
SWT508-JE - Maszyna do ściągania izolacji kabli Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia SWT508-JE Vevor w formacie PDF.

Pytania użytkowników dotyczące SWT508-JE Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Maszyna do ściągania izolacji kabli w formacie PDF za darmo! Znajdź swoją instrukcję SWT508-JE - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. SWT508-JE marki Vevor.
INSTRUKCJA OBSŁUGI SWT508-JE Vevor
Przykład szybkiej operacji
Uwaga: Mała wartość noża to
, im głę bsze jest cię cie;
grubszy drut jest
, wie ksza z wartości wycofania noża powinna być.
w poniższej tabeli podano dane parametrów odniesienia dla konfiguracji noża wartość i wartość odwrotu noża:
instrukcja obsługi
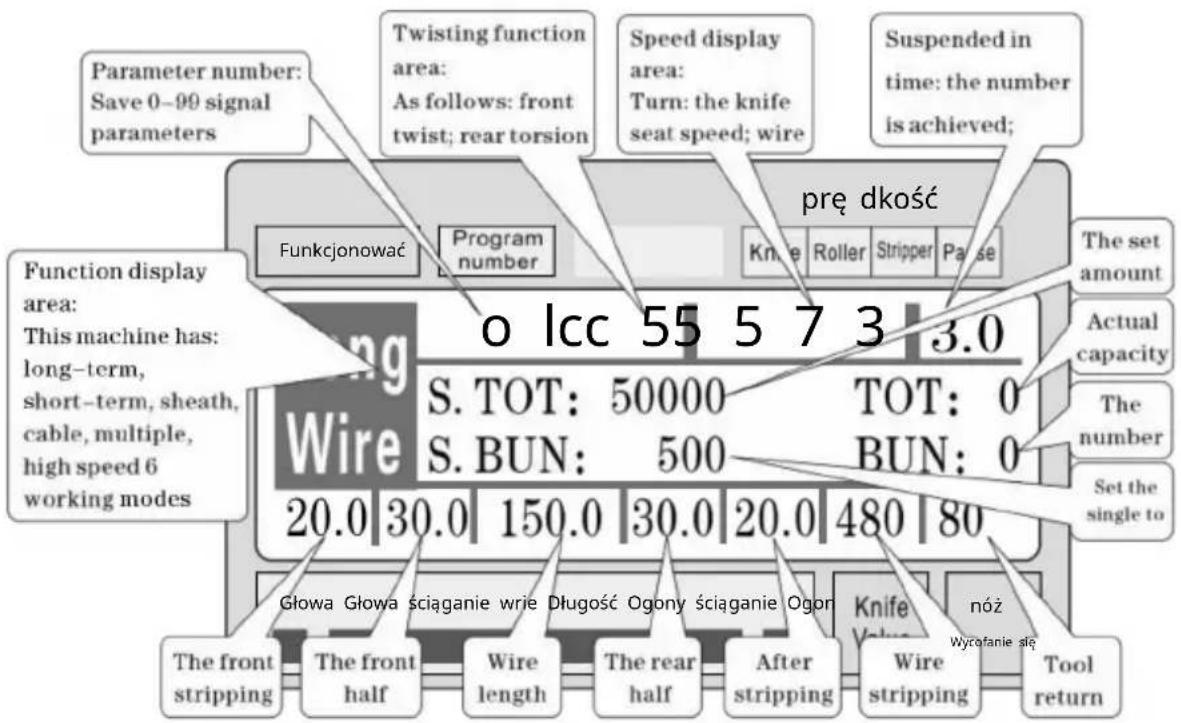
Rysunek panelu sterowania
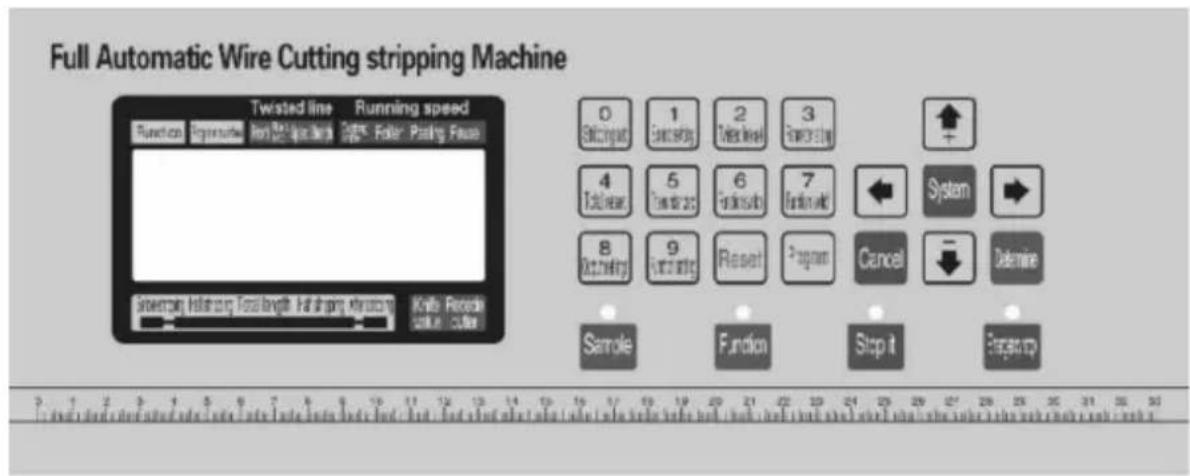
Interfejs systemowy składa się z 23 klawiszy i ekranu dotykowego o rozdzielczości 192 x 64 punktów wyświetlacz LCD matrycowy, poniżej przedstawiono informacje dotyczące każdego klawisza funkcjonować

: r w trybie gotowości m de każde krótkie naciśnię cie nce· wydajność maszyny rms a jednokrokowy, cykliczny; nawet po naciśnię ciu prasy wie cej niż około 3
towary drugiej jakości, maszyna automatycznie wykona pę tłę ; przycisk w efekt kontroli maszyny jest bardzo duży;

:w trybie gotowości naciśnij ten przycisk, a maszyna zacznie działać o praca;

