
WS099001AV - Poste à souder Campbell Hausfeld - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil WS099001AV Campbell Hausfeld au format PDF.

| Type de produit | Poste à souder à l'arc avec électrode enrobée (SMAW) |
| Marque | Campbell Hausfeld |
| Modèle | WS099001AV |
| Tension d'alimentation | 115 V, courant alternatif (CA) |
| Courant de circuit recommandé | 15 A ou 20 A (circuit dédié) |
| Plage d'ampérage | Réglage infini, environ 35-100 A selon les réglages |
| Diamètres d'électrode recommandés | 1,6 mm (1/16 po) pour 15 A ; 1,98 mm (5/64 po) pour 20 A |
| Épaisseur maximale de soudure (une passe) | 3,2 mm (1/8 po) en acier doux |
| Protection thermique | Thermostat avec indicateur lumineux (modèle WS090001) ou intégré à l'interrupteur |
| Interrupteur | Marche/Arrêt ; certains modèles ont un sélecteur Bas/Hors Circuit/Haut |
| Accessoires inclus | Porte-électrode, pince de masse, câbles de soudage (2 x 1,8 m), masque à main (sauf modèle WS1020) |
| Longueur des câbles | 1,8 m (6 pi) chacun, câble d'alimentation 1,8 m (6 pi) |
| Type de câble d'alimentation | 14-2 AWG ou 14-3 AWG selon modèle |
| Fonctions principales | Soudage à l'arc avec électrode enrobée ; réglage d'ampérage ; protection thermique |
| Entretien | Vérifier l'isolation des câbles, nettoyer les ouvertures de ventilation à l'air comprimé, remplacer les étiquettes illisibles |
| Sécurité | Porter un masque avec filtre n°10 minimum, gants de cuir, vêtements ignifuges ; travailler dans un endroit sec et bien ventilé ; tenir un extincteur à portée |
| Pièces détachées disponibles | Porte-électrode, pince de masse, interrupteur, volant, câbles, etc. (voir liste de pièces dans la notice) |
| Garantie | 5 ans sur transformateur et redresseur, 3 ans sur le poste entier (hors accessoires), 1 an sur câbles et pinces |
| Poids estimé | Environ 15-20 kg (non spécifié dans la notice, estimation pour un poste à souder de cette gamme) |
FOIRE AUX QUESTIONS - WS099001AV Campbell Hausfeld
Questions des utilisateurs sur WS099001AV Campbell Hausfeld
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice WS099001AV - Campbell Hausfeld et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil WS099001AV de la marque Campbell Hausfeld.
MODE D'EMPLOI WS099001AV Campbell Hausfeld
S'il vous plaît lire et conserver ces instructions. Lire attentivement avant de monter, installer, utiliser ou de procéder à l'entretien du produit décrit. Se protéger ainsi que les autres en observant toutes les instructions de sécurité, sinon, il y a risque de blessure et/ou dégâts matériels! Conserver ces instructions comme référence.

BUILT TO LAST

Description
Cette série de Soudeurs À L'Arc Campbell Hausfeld est conçue pour l'utilisation sur un courant domestique standard de 115V. Ces soudeurs sont équipés de réglages d'ampérage pour le choix précis du courant exigé pour une variété de conditions de soudage. Les pièces internes sont protégées par un thermostat.
Ce soudeur peut souder de l'acier jusqu'à 3,2 mm (1/8 po) en une passe. La taille d'électrode recommandée est 1,6 mm (1/16 po) de diamètre pour un circuit de 15 A, jusqu'à 1,98 mm (5/64 po) de diamètre pour les circuits de 20 A. Pour des électrodes de rechange, composer le (800) 746-5641 pour le marchand dans votre quartier.
Déballage
Lors du déballage, l'examiner soigneusement pour rechercher toute trace de dommage susceptible de s'être produit en cours de transport. Rapporter tout dommage ou pièces manquantes en composant le 1-800-746-5641.
Attention
Cet équipe-
ment requiert un circuit de 115 V unique. Se référer au tableau suivant pour le disjoncteur ou la classification de fusible correcte. Ne pas faire fonctionner autres appareils, lampes, ou outils sur ce circuit pendant l'utilisation de cet équipement. Les cordons prolongateurs ne sont pas recommandés. Manque de suivre ces recommandations peut avoir comme résultat, fusibles sautés et disjoncteurs déclenchés.
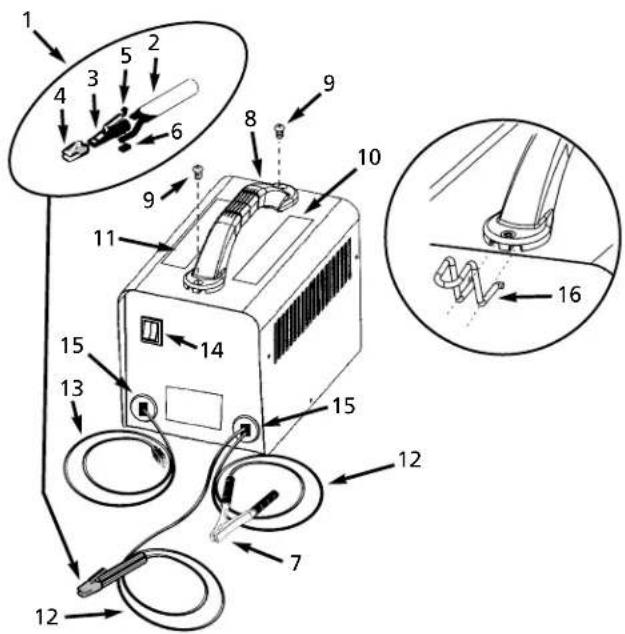
Pièces détachées et commandes
- Collier de mise à la terre - fixer à l'objet de travail
Diamètre Disjoncteur ou Fusée de l'Électrode à Retardement
1,6 mm (1/16 po) 15 A

1,98 mm (5/64 po) 20 A

Figure 1 - Pièces détachées et commandes du soudeur
- Porte-électrode - tient l'électrode
- Cordon d'alimentation - brancher dans une prise de courant de 115 V.
- Interrupteur On/Off - s'allume si le thermostat a coupé le modèle automatiquement.
- Bouton de réglage de l'ampérage infini - tourne au sens des aiguilles d'une montre pour augmenter l'ampérage et au sens inverse pour réduire l'ampérage.
- Indicateur d'ampérage de soudage - quand le bouton de réglage de l'ampérage (5) est tourné, l'indicateur d'ampérage bouge et indique les ampérages approx. de soudage.
- Interrupteur de réglage automatique Bas/Hors Circuit/Haut - bas pour les tiges de 1,6 mm (1/16 po) et haut pour les tiges de 1,98 mm (5/64 po). Modèle WS090001 seulement.
- Lampe de thermostat- la lampe s'allume si le thermostat a coupé le modèle automatiquement. Modèle WS090001 seulement.
- Pinces pour l'entreposage de câble - pour l'entreposage sûr des câbles de soudage. Modèle WS090001 seulement.
Généralités sur la sécurité
CET AVERTISSEMENT DE DANGER CAUSERA LA Perte de vie ou blessures graves.
Manque de suivre
Cet avertissement peut causer la perte de vie ou de blessures graves.
Attention
Manque de suivre
Cet avertissement d'attention peut causer des blessures (petites ou moyennes) ou du dommage matériel.
REMARQUE: Remarque indique de l'information additionnelle concernant le produit ou son utilisation.
Tavertissement
Toujours avoir un extincteur d'incendie disponible pendant le soudage à arc.

