
W1.0×305A - Machine de pliage Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil W1.0×305A Vevor au format PDF.

| Type de produit | Machine de pliage (plieuse à tôle) |
| Marque | Vevor |
| Modèle | W1.0×305A |
| Longueur de pliage | 305 mm (12 pouces) |
| Épaisseur max. de pliage (acier doux) | 1,0 mm (20 gauge) |
| Angle de pliage | 0° à 135° |
| Capacité de pliage en boîte | Oui (doigts amovibles) |
| Poids net estimé | 35 kg |
| Alimentation | Manuelle (poignées) |
| Matériau du châssis | Acier |
| Finition | Peinture antirouille |
| Entretien | Lubrification hebdomadaire, nettoyage régulier |
| Sécurité requise | Lunettes de protection, gants, chaussures antidérapantes |
| Accessoires inclus | Contrepoids, poignées, jeux de matrices (3", 4", 2") |
| Réparabilité | Pièces détachées disponibles, schéma de démontage fourni |
| Fabricant | Shanghaiuxinmuyeyouxiangonsi |
| Importateur (UE) | SIHAO PTY LTD (Australie), Sanven Technology Ltd (États-Unis) |
| Garantie | Voir notice d'utilisation |
| Normes | Conforme à la directive 2012/19/CE (DEEE) |
| Usage | Pliage de tôles fines, boîtes, bacs |
FOIRE AUX QUESTIONS - W1.0×305A Vevor
Questions des utilisateurs sur W1.0×305A Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de pliage au format PDF gratuitement ! Retrouvez votre notice W1.0×305A - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil W1.0×305A de la marque Vevor.
MODE D'EMPLOI W1.0×305A Vevor
Ceci est le mode d'emploi d'origine. Veuillez lire attentivement l'intégradu manuel avant utilisation. VEVOR se réserve le droit d'interpréterclairément ce manuel d'utilisation. L'apparence du produit dépend duproduit que vous avez reçu. Veuillez nous excuser pour les évientuillmises à jour technologiques ou logicielles.
Déballage
La plieuse Pan & Box est expédée par le fabricant dans une caisse contreplaqué soigneusement emballée. Inspectez soigneusement le produit à l'ouverture du colis.
Après avoir déballé l'appareil, inspectez-le soigneusement pour détecter tout dommage évientuel survenu pendant le transport. Vérifiez qu'il n'y pas de pieces desserrées, manquantes ou endommagées. Signalez immidiatement toute piece manquante au revendeur.
En cas de dommage, les réclamations pour dommages liés au transp. doivent être déposées auprès du transporter et relevant de la responsabilité de l'utilisateur.
Caracteristiques
| Modèle | W1,5×610Z | W1,5×915Z | W1,5×1220Z | W1,5×12 7 0Z | W1.0×305A |
| Longueur de courbure | 24" (610 mm ±10 mm) | 36" (910 mm ±10 mm) | 48" (1220 mm ±15 mm) | 50" (1270 mm ±15 mm) | 12" (305 mm ±10 mm) |
| Épaisseur de pliage | 1,5/16Ga | 1/20Ga | |||
| Angle de courbure | 0 — 1 35 ° | ||||
CONSERVEZ CES INSTRUCTIONS
Merci d'avoir besoin notre cintreuse. Avant d'utiliser votre nouvel outil, veillez dire attentivement ces instructions. Vous aurez besoin de ces instructions pour les avertissements de sécurité, précautions, assemblée opération, procédures de maintenance, liste des pieces et schémas. Conservez votre numéro de facture avec ces instructions.
Écrivez le numéro de facture à l'intérieur de la couverture avant.
Conservez les instructions et la facture dans un endroit sur, endroit s pour référence ultérieure.
Informations généales sur la sécurité

PRUDENCE
Pour ton propre sécurité , dire tous de le instructions et précautions afonctionnement outil .
RÉGLES DE SECURITÉ
- Portez des vêtements appropriés. Ne portez pas de vêtements amj de gants, de cravates, de bagues, de bracelets ou d'autres bijoux qu pourraient se coincer dans les pieces mobiles de la machine.