:w pozycji roboczej naciśnij ten przycisk, a maszyna dokończy pracę po wyłączeniu;
: W trybie gotowości naciśnij ten przycisk, aby wykonać operację resetowania; w trybie pracy naciśnij ten przycisk, aby
maszyna ma zostać wyłączona po wykonaniu resetu działanie;
ustawić :
W stanie wprowadzania danych naciśnij ten klawisz, wprowadź liczbę 0; w stan gotowości naciśnij ten przycisk, maszyna przejdzie w tryb gotowości stan ustawień parametrów usuwania;

ustaw: W stanie wprowadzania danych naciśnij ten klawisz, wprowadź liczbę 1; w
w trybie gotowości naciśnij ten przycisk, a maszyna przejdzie w tryb prę dkości stan ustawień parametrów;
2 Twisted
Twisted ustaw: w stanie wprowadzania danych naciśnij ten klawisz, wprowadź liczbę 2 w stan gotowości naciśnij ten przycisk, maszyna przejdzie w tryb gotowości skrę canie stanu ustawień parametrów;

ustawić :
W stanie wprowadzania danych naciśnij ten klawisz, wprowadź liczbę 3; w w trybie gotowości naciśnij ten przycisk, a maszyna bę dzie działać zgodnie z bieżąca funkcja do ustawienia obrazu odpowiadającego funkcjonować;

4 Całkowity:
W stanie wprowadzania danych naciśnij ten klawisz, aby wprowadzić liczbę 4; w stan czuwania naciśnij ten przycisk, głośność 0;

5 Dobry
W stanie wprowadzania danych naciśnij ten klawisz, wprowadź liczbę 5; w stan czuwania naciśnij ten klawisz, liczba 0;
shift: w stanie wprowadzania danych naciśnij ten klawisz- wprowadź liczbę e w th: stan czuwania - naciśnij ten przycisk, aby zmienić tryb pracy maszyny;
7 Funkcjonowac
Shift: W stanie wprowadzania danych naciśnij ten klawisz, wprowadź cyfrę 7; w stan czuwania - naciśnij ten przycisk, aby zmienić tryb pracy maszyny;
8 SI OTIS. Zestaw do koka
W stanie wprowadzania danych naciśnij ten klawisz, wprowadź liczbę 8; w stan gotowości naciśnij ten przycisk, maszyna przejdzie w tryb wyjściowy ustawienia;
9 Funkcjonowac zero
W trybie wprowadzania danych naciśnij ten klawisz, wprowadź cyfrę 9; w stan gotowości naciśnij ten przycisk, maszyna przejdzie w tryb gotowości obraz ustawienia funkcji;
Reset
W stanie wprowadzania danych naciśnij ten klawisz, aby usunąć dane wejściowe; w stanie gotowości naciśnij ten klawisz, całkowita moc wyjściowa i liczba pełne wyczyszczenie 0;
Proszę
:W trybie gotowości naciśnij ten przycisk, a maszyna przejdzie w tryb ustawienia programu;
↑ +
:w ustawieniach parametrów naciskając klawisz · ustaw parametry m st niski plus 1; w stanie ustawiania parametrów naciśnij ten przycisk, wartość noża plue 1;
:W ustawieniach parametrów naciskając klawisz ustaw parametry najbardziej niski plus 1; w stanie ustawiania parametrów naciśnij ten przycisk, wartość noża minus 1;

:W ustawieniach parametrów po naciśnię ciu klawisza zmienione dane do poddaj się, ostatnie dane do zmodyfikowanego obiektu;

:W ustawieniach parametrów po naciśnię ciu klawisza zmienione dane do poddaj się, nastę pne dane do zmodyfikowanego obiektu;

: W stanie zestawu parametrów naciśnij ten klawisz, a zmienione dane zostaną zapisane.
i nastę pne dane dozapisano i zapisano w pamię ci EEP RO
obiekt zmodyfikowany;

: W stanie ustawiania parametrów naciśnij ten klawisz, aby wyjść ze stanu ustawiania parametrów; ekran ustawień funkcji, ekran ustawień rozbierania segmentowego, ekran konfiguracji systemu. naciśnij ten klawisz, aby powrócić do obrazu roboczego;

:na ekranie gotowości naciśnij klawisz, aby wejść do systemu
układ zdjęcia, należy podać haśło przed
wchodzenie do funkcji na ekranie ustawień; wieloetapowe ustawienie obierania obraz obraz, ustawienia systemu, naciskasz klawisz, wchodzisz stan ustawień parametrów;
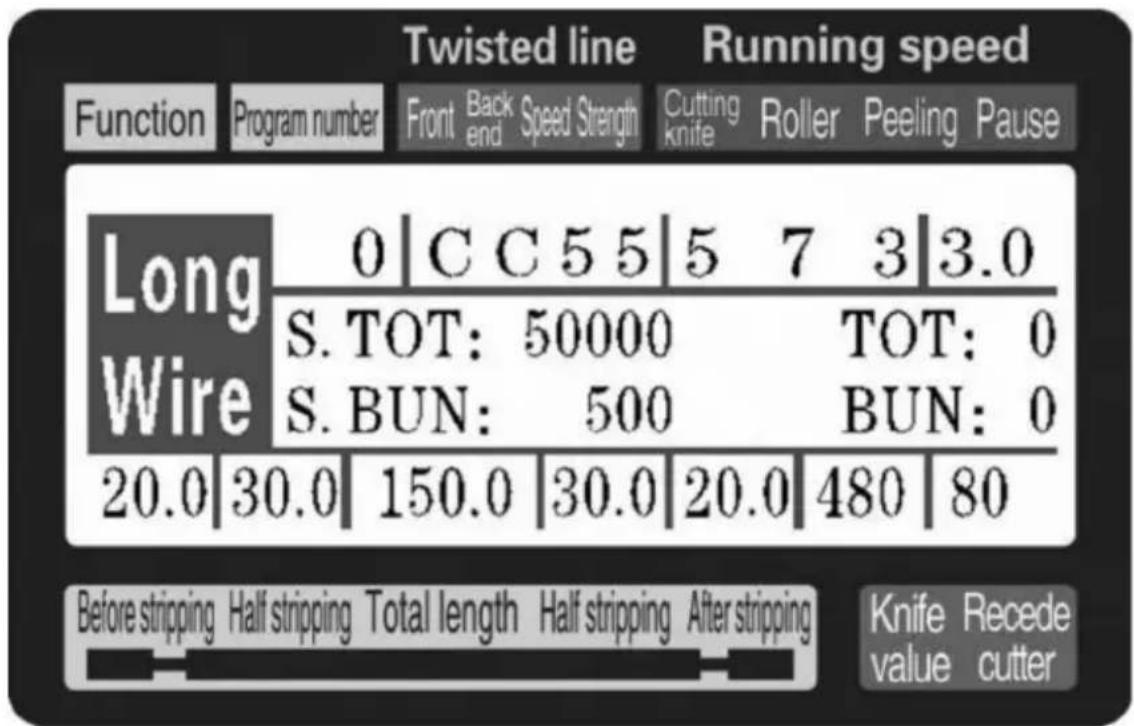
ekran roboczy
po włączeniu zasilania maszyny na ekranie pojawia się ekran startowy,
po około trzech sekundach wyświetli się ten obraz; maszyna zacznie działać,
na obrazie na ekranie; w przeciwnym razie maszyna nie mogłaby się uruchomić;
flowchart
graph TD
A["Parameter number: Save 0–99 signal parameters"] --> B["Funkcjonować"]
B --> C["Program number"]
C --> D["Twisting function area: As follows: front twist; rear torsion"]
D --> E["Speed display area: Turn: the knife seat speed; wire"]
E --> F["Suspended in time: the number is achieved;"]
F --> G["pre dkość"]
G --> H["Knife"]
G --> I["Roller"]
G --> J["Stripper"]
G --> K["Pause"]
H --> L["The set amount"]
I --> M["Actual capacity"]
J --> N["The number"]
K --> O["Set the single to"]
P["Function display area: This machine has: long-term, short-term, sheath, cable, multiple, high speed 6 working modes"] --> Q["Wire"]
Q --> R["S. TOT: 50000"]
Q --> S["S. BUN: 500"]
Q --> T["BUN: 0"]
Q --> U["20.0 30.0 150.0 30.0 20.0 480 80"]
V["Głowa Głowa ściąganie wrie Długość Ogony ściąganie Ogor"] --> W["The front stripping"]
V --> X["The front half"]
V --> Y["Wire length"]
V --> Z["The rear half"]
V --> AA["After stripping"]
V --> AB["Knife Value"]
V --> AC["Wire stripping"]
V --> AD["Tool return"]
AE["Prę dkość"] --> AF["The set amount"]
ustawianie parametrów rozbierania: W trybie gotowości naciśnij przycisk

