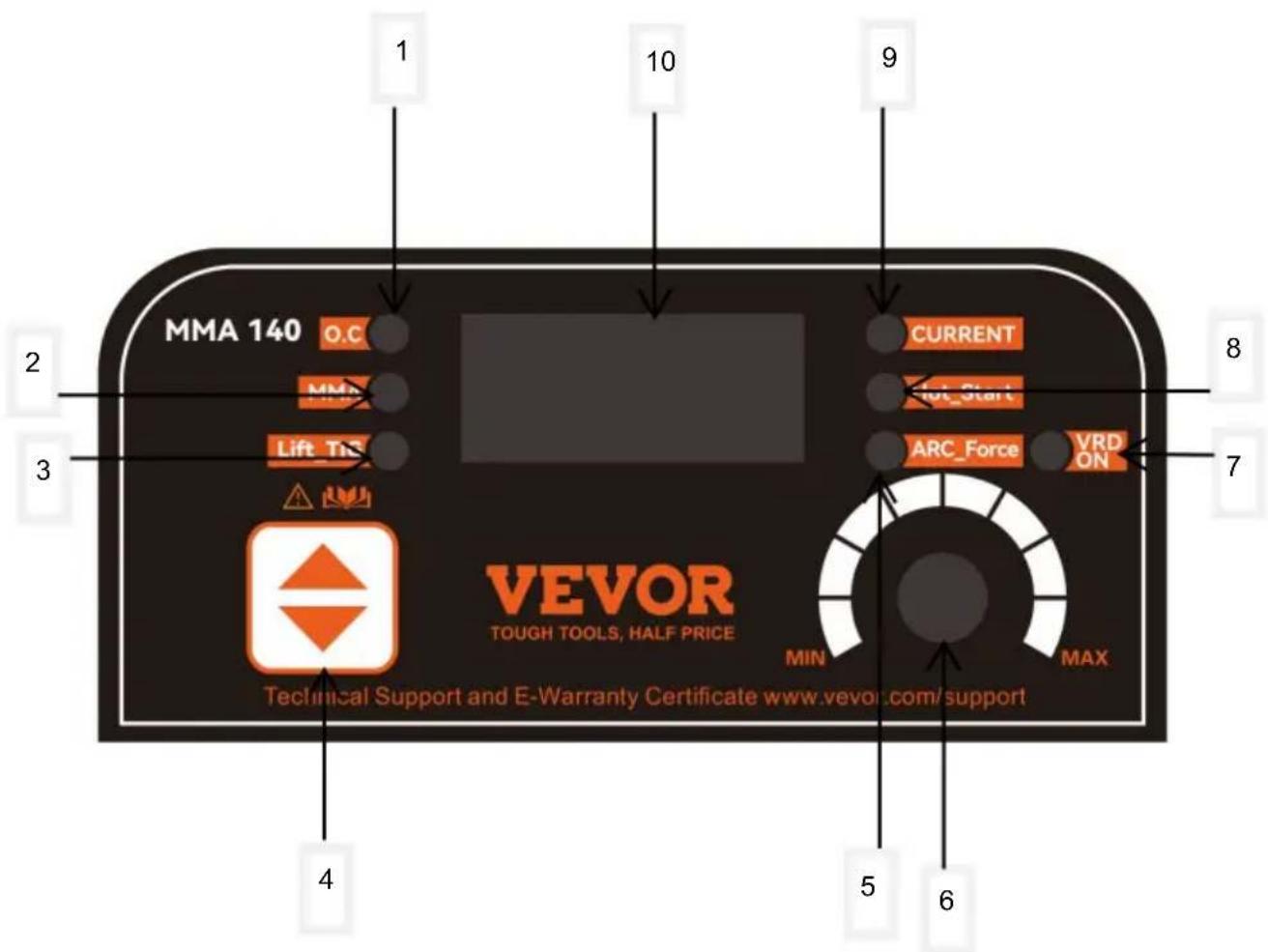
Remarque : les images ci-dessus sont uniquement à titre de référence
| Numéro | Expliquer |
| 1 | Voyant anormal |
| 2 | Voyant d'état de soudage manuel |
| 3 | Soudage à l'arc sous argon |
| 4 | Touches de fonction de commutation, appuyez brièvement pour basculer entre le soudage manuel ou l'arc à l'argon soudage |
| 5 | Poussée (fait référence à la force de soudage générée par la machine à souder à travers paramètres tels que le courant de sortie, la tension et la puissance pendant le soudage) |
| 6 | Appuyez brièvement sur le bouton de paramètre pour changer, tournez pour ajuster la taille |
