
W1.0×305A - Faltmaschine Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts W1.0×305A Vevor als PDF.

| Produkttyp | Biegemaschine (Blechbiegemaschine) |
| Marke | Vevor |
| Modell | W1.0×305A |
| Biegelänge | 305 mm (12 Zoll) |
| Max. Biegedicke (Weichstahl) | 1,0 mm (20 Gauge) |
| Biegewinkel | 0° bis 135° |
| Kastenbiegekapazität | Ja (abnehmbare Finger) |
| Geschätztes Nettogewicht | 35 kg |
| Antrieb | Manuell (Griffe) |
| Rahmenmaterial | Stahl |
| Oberfläche | Rostschutzfarbe |
| Wartung | Wöchentliche Schmierung, regelmäßige Reinigung |
| Erforderliche Sicherheit | Schutzbrille, Handschuhe, rutschfeste Schuhe |
| Enthaltenes Zubehör | Gegengewichte, Griffe, Matrizen-Sets (3", 4", 2") |
| Reparierbarkeit | Ersatzteile verfügbar, Demontageplan beigefügt |
| Hersteller | Shanghaiuxinmuyeyouxiangonsi |
| Importeur (EU) | SIHAO PTY LTD (Australien), Sanven Technology Ltd (USA) |
| Garantie | Siehe Bedienungsanleitung |
| Normen | Entspricht der Richtlinie 2012/19/EU (WEEE) |
| Verwendung | Biegen von dünnen Blechen, Kisten, Behältern |
Häufig gestellte Fragen - W1.0×305A Vevor
Benutzerfragen zu W1.0×305A Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Faltmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch W1.0×305A - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. W1.0×305A von der Marke Vevor.
BEDIENUNGSANLEITUNG W1.0×305A Vevor
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
Parts List
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
Listedespieces
| Modèle. | Description | Qté |
| W1,5 × 610Z | Contrepoids | 1 |
| W1,5 × 915 Z | Contrepoids | 1 |
| L1,5 × 1220 Z | Contrepoids | 1 |
| L1,5 × 1270 Z | Contrepoids | 1 |
| W1. 0 × 305A | - | - |
| W1. 0 × 610 | - | - |

VEVOR
Dies ist die Originalanleitung.itte lessen Sie alle Anweisungen sorgfaden durch, bevor Sie das Gerät in Betriebnehmen. VEVOR besteht sich e Recht vor , die Bedienungsanleitung klar und deutlich zu interpretieren Das Aussehen des Produkts hangt vom gefelften Produkt ab.itte haben Sie Verständnis damit, dass wir Sie nicht erneut uber Technolo oder Software-Updates informieren.
Auspacken
Die Pan & Box-Bremse wird vom Hersteller in einer sorgfältig verpack Sperrholzkiste gefeliefert. Überprüfen Sie das Produkt nach dem Offnen Verpackung gründlich.
Überprüfen Sie das Gerät nach dem Auspacken sorgfältig auf Transportschäden. Achten Sie auf lose, fehlende oder beschädigte Teile Melden Sie fehlende Teile umgehend dem Handler.
Im Schadensfall sind Transportschäden beim Spediteur geltend zu machen und liegen in der Verantwortung des Benutzers.
Technische Daten
| Modell | W1,5×610Z | W1,5×915Z | W1,5×1220Z | W1,5×12 7 02 | W1.0×305A |
| Biegelänge | 24" (610 mm ±10 mm) | 36" (910 mm ±10 mm) | 48" (1220 mm ±15 mm) | 50" (1270 mm ±15 mm) | 12" (305 mm ±10 mm) |
| Biedegicke | 1,5/16Ga | 1/20Ga | |||
| Biegewinkel | 0 — 1 35 ° | ||||
BEWAHREN SIE DIESE ANWEISUNGEN AUF
Vielen Dank für den Kauf unserer Biegemaschine. Lesen Sie diese Anleitung sorgfältig durch, bevor Sie Ihr neues Werkzeug in Betriebnehmen. Sie benötigen diese Anleitung für die Sicherheitshinweise, Vorsichtsmaßnahmen, Montage, Betrieb, Wartungsverfahren, Teiliste und Diagramme. Bewahren Sie ihre Rechnungsnummer zusammen mit diesen Anweisungen auf. Schreiben Sie die Rechnungsnummer auf die Innenseite des vorderen Umschlags. Bewahren Sie Anleitung und Rechnung sicher auf, trockenen Ort für spätere Bezugnahme.
Allgemeine Sicherheitsinformationen

