
ACDC TIG-225 - Poste à souder Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil ACDC TIG-225 Vevor au format PDF.

| Type de produit | Poste à souder TIG/MMA AC/DC |
| Marque | Vevor |
| Modèle | ACDC TIG-225 |
| Tension d'entrée | 110V ou 220V AC, 50/60 Hz |
| Courant de sortie MMA (110V) | 40 - 140 A |
| Courant de sortie MMA (220V) | 40 - 200 A |
| Courant de sortie TIG (110V) | 10 - 160 A |
| Courant de sortie TIG (220V) | 10 - 225 A |
| Cycle de service (220V MMA) | 20% à 200 A |
| Cycle de service (220V TIG) | 20% à 225 A |
| Diamètre des électrodes MMA | 1.6 - 5.0 mm |
| Diamètre des électrodes TIG | 1.6 - 4.0 mm |
| Types de soudage | DC MMA, DC TIG, AC TIG, DC Pulse, AC Pulse |
| Fonctions spéciales | Anti-collage, démarrage à chaud, force d'arc, contrôle de pédale, soudage par points |
| Alimentation en gaz | Argon (prise gaz arrière) |
| Affichage | Écran numérique avec encodeur rotatif |
| Protection thermique | Oui, avec arrêt automatique et ventilation de refroidissement |
| Poids | Environ 14 kg |
| Dimensions (L x l x H) | Environ 50 x 25 x 38 cm |
| Accessoires inclus | Pince de masse, pince à souder, torche TIG WP-17, masque, tuyau de gaz, etc. |
| Classe d'isolation | Non spécifié (estimation F) |
FOIRE AUX QUESTIONS - ACDC TIG-225 Vevor
Questions des utilisateurs sur ACDC TIG-225 Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice ACDC TIG-225 - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil ACDC TIG-225 de la marque Vevor.
MODE D'EMPLOI ACDC TIG-225 Vevor
Assistance technique et certificat de garantie électronique www.vevor.com/support
Soudeur TIG
Modèle : ACDC TIG-225
Nous continuons à nous engager à vous fournir des outils à des prix compétitifs.
« Économisez la moitié », « Moitié prix » ou toute autre expression similaire utilisée par nous ne représente qu'une estimation des économies que vous pourriez réaliser en achetant certains outils chez nous par rapport aux grandes marques et ne couvre pas nécessairement toutes les catégories d'outils que nous proposons. Nous vous rappelons de bien vouloir vérifier soigneusement lorsque vous passez une commande chez nous si vous économisez réellement la moitié par rapport aux grandes marques.
VEVOR®
TOUGH TOOLS, HALF PRICE
Soudeur TIG
Modèle : ACDC TIG-225

