
SWT508-JE - Machine à dénuder câbles Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil SWT508-JE Vevor au format PDF.

| Caractéristiques Techniques | Détails non disponibles |
|---|---|
| Utilisation | Détails non disponibles |
| Maintenance et Réparation | Détails non disponibles |
| Sécurité | Détails non disponibles |
| Informations Générales | Détails non disponibles |
FOIRE AUX QUESTIONS - SWT508-JE Vevor
Questions des utilisateurs sur SWT508-JE Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine à dénuder câbles au format PDF gratuitement ! Retrouvez votre notice SWT508-JE - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil SWT508-JE de la marque Vevor.
MODE D'EMPLOI SWT508-JE Vevor
Exemple d'opération rapide
Remarque : la petite valeur du couteau est , plus la coupe est profonde;
le fil le plus épais est , la valeur de retrait du couteau doit être la plus élevée.
le tableau suivant contient les données de paramètres de référence pour la configuration du couteau valeur et valeur de retrait du couteau :
mode d'emploi
Dessin du panneau de contrôle
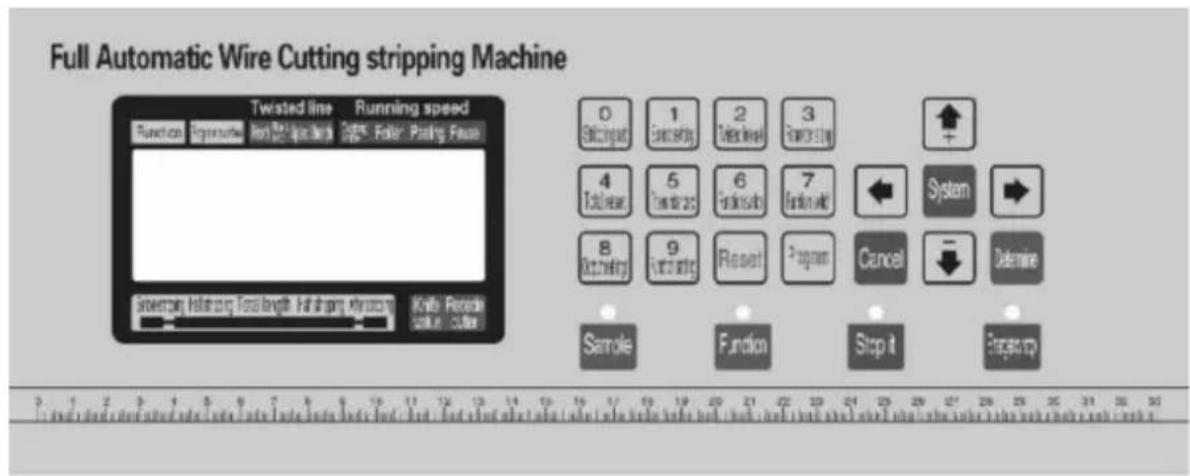
L'interface du système est composée de 23 touches et d'un écran 192 X 64 points écran LCD matriciel, les éléments suivants seront présentés à chaque touche fonction
Sample
: In le mode veille de chaque pression courte la machine effectue un pas unique, cyclique ; même en suivant la presse pendant plus de 3 secondes , la machine exécutera automatiquement une boucle ; le bouton dans l'effet de contrôle de la machine est très grand;
Function
: en mode veille, appuyez sur ce bouton et la machine commence à o travail;
Stop it
: Dans la position de travail, appuyez sur ce bouton et la machine terminera le travail après l'arrêt ;
Emergency stop
: En mode veille, appuyez sur ce bouton et la machine effectuera une action de réinitialisation ; en mode de fonctionnement, appuyez sur ce bouton, la
machine à arrêter, après la mise en œuvre de la réinitialisation action;

Dans un état de saisie de données, appuyez sur cette touche, entrez le numéro 0 ; dans le état de veille appuyez sur ce bouton, la machine entrera en mode veille
état de configuration des paramètres de décapage ;
set : Dans un état de saisie de données, appuyez sur cette touche, entrez le numéro 1 ; dans le
état de veille appuyez sur ce bouton, la machine entrera dans la vitesse
état de configuration des paramètres ;
2 Twisted
Twisted définir : dans un état de saisie de données, appuyez sur cette touche · entrez le numéro 2 dans le état de veille appuyez sur ce bouton, la machine entrera en mode veille état de configuration des paramètres de torsion ;

Dans un état de saisie de données, appuyez sur cette touche, entrez le numéro 3 ; dans le
état de veille appuyez sur ce bouton, la machine fonctionnera selon les fonction actuelle dans l'image de réglage correspondant à la fonction;

Totazéro : Dans un état de saisie de données, appuyez sur cette touche pour saisir le numéro 4 ; dans le état de veille appuyez sur ce bouton, volume 0 ;
Dans un état de saisie de données, appuyez sur cette touche, entrez le numéro 5 ; dans le état de veille appuyez sur cette touche, le compte à rebours est de 0 ;
shift : dans un état de saisie de données, appuyez sur cette touche · entrez le nombre e dans th :
état de veille, appuyez sur ce bouton pour changer le mode de fonctionnement de la machine ;
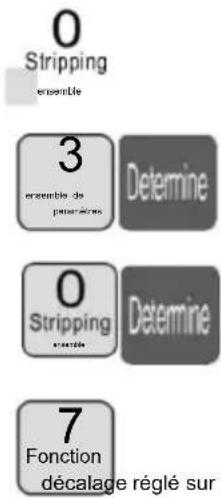
7 Fonction
shift : Dans un état de saisie de données, appuyez sur cette touche, entrez le numéro 7 ; dans le
état de veille, appuyez sur ce bouton pour changer le mode de fonctionnement de la machine ;
8 SI OTS. Ensemble de degrante
: Dans un état de saisie de données, appuyez sur cette touche, entrez le numéro 8 ; dans le
état de veille appuyez sur ce bouton, la machine entrera dans la sortie
paramètres;
9 Fonction zero
: Dans un état de saisie de données, appuyez sur cette touche, entrez le numéro 9 ; dans le
état de veille appuyez sur ce bouton, la machine entrera en mode veille
image de réglage de fonction ;
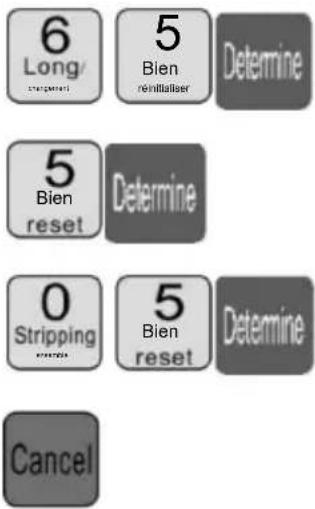
Reset
Dans un état de saisie de données, appuyez sur cette touche pour supprimer les données saisies ; dans
l'état de veille appuyez sur cette touche, la puissance totale et le nombre de
complet clair 0;
s'il te plaît
: En état de veille, appuyez sur ce bouton, la machine entrera en mode veille.
paramètres du programme;
↑ +
: dans les réglages des paramètres en appuyant sur la touche · définir les paramètres m st
faible plus 1 ; dans un état de réglage de paramètre, appuyez sur ce bouton, le
valeur du couteau plue 1;
: Dans les réglages des paramètres en appuyant sur la touche, définissez les paramètres les plus faible plus 1; dans un état de réglage de paramètre, appuyez sur ce bouton, le valeur du couteau moins 1;