| 7 | Voyant anti-choc électrique (lorsque la fonction VRD est activée, la tension à vide de la machine à souder ne dépasse généralement pas 20 V, ce qui permet d'effectuer des travaux de soudage dans des environnements humides ou dans d'autres environnements sujets aux chocs électriques, ce qui réduit considérablement réduisant le risque de choc électrique pour le personnel de soudage). En même temps, appuyez sur la touche de fonction et le bouton de paramètre, et le voyant s'allumera comme VRD allumé et éteint comme VRD éteint |
| 8 | Allumage de l'arc thermique (en augmentant la longueur et la force de l'arc, en augmentant la température et la chaleur de l'arc, en accélérant la fusion de la pièce et de l'électrode, améliorant ainsi la vitesse et la qualité du soudage) |
| 9 | Voyant de régulation de courant |
| 10 | Affichage actuel |
Diagramme fonctionnel
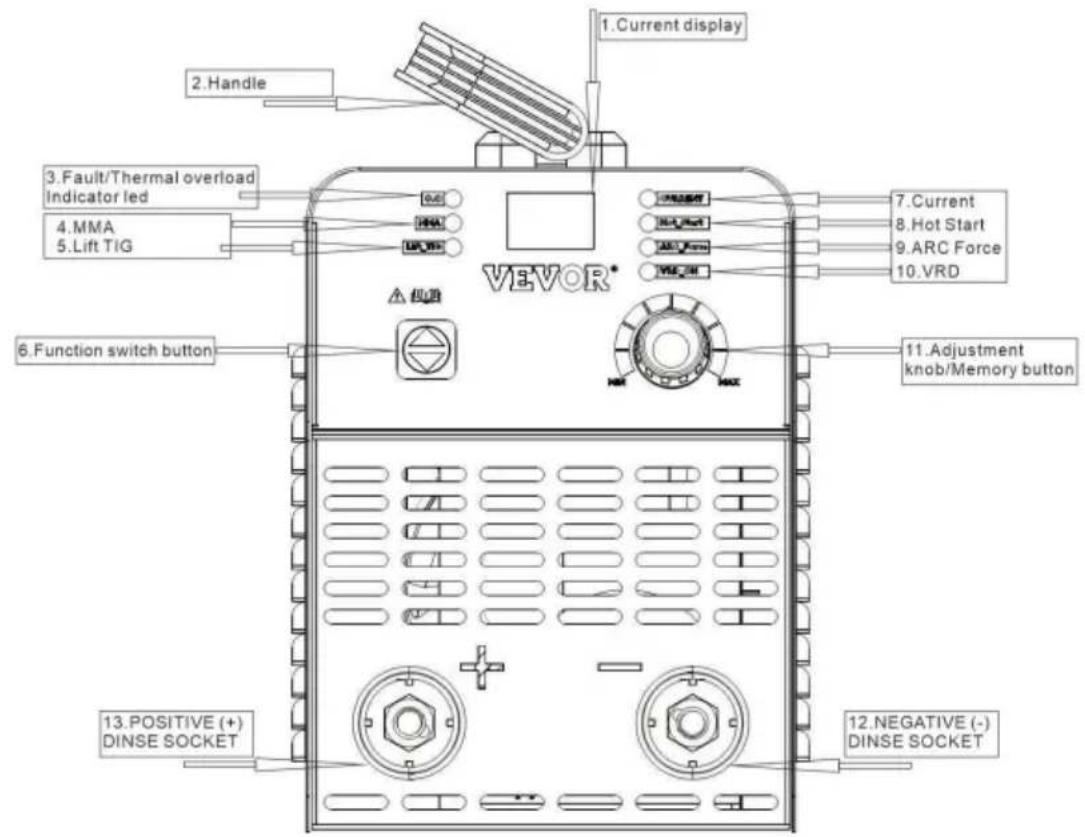
text_image
1.Current display 2.Handle 3.Fault/Thermal overload Indicator led 4.MMA 5.Lift TIG VEVOR* 7.Current 8.Hot Start 9.ARC Force 10.VRD 6.Function switch button 11.Adjustment knob/Memory button 12.NEGATIVE (-) DINSE SOCKET 13.POSITIVE (+) DINSE SOCKET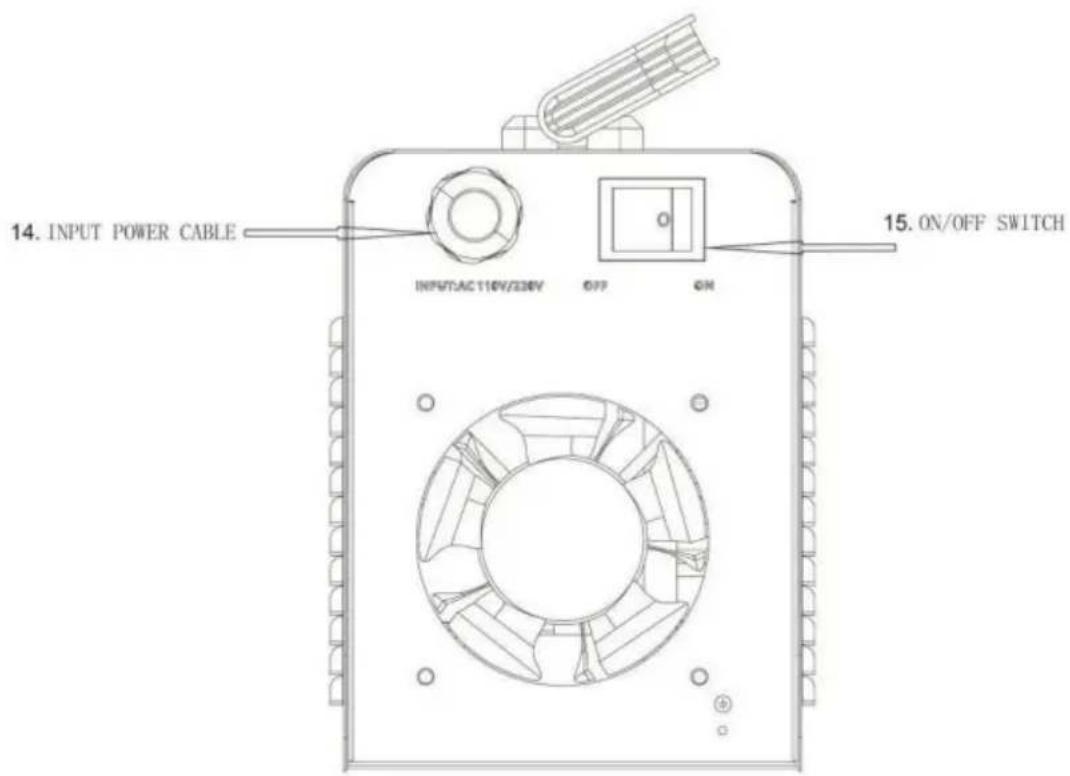
text_image
14. INPUT POWER CABLE INPUT/AC 110V/230V OFF ON 15. ON/OFF SWITCHInstallation MMA
