
ACDC TIG-225 - Spawarka Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia ACDC TIG-225 Vevor w formacie PDF.

| Typ produktu | Spawarka TIG/MMA AC/DC |
| Marka | Vevor |
| Model | ACDC TIG-225 |
| Napięcie wejściowe | 110V lub 220V AC, 50/60 Hz |
| Prąd wyjściowy MMA (110V) | 40 - 140 A |
| Prąd wyjściowy MMA (220V) | 40 - 200 A |
| Prąd wyjściowy TIG (110V) | 10 - 160 A |
| Prąd wyjściowy TIG (220V) | 10 - 225 A |
| Cykl pracy (220V MMA) | 20% przy 200 A |
| Cykl pracy (220V TIG) | 20% przy 225 A |
| Średnica elektrod MMA | 1,6 - 5,0 mm |
| Średnica elektrod TIG | 1,6 - 4,0 mm |
| Rodzaje spawania | DC MMA, DC TIG, AC TIG, DC Pulse, AC Pulse |
| Funkcje specjalne | Anti-stick, gorący start, siła łuku, sterowanie pedałem, zgrzewanie punktowe |
| Zasilanie gazem | Argon (tylne złącze gazu) |
| Wyświetlacz | Wyświetlacz cyfrowy z enkoderem obrotowym |
| Ochrona termiczna | Tak, z automatycznym wyłączeniem i wentylacją chłodzącą |
| Waga | Około 14 kg |
| Wymiary (Dł. x Szer. x Wys.) | Około 50 x 25 x 38 cm |
| Akcesoria w zestawie | Uchwyt masy, uchwyt spawalniczy, palnik TIG WP-17, maska, wąż gazowy itp. |
| Klasa izolacji | Nie określono (szacowana F) |
Często zadawane pytania - ACDC TIG-225 Vevor
Pytania użytkowników dotyczące ACDC TIG-225 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję ACDC TIG-225 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. ACDC TIG-225 marki Vevor.
INSTRUKCJA OBSŁUGI ACDC TIG-225 Vevor
Wsparcie techniczne i certyfikat gwarancji elektronicznej www.vevor.com/support
Spawacz TIG
Model: ACDC TIG-225
Nadal staramy się oferować Państwu narzę dzia w konkurencyjnych cenach.
„Oszczę dź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią jedynie szacunkowe oszczę dności, jakie możesz uzyskać, kupując u nas określone narzę dzia w porównaniu z głównymi markami i niekoniecznie oznaczają one obję cie wszystkich kategorii oferowanych przez nas narzę dzi. Uprzejmie przypominamy, aby dokładnie sprawdzić, czy składając u nas zamówienie faktycznie oszczę dzasz połowę w porównaniu z głównymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
Spawacz TIG
Model: ACDC TIG-225