: Dans les réglages des paramètres en appuyant sur la touche, les données modifiées à abandonner, les dernières données dans l'objet modifié;

: Dans les réglages des paramètres en appuyant sur la touche, les données modifiées à abandonner, les données suivantes dans l'objet modifié;

: Dans l'état de réglage des paramètres, appuyez sur cette touche, les données modifiées seront
et les données xt suivantes dansenregistré et écrit dans I
objet modifié;

: Dans l'état de configuration des paramètres, appuyez sur cette touche pour quitter l'état de configuration des paramètres ;
l'écran de réglage des fonctions, l'écran de réglage du décapage segmentaire,
écran de configuration du système. appuyez sur cette touche, revenez à l'image de travail ;

: sur l'écran de veille, appuyez sur la touche, entrez dans le système
disposition de l'image, il faut saisir le mot de passe avant
entrer, dans un écran de réglage, la fonction ; réglage du pelage en plusieurs étapes
image image, paramètres système, vous appuyez sur la touche, entrez le
état de configuration des paramètres ;
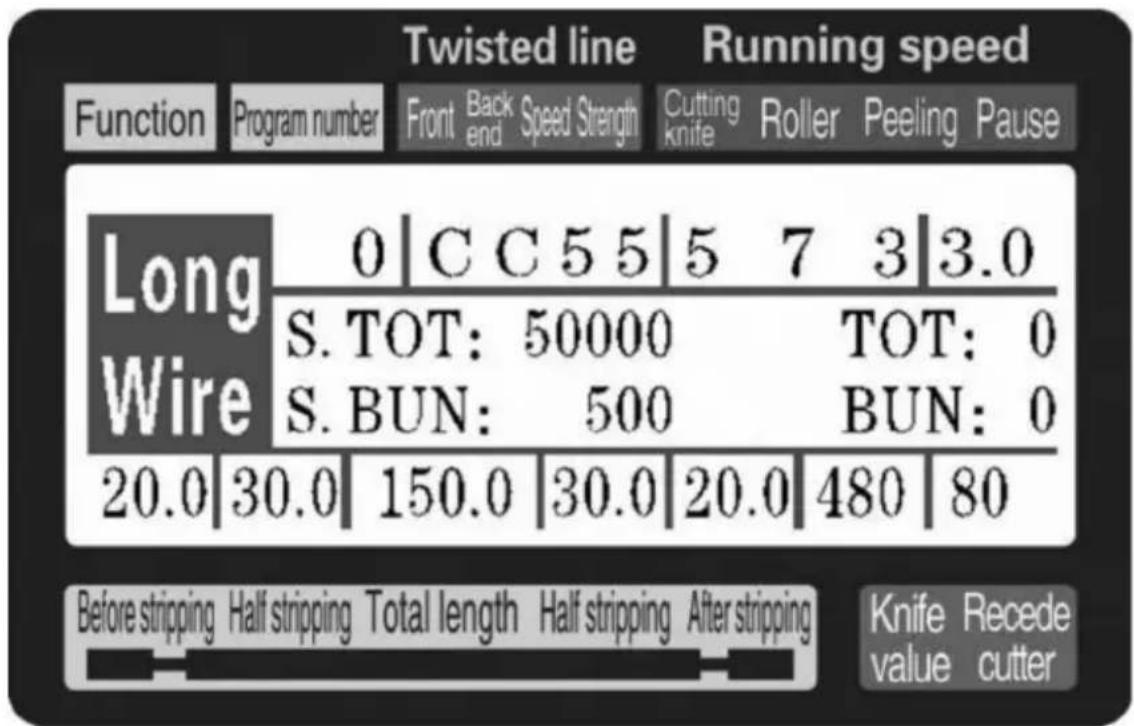
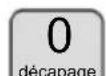
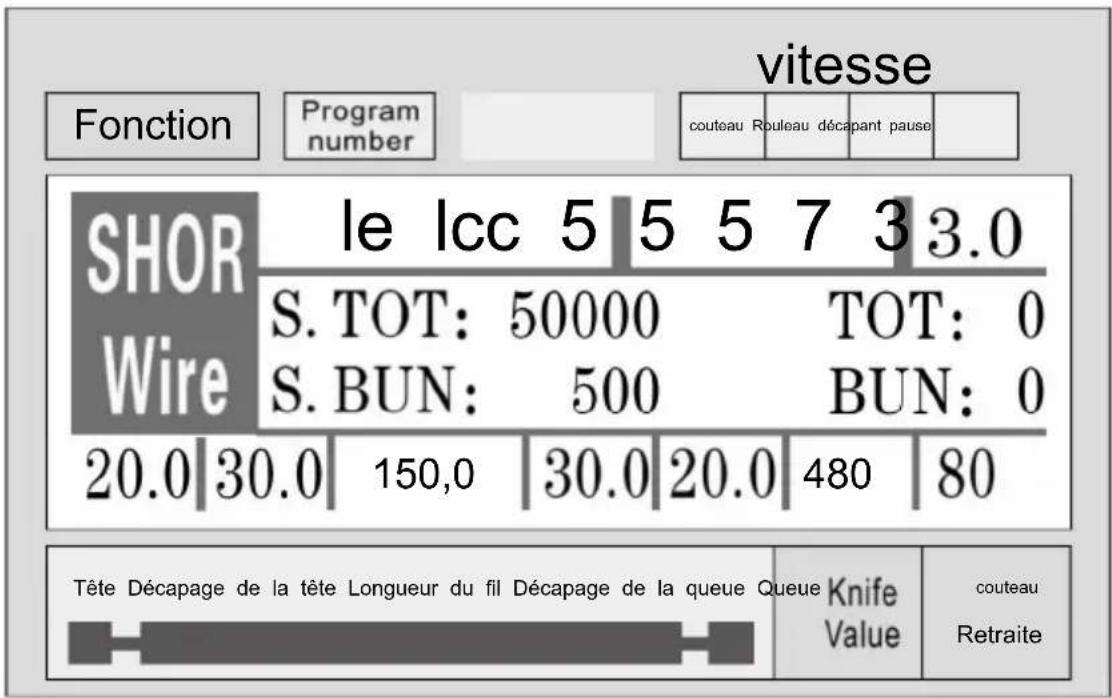
écran de travail
une fois la machine allumée, l'écran affiche l'écran de démarrage,
environ trois secondes afficheront cette image ; la machine commence à fonctionner,
dans l'image sur l'écran ; sinon, la machine ne pourrait pas démarrer ;
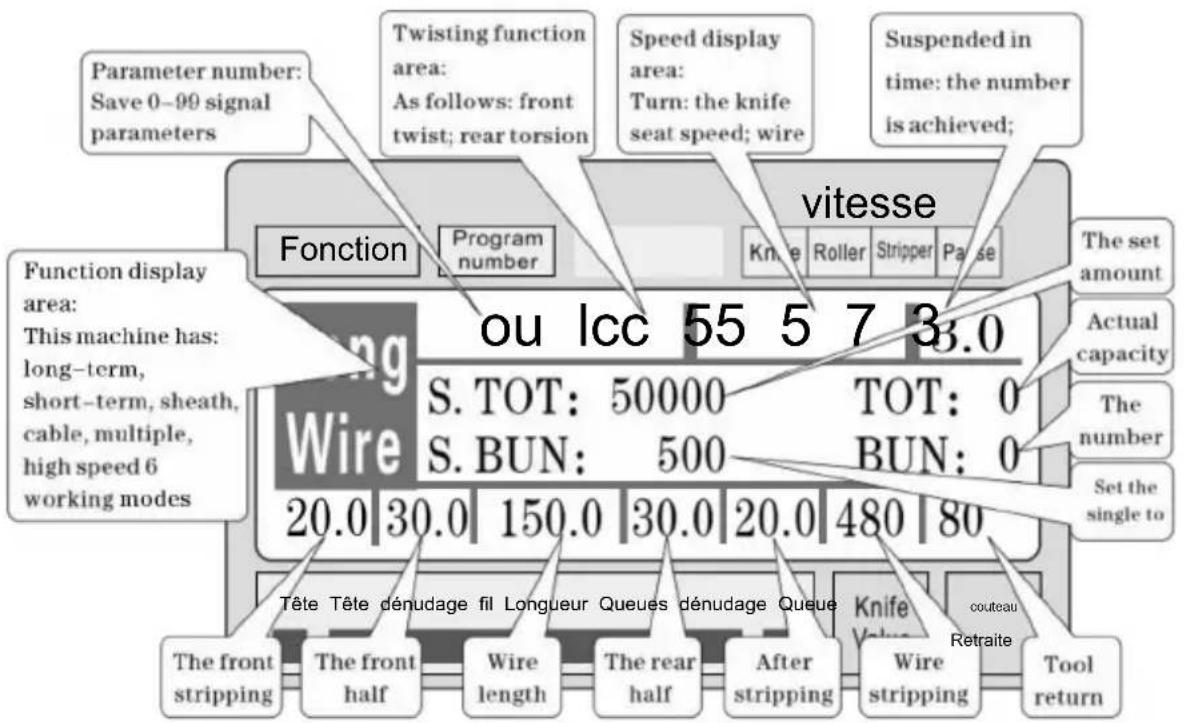
Réglage des paramètres de dénudage : La machine en mode veille, appuyez sur
définir ; le paramètre de longueur avant commence à clignoter, à ce moment-là peut directement
entrez le numéro, si l'erreur de saisie, appuyez sur