- Portez un couvre-chef protecteur pour contenir les cheveux longs.
- Portez des chaussures de sécurité à semelles antidérapantes.
- Portez des lunettes de sécurité. Les lunettes de vue classiques scdotées de verres résistants aux chocs. Ce ne sont PAS des lunettes sécurité.
- Soyez vigilant et réfléchissez clairment. N'utilisez jamais d'outils lorsque vous étes fatigué, en état d'ébriété ou sous l'effet de Médica somnolents.
- Maintenez la zone de travail propre. Un espace de travail en dés favorise les accidents.
- La zone de travail doit être correctement éclairée.
- Gardez les visiteurs à une distance de sécurité de la zone de tra
- Tenez les enfants hors du lieu de travail. Sécurisez l'atelier. Utilise cadenas pour empêcher toute utilisation involontaire des outils.
- Assembler uniquement conformément à ces instructions. Un assemblage incorrect peut entraîner des dangers.
- Lorsque les outils ne sont pas utilisés, rangez-les dans un endro et sur, hors de portée des enfants. Inspectez les outils avant de les et de les réutiliser. 12. Conservez les étiquettes et les plaques signalétiques des produits. Elles contiennent des informations de sécurité importantes.
SAVOIR UTILISER L'OUTIL
- Utilisez l'outil adapté à la tâche. N'essayez pas de forcer un petit un accessoire à effectuer le travail d'un gros outil industriel. N'utilisez un outil à une fin pour laquelle il n'est pas prévu.
- Ne forcez pas l'outil. Voitre machine fonctionnera比较好 et en tout
sécurité si elle est utilisée comme
prévu. N'utilisez PAS d'accessoires inappropriés pour tenter de dépasse la capacité nominale de la machine.
- Surcharge de la machine. Une surcharge de la machine peut entracer des blessures dues à des projections de pieces. NE PAS dépasser les capacités spécifiées de la machine.
- Utilisation de la machine. NE PAS utiliser le frein comme outil de compression ou de broyage.
- Dressage des bords du matériel. Avant de plier une tôle, chanfrei ébavurez toujours toutes les arêtes vives.
- Réglages de la lame et entretien. Gardez toujours les lames pointu, correctement réglé pour performances optimales.7. Vérifiez les pieces endommagées. Avant en utilisant n'importe quel outil ou machine, avec précaution vérifiez toute piece qui semble endommagée. Vérifiez
l'alignment et la liaison des pieces mobiles qui peuvent affecter le b fonctionnement fonctionnement de la machine

AVENTISSEMENT
Le averissements , mises en garde , et instructions discuté dans ceinstruction manuel ne peut pas couverture tous possible conditions ou sque pourrait se produit . Il doit être compris par le opérateur que coet prudence sont facteurs que ne peut pas être construit dans ce prod mais doit être fourni par le opérateur .
Important:
Votre machine peut être expédée avec un revêtement d'huile cireuse antirouille et de la graisse sur les surfaces métalliques non peintes exposées. Pour-retirer ce revêtement protecteur,utiliser un dégraissant un nettoyant solvant. Pour un nettoyage en profondeur, certaines pieces devront parfois'être retirees.N'UTILISEZ PAS d'acétone ou de nettoyapour freins car ils peuvent endommager les surfaces peintes.
Suivez les instructions figurant sur l'étiquette du fabricant lorsque vous utilisez tout type de produit de nettoyage. ÀpRES le nettoyage, essuyez
surfaces métalliques non peintes avec une légère couche d'huile ou d'graisse de qualité pour les protégger.

AVENTISSEMENT
FAIRE PAS UTILISER essence ou autre petrole produits à faire le mle machine . Ils avoir faible éclair points et peut explodeer ou cause

PRUDENCE
Quand en utilisant nettoyage solvants travail dans un bienveniBeaucoup nettoyage solvants sont toxique si inhale .
Assemblée
IMPORTANT: Tenez compte des éléments suivants lorsque vous recherchez pour un emplacement approprié pour placer la machine :
- Poids total de la machine.