VORSICHT
Für dein eigene Sicherheit,esen alle von Die Anweisungen Und Vorsichtsmaßnahmen vor Betriebs Werkzeug.
SICHERHEITSREGELN
- Tragen Sie geeignete Kleidung. Tragen Sie keine weite Kleidung, Handschuhe, Krawatten, Ringe, Armbänder oder anderen Schmuck, dess in beweglichen Maschinenteilen verfangen können.
- Tragen Sie einen Haarschutz, um langes Haar zusammenhalten.
- Tragen Sie Sicherheitsschuhe mit rutschfester Sohle.
- Tragen Sie eine Schutzbrille. Normale Brillen haben nur stofffeste Gläser. Sie sind KEINE Schutzbrillen.
- Seien Sie aufmerksam und denken Sieclar. Bedieren Sie niemals Werkzeuge, wenn Sie mude oder betrunken sind oder Medikamente einnehmen, die Schlafrigkeit verursichen.
- Halten Sie ihren Arbeitsbereich sauber. Unordnung am Arbeitsplatz kann zu Unfällen führen.
- Der Arbeitsbereich sollte ausreichend beleucht sein.
- Halten Sie Besucher in sicheren Abstand vom Arbeitsbereich.
- Halten Sie Kinder vom Arbeitsplatz fern. Machen Sie die Werkstatt kindersicher. Verwenden Sie Vorhängeschlösser, um unbeabsichtigte Werkzeugbenutzung zu verhindern.
- Die Montagearf nur gemäß dieser Anleitung erfolgen. Eine unsachgemäße Montage kann zu Gefahren führen.
- Bewahren Sie nicht verwendete Werkzeuge an einem trockenen, sicheren Ort außerhalb der Reichweite von Kindern auf. Überprüfen Si die Werkzeuge vor der Lagerung und vor Wiederverwendung. 12. Bewahren Sie Produktetiketten und Typenscholder auf. Diese enthalten wichtige Sicherheitshinweise.
WISSEN, WIE MAN DAS WERKZEUG VERWENDET
-
Verwenden Sie das richtige Werkzeug für die jeweilige Arbeit. Versuchen Sie NICHT, ein kleines Werkzeug oder einen Aufsatz davon zwingen, die Arbeit eines größten Industriewerkzeugs zu übernehmen. Verwenden Sie ein Werkzeug NICHT für einen anderen Zweck.
-
Wenden Sie keine Gewalt an. Ihr Maschine arbeitet better und sicherer, wenn Sie sie wie folgt verwenden:
Verwenden Sie KEINE ungeeigneten Anbaueräte, um die Nennkapazitäder Maschine zu überschreiben. - Überlastung der Maschine. Bei Überlastung der Maschine konnen umherfliegende Teile zu Verletzungen führen. Die angegebene Maschinenkapazitätarf nicht übersritten werden.
- Maschinennutzung. Verwenden Sie die Bremse NICHT als Press- oder Quetschwerkzeug.
- Materialkanten bearbeiten. Vor dem Biegen von Blechen immer alles scharfen Kanten anfasen und entgraten.
- Klingeneinstellungen und Wartung.Halten Sie die Klingen immer schaund richtig eingestellt für optimale Leistung.7.Uberprüfen Sie auf Beschädigte Teile. Vor mit Werkzeugen oder Maschinen, sorgfältig Überprüfen Sie alle Teile, die beschädigt erschehen. Überprüfen Sie d'Ausrichtung und Bindung von beweglichen Teilen, die die ordnungsgemäß Maschinenbedienung

WARNING
Der Warnungen , Vorsichtsmaßnahmen u nd Anweisungen diskutiertAnweisung Handbuch kann nicht Abdeckung alle möglich Bedingungen oSituationen Das konnte auftreten . Es muss Sei verstanden von Die ODas gemeinsam Sinn Und Vorsicht • Sind Faktoren Das kann nicht Seihinein Das Produkt , aber muss Sei geliefert von Die Betreiber .
Wichtig:
Ohre Maschine wird möglicherweise mit einer rostfreiern
Wachsölbeschichtung und Fett auf den freiliegenden, un lackierten Metalloberflächen gefleifert. Um diese Schutzschicht zu entfernen,
Verwenden Sie einen Entfeter oder Lösungsmittelreiniger. Für eine gründliche Reinigung müssen gelegentlich keine Teile entfernt werden.
VERWENDEN SIE KEIN Aceton oder Bremsenreiniger, da diese lackier Oberflächen beschädigen können.
Befolgen Sie bei der Verwendung von Reinigungskoprokten aller Art di Anweisungen auf dem Etikett des Herstellers. Nach der Reinigung Wischen Sie un lackierte Metalloberflächen zum Schutz mit einer dünner Schicht hochwertigem Öl oder Fett ab.

WARNING
TUN NICT VERWENDEN Benzin oder andere Petroleum Produkte Zusaber Die Maschine . Sie haben niedrig Blitz Punkte Und dürfen expoder Ursache Feuer .