ustaw; parametr długości przedniej zaczyna migotać, w tym momencie można bezpośrednio
wprowadź numer, jeśli pojawi się błąd wprowadzania, naciśnij Reset wyczyść wejście cyfrowe wejście

ponownie; nastę pnie naciśnij konserwacja i migotanie parametrów, aż do
długość przedniego końca, przednia połowa odsłaniana, długość całkowita, tylna połowa odsłaniana
długość, obcinak, nóż z powrotem wszystkie wartości ukończenia wejścia; Mały z
wartość noża to , im głę bsze jest cię cie, tym grubszy jest drut,
inna wartość wycofania noża powinna być wie ksza; naciśnij przycisk ustawiania parametrów

miga fr ard a parametr naciśnij ;

po rem val fa o o
parametry tuszowania w; dowolnym momencie

withdra fr m zbiór f o
parametry, powrót do stanu gotowości;
ustawienia prę dkości zdzierania: Maszyna w trybie gotowości naciśnij

; parametr prę dkości przecinarki zaczął migać w tym momencie, może bezpośrednio

wyczyść wejście cyfrowe wejście
wprowadź numer · jeśli błąd wejściowy r · naciśnij
ponownie Nastę pnie naciśnij

konserwacja migotanie parametru do momentu
prę dkość cię cia, prę dkość podawania, prę dkość usuwania, czas pauzy — wszystkie dane wejściowe
Nadiśnij przycisk ustawienia parametrów C miete

fa ash fr, and parametr:
naciśnja aftertherem val fabinkingparameters atanytimeby

wycofać się z zestawu parametrów, powrócić do stanu gotowości;
ustawienia wyjściowe: Urządzenie w trybie gotowości naciśnij

parametr brutto ustawiony tak, aby zaczął migotać, w tym momencie można bezpośrednio wprowadzić
numer jeśli inp t err r· naciśnij o

wyczyść dane wejściowe digitalai ponownie:

preservati n· i parametr migotania· nie· zestaw· theNastę pnie naciśnij
t liczba całkowita f aii wejście t C mlete; naciśnij ustawienie parametrów

wyświetla f rard a; pressparametr po rem val fa
anulować
migające parametry; w dowolnym momencie
wycofać się z zestawu
parametry, powrót do stanu gotowości;
Zestaw skrę conych linii: Naciśnij przycisk w trybie gotowości maszyny

Fronttwistm descintillati n-thistimepress

pręłączanie
Nastę pnie naciśnij konserwacja i migotanie parametru do momentu, aż fr nt
twist, tryb wprowadzania drutu skrę canego jest zakończony, nastę pnie przez poprzedni
metody wprowadzania prę dkości skrę cania, siły skrę cania; ustawianie parametrów;
naciśnięte powoduje miganiw kierunku parametekt pr:ss po
rem val fablinkingparameters: atanytimebywithdra frm
zestaw parametrów, powrót do stanu gotowości;
ustawiony numer programu: W trybie gotowości naciśnij przycisk
A
; programatyka b:gint migotanie · atthistimecandirectlyenter
numeru jeśli błąd wejściowy r • naciśnij

wyczyść ponownie wejście cyfrowe;
nastę pnie naciśnij

konserwacja stan gotowości;
Gdzie przełącznik trybu rk:
W trybie gotowości naciśnij przycisk
work mode switch;
tryb pracy wyjaśnij
Ta maszyna jest wielofunkcyjną maszyną do cię cia drutu, łącznie 6 rodzajów
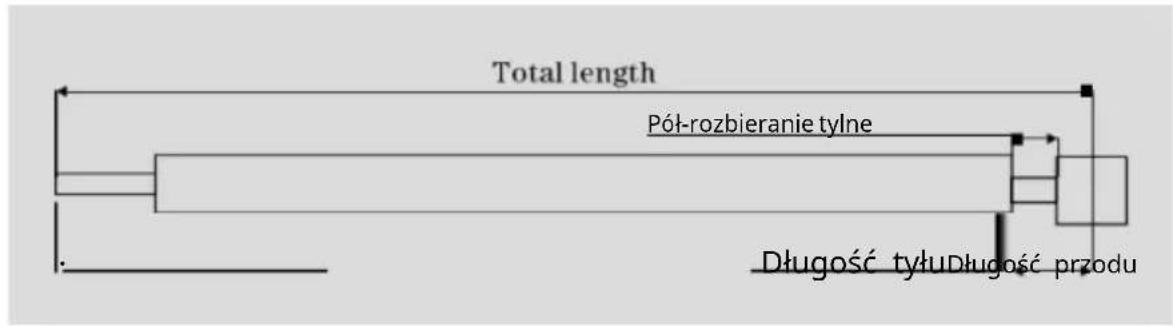
procedura cię cia i zdejmowania izolacji z drutu, poniżej opis na zdję ciu:
Tryb liniowy:

Model i tradycyjna funkcja maszyny do cię cia drutem 220,
można zamontować urządzenie do skrę cania drutu, aby zwię kszyć skrę cenie drutu,
długość, jak pokazano, tylko zgodnie z powyższą metodą, aby wprowadzić żądaną długość
^S ize, w tym trybie
funkcja niedostę pna;
Model krótkoterminowy:
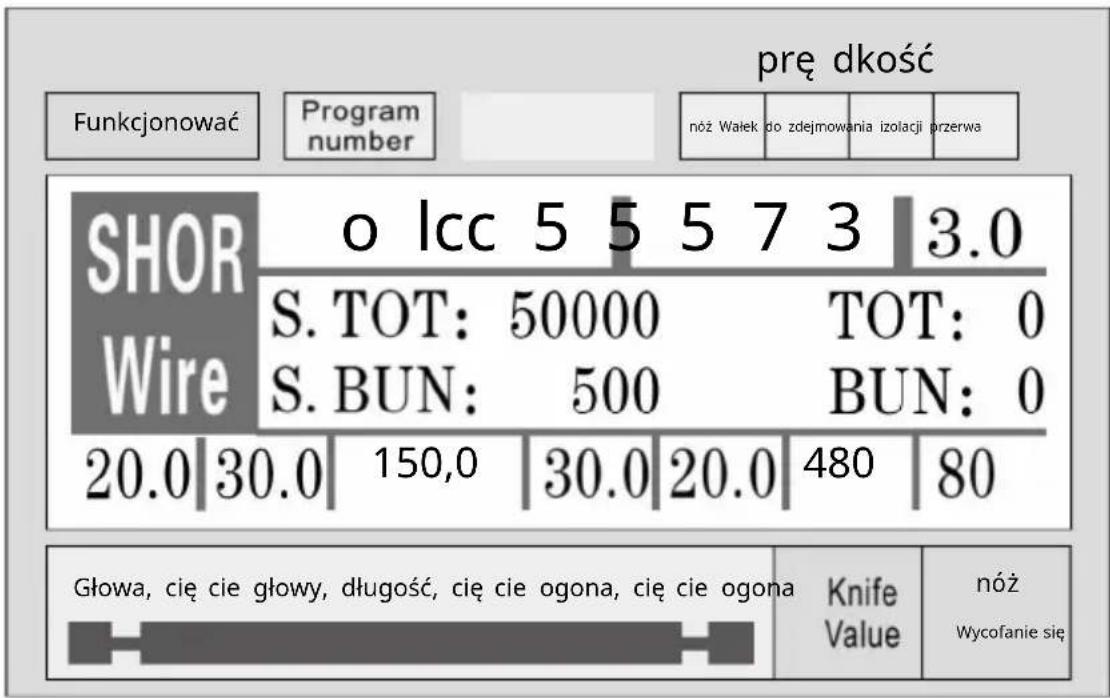
Model maszyny i długoterminowy jest zasadniczo taki sam, tylko
działanie maszyny do zdejmowania izolacji nie jest takie samo; i nie ma funkcji skrę cania linii;
ten tryb

funkcja niedostę pna;
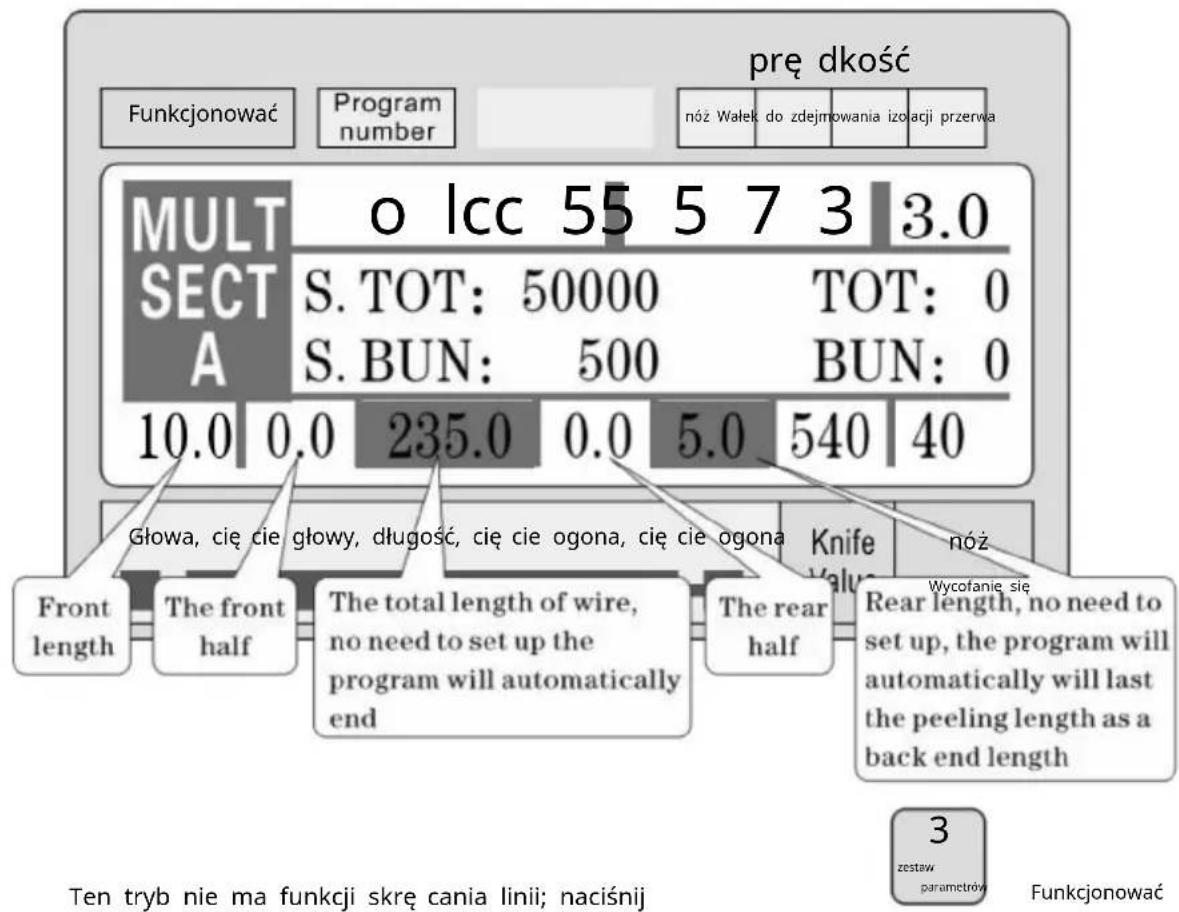
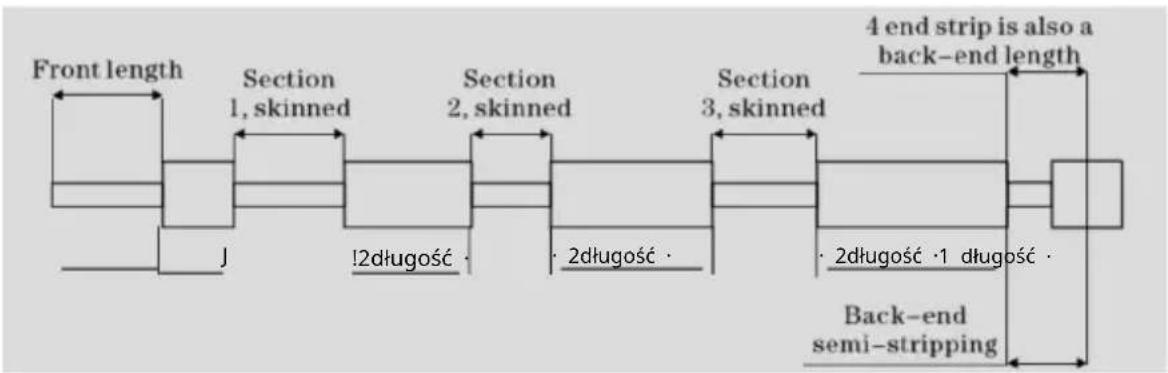
do nastę pującego obrazka ustawień funkcji kabla:
W warunkach ustawiania parametrów naciśnij


