
SMIGMA 250.IGBT - Spawarka Stamos - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia SMIGMA 250.IGBT Stamos w formacie PDF.

| Typ produktu | Profesjonalna spawarka MIG/TIG/MMA |
| Marka | Stamos |
| Model | S-MIGMA 250.IGBT |
| Napięcie wejściowe | 230 V~ / 50 Hz |
| Prąd znamionowy wejściowy (MMA) | 33 A |
| Prąd znamionowy wejściowy (TIG) | 22,5 A |
| Prąd znamionowy wejściowy (MIG) | 29,5 A |
| Napięcie jałowe | 62 V |
| Zakres prądu spawania MMA | 15 - 250 A |
| Zakres prądu spawania TIG | 15 - 250 A |
| Zakres prądu spawania MIG | 50 - 250 A |
| Cykl pracy przy 60% | 250 A (MMA/TIG/MIG) |
| Cykl pracy przy 100% | 193 A (MMA/TIG/MIG) |
| Tryby spawania | MIG, TIG, MMA, Flux |
| Zasilanie | Jednofazowe, z uziemieniem |
| Chłodzenie | Wbudowany wentylator |
| Ochrona termiczna | Wskaźnik przegrzania z automatycznym wyłączeniem |
| Zalecenia bezpieczeństwa | Obowiązkowa pełna ochrona ciała (maski, rękawiczki, buty) |
| Czyszczenie | Po każdym użyciu odłączyć od zasilania i pozostawić do ostygnięcia |
| Zgodność | Z dyrektywami europejskimi |
Często zadawane pytania - SMIGMA 250.IGBT Stamos
Pytania użytkowników dotyczące SMIGMA 250.IGBT Stamos
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję SMIGMA 250.IGBT - Stamos i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. SMIGMA 250.IGBT marki Stamos.
INSTRUKCJA OBSŁUGI SMIGMA 250.IGBT Stamos
Nalezy zapoznac sie z instrukcja obshgl.
Niewolno wyrzucar urzadzen elektrycznychrazem z odpadami gospodarstwa domowego.
Urzadzenie jest zgodne z deklaracja CE.
Nalezy stosowac odziez ochronna zabepeziejca cate ciao.
Uwaga! Zaloz rekawice ochronne.
Nalezy stosowac okulary ochonne.
Stosuj obuwie ochronne.
Uwaga! Goraca powierzchnla moze spowodowac oparzenla.
Uwaga! Rzykyo pozaru lub wybuchu.
Uwaga! Szkodlwe opary, niebepieczneistwo zatrucia. Gazy i opary moga byc niebepieczne dia zdrowi. Podczas procesu spawania wydobywaj sie gazy i opary spawalicze. Wdychanie tych substanci maybe yc niebepieczne dia zdrowi.
Nalezy stosowac maske spawalicz z odpwiednim stopnlem zaciemnienia filtra.
UWAGA! Szkodlwe promieniowanie fuku spawalniczego
Niewolno dotyka czesci pod napieciem
UWAGI! Iustracion w ninijszej rostrucj obligui maja charakter pogladowy w i niedtorychSzegcaghoda moga rozni siz ic od zcezywistogo wygladProduktu.
Instrukcji,oryginalnajnestniemeckaersjia instrukcji. Pozostaleversjejezkyowesa tumaczeniami zjezkya niecieklego.
I. BEZPIECZENSTWO UZYTKOWANIA
I.UWAGIOGOLNE
Nalezy zadob a bezpieczienstwo wlasne i osob postronnych, zapoznajc sie i postepujac dokhadnie z wyctzynmawrzytami w instrukturi urzadzenia.
Do uruchomienia, uzytkowania, obshugi i naprawy maszyny wolno dopuszczać wyfacznych osoby wykwalifikowane.
- Urzadzenia nle wolno uzywac niedzignie z loro prezeznaczeniem.
