
W1.0×305A - Maszyna do składania Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia W1.0×305A Vevor w formacie PDF.

| Typ produktu | Maszyna do gięcia (giętarka do blachy) |
| Marka | Vevor |
| Model | W1.0×305A |
| Długość gięcia | 305 mm (12 cali) |
| Maks. grubość gięcia (stal miękka) | 1,0 mm (20 gauge) |
| Kąt gięcia | 0° do 135° |
| Zdolność gięcia skrzynek | Tak (odłączane palce) |
| Szacowana masa netto | 35 kg |
| Zasilanie | Ręczne (uchwyty) |
| Materiał ramy | Stal |
| Wykończenie | Farba antykorozyjna |
| Konserwacja | Cotygodniowe smarowanie, regularne czyszczenie |
| Wymagane bezpieczeństwo | Okulary ochronne, rękawice, antypoślizgowe buty |
| Dołączone akcesoria | Przeciwwaga, uchwyty, zestawy matryc (3", 4", 2") |
| Możliwość naprawy | Części zamienne dostępne, dołączony schemat demontażu |
| Producent | Shanghaiuxinmuyeyouxiangonsi |
| Importer (UE) | SIHAO PTY LTD (Australia), Sanven Technology Ltd (Stany Zjednoczone) |
| Gwarancja | Patrz instrukcja obsługi |
| Normy | Zgodny z dyrektywą 2012/19/UE (WEEE) |
| Zastosowanie | Gięcie cienkich blach, skrzynek, pojemników |
Często zadawane pytania - W1.0×305A Vevor
Pytania użytkowników dotyczące W1.0×305A Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Maszyna do składania w formacie PDF za darmo! Znajdź swoją instrukcję W1.0×305A - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. W1.0×305A marki Vevor.
INSTRUKCJA OBSŁUGI W1.0×305A Vevor
To jest oryginalna instrukcja, przydyciem sąȩ wyzażne przyczycy od wszystkie instrukcje. VEVOR zastrzega sąbie jasna interpretacja naszej instrukcji obstugi. Wygliad produktu;będzie zaleźat od produktu, ktopicy otrzymały. Prosimi o wybaczenia,źne poinformujemy Cię ponownie;);) w naszym produktie pojawia są jakiekolwiekactualizacja technologiczne lub oprogramOWANIA.
Rozpakowywanie
Pan & Box Brake jest wysyłany od producenta w starannie zapakowai pudětku ze sklejki. Dokladnie sprawdź produkt po otwarciu opakowania. Po rozpakowaniu urzadzenia dokladnie sprawdź,czy nie doszło do uszkodzen podczas transportu. Sprawdź,czy nie ma lużnych,brakujacy lub uszkodzonych częsci. Natychmiast zgólós brakujace czȩsci dealerowy. W przypadku wyst.Apapienia uszkodzen, roszczenia z tytułu uszkodzeń transportowych nalezy skladać u przewoznika, a odpowiedzialnosć za nponosi uzytkownik.
Specyfikacja
| Model | SZER. 1,5×610Z | SZER. 1,5×915Z | SZEROKÓSC 1,5×1220Z | SZER. 1,5×12 7 0Z | SZER. 1,0×305A |
| Długość gięcia | 24" (610 mm) (±10mm) | 36" (910 mm) (±10mm) | 48" (1220 mm) (±15mm) | 50" (1270 mm) (±15mm) | 12" (305 mm) (±10mm) |
| Grubość gięcia | 1,5/16Ga | 1/20Ga | |||
| Kąt gięcia | 0-1 35° | ||||
ZAPISZ TE INSTRUKCJE
Dziekujemy za zakup naszej giętarki. Przed przyst.Apieniem do ob.§ug nowego narędzia prosimy o dokladyne zapoznanie są z niniejsza instrukcja. Będiesz potrzebowac tych instrukcji, aby zapoznać są z ostrzeżeniami dotyczymi bezpiecznych, srodki ostrożnosci, montaź, dzialanie, procedury konserwacyjne, lista czȩsci i schematy. Zachowaj numer faktury razem z niniejsza instrukcja. Wpisz numer faktury na wewétrznej stronie okładki. Instrukcje i fakture naleź przechowywoć w bezpiecznym mistryscu, odłość wSuche mistrsce, aby moc je wykorztostrzyszłość.
Ogólne informacja dotycznébezpieczność