- Lire et comprendre toutes les instructions avant de démarrer un soudeur à arc électrique ou de procéder à son entretien. Manque de suivre les précautions et instructions de sécurité peut avoir comme résultat : blessures graves, perte de vie ou dommage à l'équipement.
- Tout installation, entretien, réparation et utilisation de cet équipement doit être effectué par les personnes qualifiées conformément aux codes nationaux, provinciaux et locaux.
L'utilisation incorrecte des soudeurs à l'arc peut avoir comme résultat une secousse électrique, des blessures, et la perte de la vie! Suivre toutes les précautions indiquées dans ce manuel afin de réduire le risque de secousse électrique.
- S'assurer que toutes les pièces détachées du soudeur à l'arc soient propres et en bon état avant d'utiliser le soudeur. S'assurer que l'isolation sur tous câbles, porte-électrodes et cordons d'alimentation n'est pas endommagée. Toujours réparer ou remplacer les pièces détachées endommagées avant d'utiliser le soudeur. Toujours garder les panneaux et couvercles de soudage en place pendant le fonctionnement du soudeur.
- Toujours porter des vêtements protecteurs et gants de soudage secs, et des chaussures isolantes.
- Toujours utiliser le soudeur dans un endroit propre, sec et bien ventilé. Ne jamais utiliser un soudeur dans un endroit humide, trempé, pluvieux ou mal-ventilé.
S'assurer que l'objet sur lequel vous travaillez soit bien fixé et mis à la terre correctement avant de commencer votre soudage électrique à l'arc.
- Le câble de soudage roulé devrait être étendu avant l'utilisation afin d'éviter le surchauffage et dommage à l'isolation.
Ne jamais
immerger l'électrode ou le porteélectrode dans l'eau. Si le soudeur devient trempé, il est nécessaire qu'il soit complètement sec et propre avant l'utilisation!
- Toujours mettre l'équipement hors circuit (off) et le débrancher avant de le déplacer.
- Toujours brancher le conducteur de travail en premier lieu.
- Vérifier que l'objet de travail soit mis à la terre correctement.
- Toujours mettre l'équipement de soudage électrique à l'arc hors circuit s'il n'est pas en usage et enlever l'électrode du porte-électrode.
- Ne jamais permettre que votre corps touche l'électrode et le contact à la terre, ni l'objet de travail mis à la terre simultanément.
- Les conditions et positions de soudage difficiles peuvent poser des hasards électriques. Si vous êtes accroupis, à genoux ou situé aux élévations, s'assurer que toutes pièces conductrices soient isolées. Porter des vêtements protecteurs convenables et prendre ses précautions contre les chutes.
- Ne jamais essayer d'utiliser cet équipement aux réglages de courant ou facteurs d'utilisation plus élevés que ceux indiqués sur les étiquettes de l'équipement.
- Ne jamais utiliser un soudeur électrique à l'arc pour dégeler les tuyaux congélés.
Les étincelles volantes et le métal chaud peuvent causer des blessures. La scorie peut s'échapper pendant le refroidissement des soudures. Suivre toutes les directives et précautions indiquées dans ce manuel pour réduire la possibilité de blessures causées par les étincelles volantes et le métal chaud.
- Porter un masque de soudure approuvé par ANSI ou des lunettes protectrices avec écrans protecteurs de bords pendant le burinage ou l'ébarbage des pièces en métal.
- Utiliser des protège-tympans pour le soudage aérien afin d'éviter que la scorie ou la bavure tombe dans les oreilles.
Le soudage électrique à l'arc produit la lumière et la chaleur intense ainsi que les rayons ultraviolets (UV). Cette lumière intense et ces rayons UV peuvent causer des blessures aux yeux et à la peau. Prenez toutes les précautions indiquées dans le manuel afin de réduire la possibilité de blessures aux yeux et à la peau.
- Toutes personnes qui utilisent cet équipement ou qui sont présentes là où l'équipement est utilisé doivent porter des vêtements de soudage protecteurs, y compris : masque ou casque de soudeur ou


écran avec lentille filtrante de classification d'au moins 10, vêtements incombustibles, gants de soudeur en cuir, et protection complète pour les pieds.
Ne jamais observer le
soudage sans protection pour les yeux indiqué ci-dessus. Ne jamais utiliser une lentille filtrante qui est fendue, cassée, ou classifiée moins que le numéro 10. Avertir les autres personnes dans l'endroit de ne pas observer l'arc.

Le soudage électrique à l'arc produit des étincelles et chauffe le métal aux températures qui peuvent causer des brûlures sévères! Utiliser des gants et vêtements protecteurs pendant n'importe quel travail de métal. Prenez toutes les précautions indiquées dans ce manuel afin de réduire la possibilité de brûlures de peau ou de vêtements.
- S'assurer que toutes personnes dans l'endroit de soudage soient protégées contre la chaleur, les étincelles et les rayons ultraviolets. Utiliser des écrans de visage additionnels et écrans coupe-feu là où nécessaire.
- Ne jamais toucher les objets de travail avant qu'ils se soient refroidis complètement

La chaleur et les étincelles qui sont produites pendant le soudage électrique à l'arc et autres travaux de métal peuvent allumer les matériaux inflammables et explosifs! Prenez toutes les précautions indiquées dans ce manuel afin de réduire la possibilité de flammes et d'explosions.
- Enlever tous matériaux inflammables à moins de 35 pieds (10.7 mètres) de l'arc de soudage. Si ceci n'est pas possible, couvrir les matériaux inflammables avec des couvertures incombustibles.
- Ne pas utiliser un soudeur électrique à l'arc dans les endroits qui contiennent des vapeurs inflammables ou explosifs.
- Prenez toutes les précautions pour s'assurer que les étincelles volantes et la chaleur ne produisent pas de flammes dans des endroits cachés, fentes, à l'arrière des cloisons, etc.

Risque d'incendie! Ne pas souder les récipients ni les tuyaux qui contiennent ou ont contenu des matériaux inflammables ou combustibles gazeux ou liquides.
Généralités sur la sécurité (suite)
Le soudage à l'arc des cylindres ou récipients fermés tels que les réservoirs ou bidons peut causer une explosion s'ils ne sont pas bien ventilés! Vérifier qu'il y ait une ventilation suffisante dans n'importe quel cylindre ou récipient pour permettre la ventilation des gaz d'expansion.

Ne pas inspirer les vapeurs qui sont produites par le soudage à l'arc. Ces vapeurs sont dangereuses. Utiliser un respirateur si l'endroit n'est pas bien ventilé.

- Garder la tête et le visage hors des vapeurs de soudage.
- Ne pas exécuter le soudage électrique à l'arc sur les métaux qui sont galvanisés ou plaqués en cadmium, ou qui contiennent le zinc, le mercure, ou le beryllium sans suivre les précautions suivantes :
a. Enlever l'enduit du métal commun. b. S'assurer que l'endroit de soudage soit bien ventilé. c. Utiliser un respirateur à air fourni.
Des vapeurs extrêmement toxiques sont produites pendant le chauffage de ces métaux.
Le champ électromagnétique qui est produit pendant le soudage à l'arc peut causer de

L'interférence avec le fonctionnement de plusieurs appareils électriques tels que les pacemakers cardiaques. Toutes personnes qui utilisent ces appareils doivent consulter leur médecin avant d'exécuter le soudage électrique à l'arc.
- Router l'électrode et les câbles ensemble et les fixer avec du ruban adhésif là où possible.
- Ne jamais envelopper les câbles de soudage à l'arc autour de votre corps.
