
W1.0×305A - Macchina piegatrice Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo W1.0×305A Vevor in formato PDF.

| Tipo di prodotto | Macchina piegatrice (piegatrice per lamiera) |
| Marca | Vevor |
| Modello | W1.0×305A |
| Lunghezza di piegatura | 305 mm (12 pollici) |
| Spessore max. di piegatura (acciaio dolce) | 1,0 mm (20 gauge) |
| Angolo di piegatura | 0° a 135° |
| Capacità di piegatura a scatola | Sì (dita rimovibili) |
| Peso netto stimato | 35 kg |
| Alimentazione | Manuale (maniglie) |
| Materiale del telaio | Acciaio |
| Finitura | Vernice antiruggine |
| Manutenzione | Lubrificazione settimanale, pulizia regolare |
| Sicurezza richiesta | Occhiali di protezione, guanti, scarpe antiscivolo |
| Accessori inclusi | Contrappesi, maniglie, set di matrici (3", 4", 2") |
| Riparabilità | Ricambi disponibili, schema di smontaggio fornito |
| Produttore | Shanghaiuxinmuyeyouxiangonsi |
| Importatore (UE) | SIHAO PTY LTD (Australia), Sanven Technology Ltd (Stati Uniti) |
| Garanzia | Vedere il manuale d'uso |
| Norme | Conforme alla direttiva 2012/19/CE (RAEE) |
| Utilizzo | Piegatura di lamiere sottili, scatole, contenitori |
Domande frequenti - W1.0×305A Vevor
Domande degli utenti su W1.0×305A Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Macchina piegatrice in formato PDF gratuitamente! Trova il tuo manuale W1.0×305A - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. W1.0×305A del marchio Vevor.
MANUALE UTENTE W1.0×305A Vevor
Queste sono le istruzioni originali, si prega di leggere attendamente tue le istruzioni del manuale prima di utilizzare il prodotto. VEVOR si ris piena interpretazione del manuale utente. L'aspetto del prodotto dipenderà dal prodotto ricevuto. Vi preghiamo di non informarvi ulteriormente in caso di aggiornamenti technologici o software relativi a nostro prodotto.
Disimballaggio
Il freno Pan & Box viene spedito dal produttore in una cassa di compensato accuramente imballata. Ispezionare attendamente il prodotti all'apertura della confezione.
Dopo aver disimballato l'unità, ispezionarla attendamente per verificare eventuali danni verificatisi durante il trasporto. Verificare la presenza di parti allentate, mancanti o danneggiate. Segnalare immediamente eventuali parti mancanti al rivenditore.
In caso di danni, i reclami per danni causati alla spedizione devono essere presentati al corriere e sono di responsabilità dell'utente.
Specliche
| Modello | W1.5×610Z | W1.5×915Z | W1.5×1220Z | W1.5×12 7 0Z | W1.0×305A |
| Lunghezza di piegatura | 24" (610mm ±10mm) | 36" (910mm ±10mm) | 48" (1220mm ±15mm) | 50" (1270mm ±15mm) | 12" (305mm ±10mm) |
| Spessore di piegatura | calibro 1,5/16 | 1/20Ga | |||
| Angolo di piegatura | 0 — 1 35 ° | ||||
CONSERVARE QUESTE ISTRUZIONI
Grazie per aver acquistato la nostra piegatrice. Prima di utilizzare il nuovo utensile, leggete attendamente queste istruzioni. Queste istruzioni saranno necessarie per gli avvisi di sicurezza, precauzioni, assemblea, operazione, procedure di manutenzione, elenco dei componenti e scher Conservare il numero della fattura insieme a queste istruzioni. Scrivere numero della fattura sul lato interno della copertina anteriore. Conservale istruzioni e la fattura in un luogo sicuro, luogo asciutto per futura consultrazione.
Informazioni generali sulla sicurezza