VORSICHT
Wann mit Reinigung Lösungsmittel arbeiten In A gut b e l u f t e t Viele Reinigung Lösungsmittel Sind giftig Wenn eingeatmet .
Montage
WICHTIG: Beachten Sie bei der Suche Folgendes für einen geeigneter Standort zum Aufstellen der Maschine:
- Gesamtgewicht der Maschine.
- Gewicht des zu verarbeitenden Materials.
- Größen des von der Maschine zu verarbeitenden Materials.
- Benötigter Platz für Hilfsständen, Arbeitsstische oder andere Maschine
- Abstand zu Wänden und anderen Hindernissen.
- Halten Sie aus Sicherheitsgründen einen ausreichenden Arbeitsbereic rund um die Maschine frei.
- Sorgen Sie für eine gute Ausleuchting des Arbeitsbereichs mit der richtigen Beleuchtung.
- Halten Sie den Boden ölfrei und stellen Sie sicher, dass er nicht ist.
-
Entfernen Sie regelmäßig Schrott und Abfallmaterialien und stellen S Sicher, dass die Arbeit
Bereich frei von behindrenden Objekten ist. -
Wenn large Materiallängen in die Maschine eingezogen werden sich achten Sie darauf, dass sie nicht in die Gänge hineinragen.
Bevor Sie mit der Montage beginnen, beachten Sie die folgenden Vorsichtsmaßnahmen und Vorschläge.
-
Ist die Maschine auf der Palette verschraubt? Bevor Sie versuchen der
Bei der Montage alle losen Teile und Beschläge entfernen und Schrauben Sie die Maschine von der Palette ab. -
NIVELLIERUNG: Die Maschine solle auf einem ebenen Betonboden aufgestellt werden.
Vor dem Aufstellen der Maschine müssen Vorkehrungen zur Sicherung getroffen werden.
Die Genauigkeit jeder Maschine hängt von ihrer prazisen Platzierung a der Montagefläche ab.
- BODEN:这批 Werkezeug verteilt ein große Gewicht auf eine klei Bereich. Stellen Sie sicher, dass der Boden das Gewicht von Maschine, Werkstück und Bediener. Der Boden sollene auch eine ebene Fläche. Wenn das Gerät wackelt oder schwankt, achten S daraufuf,
Beseitigen Sie es durch die Verwendung von Unterlegscheiben.
- ARBEITSABSTAND: Berücksichtigten Sie die große des
Material zu verarbeiten.
Achten Sie daraufuf, dass S genügend Platz für ihre um die Maschine frei bedienen zu können.
Verankerung der Maschine
- Stellen Sie die Maschin auf einen festen und eben Betonboden.
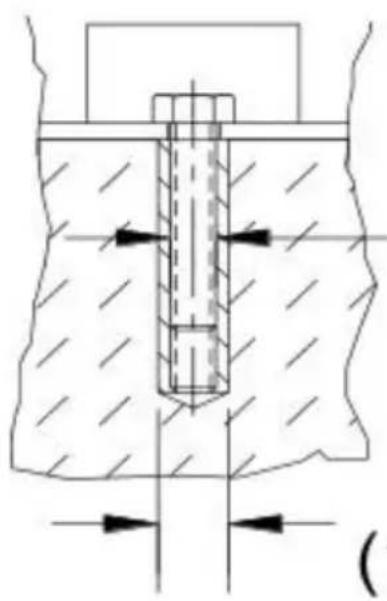
.31" (7.87mm)
.50" (12.7mm)
- Halten Sie einen sicheren Arbeitsabstand rund um die Maschine ein
- Verankern Sie die Maschine wie in der Abbildung gezeigt am Bode. Verwenden Sie dazu Bolzen und Spreizübel oder versenkte Zugstange die durch Löcher in der Basis des Ständers verbunden sind. (Abb. 1)
Anbringen des Gegengewichts
- Lassen Sie das Gegengewicht von einem Helfer halten.
- Losen Sie die beiden Sechskantschrauben und schiben Sie die
Gegengewichtsstange in das Empfängerrohr.
- Wenn die Stange bündig mit der Unterseite des Empfängers abschiedt, sie Sie die Sechskantschrauben fest. (Abb. 2)