entrée claire entrée numérique

à nouveau ; puis appuyez sur préservation, et un scintillement de paramètre, jusqu'à ce que le
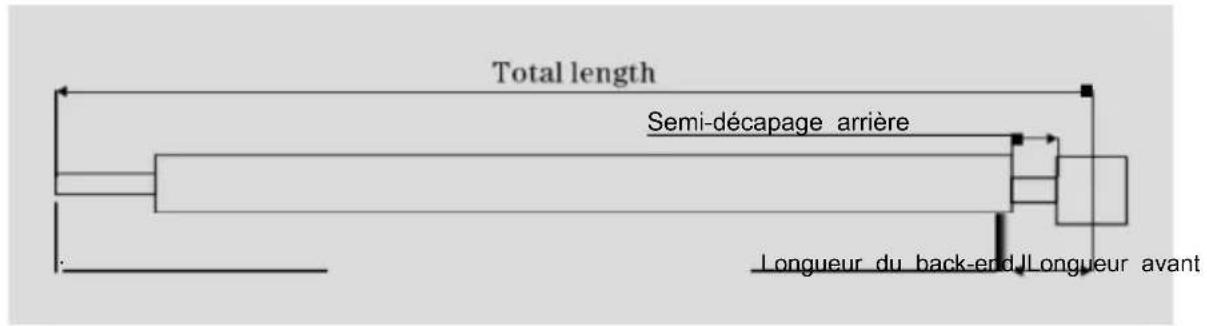
longueur de l'extrémité avant, demi-décapage avant, longueur totale, extrémité de la demi-décapage arrière
longueur, coupeur, couteau en arrière toute la valeur d'achèvement d'entrée ; Le petit de la
la valeur du couteau est, plus la coupe est profonde, plus le fil est épais,
la valeur de recul du couteau doit être la plus grande ; réglage du paramètre appuyez sur

clignote en appuyant sur un paramètre

après le rem val fa o

withdra fr m l'ensemble f o
paramètres d'encrage à tout moment par
paramètres, retour à l'état de veille ;
réglages de la vitesse de dénudage : La machine en mode veille, appuyez sur

; le paramètre de vitesse de coupe a commencé à clignoter à ce moment-là peut directement

entrée claire entrée numérique
entrez le numéro si la saisie est erronée · appuyez sur

à nouveau puis appuyez sur
préservation et un paramètre scintille jusqu'à ce que le
vitesse de coupe, vitesse d'alimentation, vitesse de dénudage, temps de pause, toutes les entrées