ATTENZIONE
Per tuo Proprio sicurezza , Leggere Tutto Di IL istruzioni E precauzionoperativo attrezzo .
REGOLE DI SICUREZZA
- Indossare un abbligamento adeguato. Non indossare abiti larghi, gu cravatte, anelli, bracciali o altri gioielli che potrebbero impigliarsi nelle mobili della macchina.
- Indossare una mascherina protettiva per contentere i capelli lunghi.
- Indossare scarpe antinfortunistiche con suole antiscivolo.
- Indossare occhiali di sicurezza. Gli occhiali di uso quotidiano hanno lenti resistentiagli urti. NON sono occhiali di sicurezza.
- Siate vigili e pensate lucidamente. Non utilizzate mai utensili quando siete stanchi, in stato di ebbrezza o quando assume farmaci che causano sonnolenza.
- Mantenere pulita l'area di lavoro. Aree di lavoro disordinate favorisi gli incidenti.
- L'area di lavoro deve essere adeguatamente illuminata.
- Tenere i visitatori a una distance di sicurezza dall'area di lavoro.
- Tenere i bambini lontani dal luogo di lavoro. Rendere l'officina a i bambino. Utilizzare lucchetti per impedire l'uso involontario degli utensil
- Eseguire il montaggio solo seguendo queste istruzioni. Un montagio improprio cui lo comporte pericoli.
- Quando gli utensili non vengono utilizzati, riporli in un luogo asciu sicuro, fuori alla portata dei bambini. Ispezionare gli utensili prima di riporli e prima di riutilizzarli. 12. Conservare le etichette e le targhette identificative dei prodotti. Queste contengono importanti informazioni sull sicurezza.
- Utilizzare l'utensile giusto per il lavoro. NON tentare di forzare un utensile o accessorio per svolgere il lavoro di un grande utensile indu NON utilizzato un utensile per uno scopo diverso da quello per cui e concepito.
- Non forzare l'utensile. La macchina svolgerà un lavoro migliorere e |
sicuro seutilizzata come
previsto. NON utilizzato accessori inappropriati nel tentativo di superare capacità nominale della macchina.
- Sovraccaricare la macchina. Sovraccaricando la macchina si possono causare lesioni dovute a parti volanti. NON superare le capacité speci della macchina.
- Utilizzo a macchina. NON utilizzare il freno come pressa o utensile schiacciare.
- Rifinitura dei bordi del materiale. Prima di jegare la lamiera, smuse sbavare sempre tutti i bordi taglienti.
- Regolazioni della lama e manutenzione. Tenere sempre le lame nit correttamente regolato per prestazioni ottimali.7.Controllare la presenza o parti danneggiate. Prima utilizzando qualsiasi strumento o macchina, co attenzione controllare qualsiasi parte che appeare danneggiata. Controllar l'allineamento e la legatura di parti mobili che possono compromettere correttto funzionamento funzionamento della macchina

AVVERTIMENTO
IL avventenze , precauzioni e istruzioni discusso In Questo istruzione manuale non può copertina Tutto possibile condizioni O situazioni Quelloaccadere . dovere Essere inteso di IL operatore Quello comune sensoattenzione – Sono fattori Quello non può Essere costruito in Questo prodotto ,ma dovere Essere fornito di IL operatore .
Important:
La macchina potrebbe essere spedita con uno strato di olio ceroso antiruggine e grasso sulle superfici metalliche esposte non verniciate. I rimuovere quello rivestimento protettivo, utilizzato uno sgrassatore o urdetergente solvente. Per una pulizia accurata, a volte sare Mandatory rimuovere alcune parti. NON USARE acetone o detergente per freni poiché potrebbero danneggiare le superfici verniciate.
Quando si utilizes un prodotto detergente, seguire sempre le istruzioni riportate sull'etichetta del produttore. Dopo la pulizia, per proteggerle,
strofinare le superfici metalliche non verniciate con un leggero strato o grasso di qualità.

AVVERTIMENTO
FARE NON UTILIZZO benzina O alto petrolio prodotti A pulito ILmacchina . Essi Avere Basso flash punti E Potere esplodere O causa