podniesiony lub
widok w dół 1 - 12 segmentów ustaw parametry; naciśnij

ustawic
parametr, aż do momentu, gdy wszystkie wprowadzone parametry zostaną ukończone;
Uwaga: w modelu wieloetapowym suma jest równa długości każdego długość przewodu i połączona z długością przedniego końca, procedury mają obliczone automatycznie i podświetlone, więc ustaw całkowitą długość, długość całości bez końca; długość końcowa to ostateczny koniec długość! Również nie ma potrzeby ustawiania, gdy wymagana długość jest ułożone jest kompletne, zestaw o
Obrazek ustawień funkcji
W stanie gotowości naciśnij

aby wejść na ten ekran; na zdję ciu
wyświetlacz, maszyna nie rozpoczyna pracy, naciśnij zdję cie;
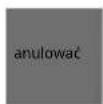
powrót do pracy

ustawienie parametrów: naciśnij
rozpocznij ustawienia · aż wszystkie parametry zostaną wprowadzone
dokończyć;
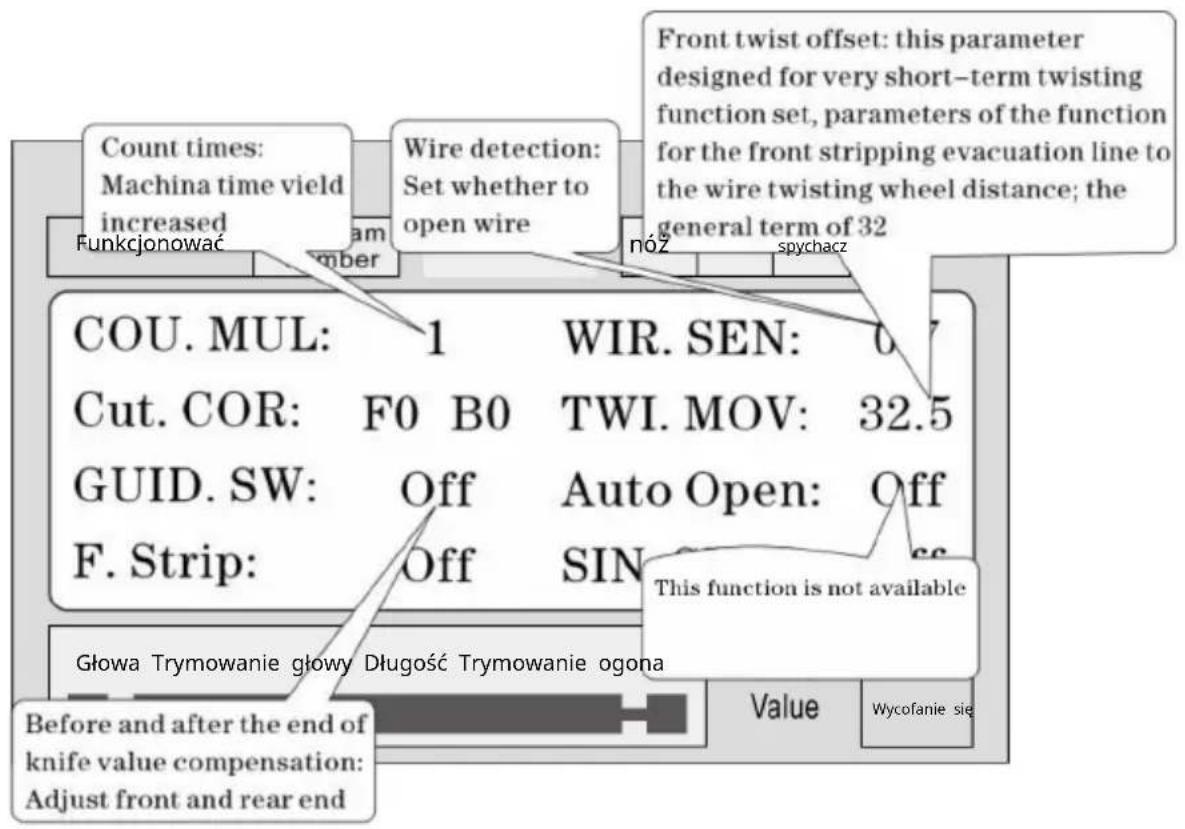
ekran konfiguracji systemu: stan gotowości · pr:ss

nie wchodzą na ten ekran
;
wprowadź hasło (10010011), aby wejść na ten ekran; wyświetl obraz,

