
PSGS 120 A1 - Spawarka PARKSIDE - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia PSGS 120 A1 PARKSIDE w formacie PDF.
| Typ produktu | Kompaktowa spawarka 4 w 1 |
| Marka | Parkside |
| Model | PSGS 120 A1 |
| Zasilanie sieciowe | 230 V~, 50 Hz |
| Pobór mocy | 4,1 kW |
| Waga | 7,8 kg |
| Zalecany bezpiecznik | 16 A |
| Klasa ochronności | IP21S |
| Tryby spawania | MIG/MAG (drut proszkowy), MMA, TIG |
| Prąd spawania (MIG/MAG) | 46 - 120 A |
| Prąd spawania (MMA/TIG) | 27 - 70 A |
| Współczynnik obciążenia (MIG/MAG) | 15% przy 120 A / 60% przy 60 A |
| Współczynnik obciążenia (MMA/TIG) | 15% przy 70 A / 60% przy 35 A |
| Napięcie jałowe | 60 V |
| Średnica drutu spawalniczego | 0,6 - 0,8 mm |
| Maks. waga szpuli drutu | 1000 g |
| Zawartość zestawu | Palnik MIG, maska spawalnicza, kartusz z argonem 0,95 L, regulator ciśnienia, drut proszkowy 450 g, młotek do żużla, szczotka stalowa, dysze 0,6/0,8 mm, przewód masy |
| Ochrona przed przeciążeniem termicznym | Tak, z żółtą lampką i automatycznym wyłącznikiem |
| Gwarancja | 3 lata |
| Konserwacja i czyszczenie | Regularnie czyścić sprężonym powietrzem, ściereczką lub szczotką. Naprawy powierzyć wykwalifikowanemu elektrykowi. |
Często zadawane pytania - PSGS 120 A1 PARKSIDE
Pytania użytkowników dotyczące PSGS 120 A1 PARKSIDE
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję PSGS 120 A1 - PARKSIDE i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. PSGS 120 A1 marki PARKSIDE.
INSTRUKCJA OBSŁUGI PSGS 120 A1 PARKSIDE
Wskazówki dotyczne montaź, obstugi i bezpieczność
Tlumaczenie oryginalnej instrukcji eksploatacji
GB IE
Hinweis Please note Remarque Aanwijizing Informacja Upozorneni Upozornenie
Ergänzung zur originalen Bedienungsanleitung Supplement to the original user instructions Complément au mode d'emploi original Aanvulling van de originele gebruikershandleiding Uzupetnienie do oryginalej instrukcji obstugi Doplneni originänlino hovodu k obsluze Doplnenie originálneho návodu na obssluhu
DE AT CH
- Rozdziat „Spawanie drutem rdzeniowym" w punkcie „Stosowanie druta rdzeniowego"
Dyszcapanalezy podczas montazu i demontazu obrcic w kierunku zgodnym z ruchem wskazowek zegara, a nie w kierunku przyciwnym do ruchu wskazowek zegara, jak opisano w instrukcji obstugi. - Rozdziat „Spawanie drutem rdzeniowym" w punkcie „Montaż butli gazowej" oraz w punkcie „Dostosowanie urzadzenia do spawania drutem rdzeniowym z uzyciem gazu ostonowego"
■ Przed podłęczem im butli z gazem do regulatora ciśnienia 14 upewnij sie,czy regulacja regulatora ciśnienia jest ustawiona w pozycji „OFF". W tymelu obrć regulacja regulatora ciśnienia zgodnia z ruchem wskazówek zegara, a nie przyciwnie do ruchu wskazówek zegara, jak opisano w instrukcji obstugi.
Aby zwiększyc przypeptyw gazu, obrć regulacja regulatora ciśnienia przyciwnie do ruchu wskazówek zegara w kierunku pozycji „ON”, aNie w kierunku zgodnym z ruchem wskazówek zegara, jak opisano w instrukcj obstugi. Pozycje „ON” i „OFF” sq przydstawione poprawnie na regulacja regulatora ciśnienia.
cz
Opravy ke kapitolám:

Przed przyczytaniem prosze rozlozyc strone z ilustracjami, a nastepnie prosze zapoznać sie z wsystkimi funkcjami urzqdzenia.
CZ
PL Wskazówki dotyczne montazu, obstugi i bezpieczenstwa Strona 109
Objasnienie uzytych piktogramow Strona 110
Wprowadzenie Strona 111
Uzytkowanie zgodne z przyeznaczeniem Strona 111
Zakres dostawy 112
Opis elementów Strona 113
Dane techniczne. 113
Wskazowski dotyczne bezpieczelnstwa. 114
Zróda zagrozenia podczas spawania fukiem elektrycznym. Strona 117
Maska spawalnicza - szcęgótowe wskazówki dotycznebezmieczneistwa Strona 120
Środowisko o zȩw克斯onym zagrożeniu elektrycznym Strona 120
Spawanie w ciasnych pomieszczeniach. 121
Sumowanie napiec biegu jałowego. 122
Odziew ochronna 122
Ochrona przyciew promieniowaniu i oparzeniom. 123
Klasyfikacja urzyszdenia wg EMC. 123
Przed uruchomieniem. 124
Montaiz 124
Montaž oslony spawalniczej. Strona 124
Spawanie drutem rdzeniowym. 124
Montaż butli gazowej Strona 124
Ustawienie urzqdzenia do spawania drutem rdzeniowym z gazem ochronnym. 125
Ustawienie urzqdzenia do spawania drutem rdzeniowym bez gazu ochronnego .... Strona 126
Zakstadanie drutu rdzeniowego. 126
Uruchamianie 128
Wlqczanie i wyqlczanie urzqdzenia. 128
Wybieranie spawania z uzyciem drutu rdzeniowego. 128
Ustawianie prqdu spawania Strona 128
Ustawianie podajnika drutu Strona 128
Spawanie. 128
Tworzenie spoiny spawalniczej Strona 130
Spawanie MMA 132
Spawanie metodq TIG/WIG 132
Konserwacja i czyszczenie. 132
Wskazówki dotyczęc echrony srodowiska i utylizacji... Strona 132
Deklaracja zgodnosci UE 133
Wskazowski dotyczęe gwarancji i serwisu Strona 133
Warunki gwarancji. 133
Okres gwarancji iustawowe roszczenia z tytu brakow. 134
Zakres gwarancji. Strona 134
Przebieg zgloszenia gwarancyjngo Strona 134
Serwis. 135
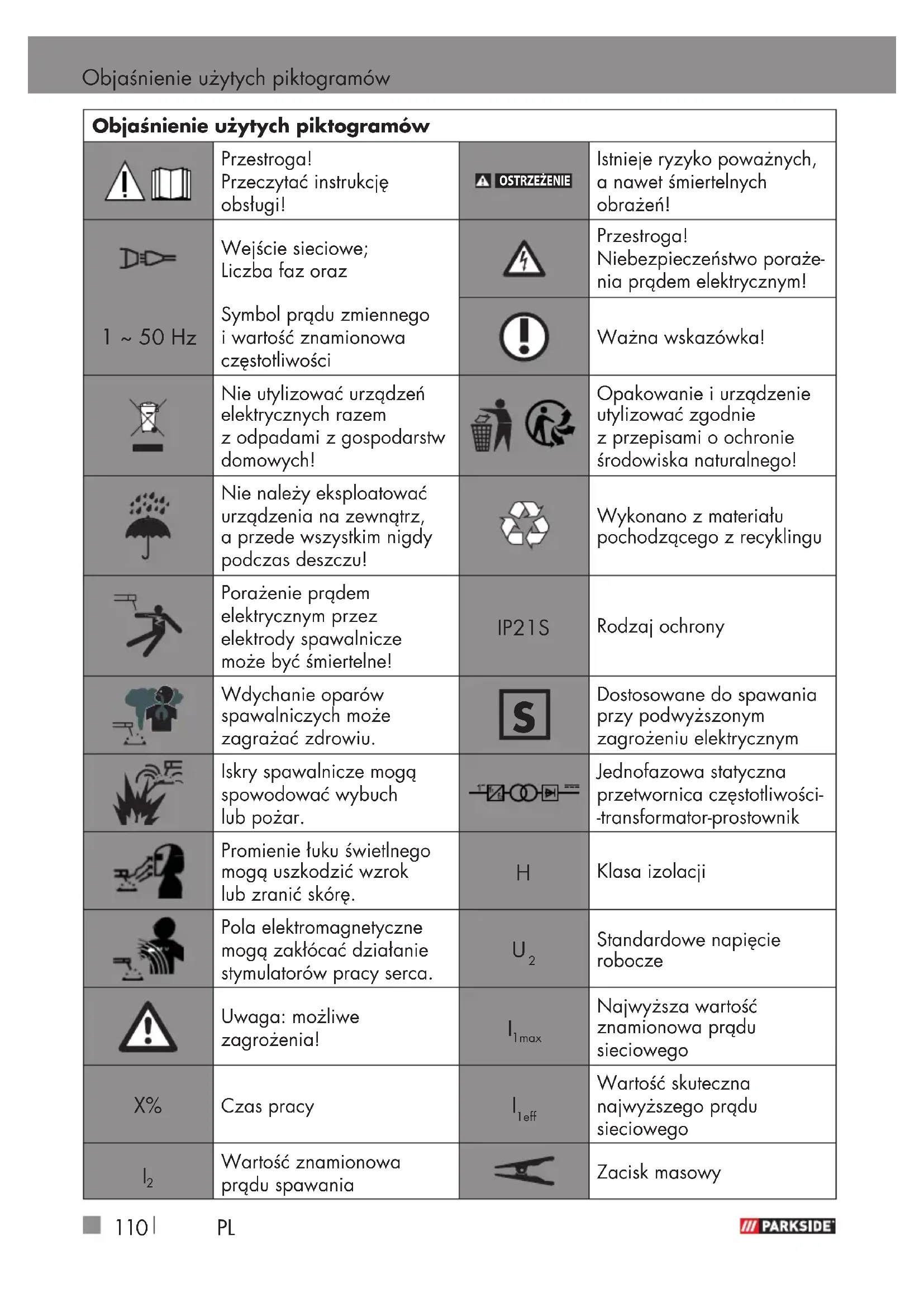
| Objasnienie uzytych piktogramów | |||
| 1 | Przestroga! Przechytać instrukcję obstrugi! | OSTRZEZNIE | lstnieje ryzyko powaźnych, a naweśćmiertelnych obrażné! |
| 1 ~ 50 Hz | Wejscie sieciowe; Liczbafoz或多z Symbol przydzu zmiennego i wartość znamionowa czȩstotliwość | 1 | Przestroga! Niebezpieczność parażęnia prądem elektrycznym! |
| 1 | Waźna wskazowej! | ||
| Nie utylizowej urzędzenia elektrycznych razem z opadami z gospodarstw domowych! | Opakowanie i urzędzenia utylizowej zgodnia z przypisami o ochrioneŚrodkowska naturalnégo! | ||
| Nie naleź eksploatawość urzędzenia na zewnólcz, a przy dede wszystkim nigdy podczas deszczy! | Wykonano z materiały pochodźęcego z recycklingeru | ||
| Porażenie prądek elektryczonym przyze elektrydy spawalicze sągnebyć smiertelne! | IP21S | Rodzaj ochrony | |
| Wydychanie oparow spawalicznich sąze zagrażć odrowiu. | S | Dostosowane do spawania przy podwyźyszonym zagrożeniu elektryczonym | |
| Iskry spawalicze mogość spowodowej wybuch lub pożar. | -400= | Jednofazowa statyczna przytewnica czȩstotliwość-transformator-prostownik | |
| Promienie tuki świétrnégo mogość uszkodzić wzyk lub zranić skóre. | H | Klasa izolacje | |
| Pola elektromagnetyczne mogość zlokacja dla stymulatorów pracy serca. | U2 | Standardowe napiȩcie robocze | |
| Uwaga:/MMZgROZenia! | 1max | NajwyȩSZA wartość znamionowa prądu sieciowego | |
| X% | Czas przycady | 1eff | Wartość skuteczna sąwyȩSZego prądu sieciowego |
| I2 | Wartość znamionowa prądu spawania | Zacisk masowy | |
| Spawanie MIG i spawanie MAG wącznie z użyciem drutu rdzeniowego | Ręczne spawanie tkowe elektrodami przytowymi w otulinie | ||
| Spawanie TIG | |||
| Argon gazowy spreźony Gaz | pod ciñnieniem | ||
| Prȩd stały | U₀ | Wartość znamionowa napiȩcia sątomowo | |
| U1 | Wartość znamionowa napiȩcia sieciowego | ||
KOMPAKTOWE URZADZENIE SPAWALNICZE 4-W-1 PSGS 120 A1
Wpwadzenie

Gratulujemy! Zdecy-dowali sie Państwo na zakup wysokiej jakosci
produktu naszej firmy. Przed pierwszym uruchomieniem nalezy zapoznać sie z produktem. W tym celu nalezy uwaznie przyczycytać niniejszq instrukcję obstugi i wskazowyki dotyczzej bezpieczność. Z}}], korzystać wythagznie odpowiednio przeszkolone osoby.