NOTIZ
TUN NICTV verwenden Die Gegengewicht handhaben Zu erheben Die Blatt . Du Mai Schaden Die Scharniere oder Die Biegen Blatt .
Einstellen der Anschlagstange
Die Stoppstange dient zum wiederholten Biegen, wenn Sie die Biegung Blatt zum Anhalten an der gleichen Position jeder Mal.
- Losen Sie die Stoppmutter und die Unterlegscheibe und führen Sie Biegung durch, wobei Sie am oberen Ende der Biegung anhalten.
-
Mutter und Unterlegscheibe bis zum Anschlag festziehen.
-
Der Biegewinkel kann nun wiederholt werden, bis er vom Bediener eingestellt wird.
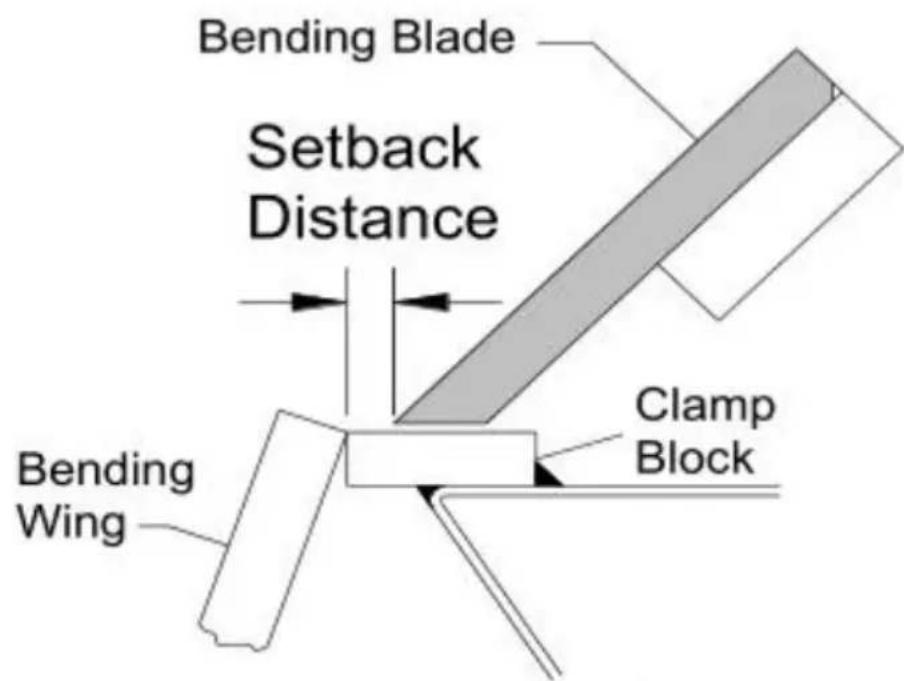
Einstellen des Rückschlags
Der Rücksprung ist der Abstand von der Vorderkante des Fingers zur Vorderkante des Klemmblocks, wie in der Abbildung dargestellt. Diese Abstand wird durch die Dicke des Werkstücks und den Innenradius de Biegung bestimmt. Der Rücksprung beträgt typischerweise das 1,5- bis 2-fache der Materialstärke. (Abbildung 4)
-
Achten Sie beim Einstellen darauf, dass alle Finger richtig zueinand ausgerichtet sind und die Niederhaltebaugruppe nicht in der unteren Position verriegelt ist.
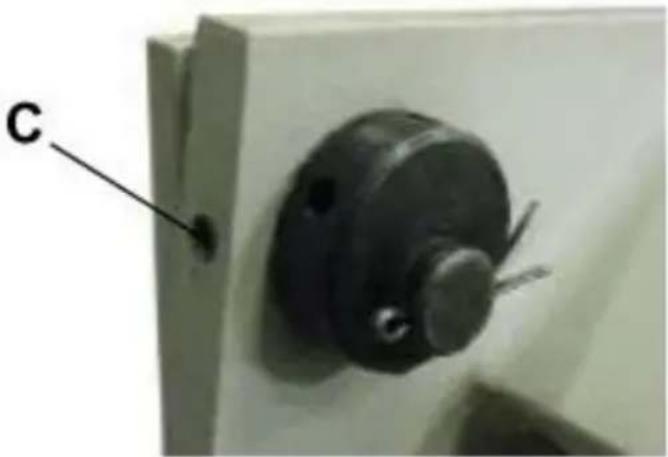
-
Lösen Sie die Stellschrauben (C) an der Rückseite der Niederhaltebaugruppe (Abb. 5).
-
Setzen Sie ein Werkzeug ein. wie ein Allen Schraubenschlüssel in der Speichenlocher der Exzenternabe und drehen Sie es, wodurch di Niederhaltebaugruppe entweder nach vorne oder nach hinten bewegt w 4. Wenn die Finger den richtig Abstand haben und parallel zur Klemmblockkante sind,ziehen Sie die Stellschrauben (C) fest.
Einstellen des Klemmdrucks