OSTROZNOŚC
Dla twoj wlasny bezpieczestewo , Czytać Wszystko z ten instrukcje Iostrożnosci zanim operacyjni narźedzie .
ZASADY BEZPIECZENSTWA
- Nos odpowiednia odzież. Nie nos luźnej odziezy, rękawiczek, krawapierścionków, bransoletek ani(inner biżuterii, która sąze zostac wciagini w ruchome czȩsci maszyny.
- Nos ochonne nakrycie glowy, aby chronice dlugie wosy.
- Nos obuwie robocze z antyposlizgowa podeszwa.
- Nos okulary ochonne. Codzienne okulary majory tylko soczewki odpc na uderzenia. NIE sa to okulary ochonne.
- Będź czujny i myśl jasno. Nigdy nie obstuguj narȩdzi, gdy jestość zmieczony, pod wptywem alkoholu lub przyjmujesz leki powoduje sennosć.
- Utrzymuj.), wczysto.) Bałagan w.), sprzy wypadkom.
- Miejsce pracy powinno byc odpowiednio oswietlone.
- Utrzymuj goSci w bezpiecznej odlegosto ci od.), pracy.
- Trzymaj daneci z dala od.), uczyń warsztat bezpieczny daneci. Uzywaj kłódek, aby zapobiec przypadkowemu uzyciu narȩźdi.
- Montañ nélézy wykonywać wymięcznie zgodnia z niniejsza instrukcją. Nieprawidów montañmighte stwarzać zagrozenia.
- Gdy naręźdia nie są uzywane, przechowuj je w suchym, bezpiecie mięjscu, poza zasiȩgiem daneci. Przed przechowywaniem i ponownym użyciem sprawdź narȩźdia. 12. Zachowaj etykiety i tabliczki znamIONOW produktu. Zawieraju one sągne informacja dotyczne bezpiecieństwa.
WIEDZ JAK UZYWAC NARZEDZIA
- Uzywaj wąsciwogo narȩźdia do danej przyca. NIE przybuj uzywać r Małego narȩźdia lub osprzȩtu do wykonywania przyca duźego narȩźpi przemysłowego. NIE uzywaj narȩźdia do celu, do którego nie byto przyeznacjazone.
- Nie uzywaj naręźdia na silę. Twoja maszyna;będzie wykonywać le i bezpiecznych są prace, jestli;będzier jej uzywać jako
zamierzone. NIE uzywaj nieodpowednic akcesoriow w celu przydekroczenia znamionowej wydajnosci maszyny.
- Przech)iagenie maszyny. Przechiagajac maszynę, mozesz spowodować obrażenia od latajycych częsci. NIE przyekraczaj okreslonych przyliwość maszyny.
- Uzytkowie pie maszyny. NIE uzywaj hamulca jako prasy lub narzejdie kruszacego.
- Obróbka krawędzi materiały. Przed gięciem blachy zawsze fazuj i usuwaj zadziory ze wszystki ch ostrych krawędzi.
- Regulacja ostrza i konserwacja. Zawsze utrzymuj ostrza w dobrystanie ostre i odpowiednio wyregulowane optymalna wydajnosć.7.Sprawdczy nie ma uszkodzonych czȩsci. Przed uzywȩc dowolné narȩźia lub maszyny, ostrożnie sprawź kaźȩ czȩsc, ktora wydaje są uszkod; Sprawź wyrównanie i wierzanie ruchome czȩsci, ktore moga są wpty na prawnłowedzie danejanie obstęga maszyny

OSTRZEŽENIE
Ten ostrzezenia , ostrzezenia i „ instrukcje omówiono W Ten instrukcjapodrácznik nie mogę okładka Wszystko möglich warunki Lub sytuacje Tówystapić . To musić Być zrozumiany przyez ten operator To wspólny sostożnosć Czy czynniki To nie mogę Być wybudowy do Ten produktmusić(Być Dostarczońo przyez ten operator .
Wazny:
MaszynaMZo zosta c wyslana z powloka antykorozyjn w postaci woskowe go oleju i smaru na odstonietych, niemalowanych powierzchniaq metalowych. Aby usunac tpe powloke ochronnau, uzyj odtuszcazaca lub srodka czyszczacego na bazie Rozpuszczalinika. Aby zapewnic dokadne czyszczenie, czasami konieczne bedzie zdemontowanie niedtorych czesc NIE UZYWAJ acetonu ani srodka do czyszczenia hamulców, gdyz moq uszkodzić malowane powierzchnie.
Stosujac jakikolwiek srodek czyszczacy, nalezy stosować są do instrukc podanych na etykiecie producenta. Po czyszczeniu, Niemalowane
powierzchnie metalowe naleź przy przyteczć cienką warstwo wysokiej jakośćoleju lub smaru, aby je zabezmiepieczyc.

OSTRZEŽENIE
DO NIE UZYWAC benzyna Lub Inny ropa naftowa Produkty Do czystmaszyna . Oni Posiadać Niski błysk zwrotnica I Moc eksplodowej Lub przyczyna ogień .