- Toujours situer l'électrode et les conducteurs de terre afin qu'ils soient sur le même côté de votre corps.
- L'exposition aux champs électromagnétiques peut avoir d'autres réactions inconnues concernant la santé.
Toujours s'assurer
s'assurer que l'endroit de soudage soit en état sûr et sans risques (étincelles, flammes, métal chauffé au rouge ou scorie) avant de partir. S'assurer que l'équipement soit hors circuit et que l'électrode soit enlevée. S'assurer que les câbles soient roulés (sans serrer) et hors du chemin. S'assurer que tout métal et scorie soient refroidis.
NORMES de sécurité additionnelles
Norme NFPA 51B, du National Fire Protection Association, Batterymarch Park, Quincy, MA 02269
Norme ANSI Z87.1, de l'American National Standards Institute, 1430 Broadway, New York, NY 10018 Se référer aux Material Safety Data Sheets (Données de Sécurité) et les instructions du fabricant pour métaux, électrodes, enduits et produits pour le nettoyage.
Installation
La sélection d'un bon endroit peut augmenter le rendement, la sûreté de fonctionnement et la vie du soudeur à arc.
- Pour un meilleur résultat, situer le soudeur dans un endroit propre et sec. La poussière et la saleté dans le soudeur conservent l'humidité et augmentent l'usure des pièces mouvantes.
- Entreposer les électrodes dans un endroit propre et sec avec humidité basse pour conserver le fini du flux.
- Le récipient utilisé pour le soudeur doit être mis à la terre correctement et le soudeur doit être le seul appareil de charge sur le circuit. Se référer au tableau d'Ampérage de Circuit à la page 1 pour la capacité correcte du circuit.
- L'usage d'un cordon prolongateur n'est pas recommandé pour les soudeurs électriques à l'arc. La perte de tension dans le cordon prolongateur peut réduire le rendement du soudeur.
Montage du manche-modèles WS0950, WS1000 et WS1020 seulement
- Glisser le manche dans la fente vers l'arrière du modèle.
- Appuyer vers l'avant et insérer l'avant du manche dans l'endroit coupé du carter.
- Fixer la vis à travers du manche et dans le carter. (Voir Figure 2).
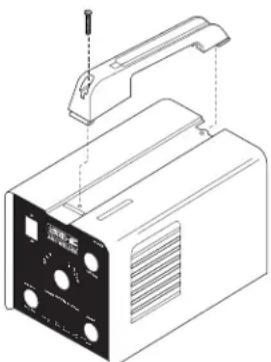
Figure 2 - Montage du manche
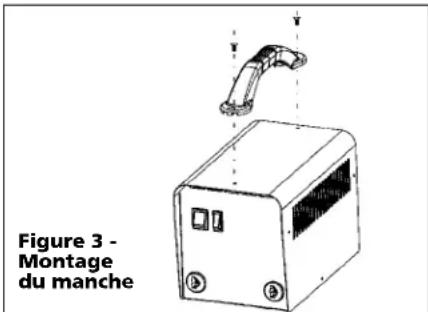
Montage du MANCHE - MODÈLEWS090001 seulement
- Aligner les trous de l'extrémité du manche avec les trous sur le dessus de la soudeuse. Serrer avec des vis. (Figure 3).
Montage (suite)
- Introduire les pinces de câble en appuyant vers l'intérieur sur le côté des pinces et poussant dans les fentes sur la face du manche tel qu'indiqué sur la Figure 4. Répéter pour le côté opposé du manche.
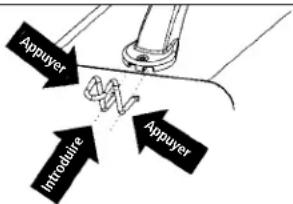
Figure 4 - Pinces de câble
PINCE de soudeur (WS0900, 950, 1000 AND 1020)
- Desserrer le boulon hexagonal ou l'écrou sur la pince de soudeur.
- Introduire un ou l'autre cordon du soudeur par le manche de la pince et glisser le fil nu sous le bloc de la pince. Serrer le boulon hexagonal ou l'écrou et s'assurer que le fil nu soit bien serré.
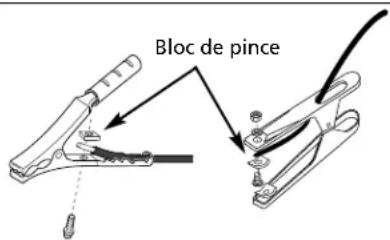
Figure 5 - Pince de Soudeur Équipées
Porte-électrode (tous les modeles)
- Enlever la manche d'isolation du corps du porte-électrode en tirant pour les séparer.
- Glisser le cordon d'électrode à travers la manche.
- Desserrer la vis de serrage du fil et glisser le fil nu sous le bloc du collier. Serrer la vis de serrage et s'assurer que le fil soit bien serré.
- Glisser le manche sur le corps du porte-électrode et appuyer afin de l’arrêter. S’assurer que le manche soit sûr et qu’il n’y ait pas de métal exposé sur le manche.
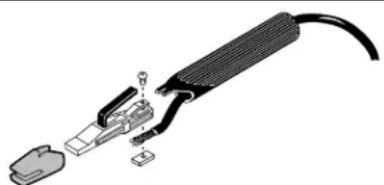
Figure 6 - Porte-électrode équipé
MASQUE à MAIN (tous modèles SAUF WS1020)
- Couper la nervure du dispositif de retenue et le manche amovible du masque à main. Couper l'excès de plastique pour enlever les bords tranchants.
- Introduire la lentille filtrante.
- Fixer les nervures par-dessus les goupilles sur le dispositif de retenue de la lentille (Voir Figure 7).
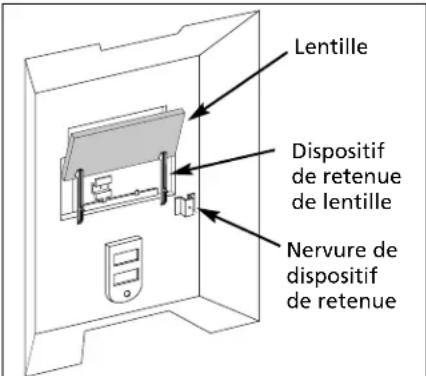
Figure 7
- Pour fixer le manche, placer le masque à main sur une surface nivelée et appuyer sur le manche jusqu'à ce qu'il soit en place. (Voir Figure 8). *Pas nécessaire pour les modèles WS0900 ou WS090001.
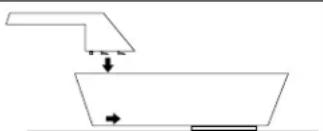
REMARQUE: Si vous n'avez jamais utilisé un soudeur ou si vous avez peu d'expérience, il est recommandé que vous utilisez un masque qui couvre complètement votre visage. Les deux mains sont nécessaires pour stabiliser et contrôler l'angle et la longueur de l'arc de l'électrode.
Modèle WT1000
- Enlever le dispositif de retenue de la lentille de la visière avec un tournevis ordinaire en appuyant contre l'écran et le poteau du dispositif de retenue de la lentille.
- Enlever la couche protectrice des deux bords de chacun des couvercles de lentille. Mettre un couvercle clair sur chaque bord de la lentille teinte. Placer les trois lentilles ensemble dans la visière et fixer avec le dispositif de retenue de lentille. Le dispositif de lentille devrait s'insérer dans la deuxième encoche de la visière.