Uwaga: Zdję cie produktu ma charakter poglądowy, decydujące znaczenie mają rzeczywiste szczegóły
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z nami:
Certyfikat wsparcia technicznego i gwarancji elektronicznej www.vevor.com/support
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu bę dzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologii lub oprogramowania.
 | Ostrzeżenie: Aby zminimalizować ryzyko obrażeń, użytkownik powinien uważnie przeczytać instrukcję obsługi. |
 | PRAWIDŁOWA UTYLIZACJA dla Wyświetlacz Tenprodukt podlega postanowieniom Dyrektywy Europejskiej 2012/19/UE.symbol przedstawiający przekreślony kosz na śmieci na kółkach oznacza, że produkt wymaga oddzielnej zbiórki odpadów w Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produkty oznaczone w ten sposób nie mogą byćnie wolno ich wyrzucać razem z normalnymi odpadami domowymi, lecz należy je oddać do punktu zbiórki urządzeń elektrycznych i elektronicznych przeznaczonych do recyklingu. |
 | Zgodność oznacza certyfikat bezpieczeństwa WE. |
ACDCTIG-225 zapewnia wygodną metodę spawania „przyklejonego” stali wę głowej. Inwerter technologia ta zapewnia możliwość spawania cienkich lub grubych blach stalowych z precyzją i łatwością. podczas dodawania opcjonalny palnik TIG z podnośnikiem (nie wchodzi w skład zestawu), regulator gazu i butla z gazem osłonowym, ACDC TIG-225 zostaje spawaczem TIG.
SPECYFIKACJE
| Zakres prądu wyjściowego: | Prąd wejściowy | Napię cie wejściowe | Oceniony Cykl pracy | Średnica prę ta Material prę ta |
| MMA 110V40-140A220 V 40~200 A | I1 maks. 50A (110V)I1 efektywne 38,7A (110V)I1 maks. 39 A (220 V)I1 wydajność 30,1A (220V) | 110V lub 220V | 20%@110V140A220V200A | 1/16~6/311,6~5,0 mm |
| TIG 110V10-160A220 V 10~225 A | 110V lub 220V | 20%@110V160A220V225A | 1/16~5/321,6~4,0 mm |
CYKL PRACY
Znamionowy współczynnik wypełnienia odnosi się do ilości spawania, jaką można wykonać w określonym czasie.
ACDCTIG-225 ma współczynnik wypełnienia 60% przy 195A. Najłatwiej jest sprawdzić czas spawania w blokach
10 minut, a współczynnik wypełnienia jest procentem tych 10 minut. Jeśli spawasz przy 195A i współczynniku wypełnienia 60% kle , w ciągu 10 minut możesz spawać przez 6 minut z 4 minutami chłodzenia dla spawacza. Jeśli spawacz wyłączy się automatycznie, wentylator bę dzie współczynnik wypełnienia jest , nadal pracował, aby schłodzić
przekroczony przegrzane komponenty. gdy bezpieczna temperatura zostanie osiągnię ta wyjście, spawarka automatycznie przełączy spawarki ponownie włączone. Aby zwiększyć współczynnik wypełnienia, możesz zmniejszyć kontrolę natężenia prądu wyjściowego.
PRZED PODJECIEM DALSZYCH DZIAŁAŃ PRZECZYTAJ I ZROZUMIEJ WSZYSTKIE INSTRUKCJE I ŚRODKI OSTROŻNOŚCI.
To urządzenie emituje silne wysokie napię cie i ekstremalne ciepło, które może spowodować poważne oparzenia, rozczłonkowanie, porażenie prądem i śmierć. VEVOR nie ponosi odpowiedzialności za konsekwencje wynikające z celowego lub nieumyślnego niewłaściwego użycia tego produktu.
INFORMACJE DOTYCZĄCE BEZPIECZEŃSTWA
W niniejszej instrukcji dołączonej do produktu zamieszczono nastę pujące, na etykiecie i wszystkich innych podanych informacjach wyjaśnienia:
DANGER
NIEBEZPIECZEŃSTWO oznacza niebezpieczną sytuację, która
, jeśli nie unikniemy, spowoduje śmierć lub poważne obrażenia.
WARNING
OSTRZEŻENIE oznacza niebezpieczną sytuację, która
, jeśli nie unikniemy, może spowodować śmierć lub poważne obrażenia.
CAUTION
UWAGAI Symbol używany w połączeniu z symbolem ostrzegawczym wskazuje na niebezpieczną sytuację, która może spowodować, jeśli nie unikniemy, może skutkować niewielkie lub umiarkowane obrażenia.
NOTICE
Oznaczenie NOT CE stosuje się w odniesieniu do praktyk niezwiązanych z obrażeniami ciała.


PRZECZYTAJ INSTRUKCJE

Przed użyciem spawarki należy dokładnie przeczytać i zrozumieć niniejszą instrukcję . Zachowają do wykorzystania w przyszłości.

DANGER
PORAŻENIE PRĄDEM MOŻE ZABIĆ!
- Niewłaściwe użycie spawarki elektrycznej może spowodować porażenie prądem, obrażenia i śmierć! Przeczytaj wszystkie środki ostrożności opisane w instrukcji spawarki, aby zmniejszyć ryzyko porażenia prądem.
- Przed montażem, demontażem lub konserwacją spawarki należy odłączyć ją od zasilania. latarka , końcówki stykowej oraz podczas montażu i demontażu dysz.
- Zawsze noś suchą, ochronną odzież, skórzane rę kawice spawalnicze i izolowane obuwie. odpowiednia odzież wykonana z trwałego i ognioodpornego materiału, chroniąca skórę.
Jeżeli w obszarze spawania znajdują się inne osoby lub zwierzę ta, istnieje stosuj ekrany spawalnicze, aby chronić osoby postronne niebezpieczeństwo iskrzenia. - Zawsze używaj spawarki w czystym, suchym i dobrze wentylowanym pomieszczeniu. Nie używaj spawarki w miejscach o niskiej lub niskiej średni , mokry , wentylacji.
- Obwody elektrody i robocze (lub uziemienia) są elektrycznie „gorące”, gdy spawarka jest włączona. Nie dopuść, aby te „gorące” części zetknęły się z Twoją gołą skórą lub mokrym ubraniem.
- odizoluj się od obwodu spawalniczego, używając mat izolacyjnych, aby zapobiec kontaktowi z powierzchnia robocza.
- Przed rozpoczę ciem prac elektrycznych należy upewnić się, że obrabiany przedmiot jest prawidłowo podparty i uziemiony. operacja spawania.
- Zawsze mocuj zacisk uziemiający do spawanego elementu i jak najbliżej miejsca spawania. możliwe. To da najmniejszy opór i najlepsze spawanie.