CHRONIC PRZED DZIECMI!
Uzytkowaniezgodne z przyznaczeniem
Urzqdzenie jest przyznaczone do spawania z uwyciem drutu rdzeniowego, spawania MMA (spawanie elektrodami otulonymi) oraz do spawania TIG (spawanie elektrodq wolframowq w ostonie gazów obojętnych). Przy uwaniu
drutów rdzeniowych, niedawierajycych gazu ochrnonego w formie statej, nalezy zastosowac dodatkowo gaz ochronny. Przy uzywaniu doqczonej do zestawu butli z argonem 0,95 L myzna spawac gazowo przyez krótki czas (zaleznie od ustawionego przyeptywu gazu ok. 6 do 10 minut) bez zewnetrznego dopwywu gazu ochrnonego. Przy uzywaniu zewnetrznego zrodta gazu ochrnonego potrzejny jest oddzielny regulator ciasnienia oraz adapter (niaoqczone do zestawu). Przy spawaniu drutem rdzeniowym wytwarzajycym wfasnq atmosefere ochrnonq nie jest wymagane stosowanie dodatkowego gazu. W tym przyypadku gaz ochrnonny jest zawarty w postaci proszku w drucie i jest w ten sposob kierowy an bezposrednio do tuku, co czyni urzqdzenie niewrażliwym na wiatr podczas pracy na zewnqtrz. Dopuszczalne jest stosowanie wyfacznych drutów elekrodowych przystosowanych do tego urzqdzenia. To urzqdzenie spawalnicze nada sie do recznego spawania tukowego (MMA) stali, stali niedzewnej, blachy stalowej, ocynkowanego metalu i zeliwa za pomocq odpowiednich elektrod oslonowych. W tym celu najezy bezwzględnie stosowanxCdo informaci producenta elektrod oraz producenta stojakow do uchwytu MMA. Dopuszczalne jest
stosowanie wyłęcznych elektrod przystos- sowanych do tego urzędzenia. Przy spa- waniu elektrodq wolframowych w ostenie gazów obojetnych (TIG) oprocz zalecen zawartych w niniejszej instrukcji sązy bezwzgliednie stosowanć sątam do wskazowej dotycznych eksploataci i bezpieczenstwa uzywanego palnika TIG. Niewlasciwa obstuga produktu moze bycNiebezpieczna dla osob, zwierzqt i mienia. Maska spawalnicza moze byc uzywana tylko z okularami spawalniczymi i dodatkowymi szybkami wymiennymi, które są oppowiednio oznakowane i zasadniczo stosowané tylko do spawania. Maska spawalnicza nie nadaje są do spawania laser- wego! Produktu sązy uzywać wythag- nie w opisany spośob i do podanych zastosowan. Zachować ninejsz q instructu- cję. W przypadku przykazania produktu osobom trzechim sązy przykazac rów- nieź wsystkie niedne dokumenty. Wszelkie uzycie przygodne z przyżnac- zeniem jest zarbonione i potencjalnie niebezpieczne. Szkody spowodOWANE nieprzestrzeganiem instructucj liub uzyciem przygodnym z przyżnaczeniem nie są objete gwarancji i nie sądzdo zakresu odpowiedzialnosci producenta. Urzadzenia zostato opracowane do uzytku domowego i nie wolno uzywać go w zastosowaniach komercyjnych lub przemysłowych. W przypadku uzytku komercyjngo gwarancja wygasa. Uzytkowyanie zgodne z przyżnaczeniem to ryawnież przystrzejanie wskazowej dotycznych bezpiecznych oraz instruktji montaqu i wskazowej eksplo- aticyjnych zamieszczonych w instructucjli obstugi.
Nalezy dokladnie przyestrzegać obo-wiązujycych przyepisów zapobiegania wypadkom. Urzędzenia nie wolno stosowej:
w niedostatecznie przywietrzonych pomieszczeniach;
wśrodkowsku zagrozonym wybuchem;
do odmrazania rur;
w povlizu osob z rozrusznikami serca;
w poplizu fawopalnych materiafow.
Rzyko resztkowe
Nawet w przypadku obstugiwania urzadzenia zgodnie z przyepisami wystepuje ryzyko resztkowe. W zwiqzku z konstrukcji i wykonaniem unto kompak-towego urzadzenia spawalniczego 4-w-1 mogq wystepować nastepujuce zagrozenia:
obrazenia oczu na skutek oslepienia;
- dotkniecie gorçych czésci urzadzenia lub obrabianego przedmiotu (oparzenia);
w razie nieprawidfowego zabezpieczenia rzyko wypadku lub pozaruna skutek odskakujczych iskier lub czgsteczek zuzlu;
szekodliwe dla zdrowia emisje dymów i gazów w przypadku braku powietrza lub względnie niewystarczajść odsysania w zamkiptych pomieszczeniach.
Rzyko resztkowe przyznazminimalizowac, uzywajc urzqdzenia starannie i zgodnie z przyepisami oraz stosujqc sie do wzystkich instrukcji.
Zakres dostawy
| 1 Kompaktowe urzędzenia spawalnicze 4-w-1 120 A1 |
| 2 Dysze spawalnicze do drutu stalo- wego (1 × 0,8 mm; 1 × 0,6 mm) |
| 1 Młotek do zȩźlu ze szczotką drucianq |
| 1 Ośłona spawalnicza |
| 1 Instrukacja obstrugi |
| 1 Zacisk masowy z kablem |
| 1 Palnik MIG z przyzewodem spawalniczym |
| 1 Szpula z drutem rdzeniowym 450 g do spawania w osłonie gazów ochronnych |
| 1 Butla z argonem 0,95 l |
| 1 Regulator ciasnienia |
Opis elementów
1 Pokrywa modu tpu podajnika drutu
Uchwyf
3 Regulator podajnika drutu
Regulatorustawieniaprqdu spawalniczego
5 Wtyczka zasilania
6 Kabel masowy zzaciskiem masowym
Palnik
8 Przycisk palnika
Wtyczka
10 Przelącznik trybu spawania
11 Kontrolna lampa - ochrona _ przechiqzeniowa
12 Głowny wyłgcznik ON/OFF (z lampką kontrolnq sieci)
13 Gaz ochronny - przyzwód wlotu
14 Regulator ciñnienia
15 Dysza spawalnicza (0,6 mm)
16 Dysza spawalnicza (0,8 mm)
17 Szpula z rdzeniowym drutem spawalniczym (stal) 0,8mm / 450g
18 Mtotek do zuzlu ze szczotkq drucianq
19 Rolka podajqca
20 Ostona
21 Ciemne szkto spawalnicze
22 Uchwyf
23 Ostona spawalnicza po zmontowaniu
24 Klips montażowy
25 Blokada szkta ochronneo
26 Uchwyt regulatora ciñnienia
27 Szybkozfaczere regulatora ciśnienia
28 Srubaunieruchamiaqcaregulatora ciśnienia
29 Butla gazowa
30 Pasy ochronne
31 Sruba regulacyjna
32 Modut rolek dociskowych
33 Uchwyt rolki podajnika
34 Uchwy† rolki
35Prowadnica drutu
36Pobieranie drutu rdzeniowego
37 Dysza palnika
38 Szyjka palnika
39 Przyciski zwalniajqce
Dane techniczne
| Moc wejsciowa: 4,1 kW | |
| Zasilanie sieciowe: 230 | V~ 50 Hz |
| Masa: 7,8 kg | |
| Bezpiecznik: 16 A |
Spawanie drutem rdzeniowym:
| Pręd spawalniczy: I | 2 = 46-120 A |
| Czas przy X: | 15% przy prędzie spawania 120 A 60% przy prȩdzie spawania 60 A |
| Napiȩcie jałowe: U | 0 = 60 V |
| Najwyźsa wartość znamionowa prȩdu sieciowego: | lmax. = 17,8 A |
| Wartość skuteczna sąwyźSZego prȩdu nominalnégo: | leff. = 6,9 A |
| Będen drutu spawalniczego maks.: | ok. 1000 g |
| Średnica drutu spawalniczego maks.: | 0,8 mm |
| Charakterystyka | plaska |
Spawanie MMA:
| Pręd spawalniczy: I | 2 = 27-70 A |
| Czas przy X: | 15% przy prędzie spawania 70 A 60% przy prȩdzie spawania 35 A |
| Napiȩcie sąwoe: U | 0 = 60 V |
| Najwyźsa wartość znamionowa prȩdu sieciowycho: | I1max. = 17,8 A |
| Wartość skuteczna najwyźSZego prȩdu nominalnégo: | I1eff. = 6,9 A |
| CharakterystykaMASTERje |
Spawanie TIG
| Prød spawalniczy: I | 2 = 27-70 A |
| Czas przy X: | 15% przy prędzie spawania 70 A 60% przy prȩdzie spawania 35 A |
| Napiȩcie sąwoe: U | 0 = 60 V |
| Najwyźsa wartość znamionowa prądu sieciowej: | lmax. = 17,8 A |
| Wartość skuteczna najwyźSZego prądu nominalnégo: | leff. = 6,9 A |
| CharakterystykaMASTERje |
Producent要去 dokonywaćzmian technicznych i optycznych w ramach prac Rozwojowych nad produktem bez uprzedzenia. Nie ponosimy zatem odpowiedzialnosci za jakiekolwiek wymiary, wskazowej ani informacja zawarte w niniejszej instrukcji. Wzwiazku z tym nie musta dochodzic roszczeni zwiaganych z informacjami zawartymi w instrukcji obstugi.
