
SWT508-JE - Kabelstripmachine Vevor - Gratis gebruiksaanwijzing en handleiding
Vind de handleiding van het apparaat gratis SWT508-JE Vevor in PDF-formaat.

Gebruikersvragen over SWT508-JE Vevor
0 vraag over dit apparaat. Beantwoord die u kent of stel uw eigen vraag.
Stel een nieuwe vraag over dit apparaat
Download de handleiding voor uw Kabelstripmachine in PDF-formaat gratis! Vind uw handleiding SWT508-JE - Vevor en neem uw elektronisch apparaat weer in handen. Op deze pagina staan alle documenten die nodig zijn voor het gebruik van uw apparaat. SWT508-JE van het merk Vevor.
GEBRUIKSAANWIJZING SWT508-JE Vevor
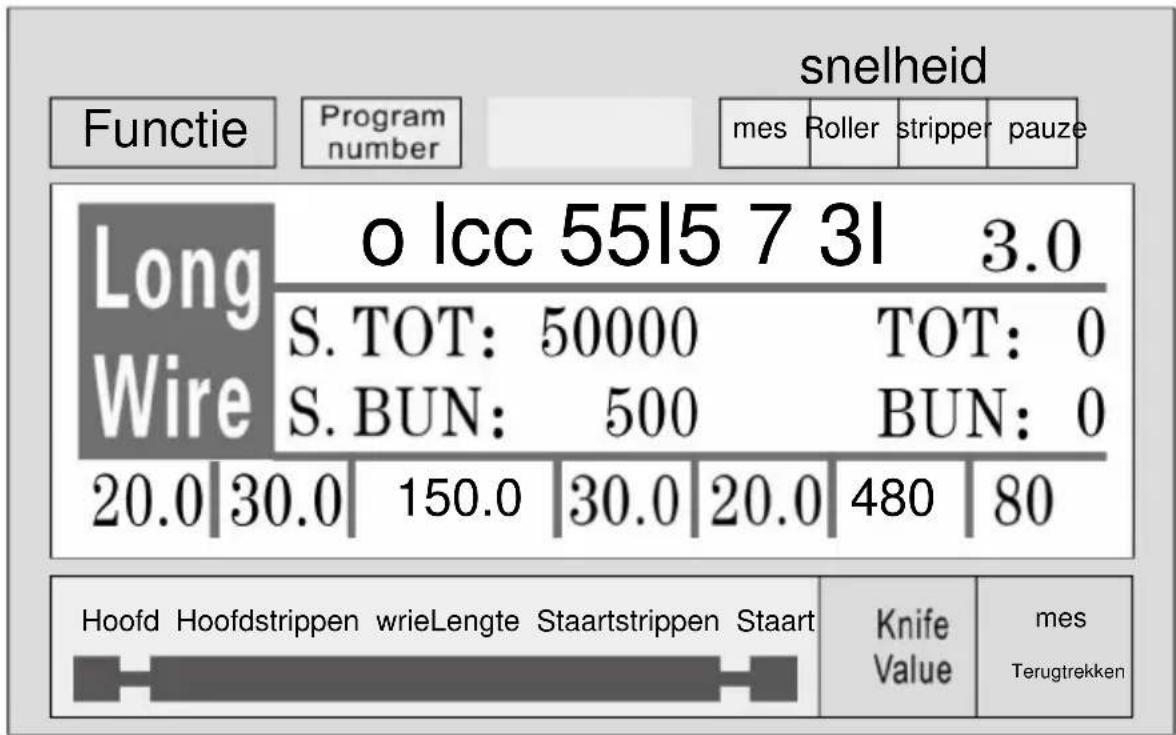
Voorbeeld van snelle werking
Let op: De kleine waarde van het mes is , hoe dieper de snede is; hoe
dikker van de draad is , hoe groter de waarde van de terugtrekking van het mes moet zijn. De De volgende tabel bevat de referentieparametergegevens voor de opstelling van het mes waarde en mes terugtrekkingswaarde:
gebruiksaanwijzing
Tekening van het bedieningspaneel
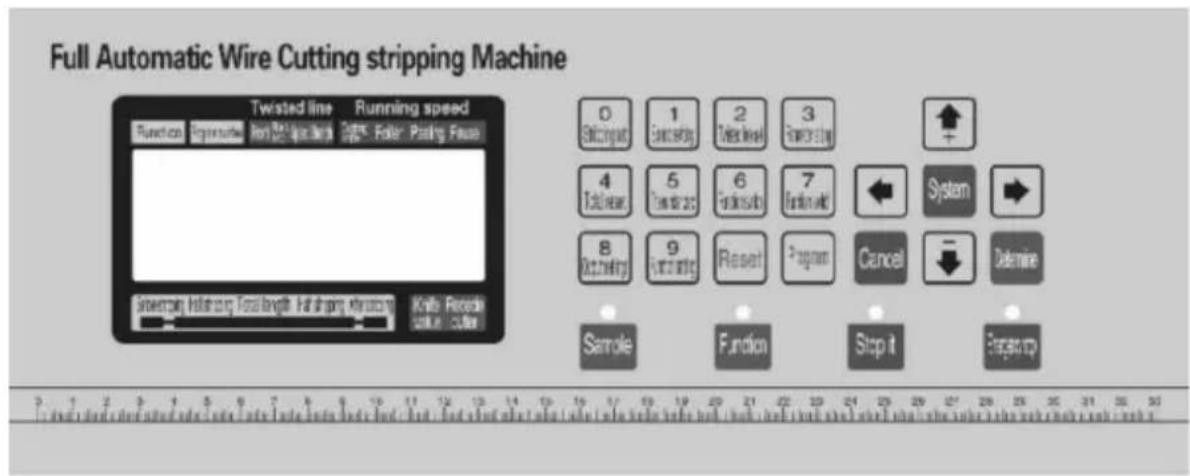
De systeeminterface bestaat uit 23 toetsen en een 192 X 64-punts toetsenbord. matrix LCD-scherm, het volgende wordt bij elke toets geïntroduceerd functie
Sample
::I in de stand-bymodus, voert elke korte druk op de knop een o enkelstaps, cyclisch; zelfs na de pers meer dan ongeveer 3 seconden, de machine zal automatisch een lus uitvoeren; de knop in het effect van de machinebesturing is erg groot;
Function
: in de stand-bymodus drukt u op deze knop n de machine begint te werken werk;
Stop it
: nl het werkbeeld drukt u, op deze knop en de machine zal het werk na het uitschakelen afmaken;
Emergency stop
: In de stand-bymodus drukt u op deze knop en de machine voert een resetactie uit; in de werkende staat drukt u op deze knop, de
machine om uit te schakelen, na de uitvoering van de reset actie;

Druk in een gegevensinvoerstatus op deze toets en voer het getal 0 in; in de stand-bystand druk op deze knop, de machine gaat in de strippen van parameterinstellingsstatus;
set: Druk in een gegevensinvoerstatus op deze toets, voer het nummer 1 in; in de standby-stand druk op deze knop, de machine gaat naar de snelheid parameterinstelling status;
2 Twisted
instellen: druk in een gegevensinvoerstatus op deze toets · voer het getat 2 in de stand-bystand druk op deze knop, de machine gaat in de draaiparameter-instellingsstatus;