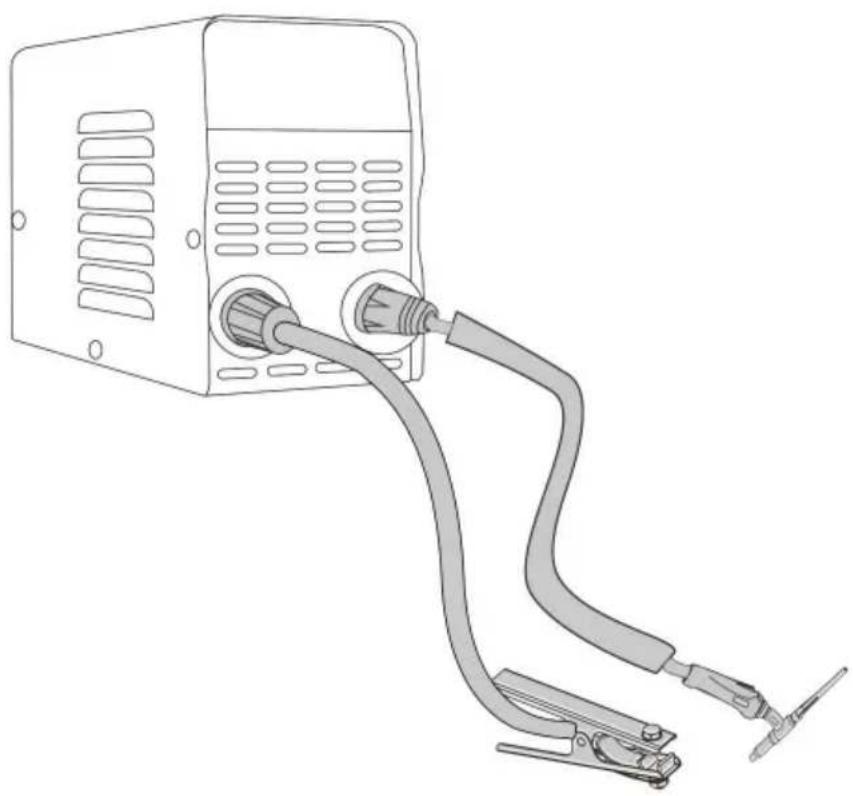
Schéma d'installation et de connexion
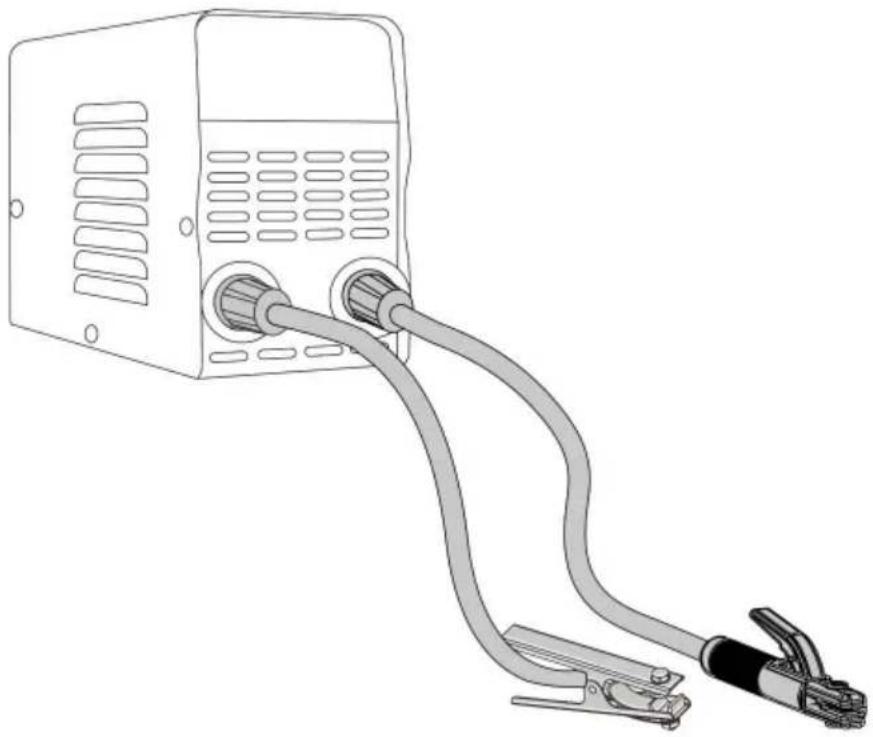
Schéma d'installation et de connexion
DIRECTIVES SUIVANTES : • Dans
les zones exemptes d'humidité et de poussière ; •
Dans les zones où la température ambiante est comprise entre 14 et 104 ; •
Dans des zones exemptes de pétrole, de vapeur et de gaz corrosifs.
- Dans les zones non soumises à des vibrations ou des chocs anormaux ;
- Dans les zones non exposées à la lumière directe du soleil ou
à la pluie ; • Placer à une distance de 12" ou plus des murs ou obstacles similaires qui pourraient restreindre le flux d'air naturel pour le refroidissement.