- Poids du matériel traité.
- Dimensions du matériel à Traitser par la machine.
- Espace nécessaire pour les supports auxiliaires, les tables de trava d'autres machines.
- Dégagement des murs et autres obstacles.
- Maintenez une zone de travail ajustée autour de la machine pour raisons de sécurité.
- Ayez la zone de travail bien éclairée avec un éclairage approprié.
- Gardez le sol exempt d'huile et assurez-vous qu'il n'est pas glissa
- Retirez régulièrement les déchets et les rebuts et assurez-vous que travail
la zone est exemple d'objets obstruants.
- Si de grandes longueurs de matériel doivent être introduites dans machine, assurez-vous
quils ne s'etendront pas dans les allées.
Avant de commencer l'assemblage, prenez note des précautions suivantes
et suggestions.
- La machine est-elle boulonné à la palette ? Avant de tenter l'une les procédures d'assemblage suppliment toutes les pieces détachées et matériel et
dévisser la machine de la palette.
- MISE À NIVEAU : La machine doit être place sur un sol en bé Des dispositions pour la fixer doivent être mises en place avant de la machine.
La précision de toute machine dépend de son placement précis sur l surface de montage.
- SOL : Cet outil répartit une grande quantité de poids sur une petr surface
zone. Assurez-vous que le sol est capable de supporter le poids de la machine, le matériel de travail et l'opérateur. Le sol doit également une surface plane. Si l'appareil vacille ou bascule une fois en place, assurez-vous
éliminez -le en utiliser des cales.
- DÉGAGEMENTS DE TRAVAIL: Prenez en considération la taille d'objet à traiter. Assurez-vous de prévoir suffisamment d'espace pour pouvoir fonctionner la machine librement.
Ancrer la machine
- Placez la machine sur sol en béton ferme et pla
- Maintenez une distance sécurité autour de la mach
- Ancrez la machine au comme indiqué sur le scha à l'aide de boulons et de chevilles à expansion ou c tirants encastrés qui se connect à travers des t
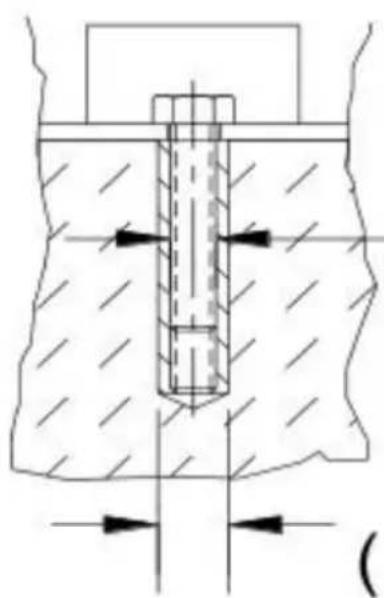
.31" (7.87mm)
.50" (12.7mm)
dans la base du support. (Pic.1)
Fixation du contrepoids
- Demandez à un assistant de tener le contrepoids.
- Retirez les deux boulons hexagonaux et faites glisser la tige du contrepoid dans le tuyau récepteur.
- Lorsque la tige est au ras du bas du récepteur, serrez les boulons hexag (Pic.2)

NOTE
FAIRE PAS utiliser le contrepoids poignée à augmenter le flexion feuillepeut dommage le charnières ou le flexion feuille .
Réglage de la tige de butée
La tige d'arrêt est utilisée pour repeter le piage lorsque vous souhait le piage feuille pour s'arrêter au même position à chaque fois.
- Desserrez l'écrou d'arrêt et la rondelle et effectuez votre virage en arrêtant en haut du virage.
- Serrez l'écrou et la rondelle jusqu'au bloc d'arrêt.
- L'angle de pliage peut maintainant être répétré jusqu'à ce qu'il soit réinitialisé par l'opérateur.