Druk in een gegevensinvoerstatus op deze toets, voer het getal 3 in; in de stand-bystand druk op deze knop, de machine zal volgens de huidige functie in de instelling afbeelding die overeenkomt met de functie;

O : In een gegevensinvoerstatus drukt u op deze toets om het getal 4 in te voeren; in de stand-bystand druk op deze knop, volume 0;

Druk in een gegevensinvoerstatus op deze toets en voer het getal 5 in; in de standby-status druk op deze toets, het aantal is 0;
6
shift: druk in een gegevensinvoerstatus op deze toets en voer het nummer e in:
stand-bystand druk op deze knop, schakel de werkmodus van de machine om;
7 Functie
shift: Druk in een gegevensinvoerstatus op deze toets en voer het getal 7 in; in de stand-bystand druk op deze knop, schakel de werkmodus van de machine om;
8 SI OTIS. Broodjesse
Druk in een gegevensinvoerstatus op deze toets en voer het getal 8 in; in de standby-stand druk op deze knop, de machine gaat naar de uitgang instellingen;
9 Functie zero
Druk in een gegevensinvoerstatus op deze toets en voer het getal 9 in; in de standby-stand druk op deze knop, de machine gaat in de functie instelling afbeelding;
Reset
: In een gegevensinvoerstatus drukt u op deze toets om de invoergegevens te verwijderen; in de stand-bystand druk op deze toets, totale output en het aantal volledig duidelijk 0;
Alsjeblieft
: Druk in de stand-bystand op deze knop, de machine gaat naar de programma-instellingen;
↑ +
: in de parameterinstellingen door op de toets te drukken · parameters instellen m st laag plus 1; druk in een parameterinstellingsstatus op deze knop, de meswaarde plue 1;
: In de parameterinstellingen stelt u door op de toets te drukken de meest voorkomende parameters in laag plus 1; druk in een parameterinstellingsstatus op deze knop, de meswaarde min 1;

: In de parameterinstellingen worden door het indrukken van de toets de gewijzigde gegevens naar opgeven, de laatste gegevens in gewijzigd object;

: In de parameterinstellingen worden door het indrukken van de toets de gewijzigde gegevens naar opgeven, de volgende gegevens in gewijzigd object;

: Druk in de parametersetstatus op deze toets, de gewijzigde gegevens worden opgeslagen.
en vervolgens xt-gegevens inopgeslagen en geschreven na
gewijzigd object;

: Druk in de parametersetstatus op deze toets om de parametersetstatus te verlaten; het functie-instellingenscherm, het segmentale stripping-instellingenscherm, systeeminstellingenscherm. Druk op deze toets om terug te keren naar de werkafbeelding;

: druk op het standby-scherm op de toets, voer het systeem in rangschikking van de afbeelding, moet u het wachtwoord invoeren voordat invoeren, in een instellingenscherm, functie; meertraps schilinstelling afbeelding afbeelding, systeeminstellingen, u drukt op de toets, voer de parameterinstelling status;
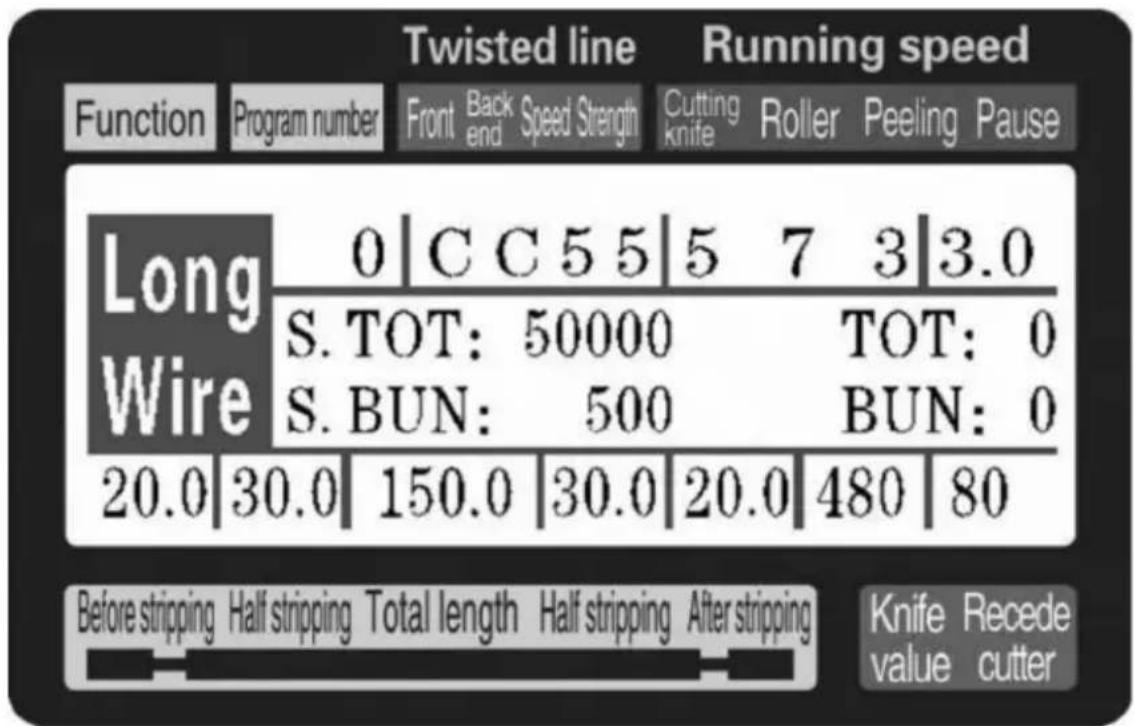
werkscherm
Zodra de machine is ingeschakeld, wordt het opstartscherm op het scherm weergegeven, ongeveer drie seconden zal deze afbeelding worden weergegeven; de machine begint te draaien, in de afbeelding op het scherm; anders zou de machine niet kunnen starten;
strippen parameterinstelling: Wanneer de machine in de stand-bymodus staat, drukt u op
0 strippen
instellen; de voorste lengteparameter begint te knipperen, op dit moment kan direct
voer het nummer in, als de invoerfout is opgetreden, druk dan op Reset duidelijke invoer digitale invoer

opnieuw; druk dan op behoud, en een parameterflikkering, totdat de
voorkant lengte, voorste helft strippen, totale lengte, achterste helft strippen einde
lengte, snijder, mes terug alle invoer voltooiingswaarde; De kleine van de
meswaarde is, hoe dieper de snede is; hoe dikker de draad is,
de grotere waarde van de terugtrekking van het mes moet zijn; parameterinstelling druk

flitsen fr ard een parameter druk

na de remval fa o
blinktparameters op elk; gewenst moment door

parameters, terug naar de stand-bystatus;
Instellingen voor stripsnelheid: Als de machine in de stand-bymodus staat, drukt u op