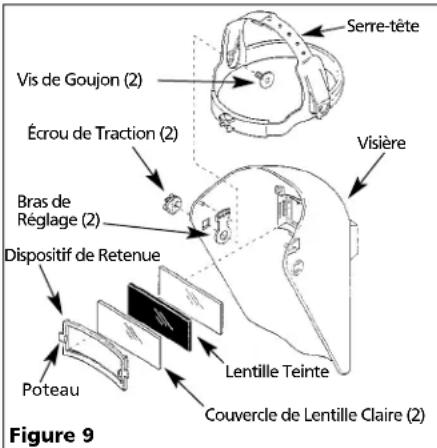
- Situer l'un des trous dans le bras de réglage par-dessus des goupilles qui sont situées dans l'endroit de l'oreille de la visière. Ces bras de réglage déterminent l'ajustement et peuvent être repositionnés facilement si nécessaire.
- Situer le serre-tête dans la visière. Introduire la vis de goujon à travers du serre-tête, de la visière et dans l'écrou de traction comme indiqué. Ne pas serrer l'écrou de traction complètement.
- Faire l'essai du casque de soudeur. Ajuster le ressort du récepteur serretête à une position confortable et baisser la visière. Si la visière est trop proche ou trop loin, utiliser un nouveau trou dans le bras de retenue. Ajuster les écrous de traction afin d'assurer que le casque peut se baisser en inclinant la tête.
Fonctionnement
- Lire, comprendre, et suivre toutes les précautions dans la section Généralités sur la sécurité de ce manuel. Lire la section Directives de soudage dans ce manuel avant d'utiliser l'équipement.
- Couper la puissance au soudeur et le brancher dans la prise appropriée: 115V-15 A - électrodes de 1,6 mm (1/16 po) 115V-20 A - électrodes de 1,98 mm (5/64 po)
- Vérifier que les surfaces du métal soient libre de säleté, rouille, peinture, huile, écailles ou autres polluants avant de les souder ensemble. Ces polluants peuvent causer de mauvaises soudures.
Toutes perso-
Toutes personnes utilisant cet équipement ou qui sont dans l'endroit pendant l'utilisation de l'équipement doivent porter des vêtements de soudage protecteurs, y compris : la protection oculaire avec la lentille correcte indiquée au tableau suivant, vêtements incendibles, gants de soudeur en cuir, et protection complète pour les pieds.

Pour le chauffage, soudage ou coupage des matériaux galvanisés, plaqués en zinc, plomb, ou en cadmium, se référer à la section Généralités sur la Sécurité pour plus d'informations. Les vapeurs extrêmement toxiques sont produites pendant le chauffage de ces métaux.
- Raccorder la pince de soudeur à l'objet de travail. S'assurer que le
Fonctionnement (suite)
contact soit au métal nu, non pollué par la peinture, le vernis, la corrosion, ou autres matériaux non métalliques.
- Loger la pièce exposée de l'électrode (le bout sans flux) dans les mâchoires du porte-électrode.
- Ajuster le bouton de réglage d'ampérage ou l'interrupteur Bas/Haut à l'ampérage correct pour le diamètre de l'électrode. Se référer au tableau suivant pour les réglages de courant d'électrode.
Le porteélectrode
et l'électrode sont maintenant "chauds" (courant actif) quand le soudeur est en marche.
Diamètre de réglage de l'électrode courant (a)
1/16 po (1,6 mm) 35-80 Low-WS090001
5/64 po (2 mm) 45-100 High-WS090001
Pour des réglages précis, voir le guide de soudage situé sur le soudeur (pas disponible sur le WS090001)
La mise à la terre
Contre n'importe quelle surface métallique peut produire un arc qui peut causer des étincelles et endommager les yeux.
- Tenir l'électrode à l'écart de l'objet de travail mis à la terre et de l'établi. Mettre le soudeur en marche.
- Tenir l'électrode en position de soudage, baisser le casque de soudeur ou mettre le masque à main en position et amorcer un arc. Régler l'ampérage si nécessaire.
- Mettre le soudeur hors circuit et l'entreposer correctement lorsque vous avez fini de souder.
Facteur d'utilisation / protection thermostatique
Le facteur d'utilisation de soudage est le pourcentage du temps de soudage actuel qui peut se passer dans un intervalle de dix minutes. Par exemple, le soudage actuel peut se produire pour une minute à un facteur d'utilisation de 10%, et ensuite, le soudeur doit se refroidir pour neuf minutes.
Les pièces détachées internes de ce soudeur sont protégées contre le surchauffage avec un interrupteur automatique thermique. Une lampe jaune s'allume sur le panneau d'avant (interrupteur on/off) si vous dépassez le facteur d'utilisation. La lampe jaune sur le Modèle WS090001 est située à côté de l'interrupteur on/off. Continuer avec le soudage quand la lampe n'est pas allumée.
Entretien
Débrancher et
mettre la machine hors circuit avant de vérifier ou de procéder à l'entretien de n'importe quelle pièce détachée
Avant chaque usage ;
- Vérifier la condition des câbles de soudage et réparer ou remplacer immédiatement les câbles qui ont de l'isolation endommagée.
- Vérifier la condition du cordon d'alimentation et le réparer ou remplacer immédiatement si endommagé.
- Vérifier la condition des pièces isolantes du porte-électrode et remplacer les isolateurs fendus ou manquants immédiatement. S'assurer que toutes les attaches soient serrées et isolées.
Ne pas utiliser
ce soudeur si l'isolation sur les câbles de soudage, le porte-électrode, ou le cordon d'alimentation est fendu ou manquant.
Chaque 3 mois;
Remplacer toutes étiquettes qui ne sont pas lisables sur le soudeur. Utiliser de l'air comprimé pour souffler toute la poussière des ouvertures de ventilation.
Généralités
Cette série de soudeurs utilise un procédé appelé Soudage À L'Arc Au Métal Enrobé (Shielded Metal-Arc Welding SMAW). Ce procédé est utilisé pour unir des métaux en les réchauffant d'un arc électrique créé entre une électrode et l'objet sur lequel vous travaillez.
Les électrodes utilisées pour le soudage à l'arc au métal couvert ont deux pièces. Le centre est une baguette en métal ou un fil qui devrait être semblable en composition au métal commun. L'enrobage extérieur est appelé le flux. Une variété de flux peut être utilisée selon la situation.
Une fois fondu, le métal peut devenir contaminé par les éléments dans l'air. Cette contamination peut affaiblir la soudure. L'enrobage de flux crée une barrière protectrice appelée scorie qui protège le métal fondu contre les polluants.
Quand le courant (ampérage) passe du circuit à l'électrode, un arc est produit entre le bout de l'électrode et l'objet de travail. L'arc fond l'électrode et la
pièce de travail. Le métal fondu de l'électrode s'écoule dans le cratère fondu et produit une adhérence à l'objet comme indiqué dans la Figure 10.
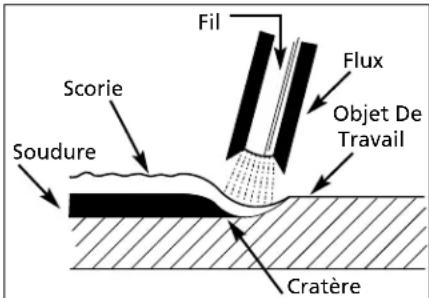
Figure 10 - Composantes de la soudure
REMARQUE: N'utiliser pas et mettre au rebut les électrodes qui se sont brûlées 1 à 2 pouces du porte-électrode
Amorçage d'un ARC
Placer le bout nu de l'électrode dans le porte-électrode. Tenir le porte-électrode légèrement afin de réduire la fatigue à votre main et bras.