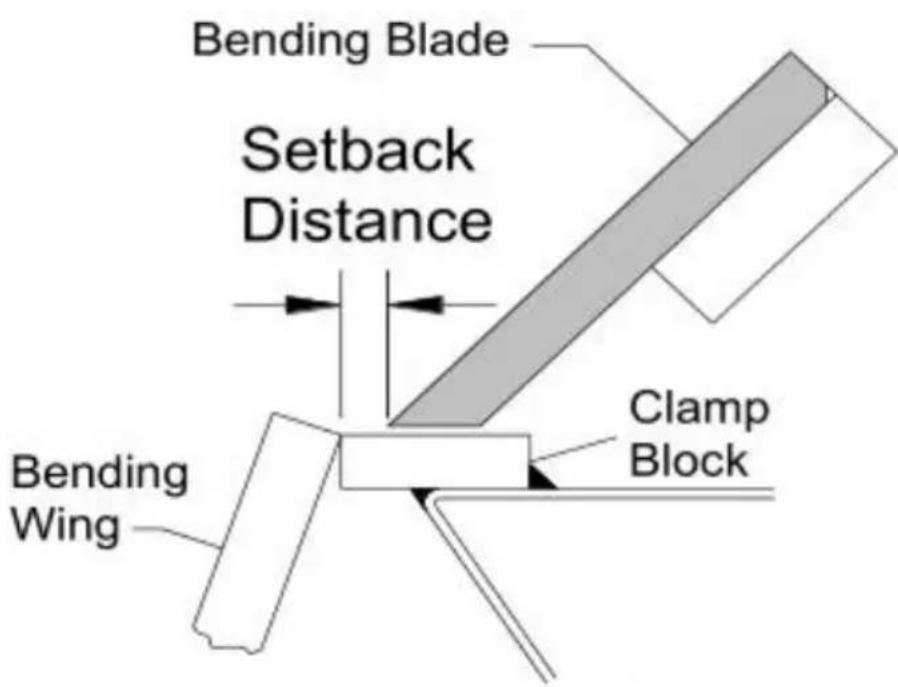
Réglage du recul
Le retrait correspond à la distance entre le bord avant du doigt et le avant du bloc de serrage, comme illustré sur l'image. Cette distance déterminée par l'épaisseur de la piece et le rayon interieur du pli. Le est généralement de 1,5 à 2 fois l'épaisseur du matériel. (Image 4)
-
Pour régler, assurez-vous que tous les doigts sont correctement all les uns avec les autres et que l'ensemble de maintainien n'est pas veri en position basse.
-
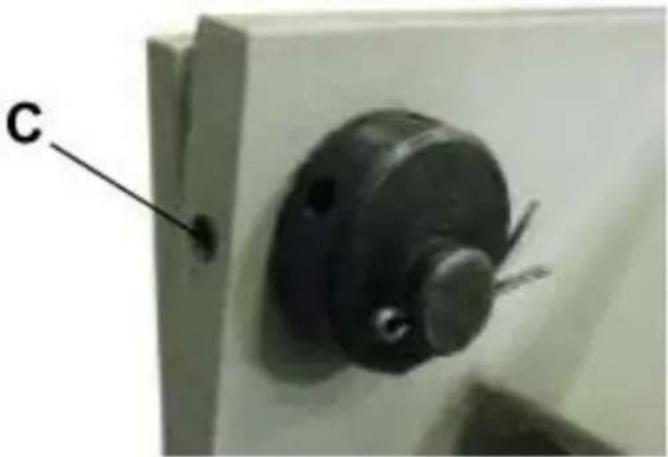
Desserrez les vis de réglage (C) à l'arrière de l'ensemble de mair (Fig. 5).
-
Insérez un outil, comme un A lien clé dans l'un des trous de rayo moyeu excentrique et faites- le tourner, ce qui déplace l'ensemble de Maintien vers l'avant ou vers l'arrière.
-
Lorsque les doigts sont à la bonne distance de retrait et parallèle bord du bloc de serrage, serrez les vis de réglage (C).
Réglage de la pression de serrage
PRUDENCE
- Une pression de serrage excessive peut « précharger » et déformé manière permanente.
- NE PAS plier des matériaux plus lourds que la capacité nominale, des longueurs plus courtes.
- Utilisez un matériel avec des bords coupés en carré (un bord rou provoquera une courbure).