Wskazówki dotyczęce bezpieczewska
Naleźdy dokladnie przyczytać instrukcję uzytkowania i stosowej. Na podstawie niniejszej instrukcję uzytkowania naleźny zapoznać są z urzędzeniem, seinen prawnówym uzytkowaniem oraz wskazówki potyczycymi bezpiecznych. Na tabliczce znamionowej znajduźsią wszychiedane techniczne tego urzędzenia spawalniczego - prosimy o zapoznanie są z warunkami technicznych temo urzędzenia.
OSTRZEZENIE Materialy opakowaniowe nalezy trzymac z dala od daneci. Istnieje ryzyko uduszenia!
Dzieci w wieku powyzej 16 lat oraz osoby o agraniczonych przywiwośćiach fizycznych, umysłowych lub sensorycznych lub niedoświednocie odpowiedniago doświadczenia i wiedzy mogq korzystać z tego urzędzenia, o ile bédq nadzorowane lub zostaty przyszkolone w zakresie bezpiecznégo korzystania z urzędzenia i rozumiej q wynikajęce z tego zagrozenia.
Dzieciom nie wolno bawic sie urzqdzeniem. Czyszczenie i konserwacja przytokownikaNie mogq byc wykonywane przydziedci bez nadzoru.
Wykonywanie napraw i/lub prac konserwacyjnych nalezy zlecać wyłęcznie wykwalifikowanym elektrykom.
Nalezy uzywać wyłęcznia przyzewodów spawalniczych dostarczonych z urzędzeniem.
W trakcie eksploatacji urzq-dzenie nie powinno stać bezposrednio przy scianie, być przykryte lub ustawione między innymi urzqdzeniami, aby przyez cały czas wystarczajqca ilosć powietrza mogła być wchłaniania przyez szczeliny wentylacyjne. Naleźsi upewnic,ź urzqdzenie jest poprawnie podlączone do zasilania sieciowego. Naleź unikać naprzyzenia rozciągajczygo przyzewodu sieciowego. Przed ustawieniem urzqdzenia w innymaddressesu najpierw naleź wyjć wtyczkte z gniażda sieciowego.
Ježeli urzqdzenie nie jest uzywane, zawsze naleźy je wyłęczać za pomocq wącznika/ wyłącznika. Uchwyt elektrody
naleź odźyszć na izolowane podźne i wyjć elektrody z uchwytu dopiero po 15 minutach wychȩzania.
Naleźny zworcie uwage na stan przystawodu spawalniczego, uchwytu elektrod oraz zacisków masowych. Zuwycia izolacje oraz na elementach przywo-dzycych prqd mogq powo-dować zagrozenia i obniżyć jakość przyspawalniczych.
Podczas spawania fukowego powstajq iskry, Roztopione elementy metalowe oraz dym, dlatego nalezy przyestrzegac ponizszych wskazowej: Wszystkie katwopalne substancie i/lub materiały nalezy usunqc z miejsca pracy i了我的 bezposredniego otoczenia.
Naleź yzapewnić wentylacja mistręska pracy.
Nie naleź spawac na zbiornikach, pojemnikach lub rurach, kźr zawierajbacz zawierały tzwopalne ciecz albo gazy.
A OSTRZEZENIE Nalezy
unikać bezpos省教育niago kontaktu z obwodem prądu spawalniczego. Napiȩcie jałowemiedź szczypcami elektrODY azaciskiem masowym sąze
byc niebezpieczne, istniejeryzyko porazenia prqdem.
Urzqdzenia nie nalezy przechowywać w wilgotnym lub mokrym otoczeni u ani wystawiac na deszcz. Obwiązujetutaj przyopsis bezpieczeniastwa IP21S.
Naleźychroniczoczy za pomocq przyznaczonych do tego szybek ochronnych (DIN stopien 9-10),które mocuje sie do załuczzonej ostony spa-walniczej. Naleźystosować rekawice ochronne i suchq odzież ochronnq,która jest wolna od olejów ituszczów, aby chroniczskóre przydromieniowaniem ultrafoletowym tuku elektrycznego.
OSTRZEZENIE Nie nalezy stosowac zrodta prqdu spawaliczego do szorstkowania rur.
Wañne wskazówki:
■ Promieniowanie fuku elektrycznegoMZe szkodzoczmipowodawc poparzeniaskóry.
Spawanie fukiem elektrycznym wytywarza iskry i krople ze stopionego metalu, spawany przyedmiot zaczyna są zarzyc i jest bardzo gorçcy przyez
stosunkowo dlugi czas, dlatago aberrianego przyedmiotu nie wolno dotykać gotymi rekami.
Podczas spawania fukiem elektrycznym emitowane sq opary szkodliwe dla zdrowia. Naleź uwazac, aby w miäre mözgliwość ich nie wdychać.
Naleź ysie zabezmiepieczyc przedNiebezmiecznym dziataniem tuku elektrycznego, a osoby niezaangazowane w pracę powinny znajdować sie w odlegtosci co najmiej 2 m od tuku elektrycznego.
UWAGA!
Podczas eksploataci urzędzenia spawalniczego, zależnie od warunków sieciowych punktu przy.§czenia,MZe dojsć do zaktocen w zasilaniu u innych odbiorników. W przy-padku wqtplwość naleźsię zworćć do swojego dostawcy energii elektrycznej.
Podczas pracy urzędzenia spawalniczego要去 dojsć do nieprawidowej go ziatania innych urzędzen, takich jak aparaty stuchowe, rozruszniki serca.
- Zródta zagrozenia podczas spawania tukiem elektrycznym
Podczas spawania fukiem elektrycznym powstaje wiele zródet zagrozenia. Dlągo dla spawacja bardzo wȩne jest przyestrzejanie następućych zasad weluunikiecia narazu%-enia siebie lub innych na niebezpieczność oraz szkód dla ludzi i urzędzenia.
Wykonywanie prac po stronie zasilajqcej, np. przy przywo-dach, wtyczkach, gniazdach zasilajqcych itd., nalezy zleci wykwalifikowanemu elektry-kowy zgodnie z krajowymi i lokalnymi przyepsami.
W razie wypadku urzqdzeniespawalnicze nalezy natychmiast odqczyc od zasilania.
W przypadku wystaquenia elektrycznych napieć dozykowych naleźny natychmiast wyłczyć urzędzenia i zlecić sprawdzenia przy bez wykalifikowanego elektryka.
Po stronie prqdu spawalniczego nalezy zawsze zapewnic dobre styki elektryczne.
Podczas spawania nalezy zawsze nosić izolujqce rękawice ochronne na obu
dłoniach. Chroniq one przed
porazeniami prqdem elektrycz-
nym (napiecie jałowe obwodu
prqdu spawalniczego),
szkodliwym promieniowaniem
(ciepto i promieniowanie UV),
jak rownikę przed zarzycm
sie metalem i odpryskami.
Naleźny nosić solidne, izolowane obuwie robocze. Obuwie powinno izolować rowników przypadku wilgoci. Półuty sąNieodpowsiednia, poniewaN spadajⁿce, zarzⁿce sie krople metalu mogq powodowej poparzenia.
Naleźnosić odpowiedniq odzież ochronnq zamiast ubrań syntetycznych.
Nie naleź y patrzej w tuk elektryczny bez ochrony oczu - stosowej wyłuczne maskę spawalniczq z szybkq ochrownik zgodnq z wymogami normy DIN. Łuk elektryczny poza swiattem i promieniowaniem cieplnym, ktorre要去 powodowej oslepienie lub oparzenia, wyfwarra rownik z promieniowanie UV. W przypadku niewystarczajciej ochrony niewidoczne promieniowanie ultrafoletowe powoduje bardzo bolesne zapalenie spojowych, ktorre jest
odczuwalne dopiero po kilku godzinach. Poza tym promieniowanie UV wywojue na nieostoniptych czesciach ciata poparzenia takie jak przy oparzeniu stonecznym.
Nawet osoby w povlizu tuku spawalniczego lub pomocnicy muszq zostac uswiadomieni o zagrozeniach i wyposazeni w niezbędne srodki ochry. W razie koniecznosci nalezy ustawić scianki ochonne.
Podczas spawania, szcęgólnie w małych pomieszczeniach, naleź yzapewnic dopływo odpowiedniaj ilosci swieźego powietrza zewględu na powstawanie dymu i szkodliwych gazów.
Nie naleźy przypeprowadzać zadnych prac spawalniczych na pojemnikach, w krórych przechowywane sq gazy, paliwa, oleje mineralne itp., nawet gdy zostaty juices dawno opróznione, poniewaz pozostatósci stwarzajrzykowybuchu.
W pomieszczeniach zagrozonych ogniem i wybuchem obowizuq szczegolne przyepisy.
Połgczenia spawane, ktoresq poddawane wysokimnaprzeniom i muszq speñniać
szczególne wymogi dotycznych bezpieczeniastwa, mogq byc wykonywane wyłęcznie przyez SPECIALNIE przyszkolonych i certyfikowych spawaczy, np. koty ciñieniowe, szyny, spregoi przyczepowe.
UWAGA!Zacisk masowy nalezy zawsze podlączyc do.),..., Jak to tylko moziwe, aby prqd spawalniczy mistrak jak najrótszq droge z elektrody do zacisku. Zacisku masowego nie nalezy tączyc z obudow spawarki! Zacisku masowego nigdy nie nalezy podlączac do uziemionych elementów, ktore znajdujq sie w duzej odlegosto ci od przyedmiotu obr bianego, np. rury z wodq na drugim koncu pomieszczenia. W przyciwnym razie moze dojsc do uszkodzenia systemu przywo-dów ochronnych pomieszczenia, w którym sie spawa.
Urzqdzen spawalniczych nie nalezy eksploatowac podczas deszczu.
Urzqdzenia spawalnicze nalezy stawiac wyjcznie na rownym podtozu.
Wyjscie jest obliczone przy temperaturze otoczenia
wynoszqcej20°C.Czas spawania w przypadku wyzszych temperatur要去 ulec skroceniu.

Zagrożeniespowodowane porazeniem prądem:
Porazenie prqdem elektrycznym przyez elektrodę spawalniczmqożbyc smiertelne. Nie naleźyspawac podczas opadów deszczu lub sniegu. Naleźny nosićsuche izolowane rrekawice. Niedotykać elektrody gołymi rrekoma. Nienaleźny nosić mokrych lubuszkodzonych rrekawic. Naleźychronici sie przyzeniemprqdem elektrycznym, izolujcqobrabiany przyedmiot. Nie naleźyozwierać obudowy urzędzenia.
Zagrożenie spowodOWane dymem spawalniczym:
Wdychanie dymu spawalniczego\ moze zagrażć zdrowiu. Nie trzymacość wymie. Urzędzenia\ naleź yeksplaatowej w otwartych\ obszarach. Stosowania wentylacje w celu usunieccia dymu.