OSTROZNOSC
Gdy uzywajc czyszczelenie Rozpuszczałniki praca W A dobrzeweny t y l o w a n y obszar . Wiele czyszczelenie RozpuszczałnikiJešli wdychany .
Montaż
WAZNY: Przy wyborze naleź wzią pod uwage nastepujuce kwestie: znaleź odpowiednie.), do umieszczenia maszyny:
- Całkowita masa maszyny.
- Masa przytetwarzanego materiażu.
- Rozmiary materiafu, kóry ma byc przytworzony przyez maszyne.
- Mielese potrzebne na stanowiska pomocnicze, stóy roboczne lub innos maszyny.
- Odleglośc od scian i innych przyszkód.
- Aby zapewnic bezpieczenstwo, utrzymuj wokół maszyny odpowiednia przyestrzen robocza.
- Zadbaj o dobre oswietlenie.), pracy, stosujac wlasciwe oswietlenie.
- Utrzymuj podologne wolna od oleju i upewnij sie, ze nie jest sliska.
- Regularnie usuwaj złom i odpady oraz upewnij sie, ze praca jest wykonywana sprawidłowo.
obszar jest wolny od obiektów przyszkadzajycych.
- Jeźeli do maszyny major podawane dlugie odcinki materiały,
upewnij sie, ze
ze nie besteht siegac do zadnych przyjec.
Przed Rozpoczeciem montazu nalezy zworcić uwage na nastepujuce srodki ostrożnosci
I suggestie.
- Czy to jest maszyna? przykrecony do palety? Przed proba
jakiegokolwiek z
procedure montazu polegajna usunięciu wzystkich luźnych czȩci i elementów montaquowych oraz
odkreci maszyne od palety.
- POZIOMOWANIE: Maszyny sązy ustawic na równym, betonowym podłoź.
Przed ustawieniem maszyny naleź yadbać o jej zabezmieczenie.
Dokladnosć kaźdej maszyny zaleź od jej preczyjmego umieszczenia n powierzchni montażowej.
- PODŁOGA: To narźedzie rozkłada duźć czȩść ciȩżaru na małę powierzchnie.
obszar. Upewnij sie, ze podłoga jest w stanie utrzymac cięzar maszyna, spreźt roboczny i operator. Podłoga powinna być równieź plaska powierzchnia. Jeśli"Justostka chwieje sie lub kołysze po ustawie na mistręc u, naleź upewnic sie,
to wyeliminować stosujac podkradki.
- ODSTEPY ROBOCZE: Naleź wzią pod uwage weilność material do przyworzenia.
Upewnij sie, ze masz wystarczajaco duzo.),
aby moc swobodnie obstugiwac maszyne.
Zakotwiczenia maszyny
-
Ustaw maszyny na twardym i rownym betonow podlodo.
-
Zachowaj bezpieczna
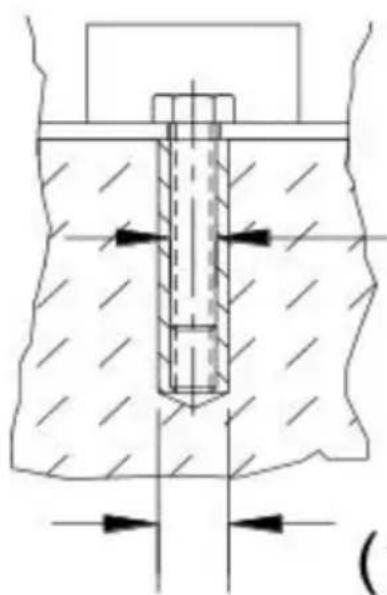
.31" (7.87mm)
.50" (12.7mm)
odlegtośc wokóf maszyny.
- Przymocuj maszyny do podło, jak pokazano na schemacie, za pomocą srb i kołów Rozporowych lub drażkówSciagajacych, które sąsi przyez otwory w podstawie stojaka. (Rys. 1)
Mocowanie przyciwagi
- Poprós pomocnika o przytrzymanie przyciwagi.
- Odkrć dwie s Ruby szeciokatne i wsun pret przyciwagi do rury odiornika
- Gdy przyznajdzie są na现阶段 zdnem odiornika, dokrć s Ruby szescioka (Rys. 2)