Appuyez sur le bouton de réglage des paramètres C miete
f1cendre frard un paramètre :
appuyez → raprès avoir validé les paramètres de connexion à tout moment

se retirer de l'ensemble des paramètres, revenir à l'état de veille ;
paramètres de sortie : La machine en mode veille, appuyez sur

paramètre brut défini pour commencer à clignoter, à ce moment-là, vous pouvez entrer directement dans le

effacer à nouveau l'entrée numérique :
numéro si l'entrée est erronée · appuyez sur

Appuyez ensuite sur
préservation et un paramètre de scintillement jusqu'à ce que le réglage soit effectué.
t.tal numéro f aii entrée t C.mlete ; réglage des paramètres appuyez sur

clignote pour un paramètre ➞ presse après rem val.fa
Annuler
paramètres clignotants ; à tout moment par
se retirer de l'ensemble de
paramètres, retour à l'état de veille ;
Ligne torsadée : La machine en mode veille appuie sur

Frø nttwistm descintillati n-thistimepress

Appuyez ensuite sur

préservation et un paramètre scintillent jusqu'à ce que le frnt
torsion, le mode d'entrée du mode fil torsadé est terminé, puis par précédent
méthodes d'entrée vitesse de torsion de la ligne, résistance à la torsion ; réglage des paramètres ;
appuyezur clignote en avdun paramètre : r après après le
rem val fablinkingparameters: à tout moment par retrait
l'ensemble des paramètres, retour à l'état de veille ;
numéro de programme défini : la machine en mode veille, appuyez sur
un
: pr gramargumentsb:gint flicker à ce moment-là, vous pouvez entrer directement
le numéro · si l'entrée est err r · appuyez sur

effacer l'entrée numérique à nouveau;
puis appuyez sur

préservation de l'état de veille ;
où commutateur de mode rk: La machine en mode veille, appuyez sur


work mode switch;
mode de travail expliquer
Cette machine est une machine de découpe de fil multifonctionnelle, un total de 6 types
Procédure de coupe et de dénudage des fils, description de l'image suivante :
Mode ligne :
Le modèle et la fonction traditionnelle de la machine de découpe de fil 220,
peut être monté un dispositif de torsion de fil pour augmenter le fil torsadé, le fil
longueur comme indiqué, uniquement selon la méthode ci-dessus pour saisir une longueur souhaitée
^m ize, dans ce mode
la fonction n'est pas disponible ;
Le modèle à court terme :
Le modèle de machine et le modèle à long terme sont fondamentalement les mêmes, seul le
l'action de dénudage de la machine n'est pas la même ; et aucune fonction de ligne de torsion ; à
ce mode