Zagrożenie spowodowane iskrami spawalniczymi:
Iskry spawalnicze mogq
spowodować wybuch lub pożar.
Palne materiały naleź trzymać z dala od.),尤其是在 politycznych. Nie naleź spawac w polblu palnych materiały. Iskry spa-walnicze mogę spowodowej pożar. W polblu powinien znajdłowac są observator, króry sązy natychmiast uzyć przygotowanej gośnicy. Nie naleź spawac na bębnach lub innych zamkiptych pojemnikach.
Zagrożenie spowodOWane promieniami fuku elektrycznego:
Promienie tuku swietlnego mogq uszkodzić wzrok lub zranić skóre. Naleź nosić czapkę i okulary ochronne. Naleź nosić ochrone stuchu i wysoko zapinany końierz. Naleź nosić ochronne kaski spawalnicze i sprawne filtry. Naleź stosować całkowitz ochrone ciatra.
Zagrożenie spowodOWane polem elektromagnetycznym:
Prqd spawalniczy wytywarza pola elektromagnetyczne. Nie naleźystosowej z medycznych implantami. Nigdy nie naleź owijac przyzewodów spawalniczych wokóf ciatra. Przewody spawalnicze naleź potęczyc.
- Maskaspawalnicza - szczegółowewskazówkidotyczębezpiecześćwa
Zawsze przyrozstawicz prawidowej danejanie maski spawalniczej za pomocq jasnego zrodta swiatka (np. zapalniczki).
Odpryski mogq uszkodzic szybke ochronnq. Uszkodzone lub porysowane szybki ochonne nalezy natychmiast wymienic.
Bezzwłocznie naleź y wymiennie uszkodzone, bardzo zabrudzone lub wyszczerbione komponenty.
Urzędzenia要去byc obstug wane wythagne przyez osoby, ktore ukonczyty 16 lat.
Nalezy zapoznać są przy数据分析 bezpiecznych spawania. W tymelu nalezy uwzgliednić rownikówski dotyczne bezpiecznych eksploataci urzędzenia spawalicznego.
Podczas spawania zawsze naleź y zakȩdać maske spa-walniczq. Brak maski spawalniczej sątkowej ciezkimi obrażeniami siatkowych.
Podczas spawania zawsze naleź zaktadać odzież ochronq.
■ Maski spawalniczej nigdy nienalezy stosowac bez szybki ochronnej, poniewaz要去 dojsc do uszkodzenia gałki ocznnej. Istnieje ryzyko uszkodzenia wzroku!
Naleź y w pore wymiNIC szybę ochrònq, aby miać dobrq widocznosć i zapobiec zmieczeniu.
Środkowisko o zwickszonym zagrożeniuelektrycznym
Podczas spawania wŚrodkowsku o zwiększonym zagrożeni uielektrycznym naleź stosowej są do nastepujczych wskazowyek dotycznych bezpieczność.
Środowiska o zȩwkszonym zagrożeni elektrycznym występujq na przykBad:
w mistręch przechu jest ograniczona, w zwiqzku z czym spawacz pracje w pozycji wymuszzonej (np. krzczey, siedzczey lub lezczey) i dotyka czeci przywodzycych energia elektrycznq;
w mistręcch pracy, ktoresq
całkowicie lub czeciowo
ograniczone pod kqtem
przewodzenia elektrycznego
i w ktorych wystepuje duze
zagrożenie z powodu mozy
wego dounikiecia lub przy
padkowego dotknięcia przy
spawacza;
w mokrych, wilgotnych lub gorçych.), w kórych wilgotnosc powietrza lub pot znacznie obnizajq opór ludzkiej skóry i wąsciwość izolacyjne wyposañenia ochronnégo.
Metalowa drabina lub ruszto-wanie rawnież要去 stworzycsrodowisko o zwiększonym zagrożeniu elektrycznym.
Podczas pracy w takich warunkach naleźystosowac izolujçce podk✝adki i przydek✝adki, zak✝adać rekawice z mankietami oraz nakrycia chroniçce głowewykonane ze skóry lub innych izolujczych materiałów, aby uziemicciato. Zródló prądu spawalniczego musi znajdować sie poza obszarem roboczym lub powierzchniami o przyzewodzeniu elektrycznym i poza zaśćgiem spawacja. Dodatkowa ochra
przed porazeniem prydemsieciowym w przypadku awariimoze zostac zapewniona przyzastosowanie wytagcznika roznicowoprqdowego, ktoy jestuzytkowy przy prdqdie upwywnie woeszym niz 30mA izasila wsystkie urzqdzenia sieciowewpoblizu. Wytagcznik roznicowoprqdowy musi byc przystosowydo wsztkich rodzajow prqdu.
Środki do szybkiego odłęczenia elektrycznégo zródrta prądu spawalniczego lub obwodu prądu spawalniczego (np. wy)—cznik awaryjny) musz)—być latwo dostepne. Podczas stosowania spawarek wNiebezpiecznych warunkach elektrycznych napi)—cie wy)—ciowe spawarki na biegu ja)—owym nie są—weźyszemiz 113 V (wartosc maksymalna). Ta spawarka są—we)—uzy—wana w takich przypadkach ze wzgli)—du na napi)—cie wy)—ciowe.
- Spawanie w ciasnych pomieszczeniach
Podczas spawania w ciasnych pomieszczeniach要去ystpicy zagrozenia spowodowane przytoksycznegazy (niebezpiecen
stwo uduszenia). W ciasnych pomieszczeniach besoina spawac tylko wtedy, gdy w povlizu przybywajq poinstruowane osoby, ktore mogq interweniowa c w sytuacci krytycznej. Tutaj przyded uzyciem urzqdzenia spawalniczego nalezy dokona c oceny eksperta, aby ustalic, jakie kroki sq konieczne, aby zapewnic bezpieczenstwo pracy, i jakie srodki ostroznosci nalezy podjiqc podczas wlasciwego procesu spawania.
Sumowanie napiec biegu jałowego
Jesli w tym samym czasie działa wieciej niz jederno zródló prądu spawania, ich napiecia jałowemogq sie sumować i prowadzić do zwiekszonego zagrozenia elektrycznégo. Zródlá prądu spawalniczego muszą byc podlączone w taki sposob, aby zminimalizowej to zagrozenia. Zródlá prądu spawalniczego z oddzielnymi elementami sterujacymi i przyłuczami muszą byc wyraźnie oznaczone, aby wskazać, co naleź do którego obwodu.
Odzież ochronna
Podczas pracy spawacz musi byc chroniony na calym ciele odpowiedniq odzieżq i osłonq twarzy przydremieniawniem i oparzeniami. Naleź wzić pod uwage nastepujecekroki:
- Przed pracami zwiqzanymize spawaniem nalezy zaotzyc odziez ochronq.
- Zatozyc rrekawice ochonne.
- Otworzyc okno, aby zapewnić doptywgow powietrza.
- Nosić okulary ochonne.
Na obu dftoniach nalezy nosic rkekawice z mankietami z odpowiedniego materiafu (skora). Muszq one byc w nienagannym stanie.
W celu ochry odziezy przyskrami i przyypaleniem nalezy zaktadać odpowiednie fertuchy. Jeźeli rodzaj przytego wymaga, np. spawanie nad glowq, nalezy załoźcy kombinezon ochronny oraz nakrycie chroniquee glowe, jesti jest to konieczne.
Przy wkrecaniu butli gazowej nalezy zatozyc rkekawice ochonne w celu ochroy rqk.
- Ochrona przyceiw promieniowaniu i oparzeniom
Wywieszajc w mistręsć pracyszyld „Przestroga! Nie patrzejew płomien!, naleź y wskazać zagrożenie uszkodzenia wzroku. Miejsca pracy naleź w miäre moziwość oslonic w taki sposob, aby znajduźcie są w przy战略布局 osoby byt y zabee pieczone. Osoby niedupañnione nie mogq zblżć są do obszaru prac spawalniczych.
Sciany znajdujçce sie w bezposrednim sqsiedztwie stazych.),
miejsc pracny nie powinny byc jasne ani blyszczqce. Okna nalezy zabezpieczyc co najmiej do wysokoosci głowy przechiw przypeuszczaniu lub odbijaniu promieniowania, np. przyze odpowiednie pomalowanie.
Klasyfikacja urzędzenia wg EMC
Zgodne z normq IEC 60974-10 jest to urzqdzenie spawalnicze o kompatybilnosci elektramagnetycznej klasy A. Spetnia ono odpowiednie wymagania
w obszarze przyemysłowym i mieszkalnym. Spawarkeromatica podlączac w obszarach mieszkalnych do publicznej niskonapieciowej sieci zasilajęcej. Nawet jestli kompaktowe urzędzenia spawalnicze 4-w-1 spełnia limity emisi okreslone w normie, spawarki do spawania tukiem swietlnym mogq nadal powodowej zaktocenia elektromagnetyczne we wraiwiych urzędzieniach.
Za zakłocenia powstajGPC podczas spawania tukiem elektrycznym odpowsiedzialny jest uzytkownik i to on musi podjć odpowsiednie Dziatania zapobiegawcze. Uzytkownik musi przy tym w szczególnosci uwzględnic:
- przewody zasilania, sterujuce, sygnatowe i telekomunikacyjne;
- komputer iinne urzqdzenia sterowane mikroprocesorem;
- urzqdzeniaradiowe, telewizyjne i innate urzqdzenia odwartzaqce;
- elektroniczne i elektryczne urzqdzenia bezpieczenstwa;
-osoby z rozrusznikami sercalub aparatami stuchowymi; - urzqdzeniapomiarowe i kalibracyine;
-
odpornosc na zaklocenia pozostych urzqdzen w povlizu;
-
pore dnia, w ktorej odywa sie spawanie.
Abyzmniejszyc mozliwe promieniowanie zaklocajqce, zaleca sie:
- wyposaźć przy.§cze sieciowew filtr sieciowy;
- dokonywać regularnej konserwacje kompakłowego urzędzenia spawalniczego 4-w-1 i utrzymywać je w dobrym stanie;
- calkowite rozwinięcie przywośdów spawalniczych i ułozenia ich sąwiwie równelegle na ziemi;
- usuniecie ze strefy spawania urzqdzen i systemów zagroznych promieniowaniem zaklocajycm lub ostoniecie ich w miare przywiosci.
- Przed uruchomieniem
Naleź wyjiangczy wszystkie elementy z opakowania i sprawdzić, czy kompaktowe urzędzenia spawalnicze 4-w-1 lub pojedyncze czȩci nie sq uszkodzone. Jeźeli tak jest, nie uzywać kompaktowygo urzędzenia spawalniczej 4-w-1. Zworcie są do producenta na podany adres serwisu.
Usunć wszystkie folie ochronne i innate opakowania transportowe.
Sprawdzić,czy dostawa jest kompletna.
Montaz
Montaż ostony spawalcjei
Wtozyc ciemne szkto spawalnicze 21 napisem skierowanym ku gorze w korpus ostony 20 (patrz rysnek C). W razie potrzeby nalezylekko nacinqszkto z przodu do momentu zatrzaśniece. Napis na ciemnym szkle spawalniczym 21 musi byc widoczny z przodu ostony ochronnej.