ATTENZIONE
Quando usando pulizia solventi lavoro In UN ben v e n t i l a t o pulizia solventi Sono tossico Se inalato .
Assemblea
IMPORTANT: Considera quanto segue quando guardi per trovare la posizione adatta dove collocate la macchina:
- Peso complessivo della macchina.
- Peso del materiale in lavorazione.
- Dimensioni del materiale da lavoraretramite la macchina.
- Spazio necessario per supporti ausiliari, Bavoli da lavoro o altri macchinari.
- Distanza da muri e altri ostacoli.
- Mantenere un'area di lavoro adeguata attorno alla macchina per moni di sicurezza.
- Illuminare bene l'area di lavoro con luci adequate.
- Mantenere il pavimento pulito dall'olio e assicurarsi che non sia scivoloso.
- Rimuovere regolarmente i materiali di scarto e di scarto e assicura che il lavoro
l'area è libera da oggetti ostruiti.
- Se si devono alimentare nella macchina materiali di grande dimens assicurarsi
che non si estendano in nessuna corsia.
Prima di iniziare il montaggio, prenderenota delle seguenti precauzioni
e suggerimenti.
- La macchina è imballonato al pallet? Prima di tentare qualsiasi procedure di assemblaggio rimuovere tutte le parti allentate e l'hardwa svitare la macchina dal pallet.
- LIVELLAMENTO: La macchina deve essere posizionata su un pavimento in cemento piano.
I dispositivi di fissaggio devono essere predisposti prima di posizionare macchina.
La precisione di qualsiasi macchina dipende dal suo posizionamento preciso sulla superficie di montaggio.
- PAVIMENTO: Questo strumento distribuisce una grande quantità di peso su una piccola superficie
area. Assicurarsi che il pavimento sia in grado di sostenere il peso di la macchina, il materiale di lavoro e l'operatore. Il pavimento dovrebbe essere.
una superficie pianà. Se l'unità oscilla o oscilla una volta posizionata, assicurarsi di
eliminarloutilizzando degli spessori.
- SPAZI DI LAVORO: Prerendere in considerazione le dimensioni del materiale da elaborare. Assicurati di lasciare abbastanza spazio per te per far funzionare la macc
liberamente .
Ancoraggio della macchina
- Posizionare la macchina un pavimento in cementosolido e livellato.
- Mantenere una distanza sicurezza attorno alla macchina.
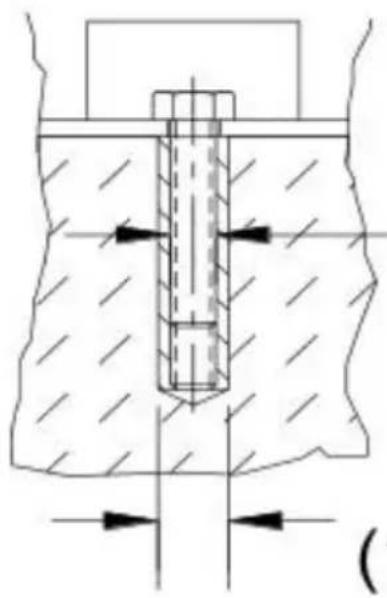
.31" (7.87mm)
.50" (12.7mm)
- Fissare la macchina al pavimento, come molto nello schema, utilizzato bulloni e tasselli ad espansione o tiranti incassati che si colleganoattraverso i fori nella base del supporto. (Fig. 1)
Fissaggio del contrappeso
- Chiedere a un aiutante di tenere fermo il contrappeso.
- Svitare i due bulloni esagonali e far scorrere l'asta del contrappeso nel turicevitore.
- Quando l'asta è a filo con la parte inferiore del ricevitore, stringere i bullo esagonali. (Fig. 2)