zdję cie powrotu do pracy;
maszyna nie uruchamia się, naciśnij

ustawianie parametrów: naciśnij
rozpocznij ustawienia, aż wszystkie parametry zostaną wprowadzone
dokończyć;
zestaw do zdejmowania izolacji sprawy wymagające uwagi
1, liczba parametrów rozbierania, całkowita długość musi być wie ksza niż długość przodu + długość tyłu; w przeciwnym wypadku maszyna robocza;
2, wykorzystanie sterowania komunikacyjnego maszyny musi zapewnić, że maszyna w stanie pracy ekranu wyświetlacza i bez parametrów;
W przeciwnym razie kontrola komunikacji jest nieprawidłowa;
3, zastosuj odpowiednią prę dkość działania;
4, na ekranie roboczym i ustawieniach nieparametrów można bezpośrednio nacisnąć

wartość ustawiona przez frez bez zatrzymywania się ;
5, jeśli cztery kontrolki pracy migają, ilustruje to ustawienie parametry, można uruchomić maszynę ;
- Ustawienie linii skrę cającej: pierwsze parametry przesunię cia skrę tnego są przeznaczone do funkcja krótkotrwałego skrę cania ustawiona, co oznacza, że gdy maszyna jest wyłączona przód, podawanie drutu po odległości koła skrę tnego; czasami może być montowane do ostrza krótkoterminowego po skrę ceniu koła, nastę pnie parametr ustaw małą, osiągnij krótkotrwałą skrę tność funkcji liniowej; ogólna linia jest ustawiona na 32 , nie ma potrzeby zmiany; krótkoterminowo w zależności od ostrza i drutu pokrę tło do regulacji rzeczywistej odległości (możliwość obsługi jednym krokiem) tryb do kroku, jeżeli drut podawany jest bardziej niż koło skrę cające drut, Można zmniejszyć parametr, można go zwiększyć i odwrotnie;)
sześć, Wprowadzenie protokołu komunikacyjnego
Maszyna wyposażona jest w standardową komunikację RS485
funkcja, użytkownik może poprzez komputer hosta (PLC, Pc) bezpośrednio sterowanie maszyną; specyfikacje sprzę tu komunikacyjnego dla 38400, 8,
1 N
Poniżej przedstawiono szczegółowo akceptację poleceń przez maszynę
1 , Polecenie zatrzymania awaryjnego: Komputer wydał trzybajtowy kod szesnastkowy numer 16 01 , 66, 99; gdzie pierwsze 01 jest numerem stacji, może skonfiguruj ekran systemowy, aby zmienić, maszyna pomyślnie odebrała
zamówienie zwrócić otrzymane trzy bajty danych, ta maszyna ma otrzymałem zawiadomienie o poleceniu;
2, polecenie zatrzymania: komputer wydał trzybajtowy numer szesnastkowy 16 01, 77,
88; gdzie pierwsze 01 jest numerem stacji, można skonfigurować system ekran do zmiany, maszyna pomyślnie odebrała zamówienie zwrócono otrzymane trzy bajty danych, ta maszyna otrzymała zawiadomienie o poleceniu;
- Polecenie stop: Komputer wydał trzybajtowy numer szesnastkowy 16 01, 88,
77; gdzie pierwsze 01 jest numerem stacji, można skonfigurować system ekran do zmiany, maszyna pomyślnie otrzymała zamówienie zwrócono otrzymane trzy bajty danych, ta maszyna otrzymała zawiadomienie o poleceniu;
siedem, przykład cię cia drutu
(1) długi wzór
1, Drut umieszczna się w rolce pośredniej, dostosowując szczelinę mię dzy rolkami, aby uzyskać po prostu zetknij się z przewodem i opuść go w dół;
2, Ustaw rozmiar:
(1) Wejdź w tryb konfiguracji: naciśnij przycisk w trybie gotowości
(2) ustaw długość zdejmowania izolacji z przodu
(3) ustaw pierwszą długość połowy ściągania
(4) Długość całkowita
(5) ustaw ostatnią długość połowy ściągania
(6) długość odsunię cia
(7) Wartość zestawu noży: (Odniesienie)
(8) odchyl nóż: (Odniesienie)
(9) ustaw tryb linii:
naciskać









ustaw tryb liniowy;

3 , naciskać
dłużej niż 1 sekundę, maszyna zatrzyma się
automatycznie po przeniesieniu linii, sprawdź czy wartość
nóż prawy, directpress

korekta; do czasu spełnienia;
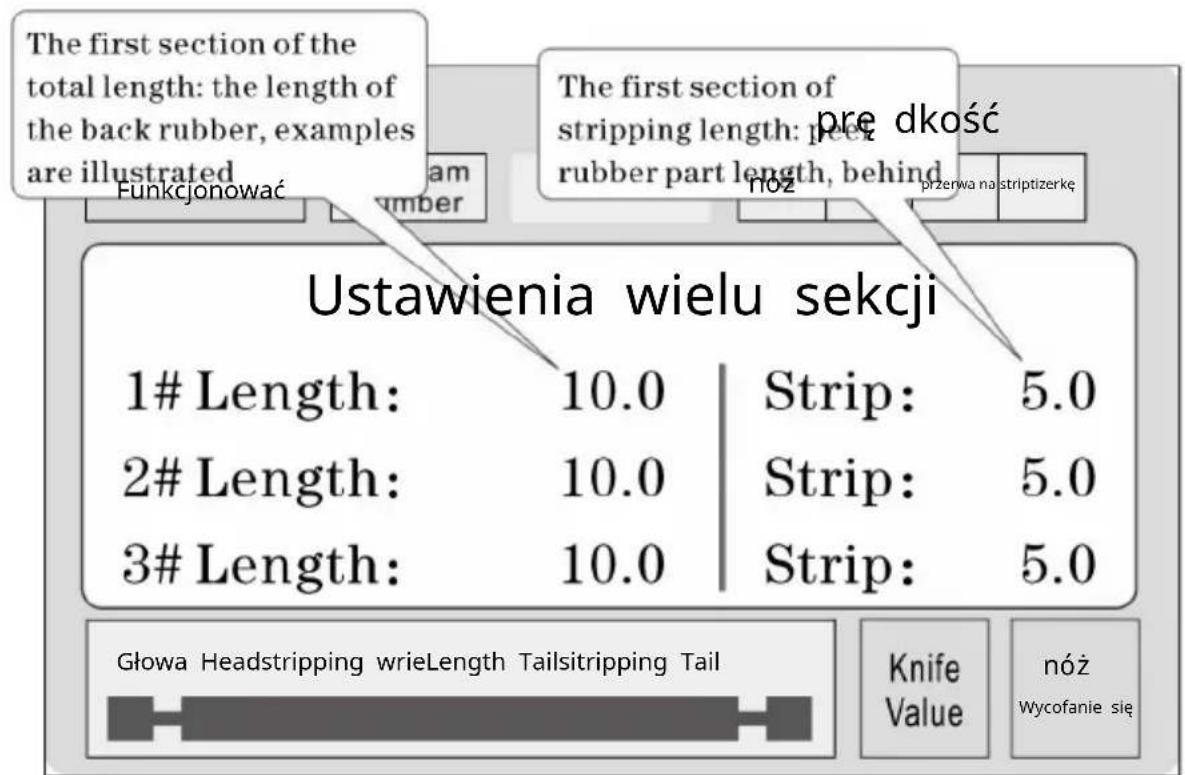
(2) Peeling wielosegmentowy
, Drut umieszcza się w rolce pośredniej, dostosowując szczelinę mię dzy rolkami, aby uzyskać
po prostu zetknij się z przewodem i opuść go w dół;
2, ustawienie rozmiaru:
(1) Wejdź w ustawienia m de: tryb gotowości m naciśnij
(2) ustaw długość zdejmowania izolacji z przodu
(3) Pasek wyjściowy, ustawienie parametrów
(4) ustaw tryb wieloetapowy:
model segmentowy;
(5) Wprowadź liczbę ustawionych segmentów: naciśnij
material filmowy;
(6) ustaw długość pierwszego segmentu skóry
(7) ustaw pierwszy segment obierający
(8) ustaw drugi pozostawiając długość skóry
oa S t sekund