; de snijsnelheidsparameter begon op dit moment te knipperen, kan direct

duidelijke invoer digitale invoer
voer het nummer in. als de invoer fout is druk op

nogmaals Druk dan op
behoud enoeen parameterflikkering totdat de
snijsnelheid, voedingssnelheid, stripsnelheid, pauzetijd alle invoer naar

Comiete parameterinstelling druk
flashes frard een parameter:
druk op-1adat de val fabinkingparameters op elk gewenst moment zijn

terugtrekken uit de parameterset, terug naar de stand-bystatus;
Uitvoerinstellingen: Als de machine in de stand-bymodus staat, drukt u opset;
bruto parameter ingesteld om te beginnen te flikkeren, op dit moment kan direct de

Duidelijke invoer digitale invoer opnieuw:
nummer als de inp t err r- druk op

Druk dan op behoud· en een parameterflikkering· totdat de set· de
tÿtal nummer f aii invoer t Cÿmlete; parameterinstelling druk

knippert bij een drukparameter na remvalfa
annuleren
knipperende parameters; op elk moment door
zich terugtrekken uit de set van
parameters, terug naar de stand-bystatus;
Gedraaide lijn ingesteld: De machine in de stand-bymodus drukt op

Frø nttwistmÿdescintillatiÿn-deze keerpers

-ÿsølakelen
Druk dan op
Determine
behoud en een parameter flikkering tot de voorkant
twist, twist-draadmodus invoermodus is voltooid, dan door vorige
methoden invoer torsielijnsnelheid, torsiesterkte; parameterinstelling;
druk op-fitst vooruit naaren parameter:r pr:ssÿa de
rem val fablinkingparameters: op elk gewenst moment doorÿwithdra frm
de set parameters, terug naar de stand-bystatus;
programmanummer ingesteld:
De machine in de stand-bymodus, druk op
A
: pr gramargumentenb:gint flikkeren- op dit momentkandirect binnenkomen
het nummer-als de invoerfout r.druk op

clearinput digitale inganguopnieuw;
dandruk op

behoud stand-bystatus;
waar rk-modusschakelaar:
Wanneer de machine in de stand-bymodus staat, drukt u