Wsunqc uchwyt reczny 22 od wewnqtrz w dopasowane wgtebienie korpusu ostony do momentuzatrzaśnięcia (patrz rysunek C).
Spawanie drutem rdzeniowym
A OSTRZEZENIE Abyuniknac rzyka porazenia prqdem, obrazen ciata lub uszkodzenia, przygotowaniami do pracny nalezy wyjnc wyczke sieciowq z gniazdka sieciowego.
Wskazowka: W zaleznosci od zastosowania uzywane sq rozne druty spawalnicze. Z tym urzqdzeniem przystosowanc druty spawalnicze o srednicy od 0,6 do 0,8 mm.
Rolka podajqca, dysza spawalnicza i srednica drutu muszq byc zawsze dostosowane do siebie.
Urzqdzenie nadaje sie do rolek drutu do maksymalnie 1000 g.
- Montañ butli gazowiej
Wskazowka: Przy wkrucaniu butligazowej 29 nalezy zafozymc rkekowiceochronne w celu ochryn y rk.
Najpierw nalezy usunc nasadke ochronnq z tworzywa sztuczneo butli z argonem 0,95 l,OCRz i pociq gajc jz gGodnie z ruchem wskazowek zegara 29. Umiescić butle z gazem w przyznaczonym do tego uchwycie, z regulatorem cisnienia 14 ustawionym do gwintu przytaczenia, patrz rysunek E. Nalezy zwrócić uwage, aby pasy ochonne 30 obejmowafty butle z gazem 29. Nie nalezy ich jak jest upewnic, ze regulator cisnienia 14 jest ustawiony w pozycji „Wylçcz". W tym celu nalezy obrócić regulator regulatora cisnienia w kierunku przyciwnym do ruchu wskazowek zegara. Teraz nalezy wprovadzić gwint przytaczenia butli gazowej 29 do wlotu regulatora cisnienia 14. Nastepnie nalezy potáczyc przyzwod wlotu gazu ochronnego 13 z szybkoztaczem regulatora cisnienia 27. W tym celu nalezy wsungc przyzewód wlotu gazu ochronnego 13 w szybkoztacze regula-tora cisnienia 27 do momentu zatrza-snięcia. Nalezy obrócić butle z gazem, tak 29 jak pokazano na rysunku E, aby potáczyc jq z regulatorem cisnienia 14. Przez krótki czas przy mocowaniu regulatora cisnienia 14 ulatnia sie gaz. Gaz ulatnia sie do momentu prawidtowego przyperowadzenia procesu taczenia. W razie potrzeby nalezy odkrecić strube unieruchamiazacq 28 regulatora cisnienia 14,aby uzyskac stabilne potáczenie. Teraz nalezy przykrecić regulator cisnienia 14 do butli z gazem 29, podtrzymujac butle z gazem 29, az oba elementy bedq ze sobq dobrze potáczone i gazoszczelne. W celu uniknięcia uszkodzen nalezy trzymać uchwyt regulatora cisnienia 26, a nie sam regulator cisnienia 14. Nastepnie nalezy obrócić regulator cisnienia 14 oraz butle z gazem 29 (juź ze sobq potáczzone) do momentu, w ktorym regulator cisnienia 14 bedzie znowu
ustawiony w pozycji pionowej, i dokrecic ponownie srbé unieruchamiajcq 28 regulatora cisnienia 14. Teraz nalezy zamocowac bute z gazem 29 przyez naciagniecie pasów ochronnych 30. Po zakoczeniu prac spawalniczych nalezy usunć bute z gazem 29 z urzadzenia.
Ustawienie urzadzenia do spawania drutem rdzeniowym z gazem ochronnym
Poprawne podłęczenia do spawania drutem rdzeniowym w ostonie gazu ochronnégo pokazano na rysunku U.
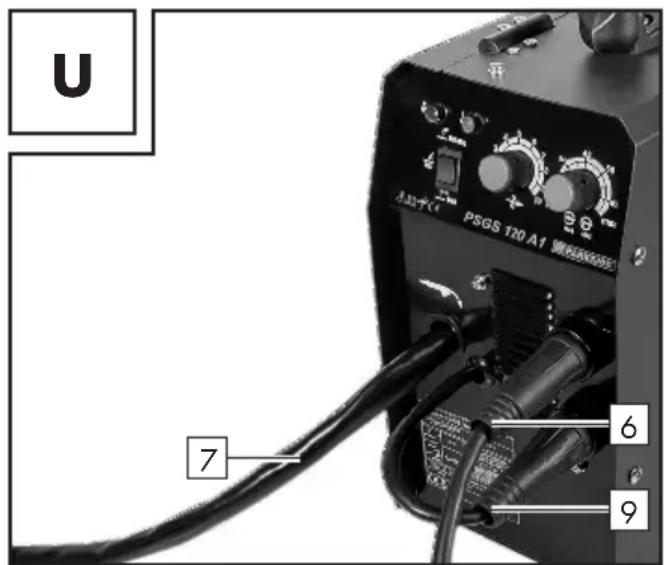
Najpierw nalezy połaczyc wtyczke
9 z przyȩczem oznaczonym
symbolem „+” (patrz rysunek U)
i obróci połaczenia zgodnia
z ruchem wskazówek zagara, aby
je unieruchomic. W przyypadku
wqtpliwosci nalezy skonsultować sie
ze SPECIALISTQ.
Nastepnie podłęczyc kabel masowy do wąsciwogo zȩczna oznaczonego symbolem „-” (patrz rysunek U) i obrócić poźćzenia zgodnia z ruchem wskazowej zagara, aby je unieruchomic.
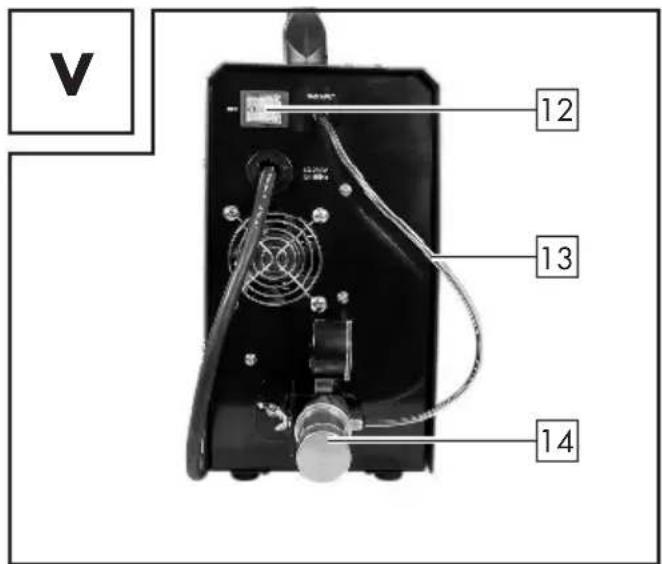
Przeptyw gazu现阶段 za pomocq regulatora cijsnienia 14 (patrz rysunek V).Obracajcq regula rulator regulatora cijsnienia zgodnie z ruchem wskazowek zegara, zwiek sza sie przeptyw gazu. W przypadku uzycia gazu ochrnonego z zewnetrzngo zrodta (np. butla z gazem 20 l) konieczny jest osobny regulatorci sieniia (niedotqczony do zestawu).Nalezy potczyc zewnetrzne zrodto gazu ochrnonego z przewodem wlotu 13 urzgodzenia spawalniczego.W tym celu moza ewentualnie uzyc adaptera (niedotqczony do zestawu).Nalezy przystrzegać rowniez wskazowek dotyczyncych osobnego regulatora cijsnienia. Jako wartosc orientacyjna ustawianego przeptywu gazu现阶段 przyjnc nastepujczy wzor:
srednica drutu rdzeniowego w mm × 10 = przyptyw gazu w l/min Na przykta: dladrutu o srednicy 0,8mmwartosc tawynosi ok.8l/min.
Ustawienie urzadzenia do spawania drutem rdzeniowym bez gazu ochronneo
Przy zastosowaniu drutu rdzeniowego ze zintegrowanym gazem ochronnym nie ma potrzeby podawania zewnetrz-nego gazu ochronnego.
Najpierw nalezy potyczyc wyczke 9 z przytaczem oznaczonym symbolem ^ i obróc potçczenie zgodnie z ruchem wskazówek zegara, aby je unieruchomic. W przypadku wqtpliwość nalezy skonsultowac sie SPECIALISTQ.
Nastepnie podlączyc kabel masowy do w转载请wo go zlącza oznaczonego symbole „+“ i obróci połçcenie zgodnie z ruchem wskazowek zegara, aby je unieruchomic.
Zakstadanie druturrdzeniowego
Odblokowa i otworzycPokrywemoduTu podajnika drutu poprzejprzelaczenia w gore przyciskowzwalniajczych 39 (patrz rysunek T).
Odblokowac modurolki,OCR acjuc uchwyt rolki 34 w kierunku zgodnym z ruchem wskazowek zegara (patrz rysunek G).
Zdjiac uchwyt roz waIka (patrz rysunek G).
Wskazowka: Nalezy zworcić uwage,
aby koniec drutu nie oderwat sie i rolka
nie spadta samoczynnie. Koniec drutu
mozna oddzielić dopiero podczas
montaqu.
Rozpakowac catkowicie szpule z drutem rdzeniowym 17 tak, aby mozna byto ja bez problemu rozwinc. Nie oddzielać jestzsche konca drutu.
Zafozyc rolke drutu na watek. Zwrociuc uwage na to,aby rolka byta rozwijana po stronie prowadzenia drutu 35 (patrz rysunki H,N).
■ Ponownie zafozyc uchwyt rolki 34 i zablokowac go, nacziskajc i obracajcq zgodnie z ruchem wskazowek zegara (patrz rysunek H).
Poluzować招投标 regulacinyng 31 i odchylic jq do przyodu (patrz rysunek I).
Obrócić moduł rolek dociskowych 32 w bok (patrz rysunek J).
Odkręcić uchwyst rolek podajnika 33 poprzejcz przyzekość go w kierunku przyceiwym do ruchu wskazowej zegara i pociągniecie go do przyodu (patrz rysunek K).
Sprawdzić góre rolki podajnika 19, aby upewnić sie, ze podano wąsciwogrubość drutu. W razie potrzeby naleźny odwrócić lub wymienci rolkie podajnika. Znajdujćy sie w zestawie drut spawalniczy (Ø 0,8 mm) musi byc uzyty w rolce podajnika 19 z podanq grubość drutu Ø 0,8 mm. Drut musi znajdownik sie w przydnim rowku!
Ponownie załość uchwyt podajnika rolki 33 i dokrecić zgodnia z ruchem wskazowej zegara. Naleź zworcie uwage na poprawne ustawienie uchwytu rolek podajnika (patrz rysunki I, J).
Zdjc dysz palnika 37 przez pociagnie i obrcenie w kierunku przeciwnym do ruchu wskazowek zegara (patrz rysunek L).
Wykrecić dyszej spawalniczq [16] (patrz rysunek L).