Remarque : l'image du produit est à titre de référence, les détails réels prévalent
BESOIN D'AIDE? CONTACTEZ-NOUS!
Vous avez des questions sur les produits ? Vous avez besoin d'assistance technique ? N'hésitez pas à nous contacter :
Assistance technique et certificat de garantie électronique
Il s'agit de la notice d'origine. Veuillez lire attentivement toutes les instructions du manuel avant de l'utiliser. VEVOR se réserve le droit d'interpréter clairement notre manuel d'utilisation. L'apparence du produit dépend du produit que vous avez reçu. Veuillez nous excuser, nous ne vous informerons plus si des mises à jour technologiques ou logicielles sont disponibles sur notre produit.
 | Avertissement - Pour réduire le risque de blessure, l'utilisateur doit lire attentivement le manuel d'instructions. |
 | ÉLIMINATION CORRECTE pour l'affichage Ce produit est soumis aux dispositions de la directive européenne 2012/19/UE.Le symbole représentant une poubelle à roulettes barrée indique que le produit doit être collecté séparément dans l'Union européenne. Cela s'applique au produit et à tous les accessoires marqués de ce symbole. Les produits marqués comme tels ne peuvent pas êtrejetés avec les ordures ménagères normales, mais doivent être apportés à un point de collecte pour le recyclage des appareils électriques et électroniques. |
 | La conformité est une certification de sécurité CE. |
L'ACDCTIG-225 offre une méthode pratique pour réaliser un soudage « à l'arc » de l'acier au carbone.
La technologie offre la possibilité de souder de l'acier fin ou épais avec précision et facilité. lors de l'ajout
la torche de levage TG en option (non incluse), le régulateur de gaz et une bouteille de gaz de protection, l'ACDC TIG-225 devient soudeur TIG.
CARACTÉRISTIQUES
| Courantde sortie Plage : Cycle de service | Courant d'entrée | Tension d'entrée | Noté | Diamètre de la tige | Matériau de la tige |
| MMA 110V40-140A220V 40~200A | I1 max 50A (110V)I1 efficace 38,7A (110V)I1 max 39A (220V)I1 jusqu'à 30.1 A (220 V) | 110V ou 220V | 20%@110V140A220V200A | 16/01~31/061,6 à 5,0 mm | E6010 E6011E6013 E7014E7018SAcier inoxydable |
| TIG 110V10-160A220V 10~225A | 110V ou 220V | 20%@110V160A220V225A | 1/16~5/321,6 à 4,0 mm |
CYCLE DE SERVICE
Le cycle de service nominal fait référence à la quantité de soudage qui peut être effectuée dans un laps de temps donné.
L'ACDCTIG-225 a un cycle de service de 60 % à 195 A. Il est plus facile de considérer votre temps de soudage en blocs de 10 minutes et le cycle de service étant un pourcentage de ces 10 minutes. Si vous soudez à 195 A avec un cycle de service de 60 %
clé , dans un bloc de temps de 10 minutes, vous pouvez souder pendant 6 minutes avec 4 minutes de refroidissement pour le soudeur. Si le soudeur le cycle de service est dépassés éteint automatiquement, le ventilateur continuera à fonctionner pour refroidir le
les composants sont surchauffés. lorsqu'une température sûre est atteinte, la sortie du soudeursoudeur commutera automatiquement le est à nouveau activée. Pour augmenter le cycle de service, vous pouvez baisser le contrôle de sortie d'ampérage.
LISEZ ET COMPRENEZ TOUTES LES INSTRUCTIONS ET PRÉCAUTIONS AVANT DE PROCÉDER.
Cet appareil émet une haute tension puissante et une chaleur extrême qui peuvent provoquer de graves brûlures, des mutilations, des chocs électriques et la mort. VEVOR ne pourra être tenu responsable des conséquences dues à une mauvaise utilisation délibérée ou involontaire de ce produit.
INFORMATIONS DE SÉCURITÉ
Les explications suivantes sont affichées dans ce manuel avec ce produis sur l'étiquetage et sur toutes les autres informations fournies
DANGER
DANGER indique une situation dangereuse qui , si ce n'est pas évité entraînera la mort ou des blessures graves .
WARNING
AVERTISSEMENT indique une situation dangereuse qui , si ce n'est pas évité pourrait entraîner la mort ou des blessures graves.
CAUTION
ATTENTION Utilisé avec le symbole d'alerte de sécurité, indique une situation dangereuse pouvant entraîner des , si ce n'est pas évité pourrait résulter blessures mineures ou modérées.
NOTICE
NOTICE est utilisé pour désigner des pratiques non liées à des blessures corporelles.


LISEZ LES INSTRUCTIONS
Lisez attentivement et comprenez ce manuel avant d'utiliser le soudeur. Conservez-le pour référence ultérieure.

DANGER
LES CHOCS ÉLECTRIQUES PEUVENT TUER!
Une utilisation incorrecte d'un poste à souder électrique peut provoquer un choc électrique, des blessures et la mort ! Lisez toutes les précautions décrites dans le manuel du poste à souder pour réduire le risque de choc électrique.
- Débranchez le soudeur de l'alimentation électrique avant le montage, le démontage ou l'entretien de l'appareil. torche, pointe de contact et lors de l'installation ou du retrait des buses.
- Portez toujours des vêtements de protection secs, des gants de soudage en cuir et des chaussures isolées. des vêtements adaptés fabriqués à partir d'un matériau résistant aux flammes pour protéger votre peau.
Si d'autres personnes ou des animaux domestiques se trouvent dans la zone de souâdiger des écrans de soudage pour protéger les personnes présentes évitez les étincelles.
- Utilisez toujours le poste à souder dans un endroit propre, sec et bien aéré. N'utilisez pas le poste à souder dans des zones milieu mouillé pluvieuses ou mal aérées.
- L'électrode et les circuits de travail (ou de terre) sont électriquement « chauds » lorsque le soudeur est allumé. Ne laissez pas ces pièces « chaudes » entrer en contact avec votre peau nue ou vos vêtements mouillés.
- éloignez-vous du circuit de soudage en utilisant des tapis isolants pour éviter tout contact avec le surface de travail.
- Assurez-vous que la pièce à travailler est correctement soutenue et mise à la terre avant de commencer une opération électrique. opération de soudage.
- Fixez toujours la pince de masse sur la pièce à souder et aussi près que possible de la zone de soudure. possible. Cela donnera la moindre résistance et la meilleure soudure.