work mode switch;
werkmodus uitleggen
Deze machine is een multifunctionele draadsnijmachine, in totaal 6 soorten
van de draadknip- en stripprocedure, volgende afbeeldingbeschrijving:
Lijnmodus:
Het model en de traditionele 220 draadsnijmachinefunctie,
kan een draaddraai-apparaat worden gemonteerd om de gedraaide draad te vergroten, draad lengte zoals getoond, alleen volgens de bovenstaande methode om een gewenste lengte in te voeren
^S ize, in deze modus
functie is niet beschikbaar;
Het kortetermijnmodel:
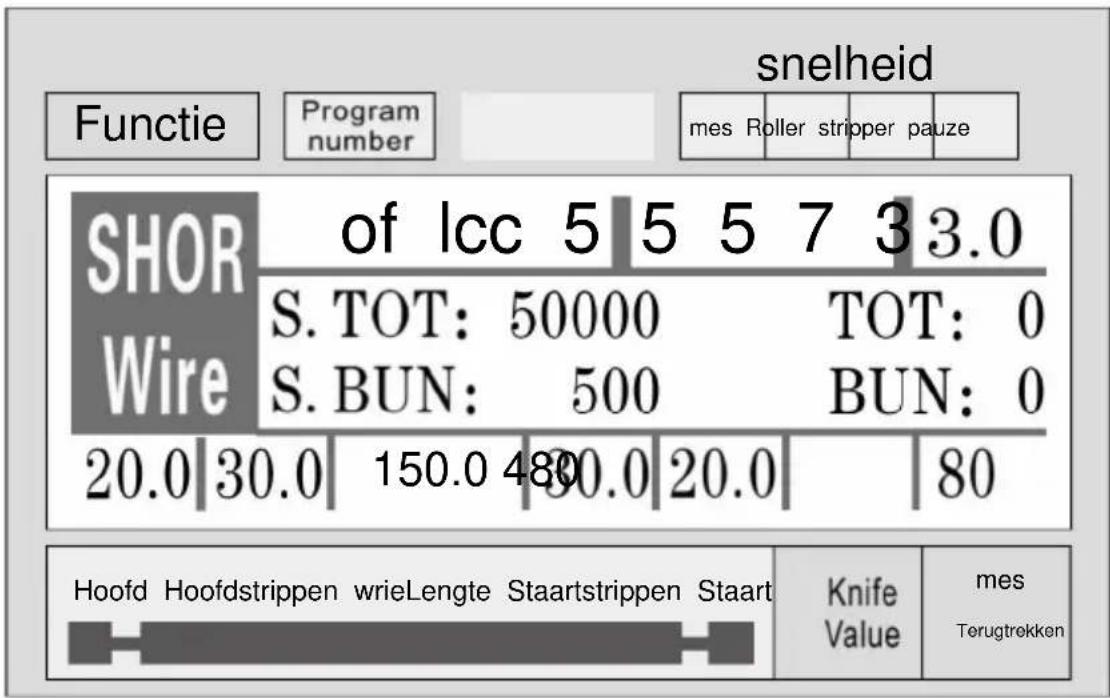
Het model en de lange termijn machine zijn in principe hetzelfde, alleen de de machine-stripactie is niet hetzelfde; en geen draailijnfunctie; bij
3 deze modus parameterset functie is niet beschikbaar;
other
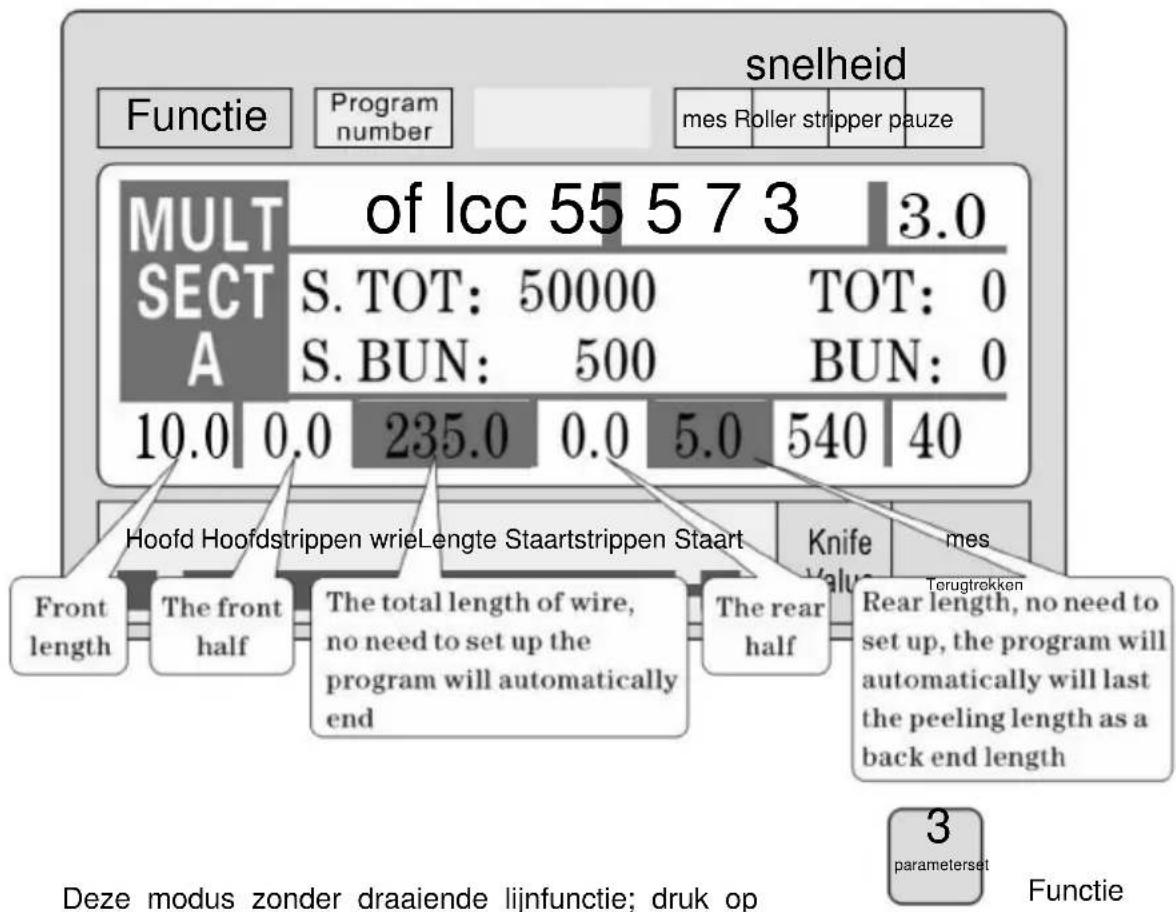
snelheid | Function | Program number | mes Roller stripper pauze | | :--- | :--- | :--- | | MULT SECT A | of lcc 55 5 7 3 | 3.0 | | S. TOT: 50000 | | TOT: 0 | | S. BUN: 500 | | BUN: 0 | | 10.0 0.0 | 235.0 0.0 | 5.0 540 40 | | Front length | The front half | The total length of wire, no need to set up the program will automatically end | | The front length | The front half | The rear half | | Hoofd Hoofdstrippen wrie | Lengte Staartstrippen Staart | Knife Value | | Terugtrokken | | Rear length, no need to set up, the program will automatically will last the peeling length as a back end length | | Trerugtrokken | | nan | | Trerugtrokken | nan | nan | | Trerugtrokken | nan | nan | | Trerugtrokken | nan | nan | | Trerugtrokken | nan | nan | | Trerugtrokken | nan | nan | | Trerugtrokken | nan | nan | | Trerugtrokken | nan | nan | | Trerugtrokken | nan | nan | | Trerugtrokken | nan | nan | Deze modus zonder draaiende lijnfunctie; druk op Deze modus zonder draaiende lijnfunctie; druk op Functie 3 parameterset FunctieDeze modus zonder draaiende lijnfunctie; druk op in de volgende afbeelding van de kabelfunctie-instelling:
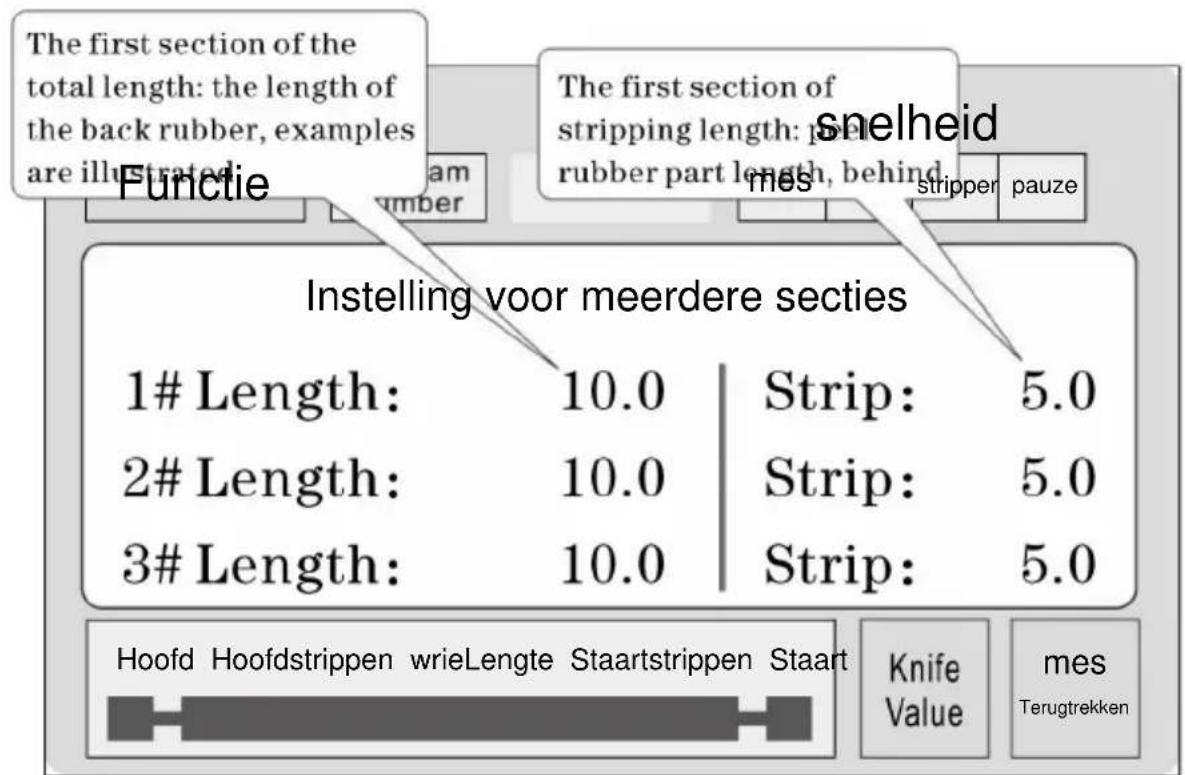
Druk in een parameterinstellingsconditie op