1.2 PRZYGOTOWANIE MIEISCA PRACY DO SPAWANIA
SPAWANIE MOZE WYWOLAC POZAR LUB EKSPLOZJE
Nalely przestrozec prepriszob bepiecznestrwa i higiery przycady zychywnosci spawnilicych oray wypotsaty Stanowiski przyc wy owdpiednia ganiae.
Zabronione jest spawanie w miejscach, w ktorych moze dojsc do zaplonu materialow latwopalmych.
Zabronione jest spawanie w atmosferze zwierajacej czasteczki palne lub opary substancji wybuchowych.
- Nalezy w promieniu 12m od mięcie spawarsa uśnów z战胜kie materiały paine, a jejeli jest to niemźwoły, to materiały paine zalezy przykory nepalnym nakrycium.
Nalezy zastosowac srodki bezpieczewska przed snopem iskier oraz rozzarzonymi czasteczkami metalu.
Nalezy zwrocic uwag na, zo izskiy lub gorace odopryski metalu moja przyedostac sie przyszczeliny lub owry w narkyciach, oslonach lub parawanochronny.
- Nie wolno spasac zbiornikow lub beczek, kotre zawieraja lub zawieraly substantje latwopaine. Nie wolno spasac rowniez w ich pouchlo.
- Nie wolno spawac zbiornikow pod cisieniern, przewodow instalaci cisieniiewe lub zaosbnikow cisieniowych.
Zawsze nalecy zadbać o wystarczajacwentylacj.
- Przed przystapieniem do spawania zaleca sie przyjac stabiln pozycje.
PL
PL
1.3 SRODKI OCHRONY OSOBISTEJ
PROMIENOWANIE LUKU ELEKTRYCZNEGIO MOZE USZKODZIC WZROK I SKORE CIAJA
Podcas spawania nalezy mié na硬度 zysta, niezaolejona odzież ochronna, wykonana z materialiu niepalnéo oraz nieprzewodzęcego (skóra, gruba baweima), rekawice skórzane, wysokie buty oraz kaptur ochrony.
- Przod proczyciem spawania nały pozy sączne i tłowopalynych lub wybuchowych, takich jak zapaliński za propan abstun, czy zapalić.
- Naležy stosowac ochrone, warzy (hehlm lub olone) i ocuz, z filtrem o stopniu zaciemnienia dobranyan do wrozku spawacza i国家标准i pradu stavpania. Standardy beziejezewska proponija zarabwierie nr 9 (minimalnie nr 8) da kázego国家标准i pradu poinjej 300 A. Nílsssze zarabwierenie oslynicz mozza stosowac, ježeli fulk zakrywa prezmiodnoy abrayian.
Zawsze nalezy stosowac atestowane okulary ochrnoe z oskona bocznag pod helmem lub inna osloneq.
Nalezy stosowac osony mięska pracy, welu ochry innych osob przydost opiejaćym promieniowaniem swiettnym lub odpryskymi.
Nalezy zawsss nosic zacyczki do uzsu lub inna ochrone stuchu, w celu ochryr pradezmiernym halsem orag by uniknac prerodstaniza sie odprzyskowe do uzsu.
Osoby postronne nalezy ostrzec przed patrzeniem na fuk elektryczny.
1.4 OCHRONA PRZED PORAZENIEM
PORAZENIE PRADEM ELEKTRYCZNYM MOZE BYC SMIERTELNE
Kabel zaslajcny naelye podaczy do najbicej pozolzonego gniazda i ulozyc w spośob praktyczny oraz bezpiecznych. Nalezy unikań niedbalego roztozenia kablw pomsieszczenu ni niedbazdanym podlozu, co要去 doprowadźć do parażenza elektrycznechno lub pozaru.
Zetniepie z e elektryczne nahadowanyim elementami moze spowodac porazenie elektryczne lub clekzte poparzenie.
Luk elektryczny oraz obszar roboczy, podczas przyptywu pradu, sa naładowane elektrycznie.