- Plier un objet rond déformera ou entaillera le bord de la pince.
- Ajustez la pression de serrage en fonction des différentes jauges n
- N'utilisez pas de rallonge de tuyau sur les barres de serrage pour de levier.
La pression de serrage peut devoir être ajustée en fonction de l'épaïs de la pierce. Une pression appropriée doit avoir une résistance moyen lors de la traction sur la ou les poignées de maintien. À la fin de doit y avoir un verrouillage définitif de la pierce sous la lame de ser Pour régler la pression, déplacez les écrous sur l'arbre de liaison file le haut ou vers le bas.
- Pour régler la pression de serrage, serrez les deux côtes de la f serrage avec une piece dans le frein.
a. Si la pression de serrage semble légère et que la piece est lach pince, déplacez les écrous de réglage vers le HAUT.
b. Si la pression de serrage semble difficile et que vous ne pouvezverrouiller les poignées, déplacez les écrous de réglage vers le BAS. c. Une fois la pression ajustate, aucun autre réglage n'est nécessaire pour cette piece d'épaisseur. (Un nouveau réglage peut s'avérernécessaire lors d'un changement d'épaisseur.)
- Retirez la piece située sous la feuille de serrage, verrouillez la feu avec les poignées et relâchez la pression sur l'écrou supérieur.
- Déverrouillez la lame de serrage et tournez l'écrou inférieur d'un demi-tour dans le sens souhaité.
- Verrouillez la lame de serrage, reisserrez l'écrou supérieur et repete l'étape 1 ci-dessus jusqu'à ce que la pression souhaitée soit atteinte.

Alignement des pinces (de bout en bout)
Effectuez un test de piage à 90^ à environ 2 po (50,8 mm) de chaux extrémité de la machine. Empilez les bandes piées lesunes sur les et vérifie qu'elles sont piées au même degré.
Si une bande est trop courbée, augmentez la distance de retrait de Si une bande est trop peu courbée, diminuez la distance de retrait côté. Encore une fois, déplacez le réglage du retrait au-delà du point
retrait souhaité, puis vers l'avant pour supprimer le jeu.
Alignement des ailes courbées
La précision du pliage dépend de la surface supérieure de la feuille pliage et de l'aile de pliage attachée qui afflore la face supérieure de serrage lorsque la feuille de pliage est en position abaissee. S'il apparait qu'un réglage est nécessaire, contactez l'equipe de service loc ou le fabricant.
Opération
Lors de l'exécution d'opérations de pliage de base, il est important qu doigts du frein soient parallètes au bord du bloc de serrage. Assurez également que le retrait et la pression de serrage sont régles correct pour l'épaisseur du matériel à plier.

PRUDENCE
Portez toujours une protection oculaire appropriée avec des protections des chaussures de sécurité et des gants en cuir pour vous protégger et des bords tranchants.

PRUDENCE
Gardez vos mains et vos doigs à l'écart de la poutre de serrage. Plé côté de la machine pour éviter d'être heures par le tablier de plagiouse pour plier.

PRUDENCE
Lorsque vous manipuez de grandes feuilles lourdes, assurez-vous qu'e correctement soutenues.
Pliage de toles
- Soulevez et faites tourner la poignée de serrage (cw) dans le ser
aiguilles d'une montre pour soulever l'ensemble de serrage.
- Insérez la piece entre le bloc de serrage et les doigts de frein.
- Alignez les doigts de l'ensemble de maintien sur la ligne de piage de la piece et fixez-la en place en tirant la poignée de serrage vers
NOTE
FAIRE PAS forcer le serrage poignée . Le holding pression seulementà être serré assez à prise le feuille métal depuis mobile quand flexio
- Tirez sur les poignées de pliage des feuilles jusqu'à ce que la piatteint leangle de courbure souhaité.
- Abaissez la feuille de pliage, soulevez l'ensemble de maintainen et re la piece piée.
- Si vous effectuez un pliage en boîte et en casserole, désisissez d'doigts qui correspondent étroitement aux dimensions de la piece finie.