REMARQUE: Toujours tenir les mâchoires du porte-électrode propres
pour assurer un bon contact électrique avec l'électrode.
Prendre soin de
Ne pas toucher l'atelier de soudage ni l'objet de travail avec l'électrode. Ceci peut causer des étincelles.
La meilleure méthode d'amorcer un arc est la méthode d'égratignure. Tirer l'électrode à un angle le long de la surface comme vous frotteriez une allumette pour l'allumer. Lorsque vous contactez la plaque, soulever l'électrode environ 1,6 mm (1/16 po) de la surface, sinon elle se collera (Voir Figure 11).
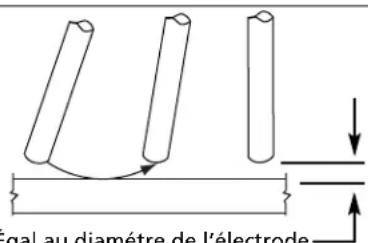
Égal au diamètre de l'électrode Figure 11 - Méthode d'égratignure
REMARQUE: Si l'électrode se colle à l'objet de travail, la dégager en tortillant rapidement ou en pliant et levant à l'endroit du porte-électrode. Si l'électrode ne se dégage pas, la débrayer en la lâchant du porte-électrode.
Type et taille d'électrode
Deux types d'électrodes sont recommandées pour l'usage avec ce soudeur. Les électrodes sont désignées comme suit par l'AWS (American Welding Society):
1. E-6013 tous USAGES
- Pour toutes positions, dépôt lisse et peu d'éclaboussures
- Pour tous types d'acier doux et pour les travaux généraux.
2. E-7014 remplissage RAPIDE
- Cordon de soudure lisse et dépôt rapide
- Idéal là où les joints ne se rencontrent pas parfaitement et pour les réparations générales.
REMARQUE: E-6011 et E-6018 ne sont pas recommandés pour l'usage avec ces soudeurs. Le diamètre d'électrode recommandé est 1,6 mm (1/16 po) ou 1,98 mm (5/64 po). Composer le (800) 746-5641 pour leur disponibilité.
Généralités de soudage à l'arc
Il y a quatre techniques de base qui agissent sur la qualité de soudure : réglage de l'ampérage, angle de soudure, longueur de l'arc et la vitesse de déplacement. De bonnes techniques sont nécessaires pour des soudures de bonne qualité.
Réglage d'ampérage
L'ampérage correct implique l'ajustement du soudeur au réglage en ampères requis. Ceci se fait en ajustant un bouton sur le soudeur ou en choisissant le réglage Bas/Haut approprié. L'ampérage dépend de la taille (diamètre) de l'électrode utilisée et de l'épaisseur de l'objet de travail.
Se référer aux spécifications indiquées sur le soudeur. Le courant excessif brûle à travers le métal léger, et le cordon de soudure est plat et poreux (Voir Fig. 13). Le cordon de soudure paraît trop haut et irrégulier si le courant est trop bas.
ANGLE de soudure
L'angle de soudure est l'angle de l'électrode pendant le soudage. L'utilisation de l'angle correct assure la pénétration et la formation du cordon de soudure exigé. L'angle de l'électrode comprend deux positions - l'angle de déplacement et l'angle de travail. (Voir Figure 12).
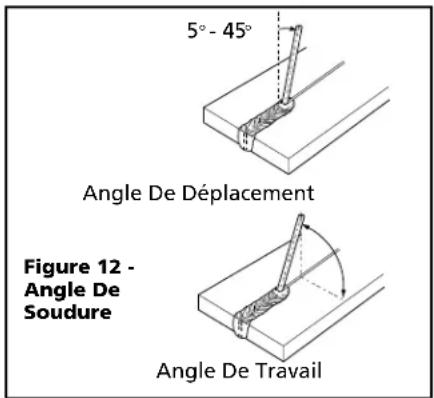
L'angle de déplacement est l'angle situé dans la ligne de la soudure et peut varier entre 5° à 45° du vertical selon les conditions de soudage.
L'angle de travail est l'angle du horizontal, mesuré aux angles droits à la ligne de soudure.
Un angle de travail de 45° et un angle de déplacement de 45° sont suffisants pour la plupart des applications. Pour les usages spécifiques, consulter un manuel d'enseignement de soudage.
REMARQUE: Les soudeurs droitiers devraient souder de la gauche à la droite. Les soudeurs gauchers devraient souder de la droite à la gauche. L'électrode devrait toujours être dirigée vers la flaque de la soudure comme indiqué.
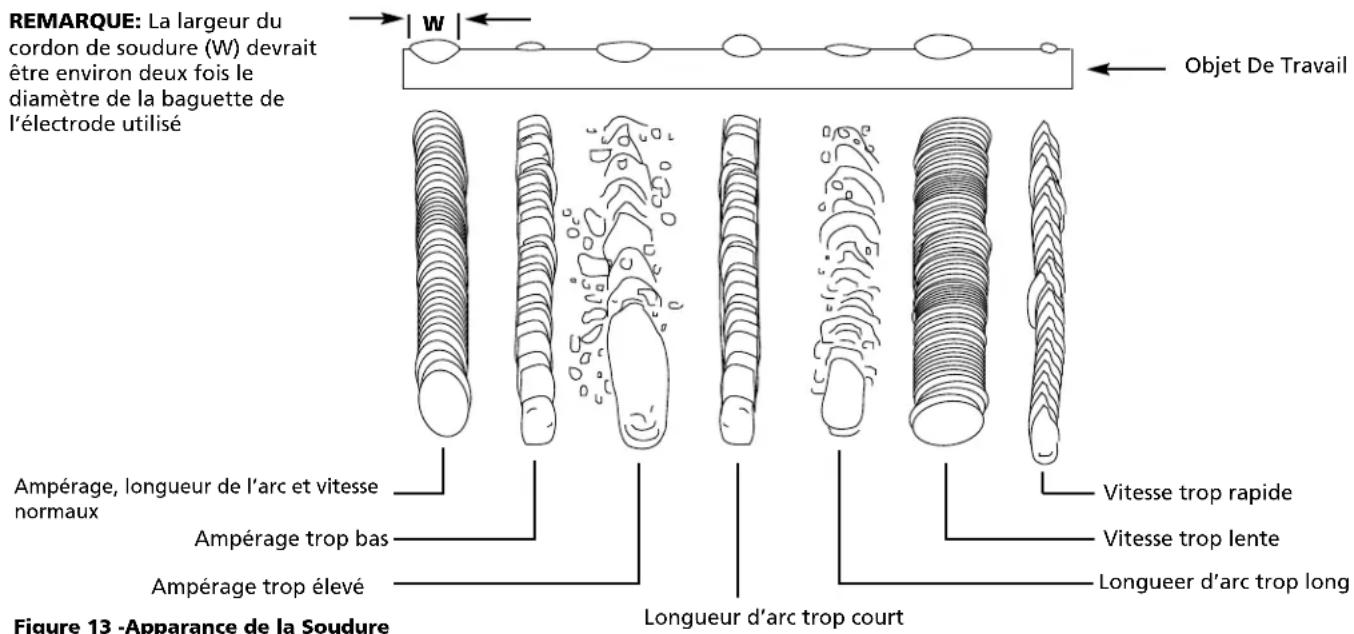
Figure 13 - Apparence de la Soudure
La longueur de l'arc est la distance de l'objet de travail jusqu'au bout de l'électrode ; la distance de voyage de l'arc. Une longueur d'arc correcte est nécessaire pour la production de chaleur exigée pour le soudage (Voir Figure 13). Un arc qui est trop long produit un arc instable, réduit la pénétration, augmente l'éclaboussage, et produit des cordons de soudure plats et larges. Un arc trop court ne produit pas assez de chaleur pour fondre l'objet de travail, l'électrode se colle facilement, la pénétration n'est pas suffisante, et les cordons de soudure sont inégaux avec des ondulations irrégulières. L'arc ne devrait pas être plus large que le diamètre de la baguette de l'électrode et son bruit devrait être un grésillement constant comme le grésillement du bacon.
