
SWT508-JE - Kabelavmantlingsmaskin Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis SWT508-JE Vevor i PDF-format.

Användarfrågor om SWT508-JE Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Kabelavmantlingsmaskin i PDF-format gratis! Hitta din manual SWT508-JE - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. SWT508-JE av märket Vevor.
BRUKSANVISNING SWT508-JE Vevor
Exempel på snabb drift
Obs: Det lilla av knivvärdet är
, desto djupare av skärningen är; de
tjockare av träden är
, det största av knivens reträttvärde bör vara. De
Följande tabell är referensparameterdata för inställning av kniv värde och knivretreatvärde:
bruksanvisning
Systemgränssnittet består av 23 nycklar och en 192 X 64 punkter matris LCD-skärm, kommer följande att introduceras till varje tangent fungera
Sample
: In standby m de varje, kort tryck once· maskinperf rms a enstegs, cyklisk; även efter pressen mer än cirka 3 sekunder, maskinen kör automatiskt en loop; knappen in maskinstyrningseffekten är mycket stor;
Function
: i standbyläge m tryok in denna knapp nomaskinen startar t o arbete;
Stop it
: nI W rkingostatyn trycker, du på denna rumpa n· maskinen kommer att avsluta arbetet efter avstängning;
Emergency stop
: i standbyläge m tryck in denna knapp-n kommer maskinen att utföra en återställningsåtgärd; i arbetsläge, tryck på den här knappen
maskinen för att stänga av, efter genomförandet av återställningen handling;

I ett datainmatningstillstånd, tryck på den här knappen, ange siffran 0; i standby-läge trycker du på den här knappen, kommer maskinen att gå in i strippa parameterinställningstillstånd;

ett datainmatningstillstånd trycker du på den här knappen, ange siffran 1; i standby-läge tryck på den här knappen, maskinen kommer in i hastigheten parameterinställningstillstånd;
2 Twisted
Twisted set: i ett datainmatningstillständ trycker du på denna tangent- ange siffran 2 i standby-läge trycker du på den här knappen, kommer maskinen att gå in i vridning av parameterinställningstillständ;

I ett datainmatningstillständ trycker du på den här knappen, ange siffran 3; i standby-läge trycker du på denna knapp kommer maskinen enligt aktuell funktion till inställningsbild som motsvarar fungera;

: I ett datainmatningstillständ trycker du på den här knappen anger siffran 4; i standbyläge tryck på denna knapp, volym 0;

I ett datainmatningstillstånd, tryck på den här knappen, ange siffran 5; i standby-läge tryck på denna knapp, antalet 0;
6
shift : i ett datainmatningstillstånd trycker du på denna tangent- skriv in siffran e i th: standby-läge tryck på den här knappen, byt maskinarbetsläge;
7
Fungera
shift : I ett datainmatningstillstånd trycker du på denna tangent, ange siffran 7; i standby-läge tryck på den här knappen, byt maskinarbetsläge;
8
SI OTIS. Bull set
I ett datainmatningstillstånd trycker du på den här knappen, ange siffran 8; i standby-läge tryck på denna knapp, maskinen går in i utgången inställningar;
9
Fungera zero
I ett datainmatningstillständ trycker du på denna tangent, ange siffran 9; i standby-läge trycker du på den här knappen, kommer maskinen att gå in i funktionsinställningsbild;
Reset
I ett datainmatningstillständ trycker du på denna tangent, för att ta bort indata; i standby-läget tryck på denna knapp, total produktion och antalet helt klar 0;
behaga
: I standby-läge trycker du på den här knappen, maskinen går in i programinställningar;

: i parameterinställningarna genom att trycka på knappen- ställ in parametrar m st lägt plus 1; i ett parameterinställningstillstånd trycker du på den här knappen knivvärde plue 1;

: I parameterinställningarna genom att trycka på knappen, ställ in parametrarna mest lågt plus 1; i ett parameterinställningstillständ trycker du på den här knappen knivvärde minus 1;

: I parameterinställningarna genom att trycka på knappen, ändras data till ge upp, de sista data till modifierade objekt;

: I parameterinställningarna genom att trycka på knappen, ändras data till ge upp, nästa data till modifierade objekt;