DANGER
ISKRY SPAWALNICZE MOGA SPOWODOWAĆ POŻAR LUB WYBUCH!
- Spawanie elektryczne wytwarza iskry, które mogą być wyładowywane na znaczną odległość z dużą prę dkością, zapalając łatwopalne lub wybuchające opary i materiały.
- Nie należy używać spawarki łukowej w miejscach, w których wystę pują opary łatwopalne lub wybuchowe.
- Nie używać w pobliżu powierzchni palnych. Usuń wszystkie przedmioty łatwopalne w odległości 35 stóp od miejsca spawania.
Ohazar onje ty zakaram. - Podczas spawania zawsze trzymaj w pobliżu gaśnicę. - Używaj koców
spawalniczych do ochrony malowanych lub łatwopalnych powierzchni, uszczelek gumowych, silników itp. deski rozdzielcze - Upewnij się, że zasilacz ma odpowiednio dobrane okablowanie, aby poradzić sobie ze zużyciem energii.

WARNING
POLA ELEKTROMAGNETYCZNE MOGA BYĆ ZAGROŻONE DLA ZDROWIA!
- Pole elektromagnetyczne generowane podczas spawania łukiem elektrycznym może zakłócać działanie różnych urządzeń elektrycznych i elektronicznych, takich jak rozruszniki serca. Każda osoba korzystająca z takich urządzeń powinna Przed przystąpieniem do jakichkolwiek prac spawalniczych należy skonsultować się z lekarzem.
Narażenie na działanie pół elektromagnetycznych podczas spawania może mieć inne, nieuniknione skutki dla zdrowia. znany.

WARNING PROMIENIE ŁUKU MOGA PALIĆ!
- Promienie łuku elektrycznego wytwarzają intensywne promieniowanie ultrafioletowe, które może poparzyć odsłonię tą skórę i spowodować uszkodzenie oczu. uszkodzenia. Używaj osłony z odpowiednim filtrem (minimum #1 1), aby chronić oczy przed iskier i promieni łuku podczas spawania lub obserwacji spawania łukiem otwartym (patrz ANsl Z49.1 i Z87.1 dotyczące norm bezpieczeństwa).
- należy używać odpowiedniej odzieży wykonanej z trwałego, ognioodpornego materiału, aby chronić skórę.
Jeżeli w obszarze spawania znajdują się inne osoby lub zwierzę ta, należy stosować osłony spawalnicze w celu ochrony osób postronnych. przed iskrami i łukami elektrycznymi.

WARNING OPARY I GAZY SPAWALNICZE MOGA BYC ZAGROŻONE DLA ZDROWIA!
Dymy i gazy uwalniane podczas spawania są niebezpieczne. Nie wdychaj dymów wytwarzanych podczas spawania. Podczas spawania noś respirator zatwierdzony przez OSHA.
- Zawsze pracuj w odpowiednio wentylowanym pomieszczeniu.
- Nigdy nie spawaj materiałów powlekanych, w tym mię dzy innymi: kadmowanych, ocynkowanych,
Ołów

CAUTION GORĄCY METAL I NARZĘDZIA MOGA SIĘ PALIĆ!
- Spawanie elektryczne nagrzewa metal i narzę dzia do temperatur, które mogą spowodować poważne oparzenia!
- stosować sprzę t podczas pracy z Eastwood lub innymi urządzeniami spawalniczymi należy używać rę kawic i odzieży odpornej na ciepło ochronny. Nigdy nie dotykać schłodzonej powierzchni roboczej końcówkę palnika lub dyszę, aż do całkowitego spawanej.