omhoog of
benedenaanzicht 1 - 12 segment parameters instellen; druk op parameter, totdat alle parameterinvoer voltooid is;
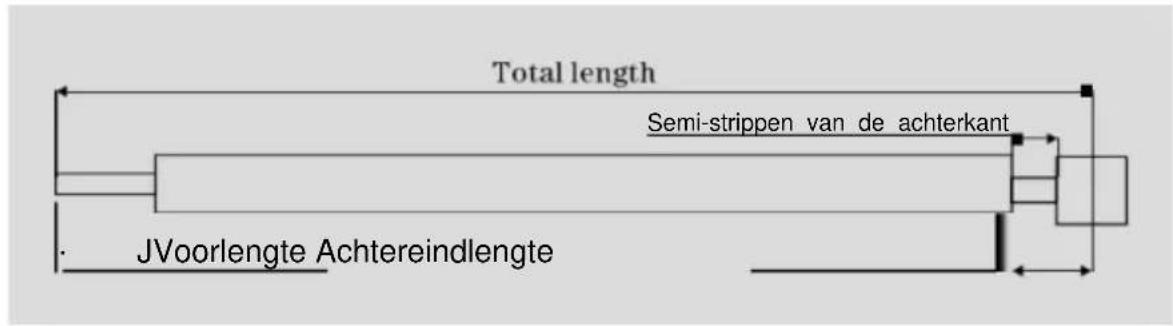
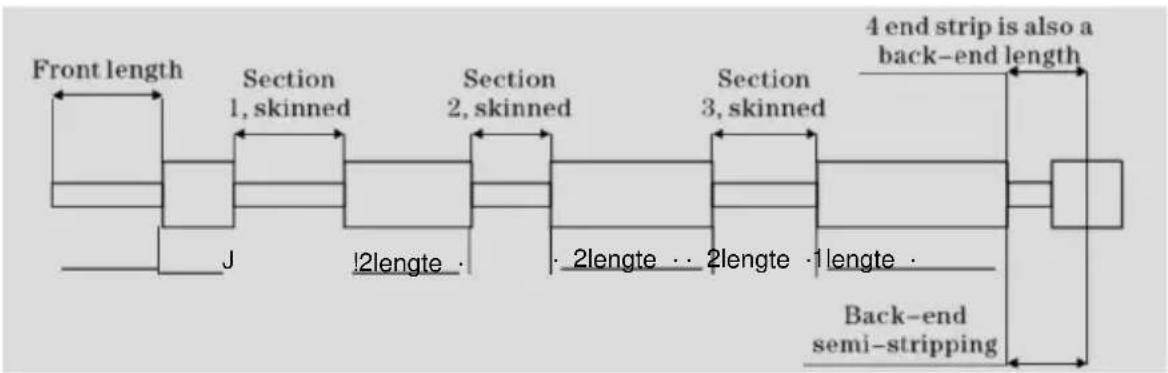
Let op: in een meertrapsmodel is het totaal gelijk aan de lengte van elk draadlengte en gekoppeld aan de lengte van de voorkant, hebben procedures automatisch berekend en gemarkeerd, dus stel de totale lengte in, de lengte van het geheel geen einde; eindlengte is het uiteindelijke einde van de lengte van! Ook hoeft u niet in te stellen, wanneer de gewenste lengte is geregeld is voltooid, een set van o
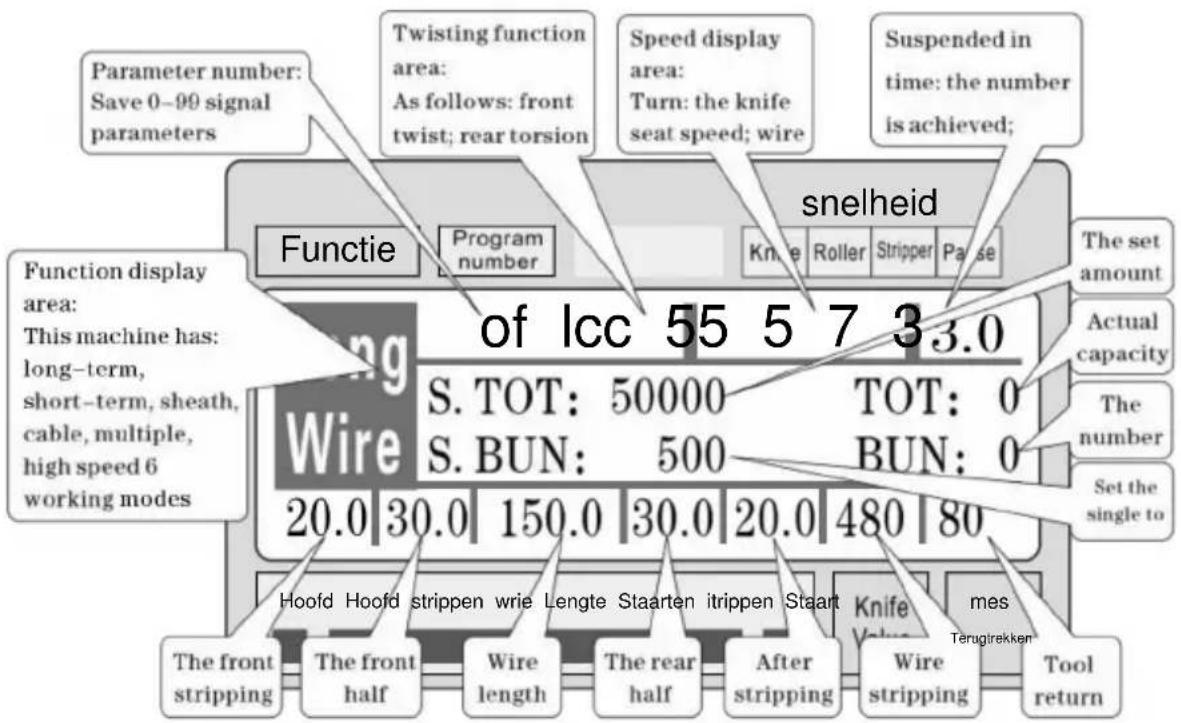
Functie-instellingsafbeelding
Druk in de stand-bystand op

om dit scherm te openen; in de afbeelding
display, de machine start het werk niet, druk op