VORSICHT
- Übermäßiger Klemmdruck kann zu einer „Vorspannung“ und dauerh Verformung der Bremse führen.
- Biegen Sie KEIN Material, das schwerer ist als die Nennkapazität, bei kürzeren Längen.
- Verwenden Sie Material mit rechtwinklig geschnittenen Kanten (eine Kante führt zu einer Verbiegung).
- Durch das Biegen eines runden Gegenstands kann die Klemmkante oder eingekerbt werden.
- Passen Sie den Klemmdruck entsprechend den unterschiedlichen Metallstärken an.
- Verwenden Sie keine Rohrveränderung an den Klemmstangen, um ein großere Hebelwirkung zu erzielen.
Der Klemmdruck muss gegebenenfalls angepasst werden, wenn sich di Dicke des Werkstücks ändert. Ein geeigneter Druck sollte beim Zurückziehen des/der Niederhaltergriffs/-griffe einen mittleren Widerstand aufweisen. Am Ende des Hubs sollte eine eindeutige Verriegelung des Werkstücks unter dem Klemmlblatt erfolgen.
Um den Druck einzustellen, bewegen Sie die Mattern auf der Gewindeverbindungswelle entweder nach oben oder nach unten.
- Zum Einstellen des Klemmldrucks befinde Seiten des Klemmlblattes m
einem Stuckteil in der Bremse festziehen.
a. Wenn der Klemmdruck gering erscheint und das Werkstück locker Klemme sitzt, bewegen Sie die Einstellmuttern NACH OBEN.
b. Wenn der Klemmdruck zu stark ist und sich die Griffe nicht verrielassen, drehen Sie die Einstellmattern nach UNTEN.
c. Sobald sich der Druck richtig anfuhlt, sind für diesen Dickenteil kei weiteren Anpassungen erforderlich. (Bei einer Änderung der Dicke kann eine erneute Anpassung erforderlich sein.)
2. Entfernen Sie das Einzelteil unter dem Klemmlatt, verriegeln Sie die Blatt mit den Griffen und halten Sie den Druck auf die obere Mutter.
3. Entriegeln Sie das Klemmlblatt und drehen Sie dieunte Mutter e halbe Umdrehung in die gewünschte Richtung.
4. Verriegeln Sie das Klemmlblatt,ziehen Sie die obere Mutter wieder und wiederholen Sie Schritt 1, bis der gewünschte Druck erreicht ist.

Klemmenausrichtung (Ende zu Ende)
50,8 mm (2 Zoll) von jedem Ende der Maschine entfernt eine 90^ -Testbiegung. Stapeln Sie die gebogenen Streifen übereinander und prufen Sie, ob sie im gleichen Grad gebogen sind.
Wenn ein Streifen zu stark gebogen ist, erhöhen Sie den Abstand au dieser Seite. Wenn ein Streifen zu schwach gebogen ist, verringern Sden Abstand auf dieser Seite. Bewegen Sie die Abstandseinstellung er über den gewünschten Abstandspunkt hinaus und dann nach vorne, ur das Spiel zu beseitigen.
Biegeflügelausrichtung
Die Biegegenauigkeit hängt davon ab, dass die Oberseite des Biegeblä und der daran befestigte Biegeflügel bündig mit der Oberseite des Klemmblocks abschieden, wenn sich das Biegeblatt in der abgesenkter Position befindet. Wenn eine Anpassung erforderlich erscheint, wenden Sie sich an das örtliche Serviceteam oder an den Hersteller.
Betrieb
Bei der Durchführung einfacher Biegevorgänge ist es wichtig, dass die Finger der Bremse parallel zur Kante des Klemmblocks stehen. Stellen außer dem sicher, dass Sie den richtigen Rückschlag und Klemmdruck die Dicke des zu biegenden Materials eingestellt haben.

VORSICHT
Tragen Sie zum Schutz vor Graten und scharfen Kanten immer einen Augenschutz mit Seitenenschutz, Sicherheitsschuhen und Lederhandschuhen.

VORSICHT
Halten Sie Höhe und Finger vom Spannbalken fern. Stellen Sie sich der Maschine auf, um zu vermeiden, dass Sie beim Biegen von der getroffen werden.