- Obwod węciowy oraz wewnegrźny obwod prȩdowy urzadzenia zȩduji są,rowieź podapiąciem przy węczonym zasilianyl.
- Nie wolno dotykać elementów znajdujacych sie pod napleciem elektrycznym.
Nalezy nosicSuche,niepodziurawione,izolowane rekawiczki oraz odziez ochronna.
Nalezy stosowacaty mizolazyb ujne inat powkola izolaycnaj na podlodze, ktoe sa wystarczajo duze. zheby nie dopusci do kontaktu ciaja z przydetmiotem bud podloga.
- Nie wolno dotykac fuku elektrycznego.
Przed obstuga, czyszczeniem lub wymiana elektrody nalezy wyliczycdopwy pradu elektrycznego.
- Nalezy upewnicie,czy kabel uziemienia jest wachswie podlaczony, oraz czy wytk jest wachswie podlaczony z uziemionym gniazem. Nieprawidlowe podlaczenia uziemienia uradzdenia要去 spowodowac zagrozzenia zycia lub zdrowia.
- Nalezy regulare sprawdzac kable pradowe pod kqtem uzskodzien lub braku izolacji. Kabel uzskodzony nalezy wemyenic. Niedbala nawowic izolacji我会 spoedowac smierc lub utraren zdwia.
- Urzadzenie nalezy wylaczy, jezel nie jest uzytkowane.
Kablanie wolno zawija cokla.
- Przedmiot spawany nalezy wąsćwie uziemicć.
- Wolno stosowac wylacznie wyposazenie w dobrym stanie.
- Uszkodzone elementary urzadzdenia naleye naprawic lub wymienic. Podczas pracy na wyssokośćach nałyzy uwywac pasów bezpieczemstwa.
Wzyszcie elementy wyposzazenia oraz bezpiecznestanowa poinbowy necrzechowymwane jednym mijscu. W chwil zachuzenia wyzwaclaca konwocka wuchystu nalezy thrzymacz dala od dla.
- Przymocujek kabel masowy do elementu spawego lub moziwiejak njblje tego elementu (np. do stolu roboczego).
PO ODLACZENIU KABLA ZASILAJACEGO URZADZENIE MOJE BYC JESZCE POD NAPIECIEM.
- Po wyłczeniu urzadzenia oraz odzyczneiu kabla napieciwogo nalezy sprawdzie napiecie na kondensatorze wejscowy są upewnic sie, ze wartosć napiecia jest rowna zeru. W przyczwnym przypakdo wolno dozykac elementow urzadzenia.
1.5 GAZY IDMY
UWAGAI GAZ MOZE BYC NIEBEZPIECZNY DLA ZDROWIA LUB DOPROWADZIC DO $MIERCI!
- Nalezy zawsze zachowac odstep od wylotu gazu.
Podczas spawania nalezy zwrocić uwage na wymlane powierza,unikajc wdychania gazu.
Nalezy usunac, z powierzchni detali spawanych, substantjc chemicne (smary, rozpusczalnik), gdy pod wphywem temperatury palaś je i wydlizja trujace dym. - Spawanie detali ocynkowanych jest dozwolone tylko przy zapewleniu wydajnych ochlagów wraz z filtracja oraz dopywu czystego powietra. Opany cynku są silnio trujace, objawem zatrucja jest tzw.ogrączka metalzica.
2.DANETECHNICZNE
| Nazwa produktu | SPAWARKA |
| Model | S-MIGMA 250.IGBT |
| Znamionowe napiȩcie / Czosćtliwość | 230V~ / 50 Hz |
| Znamionowy prȩd wejsciowy [A] | 33 (MMA) |
| 22.5 (TIG) | |
| 29.5 (MIG) | |
| Napiȩcie biegu jaluowej [V] | 62 (MMA / TIG / MIG) |
| Prȩd spawania MMA [A] | 15-250 |
| Prȩd spawania TIG [A] | 15-250 |
| Prȩd spawania MIG[A] | 50-250 |
| Prȩd spawania w cylku pracy 60% [A] | 250 (MMA/TIG/MIG) |
| Prȩd spawania w cylku pracy 100% [A] | 193 (MMA/TIG/MIG) |
3. EKSPLOATACJA
3.1 UWAGLOGOLNE
- Urzadzenie naley stosowac zgodnie z praznezmieni, z zachawianm przypeśw BHP oraz obstrzeż wymiolaicych z dachew zawartych na tabliczce znamionowymi (stoplanin EP, cykdl napiecz zaslizni od.).