terug naar het werk
afbeelding;
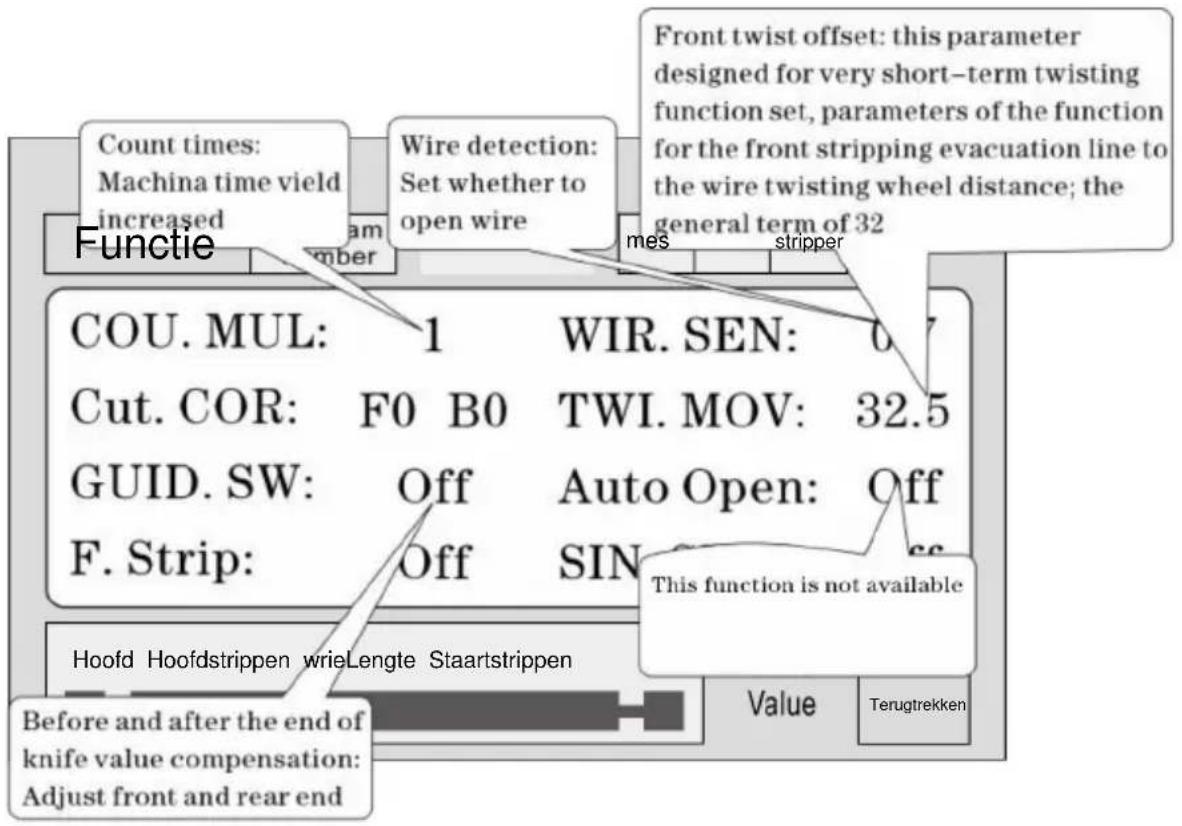
parameterinstelling: druk op
start instellingen· totdat alle parameters zijn ingevoerd
voltooien;
systeeminstellingenscherm: stand-bystatus · pr:ss

om dit scherm te openen ;
voer wachtwoord (10010011) in om dit scherm te openen; toon de afbeelding, de

foto van terugkeer naar het werk;
machine start het werk niet, druk op
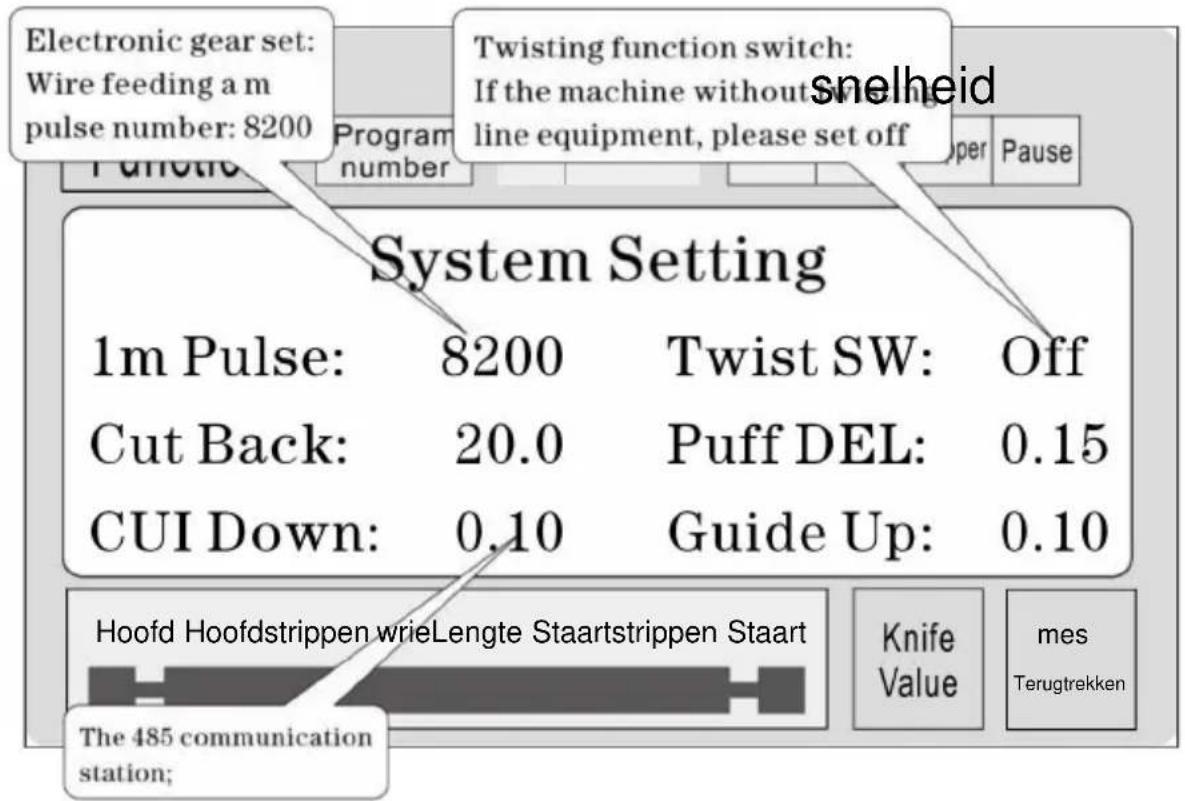

parameterinstelling: druk op voltooien;
start instellingen, totdat alle parameters ingevoerd zijn
strippen set zaken die aandacht nodig hebben
1, een aantal stripparameters, de totale lengte moet groter zijn dan de
voorkant lengte + achterkant lengte; anders de werkmachine;
2, het gebruik van communicatiebesturing van de machine moet ervoor zorgen dat de
machine in het display scherm werk en niet parameter setup staat;
anders, de communicatiecontrole is ongeldig;
3, gebruik de juiste snelheidsbewerking;
- in het scherm werk en niet-parameter instellingen, kan direct worden ingedrukt