CAUTION LATAJACE WIÓRY METALOWE MOGA SPOWODOWAĆ OBRAŻENIA!
- Szlifowanie i polerowanie powoduje wyrzucanie wiórów metalowych, pyłu, zanieczyszczeń i iskier z dużą prę dkością. Aby zapobiec urazom oczu, należy nosić zatwierdzone okulary ochronne. - Podczas szlifowania
lub polerowania należy nosić respirator zatwierdzony przez OSHA. - Przed użyciem należy przeczytać wszystkie instrukcje dołączone do konkretnych szlifierek, polerek lub innych elektronarzę dzi. i po procesie spawania. Należy zapoznać się ze wszystkimi ostrzeżeniami dotyczącymi bezpieczeństwa elektronarzę dzi.
WYMAGANE ELEMENTY
Przed rozpoczę ciem korzystania ze spawarki TIG/MMA 205 ST CK , upewnij się , że posiadasz nastę pujące rzeczy:
- Prawidłowo uziemiony wyłącznik automatyczny 1-fazowy 1 10/220 V AC, 50/60 Hz, 50 A.
UWAGA: Aby urządzenie działało prawidłowo i bezpiecznie, musi być uziemione!
- Czystość - bezłączna, dochne oścawllamy, suche i dobrze wentylowane miejsce pracy.
- Niepalna koszula długim rę kawem lub kurtka SPAWALNICZA - Wytrzymałe
rę kawice spawalnicze
- Automatycznie przyciemniający się helm spawalniczy zapewniający ochronę oczu podczas prac spawalniczych. Uwaga: MUSI być #1 1 Taki sam lub ciemniejszy.
- Dedykowane szczotki spawalnicze ze stali nierdzewnej do każdego spawanego materiału.
ZAWARTOŚĆ
Wyjmij wszystkie elementy z pudełka. Porównaj z listą poniżej, aby upewnić się, że jednostka jest kompletna.
- ACDC TIG-225
- Przewód zasilający (maszyna z podwójnym zasilaniem) 3,2 m 25
mm² Zacisk uziemiający 300 A 1 zestaw 4,2 m 25
mm² szczypce spawalnicze elektryczne 3001 zestaw 5,3 m
przewód powietrzny
*1 6. Opaska tchawiczo-krtaniowa *2
- Miernik gazu do spawania łukiem
argonowym *1 8. Palnik spawalniczy TIG WP-17 13
mm² 1 zestaw 9. Stopa *1
- Maska na twarz *1