la fonction n'est pas disponible ;
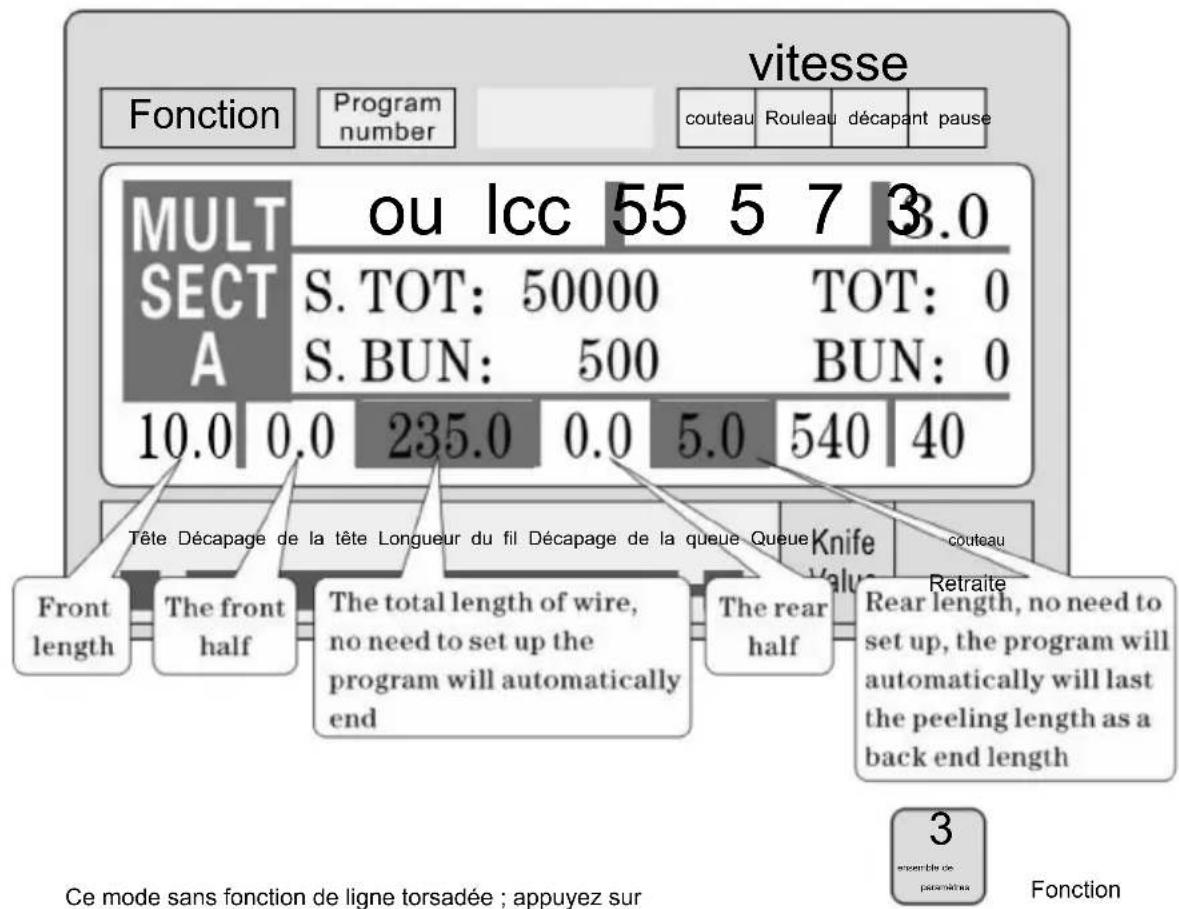
dans l'image de réglage de la fonction de câble suivante :
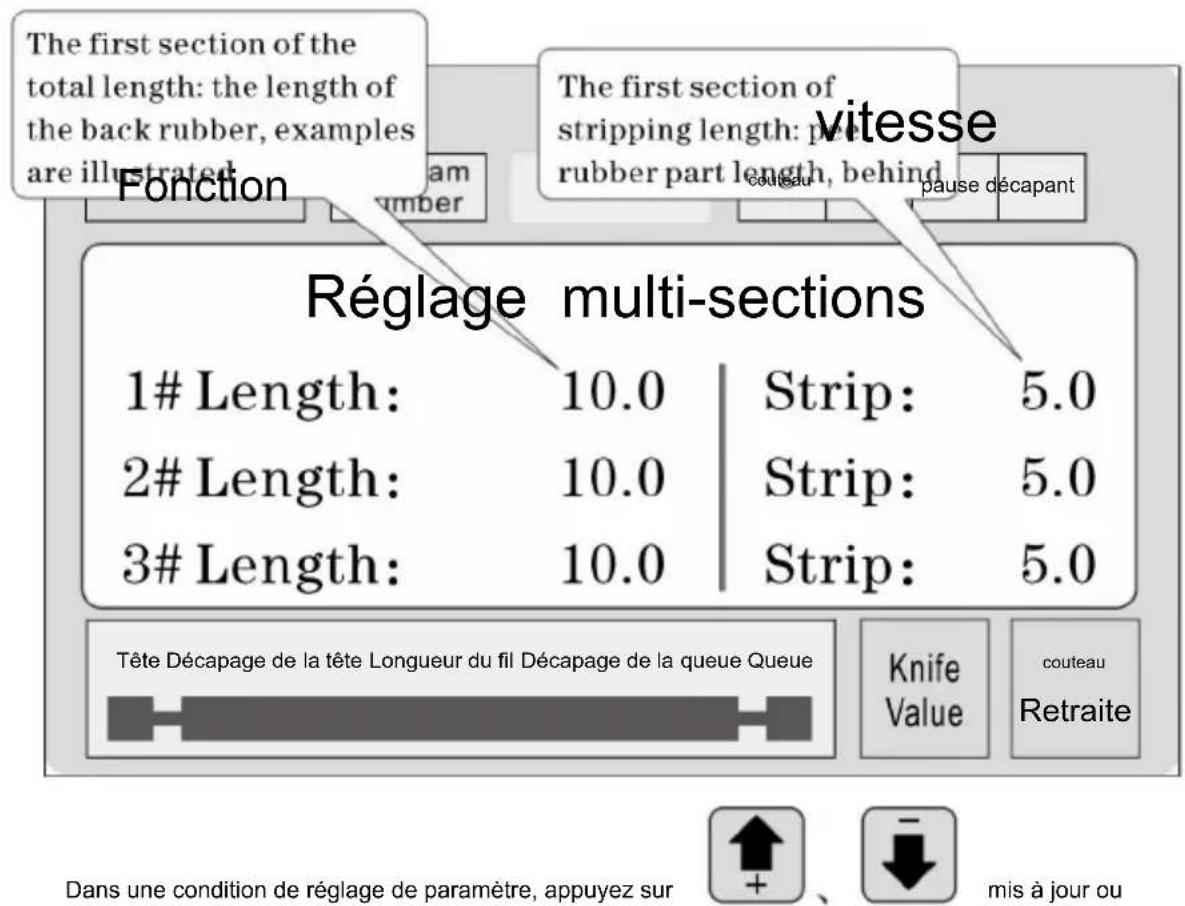
vue vers le bas 1 - 12 paramètres de réglage du segment ; appuyez sur paramètre, jusqu'à ce que tous les paramètres saisis soient terminés ;
Remarque : dans un modèle à plusieurs étages, le total est égal à la longueur de chaque longueur du fil et couplée à la longueur de l'extrémité avant, les procédures ont a été calculé automatiquement et mis en évidence, donc définissez la longueur totale, la longueur de l'ensemble sans fin ; la longueur de fin est l'extrémité finale de l' longueur de! De plus, il n'est pas nécessaire de procéder à une configuration lorsque la longueur requise est atteinte arrangé est terminé, un ensemble de o
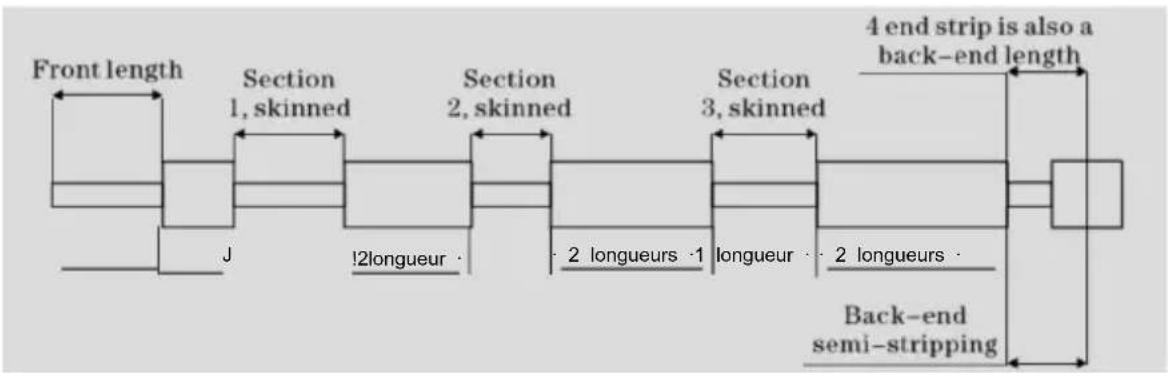
Image de réglage des fonctions
En état de veille, appuyez sur