DANGER
LES ÉTINCELLES DE SOUDAGE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION!
- Le soudage électrique produit des étincelles qui peuvent être projetées sur des distances considérables à grande vitesse, enflammant des vapeurs et des matériaux inflammables ou explosifs.
- N'utilisez pas le soudeur à arc électrique dans des zones où des vapeurs inflammables ou explosives sont présentes.
- Ne pas utiliser à proximité de surfaces combustibles. Retirer tous les objets inflammables à moins de 10 mètres de la zone de soudage.
zone de travail. - Gardez toujours un extincteur à proximité pendant le soudage. Utilisez des
couvertures de soudage pour protéger les surfaces peintes et/ou inflammables ; les joints en caoutchouc, les moteurs, etc. tableaux de bord , - Assurez-vous que l'alimentation électrique dispose d'un câblage correctement dimensionné pour gérer la consommation électrique.

WARNING
LES CHAMPS ÉLECTROMAGNÉTIQUES PEUVENT CONSTITUER UN DANGER POUR LA SANTÉ!
- Le champ électromagnétique généré lors du soudage à l'arc peut interférer avec divers appareils électriques et électroniques tels que les stimulateurs cardiaques. Toute personne utilisant de tels appareils doit consulter leur médecin avant d'effectuer toute opération de soudage électrique.
L'exposition aux champs électromagnétiques pendant le soudage peut avoir d'autres effets sur la santé qui ne sont pas connu.

WARNING LES RAYONS D'ARC PEUVENT BRÛLER!
- Les rayons de l'arc produisent un rayonnement ultraviolet intense qui peut brûler la peau exposée et provoquer des lésions oculaires, dommages, utilisez un écran avec le filtre approprié (au moins #1 1) pour protéger vos yeux des les étincelles et les rayons de l'arc lors du soudage ou lors de l'observation du soudage à l'arc ouvert (voir ANsI Z49. 1 et Z87. 1 pour les normes de sécurité).
- utilisez des vêtements appropriés fabriqués à partir de matériaux durables et ignifuges pour protéger votre peau.
Si d'autres personnes ou animaux domestiques se trouvent dans la zone de soudage, utilisez des écrans de soudage pour protéger les personnes présentes. des étincelles et des rayons d'arc.

WARNING LES FUMÉES ET LES GAZ DE SOUDAGE PEUVENT CONSTITUER UN DANGER POUR LA SANTÉ !
- Les fumées et les gaz dégagés pendant le soudage sont dangereux. Ne respirez pas les fumées produites par l'opération de soudage. Portez un masque respiratoire homologué OSHA lors du soudage.
- Travaillez toujours dans un endroit correctement ventilé.
- Ne jamais souder des matériaux revêtus, y compris, mais sans s'y limiter : cadmiés, galvanisés,
plomb

A CAUTION P rûtes à base d'alcool. LE MÉTAL CHAUD ET LES OUTILS BRÛLERONT!
- Le soudage électrique chauffe le métal et les outils à des températures qui provoquent de graves brûlures !
- utiliser un équipementants et vêtements résistants à la chaleur lors de l'utilisation d'Eastwood ou de tout autre outil de soudage de protection. Ne jamais toucher une surface soudée refroidiepointe de la torche ou la buse jusqu'à ce qu'elles soient complètement

CAUTION LES COPEAUX MÉTALLIQUES VOLANTS PEUVENT CAUSER DES BLESSURES !
- Le meulage et le ponçage projettent des copeaux de métal, de la poussière, des débris et des étincelles à grande vitesse. Pour éviter les blessures aux yeux, portez des lunettes de sécurité homologuées.
Portez un respirateur homologué OSHA lors du meulage ou du ponçage.
- Lisez tous les manuels fournis avec les meuleuses, ponceuses ou autres outils électriques spécifiques utilisés avant et après le processus de soudage. Tenez compte de tous les avertissements de sécurité relatifs aux outils électriques.
ÉLÉMENTS REQUIS
Avant de commencer à utiliser le soudeur TIG/MMA 205 ST CK , assurez-vous d'avoir les éléments suivants :
- Un disjoncteur monophasé 1 10/220 volts CA, 50/60 Hz, 50 A correctement mis à la terre. REMARQUE : l'appareil doit être mis à la terre pour fonctionner correctement et en toute sécurité!
- Un nettoyage, sûr, bien éclairé, zone de travail sèche et bien aérée.
- Une chemise à manchêngues ou une veste de SOUDAGE non inflammable
- Des gants de soudage très résistants
- Casque de soudage à obscurcissement automatique pour assurer la protection des yeux pendant les opérations de soudage. Remarque : DOIT être un #1 1 Identique ou plus foncé.
- Brosses de soudage en fil d'acier inoxydable dédiées à chaque matériau à souder.
CONTENU
Retirez tous les éléments de la boîte. Comparez avec la liste ci-dessous pour vous assurer que l'unité est complète.
- ACDC TIG-225
- Cordon d'adaptateur d'alimentation (machine à double alimentation) 3,2 m 25 mm² Pince de terre 300 A
1 jeu 4,2 m Pince à souder électrique 25 mm² 3001 jeu 5,3 m Tuyau d'air *
1 6. Bande trachéo-laryngée * 2 7.
Compteur de gaz de soudage à l'arc sous argon * 1 8. Torche de soudage TIG WP-17 13 mm² 1 jeu 9. Pied * 1
- Masque facial * 1