: I tillståndet för parameteruppsättning trycker du på den här knappen, de ändrade data kommer att vara
och den förinställda data in osparas och skrivs till EEP F
modifierat objekt;
avboka
: I tillståndet för parameterinställning, tryck på denna tangent, avsluta parameterinställningstillståndet; skärmen för funktionsinställning, inställningsskärmen för segmentell stripping, systeminställningsskärm. tryck på denna tangent, återgå till arbetsbilden;
System
: på standbyskärmen, tryck på knappen, gå in i systemet arrangemang av bilden, måste ange lösenordet innan ange, i en inställningsskärm, funktion; flerstegs peelinginställning bild bild, systeminställningar, trycker du på knappen, anger parameterinställningstillständ;
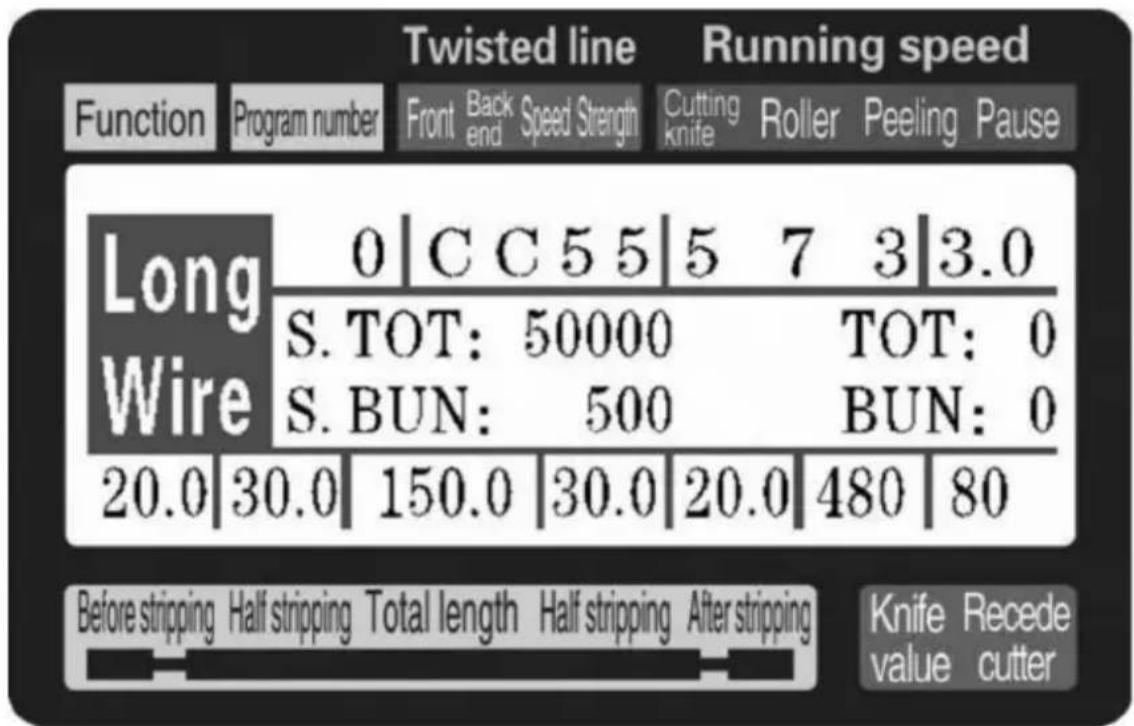
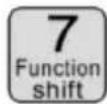
arbetsskärm