NOTATKA
DO NIE uzywac ten przyciwwaga uchwyt Do wznosić ten pochylenie sie Ty moc szkoda ten zawiasi Lub ten pochylenie są lijć .
Regulacja przyta oporowej
Pręt zatrzymuju jest uzywany do gość wielokrotnégo, gdy chcesz uzyskać zędany efekt gość. liść zatrzymAAC są w tym samym przyscu poźycje za kaźdym razem.
- Odkrć nakrátké oporowy i podkładke, a nastepnie wykonaj gość, zatrzymujuc są goźne goythego elementu.
-
Dokrćnakrętki podkładke do oporu.
-
Kát gięcia maya teraz powtarzać, aź do momentu seinem zresetowan przyż operatora.
Regulacja odchylenia
Odsuniecie jest odlegość od przyedianj krawędzi palca do przyedianj krawędzi bloku zaciskowej, jak pokazano na rysunku. Odlegość ta są okreslana przyez grubość czegość i wewétrzny promiéngiecia. Odsunięci jest zazwyczaj 1- 1/2-2 razy wieksze od grubość materiały. (Rys.4)
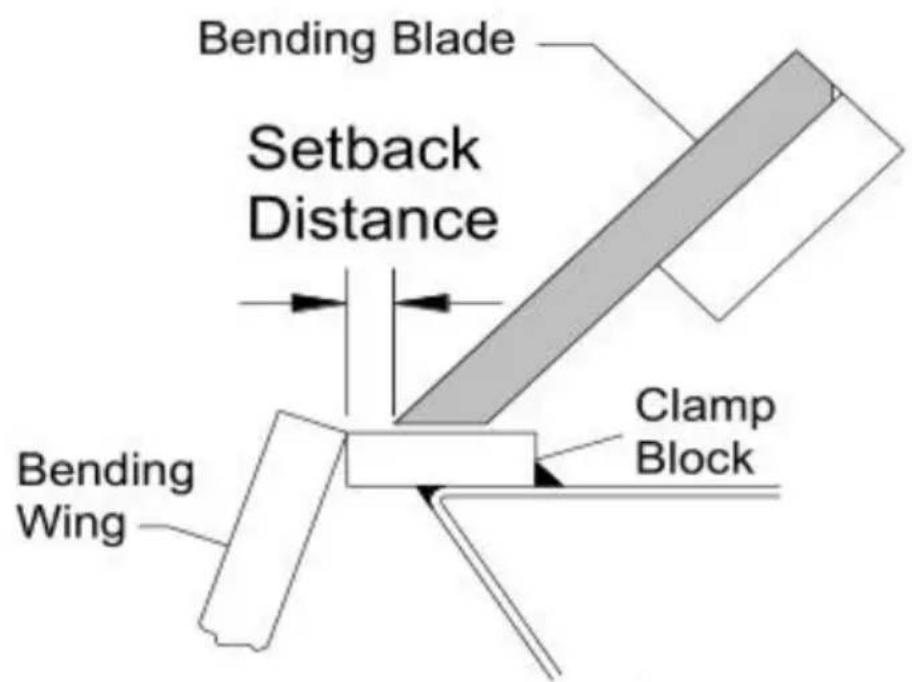
- Aby dokonać regulacje, upewnj sie, ze wszystkie palce są prawidłowy wyrównane względem siebie i ze zespól dociskowy nie jest zablokowiar pozycji dolnej.
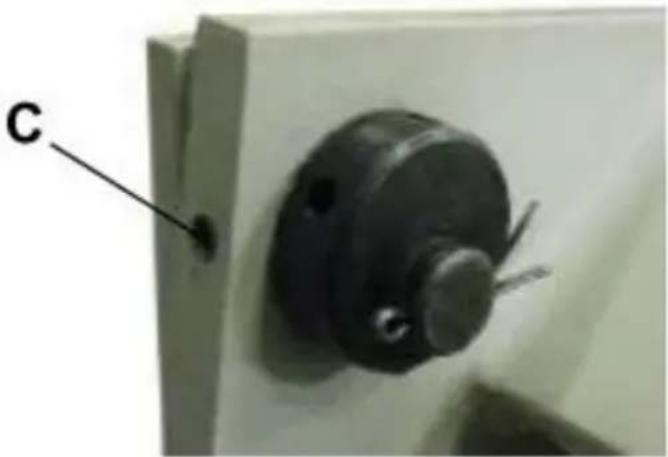
- Odkreć s Ruby ustalajace (C) z tyfu zespołu mocujacego (rys. 5).
- Włódź narȩźdie, taki jak A lien klucz wȩżyć do jednégo z otworów szprychy piasty mimosrodkowej i obrócić go, co spowoduje przyzesunięci zespoły mocȩśćdo do przyodu lub do ty'u.
- Gdy palce znajda sie w odpowiednej odlegosto ci odsunięcia i;będarównolegle do krawędzi bloku zaciskowej, dokrć s Ruby ustalajace (C)
Regulacja ciasnienia zacisku