Vitesse de déplacement
La vitesse de déplacement indique la vitesse à laquelle l'électrode est dirigée le long de la surface de soudage (Voir Figure 13). Si la vitesse est trop rapide, le cordon est étroit et les ondulations du cordon sont pointues comme indiqué. Si la vitesse est trop lente, la soudure se tasse et le cordon est haut et large. Pour régler la vitesse de déplacement, observer la largeur du cordon de soudure (et non l'arc) pendant la soudure. Le cordon de soudure est le métal fondu orange derrière l'arc. Il devrait être deux fois le diamètre de la baguette d'électrode. Régler la vitesse de déplacement afin d'obtenir un cordon de largeur uniforme.
Enlevage de SCORIE
Porter des
lunettes protectrices approuvées ANSI (ANSI Standard Z87.1) et des vêtements protecteurs pendant l'enlèvement du scorie chaud. Le débris chaud et volant peut
Cause de blessures aux personnes dans l'endroit.
Après avoir complété la soudure, attendre que les sections de soudage se refroidissent. Une couche protectrice appelée scorie couvre le cordon de soudure qui empêche la réaction du métal fondu avec les polluants dans l'air. La scorie peut être enlevée une fois que la soudure s'est refroidie jusqu'à ce qu'elle ne soit plus rouge. Enlever la scorie avec un marteau à buriner. Frapper la scorie légèrement avec le marteau et la dégager du cordon de soudure. Finir avec une brosse métallique. Lorsque vous faites des passes multiples, enlever la scorie avant chaque passe.
Positions de soudage
Il y a quatre positions générales de soudage : plate, horizontale, verticale et aérienne. Le soudage dans une position plate est la plus facile car la vitesse peut être augmentée, le métal fondu coule moins, une meilleure pénétration est possible, et le travail est moins fatiguant.
Autres positions exigent d'autres techniques telles que le tissage, passe circulaire, et jogging. Un niveau élevé de compétence est exigé pour ces soudures.
Tout travail devrait être effectué dans la position plate, si possible. Pour des applications particulières, consulter un guide de soudure à l'arc.
PASSES de soudage
Quelquefois il est nécessaire d'utiliser plus d'une passe pour remplir le joint. La première passe est la passe de base, suivie par la passe de remplissage et la passe de finition (Voir Figure 14). Si les morceaux sont épais, il peut être nécessaire de bisauter les bords qui sont joints à un angle de 60°. S'assurer d'enlever la scorie avant chaque passe.
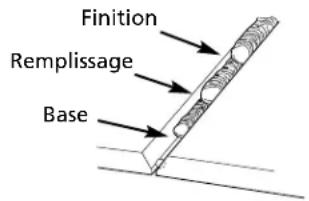
Figure 14 - Passes de Soudage
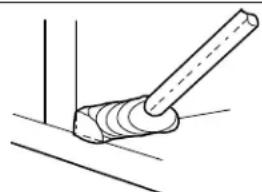
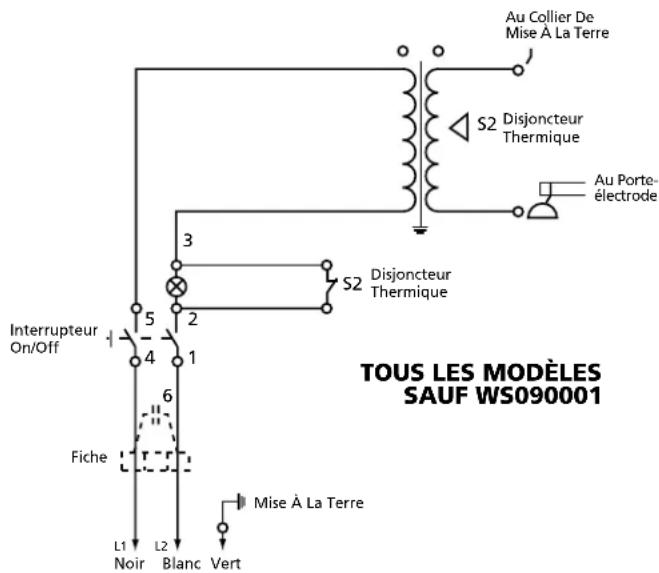
Figure 16 - Schéma d'installation de fils
Pour Plus D'Informations, Composer 1-800-746-5641
| Guide De Dépannage - Soudeur | ||
| Symptôme Cause(s) Possible(s) Mesures Correctives | ||
| Le soudeur ne ronron pas quand il est mis en marche | 1. Manque de puissance à la prise de courant2. Cordon d'alimentation endommagé | 1. Vérifier le fusible de circuit ou le disjoncteur2. Faire réparer le cordon d'alimentation |
| Le soudeur ronron, mais ne soude pas | 1. Courant insuffisant à l'électrode2. Mauvais raccordements au soudeur | 1. Vérifier le collier de mis à la terre, le câble et son raccordement à l'objet de travail. Vérifier le câble d'électrode et le collier2. Vérifier tous raccordements externes du soudeur |
| Le soudeur donne des chocs à goutte | 1. Contact accidentel avec l'objet de travail2. Perte de courant causé par les vêtements ou endroit de travail humides | 1. Éviter le contact avec l'objet de travail2. S'assurer que vos vêtements et l'endroit de travail soient secs |
| Le soudeur surchauffe - fait sauter les fusibles, déclenche le disjoncteur | 1. Utilisation d'un cordon prolongateur2. Diamètre d'électrode trop large3. Circuit surchargé | 1. Déplacer le soudeur si possible afin d'éviter l'usage d'un cordon prolongateur, sinon, utiliser un cordon prolongateur plus épais (N° de calibre plus bas)2. Utiliser un électrode de diamètre plus petit3. Le soudeur requiert un circuituniquede 115V |
| Arc difficile à amorcer | 1. Électrode incorrecte2. Diamètre d'électrode trop large3. Objet de travail pas mis à la terre correctement4. Basse tension causée par le surcharge | 1. Vérifier que l'électrode soit fabriquée pour l'usage avec un courant alternatif (c.a.)2. Utiliser un électrode de diamètre plus petit3. Vérifier la mise à la terre correcte (Pas de peinture, vernis ou corrosion)4. Faire fonctionner le soudeur sur un circuit unique de 115V |
Guide de Dépannage - Soudures
| Symptôme Cause(s) Possible(s) Mesures Correctives | ||
| Cordon de soudure est trop mince ou trop épais par intervalles | 1. Vitesse de déplacement irrégulière2. Réglage incorrect d'ampérage de sortie | 1. Observer avec attention et contrôller la largeur du cordon de soudure2. Régler l'ampérage de sortie ou utiliser un électrode ayant un diamètre plus petit |
| Enfoncements en lambeaux au bord de la soudure | 1. Vitesse de déplacement trop rapide2. L'arc est trop courte3. Réglage de l'ampérage de sortie trop haut | 1. Observer le dépôt de soudure en fusion orange et contrôller la largeur du cordon de soudure2. Se pratiquer en passant l'électrode sur l'objet de travail lorsque le soudeur est hors circuit OFF3. Réduire le réglage de l'ampérage de sortie |
| Le cordon de soudure ne pénètre pas l'objet de travail | 1. Vitesse de déplacement irrégulière2. Réglage de l'ampérage de sortie trop bas3. Diamètre d'électrode trop large | 1. Diminuer et conserver une vitesse de déplacement constante2. Augmenter le réglage d'ampérage de sortie ou changer à une électrode de diamètre plus petit3. Un diamètre d'1/16 po ou 5/64 po est recommandé |
| L'électrode se colle à l'objet de travail | 1. Arc trop court2. Ampérage réglé trop bas | 1. Soulever l'électrode pour corriger la longueur de l'arc aussitôt que l'arc se colle2. Augmenter le réglage d'ampères ou changer à un électrode de diamètre plus petit |
| Les électrodes crachent et se collent | Électrodes humides | Utiliser des électrodes sèches et les entreposer dans unendroit sec |
Remplacement du câble d'amenée de courant (voir schéma d'installation de fils figure 16)
- Vérifier que le soudeur soit OFF (Hors Circuit) et que le cordon d'alimentation soit débranché.