NOTA
FARE NON utilizzato IL contrappeso maniglia A augmentare IL piegatura fTu Maggio danno IL cerniere O IL piegatura foglia .
Regolazione dell'asta di arresto
L'asta di arresto viene utilizzata per la piegatura ripetuta quando si desidera la piegatura foglia per fermarsi allo stesso posizione agli vol
- Allentare il dato di arresto e la rondella ed effettuare la curvatura fermandosi nella parte superiore della curva.
- Serrare il dato e la rondella fino al blocco di arresto.
- Ora è possible ripetere l'angolo di piegatura finché non viene
reimpostato dall'operaatore.
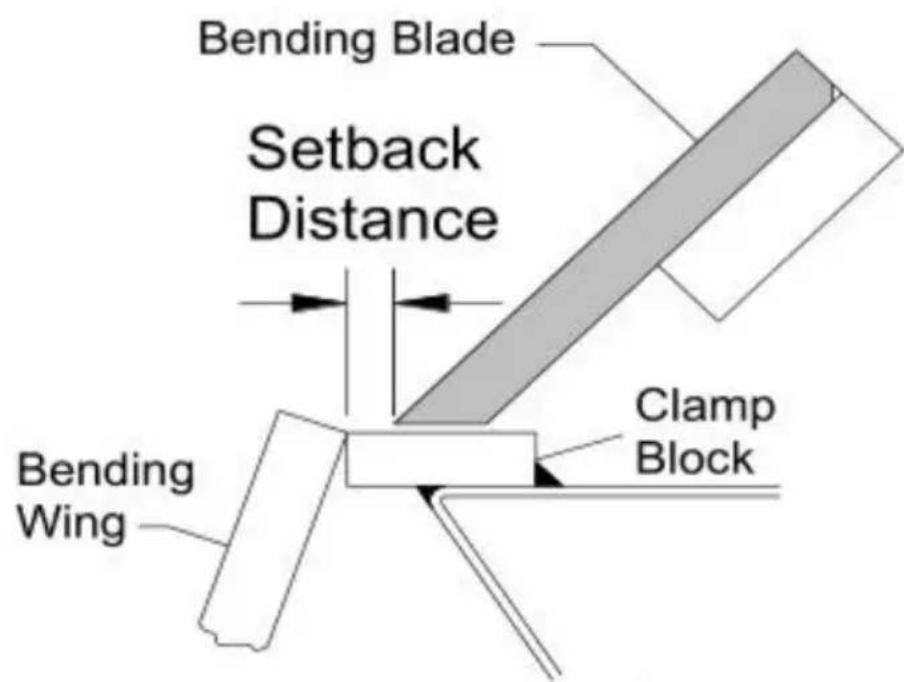
Regolazione dell'arretramento
L'arretramento è la distance tra il bordo anteriore del dito e il bordo anteriore del blocco di serraggio, come migliorato in figura. Questa diste è determinata dal calibro (spessore) del pezzo e dal raggio interno de curva. L'arretramento è in genere parl a 1,5-2 volte lo spessore del materiale. (Fig. 4)
-
Per effettuare la regolazione, assicurarsi che tutte le dita siano correttamente allineate tra loro e che il gruppo di fissaggio non sia k in posizione abbassata.
-
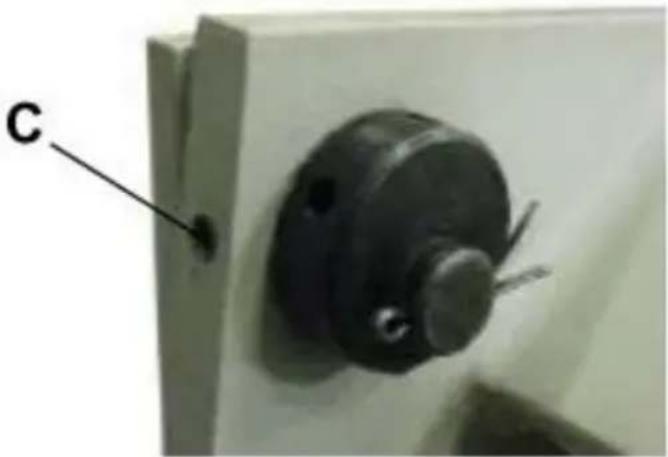
Allentare le viti di fissaggio (C) sul retro del gruppo di fissaggio (3). Inserisci uno strumento, come un Allen chiave inglese in uno dei foraggi del mozzo eccentrico e ruotarla, il che sposta il gruppo di fissavanti o indietro.
-
Quando le dita sono alla corretta distance di arretramento e parallel bordo del blocco di serraggio, serrare le viti di fissaggio (C).
Regolazione della pressione di serraggio