PANNEAU DE CONTRÔLE ET D'AFFICHAGE
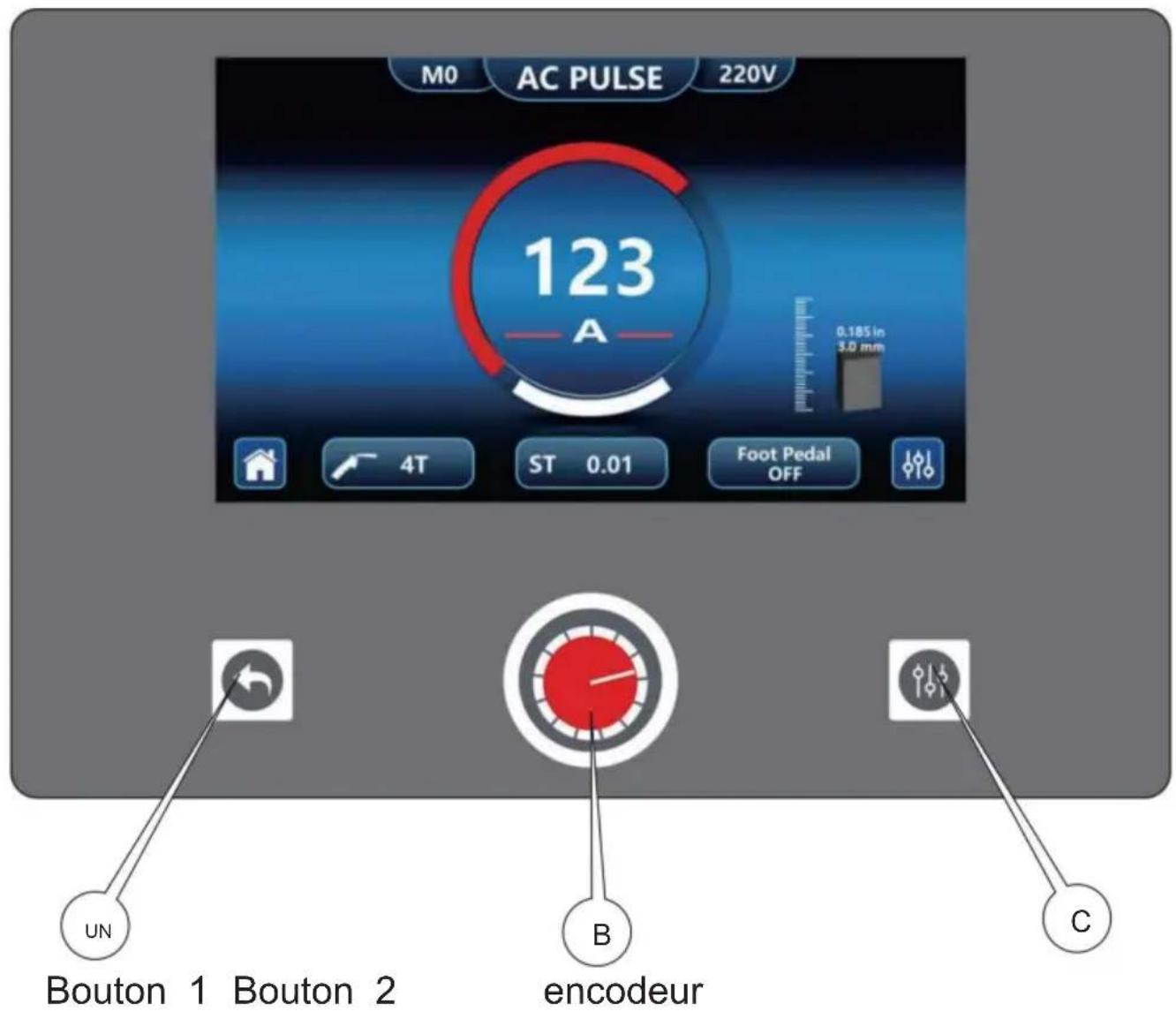
Cliquez sur le bouton pour sélectionner la fonction à maintenir en position fixe Alarme à l'écran telle que la protection thermique
INSTRUCTIONS D'UTILISATION DU PANNEAU
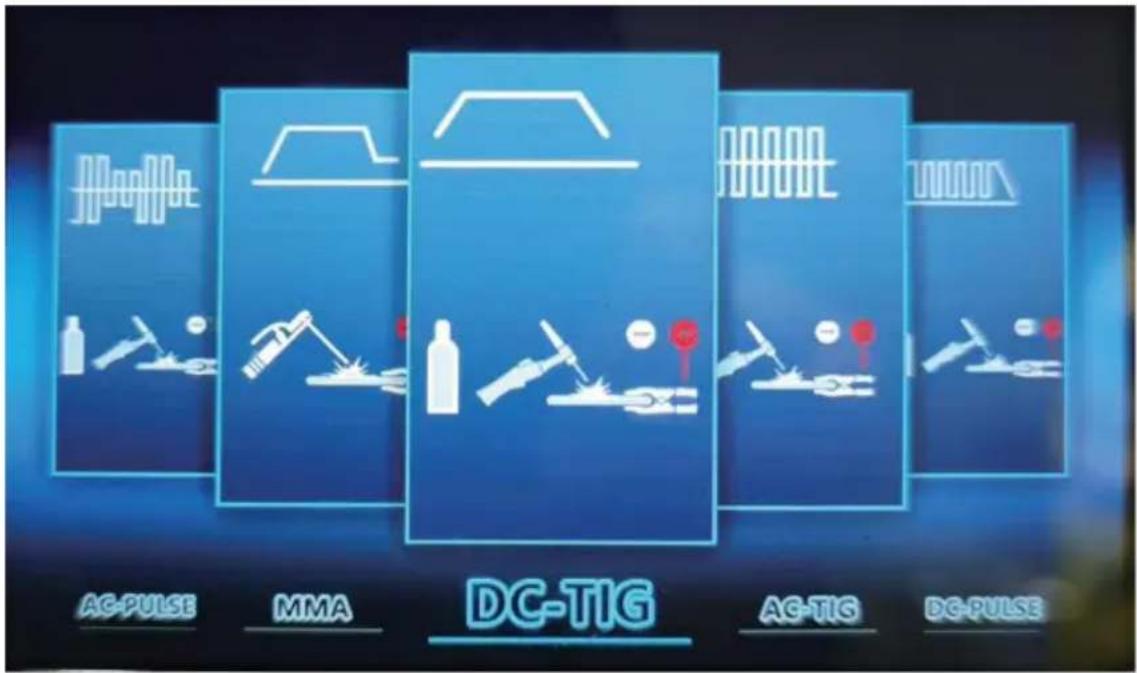
SELECTION DU TYPE DE SOUDAGE
- Codeur rotatif, cycle permettant de choisir 5 types de soudage : soudage manuel DC, soudage DC à l'arc soudage, soudage à l'arc sous argon AC, soudage par impulsions DC, soudage par impulsions AC.
- Sélectionnez le type de soudage souhaité et appuyez sur l'encodeur pour accéder à l'écran de fonctionnement. • L'image affichée sur l'interface de sélection des types de soudage est la suivante :
PAGE D'OPÉRATION DC MMA
- Indicateur MMA, indicateur d'état de puissance.
Affichage du courant, de la tension réelle.
Bouton 1 : correspondant à l'icône de retour d'interface, appuyez pour revenir au type de soudage interface de sélection.
- Encodeur : tournez pour régler le courant, appuyez sur l'encodeur et tournez pour sélectionner l'anti-collage, l'anti-choc, le courant de poussée et le courant d'arc, sélectionnez les paramètres de réglage requis et appuyez à nouveau pour faire apparaître la fenêtre de réglage, faites tourner l'encodeur pour régler les paramètres, et enfin appuyez pour confirmer et quitter la fenêtre contextuelle (vous pouvez appuyer sur le bouton à tout moment). temps pendant le processus de réglage 1 Quittez le réglage actuel des paramètres ; si vous ne le faites pas effectuer une opération pendant le réglage des paramètres, il reviendra automatiquement à la état de réglage actuel après 5 secondes.