när maskinen är påslagen visas startskärmen på skärmen, cirka tre sekunder visar den här bilden; maskinen börjar gå, i bilden på skärmen; annars kunde inte maskinen starta;
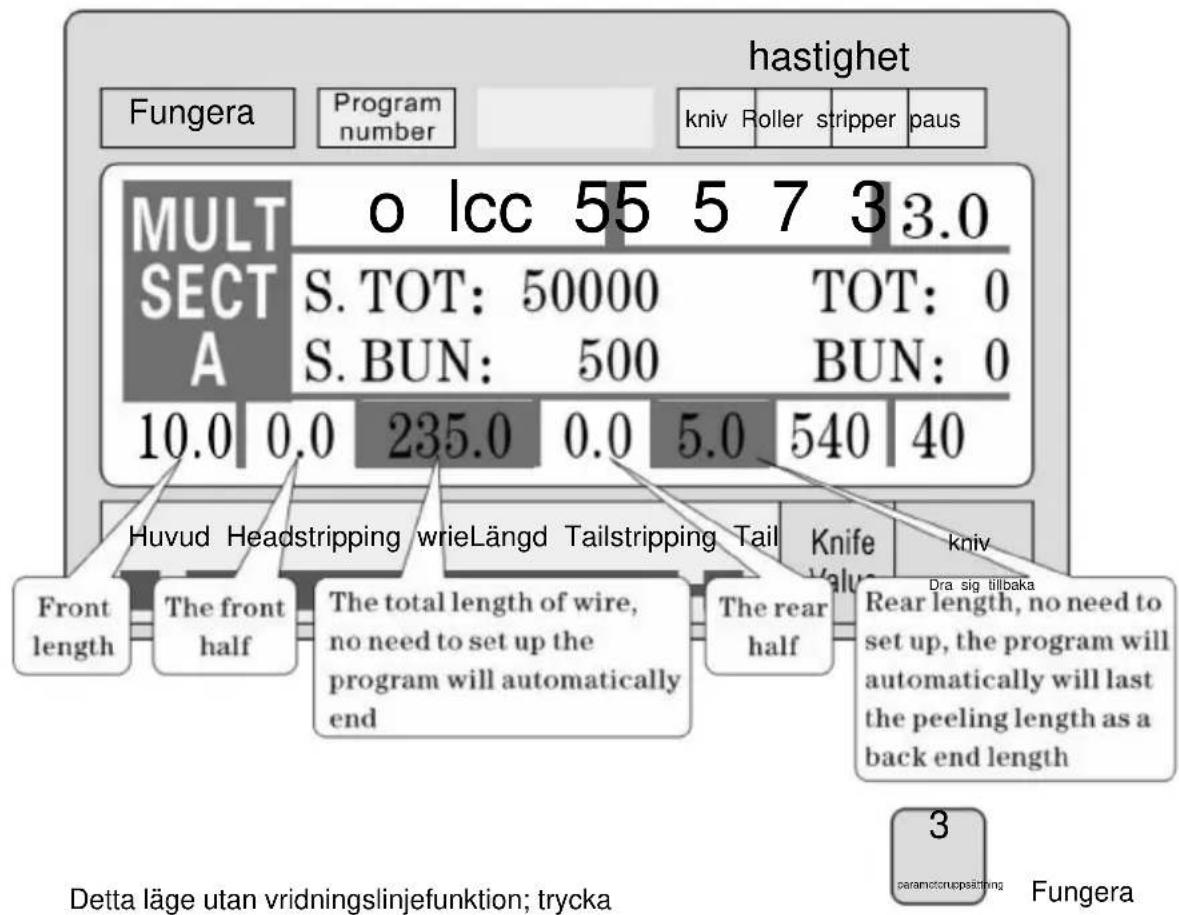
hastighet
Fungera
o lcc 55 5 7 3
Huvud Huvudet strippande wrie Längd Svansar rivande Svans
kniv
Dra sig tillbaka
inställning av strippningsparameter: Maskinen i standbyläge, tryck
0
strippning
set ; främre längd parametern börjar flimra, vid denna tidpunkt kan direkt
ange numret, om inmatningsfelet, tryck
klar ingång digital ingång
igen; tryck sedan på konservering och ett paremeterflimmer tills
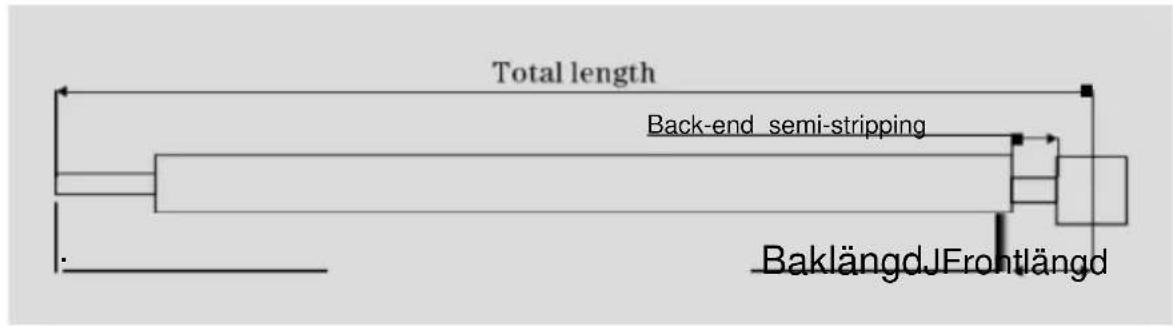
främre ände längd, främre halv strippning, total längd, bakre halv stripp ände
längd, fräs, kniv tillbaka alla inmatade slutförande värde; Det lilla av
knivvärdet är , desto djupare av skärningen är; desto tjockare av träden är,
annat större av knivens reträttvärde bör vara; parameterinställning tryck