PANEL STEROWANIA I WYŚWIETLANIA

Kliknij przycisk, aby wybrać funkcję, która ma być stabilna Alarm na ekranie, np. zabezpieczenie termiczne
INSTRUKCJA OBSŁUGI PANELOPERACJI
WYBÓR TYPU SPAWANIA
Enkoder obrotowy, cykl do wyboru 5 typów spawania: spawanie rę czne DC, spawanie DCCargonarc spawanie,spawanie łukiem argonowym AC, spawanie impulsowe DC, spawanie impulsowe AC.
Wybierz żądany rodzaj spawania i naciśnij enkoder, aby przejść do ekranu operacyjnego. Obraz wyświetlany na interfejsie wyboru rodzaju spawania jest nastę pujący:
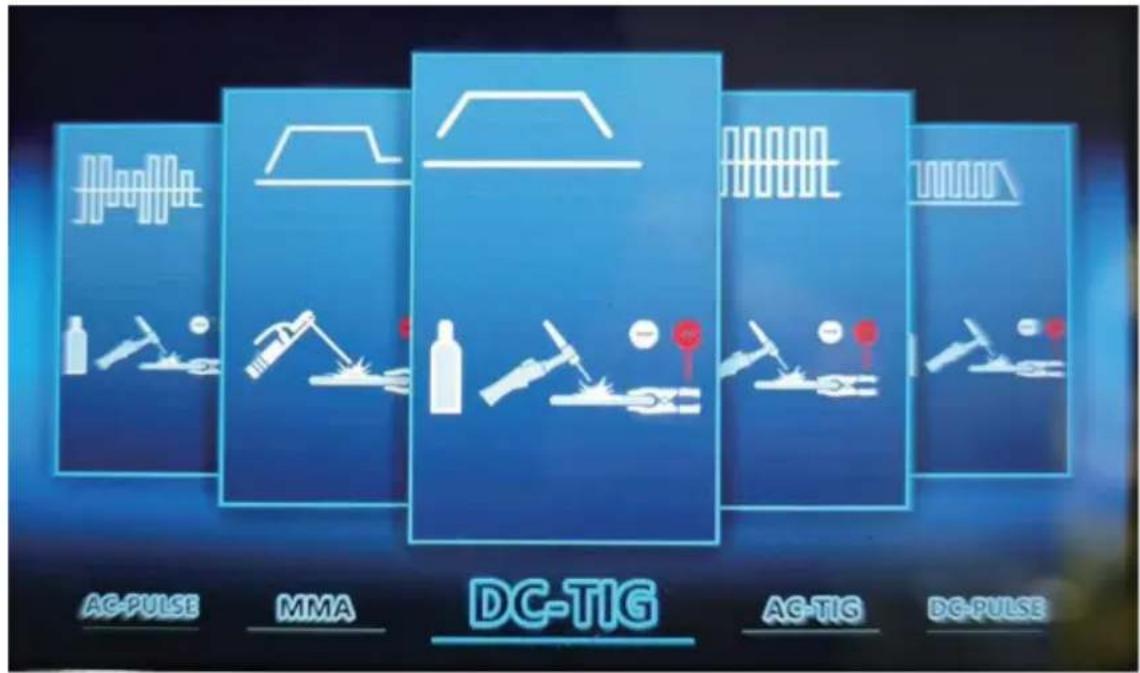
Wskaźnik MMA, wskaźnik stanu zasilania.
Wyświetlacz prądu i napię cia
rzeczywistego. Przycisk 1: Odpowiadający ikonie powrotu do interfejsu, naciśnij, aby powrócić do typu spawania. interfejs wyboru.
Enkoder: obracaj, aby dostosować prąd, naciśnij enkoder i obracaj, aby wybrać tryb antyprzywierania, antywstrząsowy, prąd ciągu i prąd łuku, wybierz wymagane parametry regulacji
i naciśnij ponownie, aby wyświetlić okno regulacji, obróć enkoder, aby dostosować parametry, a na koniec naciśnij, aby potwierdzić i zamknąć okno podrę czne (możesz nacisnąć przycisk w dowolnym momencie) czas podczas procesu regulacji 1 Wyjdź z bieżącego ustawienia parametrów; Jeżeli nie wykonaj jakąkolwiek operację podczas dostosowywania parametrów, nastąpi automatyczny powrót do aktualny stan regulacji po 5 sekundach.

| FUNKCJA | PROMIEN REGULACJA WARTOŚCI DOMYŚLNEJ | ||
| Prąd DC | 40-200 | 40 | Regulacja enkodera |
| NA | WLACZONE, WYLACZONE | NA | Regulacja enkodera |
| PODWINOWAC | WLACZONE, WYLACZONE | NA | Regulacja enkodera |
| Siła łuku | 0-60 | 0 | Regulacja enkodera |
| GORACY Start | 0-60 | 0 | Regulacja enkodera |
OPIS STRONY DZIAŁANIA DCTIG,ACTIG,DC PULSE,AC PULSEO
Wskaźnik rodzaju spawania, wskaźnik stanu zasilania.
Wyświetlacz prądu i grubości blachy.
Przycisk 1: Odpowiadający ikonie powrotu do interfejsu, naciśnij, aby powrócić do rodzaju spawania. interfejs wyboru.
Enkoder: Obróć prąd regulacji (automatycznie dopasuj grubość płyty), naciśnij enkoder i obracaj, aby wybrać tryb pracy, czas spawania punktowego, czas interwału, przełącznik pedałowy, wybierz wymagane parametry regulacji i naciśnij ponownie, aby wyświetlić okno regulacji, obróć enkoder, aby dostosować parametry, a na koniec naciśnij, aby potwierdzić i wyjdź z okna pop-up (możesz nacisnąć przycisk w dowolnym momencie podczas regulacji) proces 1 Wyjdź z bieżącego ustawienia parametrów; Jeżeli nie wykonasz żadnej operacji podczas po dokonaniu regulacji parametrów nastąpi automatyczny powrót do bieżącego stanu regulacji 5 sekund.
Przycisk 2: Wejdź do interfejsu ustawień złożonych, wejdź w przycisk wstecz 2, aby wybrać parametry, enkoder dostosuje wartość, naciśnij 1 aby powrócić do górnego interfejsu.