ATTENZIONE
- Una pressione di serraggio eccessiva cui "pre - caricare" e deform permanentemente il freno.
- NON piegare materiali più pesanti della capacité nominale,anche s lunghezza inferiore.
- Utilizzare materiale con bordi squadrati. (Un bordo arrotolato causera curvatura).
- Piegare un oggetto rotondo cui deformare o danneggiare il bordo morsetto.
5.Regolare la pressione del morsetto in base al calibro del metallo uti - Non utilizzato una prolunga per tubi sulle barre di serraggio per o maggiore leva.
Potrebbe essere necessario regolare la pressione di serraggio in base variazioni di spessore del pezzo. Una pressione adeguata dovrebbe presentare una resistenza media quando si tira indietro la/le maniglia/efissaggio. Alla fine della corsa si dovrebbe verificare un bloccaggio definitivo del pezzo sotto la lamina di serraggio.
Per regolare la pressione, spostare verso l'alto o verso il basso i da sull'albero di collegamento filettato.
- Per regolare la pressione di serraggio, serrare entrambi i lati della lamina di serraggio con un pezzo di pezzo nel freno.
a. Se la pressione di serraggio sembra leggera e il pezzo è allentato morsetto, spostare i dadi di regolazione VERSO L'ALTO.
b. Se la pressione di serraggio sembra troppo forte e non si riescon bloccare le maniglia, spostare i dadi di regolazione verso il BASSO.
c. Una volta che la pressione è corretta, non sono necessarie ulteriori regolazioni per questo spessore. (Potrebbe essere necessario effettuare nuovamente la regolazione quando si cambia lo spessore.)
2. Rimuovere il pezzo da sotto la foglia di serraggio, bloccare la fogle maniglie e allentare la pressione sul dato superiore.
3. Sbloccare la lamina di serraggio e ruotare il dato inferiore di 12 g direzione desiderata.
4. Bloccare la lamina di serraggio, serrare nuovamente il dato superiore ripetere il passaggio 1 sulla descrizione sono a raggiungere la pressione desiderata.

Allineamento del morsetto (da un'estremità all'altra)
Eseguire una curva di prova di 90^ a circa 50,8 mm da ciascuna es della macchina. Impilare le strisce piegate una sopra l'altra e verificare siano piegate allo stesso grado.
Se una striscia è troppo piegata, aumento la distance di arretramento quel lato. Se una striscia è troppo piegata, diminuire la distance di arretramento su quel lato. Di nuovo, spostare la regolazione dell'arretramento altri il punto di arretramento desiderato e quindi in a per rimuovere il gioco.
Allineamento dell'ala piegata
La precisione della piegatura dipende alla superficie superiore della fc di piegatura e dal fatto che l'ala di piegatura attaccata sua a filo con superficie superiore del blocco di serraggio quando la foglia di piegatu in posizione abbassata. Se si ritiene che sua necessaria una regolazio contattare il team di assistenza locale o il produttore.
Operazione
Quando si eseguono operazioni di piegatura di base è importante che dita del freno siano parallele al bordo del blocco di serraggio. Assicui inoltre di aver impostato l'arretramento e la pressione di serraggio cor per lo spessore del materiale da piegare.

ATTENZIONE
Indossare sempre protezioni per gli occhi adeguate con protezioni latera calzature di sicurezza e quanti in pelle per proteggersi da sbavature et taglienti.

ATTENZIONE
Tenere mani e dita lontane alla trave di serraggio. Posizonarsi lateralmacchina per evitare di essere colpiti dal grembiule di piegatura membrper piegare.

ATTENZIONE
Quando si maneggiano fogli grande e pesanti, assicurarsi che siano adeguamente sosteni.
Piegatura della lamiera
- Sollevare e ruotare la maniglia di serraggio (cw) in senso orario p sollevare il gruppo di serraggio.
- Inserire il pezzo tra il blocco di serraggio e le dita del freno.
- Allineare le dita del gruppo di fissaggio alla linea di piegatura traccul pezzo e bloccare in posizione tirando indietro la maniglia del mor
NOTA
FARE NON forza IL serraggio maniglia. IL presa pressione sostanto Essere stretto Abbastanza A Presa IL foglio metallo da in movimento piegatura.
-
Tirare verso l'alto le maniglie della foglia piegata finché la parte d'pezzo non ha raggiunto la angolo di piega desiderato.
-
Abbassare la foglia piegata, sollevare il gruppo di fissaggio e rimue la parte piegata.
- Se si esegue la piegatura di scatole e teglie, scegliere dita che corrispondano il più possibile alle dimensioni del pezzo finito.
TOLLERANZA DI FLESSIONE
Per piegare la lamiera con precisione, è necessario considerare la lunghezza totale di anni piega. Questo valore è definito "tolleranza di piega". Sotrarre la tolleranza di piega alla somma delle dimensioni esterne del pezzo per ottenerne la lunghezza o la larghezza complessi effettiva del pezzo. A causa delle diverse direzze della lamiera e del che la piega venga eseguita nel senso della venatura o contro venato volte è necessario calculare tolleranziye precise per tentativi ed errori.
Tuttavia, le tolleranzi di piega per uso generale possono essere repe su manuali di lavorazione dei metalli o su Internet.
CAPIRE SPRINGBACK
Primavera Il ritorno elastico, notoanche come ritorno elastico, è il ris della tendenza del metallo a tornare alla sua forma originale dopo av subito compressione e allungamento. Dopo che la lamina piegata viene rimossa dal metallo e il carico viene rilasciato, il pezzo si rilassa, costringendo la parte piegata del metallo a tornare leggermente alla s forma originale.
La chiave per ottenere l'angolo di piega corretto è piegare leggerment metallo e lasciarlo tornare elastico fino all'angolo desiderato. Tutti i me presentano una certa quantità di ritorno elastico.
SELEZIONE DEI MATERIALI