Connexion à la source d'alimentation
Assurez-vous que l'INTERRUPTEUR ON/OFF est éteint avant d'effectuer toute
connexion électrique. La tension et la fréquence d'alimentation disponibles sur le site sont celles indiquées sur l'étiquette signalétique de votre soudeuse.
La tension d'alimentation principale doit être comprise dans une plage de ± 10 % de la tension d'alimentation principale nominale. Une tension d'alimentation trop faible peut entraîner de mauvaises performances de soudage. Une tension d'alimentation trop élevée entraînera une surchauffe des composants, voire une panne. La prise de la soudeuse doit être : • Correctement installée, si nécessaire, par un électricien
qualifié. • Correctement mis à la terre (électriquement) conformément aux réglementations nationales et locales. • Connecté à un circuit électrique dont l'ampérage est suffisant selon l'étiquette signalétique de votre soudeuse.
Si vous n'êtes pas sûr de l'un des points ci-dessus, faites inspecter votre prise par un électricien qualifié avant d'utiliser la soudeuse.
REMARQUE : • Inspectez périodiquement le CÂBLE D'ALIMENTATION D'ENTRÉE pour déceler toute fissure ou fil exposé. S'il n'est pas en bon état, faites-le réparer par un Centre Service. • Ne coupez pas la broche
de mise à la terre et ne modifiez pas la fiche de quelque manière que ce soit, et n'utilisez aucun adaptateur entre le CÂBLE D'ALIMENTATION D'ENTRÉE de
la soudeuse et la prise de la source d'alimentation. • Ne tirez pas violemment sur le CÂBLE
D'ALIMENTATION D'ENTRÉE pour le débrancher de la prise de courant. • Ne posez pas de matériel ou d'outils sur le CÂBLE
D'ALIMENTATION D'ENTRÉE. Le CÂBLE D'ALIMENTATION D'ENTRÉE pourrait être endommagé et entraîner un choc électrique. • Gardez le CÂBLE
D'ALIMENTATION D'ENTRÉE
éloigné des sources de chaleur, des huiles, des solvants ou des bords tranchants.
- N'utilisez pas cette soudeuse sur un circuit équipé d'un disjoncteur de fuite à la terre (GFCI). Les GFCI sont déclenchés par les arcs de soudage et vos opérations de soudage seront régulièrement interrompues.
Générateurs
Cette soudeuse peut fonctionner à partir d'un générateur CA. Assurez-vous que le générateur peut fournir un minimum de 5 000 watts de puissance continue. Le
générateur ne doit pas être doté d'une fonction d'économie de carburant au ralenti automatique et doit avoir la possibilité de désactiver le ralenti automatique. Le générateur doit fonctionner à pleine vitesse à tout moment pendant que votre soudeuse y est branchée, sinon vous risquez d'endommager votre soudeuse. Toute autre puissance tirée du générateur ou tout ce qui réduit le régime du générateur peut endommager votre soudeuse.
Rallonges Pour des
performances optimales du soudeur, une rallonge ne doit pas être utilisée sauf en cas d'absolue nécessité. Si nécessaire, il faut prendre soin de sélectionner une rallonge appropriée pour une utilisation avec votre soudeuse spécifique.
Sélectionnez une rallonge correctement mise à la terre qui se connectera directement à la prise de courant CA et au CÂBLE D'ALIMENTATION D'ENTRÉE de la soudeuse sans utiliser d'adaptateurs. Assurez-vous que la rallonge est correctement câblée et en bon état électrique. Les rallonges doivent être conformes aux directives de taille de fil suivantes : • Fil #12 AWG ou plus gros. • N'utilisez pas de rallonge de plus de 25 pieds de longueur.
Ventilation
L'inhalation de fumées de soudage pouvant être nocive, assurez-vous que la zone de soudage est efficacement ventilée.
Avertissements supplémentaires
POUR VOTRE SÉCURITÉ, AVANT DE CONNECTER LA SOURCE D'ALIMENTATION À LA LIGNE, SUIVEZ ATTENTIVEMENT CES INSTRUCTIONS : • Un disjoncteur bipolaire adéquat doit
être inséré avant la prise principale.