INDEMNITÉ DE FLEXION
Pour plier une tôle avec précision, il faut tener compte de la longueur de chaque pli. C'est ce qu'on appelle la marge de piage. Soustrayez marge de la somme des dimensions extérieures de la piece pour obt sa longueur ou sa largeur totale. En raison des différences de duretétôles et du pli réalisé dans le sens du fil ou à contre-fil, des marge piage précises doivent parfois être calculées par tatonnements.
Cependant, des marges de pliage d'usage général sont disponibles dans les ouvrages de travail des métaux ou sur Internet.
COMPRENDRE LE RETOUR ÉLASTIQUE DEBOUT
Printemps La reprise élastique, également appelée reprise elastique, résultat de la volonte du métal de reprendre sa forme initiale après compression et étirement. Une fois la lame de pliage retiree du métacharge relachée, la piece se détend, forçant la partie pliee du métal reprendre légèrement sa forme initiale.
La clé pour obtenir l'angle de pliage correct est de cintrer légèrement métal et de le laisser revenir à l'angle souhaité. Tous les métaux pre une certaine capacité de retard élastique.
SELECTION DES MATÉRIAUX

PRUDENCE
Le client doit déterminer que les matériaux traités par la machine ne potentiellement dangereux pour l'opérateur ou le personnel travaillant à proximé.
Lors de la selection des matériaux, gardez ces instructions à l'esprit
- Le matériel doit être propre et sec. (sans huile)
- Le matériel doit avoir une surface lisse pour pouvoir etre traité facilement.
- Les propriétés dimensionnelles du matériel doivent être cohérentes ne pas dépasser les valeurs de capacité de la machine.
- La structure chimique du matériel doit être cohérente.
- Achetez de l'acier certifié auprès du même fournisseur lorsque cette peut possible.
LUBRIFICATION ET ENTRETIEN

AVERTISSEMENT
L'entretien doit être effectué régulièrement par du personnel qualifié. Suivez toujours les précautions de sécurité appropriées lorsque vous ti sur ou à proximé de machines.
- Vérifiez quotidiennement toute condition dangereuse et corrigez-la immédiatement.
- Vérifiez que tous les écrous et boulons sont correctement serrés.
-
Nettoyez la machine et la zone qui l'entoure chaque semaine.
-
Lubrifier les composants filetés et les dispositifs coulissants.
- Appliquez un lubrifiant antirouille sur toutes les surfaces non peinte
Ports pétroliers
À l'aide d'une burette d'huile avec une huile de bonne qualité #30W, appliquez 5 à 6 gouttes dans chaque
des ports aux deux extrémités de la machine. Répétez chaque semain plus
souvent en fonction de l'utilisation. Essuyez tout excès d'huile.

NOTE
Approprié entretien peut augmenter le vie espérance de ton machine.
Assemblage de machines
Placez le marteau à contrepoids (A) à l'endetroit indiqué par la flè (comme indiqué sur la figure ci-dessous).