Maszyny nie wolno otwiierac, poiniewa spowudje to urate gwarancji, panodto eksprodujace, nieslonietere czeci moga powodawac uszkodzenia cia. - Producent ne poinosi opodowdialnosci za zmiany technicne urzadzenia badz szkody materialne wyniki na skutek wropadzenia tych zmian.
W przypadku nieprawidlowego dzialania urzadzenia nalezy skontaktowac sie serwisem. - Nie wolno zasianaci szceln winyatalynych-nalezy ustawic spawkarw e wodlegosci 30 cm od otaczaicyajch y prazemiodtow.
Spawarki nie wolno trzymac pod ramieniem lub blisko ciala.
Maszyny no wolno instalowac w pomieszcienaqi agreswym srodowisku, duzym zapyleniu oraz w obizu urzadzeno u Devicei pols elektromagnetycnego.
3.2 PRZECHOWYWANIE URZADZENIA
- Maszynie nalezy chronic przed wodji wilgocia.
- Spawarki nie wolno stawiac na podgrzewanej powierzchni.
- Urzadzenie nalezy przechowyac w suchym iczystym pomieszczeniu.
PL
PL
3.3 PODLACZENIE URZADZENIA
3.3.1 Podlącenie pradu
- Podlączenia urzadzenia powinna dokonac osiebo wykalifkowana. Ponadto osoba z niedbqdnymi kwalifikacjami powinna sprawdzie cz uzyemienia oraz instalacja elektryczna, wraz ukladem zabezpieczencia, sz gzodna z pręspisciamy bezpieczierstwa fightskonjunktowa prowidowo.
- Urzadzenie nalezy ustawic w povlizu mistriesca pracy.
- Nalezy unikac zbyt dlugich przywodów do podlączenia maszyny.
- Spawarki jegnofazowe powinny byc podhczone do gniazda wyposazonego w bolec uzlemajacy.
- Spawarka zialane z sieci 3-Fazowej są dostarcze bez wyztcji,/Private wy wasznę sukresie zaopatrźyc są w taku wyztcze, a monza zecie wywkawilfikowanejs obosie.
UWAGA! URZADZENIE WOLNO EKSPLOATOWC WYLACZNIGM, GDY JEST PODLACZONE DO INSTALACNI ZE SPRAWNYM BEZPICKZNIKEM
4. OBSLUGA
SPAWARKA: S-MIGMA 250.IGBT
Opiuramidzenia:
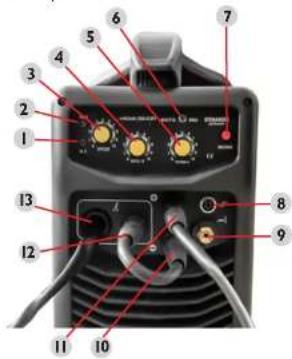
Widok z przodu:
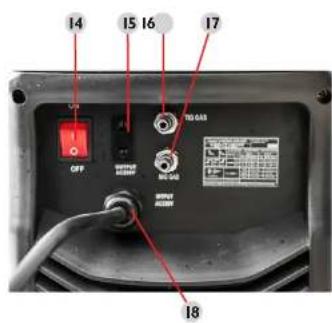
Widok z cyh:
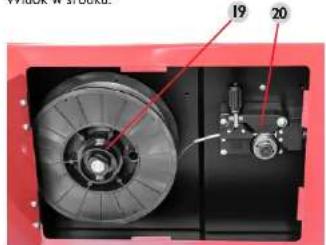
Widok w srodku

L.p. Funkcja i opis
- PRZECIAZENIE / AWARIA = lampka zapala sie w przypadku wysaplenia dwoch sytuacij:
a) jeziel maszyna ma awarie i nieMZe lyc eksploatowana.