VORSICHT
Achten Sie beim Umgang mit großen, schweren Blättern daraufuf, dass richtig gestützt werden.
Blechbiegen
- Heben Sie den Klemmgriff (cw) an und drehen Sie ihn im Uhrzeit um die Klemmbaugruppe anzuheiten.
- Stecken Sie das Einzelteil zwischen Klemmblock und Bremsfinger.
- Richten Sie die Finger der Niederhalterbaugruppe an der angezeichneten Biegelinie des Werkstücks aus und klemmen Sie sie feldem Sie den Klemmgriff nach haltenziehen.
NOTIZ
TUN NICT Gewalt Die Klemmung handhaben . Der Halten Druck nu Bedürfnisse Zu Sei eng genug Zu halten Die Blatt Metall aus Umzug Biegen.
- Ziehen Sie die Griffe des Biegeblatts nach oben, bis das Werkstück gewünschten Biegewinkel.
- Senken Sie das Biegeblatt ab, haben Sie die Niederhaltebaugruppe und entfernen Sie das gebogene Teil.
- Wenn Sie Kasten- und Pfaffenbiegen durchführren, wahlen Sie Fing die den Abmessungen des fertigen Stücks möglichst nahe kommt.
Biegezugabe
Um Blech prazise zu biegen, müssen Sie die Gesamtlänge jeder Bieg berücksichtigten. Diese wird als Biegezugabe bezeichnet. Subtrahieren S die Biegezugabe von der Summe der Außenmaße des Werkstücks, untatsächliche Gesamtlänge bzw. -breite des Werkstücks zu erhalten.
Aufgrund entsprechlicher Blechhärten und der Frage, ob die Biegung oder gegen die Maserung erfolgt, müssen genaue Zugaben manchmal durch Ausprobieren ermittelt werden. Allgemeine Biegezugaben finden S jihad in Metallbearbeitungsbüchern oder im Internet.
UNTER STANDING SPRINGBACK
Fruhling Die Rückverformung, auch elastische Rückverformung genannt, entsteht dadurch, dass das Metall nach Kompression und Dehnung seit
ursprüngliche Form wieder annehmen möchte. Nachdem die Biegeplatte vom Metall entfernt und die Belastung gelöst wurde, entsprechent sich da Werkstück, wodurch der gebogene Teil des Metals gezwungen wird, lein seine ursprüngliche Form zurückzukehren.
Der Schlüssel zum Erreichen des richtigen Biegewinkels liegt darin, da Metall ein weniger zu stark zu biegen und es in den gewünschten Wir zurückfedern zu halten. Alle Metalle weisen eine gewisse Rückfederung auf.
MATERIALAUSWAHL

VORSICHT
Der Kunde muss sicherstellen, dass die mit der Maschine verarbeiteten Materialien KEINE potenzielle Gefahr für den Bediener oder das in der arbeitende Personal darstellen.
Beachten Sie bei der Auswahl der Materialien folgende Hinweise:
- Das Material muss sauber und trocken sein. (ohne Öl)
- Das Material sollte eine glatte Oberfläche haben, damit es leicht verarbeitet werden kann.
- Die Maßeigenschaften des Materials müssen konsistent sein und dür die Kapazitätswerte der Maschine nicht überschreiben.
- Die chemische Struktur des Materials muss konsistent sein.
- Kaufen Sie zertifizierten Stahl nach Möglichkeit vom selbst Lieferan
SCHMIERUNG UND WARTUNG

WARNING
Die Wartung solle regelmäßig von qualifiziertem Personal durchgeführt. Beachten Sie bei Arbeiten an oder in der Nähe von Maschinen imme entsprechenden Sicherheitsvorkehrungen.
- Überprüfen Sie tätiglich, ob Sicherheitsrisiken bestehen, und beheben Sie diese umgehend.
- Überprüfen Sie, ob alle Mattern und Schrauben richtig festgezogen
- Reinigen Sie die Maschine und den Bereich um sie herum wocher
- Gewindeteile und Gleitvorrichtungen schmieren.
- Tragen Sie auf allen nicht lackierten Oberflächen ein rostschützende Schmiermittel auf.
Ölhäfen
Verwenden Sie eine Ölkanne mit einem hochwertigen #30W Öl und g Sie 5-6 Tropfen in{jedes
der Anschlüsse an beiden Enden der Maschine.Wochentlich oder offen wiederholen
oft, je nach Nutzung. Überschüssiges Öl abwischen.

NOTIZ
Richtig Wartung dürfen Zunahme Die Leben Erwartung von dein Masch
Maschinenmontage
Platzieren Sie den Gegengewichtshammer ( A) an der durch den angezeigten Position (wie in der Abbildung unter gezeigt).
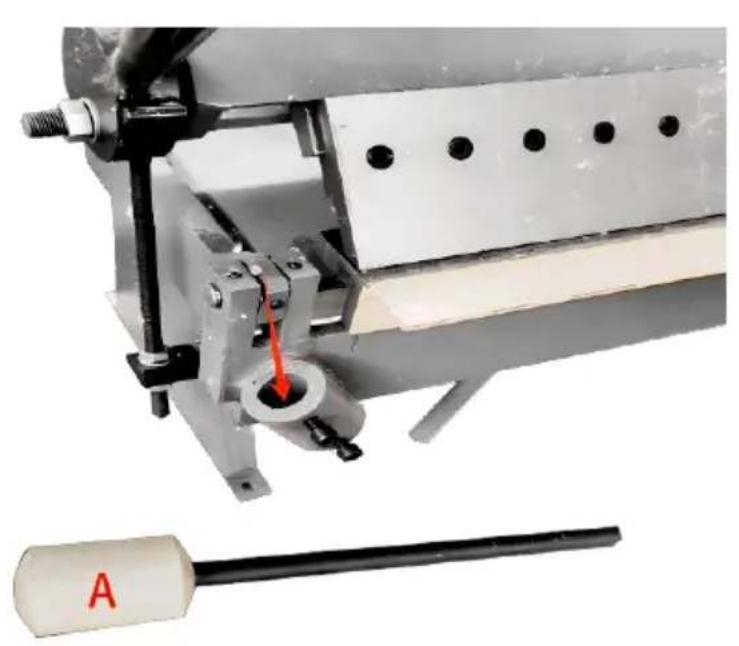