Ce disjoncteur doit être équipé de fusibles temporisés. •Lorsque vous travaillez
dans un espace confiné, le soudeur doit être maintenu en dehors de la zone de soudage et le câble de terre doit être fixé à la pièce à travailler. Ne travaillez jamais dans un espace confiné humide ou mouillé. • N'utilisez pas de CÂBLE D'ALIMENTATION D'ENTRÉE ou de
câbles de soudage endommagés. • La torche de soudage/l'électrode ne doit jamais être pointée vers l'opérateur ou d'autres personnes. • La soudeuse ne doit jamais être utilisée sans ses panneaux fixés. Ce
pourrait causer des blessures graves à l'opérateur et endommager l'équipement.
OPÉRATION
Plaque de données de performance et cycle de service Sur la machine, il y a une plaque qui comprend toutes les spécifications de fonctionnement de votre nouvelle unité. Le numéro de série du produit se retrouve également sur cette plaque. Le cycle de service d'un soudeur définit la durée pendant laquelle l'opérateur peut souder et la durée pendant laquelle le soudeur doit se reposer et être refroidi. Le cycle service est exprimé en pourcentage de 10 minutes et représente une limite de temps de soudage maximum. Le reste d'un cycle de 10 minutes est nécessaire au refroidissement. Par exemple, une soudeuse a un cycle de service de 30 % à une puissance nominale de 90 A. Cela signifie qu'avec cette machine, on peut souder à une sortie de 90 A pendant trois (3) minutes coupées en 10, les sept (7) minutes restantes étant nécessaires au refroidissement. Le cycle de service de votre nouvelle soudeuse se trouve sur la plaque signalétique apposée sur la machine.
Protection thermique interne Le
système de protection thermique s'enclenchera, coupant toute la puissance de la soudeuse si vous dépassez le cycle de service de la soudeuse. Après refroidissement, le protecteur thermique se réinitialise automatiquement et les fonctions de soudage reprennent. Il s'agit d'un comportement normal et automatique de la machine. Aucune action de l'utilisateur n'est requise pendant cette phase. Cependant, vous devez attendre au moins dix minutes après l'enclenchement du protecteur thermique avant de reprendre le soudage. Vous devez le faire même si le protecteur thermique se réinitialise avant la fin des dix minutes, sinon vous risque; de constater des performances de cycle de service inférieures aux performances spécifiées.
ATTENTION : NE PAS DÉPASSER RÉGULIÈREMENT LE CYCLE DE SERVICE OU DES DOMMAGES À LA SOUDEUSE PEUVENT EN RÉSULTER
Préparation au soudage La
préparation est un facteur important pour réaliser une soudure satisfaisante. Cela comprend l'étude du processus et de l'équipement et la pratique du soudage avant de tenter de souder le produit fini. Une zone de travail organisée, sûre, ergonomique, confortable et bien éclairée doit être préparée pour l'opérateur.
La zone de travail doit notamment être exempte de tout produit inflammable, et un extincteur un seau de sable doivent être disponibles.
Pour bien préparer le soudage avec votre nouvelle soudeuse, il est nécessaire de : • Lire les précautions de sécurité au début de ce manuel.
- Préparez un espace de travail organisé et bien éclairé.
- Assurer la protection des yeux et de la peau de l'opérateur et des personnes présentes. • Fixez la pince de masse au métal nu à souder, en assurant un bon contact.
Branchez la machine sur une prise appropriée.
Ouvrir complètement le robinet de la bouteille de gaz. Réglez le régulateur de pression de gaz au débit correct.
Fonction MMA : sélectionnez MMA à l'aide des boutons haut et bas.
- Sous MMA : le courant/démarrage à chaud/arc force peut être sélectionné.
Après la sélection, ajustez le bouton directement pour ajuster chaque paramètre de fonction ; Après le réglage, appuyez une fois sur le bouton pour enregistrer et entrer dans le réglage des paramètres de fonction suivant. Après ajustement, 5S enregistre automatiquement et quitte le courant.
- Courant : @110 V, 30-120 A réglable ; @220V, 30-140A réglable Démarrage à chaud ; valeur
de courant superposée (ne dépassant pas le courant maximum), 0-100A Force d'arc : valeur de courant
superposée (ne dépassant pas le courant maximum), 0-100A 3. Sous MMA, maintenez enfoncée la touche
bouton pour 5S pour commuter Vrd.
- Antiadhésif: automatique, pas besoin de fonctionner 5.