b) jeziel spawarka przechroczyla standardowy czas prezeczna, prezechodni w tryb bepeziczeniasta a nastepnie wyfca sie,Oznacza to,ze urzadzenie w ramach kontrlery temperaturei przegrzania prechodni w tryb spoczynku. Podcaso tego procesu zawiecia sie kontrkola ostrzegawca na prezdrinani panelu. W te sytuacji no trzoba wycjagw ywuizla zgniazka. W celu schlodenzia urzadzenia wentylator moze fungkionowa dalej Jeziel czerwona kontrkola Nie swicci sie to ozmacza co,ze urzadzenie schdzzlo sie do temperatury eksploatacji I moze byc ponownile uzykowane. - Kontrolka sygnalizuja zwazone zasilanie
3 Pokretto shuzace do ustawlenia prdekksi wysuwu drutu - Pokretlo regulaçni napiecia metod MIG
- Pokretto regulaci pradu w mecodzie TIG / MMA
- Przelacznik TIG/MIG - MMA
- INCHING - Przycisz wysuwu drutu - po wsińskiago przyczisku, spawarka Rozpoczyna podawanie drutu. Drut bedzie podawany do momentu zwolnienia przyczisku. Stuzy to podaniu drutu np. po wymaniie szpiul.
- Gniazdo przylaczza przycisku sterowania TIG
- Gniazdo przyewodu prydowo-gazowej palnika TIG
- Wyjsie przewodu,
Wyjscle przwodu, - Gniazdo przywodu zmiany polaryzacji: Podlaczony do boguna dodatniego - spawanie MIG Podlaczony do boguna umnejego - spawanie FLUX
- Gniazdo przyfaczma MIG
- GLOWNY wHcZnik
- Gniazdo podlaczenia podgrzewacza do gazu CO2-230V
- Przyfacz gazu przy metodzie spawania TIG
- Przyfaczegazu przy metodzie spawania MIG
- Przewod zasilajacy
- Szpula drutu
- Prowadnica drutu
- Przewod dozmiany polaryzacji spawania MIG/FLUX

Uchwyt MIG:
- Dysza
- Koncówka
3.Uchwyt spwalniczy MIG
PL
PL
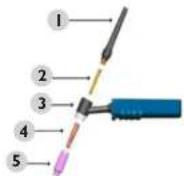
UchwyTIG:
-
Kapturek plugged, tylny
-
Tuleja zaciskowa
3.Uchwyt palrika - Tuleja zaciskowa w obudowie
- Dysza ceramiczna
5. PODLACZENIE PRZEWODOW
OPIS PODLACZENIA PRZEWODOW:
Nalezy agronicyc licze przemodow spawalniczych podaciagnosisych不同程度 do spaarwicko do minimum. Na przydkw w trakcie spapania methoda MIG, zadeniny inny przemodow spalniczycy (np. TIG), nie powiainen byc podaciagnosis do urdazdenia, bo fungkja MIG Nie bedzie diazalic. Taki zabigma na celu zapewmieie pradwidowego diazianla urdazdenia oraz bezpieczencsxtwa operatora.
TRYB SPAWANIA MMA
L. Nalezy wybrać na przelęczniku (6) funkcje spawania MMA.
2 Nalezy podlachycz przewod masowy do zlacza oznaczongo znakicm, +" (11).
3. Nastepnie naley podlączy przemow odawalniczy z uchwytem elektryo MDA do zhaça oznanzonego znakiem „ (10). UWAGA! Polárzacja przyzwodów要去 sie roznic! Wyszystkie informacja dotyczne polárzycj powinny byc opisanie na opakowiwni dostarczonym zrez produktwu elektryo
4. W tym momece myzna podaczycz przwod siedcijny i wachyc zaslanie, po podaczeniu przwodu masewgo do przydmiotu spaswanego myzna Rozpoczac pracze.