| FONCTIONNALITÉ | RÉGLER LA VALEUR PAR DÉFAUTRAYON | ||
| DCCourant | 40-200 | 40 | Régulation par encodeur |
| SUR | MARCHE, ARRÊT | SUR | Régulation par encodeur |
| COMPARER | MARCHE, ARRÊT | SUR | Régulation par encodeur |
| Force ARC | 0-60 | 0 | Régulation par encodeur |
| Démarrage à chaud | 0-60 | 0 | Régulation par encodeur |
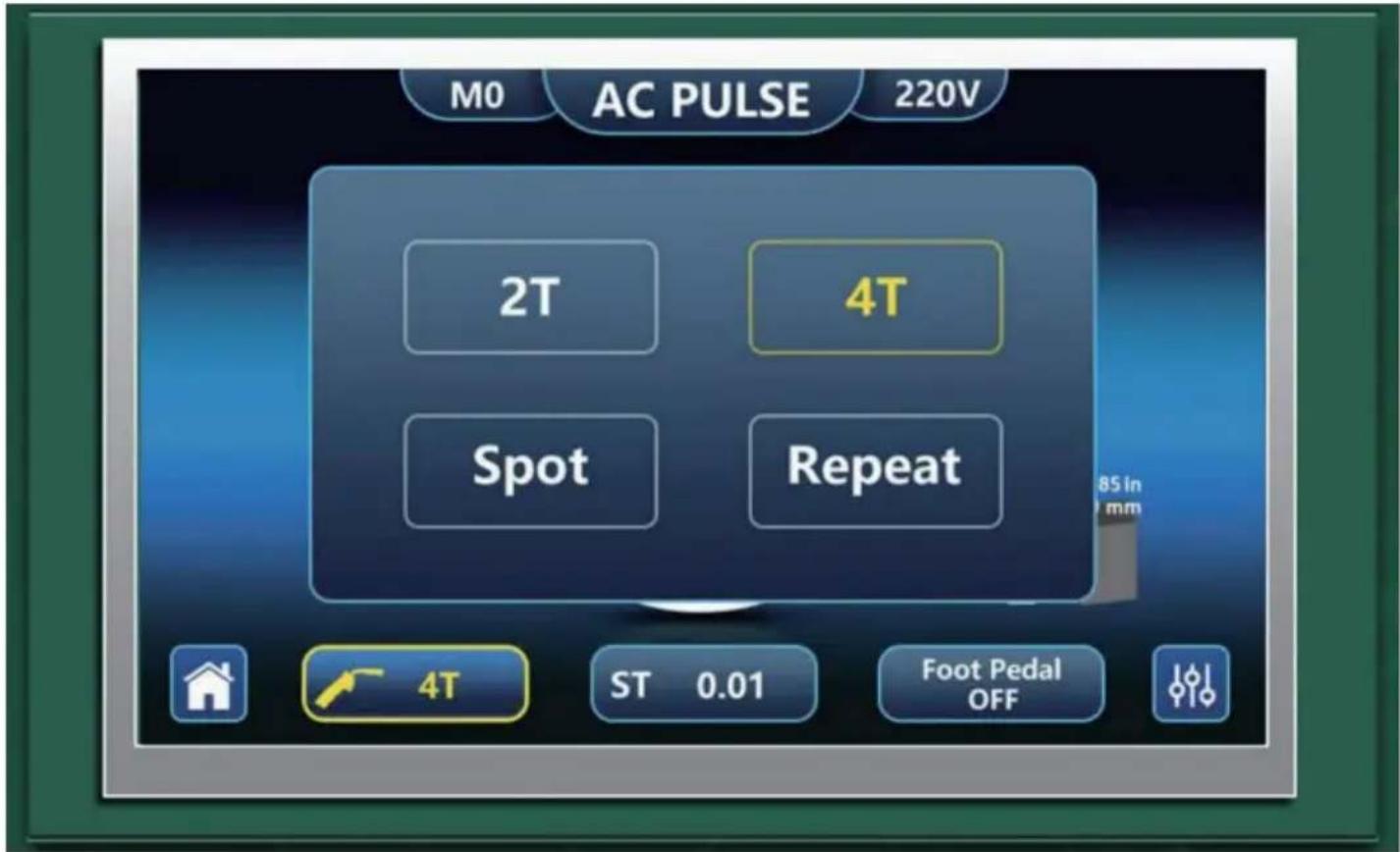
DESCRIPTION DE LA PAGE DE FONCTIONNEMENT DCTIG, ACTIG, DC PULSE, AC PULS
- Indication du type de soudage, indication de l'état de puissance.
Affichage du courant, de l'épaisseur de la plaque. - Bouton 1 : correspondant à l'icône de retour d'interface, appuyez pour revenir au type de soudage interface de sélection.
- Encodeur : faites tourner le courant de réglage (correspond automatiquement à l'épaisseur de la plaque), appuyez sur l'encodeur et tournez pour sélectionner le mode de fonctionnement, le temps de soudage par points, l'intervalle de temps, le commutateur à pédale, sélectionnez les paramètres de réglage requis et appuyez à nouveau pour faire apparaître le fenêtre de réglage, faites tourner l'encodeur pour régler les paramètres, et enfin appuyez pour confirmer et quittez la fenêtre contextuelle (vous pouvez appuyer sur le bouton à tout moment pendant le réglage processus 1 Quitter le réglage actuel des paramètres ; si vous n'effectuez aucune opération pendant réglage des paramètres, il reviendra automatiquement à l'état de réglage actuel après 5 secondes.
- Bouton 2 : Entrez dans l'interface de configuration complexe, entrez dans le bouton Retour 2 pour sélectionner paramètres, l'encodeur pour ajuster la valeur, appuyez sur 1 pour revenir à l'interface supérieure.
| FONCTIONNALITÉ | RAYON | RÉGLER LA VALEUR PAR DÉFAUT |
| Actuel | 10-200 | 10 Régulation par encodeur |
| Mode de fonctionnement | 2T, 4TREPÈRE, RÉPÉTER | 2T Régulation par encodeur |
| SpotTime | 0,01 S-9,99 S | 0,01 S Régulation par encodeur |
| Intervalle de temps | 0,01 S-9,99 S | 0,01 S Régulation par encodeur |
| Pédale | DÉSACTIVÉ, ACTIVÉ | DÉSACTIVE Régulation par encodeur |
| FONCTIONNALITÉ | RAYON | DÉFAUT VALEUR | SÉLECTIONNER | RÉGLER |
| Pré-flux | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| DémarrerAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Vers le haut | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| SoudureAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Vers le bas | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| FinAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Post-flux | 0-10 | 0 | Bouton2Select | Encodeur règlement |
TABLEAU PARAMÉTRIQUE DES IMPULSIONS CO
| FONCTIONNALITÉ | RAYON | DÉFAUT VALEUR | SÉLECTIONNER | RÉGLER |