OSTROZNOŚC
- Nadmierne dociskanie besoin spowodować „wstepne obciazenia” i tródkształcenie hamulca.
- NIE zginaj materiałow o cięzarze są克斯zym nig ich nominalna noŚn krótszych.
- Uzywaj materiały z kwadratowo scieptymi krawędziami. (Walcowana kr spowoduje wyginanie sie).
- Zginanie okragiego przyedmiotu sąsowskać odksztańcenie lub wyszczerbienie krawędz i zacisku.
- Dostosuj sile zacisku odpowiednio do grubosci metalu.
- Nie nalezy uzywać przyȩzek rurowych na drażkach zaciskowych, a uzyskać wieksza dzwignie.
Się zacisku naleź y dostosowej w miäre zmiany grubosci obradianego elementu. Odpowiednia sila powinna stawiać sredni opór podczas odciagania uchwytów mocujacych. Pod koniec skoku powinno nastȩcy wyraźne zablokowanie obradianego elementu pod lista zaciskowa.
Aby wyregulowa ciszuminium, nalezy przyzesunęc nakrzejna gwintowanym walełączonym w gole lub w doł.
- Aby wyregulować silę docisku, dokróć obie strony listwy dociskowej pomocamycki hamulca.
a. Ješli siţa zacisku wydaje są niewielka, a czȩć jest luźna w zacis
przesun nakrtekiregulacyjne W GORE.
b. Ješli siža zacisku wydaje są za i nie mayna zablokowauchwyto przesuń nakȩcki regulacyjne W DÓL.
c. Gdy cijsnienie;będzie odpowiednie,nie;będzie konieczne dokonywani dalszych regulacji dla tej grubosci czeci. (Podczas zmiany grubosci m byc konieczna ponowna regulacja.)
2. Wyjmij częsć spod listwy zaciskowej, zablokuj listwo uchwytami i pońacisk na górną nakȩtkę.
3. Odblokuj zacisk i przyzekrć dolną nakȩtkę o ½ obrotu w sądanym kierunku.
4. Zablokuj listwu zaciskowa, dokrć górna nakrátké i powtórz krok 1 powyzej, aź do uzyskania ządanego ciasnienia.

Wyrównanie zacisku (od konca do konca)
Wykonaj testowe zgięcie pod kątem 90^ w odlegości około 2" (50,8 n od kaźdego konca maszyny. Ułód zgipte paski jeder na drugim i sprawczy są zgipte pod takim samym kątem.
Jesli pasek jest zbyt wygiety, zwieksz odlegostoć odsuniecia po tej stro.
Jesli pasek jest zbyt wygiety,zmniejsz odlegostoć odsuniecia po tej stro.
Ponownie przyś寐 regulacja odsuniȩcia poza zȩdany punkt odsuniȩcia, następnie do przyźodu, aby uszenia luz.
Wyrównanie zginania skrzydet
Dokladnosć gięcia zaleź od unto,czy górna powierzchnia listwy gnacć przyzmocowanego dość skrzydła gnęcego są na,rowni z górna powierzchnia bloku zaciskowej, gdy lista gnęca znejduje są w pozy opuszczonej. Ješli okazé są,ź konieczna jest regulacja, skontaktu si lokalnym zespólem serwisowym lub producentem.
Dziafanie
Podczas wykonywania podstawowych operaggi gięcía wąźne jest, aby palce prasy krawędziowej były równoległe do krawędzi bloku zaciskowe Naleź y成長ość upewnić są, ze odsuniȩcie i sila zacisku są ustawione prawnów dla grubosci giętego materiały.

OSTROZNOŚC
Zawsze naleźny nosić odpowiednia ochrone oczu, osłony boczne, obuwie ochronne i rękawice skórzane, aby zabezmieczyc są przyzdiorami i krawędziami.

OSTROZNOŚC
Trzymaj d Ionie i palce z dala od belkizaciskowej. Stan z boku maszy uniknac uderzenia fertuchem gnacym, gdy;będzie sie on zblżat do gię