ATTENZIONE
Il cliente deve accertarsi che i materiali lavorati alla macchina NON potenzialmente pericolosi per l'operaatore o per il personale che lavora vicinanze.
Quando si scelgon o materiali, tenera a mente queste istruzioni:
- Il materiale deve essere pulito e asciutto. (senza olio)
- Il materiale deve ave una superficie liscia per poter essere lavorabilitmente.
- Le proprietà dimensionali del materiale devono essere costanti e non superare i valori di energia della macchina.
- La struttura chimica del materiale deve essere coerente.
- Se possibile, acquistare acciaio certificato dallo stesso fornitore.
LUBRIFICAZIONE E MANUTENZIONE

AVERTIMENO
La manutenzione deve essere eseguita regolarmente da personale quale Seguire sempre le opportune precauzioni di sicurezza quando si lavora prossimità di qualsiast macchinario.
- Controllare quotidianamente la presenza di eventuali condizioni pericolose e risolverle immediatamente.
- Verificare che tutti i dadi e i bulloni siano serrati correttamente.
- Pulire settimanalmente la macchina e l'area circostante.
- Lubricare i componenti filettati e i dispositivi scorrevoli.
- Applicare un lubrificante antiruggine su tutte le superfici non vernici
Porti petroliferi
Utilizzato una lattina d'olio con un olio #30W di buona qualità, appli- 5-6 gocce in agli
delles porte su entrambé le estremità della macchina.Ripetere settimanalmente o più spesso
spesso a seconda dell'uso. Rimuovere l'olio in effesso.

NOTA
Corretto manutenzione Potere aumento IL vita aspettativa Di sua macch
Montaggio della macchina
Posizione are il martello contrappeso (A) nella posizione indicate alla freccia (come molto nella figura sottostante).
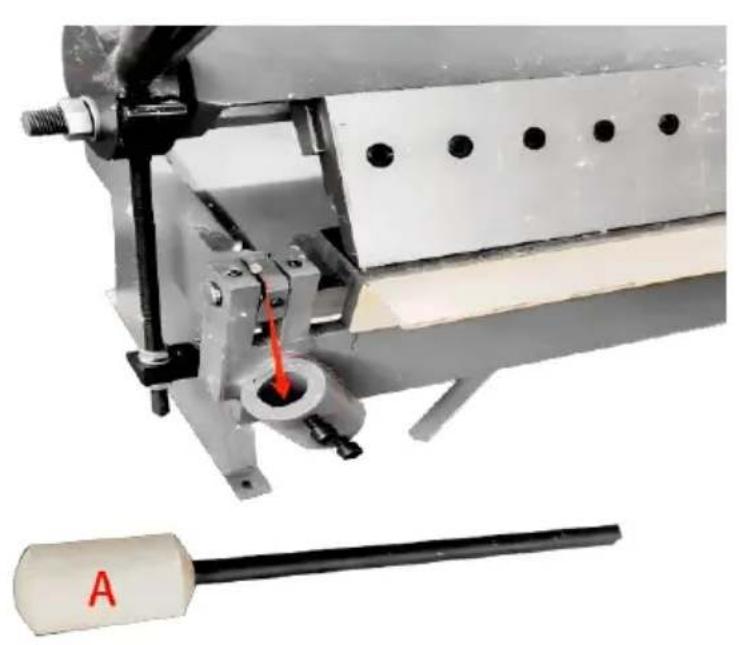