Die beiden Schrauben (B) festziehen
FEHLERBEHEBUNG
| FEHLER | WAHRSCHEINLICHE URSACHE | ABHILFE |
| UNGENAUE BÖGEN | 1. Die Finger sind nicht ausgerichtet 2. Der Abstand zwischen den Seiten ist nicht gleic 3. Die Klemmvorrichtung hält das Werkstück nicht sicher fest. | Befolgen Sie das richtige Verfahren zur Fingerausrichtung. Messen Sie die Entfernung genau und stellen Sie sie entsprechend ein. Den Klemmdruck neu einstehen. |
| Das Biegeblatt{lösst sich schweiniben und biegen. | 1. Überschreiben der Biegegrenzen der Bremse. 2. Gegenewicht ist nicht dem Blatt. | Biegen Sie kein Material, dicker ist als das, wofür Maschine ausgelegt ist. Bringen Sie das Gegengewicht an, um die zum Anheiten des Biegeblatts erforderliche Kraft zu verringn. |
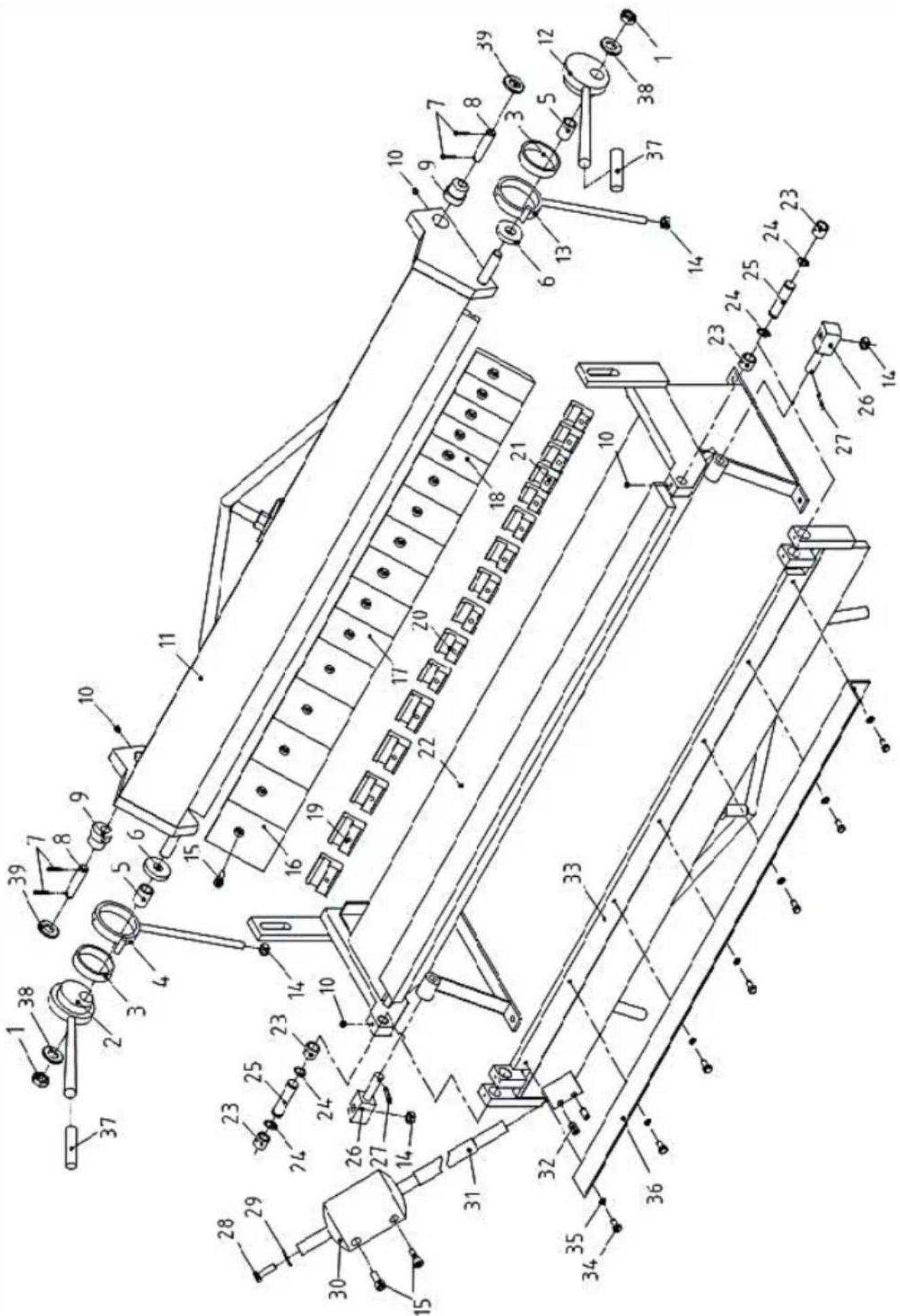
| Art.-Nr. | Beschreibung | MENG.E. |
| 1 | Mutter M18 | 2 |
| 2 | Linker Exzentergriff | 1 |
| 3 | Große Waschmaschine | 2 |
| 4 | Linke Pleuelstange | 1 |
| 5 | Waschmaschine | 2 |
| 6 | Distanzbuchse | 2 |
| 7 | Splintstift φ4X25 | 4 |
| 8 | Stift φ16X70 | 2 |
| 9 | Exzenterwelle | 2 |
| 10 | Stellschraube M8X8 | 4 |
| 11 | Oberer Matrizenrehmen | 1 |
| 12 | Rechter Exzentergriff | 1 |
| 13 | Rechte Pleuelstange | 1 |
| 14 | M12 | 4 |
| 15 | M10X25 | 18 |
| 16 | Bremsbacken 4" | 5 |
| 17 | Bremsbacken 3" | 6 |
| 18 | Bremsbacken 2" | 5 |
| 19 | Klemmplatte 63mm | 5 |
| 20 | Klemmplatte 45mm | 6 |
| Art.-Nr. | Beschreibung | MENG.E. |
| 21 | Klemmlatte 34mm | 5 |
| 22 | Rahmen | 1 |
| 23 | Fall | 4 |
| 24 | Wellenring Φ18 | 4 |
| 25 | Welle | 2 |
| 26 | Welle | 2 |
| 27 | Splintstift φ5X25 | 2 |
| 28 | Sechskantschraube M10X35 | 1 |
| 29 | Flachdichtung Φ10 | 1 |
| 30 | Gegengewicht | 1 |
| 31 | Gegengewichtsstange | 1 |
| 32 | Stellschraube M12X20 | 2 |
| 33 | Biegendes Blatt | 1 |
| 34 | Sechskantschraube M8X16 | 7 |