OSTROZNOŚC
Przy podnoszeniu duzych i cięzkich arkuszy naleź upewnić są odpowiednio podparte.
Giecie blachy
- Podniaś i obróc uchwyt zaciskowy (cw) zgodnie z ruchem wskazów zegara, aby podniaść zespól zaciskowy.
- Włódź czȩść pomiedzy blok zaciskowy i palce hamulcowe.
- Wyrównaj palce zespólu dociskowej z zaznaczona linia gięcia częs zaciśnij na sąjechu, odciągajć uchwytzacisku.
NOTATKA
DO NIE siła ten zaciskanie uchwyt. Ten holding ciśnienie tylko wyma Być obcisły wystarczȩco Do trzymać ten arkusz metal z poruszȩcy Kiedy pochylienie są.
- Pociągnij za uchwyty zginanego liścia,źȩść elementu osiągnię pożadany kat giecia.
- Opusc skrzydlo gięcia, podniaś zespół dociskowy i usuń wygiȩć z
- Jesli wykonujesz gięcie skrzynkowe, wybierz palce sciéle odpowiadajace wymiarom gotowej elementu.
DODATEK NA ZGINANIE
Aby dokladnie zgić blache, naleź wzić pod uwage calkowita dlugość kaźdego gięcia. Nazywa są to naddatkiem na giȩcie. Odejmij naddatki giȩcie od sumy wymiarów zewétrznych czȩci, aby uzyskać rzejczywiste calkowità dlugość lub szerokość czȩci. Ze względu na rożnice w twardosci blachy i to,czy giȩcie jest wykonywane zgodnia z kierunkier wlokien,czy przyciwnie do niedgo, dokladne naddatki musza byc czasari ustalane metodą przydów. Jednak naddatki na giȩcie do ogólnej uzytkuMZNA uzyskać z księdź o obróbce metali lub z Internetu.
POD SPREZYNA STOJACA
Wiosna powró, znany rownikę jako odzyskiwanie spreźyste, jest wynikić chęci metalu powrotu do pierwotnégo ksztalu po poddaniu go sciskani rozciaganiu. Po usuniȩciu zginanego liścia z metalu i zwolnieniu obcieżenia, czȩ elementu Rozlużnia są, zmuszȩc wygieta czȩc met do niedznacznego powrotu do pierwotnégo ksztalu.
Kluczem do uzyskania prawidłowego kąta gięcia jest lekkie wygliść metalu i umozliwuminium mu powrotu do poźdanego kąta. Wszystkie met wykazuja pewna ilość powrotu do pierwotnégo ksztalu.
WYBOR MATERIAL

OSTROZNOŚC
Klient musi ustalic,czy materiały przytetwarzane przyez maszyny NIE star potencjalnégo zagrożenia dla operatora lub personelu pracujucego w po
Wybierajac materiały naleź y pamiętać o ponieszyszych wskazówkach:
- Material musi byc czysty i suchy. (bez oleju)
- Material powinienmie gladka powierzchnie,aby moza go byo latOCRabiac.
- Własciwość wymiarowe materiały musza byc spoźne i nie mogaj przyzekraczenia wartość dopuszczalnych dla maszyny.
- Struktura chemiczna materiału musi byc zgodna.
- Ješli to možliwe, kupuj certyfikowaná stav od tego samego dostawc
SMAROWANIE I KONSERWACJA

OSTRZEJEZENIE
Czynnosci konserwacyjne powinny byc wykonywane regularnie przy cz wykwalifikowy personel.
Zawsze przyestrzejag wąsuciych srodków ostrożnosci podczas przy maszynach lub w ich poblźu.
- Sprawdzaj codziennie,czy nie wystepuju zadneNiebezpieczne warun natychmiast je napraw.
- Sprawdz,czy wszystkie nakrteki i s Ruby sa odpowiednio dokrecone.
- Raz w tygodniu nalezy czyscić maszyny i obszar wokóř niece.
-
Nasmaruj elementy gwintowane i urzadzenia przyesuswne.
-
Na wszystkie powierzchnie nielakierowane naniesć srodek smarny zapobiegajcy korozji.
Forty naftowe
Uzywajć pojemnika z olejem dobrej jakosci #30W, nanieś 5-6 kropla zaźdego
portów na obu koncach maszyny. Powtarzaj co tydzień lub czȩciej czȩsto w zaleźnosci od spoosobu uzytkowania. Wytrzyj nadmiar oleju.

NOTATKA
Własciwy konserwacja Moc zȩkszyc ten zycie oczekiwanie z twoj ma
Montañ maszyn
młotek przyciwwagi (A) w pozycji wskazanej strzałka (jak pokazano i rysunku poniȩjej).
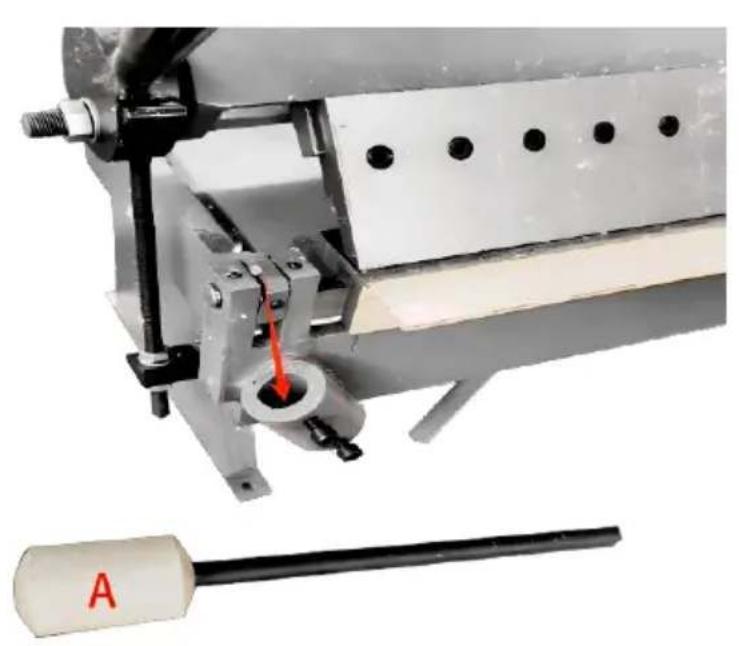