blinkar från en paremetertryckning

efter rem val fa o

withdra främ uppsättningen f
bl färgparametrar när som helst av
parametrar, tillbaka till standbyläge;
inställningar för strippningshastighet: Tryck på maskinen i standbyläge

; skärhastighetsparametern började blinka vid denna tidpunkt kan direkt

klar ingång digital ingång
ange numret· om inmatningsfelet ∅· tryck

igen Tryck sedan på preservati och en parameter flimmer·tills
skärhastighet, matningshastighet, strippningshastighet, paustid alla indata till

flaska fr, and en parameter:
Comiete parameterinställning tryck
tryck ▶edan efter val fabiningparametrar, när som helst

dra dig ur uppsättningen av parametrar, tillbaka till standby-läget;
utgångsinställningar: Tryck på maskinen i standbyläge

brutto parameter inställd för att börja flimra, vid denna tidpunkt kan direkt gå in i

rensa digital ingång igen:
nummer, om inp t u fel r· dryck

Tryck sedan på preservatiën och en parameter flimmer- until set- the
tytalt antal f aii inmatning t Cymlete; parameterinställning tryck

blinkande parametrar; när som helst av
dra sig ur uppsättningen av
parametrar, tillbaka till standbyläge;
Twisted line set: Tryck på maskinen i standbyläge

Fro nttwistmÿdescintillatiÿn-thistimepress

Tryck sedan på preservati n. och en parameter flimmer. tills fränt
vrida, ingångsläget för snodd tråd är slutfört, sedan av föregående
metoder för inmatning av torsionslinjehastighet, vridningsstyrka; parameterinställning;
tryckykinkar f rward eparameter:r pr:s after
rem val fablinkingparametrar: när som helst genom att ta tillbaka frm
uppsättningen parametrar, tillbaka till standbyläge;
programnummer inställt: Maskinen i standbyläge, tryck
a
; programargumentsb:gint flicker· vid denna tid kan du gå in direkt
det n umber· om inmatningen är fel r· tryck

clearing digital inp t igenu
tryck sedan på

bevara n·t beredskapsläge;
där rk lägesomkopplare:
Maskinen i standbyläge trycker du på

work mode switch;
arbetsläge förklara
Denna maskin är en multifunktionell trådskärmaskin, totalt 6 typer
avskärning och strippning av tråd, följande bildbeskrivning:
Linjeläge:
Modellen och den traditionella 220 trådskärmaskinen fungerar, kan monteras tråd vridning enhet för att öka den tvinnade tråd, tråd längd som visas, endast enligt ovanstående metod för att mata in en önskad
^s i detta läge