de snij-instellingswaarde zonder te stoppen;
5 als de vier indicatielampjes knipperen, wordt de instelling geïllustreerd parameters, kan de machine starten;
- Instelling van de draailijn: de eerste torsie-offset-parameters zijn ontworpen voor korte termijn draaifunctie ingesteld, wat betekent dat wanneer de machine uit uw voor, draadtoevoer na draaiende wielafstand; kan soms zijn gemonteerd op het kortetermijnblad na het draaien van het wiel, dan de parameter stel klein in, bereik korte termijn torsie een lijnfunctie; algemene lijn is ingesteld op 32, geen noodzaak om te veranderen; korte termijn volgens het mes en de draad draaiwiel werkelijke afstandsaanpassing; (kan eenstapsbediening modus naar de stap, als de draadtoevoer meer is dan het draaddraaiwiel, kan de parameter verkleinen, kan vergroot worden, en vice versa;)
zes, Introductie van communicatieprotocol
De machine is uitgerust met een standaard RS485-communicatie functie, de gebruiker kan via de hostcomputer (PLC, Pc) direct de machine besturen; communicatiehardwarespecificaties voor 38400, 8,
1N
Hieronder ziet u hoe de machine gedetailleerd opdrachten accepteert
1, het noodstop commando: Pc gaf drie byte hexadecimaal uit
nummer 16 01 , 66, 99; waarbij de eerste 01 het stationsnummer is, kan een systeemscherm instellen om te veranderen, de machine heeft succesvol ontvangen
de bestelling zal de drie bytes aan gegevens ontvangen, deze machine heeft bericht ontvangen van het bevel;
2 stop commando: Pc heeft een hexadecimaal getal van drie bytes uitgegeven: 16 01, 77,
88; waarbij de eerste 01 het stationsnummer is, kan een systeem opzetten scherm om te veranderen, de machine heeft de bestelling succesvol ontvangen retour ontvangen de drie bytes aan gegevens, deze machine heeft ontvangen kennisgeving van het bevel;
3 stop commando: Pc heeft een hexadecimal getal van drie bytes uitgegeven: 16 01, 88,
77; waarbij de eerste 01 het stationsnummer is, kan een systeem opzetten scherm om te veranderen, de machine heeft de bestelling succesvol ontvangen retour ontvangen de drie bytes aan gegevens, deze machine heeft ontvangen kennisgeving van het bevel;
zeven, voorbeeld van draadknippen
(1) lang patroon
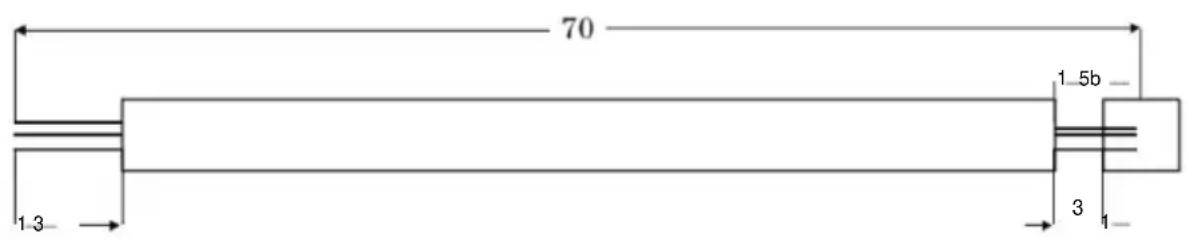
1 De draad wordt in een roltussenstuk geplaatst, pas de rolopening aan om gewoon in contact komen met de draad en dan 2big naar beneden;
2, grootte instellen:
(1) Ga naar de instellingenmodus: druk op de standby-modus
(2) Stel de voorste striplengte in
(3) stel de eerste halve striplengte in
(4) Totale lengte
(5) stel de laatste halve striplengte in
(6) terugvallengte
(7) De snij-instelwaarde: (Referentie)
(8) zet het mes terug: (Referentie)
(9) lijnmodus instellen:





3 ÿ druk op
langer dan 1 seconde stopt de machine automatisch na het dragen van een lijn, kijk of de waarde van de
rechter mes, directpress

correctie; totdat tevreden;
, de draad wordt in een roltussenstuk geplaatst, pas de rolopening aan om gewoon in contact komen met de draad en dan 2big naar beneden;
2 y instelling grootte:
(1) Ga naar setup m de: standby m depress
(2) Stel de voorste striplengte in
(3) Uitgangsstrook, parameterinstelling
(4) meertrapsmodus instellen: pers segmentmodel;
(5) Voer het aantal segmenten in dat is ingesteld: druk op filmmaterial;
(6) stel de eerste segmentlengte van de verblijfhuid in
(7) stel het eerste segment schillen in
(8) stel de tweede huidlengte in
oa S t sec o


ingesteld op meer



ao set derde verlaten huidlengte
a) stel derde huidlengte in
(12) vierde als de lengte
3 Terug naar werk foto
(14) pree
more than
1 seconde , de machine zal stoppen
automatisch na het dragen van een lijn, kijk of de waarde van de
rightknife·directpress