Dokrćdwieś Ruby (B)
ROZWIAZYWANIE PROBLEMOW
| WADA | Prawdopodobna przyczyna | ZARADZIĆ |
| NIEDOKŁADNE ZGINANIA | 1. Palce nie są ustawion jedernej linii2. Odleglość odsunięcia n jest równa z jedernej stron drugiej3. Zespól zaciskowy nie przytrzymuje pewnie czego obrabianej. | Postȩpuj zgodnia z procedura prawnówego ułozenia palców.Dokłądnie zmierz odleglość odpowiednio są ustaw.Ponownie wyreguluj silę zacisku. |
| ZGIETY LIŚC JEST TRUDNY DO PODNIESIENIA I ZGINEcIA. | 1. Przekroczenia limitów gość hamulca.2. Przechiwagua nie znajd są na liściu. | Nie zginaj materiafu grubszego, niż ten, dla tkórego maszyna jest przyeznaczona.Zamontuj przyciwagu, abyzmniejszyść potrzebną podniesienia zgiȩtego skrzydła. |
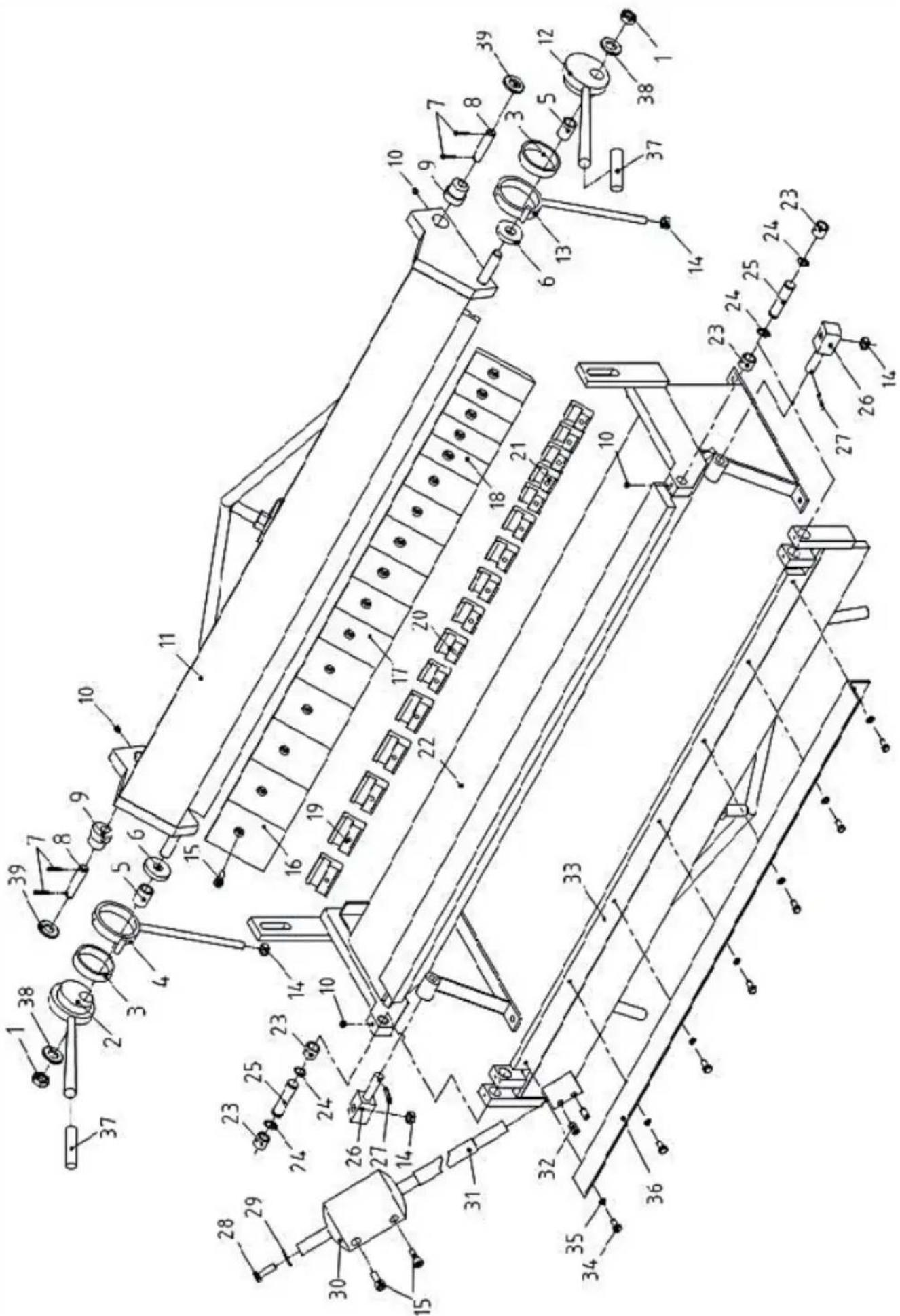
| Nr ref. | Opis | ILOŚc. |
| 1 | Nakrátka M18 | 2 |
| 2 | Lewy uchwyt mimośrodkowy | 1 |
| 3 | Duża pralka | 2 |
| 4 | Lewy korbowód | 1 |
| 5 | Pralka | 2 |
| 6 | Tuleja dystansowa | 2 |
| 7 | Kołek Rozporowy φ4X25 | 4 |
| 8 | Szpilka φ16X70 | 2 |
| 9 | Wal mimośrodkowy | 2 |
| 10 | Śruba ustalajęca M8X8 | 4 |
| 11 | Górna rama matrycy | 1 |
| 12 | Uchwyt mimośrodkowy prawy | 1 |
| 13 | Prawy korbowód | 1 |
| 14 | M12 | 4 |
| 15 | M10X25 | 18 |
| 16 | Matryce hamulcowe 4" | 5 |
| 17 | Matryce hamulcowe 3" | 6 |
| 18 | Matryce hamulcowe 2" | 5 |
| 19 | Płtyka zaciskowa 63mm | 5 |
| 20 | Płtyka zaciskowa 45mm | 6 |
| Nr ref. | Opis | ILOŚC. |
| 21 | Płtyka zaciskowa 34mm | 5 |
| 22 | Rama | 1 |
| 23 | Sprawa | 4 |
| 24 | Pierśćni walu Φ18 | 4 |