Baguette de soudage acide: pince de soudage à connexion d'électrode positive/pinces de fil de mise à la terre négatives
Baquette de soudage alcaline: pinces de soudage négatives/pinces de mise à la terre positives
Soudage à l'arc électrique
- Qualité et diamètre de la baguette de soudage. Cela dépend principalement de la nature du matériau, de l'épaisseur de la soudure, de la forme de la position du joint de soudure, des paramètres de soudure et d'autres facteurs. La relation entre le diamètre
de l'électrode de soudage et l'épaisseur de la plaque sont les suivantes.
| Épaisseurde soudéPièces | 4 | 4 8 | 8 12 | 12 |
| Diamètre deSoudageÉlectrode | ≤ 3,5 | f3 4 | 4 5 | f5 6 |
- Courant de soudage : le courant de soudage dépend de l'électrode, diamètre de l'électrode, épaisseur des pièces soudées et type de soudure position. D'autres facteurs à considérer sont le soudage de l'acier de construction. positions de soudage à plat d'électrode, et le courant de soudage basé sur le suivant la formule empirique jusqu'à la sélection primaire.
K = Id I--Courant de soudage K--Coefficient empirique d--Diamètre de Électrode de soudage
Relation entre le coefficient empirique du courant de soudage et le diamètre de l'électrode de soudage.
| Diamètre de Soudage Électrode | f1.6 | 2 | 2,5 | f3 | 4 | 4 | 6 |
| Empirique Coefficient 30 (A/mm) | 40 20 25 | 25 | 30 | 40 | 50 |
Le courant de soudage vertical, de soudage horizontal et de soudage aérien devrait être de 10 à 20 % inférieur à celui du soudage à plat. Le courant de filet le soudage doit être 10 à 20 % plus grand que celui du soudage à plat. Pour acier allie électrodes, électrodes en acier inoxydable, en raison de la dilatation thermique élevée coefficient de résistance, si le courant est élevé, la baguette de soudage est sujette à
rougissant pendant le processus de soudage et faisant tomber la peau du flux, affectant la qualité du soudage.
- Méthode de connexion de la sortie de soudage
La méthode de connexion inversée CC doit être utilisée pour les appareils alcalins. soudage à l'électrode.
Le soudage à l'électrode acide doit utiliser une méthode de connexion positive CC.
ENTRETIEN ET SERVICE
Entretien général Cette soudeuse
a été conçue pour nécessiter un entretien minimal, à condition que quelques étapes simples soient suivies pour un entretien approprié.
- Remplacez le CÂBLE D'ALIMENTATION D'ENTRÉE, câble de terre, la pince de terre ou le câble de torche/électrode s'il est endommagé ou usé.
- Évitez de diriger les particules abrasives vers la soudeuse. Ces particules conductrices peuvent s'accumuler à l'intérieur de la machine et provoquer de graves dommages.
- Nettoyez périodiquement la poussière, la saleté et la graisse de votre soudeuse. Tous les six mois ou si nécessaire, retirez les panneaux latéraux de la soudeuse et utilisez de l'air comprimé pour souffler toute poussière et saleté qui auraient pu s'accumuler à l'intérieur de la soudeuse.
AVERTISSEMENT : DÉBRANCHEZ-VOUS DE LA SOURCE D'ALIMENTATION LORSQUE VOUS EFFECTUEZ
CETTE OPÉRATION.
- Vérifiez périodiquement tous les câbles. Ils doivent être en bon état et non fissurés.
AVERTISSEMENT : LES CHOC ÉLECTRIQUES PEUVENT TUER ! Soyez conscient de l'INTERRUPTEUR ON/OFF. L'interrupteur OFF ne coupe pas l'alimentation de tous les circuits internes de la soudeuse. Pour réduire le risque de choc électrique, débranchez toujours la soudeuse de sa source d'alimentation CA et attendez plusieurs minutes que l'énergie électrique se décharge avant de retirer les panneaux latéraux.
DÉPANNAGE
Ce qui suit est un tableau de dépannage fourni pour vous aider à déterminer un remède possible lorsque vous rencontrez un problème avec votre soudeuse.