pour entrer dans cet écran ; sur la photo

retour au travail
affichage, la machine ne démarre pas le travail, appuyez sur image;
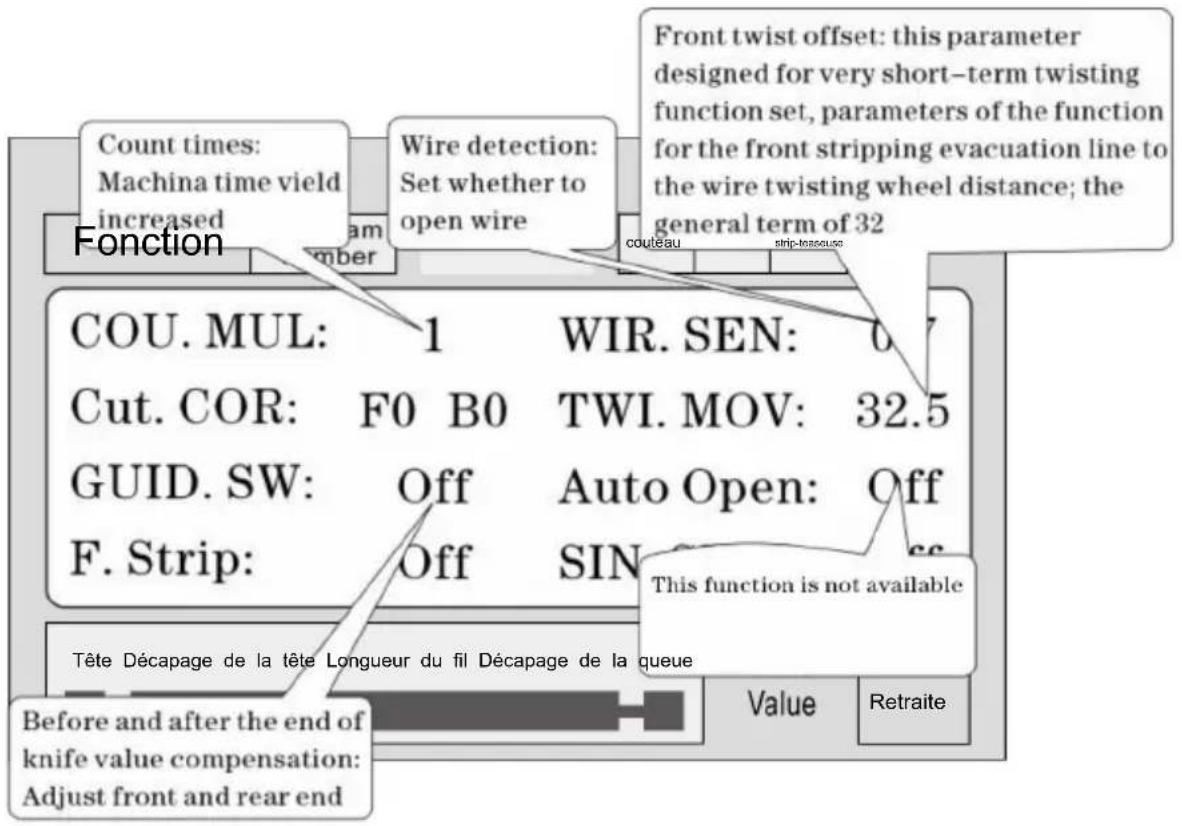
réglage des paramètres : appuyez sur
démarrer les réglages- jusqu'à ce que tous les paramètres soient saisis
pour compléter;
écran de configuration du système : état de veille · pr:ss

pour entrer dans cet écran.
saisissez le mot de passe (10010011) pour accéder à cet écran ; affichez l'image, le

photo de retour au travail;
la machine ne démarre pas le travail, appuyez sur
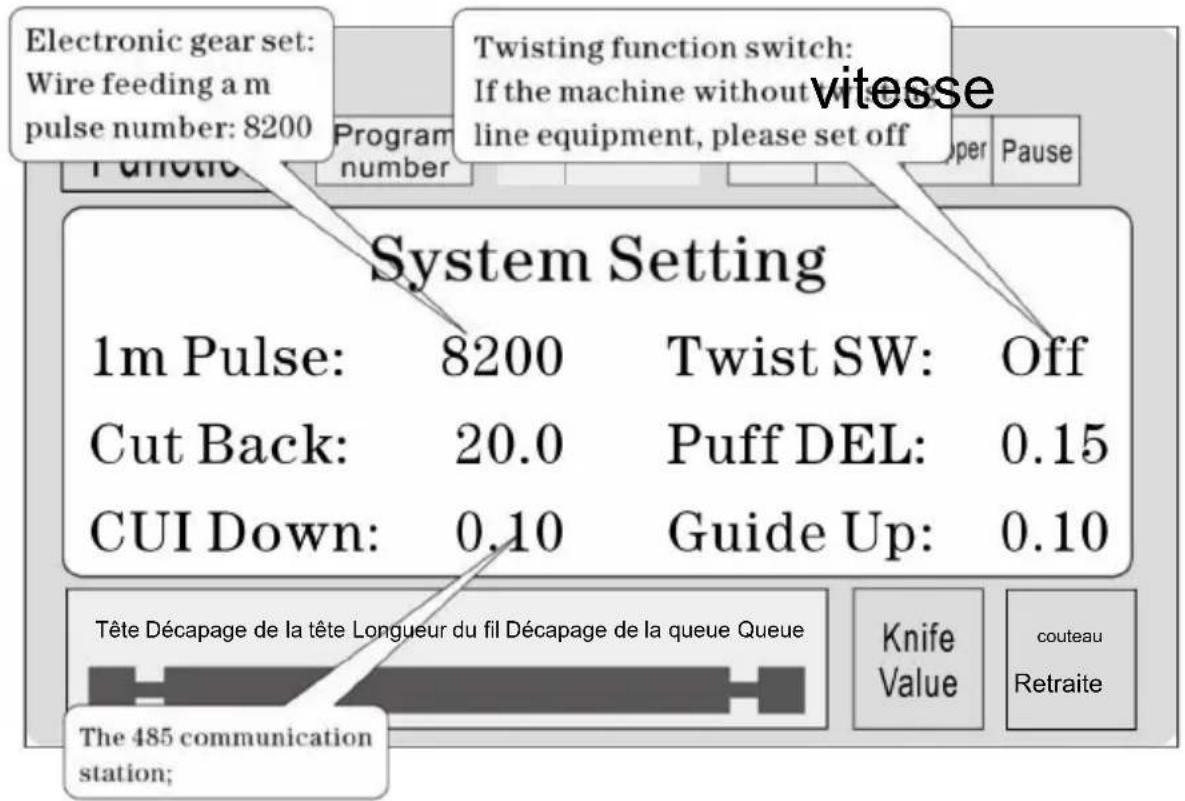

réglage des paramètres : appuyer sur
démarrer les réglages, jusqu'à ce que tous les paramètres soient saisis
pour compléter;
ensemble de décapage, questions nécessitant une attention particulière
1 un certain nombre de paramètres de dénudage, la longueur totale doit être supérieure à la longueur de l'extrémité avant + longueur de l'extrémité arrière ; sinon, la machine de travail ;
2 l'utilisation du contrôle de communication de la machine, doit garantir que le
machine dans l'écran d'affichage en fonctionnement et état de configuration sans paramètre ;
sinon , le contrôle de communication est invalide ;
3 utiliser la vitesse de fonctionnement appropriée ;
4 dans l'écran de travail et les réglages non paramétriques, peut être directement appuyé