TRYB SPAWANIA TIG
Przeder przystazpiemien lo spawania metod TIG nalezy podlaczyc btule z gazem do gniazda w tynje czeci urzadzenia oznazgono na rysnuku numero m16 (TIG GAS).
1. Nalezy wybrać na przeljaczniku (6) funkcję spawania MIG/TIG.
2 Nalezy podlachycz przewod masowy do zlacza oznaczonego znaklem,+ (11)
3. Podlączy przywod pradowo-gazowy palnika TIG do zęczna (9) oraz przywod sterowania TIG do zȩczna (8).
4. W tym momeceMZno ploadzcycz przwod siedicyw i wchycz zasilania, po podlaczeni przewodu masowego do przydwimotu spaswanegoMZno Rozpoczac pracze.
TRYB SPAWANIA MIG
Przed przystapieniem do spawania metodá MIG naležy podlajcne butte gazem do gniadza w tlynej czeci urzadzenia oznaczonevo na ryskusnem 17 (MIG GAS) Nastepné naležy podlajcne przemó do zmiany polaryzacji spawania MIG/FLUX do do zhcza oznaczonego znakiem, +" (11) i zhcza oznaczonego na ryskusnem 126
I. Nalezy wybrać na przyelaczniku (6) funkcję spawania MIG/TIG.
2 Nalezy podhaczyc przyzwod masowy do zha cza oznaczonego znakiem ." (10).
3. Nastepnie nailsé založyc odopiewidni drut spawalniczy orang podzlocy przemod siewicy i wychycz zasilanie, po podzloceniu przemodu masewog do prechodmiu sapanego rozmoz ropaczć pracq.


Rev.23.05.2022 Rev.23.05.2022
TRYB SPAWANIA FLUX
Przdr przystapienmi do sawpania methody FLANE zajedy podzycj przwod do zmiany polaryzacji sawpania MIg/FLUW do zachina ozanconegno zankiem * (10) i zazhao ozanconegno na rysunku numbered 12.
I. Nalezy wybrac na przyelaczniku (6) fungcie spawanja MIG/TIG.
2. Nalezy podlączy przewod masowy do złacza oznaczonego znaklem „+“ (11).
3. Nastspire naceły zaloźyc odpwiedniński drut spawilniczory orang podzlocy przyzwod siociowy i wyzcie zaslania, po podzaczenia priszdwu masewiego do predrzemitny spaswanego zaemonska możozrzopća prac.


6.UTYLIZACJA OPAKOWANIA
Prosimy o zachowanie elementów opokawania (tektryu, plastychycki tasm odz rystypani), aby wrazie koniecznosci oddania uzdrędzenia do serwisowo goby lok je nalepiejcie ochronicn za czas przesyfil.
7. TRANSPORT I PRZECHOWYWANIE
Podczaansportu urzadzenie naely zabepezczy przd wsrzama i przewroceniem sie oraz nie uzawlac go .do gory nogami). Urzadzenie naely pechnochwyw a dorbe wetrylowanyom pomsieszczenu, w ktorym obcene jestSuche poweletrizne i nystewpia gazy powodujcze korozjc.
8. CZYSZCZENIE I KONSERWACIA
- Prüred kazdym czyszczemien, a takte jezeli urzadzenia nie jest uzywane, nalewy wyciagn wyczykie scieciow i calcowiec ochlodnic urzadzenia.
Do czyszczenia powierzchni nalezy stosowac wyfacznie srodki niedawierajace substanci zracych
Poa Izdym czyszczenu wszystle elementy naezy dobrze wysusyc, zanim urzadzenia zostanie ponowniew uzyte. - Urzadzenie nalezy przechowychaw w suchym i chiodnym mięjscu chronionym przyd widigocij i bezpos三点prodemioniawanism stoneznymi.