Ce tableau ne fournit pas toutes les solutions possibles, mais uniquement les possibilités considéré comme susceptibles d'être des défauts courants.
| PROBLÈME | CAUSE POSSIBLE | SOLUTION POSSIBLE |
| Aucune des deux LEDINDICATEURn'est allumée et rien ne fonctionne sur la soudeuse. | La machine n'est pas allumée. | Allumez la machine avec l'INTERRUPTEUR ON/ |
| Aucune puissance d'entrée présente. | OFF. Assurez-vous que la machine est branchée.Vérifiez que le disjoncteur n'a pas été déclenché. Réinitialisez-le si nécessaire.Vérifiez la puissance de sortie de la prise.N'utilisez pas la machine sur une prise GFI. | |
| Les LEDINDICATEURS sont allumées et il n'y a aucune puissance de sortie de la soudeuse. | Cycle de service dépassé ; protection thermique activée. | Laisser la soudeuse refroidir au moins 10 minutes avec la machine allumée (observer et maintenir un cycle de service approprié). Le voyant LED de défaut/surcharge thermique doit s'éteindre une fois la machine refroidie. Vérifiez s'il y a des |
| Débit d'air insuffisant provoquant une surchauffe de la machine avant d'atteindre le cycle de service. | obstructions bloquant le flux d'air et assurez-vous qu'il y a 12 pouces d'espace entre tous les obstacles et les évents de tous les côtés de la machine. | |
| Tension incorrecte fournie à la soudeuse. | Vérifiez la tension de votre prise.S'il est 10 % supérieur ou inférieur à 120 V, appelez un électricien qualifié. | |
| Soudure à faible rendement ou non pénétrante. | Rallonge trop longue ou inappropriée. | Utilisez une rallonge appropriée (fil n° 12 AWG ou plus lourd, pas plus de 25 pieds) |
| Mauvaise connexion à la terre ou connexion torche/électrode. | Repositionnez la pince et vérifiez la connexion du câble à la pince.Vérifiez la connexion du câble de terre, de la torche ou du porte-électrode. | |
| Puissance d'entrée trop faible. | Demandez à un électricien qualifié de vérifier la tension à votre prise.Si la tension est appropriée, vérifiez que le câblage du circuit est suffisant pour 40 A. | |
| La pince de masse, le câble de terre et/ou le câble de soudage deviennent chauds. | Mauvaise mise à la terre ou connexion à la terre lâche. | Vérifiez la connexion du câble de terre, de la torche ou du porte-électrode.Vérifiez la connexion du câble de terre à la pince de masse. Resserrez la connexion du câble à la pince de terre si nécessaire.Assurez-vous que la connexion entre la pince de masse et la pièce à usiner est bonne et sur du métal propre et non peint ou rouillé). |
| Déclenchements fréquents du disjoncteur. | La machine n'est pas le seul équipement électrique présent sur le circuit. | Assurez-vous que la soudeuse est sur un circuit dédié ou qu'elle est la seule chose branchée sur un circuit. |
| Le disjoncteur est incorrect/insuffisant pour une utilisation avec cette machine. | Vérifiez que le disjoncteur du circuit est un disjoncteur à action lente. Si ce n'est pas le cas, demandez à un électricien qualifié d'installer les disjoncteurs appropriés. | |
| Soudures de mauvaise qualité. | Gaz insuffisant au niveau de la zone de soudure. | Vérifiez que le gaz n'est pas emporté par les courants d'air et, si c'est le cas, déplacez-vous vers une zone de soudure plus abritée. Dans le cas contraire, vérifiez le contenu de la bouteille de gaz, la jauge, le réglage du régulateur et le fonctionnement de la vanne de gaz. |
| Pièce rouillée, peinte, huileuse ou grasse. | Assurez-vous que la pièce à travailler est propre et sèche. | |
| Mauvaise connexion à la terre ou connexion torche/électrode. | Vérifiez la connexion pince de masse/pièce à usiner et toutes les connexions à la machine. | |
| Début arc difficile. | L'ampérage est trop faible. | Augmentez le réglage de l'ampérage. |
| L'arc est errant (TIG). | Le tungstène est trop gros. | Utilisez un tungstène plus petit. |
VEVOR®
TOUGH TOOLS, HALF PRICE
Assistance technique et certificat de garantie
électronique www.vevor.com/support