- Enlever le couvercle du soudeur afin d'exposer l'interrupteur ON/OFF.
- Débrancher les fils blancs et noirs du cordon d'alimentation qui sont branchés à l'interrupteur ON/OFF.
- Débrancher le fil de cordon d'alimentation vert qui est branché au bâti du soudeur.
- Desserrer la (les) vis de soulagement de tension du cordon et enlever le cordon du dispositif de soulagement de tension.
- Installer le nouveau cordon en suivant les instructions à l'envers.
Garantie limitée 5-3-1
- Durée: Le fabricant garantit la réparation, sans frais pour les pièces et main-d'œuvre, le Soudeur, le Pistolet Soudeur, Câbles, qui se sont révélés défectueux en matière ou fabrication, pendant les durées suivantes après la date d'achat initial:
Pour 5 Ans: Le Transformateur de Soudeur et Redresseur
Pour 3 Ans: Le Soudeur En Entier (à l'exclusion des colliers, pistolet, câbles, ou accessoires emballés avec le soudeur)
Pour 1 An: Colliers de Mise à la Terre, Pistolet MIG, Porte-électrodes, Accessoires, et Câbles de Soudage (si applicable)
- Garantie Accordée Par (Garant):
- Bénéficiaire de cette Garantie (Acheteur) : L'acheteur initial du produit Campbell Hausfeld.
- Couverture De La Présente Garantie: Défauts de matière et de fabrication qui se révèlent pendant la période de validité de la garantie. Cette garantie comprend le Soudeur, le Transformateur du Soudeur et Redresseur, Pistolet du Soudeur ou le Porte-Electrode, et câbles seulement.
- La Présente Garantie Ne Couvre Pas:
A. Les garanties implicites, y compris celles de commercialisabilité et D'ADAPTION À UNE FONCTION PARTICULIÈRE SONT LIMITÉES EN DURÉE À CETTE GARANTIE. Après cette durée, tout risques de perte, quoi que ce soit, devient la responsabilité de l'acheteur. Certaines Provinces n'autorisant pas de limitations de durée pour les garanties implicites. Les limitations précédentes peuvent donc ne pas s'appliquer.
B. TOUT DOMMAGE, PERTE OU DÉPENSE FORTUITE OU INDIRECTE POUVANT RÉSULTER DE TOUT DÉFAUT, PANNE OU MAUVAIS FONCTIONNEMENT DU PRODUIT CAMPBELL HAUSFELD. Certaines Provinces n'autorisent pas l'exclusion ni la limitation des dommages fortuits ou indirects. La limitation ou exclusion précédente peut donc ne pas s'appliquer.
C. Les accessoires qui sont compris avec le produit et qui sont soumis à l'usure par l'usage normal ; la réparation ou le remplacement de ces objets sont la responsabilité de l'acheteur. Ces pièces MIG comprennent, mais ne sont pas limitées à : Pointes de Contact, Buses, Doublures de Pistolet, Rouleaux d'Entraînement, Nettoyant pour Fil en Feutre. Additionnellement, cette garantie ne comprend pas le dommage causé par le remplacement ou entretien prématuré des pièces USABLES précédentes.
D. Toute panne résultant d'un accident, d'une utilisation abusive, de la négligence ou d'une utilisation ne respectant pas les instructions données dans le(s) manuel(s) accompagnant le produit.
E. Service avant livraison, c'est-à-dire montage et ajustement.
- Responsabilités Du Garant Aux Termes De Cette Garantie: Réparation ou remplacement, au choix du Garant, des produits ou pièces qui se sont révélés défectueux pendant la durée de validité de la garantie.
- Responsibilités de l'Acheteur Aux Termes De Cette Garantie:
A. Livraison ou expédition du produit ou pièce Campbell Hausfeld à Campbell Hausfeld. Taux de frais, si applicable, sont la responsabilité de l'acheteur.
B. Utilisation et entretien du produit avec un soin raisonnable, ainsi que le décrit le(s) manuel(s) d'utilisation.
- Réparation ou Remplacement Effectué Par Le Garant Aux Termes De La Présente Garantie : La réparation ou le remplacement sera prévu et exécuté en fonction de la charge de travail dans le centre d'entretien et dépendra de la disponibilité des pièces de rechange.
Cette garantie limitée confère des droits précis. L'acheteur peut également jouir d'autres droits qui varient d'une province à l'autre.