| Pré-flux | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| DémarrerAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Vers le haut | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| PeakAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Impulsion Fréquence | 2-99,9 | 5 | Bouton2Select | Encodeur règlement |
| SoudureAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Vers le bas | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| Largeur d'impulsion | 10-90 | 50 | Bouton2Select | Encodeur règlement |
| FinAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Post-flux | 0-10 | 0 | Bouton2Select | Encodeur règlement |
TABLEAU DES PARAMÈTRES ACTIG
| FONCTIONNALITÉ | RAYON | DÉFAUT VALEUR | SÉLECTIONNER | RÉGLER |
| Pré-flux | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| DémarrerAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Vers le haut | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| SoudureAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Vers le bas | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| FinAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Post-flux | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| Profondeur de nettoyage | 50-150 | 100 | Bouton2Select | Encodeur règlement |
| Largeur propre | 30-80 | 50 | Bouton2Select | Encodeur règlement |
| Fréquence CA | 20-200 | 20 | Bouton2Select | Encodeur règlement |
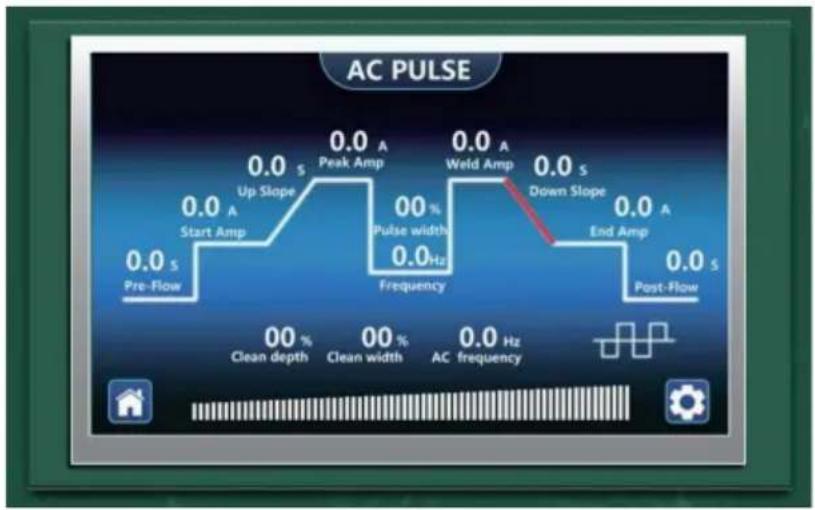
TABLEAU PARAMÉTRIQUE DES IMPULSIONS CA
| FONCTIONNALITÉ | RAYON | DÉFAUT VALEUR | SÉLECTIONNER | RÉGLER |
| Pré-flux | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| DémarrerAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Vers le haut | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| PeakAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Impulsion Fréquence | 2-99,9 | 5 | Bouton2Select | Encodeur règlement |
| Largeur d'impulsion | 10-90 | 50 | Bouton2Select | Encodeur règlement |
| SoudureAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Vers le bas | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| FinAmp | 10-200 | 10 | Bouton2Select | Encodeur règlement |
| Post-flux | 0-10 | 0 | Bouton2Select | Encodeur règlement |
| Profondeur de nettoyage | 50-150 | 100 | Bouton2Select | Encodeur règlement |
| Largeur propre | 30-80 | 50 | Bouton2Select | Encodeur règlement |
| Fréquence CA | 20-200 | 20 | Bouton2Select | Encodeur règlement |
La LED de protection thermique s'allume lorsque l'appareil a atteint la température maximale des composants internes. Cela se produit lorsque le cycle de service a été dépassé.
Le soudeur s'éteindra automatiquement, mais le ventilateur continuera de fonctionner pour refroidir les composants surchauffés. Lorsqu'une température sûre sera atteinte, circuit de protection réactivera automatiquement la sortie du soudeur.