Stringere le due viti (B)
RISOLUZIONE DEI PROBLEMI
| COLPA | CAUSA PROBABILE | RIMEDIO |
| PIEGHE IMPRECISI | 1. Le dita non sono allir 2. La distanza di arretramento non è ugual da un dato all'alto 3. Il gruppo di serraggio trattiene saldamente il pezzo. | Seguire la corretta procedi allineamento delle dita. Misurare con precisione la distanza e impostare di conseguenza. Regolare nuovamente la pressione di serraggio. |
| FOGLIA PIEGATDIFFICILE DA SOLLEVARE E PIEGARE. | 1. Superamento dei limiti flessione del freno. 2. Il contrappeso non è foglia. | Non piegare materiali più spessi di quelli per cui la macchina è stata progettat Fissare il contrappeso per ridurre la forza necessaria per sollevare la foglia piegata. |
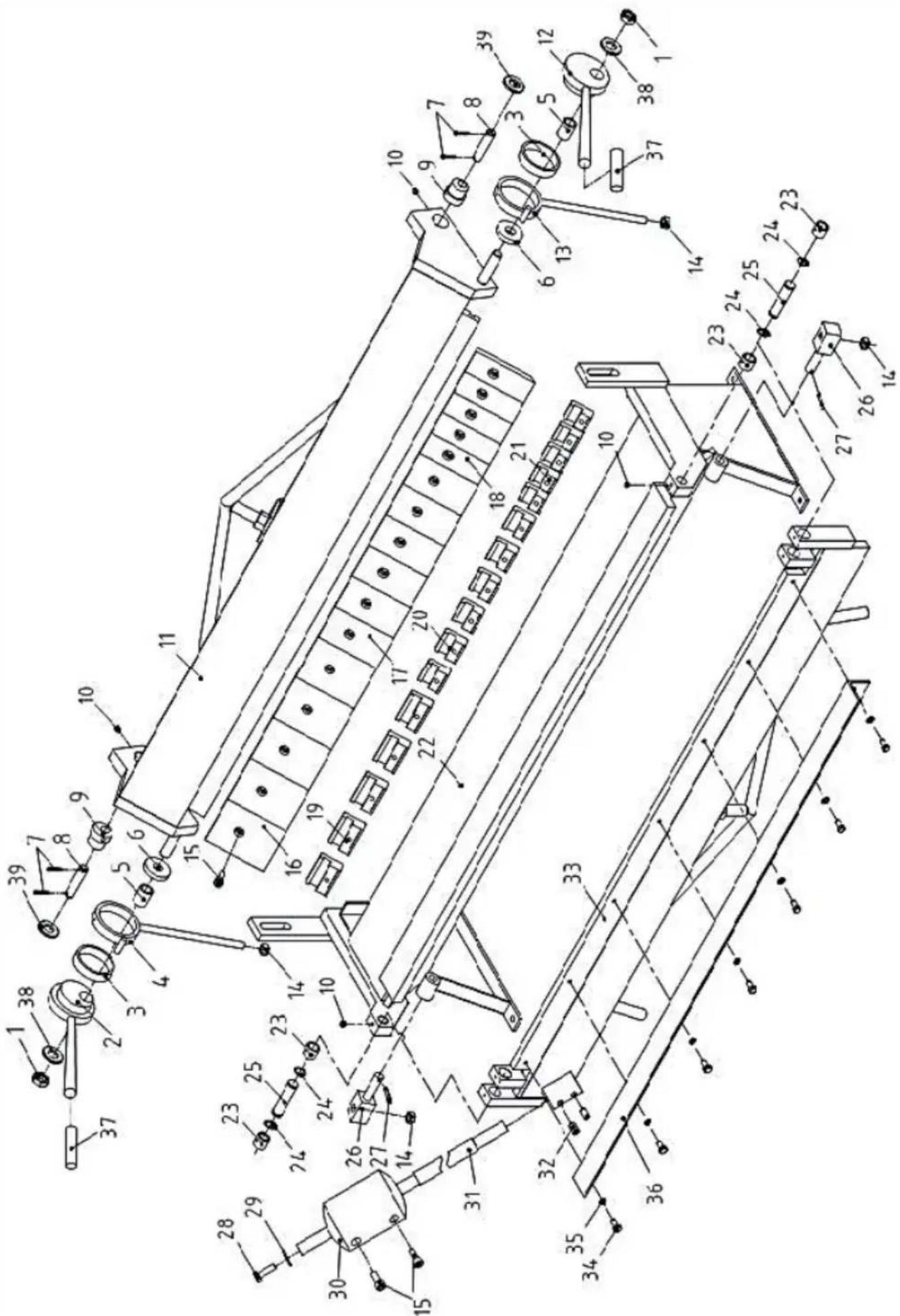
| Rif. | Descrizione | QUAN TITÀ |
| 1 | Dado M18 | 2 |
| 2 | Maniglia eccentrica sinistra | 1 |
| 3 | Grande lavatrice | 2 |
| 4 | Biella sinistra | 1 |
| 5 | Rondella | 2 |
| 6 | Boccola distanziatrice | 2 |
| 7 | Coppiglia φ4X25 | 4 |
| 8 | Perno φ16X70 | 2 |
| 9 | Albero eccentrico | 2 |
| 10 | Vite di fissaggio M8X8 | 4 |
| 11 | Struttura della matrice superiore | 1 |
| 12 | Maniglia eccentrica destra | 1 |
| 13 | Biella destra | 1 |
| 14 | M12 | 4 |
| 15 | M10X25 | 18 |
| 16 | Freni a matrice da 4" | 5 |
| 17 | Freni a matrice da 3" | 6 |
| 18 | Freno Dies 2" | 5 |
| 19 | Piastra di serraggio 63m | 5 |
| 20 | Piastra di serraggio 45m | 6 |
| Rif. | Descrizione | QUAN TITÀ |
| 21 | Piastra di serraggio 34m | 5 |
| 22 | Telaio | 1 |
| 23 | Caso | 4 |
| 24 | Anello dell'albero Φ18 | 4 |
| 25 | Lancia | 2 |