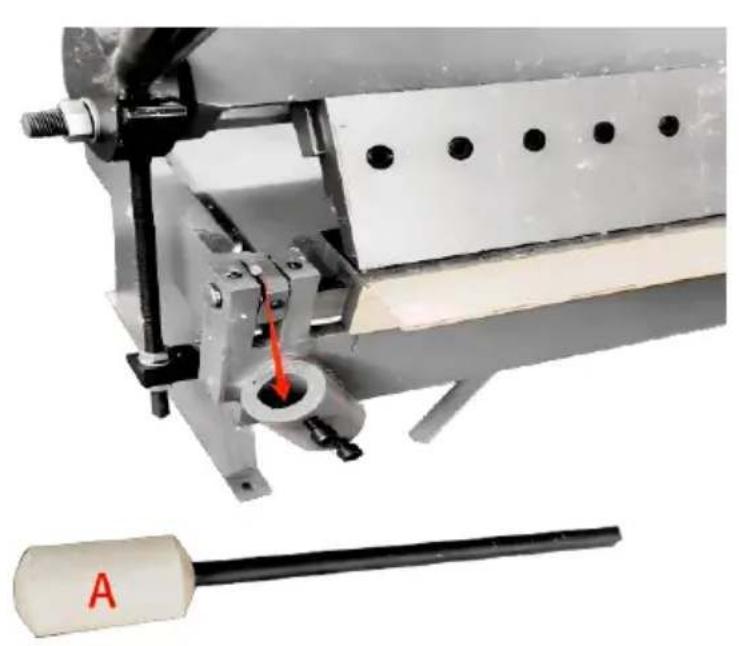

Serrez les deux vis (B)
DéPANNAGE
| FAUTE | CAUSE PROBABLE | REMÈDE |
| COURBURES IMPRÉCISES | 1. Les doigs ne sont pas alignés2. La distance de recul pas égale d'un côté à l'a3. L'ensemble de serrer maintain pas la piece fermement. | Suivez la procédure d'alignement des doigs appropriée.Mesurez la distance avec précision et réglez-la en conséquence.Réajuster la pression de serrerage. |
| FEUILLE PLIANTE DIFFICILE À SOULEVER ET PLIER. | 1. Dépassement des limit de flexion du frein.2. Le contrepoids n'est pas sur la feuille. | Ne pliez pas de matériel plus écais que ceux pour lesquels la machine a été conçue.Fixez le contrepoids pour réduire la force nécessaire pour soulever la feuille pli |
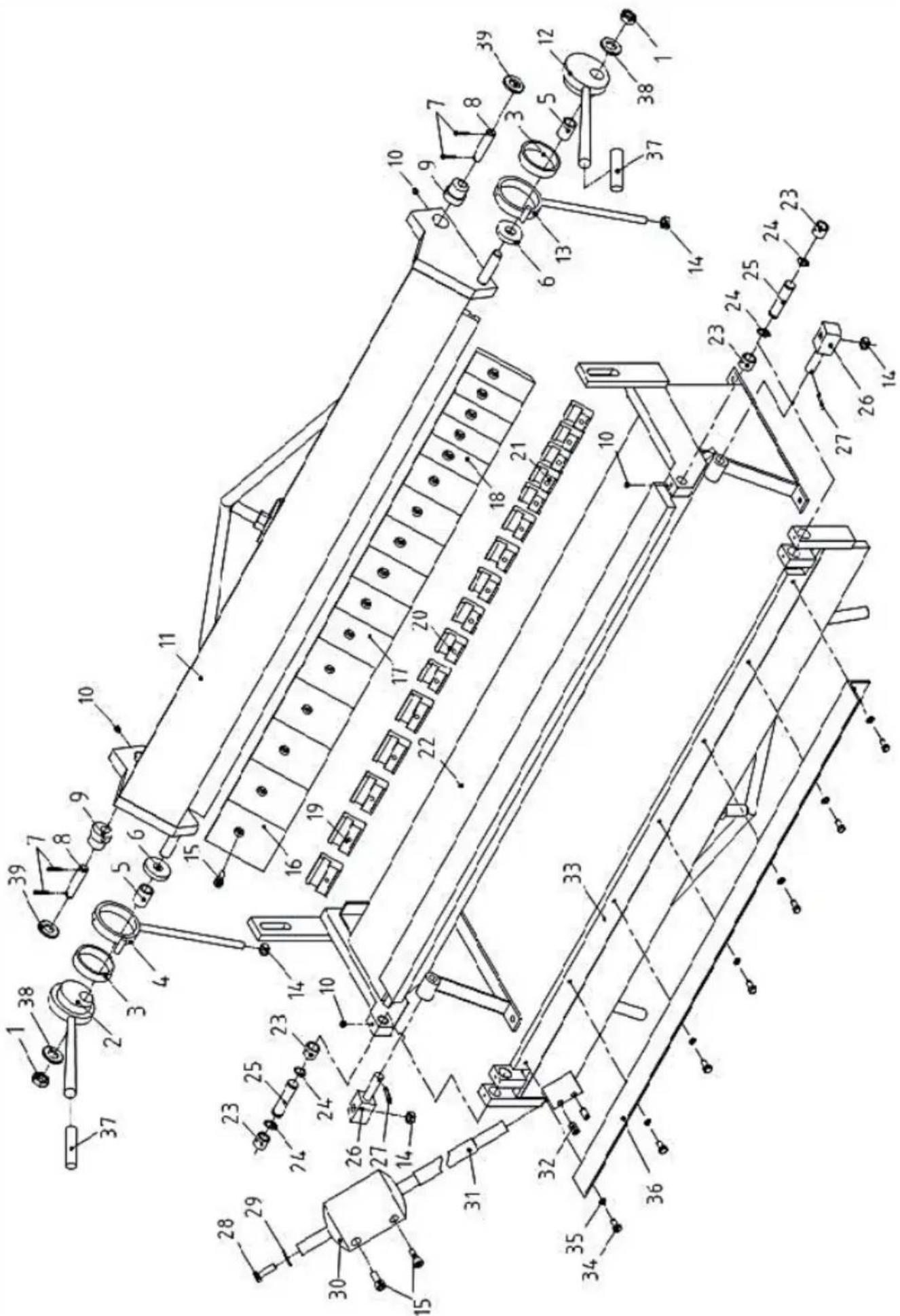
| Réf. | Description | Qté. |
| 1 | Écrou M18 | 2 |
| 2 | Poinée excentrique gauche | 1 |
| 3 | Grande rondelle | 2 |
| 4 | Bielle gauche | 1 |
| 5 | Rondelle | 2 |
| 6 | Douille d'espacement | 2 |
| 7 | Goupille fendue φ4X25 | 4 |
| 8 | Broche φ16X70 | 2 |
| 9 | arbre excentrique | 2 |
| 10 | Vis de réglage M8X8 | 4 |
| 11 | Cadre de matrice supérieur | 1 |
| 12 | Poinée excentrique droite | 1 |
| 13 | Bielle droite | 1 |
| 14 | M12 | 4 |
| 15 | M10X25 | 18 |
| 16 | Matrices de frein 4" | 5 |
| 17 | Matrices de frein 3" | 6 |
| 18 | Matrices de frein 2" | 5 |
| 19 | Plaque de serrage 63 n | 5 |