la valeur de réglage du coupeur sans arrêt ;
5
si les quatre voyants de fonctionnement clignotent, cela illustre le réglage paramètres, peut démarrer la machine ;
6
Réglage de la ligne de torsion : les premiers paramètres de décalage de torsion sont conçus pour fonction de torsion à court terme réglée, ce qui signifie que lorsque la machine est éteinte avant, alimentation du fil après la distance de la roue de torsion ; parfois peut être monté sur la lame à court terme après avoir tordu la roue, puis le paramètre définir un petit ensemble, atteindre une torsion à court terme une fonction de ligne ; la ligne générale est définie sur 32 , pas besoin de changer ; à court terme selon la lame et le fil réglage de la distance réelle de la roue de torsion ; (peut fonctionner en une seule étape) mode à l'étape, si le fil alimente plus que la roue de torsion du fil, peut réduire le paramètre peut être augmenté, et vice-versa ;)
six, Introduction du protocole de communication
La machine est équipée d'une communication standard RS485
fonction, l'utilisateur peut via l'ordinateur hôte (PLC, PC) directement contrôler la machine ; spécifications du matériel de communication pour 38400, 8,
1 N
Voici en détail la manière dont la machine accepte les commandes
1
la commande d'arrêt d'urgence : le PC a émis un code hexadécimal de trois octets numéro 16 01 , 66, 99; dans lequel le premier 01 est le numéro de la station, peut configurer un écran système pour modifier, la machine a reçu avec succès
la commande retournera reçu les trois octets de données, cette machine a reçu notification de la commande ;
2 commande d'arrêt : le PC a émis un nombre hexadécimal de trois octets 16 01, 77,
88; dans lequel le premier 01 est le numéro de la station, peut configurer un système
écran à changer, la machine a reçu avec succès la commande 1
retour reçu les trois octets de données, cette machine a reçu
avis de la commande;
3 commande d'arrêt : le PC a émis un nombre hexadécimal de trois octets 16 01, 88,
77; dans lequel le premier 01 est le numéro de la station, peut configurer un système
écran à changer, la machine a reçu avec succès la commande
retour reçu les trois octets de données, cette machine a reçu
avis de la commande;
sept, exemple de coupe de fil
(1) modèle long

1 Le fil est placé dans un rouleau intermédiaire, ajustez l'écartement du rouleau pour avoir il suffit d'entrer en contact avec le fil puis de descendre 2big;
2 taille de l'ensemble:
(1) Entrez dans le mode de configuration : mode veille appuyez sur
(2) régler la longueur de dénudage avant

(3) définir la première demi-longueur de dénudage

(4) Longueur totale

(5) définir la dernière demi-longueur de dénudage
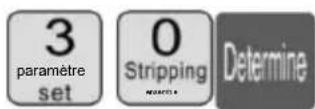
(6) longueur de retrait

(7) La valeur de réglage du coupeur : (Référence )

(8) reculer le couteau : (Référence )

(9) définir le mode de ligne :
presse

définir le mode de ligne ;
3 , presse
plus d'une seconde, la machine s'arrêtera
automatiquement après avoir effectué une ligne, regardez si la valeur de la
couteau droit, pression directe

correction; jusqu'à satisfaction;
I le fil est placé dans un rouleau intermédiaire, ajustez l'écartement des rouleaux pour avoir il suffit d'entrer en contact avec le fil puis de descendre 2big;
^2 Réglage de la taille:
(1) Entrez dans la configuration m de : veille m appuyez
(2) régler la longueur de dénudage avant
(3) Bande de sortie, paramétrage
(4) définir le mode à plusieurs étages : presse
modèle de segment;
(5) Entrez le nombre de segments défini : appuyez sur
images;
(6) définir la longueur du premier segment de la peau de séjour
(7) définir le premier segment de pelage
(8) deuxième ensemble laissant la longueur de la peau
oa S t seconde