- Poprowadzić palnik w miarę mycki prosto z dala od urzędzenia spawalniczej (potożyc na ziemi).
Wyjć koniec drutu z krawędziszpuli (patrz rysunek M).
Skrócić koncłowé drutu noźycami lub obcinakiem do drutu, aby usunjć
uszkodzonq zgieta koncowke drutu (patrz rysunek M).
Wskazowka: Drut musi byc przy czaty czas napiety, abyunikqc poluzowania i rozwinipecia! Zawsze zaleca sie prowadzenie prac w dwie osoby.
Przesunc drut rdzeniowy przyz prowadnice drutu 35 (patrz rysnek N).
Przeprowadzić drut wzdłusz rolki podajnika 19, a nastepnie wsunag go w uchwyt drutu rdzeniowego 36 (patrz rysunek O).
Odchylic moduI rolek dociskowych 32 w kierunku rolki podajnika 19 (patrz rysunek P).
Zawiesic srube regulacyjnq [31] (patrz rysunek P).
Za pomocq s Ruby regulacyjnej31 ustawic przeciwnie. Drut spawalniczy musi byc mocno osadzony miedzy rolkq dociskowq a rolkq podajnika 19 w przydnim rowku, ale nie moze byc zgnieciony (patrz rysunek P).
Wtgczyc urzqdzenie spawalnicze gtownym wtzcznikiem 12 (patrz rysunek A).
Wcisnac przycisk palnika 8.
Nastepnie system podawania drutu przesuwa drut spawalniczy przyez zestaw węzy i palnik 7.
Kiedy drut bedzie wystawat 1-2 cm
z szyjki palnika 38, zwolnic przycisk
palnika 8 (patrz rysunek Q).
Ponownie wyłczyc urzqdzenie spawalnicze.
Ponownie wkrecić dyszej spawalniczq 16. Zwrócić uwage, zeby dysza spawalnicza 16 pasowa do srednicy stosowanego drutu spawalniczego (patrz rysunek R). Do znajdujacego sie w zestawied drutu spawalniczego (Ø 0,8 mm) musi zostac uzyta dysza spawalnicza 16 z oznaczeniem 0,8 mm.
Przesunć dyszę palnika 37 przy jegnoszenia obracaniu w kierunku przyciwnym do ruchu wskazówek zegara z powrotem na szykę palnika 38 (patrz rysunek S).
A OSTRZEZENIE Abyuniknac ryzyka porazenia prqdem,obrazenciata lub uszkodzenia, przed kazdq konserwaczj lub przygotowaniamidopracy nalezy wyjnc wtyczke sieciowzgniazdka.
Uruchamianie
Włączanie i wyłączanie urzędzenia
Urzadzenia spawalnicze wącza sie i wyćca glównym wącznikiem 12. Jesli urzadzenia spawalnicze ma byćnieuzywane przydzszy czas, naleźwy sączne z gniażdka sieciowego. Tylko wtedy urzadzenia jest catkowicie odźćzone od prȩdu.
Wybieraniespawania z użyciem druturrdzeniowego
Nalezy ustawic tryb pracy „MIG/MAG", ustawiaqc odpowiednio przytacznik metody spawania 10.
Ustawianie prądu spawania
Za pomocq regulatoria ustawienia prdu spawalniczego 4 znajdujacego sie z przodu urzqdzenia spawalniczego przyna ustawic poźdane prdy spawania.
Wymagany prqd spawania zalezy od uzywanej srednicy drutu spawalniczego, grubosci materiaiu i poźdanej glębokość wypalania.
Ustawianie podajnika drutu
W celu uzyskania statego tuku elektrycznégo moins za pomocq regulatora podajnika drutu przyprowadzic 3 preczyjne nastawienie podajnika drutu. Zalecane jest Rozpoczecie prac ustawieniem pozycji srodkowej i ewentualne zredukowanie lub zwiekszenie prędkosci. Wymagany prqd spawania zalezy od uzywanej srednicy drutu spawalniczego, grubosci materiafu i poźdanej glebokosci wypalania. Ponadto nalezy zworci uwage na odstepy do mostkowania elementów, ktoré major ybc zse sobq spawane. Wartosci orientacyje dla podajnika drutu, prdu spawalniczego oraz dla powszechnie stosowanych drutow rdzeniowych przyna znalecz w tabeli umieszczzonej na wewnetrznej stroniePokrywy modtu podajnika drutu
Spawanie
Ochrona przycięeniowa
Urzqdzenie spawalnicze jest chronione przed przy przechyeniem termicznym przy automatyczne urzqdzenie ochonne (termostat z funkcjq automatycznego ponownego wączenia). Urzqdzenie ochonne przy przy przechyeniu przy zóto kontrlna lampka - ochrona przy przechyeniewa [11].
- Po zadziafaniu urzqdzenia ochronnego nalezy poczekać, az urzqdzenie ostygnie. Po mniej wiecej 15 minutach urzqdzenie jest ponownie gotowe do pracy.
Osłona spawalczka
OSTRZEZENIE
ZAGROZENIE DLA ZDROWIA!
Jesli nie uzywa sie ostony spawalniczej, pochodzqc z tuku elektrycznego, szkodliwe dla zdrowia promienie UV i wysoka temperatura mogq uszkodzić oczy. Podczas spawania zawsze naleźny uzywac ostony spawalniczej.
OSTRZEZENIE
RZYKO POPARZENIA!
Spawane elementy sq bardzo gorace,\ przez co mogq powodowac oparzenia.\ Zawsze nalezy uzywac szczypiec do\ przesuwania gorycych spawanych\ elementów.
Po podączeniu urzędzenia spawalniczego do prądu naleź postȩpowaec w nastȩpućcy sposób:
Podłuczyc kabel masowy przyzacisk masy do spawanego elementu. Zadbać o odpwiedni kontakt elektryczny.
W mistrsucspawania na elemencienie powinno byc ani rdzy ani farby.
Naleź wybrać wąsciwy prąd spa-
wania i podajnik drutu w zależnosci
od srednicy drutu spawalniczego,
grubosci materiały i wybranje
głowobokosci wypalania, jak opisano
powyzej.
Ustawic dyszepalnikw mejscuspawania na elemencie, a ostone spa-walniczq 23 trzymac przed twarzq.
Nacisnqc przycisk palnik8,aby uzyskac tuk elektryczny. Kiedy tuk elektryczny sie pali, urzqdzenie podaje drut do kqpieli spawalniczej.
Optymalne ustawienie prdu spa-wania oraz prędkosci podajnika drutu naleź utalic na podstawie testów na przybce elementu. Dobrze ustawiony tuk elektryczny wydaje
miekki, rownomierny, brzeczycy dzwiek.
W przypadku szorstkiego lub twardego trzaskania nalezy zmnejyszyc prędkość podajnika drutu lub wączyc wyźsty stopiéń mocy (zwiekszanie prȩdu spawania).
Kiedy jeziorko spawalnicze jest wystarczajqco duze, nalezy powoli prowadzic palnik 7 wzdtuz wybrnej krawedzi. Odlegtość między dyszq palnika a elementem powinna byc jak najmiejsza (w zadnym wypadku nieMZe przyzekraczać 10mm
W razie potrzeby wykonac lekki ruch wahadtowy,aby nieco powiekszyc kqpiel spawalniczq. W przypadku mniej doswiadczonych osob pierwsza trudnosc polega na utworzeniu wlasciwego tuku elektrycznego.W tym celu nalezy wlasciwie ustawic prd spawania oraz predkosc podajnika drutu.
Gtbebokosc wypalania (odpwiada tgebokoosci spoiny w materiale) powinna byc mozliwie duza, ale nie moze powodowac przytetopienia przyez spawany element.
Przy zbyt wysokiej prędkosci podajnika drutu i/lub przy riskim prȩdzie spawania, drut spawalniczy nie jest w stanie odpowiednio są stopić. Wtedy zanurza są go w kapieli spawalniczej aź do zetakości są elementem.
Zuželromaticusunçc zespoiny dopiero po schtodzeniu.Abykontynuowac spawanie przy przerwanej spoinie:
Usunqć najpierw zuzel w mistręcukontynuacje.
W rowku spawalniczym zapala sie fuk elektryczny, doprowadza do punktu kontynuacci, tam prwidtowosie topi, a nastepnie spoina jest dalej prowadzona.
PRZESTROGA! Naleź ypańatac, zo po spawaniu palnik musi zawsze byc odiktadany na podktage izolacyjng.
Po zakończeni prac spawalniczych i podczas przyerw zawsze wyłęczać urzędzenia spawalnicze i wymiągać wynczek 5 z gniaźdka.
- Tworzenie spoiny spawalniczej
Spoina punktowa lub spawanie punktowe
Palnik jest przywuany do przyodu.
Rezultat: G到账osci wypalania jest mniejsza, szerokosc spoiny wieksza, górna częsć spoiny (widoczna powierzchnia spoiny) bardziej plaska, a tolerancja będu spoiny (będu w stopieniu materiafu) wieksza.
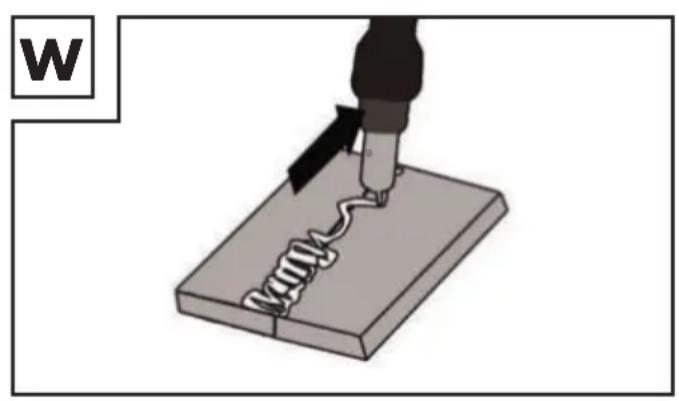
Spoina ciagta lub spawanie ciagte
Palnik jest ciagniety od spoiny (rysunek W). Rezultat: Gtgbokosc wypalania jest wieksza, szerokosc spoiny jest mniejsza, gorna czesc spoiny jest wyzsza, a tolerancia btedow spoiny jest mniejsza.
Połaczenia spawane
lstniej dwa podstawowe rodzaje potączenia w technologii spawania: spawanie czołe (naroź ezwétrzne) i pachwinowe (naroź wewétrzne i zakładkowe).