| 25 | Wał | 2 |
| 26 | Wał | 2 |
| 27 | Kołek Rozporowy φ5X25 | 2 |
| 28 | Śruba sześćkątna M10X35 | 1 |
| 29 | Uszczelka plaska Φ10 | 1 |
| 30 | Przechiwaga | 1 |
| 31 | Pręt przyciwagi | 1 |
| 32 | Śruba uzalajacja M12X20 | 2 |
| 33 | Zginȩczy są liść | 1 |
| 34 | Śruba szesciokątna M8X16 | 7 |
| 35 | Φ8 | 7 |
| 36 | Płtyka kątowa graniczna | 1 |
| 37 | Uchwyt uchwytu | 2 |
| 38 | Φ18 | 2 |
| 39 | Φ16 | 2 |
| Ostrzeżenie: Aby zminimalizować ryzyko obraźć, uzytków powinien uwȩść przycztyAAC instructkcje obstugi. | |
| Ten produkt podlega postanowieniom Dyrektywy Europejs 2012/19/WE. Symbol przydekreslony kosz rsmieci na kółkach oznacza,źproduk wymaga oddziel zbiórki opadów w Unii Europejskiej. Dotyczy to produkt wszymstkich akcesoriów oznaczonymych tym symbolem. Produktów oznaczonymych w ten sposob nie mayna wyrzu razem ze zwykflammatory opadami domowymi, ale sąȩzy je do punktu zbiórkiwelu recyklingu urzadzen elektryczne elektronicznych. |
Producent: Shanghaiimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Szanghaj 200000 CN.
Importowane do AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD
NSW 2122 Australia
Importwane do USA: Sanven Technology Ltd. Suite 250, 9166 Anah Miejsce, Rancho Cucamonga, CA 91730
| UK | REP |
| Model. | Opis | Ilość |
| SZEROKOŚC 1,5 × 610Z | Przechiwaga | 1 |
| SZER. 1,5 × 91 Z | Przechiwaga | 1 |
| SZEROKOŚC 1,5 × 1220 Z | Przechiwaga | 1 |
| SZER. 1,5 × 127 Z | Przechiwaga | 1 |
| W1. 0 × 305A | - | - |
| W1. 0 × 610 A | - | - |