| FUNKCJA | PROMIEŃ | REGULACJA WARTOŚCI | DOMYŚLNEJ |
| Aktualny | 10-200 | 10 | Regulacja enkodera |
| Tryb działania | 2T, 4TMIEJSCE, POWTÓ RZ | 2T | Regulacja enkodera |
| Czas na Spot | 0,01 sek.-9,99 sek. | 0,01 sek. | Regulacja enkodera |
| InterwałCzasu | 0,01 sek.-9,99 sek. | 0,01 sek. | Regulacja enkodera |
| Pedał nożny | WYŁĄCZONY, WŁĄCZONY | WYŁĄCZONY | Regulacja enkodera |
| FUNKCJA | PROMIEN | DOMYŚLNYWARTOŚĆ | WYBIERZ REGULUJ | |
| Przepływ wstę pny | 0-10 | 0 | Przycisk2Wybierz | Koderregulacja |
| StartAmp | 10-200 | 10 | Przycisk2Wybierz | Koderregulacja |
| W góre stoku | 0-10 | 0 | Przycisk2Wybierz | Koderregulacja |
| Wzmacniacz spawalniczy | 10-200 | 10 | Przycisk2Wybierz | Koderregulacja |
| Zbocze w dół | 0-10 | 0 | Przycisk2Wybierz | Koderregulacja |
| Wzmacniacz końcowy | 10-200 | 10 | Przycisk2Wybierz | Koderregulacja |
| Przepływ końcowy | 0-10 | 0 | Przycisk2Wybierz | Koderregulacja |
| FUNKCJA | PROMIEN | DOMYŚLNY WARTOŚĆ | WYBIERZ REGULUJ | |
| Przepływ wstę pny | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| StartAmp | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| W góre stoku | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| SzczytAmp | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| Puls Czę stotliwość | 2-99,9 | 5 | Przycisk2Wybierz | Koder regulacja |
| Wzmacniacz spawalniczy | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| Zbocze w dół | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| Szerokość impulsu | 10-90 | 50 | Przycisk2Wybierz | Koder regulacja |
| Wzmacniacz końcowy | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| Przepływ końcowy | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
TABELA PARAMETRÓ W ACTIG
| PROMIENFUNKCJA | DOMYŚLNYWARTOŚĆ | WYBIERZ REGULUJ | ||
| Przepływ wstę pny | 0-10 | 0 | Przycisk2Wybierz | Koderregulacja |
| StartAmp | 10-200 | 10 | Przycisk2Wybierz | Koderregulacja |
| W góre stoku | 0-10 | 0 | Przycisk2Wybierz | Koderregulacja |
| Wzmacniacz spawalniczy | 10-200 | 10 | Przycisk2Wybierz | Koderregulacja |
| Zbocze w dół | 0-10 | 0 | Przycisk2Wybierz | Koderregulacja |
| Wzmacniacz końcowy | 10-200 | 10 | Przycisk2Wybierz | Koderregulacja |
| Przepływ końcowy | 0-10 | 0 | Przycisk2Wybierz | Koderregulacja |
| Czysta głę bia | 50-150 | 100 | Przycisk2Wybierz | Koderregulacja |
| Czysta szerokość | 30-80 | 50 | Przycisk2Wybierz | Koderregulacja |
| Czę stotliwość prądu przemiennego | 20-200 | 20 | Przycisk2Wybierz | Koderregulacja |
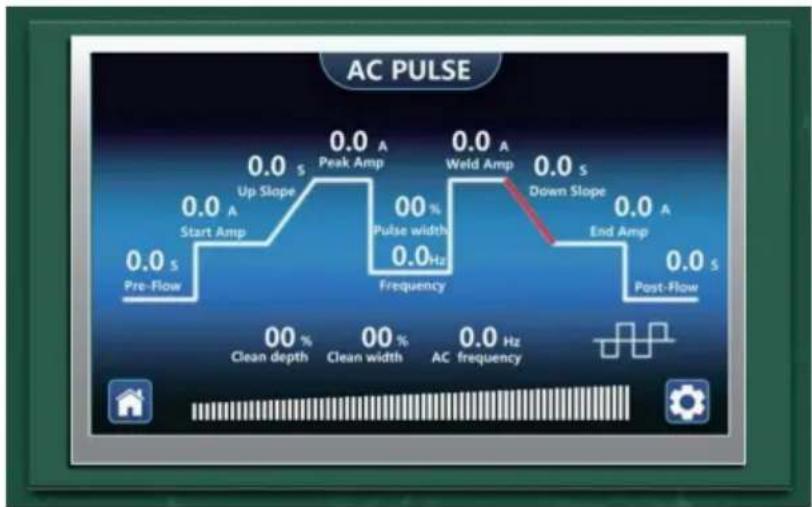
PARAMETRY PULSU AC
| FUNKCJA | PROMIEN | DOMYŚLNY WARTOŚĆ | WYBIERZ REGULUJ | |
| Przepływ wstę pny | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| StartAmp | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| W góre stoku | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| SzczytAmp | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| Puls Czę stotliwość | 2-99,9 | 5 | Przycisk2Wybierz | Koder regulacja |
| Szerokość impulsu | 10-90 | 50 | Przycisk2Wybierz | Koder regulacja |
| Wzmacniacz spawalniczy | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| Zbocze w dół | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| Wzmacniacz końcowy | 10-200 | 10 | Przycisk2Wybierz | Koder regulacja |
| Przepływ końcowy | 0-10 | 0 | Przycisk2Wybierz | Koder regulacja |
| Czysta głę bia | 50-150 | 100 | Przycisk2Wybierz | Koder regulacja |
| Czysta szerokość | 30-80 | 50 | Przycisk2Wybierz | Koder regulacja |
| Czę stodliwość prądu przemiennego | 20-200 | 20 | Przycisk2Wybierz | Koder regulacja |
Dioda LED ochrony termicznej zapala się, gdy jednostka osiągnie maksymalną temperaturę wewnę trznych podzespołów. Dzieje się tak, gdy przekroczony zostanie cykl pracy.
Spawarka wyłączy się automatycznie, jednak wentylator bę dzie nadal pracował w celu schłodzenia przegrzanych podzespołów. Po osiągnię ciu bezpiecznej temperatury obwód ochronny automatycznie włączy ponowniejście spawarki.