Czotowe potęczenia spawane
W przypadku połączenia spawanych czȩowych o grubosci do 2 mm krawędzie są czȩkowicie dosuwane do siebie. Przywcyszych grubosciach naleź y postepować zgodnia z ponieszczą tabelq (rysunek X):
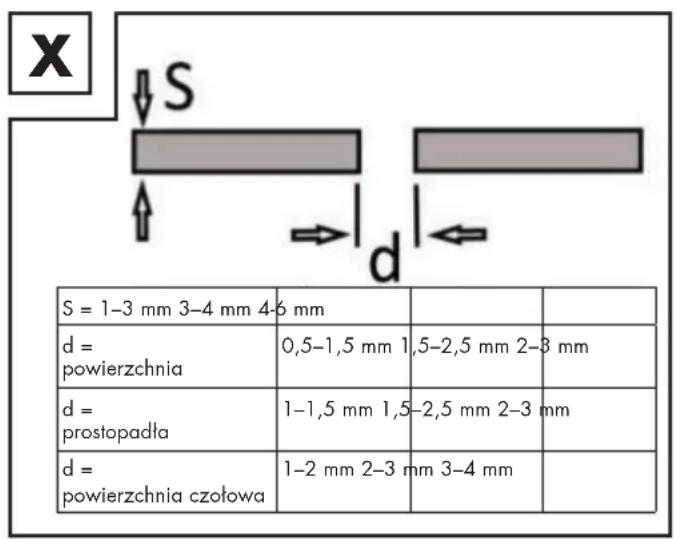
Plaskie czołowe połęczenia spawane
Spawy powinny byc wykonywane bez przerwy oraz z dostatecznq glebokosciq wnikania, dlatego szeczogólnie wazne jest dobre przygotowanie. Czynniki, ktore majq wptyw na jakosci rezultatow spawania, to: natęzenia przydziami spawu, nachylenie palnika i odpowiednia srednica drutu spawalniczego. Im bardziej pionowo trzymany jest palnik wzgludem obrabianego elementu, tym wieksza jest glebokosci wnikania i odwrotnie. Aby zapobiec odksztaftceniom, ktore mogq
pojawic sie podczas utwardzania sie materiafu, lub aby je zmniejszyc,OCRZdobrze jest unieruchomic aberrianye element odpowiednim przyrzadem. Nalezy unikauc usztywniania spawanej struktury, aby zapobiegac pekaniu spawow. Te trudnosci moza zmniejszyc, jesti istnieje mozliwość takiego obrćenia aberrianego elementu, aby przechrowadzac spawanie w dwoch przechiwlegtych przyjecciach.
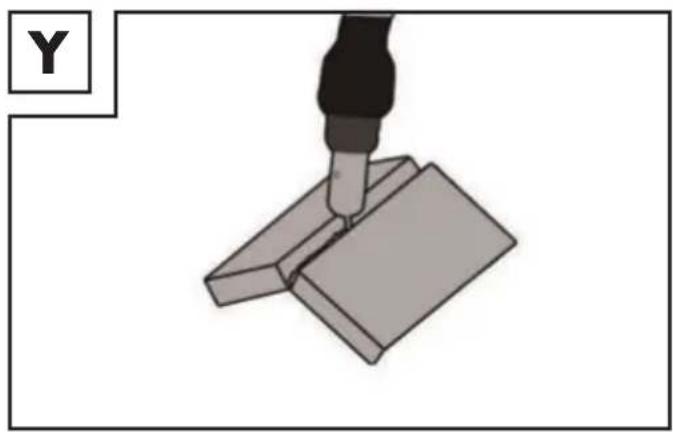
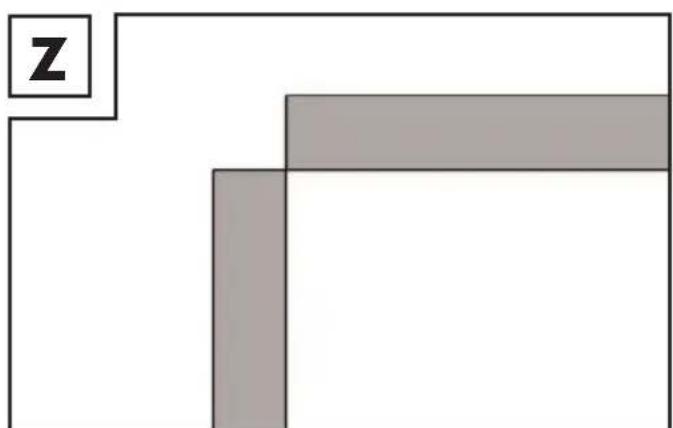
Połęczenia spawane na naroznikuzewétrznym
Przygotowanie do tego rodzaju spawania jest bardzo proste (rysunki Y, Z).
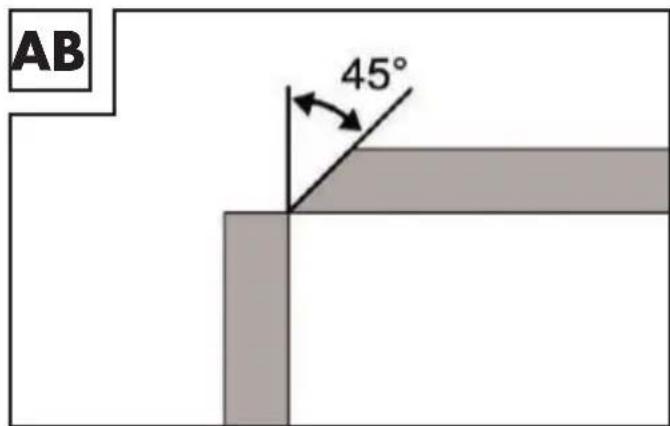
Przy grubszych materiażach nie jest ono jegnek konieczne. W takim przypadku lepszym rozwiqzaniem jest przygoto-wanie połączenia, tak jak przystawiono poniȩj, w ktorym krawędź płyty jest ukosowana (rysunek AB).
Połęczenia spoinami pachwinowymi
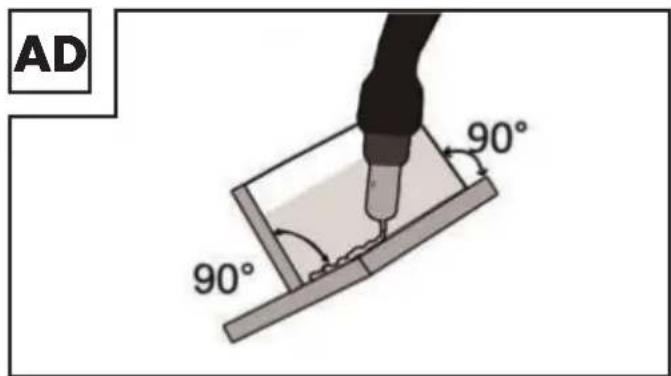
Spoina pachwinowa powstaje, gdy detale sq zworcocone prostopadle dosiebie. Spoina powinna miec ksztait trojkata z bokami o rownej dlugosci i z lekkim przyȩzeniem (rysunki AC, AD).
Połęczenia spawane w narozniku wewétrznym
Przygotowanie tego połoczenia spa-wanego jest bardzo proste i wykonuje sie je przy materiażach o grubosci do 5 mm. Wymiar „d" musi byc zredukowany do minimum i koniecznie musi byc mniejszy niz 2 mm (rysunek AC).
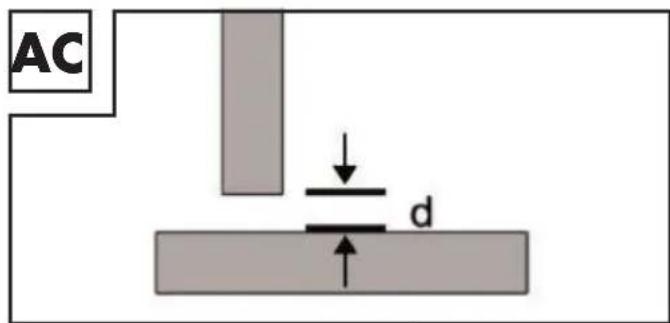
Przy grubszych materiażach nie jest ono jegnak konieczne. W takim przypadku lepszym rozwiqzaniem jest przygotowanie połęczenia, tak jak przystawiono na rysunku AB, w kórym krawędź płyty jest ukosowana.
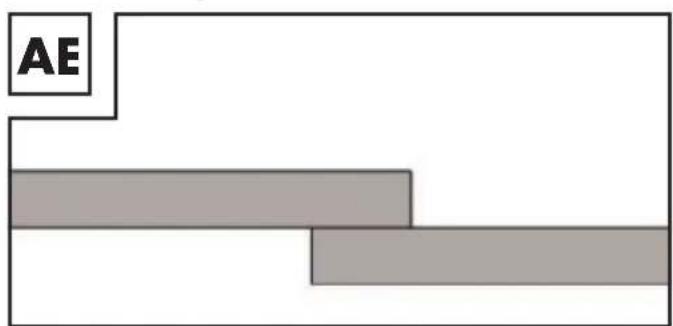
Połęczenie spawane na zakędźko
Najpowszechniejszym jest przygotowanie z prostymi krawędziami spawanymi. Spaw要去 wykonac za pomocq normalnej spoiny kqtowej. Oba spawane elementy muszq dostac dosuniete do siebie tak blisko, jak to mozliwe - rysunek AE.
Spawanie MMA
Przy spawaniu metodq MMA nalezy stosowac sie do wytycznych dotycznych stosowanego uchwytu elektry MMA. W tym celu nalezy uwzgliednic rawnieź wskazowych dotyczque bezpieczentwa zawarte w niniejszej instrukcji eksploataci. Tryb MMA przy ustawic za pomocq przytacznika trybu spawania 10 (pozycja dolna).
Spawanie metodq TIG/WIG
Przy spawaniu metodq TIG/WIG naleźystosowania są do wytycznych dotycznych stosowanego palnika WIG. Tryb
WIG przy wybrać za pomocq przyęfuegosznika metody spawania (srodkowa pozycja „TIG"). W tym celu naleźny uwzgliednic rownik zwaskówki dotycz...) bezpieczność zawarte w niniejszej instrukcji eksploataci.
czyszczenie
Wskazowka: Spawarka musi byc regularnie konserwowana i podda-wana przygladom, aby zapewnic prawidtowe Dziatanie i zgodnosc z wymogami bezpieczentwa. Niepra-widtowa i niewtasciwa eksploatacja mogq doprowadzic do awarii i uszkodzen urzqdzenia. Naprawy nalezy powierzać tylko wykwalifikowanym specialistom.
Wskazówki dotyczęc ochrony srodkowska i utylizacje
Wyłaczycz zasilanie glówne oraz wyłacznik glówny urzędzenia przy przystȩpiem do prac konserwacyjnych przy urzędzeni u spawalniczym.
Nalezy regularnie czyscić urzędzenia spawalnicze i akcesoria za pomocq powietrza, czysciwa lub szczotki.
W przypadku uszkodzenia lub koniecznosci wymiany elementów urzędzenia naleź zworćci są do odpowiedniago SPECIALYST.

Odzyskiwanie surowcow zamiast utylizaci odpa-dow!

Urzqdzenie, akcesoria i opakowanie nalezy przyzekazać do ponownego przytefworzenia zgodnie z przyepisami o ochrònie srodowiska naturalnégo.

Nie wyrzuć elektrycznégo urzędzenia spawalniczego do odpadów z gospodarstw domowych, do ognia ani do wody. Ješli toMZIwe, nieSprawne urzędzenia naležy poddać recyklingowy. Pomocy udzieli Panstwu lokalny spreżedawca. Naležy stosować sie do dyrektywy 2012/19/UE.