A : interface de sortie positive B : interface de commutation du pistolet
C : interface gaz-électrique D : interface de sortie négative
E : Interface de gaz TIG F : Interrupteur d'alimentation G : Cordon d'alimentation
SOUDURE MANUELLE DÉBOGAGE ET FONCTIONNEMENT

- Branchez la fiche d'alimentation et allumez l'interrupteur d'alimentation.
- Connectez la pince à souder à la port de sortie positif et connectez le pince de masse au port de sortie négatif.
- Maintenez la pièce à travailler avec un sol serrer.
- Appuyez sur le bouton du mode de soudage pour changer au mode de soudage manuel.
- Réglez le bouton actuel pour régler le courantà la plage appropriée.
- Touchez l'électrode et la pièce à usiner avec la pince à souder et démarrez l'arc soudage
SOUDAGE À L'ARC SOUS ARGON DÉBOGAGE ET FONCTIONNEMENT

- Allumez l'appareil et allumez l'interrupteur d'alimentation.
- Connectez le pistolet de soudage à l'arc sous argon à l'interface gaz-électrique de la machine à souder et
serrez-le dans le sens des alguilles d'une montre. - Insérez la fiche à deux conducteurs de la torche dans la changer le port de la torche.
- Connectez le connecteur rapide de la pince de terre à l'extrémité de sortie positive du soudeur et maintenez la pièce avec la pince de masse.
- Appuyez sur le bouton du mode de soudage pour passer à mode de soudage à l'arc sous argon.
- Raccordez le tuyau de gaz de la bouteille de gaz à l'argon port de gaz de soudage à l'arc sur le panneau arrière et serrez il avec la bande de gorge.
- Tournez la vanne du cylindre pour atteindre la pression de soudage appropriée.
- Selon l'épaisseur de la plaque, tournez la bouton de réglage du courant pour obtenir le courant de soudage approprié.
- Touchez l'électrode en tungstène de la soudure torche sur la pièce à travailler, appuyez sur l'interrupteur du pistolet la poignée et la soudure commence
Adresse : Parc industriel de Danya, ville de Zeguo, WENLING Zhejiang 317523 Importé en Australie :
SIHAO PTY LTD. 1 ROKEVA STREET, ASTWOOD NSW2122, Australie Importé aux
États-Unis : Sanven
60329 Francfort-sur-le-Main.
VEVOR®
TOUGH TOOLS, HALF PRICE
Assistance technique et certificat de garantie
électronique www.vevor.com/support