A: interfejs wyjściowy dodatni B: interfejs przełącznika pistoletu
C: interfejs gazowo-elektryczny D: interfejs wyjściowy ujemny
E: Interfejs gazowy TIG F: Wyłącznik zasilania G: Przewód zasilający
SPAWANIE RĘCZNE DEBUGOWANIE I DZIAŁANIE

- Podłącz wtyczkę zasilającą i włącz urządzenie. wyłącznik zasilania.
- Podłącz szczypce spawalnicze do dodatni port wyjściowy i podłącz zacisk uziemiający do ujemnego portu wyjściowego.
- Trzymaj przedmiot obrabiany za pomocą szlifierki. zacisk.
- Naciśnij przycisk trybu spawania, aby przełączyć do trybu spawania rę cznego.
- Dostosuj bieżące pokrę tło, aby dostosować prąd do odpowiedniego zakresu.
- Dotknij elektrody i przedmiotu obrabianego za pomocą szczypiec spawalniczych i rozpocznij łuk spawalniczy
SPAWANIE ŁUKIEM ARGONOWYM DEBUGOWANIE I DZIAŁANIE

- Włącz zasilanie i włącz przełącznik zasilania.
- Podłącz pistolet spawalniczy łukiem argonowym do interfejs gazowo-elektryczny spawarki i
dokrę ć zgodnie z ruchem wskazówek zegara. - Włóż dwużyłową wtyczkę palnika do przełącznik portu latarki.
- Podłącz szybkozłączkę zacisku uziemiającego do dodatni koniec wyjściowy spawarki i przytrzymaj przedmiot obrabiany za pomocą zacisku uziemiającego.
- Naciśnij przycisk trybu spawania, aby przełączyć na tryb spawania łukiem argonowym.
- Podłącz rurę gazową butli z gazem do argonu port gazowy do spawania łukiem elektrycznym na tylnym panelu i dokrę ć z opaską gardłową.
- Obrócić zawór butli tak, aby uzyskać odpowiednie ciśnienie spawania.
- W zależności od grubości płyty, obróć pokrę tło regulacji prądu, aby uzyskać odpowiedni prąd spawania.
- Dotknij elektrody wolframowej spawarki przyłoż palnik do obrabianego przedmiotu i naciśnij przełącznik pistoletu uchwyt i zaczyna się spawanie
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support