| 35 | Φ8 | 7 |
| 36 | Begrenzungswinkelplatte | 1 |
| 37 | Griff | 2 |
| 38 | Φ18 | 2 |
| 39 | Φ16 | 2 |
| Warnung: Um das Verletzungsrisiko zu verringn, muss Benutzer die Bedienungsanleitung sorgfältiglesen. | |
| Dieses Produkt unterliegt der europäischen Richtlinie 2012/19/EG. Das Symbol einer durchgestrichenen Mülltor weist daraufhin, dass diesen Produkt in der Europäisc Union einer getrennten Müllentsorgung unterliegt. Dies g das Produkt und alle mit diesen Symbol gekennzeichne Zubehörteile. Entsprechend gekennzeichnete Produkte dür nicht im Hausmüll entsorgt werden, sondern,müssen an Sammelstelle für das Recycling von Elektro- und Elektronikgeräten abgegeben werden. |
Hersteller: Shanghaiuxinmuyeyouxiangonsi
Adresse: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Shanghai 200.000 CN.
Importiert nach AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWCNSW 2122 Australien
Importiert in die USA: Sanven Technology Ltd. Suite 250, 9166 Anal Place, Rancho Cucamonga, CA 91730
| UK | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
Teileliste
| Modell. | Beschreibung | Menge |
| W1,5 × 610Z | Gegengewicht | 1 |
| W1,5 × 915 Z | Gegengewicht | 1 |
| W1,5 × 1220 Z | Gegengewicht | 1 |
| W1,5 × 1270 Z | Gegengewicht | 1 |
| W1.0 × 305A | - | - |
| W1.0 × 610 A | - | - |

VEVOR
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
Elenco delle parti
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
Lista de piezas
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
Lista częsci
dat ze nicht in gangpaden verechtkommen.
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
Dellista
| Modell. | Beskrivning | Antal |
| B1,5 × 610Z | Motvikt | 1 |
| B1,5 × 915 Z | Motvikt | 1 |
| B1,5 × 1220 Z | Motvikt | 1 |
| B1,5 × 1270 Z | Motvikt | 1 |
| W1.0 × 305A | - | - |
| W1.0 × 610 A | - | - |