Pour pièces de rechange, composer 1-800-746-5641
S'il vous plaît fournir l'information suivante :
- Numéro de modèle
- Numéro de série (si applicable)
- Numéro et description de la pièce
Correspondance :
Liste de pièces de rechange - modèle WS0900
| N° deRéf. Description | WS0900 | Qté |
| 1 Montage de porte-électrode - cordon pas compris (comprend les références 2-6) WC200000AV 1 | ||
| 2 Manche de porte-électrode (Cordon pas compris) WC200001AV 1 | ||
| 3 Corps de porte-électrode WC200002AV 1 | ||
| 4 Capuchon isolant WC200003AV 1 | ||
| 5 Vis mécanique #10-24 x 12,7 mm (0.5 po)* 1 | ||
| 6 Écrou carré #10-24 x 11,1 mm (7/16 po) * 1 | ||
| 7 Pince de soudeur (Cordon pas compris) WC100000AV 1 | ||
| 8 Décalcomanie de sécurité (Droite) DK670000AV 1 | ||
| 9 Décalcomanie de sécurité (Gauche) DK670001AV 1 | ||
| 10 Câble de soudage 6 AWG 1,8 m (6 pi) * 2 | ||
| 11 Cordon d'alimentation 14-2AWG (6 pi) Type SJT | WC000400AV 1 | |
| 12 Interrupteur On/Off | WC400100AV 1 | |
| 13 Volant | WC302100AV 1 | |
| * Quincaillerie standarde, disponible chez votre fournisseur local | ||
Liste de pièces de rechange - modèle WS090001
| N° deRéf. Description | WS090001 | Qté |
| 1 Montage de porte-électrode - cordon pas compris (comprend les références 2-6) | WC200000AV 1 | |
| 2 Manche de porte-électrode (Cordon pas compris) WC200001AV 1 | ||
| 3 Corps de porte-électrode WC200002AV 1 | ||
| 4 Capuchon insolant | WC200003AV 1 | |
| 5 Vis mécanique #10-24 x 12,7 mm (0,5 po)* 1 | ||
| 6 Écrou carré #10-24 x 11,1 mm (7/16po) * | 1 | |
| 7 Pince de soudeur | WC100300AV 1 | |
| 8 Manche | WC301300AV 1 | |
| 9 Vis #8-36 x 19,1 mm (3/4 po) | * | 2 |
| 10 Décalcomanie de sécurité (Droite) | DK670000AV 1 | |
| 11 Décalcomanie de sécurité (Gauche) DK670001AV 1 | ||
| 12 Câble de soudage 6 AWG 1,8 m (6 pi) * 2 | ||
| 13 Cordon d'alimentation 14-3 AWG (6 pi) Type SJT | WC000100AV 1 | |
| 14 Indicateur thermique Haut/Hors Circuit/Bas | WC401000AV 1 | |
| 15 Soulagement de tension | WC102000AV 2 | |
| 16 Pince d'entreposage de cordon | WC301301AV 2 | |
| * Quincaillerie standarde, disponible chez votre fournisseur local | ||
Pour pièces de rechange, composer 1-800-746-5641
S'il vous plaît fournir l'information suivante :
- Numéro de modèle
- Numéro de série (si applicable)
- Numéro et description de la pièce
Correspondance :
Liste de pièces de rechange - Modèles WS0950, WS1000 et WS1020
| N° deRéf. | Description | N° de Pièce | Qté |
| 1 Montage de porte-électrode - cordon pas compris (comprend les références 2-6) WC200000AV 1 | |||
| 2 Manche de porte-électrode (Cordon pas compris) WC200001AV 1 | |||
| 3 Corps de porte-électrode WC200002AV 1 | |||
| 4 Capuchon Isolant WC200003AV 1 | |||
| 5 Vis mécanique #10-24 x 12,7 mm (0,5 po) * 1 | |||
| 6 Écrou carré #10-24 x 11,1 mm (7/16 po) * 1 | |||
| 7 Pince de soudeur (Cordon pas compris) WC100000AV 1Modèle WS1020 seulement WC100100AV 1 | |||
| 8 Manche WC300000AV 1 | |||
| 9 Vis à tête cylindrique #8-36 x 3,8 cm (1,5 po) * 1 | |||
| 10 Fenêtre d'ampérage WC800000AV 1Modèle WS1020 seulement WC800100AV 1 | |||
| 11 Décalcomanie de sécurité DK670100AV 1 | |||
| 12 Câble de soudage 6 AWG 1,8 m (6 pi) | * 2 | ||
| 13 Cordon d'alimentation 14-3 AWG 1,8 m (6 pi) Type SJT | WC000100AV 1 | ||
| 14 Interrupteur On/Off | WC400000AV 1 | ||
| 15 Soulagement de tension | WC102000AV 3 | ||
| 16 Volant | WC302000AV 1 | ||
| * Quincaillerie standarde, disponible chez votre fournisseur local | |||
Lexique de termes de soudage
CA ou Courant Alternatif - courant électrique qui change de direction périodiquement. Le courant à soixante cycles voyage dans les deux directions soixante fois par seconde.
Longueur de l'Arc - La distance du bout de l'électrode jusqu'au point où l'arc contacte la surface de travail.
Métal Commun - le matériel qui doit être soudé.
Joint en Bout - un joint entre deux pièces qui sont alignées approximativement dans le même plan.
Cratère - une flaque ou poche qui est produite quand l'arc contacte le métal commun.
CC ou Courant Continu - courant électrique d'une direction seulement. La polarité (+ ou -) détermine la direction du courant.
CC Polarité Inversée - quand le porte-électrode est branché au pôle positif du soudeur. La Polarité Inversée dirige plus de chaleur dans l'électrode plutôt que sur l'objet de travail pour l'utilisation sur les matériaux plus minces.
CC Polarité Ordinaire - quand le porte-électrode est branché au pôle négatif du soudeur. Plus de chaleur est dirigé vers l'objet de travail pour meilleur pénétration des matériaux épais.
Électrode - un fil en métal enrobé ayant approximativement la même composition que le matériel qui doit être soudé.
Soudure en Cordon - dimension approx. d'un triangle, profil en travers, qui unit les deux surfaces à angles droits en soudure à recouvrement, en T ou en coin.
Flux - l'enduit sur les électrodes de soudage à l'arc et sur le fil de soudage fourré en flux qui est consommé dans l'arc afin de produire un gaz protecteur. Ce gaz déplace l'air et les polluants autour de la soudure et sert à la protéger.
Soudure À L'Arc Fourrée de Flux
(FCAW) - ou Sans-gaz est une méthode de soudage utilisée avec un soudeur à alimentation en fil. Le fil de soudage est tubulaire avec du flux à l'intérieur pour protection.
Soudure À L'arc MIG (GMAW) - est une méthode utilisée avec un soudeur à alimentation en fil. Le fil est solide et un gaz inerte est utilisé pour protection.
Soudure À L'Arc Tungstène au chalumeau (TIG) (GTAW) - est une méthode de soudage utilisée avec de l'équipement de soudage qui a une génératrice à haute fréquence. L'arc est créé entre un électrode tungstène non utilisable et l'objet de travail. Un bouchepores peut être utilisé.
Soudure à Recouvrement - un joint entre deux pièces en chevauchement.
Tension au Repos (OCV) - la tension entre l'électrode et le collier de mise à la terre quand il n'y a pas de flux de courant (pas de soudage). Ceci détermine la vitesse auquelle l'arc est amorcé.
Chevauchement - se produit quand le réglage d'ampérage est trop bas. En ce cas, le métal fondu tombe de l'électrode sans se fondre dans le métal commun.
Porosité - des soufflures, ou creux formés pendant la solidification de la soudure qui affaiblissent la soudure.
Pénétration - la profondeur que la chaleur affecte l'objet pendant la soudure. Une soudure de haute qualité est celle qui atteint 100% de pénétration. C'est-à-dire que l'objet de travail en entier a été chauffé et solidifié à nouveau. Les endroits affectés par la chaleur devraient être visibles sur l'inverse de la soudure.
Soudure À L'Arc Au Métal Enrobé (SMAW) - est une méthode de soudage qui utilise une électrode utilisable pour soutenir un arc. L'enduit de flux fondu sur l'électrode fournit la protection.
Scorie - une couche d'encrassement de flux qui protège la soudure des oxydes et autres polluants pendant le refroidissement de la soudure. Enlever la scorie après que la soudure s'est refroidie.
Bavure - particules métalliques volantes qui se refroidissent sur la surface de travail. La bavure peut être diminuée si vous utilisez un agent vaporisateur qui résiste la bavure sur l'objet de travail avant de souder.
Point de Soudure - une soudure utilisée pour tenir les pièces en alignement jusqu'à ce que les soudures actuelles soient complétées.
L'Angle de Déplacement - l'angle de l'électrode dans la ligne de soudure. Ceci varie entre 5° et 45° selon les conditions.
Joint en T - placer le bord d'un morceau de métal sur l'autre à un angle de 90°. Caniveau - une condition résultant d'un ampérage trop haut qui produit une rainure dans le métal le long des deux côtés du cordon de soudure et sert à affaiblir la soudure.
Flaque de Soudure - un volume de métal fondu dans une soudure avant sa soldification.
Cordon de Soudage - une couche(s) étroite de métal placée sur le métal commun pendant que l'électrode fond. Le cordon de soudage est typiquement deux fois le diamètre de l'électrode.
Angle de Travail - l'angle de l'électrode à angle droit de la ligne de soudure.
1,6 mm (1/16") 15 amp