ustaw na wie cej




ao ustaw trzeci pozostawiając długość skóry
a) ustaw trzecią pozostawiając długość skóry
(12) ustaw czwartą jako długość
- Powrót do pracy zdję cie
(14) pree
more than
1 sekunda

6
Long
zmlano
5
Dobry
nastawić
Delaware
Determine





automatycznie po przeniesieniu linii, sprawdź czy wartość
prawy nóż · directpress


w, jeśli nie jesteś usatysfakcjonowany
Wyjaśnić
- Jeśli trzeci jest ustawiony na 0, to program, który właśnie przeciąłeś na pół, i tak dalej;
jeśli chcesz obrać 12 sekcji, 12 sekcji długości
cały zestaw;
2, tryb wielokrotnego zdejmowania izolacji, funkcja skrę cania linii jest nieprawidłowa;
Regulacja pozycji cię cia noża
-
Uruchom maszynę.
-
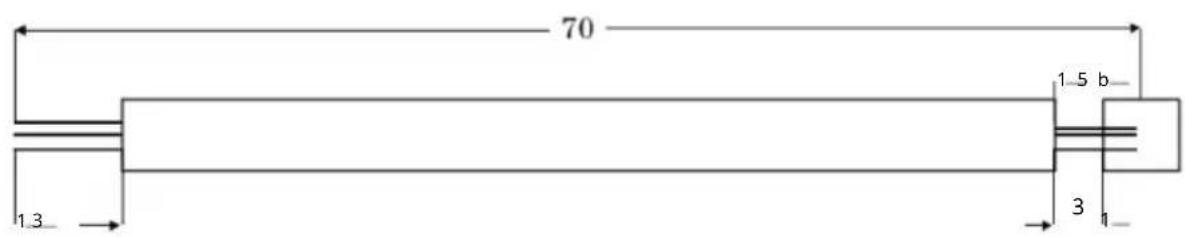
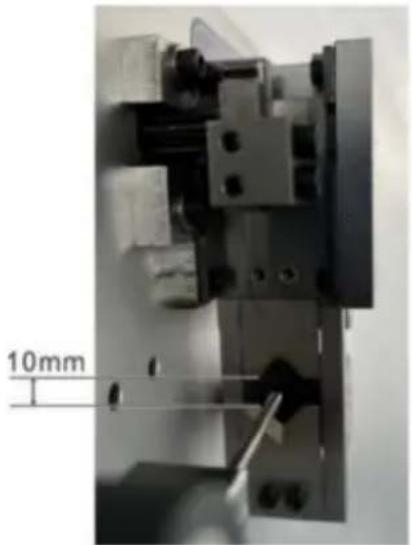
Regulacja położenia noża MAX2: odległość mię dzy dwoma nożami noski ostrzy powinny mieć około 8-10 mm, a odległość mię dzy nimi dwa ostrza w kształcie litery V powinny mieć dolną odległość około 34 mm. (zobacz zdjęć cie A)
-
Kluczowe kwestie, na które należy zwrócić uwagę przy wymianie ostrzy noży:
-
Górna płaszczyzna wewnę trznego lewego stojaka na noże powinna być skierowana w stronę prawego noża płaszczyzna zę batki o wysokości 19 mm, która również powinna być niższa niż stojak na noże rama zewnę trzna o grubości 4 mm, jak pokazano na rysunku B.
- Lewy bieg powinien być wyżej niż środkowy, z wysokością 1 biegu podczas gdy prawy bieg powinien być wyższy niż środkowy bieg przy 6 biegu wysokości. (patrz rysunek B)
- Zwykle odległość mię dzy końcami ostrzy dwóch noży powinna wynosić około 8-10 mm, podczas gdy odległość mię dzy dwoma ostrzami w kształcie litery V dolne punkty powinny mieć około 34 mm. (patrz rysunek A)
- Po dokonaniu regulacji włóż obie strony ze batek ze batki noża do środka ząb osiowy i przykrę ć śruby po obu stronach stojaka na noże.
- Uruchom ponownie maszynę i wyreguluj wartość noża, jeśli głę bokość cię cia jest za duża. jest zmienione.
Osiem, zjawisko i wykluczenie
| Pojawienie się zjawisko | metoda przetwarzania |
| Zrywanie gwintu bez | 1, sprawdź głę bokość nacinania gwintu, ślady nacinania są zbyt płytkie, aby je regulować "średnica" mniejsza.2, ciśnienie w kole liniowym nie jest wystarczające, należy wyregulować „w linii” pokrę tło regulacji ciśnienia w kołach", linia ciśnienia w kołach.3, luz koła liniowego jest zbyt duży, należy dostosować „do linii” pokrę tło regulacji luzu koła, luz koła liniowego jest zmniejszony do właściwa pozycja.4, usunię cie pierwszego zestawu jest wię ksze lub równe 3.5, koło linowe jeśli jest brudne , wymagane czyszczenie.6, zestaw noży wycofujących może być za duży, powinien być odpowiedni do zmniejszenia parametr cofania (wartość referencyjna 00 - 10).7, nastę pne narzę dzie niewspółosiowość, proszę zapoznać się z rozdziałem siódmym sekcja 2 test wykres 7-7 stan wyrównania. |
| ściąganie izolacji z przewodów bez ogona | 1, sprawdź głę bokość cię cia końcówki żyłki, ślady cię cia są zbyt płytkie, aby je regulować "średnica" mniejsza.2, koło druciane . ciśnienie nie jest wystarczające, trzeba wyregulować "okrągły" pokrę tło regulacji ciśnienia", ciśnienie koła liniowego.3, luz koła drucianego jest zbyt duży, jest wymagany do regulacji „okrągłego” pokrę tło regulacji szczeliny okrągłej ", sprawia, że szczelina koła pasowego zostaje zmniejszona do właściwej pozycji.4 rozebranie pierwszego zestawu jest wię ksze lub równe 3,5, jeśli koło pasowe jest zabrudzone, należy je wyczyścić.6, zestaw noży wycofujących może być za duży, powinien być odpowiedni do zmniejszenia parametr cofania (wartość referencyjna 00 - 10).7, nastę pne narzę dzie niewspółosiowość, proszę zapoznać się z rozdziałem siódmym sekcja 2 test wykres 7-7 warunek wyrównania. |