9. REGULARNA KONTROLA URZADZENIA
Nalezy reguilarne sprawdzac,czy elementy urzadzenia nie sa uzskodzone. Jezi tak jest, nalezy zaprzestac uzytkowania urzadzenia. Prosz niezwocznie zwrocić sie do sprzedawy w celu przypoprawdzenia naprawy. Co nały zrobic w przypradyk pojawienie sie problemi?
Nalezy skontaktowac sie ze sprzedawca i przygotowac nastepujace dane:
- Nummer kuftray orar num seryjny (nr seryj podany jest na tabliczce zhamiononej)
- Ewentualnie tradjecie niesprawnej czejci.
Pracownik serwu si jest w stanie liepie ocnic, na czym polega problem, jezeli opisz go Panstwo w sposob tak preczyynyj, jak jest to tylko moziwe. usterek! Im bardziej szcagolowe sq dane, tym szybciej moza Panstwu pomoc!
UWAGA: Nigdy nie wolno owietierar urzadzania bez konsultaci z serwisem klien. Moze to povadzic do utraty gwarancj!
CZ
CZ
NAVOD KOBSLUZE
SYMBOLE

Produkty elektryczne i elektronicze po zakońceniu okresu eksploataci wymagaj segregaci i oddania ich do wyznaczonego punktu odbioru. Nie wolno wyrzucac produktw elektrycznych razem z opadami gospodarstwa domowego. Zgodnia z dyrektywa WEEE 2012/19/UE obrowiazujuca w Unii Europejskiej, urzadzenia elektryczne i elektronicze wymagaja segregaci i utilizacioni w wyznaczonych mistrszech. Dbajac o prawidlowa utilizacja, przyczyniazsi sie do ochrony zaobów naturalnych i zmiejejsasz negatywny wptyw oddziachwania na srodowisko, czlowieka i otoczenia. Zgodnia z krajowym sprawodawstwem, nieprawidlowe uswanie opadow elektrycznych i elektronicznych sąbyc karane!
ul. Nowy Kisielin-Innowacyjna 7
66-002 Zielona Góra | Poland, EU
e-mail: info@expondo.com





- BEZPIECZENSTWO UZYTKOWANIA
- 1.2 PRZYGOTOWANIE MIEISCA PRACY DO SPAWANIA
- PL
- 1.3 SRODKI OCHRONY OSOBISTEJ
- PROMIENOWANIE LUKU ELEKTRYCZNEGIO MOZE USZKODZIC WZROK I SKORE CIAJA
- 1.4 OCHRONA PRZED PORAZENIEM
- PO ODLACZENIU KABLA ZASILAJACEGO URZADZENIE MOJE BYC JESZCE POD NAPIECIEM
- 1.5 GAZY IDMY
- UWAGAI GAZ MOZE BYC NIEBEZPIECZNY DLA ZDROWIA LUB DOPROWADZIC DO $MIERCI
- EKSPLOATACJA
- 3.2 PRZECHOWYWANIE URZADZENIA
- 3.3 PODLACZENIE URZADZENIA
- UWAGA! URZADZENIE WOLNO EKSPLOATOWC WYLACZNIGM, GDY JEST PODLACZONE DO INSTALACNI ZE SPRAWNYM BEZPICKZNIKEM
- OBSLUGA
- L.P. FUNKCJA I OPIS
- PODLACZENIE PRZEWODOW
- TRYB SPAWANIA MMA
- TRYB SPAWANIA TIG
- TRYB SPAWANIA MIG
- TRYB SPAWANIA FLUX
- 6.UTYLIZACJA OPAKOWANIA
- TRANSPORT I PRZECHOWYWANIE
- CZYSZCZENIE I KONSERWACIA
- REGULARNA KONTROLA URZADZENIA
- CZ
- NAVOD KOBSLUZE
- SYMBOLE
Marka : Stamos
Model : SMIGMA 250.IGBT
Kategoria : Spawarka