- Deklaracja zgodnosci UE
My,
C.M.C.GmbH
Osoba odpowiedzialna za Dokument:
oswiadczamy na wtasnq odpowiedzialnosc, ze produkt
Kompaktowe urzadzenie spawalnicze4-w-1
Numer artykuTu: 2253
Rok produktji: 2020/17
IAN:332971_1907
Model: PSGS 120 A1
spetnia zasadnicze wymagania bezpieczenstwa zawarte w dyrektywach europejskich
Dyrektywa niskonapięciowa UE
2014/35/UE
Dyrektywa UE dotyczqa
kompatybilnosci elektromagnetycznej
2014/30/UE
Dyrektywa RoHS
2011/65/UE+2015/863/UE
wraz z poźniejszymizmianami.
Wyłuczna odpowiedzialnosć za wystawienie deklaracje zgodnosci ponosi producent.
Powyzej opisany przytedmiot deklaracje jest zgodny z przysepisami Dyrektywy 2011/65/UE Parlamentu Europejskiego i Rady z dnia 8 czerwca 2011 w sprawie ograniczenia stosowania niedtorych niebepezpiecznych substancji w spreȩcie elektrycznym i elektronicznym.
W celu dokonania oceny zgodnosci postuzono sie nastepujcymi normami zharmonizowanymi:
EN 60974-1:2018/A1:2019
EN 60974-10:2014/A1:2015
- Dziat zapewnienia jakosci -
Wskazówki dotyczęcęgwarancji serwisu
Gwarancja firmy Creative Marketing & Consulting GmbH
Szanowski Klienci, na urzadzenia to udzielamy gwarancji na okres 3 lat od daty zakupu. W przypadku wad unto produktu przystuguja Pańwu uprawnienia ustawowe w stosunku do seinen sprzemawcy. Nasza gwarancja przystawiona w dalszej częsci tekstu nie agranicza tych uprawnien ustawowych.
- Warunki gwarancji
Okres gwarancji biegnie od daty zakupu. Prosze zachowac oryginalny paragon. Stanowy on dowod zakupu.
Ježeli w ciagu trzech lat od daty zakupu
tego produktu wystapi wada materiafu
lub produktyina, wówczas - według
naszego uznania -Nieodplatnie naprawimy lub wymiemeniy produkt. Warunkiem swiadczenia gwarancyjego
jest przyędzenia w okresie trzyletnim
niesprawnego urzędzenia i dowodu
zakupu (paragonu) wraz z krótkim
opisem, na czym polega wada będź
usterka i kiedy ona wystapiha.
Ježeli nasza gwarancja obejmuye dang
wade, otrzymajg Państwo naprawiony
lub nowy produkt. Naprawa lub
wymiana produktu nie Rozpoczyna
biegu nowego okresu gwarancyjego.
Okres gwarancji iustawowe roszczenia z tytu braków
Okres gwarancjny nie jest przy zakupie natezy natychmiast zgostoic po Rozpakowaniu istniejece uszkodzenia i braki. Po upływie okresu gwarancji wystepujace przypadki naprawy objete sq kosztami.
Zakres gwarancji
Urzgodzenia zostato starannie wyprodukowane zgodnie surowymi wytycznych jakosciwymi i skrupulatnie sprawdzone przydostawq.
Gwarancja obejmije wady materiafu lub produktу. Niniejsza gwarancja nie obejmije elementów produktów, ktore ulegajn normalemu zuzyciu i ktore mayna uznac za czeci zuzywalne ani uszkodzen delikatnych czeci, np. wqcznika, akumulatora lub czeci szklanych.
Niniejsza gwarancja wygasa, jesti produkt zostanie uszkodzony, bedzie nieprawidlowo uzytkowy lub konserwowany. Prawidlowe uzytkowyanie produktu oznacza stosowanie sie do wszystkich zalecen zawartych w instrukcji obstugi. Nalezy bezwzgliednie unika zastosowan i Dziatan, ktore sq odradzane w instrukcji obstugi lub przydectedkórymi ona ostrzega.
Produkt przyznaczony jest wyłęcznych do uzytku prywatné, niedkomercyjnego. W przyypadku niewstawicywego i nieprawidłowego obchodzenia są z urzędzieniem, stosowania sity oraz w przyypadku ingerenci di konanjnych nie przyez nasz autoryzowyany serwis gwarancja wygasa.
- Przebieg zgłoszenia gwarancy在内的
Dla zapewnienia szybkiego przytewo- rzenia zgloszenia gwarancyjngo prosimy o zastosowanie sie do nastepu-jacych wskazowek:
Prosimymie pod rekq paragon i numer artyku t (np. IAN) jakowod zakupu.Numer artyku podany jest na tabliczce znamionowej, jest wygrawerowany,znajduje sie na stronie tytuwoj instrukcji (w lewym dolnym rogu) lub na nakiejna tylnej scanie lub na spodzie urzadzenia.
Gdyby wystpity bledy w dziataniu lub innewady bdz usterki, prosze najpierw skontaktowac sie telefonicznie lub pocztq elektronicznq z nicej wymienionym dziatem serwisu. Produkt zarejestrowany jakoszkodzony przy na tastepnie przystac na nasz koszt na podany adres serwisu, doqczajc dowod zakupu (paragon) oraz podajqc, na czym polega wada bdz usterka i kiedy ona wystpita.

Wskazówka:
Na stronie www.lidl-service. com现阶段 Polska podrata wiele innych podręczników, filmowy video i oprogramowanie.
Za pomocq除去kodu QR mozna
przejc bezposrednio do strony serwisu
Lidl (www.lidl-service.com), a podajc
numer artykuTu (IAN) 332971_1907,
mozna otworzyc instrukcie obstugi.

Serwis
Jesteśmy do Państwa dyspozycji:
PL
Nazwa: GTX Service Sp. z o.o. Sp.k.
Strona www: www.gtxservice.pl
Adres e-Mail: bok@gtxservice.com
Numer telephone: 0048 225730385
IAN 332971_1907
Naleź pamiętac, ze ponieszzy adresNie jest adresem serwisu.
Najpierw nalezy skontaktowac sie z punktem serwisowym wymienionym powyzej.
C. M. C. GmbH
Katharina-Loth-Str. 15
DE-66386 St. Ingbert
NIEMCY
Recyklace misto vyhozeni na skladyku!

Ohrozenie dymom pri zvarani:
Vdychnutie dymu pri zvarani moze ohrozit' vase zdravie. Nedrzte hlavu v zadymenom priestore. Zariadenia pouzivaje v otvorenych priestoroch. Na odstranenie dymu pouzite odvzdušnenie.
Ohrozenie iskrami vznikajucimi pri zvarani:
Iskry vzniknute pochas zvarania mozu sposobit'vybuch alebo poziar. Hor'avé materialy udrzia-vajte v dostatočnej vzdialenosti od miesta zvarania. Nezvarajte v blizkosti hor'avych latok. Iskry vzniknute pochas zvarania mozu sposobit'poziar. Majte v bliz-kosti pripraveny hasiaci pristroi a pozorovatel', ktorý ho moze ihned' použit'. Nevykonávajte zvaranie na valcoch ani uzatvo-ren'ych nadobach.
- Klasifikación zariadenia EMK




- cz
- Objasnienie uzytych piktogramow Strona 110
- Wprowadzenie Strona 111
- Wskazowski dotyczne bezpieczelnstwa. 114
- Przed uruchomieniem. 124
- Montaiz 124
- Spawanie drutem rdzeniowym. 124
- Uruchamianie 128
- Spawanie MMA 132
- Spawanie metodq TIG/WIG 132
- Konserwacja i czyszczenie. 132
- Wskazówki dotyczęc echrony srodowiska i utylizacji... Strona 132
- Deklaracja zgodnosci UE 133
- Wskazowski dotyczęe gwarancji i serwisu Strona 133
- KOMPAKTOWE URZADZENIE SPAWALNICZE 4-W-1 PSGS 120 A1
- Wpwadzenie
- CHRONIC PRZED DZIECMI!
- Uzytkowaniezgodne z przyznaczeniem
- Rzyko resztkowe
- Zakres dostawy
- Opis elementów
- Dane techniczne
- Wskazówki dotyczęce bezpieczewska
- A OSTRZEZENIE Nalezy
- Wañne wskazówki:
- UWAGA!
- - Zródta zagrozenia podczas spawania tukiem elektrycznym
- Zagrożeniespowodowane porazeniem prądem:
- Zagrożenie spowodOWane dymem spawalniczym:
- Zagrożenie spowodowane iskrami spawalniczymi:
- Zagrożenie spowodOWane promieniami fuku elektrycznego:
- Zagrożenie spowodOWane polem elektromagnetycznym:
- - Spawanie w ciasnych pomieszczeniach
- Sumowanie napiec biegu jałowego
- Odzież ochronna
- - Ochrona przyceiw promieniowaniu i oparzeniom
- Klasyfikacja urzędzenia wg EMC
- - Przed uruchomieniem
- Montaz
- Montaż ostony spawalcjei
- Spawanie drutem rdzeniowym
- - Montañ butli gazowiej
- Ustawienie urzadzenia do spawania drutem rdzeniowym z gazem ochronnym
- Ustawienie urzadzenia do spawania drutem rdzeniowym bez gazu ochronneo
- Zakstadanie druturrdzeniowego
- Uruchamianie
- Włączanie i wyłączanie urzędzenia
- Wybieraniespawania z użyciem druturrdzeniowego
- Ustawianie prądu spawania
- Ustawianie podajnika drutu
- Spawanie
- Ochrona przycięeniowa
- Osłona spawalczka
- ZAGROZENIE DLA ZDROWIA!
- OSTRZEZENIE
- RZYKO POPARZENIA!
- Po podączeniu urzędzenia spawalniczego do prądu naleź postȩpowaec w nastȩpućcy sposób:
- - Tworzenie spoiny spawalniczej
- Spoina punktowa lub spawanie punktowe
- Spoina ciagta lub spawanie ciagte
- Połaczenia spawane
- Czotowe potęczenia spawane
- Plaskie czołowe połęczenia spawane
- Połęczenia spawane na naroznikuzewétrznym
- Połęczenia spoinami pachwinowymi
- Połęczenia spawane w narozniku wewétrznym
- Połęczenie spawane na zakędźko
- Spawanie MMA
- Spawanie metodq TIG/WIG
- czyszczenie
- Odzyskiwanie surowcow zamiast utylizaci odpa-dow!
- - Deklaracja zgodnosci UE
- Kompaktowe urzadzenie spawalnicze4-w-1
- Wskazówki dotyczęcęgwarancji serwisu
- Gwarancja firmy Creative Marketing & Consulting GmbH
- - Warunki gwarancji
- Okres gwarancji iustawowe roszczenia z tytu braków
- Zakres gwarancji
- - Przebieg zgłoszenia gwarancy在内的
- Wskazówka:
- Serwis
- Jesteśmy do Państwa dyspozycji:
- PL
- IAN 332971_1907
- M. C. GmbH
- Recyklace misto vyhozeni na skladyku!
- Ohrozenie dymom pri zvarani:
- Ohrozenie iskrami vznikajucimi pri zvarani:
- - Klasifikación zariadenia EMK
Marka : PARKSIDE
Model : PSGS 120 A1
Kategoria : Spawarka