| skóra z drutu o cię żkim przebiegu barotrauma | 1. Najpierw oceń barotraumę z koła wlotowego lub koła pasowego, się nacisku koła na być małym.2, skontaktuj się z moją firmą, skup opon gumowych. |
| Wytnij rdzeń zł lupiny kilka korzeni | „Średnica“ ton 1 lub 2 , ponawiaj próbę , aż nie uszkodzisz rdzenia linii. |
| Długość linii, jest wiekszy lub równy ustaw długość | 1, Ciśnienie w kole linowym nie jest wystarczające i czasami dochodzi do zerwania gwintu bez zjawiska, zerwanie nici na linii jest wię ksze niż ustalona długość, regulująca „do koła liniowego regulującego ciśnienie knio", Czyli linia nacisku koła.2. Brud, koło pasowe, wymaga czyszczenia.Luz wlotu drutu jest zbyt duży, aby dopasować „do koła liniowego” pokrę tło regulacji luzu i mniejsza szczelina koła podającego drut. |
| Długość linii, jest mniejszaniż lub równe zestawowidługość | 1, grubość samego drutu a.2, toczące się koło z brudem, wymagające czyszczenia. Powierzchnia przewodnikawosk, ołów, koła druciane ślizgają się z lepkim woskiem, szczotką drucianą i benzynączyszczenie czterech kółek.3, wyjąć przewód, poziom „00” zjawisko działania powietrza, wykluczyć.4. Rama układająca przewód ma zjawisko histerezy, co prowadzi do siąbego przenoszenia przewodu. |
| Z odcię ciem głowy i ogona lub bez odcię cia | 1, sprawdź głowicę lub ogon odcię tego drutu, średnica drutu jest zbyt mała, należy ją wyregulować"drut" wie kszy. (wartość odniesienia 30 -90)2. Sprawdź, czyna końcu nici nie ma śladów przecię cia, średnica drutu jest zbyt duża, należyją wyregulować"drut" mniejszy. (wartość odniesienia 30 -90) |
| czasami głowa lub ogonzostał odcię ty | 1, koło druciane, ciśnienie nie jest wystarczające, proszę sprawdzić i wyregulować"pokrę tło regulacji ciśnienia okrągłe zróżnaciskkoła pasowegostaje się wielki.2, luz koła liniowego jest zbyt duży, należy dostosować „do linii"pokrę tło regulacji luzu koła", linia zmniejszająca luz koła. |
| Istnieje kilka nurtówdrut długi gwint | 1, średnica drutu jest zbyt mała, należy przeciąć drut, odizolować go drutem miedzianym,zwie kszyć średnicę o 1 -2 , spróbuł ponownie.2, zestaw noży wycofujących jest za mały, należy zwię kszyć parametry wycofywania(00-10 ) |
| czasami dyrygowanieprzewody razem bez nożazłamany | 1, czynności części krawę dziowych z użyciem zwykłego oleju, spróbuj ponownie (zwykle 8 godzin)wypełniając2, a) prę dkość jest niska.3, sprawdź specyfikację przewodu w linii AWG12# (kwadrat 3).4, ostrze jest tę pe, płaskie, do wymiany.5. Zgodnie z siódmą części ścią trzeciej inspekcji. |
| naciśnij przycisk po wyłączeniu, aby uruchomictylko wytnij a, pojawia się ekran"kreśka linie lub wie zet" | 1, brak funkcji automatycznego wyłączania, należy do normy.2. Ustawienie długości powinno być wie ksze niż 32 mm (z wyjątkiem 98(procedury).3, luz koła drucianego jest zbyt duży, jest wymagany do regulacji „okrągłego"pokrę tło regulacji szczeliny okrągłej "zmniejsza szczelinę koła pasowego. |
| gdy zasilanie jest wyłączone na wentylatorze, aby działałnormalnie, ekran normalnie, ale zgodnie zDo " użetomi "po maszynie"nie mogę się ruszyć | 1. Z powodu niestabilności napię cia lub nieprawidłowej pracy płytki drukowanejprzepalona rurka ubezpieczeniowa, trzeba wymienić bezpiecznik (otworzyć pokrywęobudowy, widać na płytce drukowanej dwie rurki ubezpieczeniowe 5A).2, takie jak zmiana ubezpieczenia, nadal się wypalają, a moja firmakontakt z działem obsługi klienta lub biurem. |
| Nacię cie skośne styczne | 1, drut sam w sobie jest zbyt zakrzywiony, zakup urządzenia prostującego. otwór2, prowadzący bez zwróconej do środka krawę dzi.3, Ogon przechyla się , sprawdź, czy rura stalowa nie opiera się zbyt blisko narzę dzia. |
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt nad Menem.
| REP WIEL KIEJ BRYTANII |
YH CONSULTING LIMITED.
Wsparcie techniczne i certyfikat e-gwarancji
www.vevor.comlwsparcie
VEVOR®
TOUGH TOOLS, HALF PRICE