rrect n totdat u tevreden bent
Uitleggen
- Als de derde op 0 staat, dan is het programma dat u zojuist in tweeën hebt geknipt, enzovoort; als je de 12 sectie wilt schillen, de 12 sectie van de lengte van de hele set;
- Meervoudige stripmodus, de functie voor het draaien van de lijn is ongeldig;
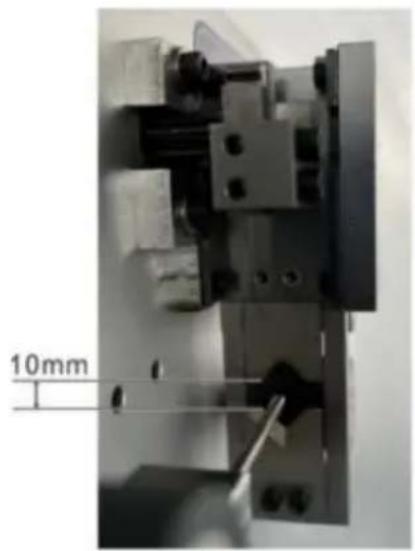
De aanpassing van de snijpositie van het mes
-
Start de machine.
-
Aanpassing van de MAX2-mespositie: de afstand tussen twee messen
De neuzen van de messen moeten ongeveer 8-10 mm zijn, terwijl de afstand tussen twee messen ' V-vorm onderste punten moeten ongeveer 34 mm zijn. (zie afbeelding A)
-
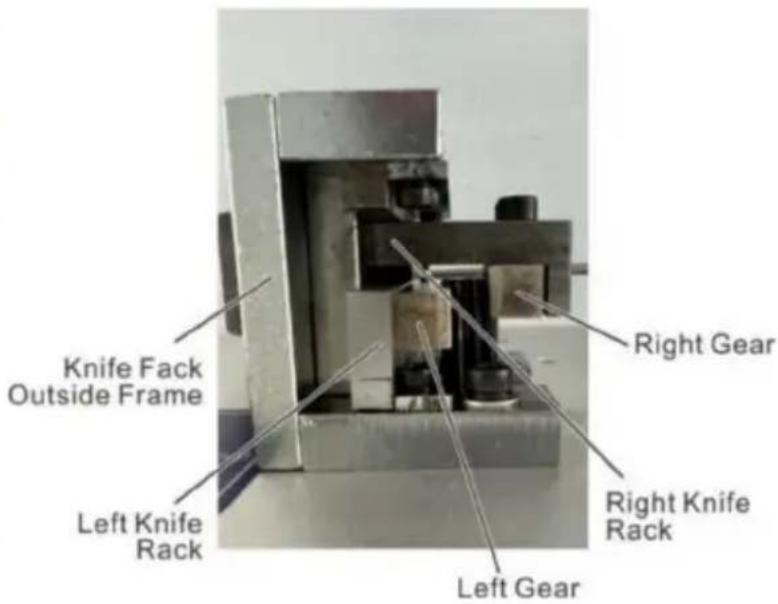
Belangrijkste aandachtspunten bij het wisselen van meslemmeten:
-
Het bovenste vlak van het binnenste linker messenrek moet het rechtermes raken rekschaaf met 19 mm, wat ook lager moet zijn dan het messenrek buitenframe met 4mm zoals getoond op afbeelding B.
-
De linker versnelling moet hoger zijn dan de middelste versnelling met 1 versnellingshoogte terwijl de rechter versnelling hoger moet zijn dan de middelste versnelling met 6 versnellingen hoogtes. (zie afbeelding B)
-
Normaal gesproken moet de afstand tussen de neuzen van twee messenbladen ongeveer 8-10 mm terwijl de afstand tussen twee bladen 'V-vormig' is onderste punten moeten ongeveer 34 mm zijn. (zie afbeelding A)
-
Plaats na het afstellen beide zijden van de tandwielen van het messenrek in het midden oksel tand en bevestig de schroeven van beide zijden messenrek.
-
Start de machine opnieuw op en pas de meswaarde aan als de snijdiepte is veranderd.
(foto A)
(foto B)
Acht, fenomeen en uitsluiting
| De opkomst van de fenomeen | verwerkingsmethode |
| Draad strippen zonder | 1. Controleer de diepte van het draadsnijden, snijmarkeringen te ondiep voor regulering "diameter" kleiner.2. de druk van het lijnwiel is niet voldoende, moet de " in de lijn" worden aangepast wieldrukregelknop", de lijn wieldruk.3. de lijnwielspeling is te groot, moet de " in de lijn" worden aangepast wielspeling verstelknop ", de lijn wielspeling wordt gereduceerd tot een goede positie.4. het strippen van de eerste set is groter dan of gelijk aan 3.5. het lijnwiel als er vuil is , moeten worden schoongemaakt.6. set terugtrekkingsmessen is mogelijk te groot, moet geschikt zijn om de intrekparameter (referentiewaarde 00 - 10).7. de volgende gereedschapsafwijking, zie hoofdstuk zevende sectie 2 test grafiek 7-7 uitlijningsconditie. |
| draad strippen zonder staart | 1. Controleer de snijdiepte van de lijnstaart, snijmarkeringen te ondiep voor regulering "diameter" kleiner.2. draadwiel , de druk is niet voldoende, moet de "ronde ronde" worden aangepast drukregelknop", de lijnwieldruk.3. De speling van het draadwiel is te groot, is vereist voor de regeling van "ronde ronde spelingverstelknop", zorgt ervoor dat de poellespeling tot een juiste positie wordt verkleind.4. het strippen van de eerste set is groter dan of gelijk aan 3,5. de poelie moet, als er vuil is, worden schoongemaakt.6. set terugtrekkingsmessen is mogelijk te groot, moet geschikt zijn om de intrekparameter (referentiewaarde 00 - 10).7. de volgende gereedschapsafwijking, zie hoofdstuk zevende sectie 2 test grafiek7-7 uitlijningsvoorwaarde. |
| draadhuid van ernstige barotrauma | 1. Beoordeel eerst barotrauma van het inlaatwiel of de katrol, de drukkracht van het wiel op klein zijn.2. contact met mijn bedrijf, de aankoop van rubberen banden. |
| Thrum schil ine kern gesneden van meerdere wortels | De "diameter" toon in 1 of 2 . probeer het opnieuw toldat de lijnkern niet meer beschadigd raakt. |
| Lengte van de lijn, er is groter dan of gelijk aan de ingestelde lengte | 1. de druk van het lijnwiel is niet voldoende en soms stript de draad zonder fenomeen is de draadstripping op de lijn groter dan een vooraf bepaalde lengte, regelend "in de lijn wiel druk regelend knio", dus de lijnwieldruk.2. y vuil, katrol, moet worden schoongemaakt.De speling van het draadinlaatwiel is te groot om de " in het lijnwiel te verstellen spelingaanpassingsknop", en een kleinere draadaanvoerwielspeling. |
| Lengte van de lijn, er is minderdan of gelijk aan de setlengte | 1 , de draad zelflijndikte a.2 , een rollend wiel met vuil, dat gereinigd moet worden. Het geleideroppervlakwas, lood erin, spaakwielen slippen met kleverige was, staalborstel en benzineschoonmaken van vier wielen.3 , draad eruit halen, niveau "00" luchtwerkingsfenomeen, uitgesloten worden.4 . Het draadlegframe heeft een kaarthysteresefenomeen, wat leidt tot een slecht draadtransport. |
| Kop en staart afsnijden of niet | 1 , Controleer de kop of staart van de draad, de draaddiameter is te klein, moet worden aangepastde "draad" groter. (een referentiewaarde 30 -90)2 controle op draadstaart, geen snijsporen, draaddiameter is te groot, moet worden aangepastde "draad" kleiner. (een referentiewaarde 30 -90) |
| soms de kop of de staartwerd afgesneden | 1 , draadwiel, de druk is niet voldoende, controleer en regel deronde ronde drukregelknop , moakdepoeledrukwordt groot.2 , de lijnwielspeling is te groot, moet de " in de lijn" worden aangepastwielspeling afstelknop ", de lijn wielspeling reductie. |
| Er zijn verschillende soortendraad lange draad | 1 , de draaddiameter is te klein, de afgeknipte draad, strip met een koperdraad, omvergroot de diameter van 1 -2 , probeer het nog eens.2 , terugtrekkingsmesset te klein, de terugtrekkingsparameters moeten worden vergroot(00-10 ) |
| soms de dirigentdraden samen geen mesgebroken | 1 , de randdelen activiteiten met de gewone olie, probeer het opnieuw (meestal 8 uurhet invullen2 , van a) . de snelheid is laag.3 , Controleer de draadspecificaties in AWG12#-regel (3 vierkanten).4 , het lemmet bot is, vlak is of aan vervanging toe is.5 volgens het zevende deel van de derde inspectie. |
| druk op uitvoeren na het afsluiten kanalleen een knippen, scherm verschijnt“ kortelijnsfinknoop “ | 1 , geen automatische uitschakelfunctie, behoort tot de normale.2 . De lengte moet groter zijn dan 32 mm (behalve voor de 98(procedures) .3 , De speling van het draadwiel is te groot, is vereist voor de regeling van "ronderonde spelingverstelknop "maakt de speling van de poelie kleiner. |
| wanneer de stroom wordt uitgeschakeldop de ventilator om normaal te werken,scherm normaal, maar volgensnear loop "na de machinekan niet bewegen | 1 . Vanwege de spanningsinstabiliteit of illegale werking van de printplaat inDe verzekeringsbuis is doorgebrand, de zekering moet vervangen worden (open het deksel van debehuizing, zichtbaar op de printplaat zitten twee 5A-verzekeringsbuizen).2 , zoals het veranderen van verzekeringsbuis, blijven doorbranden, en mijn bedrijfklantenservice afdeling of kantoor contactpersoon. |
| Insnijding schuine raaklijn | 1 , de draad zelf is te gebogen, de aankoop van een richtapparaat. een loden mondstuk zonder2 , naar het midden gerichte rand.3 , een staart kantolt , Controleer of de draadbuis te dicht tegen het gereedschap aanleunt. |
Fabrikant: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Geïmporteerd naar AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australië
Geïmporteerd naar de VS: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730

E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
| VK | REP |
YH CONSULTING LIMITED.
Technische ondersteuning en E-garantie certificaat