| 20 | Plaque de serrage 45 n | 6 |
| Réf. | Description | Qté. |
| 21 | Plaque de serrage 34 n | 5 |
| 22 | Cadre | 1 |
| 23 | Cas | 4 |
| 24 | Bague d'arbre Φ18 | 4 |
| 25 | Arbre | 2 |
| 26 | Arbre | 2 |
| 27 | Goupille fendue φ5X25 | 2 |
| 28 | Boulon hexagonal M10X35 | 1 |
| 29 | Joint plat Φ10 | 1 |
| 30 | Contrepoids | 1 |
| 31 | Tige de contrepoids | 1 |
| 32 | Vis de réglage M12X20 | 2 |
| 33 | Feuille courbée | 1 |
| 34 | Boulon hexagonal M8X16 | 7 |
| 35 | Φ8 | 7 |
| 36 | Plaque d'angle limite | 1 |
| 37 | Poignée | 2 |
| 38 | Φ18 | 2 |
| 39 | Φ16 | 2 |
| Avertissement - Pour réduire le risque de blessure, l'ut doit dire attentivement le manuel d'instructions. | |
| Ce produit est soumis aux dispositions de la directive française 2012/19/CE. Le symbole représentant une poubelle barrée indique que le produit doit faire l'objet collecte sélective dans l'Union française. Ceci s'appliq produit et à tous les accessoires marqués de ce symb produits ainsi marqués ne doivent pas être jetés avec ordures menagères, mais doivent être déposés dans un de collecte pour le recyclage des apparils électriques électroniques. |
Fabricant : Shanghaiuxinmuyeyouxiangonsi
Adresse : Shuangchenglu 803nong11hao1602A- 1609shi, baoshanqu, Shanghai 200 000 CN.
Importé en Australie : SIHAO PTY LTD. 1 ROKEVA STREET, ASTV NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd. Suite 250, 9166 Anaheim