régler sur plus

ao set troisième laissant la longueur de la peau
a) régler le troisième en laissant la longueur de la peau
(12) définir le quatrième comme longueur
3 Retour au travail photo
(14) pree
more than
1 seconde
la machine s'arrêtera
automatiquement après avoir effectué une ligne, regardez si la valeur de la
couteau droit-presse directe + - correction jusqu'à satisfaction
Expliquer
1 si le troisième est défini sur 0, alors le programme que vous venez de couper en deux, et ainsi de suite ;
si vous voulez peler la 12section, la 12section de la longueur de la
ensemble complet;
2 mode de dénudage multiple, la fonction de ligne de torsion n'est pas valide ;
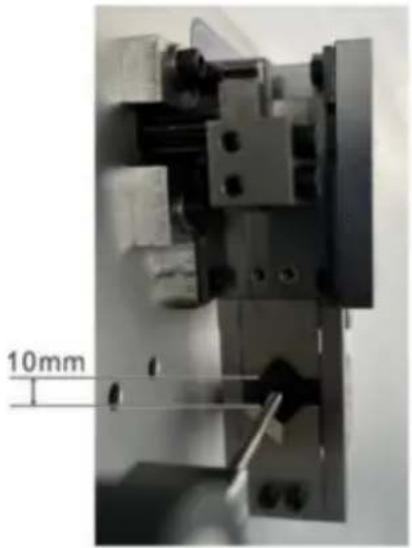
Le réglage de la position de coupe du couteau
-
démarrer la machine.
-
Réglage de la position du couteau MAX2 : la distance entre deux couteaux les nez des lames doivent être d'environ 8 à 10 mm tandis que la distance entre les points inférieurs en forme de V des deux lames doivent être d'environ 34 mm. (voir image A)
-
Points clés à prendre en compte lors du changement des lames de couteau :
-
Le plan supérieur du support de couteau intérieur gauche doit être placé sur le couteau droit rabot à crémaillère de 19 mm qui devrait également être plus bas que le porte-couteau cadre extérieur de 4 mm comme indiqué sur l'image B.
- Le rapport de gauche doit être plus haut que le rapport intermédiaire avec une hauteur de 1 rapport tandis que le rapport de droite doit être plus élevé que le rapport intermédiaire avec 6 vitesses hauteurs. (voir photo B)
- Normalement, la distance entre les nez de deux lames de couteau doit être environ 8 à 10 mm tandis que la distance entre deux lames en forme de V les points inférieurs doivent être d'environ 34 mm. (voir photo A)
- Après le réglage, insérez les deux côtés des engrenages de la crémaillère du couteau au milieu dent axillaire et fixer les vis des deux côtés du support de couteau.
- Redémarrez la machine et ajustez la valeur du couteau si la profondeur de coupe est changé.
Huit, phénomène et exclusion
| L'émergence de la phénomène | méthode de traitement |
| Dénudage de fils sans | 1 vérifier la profondeur de coupe du filetage, les marques de coupe sont trop peu profondes pour la régulation " diamètre " plus petit.2 la pression de la roue de ligne n'est pas suffisante, il faut régler le " dans la ligne bouton de réglage de la pression des roues", la ligne pression des roues.3 le jeu de la roue de ligne est trop grand, il faut ajuster le " dans la ligne bouton de réglage du jeu de roue ", le jeu de roue de ligne est réduit à une position appropriée.4 le décapage du premier ensemble est supérieur ou égal à 3 .5 la roue de ligne s'il y a de la saleté doit être nettoyé.6 l'ensemble de couteaux de retraite est peut-être trop grand, il devrait être approprié pour réduire le paramètre de rétraction (valeur de référence 00 - 10).7 le prochain désalignement de l'outil, veuillez vous référer au chapitre septième section 2 test graphique 7-7 condition d'alignement. |
| dénuder les fils sans queue | 1 vérifier la profondeur de coupe de la queue de la ligne, les marques de coupe sont trop peu profondes pour la régulation " diamètre " plus petit.2 roue à rayons , la pression n'est pas suffisante, il faut régler le " rond rond " bouton de réglage de pression ", la roue de ligne de pression.3 le jeu de la roue à rayons est trop grand, il est nécessaire pour la régulation de la " ronde " bouton de réglage de l'écartement rond ", permet de réduire l'écartement de la poulie à une position appropriée.4 le dénudage du premier jeu est supérieur ou égal à 3. 5 poulie s'il y a de la saleté, doit être nettoyée.6 l'ensemble de couteaux de retraite est peut-être trop grand, il devrait être approprié pour réduire le paramètre de rétraction (valeur de référence 00 - 10).7 le prochain désalignement de l'outil, veuillez vous référer au chapitre septième section 2 test condition d'alignement du graphique 7-7. |
| peau de fil de fer sévère barotraumatisme | 1 juger d'abord le barotraumatisme de la roue ou de la poulie d'admission, force de pression de la roue sur sois petit.2 contact avec mon entreprise, l'achat de pneu en caoutchouc. |
| Thrum peler le noyau coupé de plusieurs racines | ton en 1 ou 2Le " diamètre " , réseasée jusqu'à ne pas endommager le noyau de la ligne. |
| Longueur hors ligne, il y a supérieur ou égal à définir la longueur | 1 la pression de la roue de ligne n'est pas suffisante et parfois le filetage s'arrache sans phénomène, le dénudage des fils sur la ligne est supérieur à un longueur prédéterminée, régulation " dans la ligne de régulation de pression de la roue knio ", Donc la pression de la roue de ligne.2 saleté, poulie, doit être nettoyée.Le jeu de la roue d'entrée du fil est trop grand pour ajuster le " dans la roue de ligne bouton de réglage du jeu ", et un espacement de roue d'alimentation de fil plus petit. |
| Longueur hors ligne, il y a moins que ou égal à l'ensemble longueur | 1 l'épaisseur du fil lui-même a.2 une roue roulante avec de la saleté, qui doit être nettoyée. La surface du conducteur cire, plomb, les roues à rayons glissent avec de la cire collante, une brosse métallique et de l'essence nettoyage des quatre roues roulantes.3 retirer le fil, niveau " 00 " phénomène de fonctionnement de l'air, être exclu.4. Le cadre de pose de fils présente un phénomène d'hystérésis de la carte, ce qui entraîne un mauvais transport des fils. |
| Tête et queue coupées ou pas coupées | 1 vérifiez la tête ou la queue du fil, le diamètre du fil est trop petit, il faut l'ajuster le "fil" plus gros. (une valeur de référence 30 -90)2 Vérification de la queue du fil, pas de marques de coupe, le diamètre du fil est trop grand, il faut l'ajuster le "fil" plus petit. (une valeur de référence 30 -90) |
| parfois la tête ou la queue a été coupé | 1 roue à rayons, la pression n'est pas suffisante, veuillez vérifier et réglerbouton de réglage de pression rond rond " , faire la pression de la poule devient grand.2 le jeu de la roue de ligne est trop grand, il faut ajuster le " dans la ligne bouton de réglage du jeu de roue ", la ligne de réduction du jeu de roue. |
| Il existe plusieurs volets de fil long | 1 le diamètre du fil est trop petit, le fil coupé, dénuder avec un fil de cuivre, pour augmenter le diamètre de 1 -2 , essayer à nouveau.2 le jeu de couteaux de retrait est trop petit, il faudrait augmenter les paramètres de rétraction (00-10 ) |
| parfois la direction fils ensemble pas de couteau cassé | 1 les activités des parties de bord avec l'huile ordinaire, réessayez (généralement 8 heures remplissage2 a). la vitesse est lente.3 vérifiez les spécifications du fil dans la ligne AWG12# (3 carrés).4 la lame est émoussée, meulage plat ou remplacement.5 selon la septième partie de la troisième inspection. |
| appuyer sur Exécuter après l'arrêt peut il suffit de couper un, l'écran apparaît ligne courte ou rousd | 1 aucune ligne de fonction d'arrêt automatique, appartient à la normale.2 le réglage de la longueur doit être supérieur à 32 mm (sauf pour le 98 procédures ).3 le jeu de la roue à rayons est trop grand, il est nécessaire pour la régulation de la " ronde " bouton de réglage de l'écartement rond " permet de réduire l'écartement de la poulie. |
| lorsque l'alimentation est commutée sur le ventilateur pour fonctionner normalement, écran normal, mais selon à " courir " après la machine ne peut pas bouger | 1 en raison de l'instabilité de la tension ou du fonctionnement illégal du circuit imprimé le tuyau d'assurance brûle, il faut remplacer le fusible (ouvrir le couvercle du boîtier, dans le circuit imprimé a deux tubes d'assurance 5A).2 comme changer de tube d'assurance, continuer à s'épuiser et mon entreprise Service clientèle, service client ou contact du bureau. |
| Incision tangente inclinée | 1 le fil lui-même est trop courbé, l'achat d'un appareil de redressement. une2 bouche de plomb sans bord de parement central.3 une cueue s'incline , inspectez le tuyau métallique s'il est appuyé trop près de l'outil. |
Fabricant : Shanghaimuxinmuyeyouxiangongsi
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000
CN.
Importé en Australie : SIHAO PTY LTD, 1 ROKEVA STREET, ASTWOOD NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Francfort-sur-le-Main.
YH CONSULTING LIMITÉE.
Assistance technique et certificat de garantie électronique