| 26 | Lancia | 2 |
| 27 | Coppiglia φ5X25 | 2 |
| 28 | Bullone esagonale M10X35 | 1 |
| 29 | Guarnizione piatta Φ10 | 1 |
| 30 | Contrappeso | 1 |
| 31 | Asta del contrappeso | 1 |
| 32 | Vite di fissaggio M12X20 | 2 |
| 33 | Foglia piegata | 1 |
| 34 | Bullone esagonale M8X16 | 7 |
| 35 | Φ8 | 7 |
| 36 | Piastra angolare limite | 1 |
| 37 | Impugnatura | 2 |
| 38 | Φ18 | 2 |
| 39 | Φ16 | 2 |
| Avvertenza: per ridurre il rischio di lesioni, l'utente deve leggere attendamente il manuale di istruzioni. | |
| Qesto prodotto è soggetti alle disposizioni della Diretti Europea 2012/19/CE. Il simbolo raffigurante un bidone o spazzatura barrato indica che il prodotto richiede la rad differenziate nella'Unione Europea. Qesto si applica al prodotto e a tutti gli accessori contrassegnati da questo simbolo. I prodotti contrassegnati come tali non possono essere smaltiti con i normali rifiuti domestici, ma devon essere conferiti presso un punto di raccolta per il ricicl apparecchiature elettriche ed elettroniche. |
Produttore: Shanghaiuxinmuyeyouxiangonsi
Indirizzo: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Importato in AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD Nuovo Galles del Sud 2122 Australia
Importato negli USA: Sanven Technology Ltd. Suite 250, 9166 Anahe Luogo, Rancho Cucamonga, CA 91730
| UK | REP |
| Modello. | Descrizione | Quantità |
| W1.5 × 610Z | Contrappeso | 1 |
| W1.5 × 915 Z | Contrappeso | 1 |
| L1,5 × 1220 Z | Contrappeso | 1 |
| L1,5 × 1270 Z | Contrappeso | 1 |
| W1. 0 × 305A | - | - |
| W1. 0 × 610 | - | - |