funktionen är inte tillgänglig;
Modellen maskin och lång sikt är i princip densamma, bara
maskinens borttagning är inte densamma; och ingen vridningslinjefunktion; på
detta läge 3 parameteruppelatning funktionen är inte tillgänglig;
i följande kabelfunktionsinställningsbild:
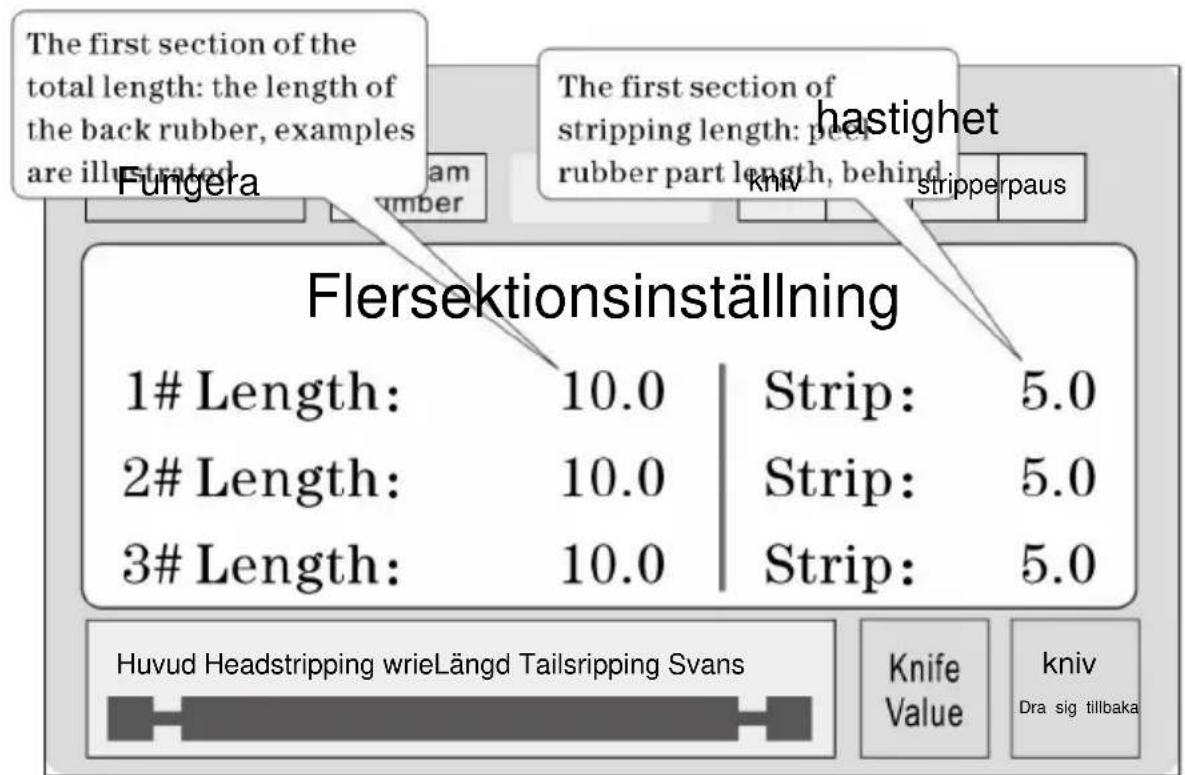
flowchart
graph TD
A["The first section of the total length: the length of the back rubber, examples are illustrated"] --> B["Fungera"]
C["The first section of stripping length: peer rubber part length, behind"] --> D["kniv"]
E["hastighet"] --> F["stripperpaus"]
G["Flersektionsinställning"] --> H["1# Length: 10.0"]
G --> I["2# Length: 10.0"]
G --> J["3# Length: 10.0"]
H & I & J --> K["Strip: 5.0"]
K --> L["Strip: 5.0"]
L --> M["Strip: 5.0"]
N["Huvud Headstripping wrieLängd Tailsripping Svans"] --> O["Knife Value"]
P["kniv Dra sig tillbaka"] --> Q["kniv"]
I ett parameterinställningstillständ, tryck


upward eller
vy nedåt 1 - 12 segmentinställda parametrar; trycka parameter, tills alla parametrar matas in för att slutföra;

upcoming
Obs: i en flerstegsmodell är totalen lika med längden på varje trådlängd och i kombination med frontändens längd har procedurer beräknats automatiskt och höjd, så ställ in den totala längden, längden av det hela no end; ändlängden är den sista änden av längd på! Du behöver inte heller ställa in, när den önskade längden är arrangerat är avslutat, en uppsättning av o
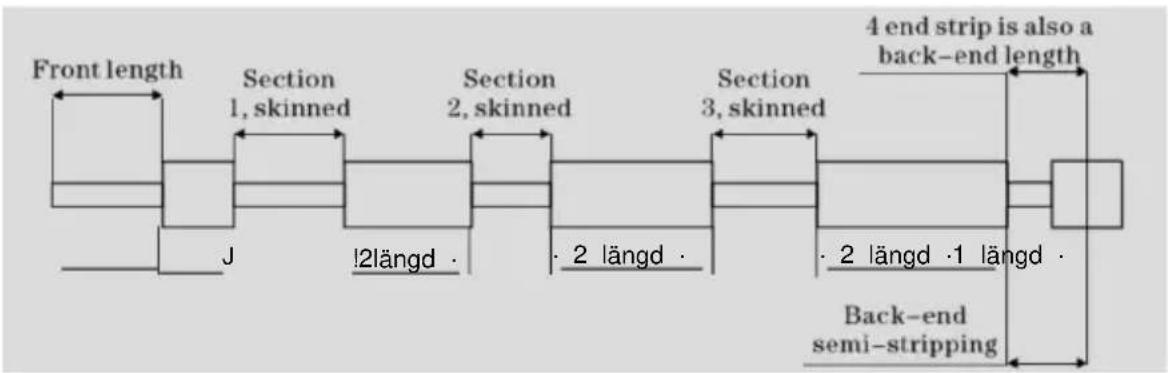
Bild för funktionsinställning
I vänteläge trycker du på

för att gå in på den här skärmen; på bilden
display, maskinen startar inte arbetet, tryck bild;

återgå till arbetet
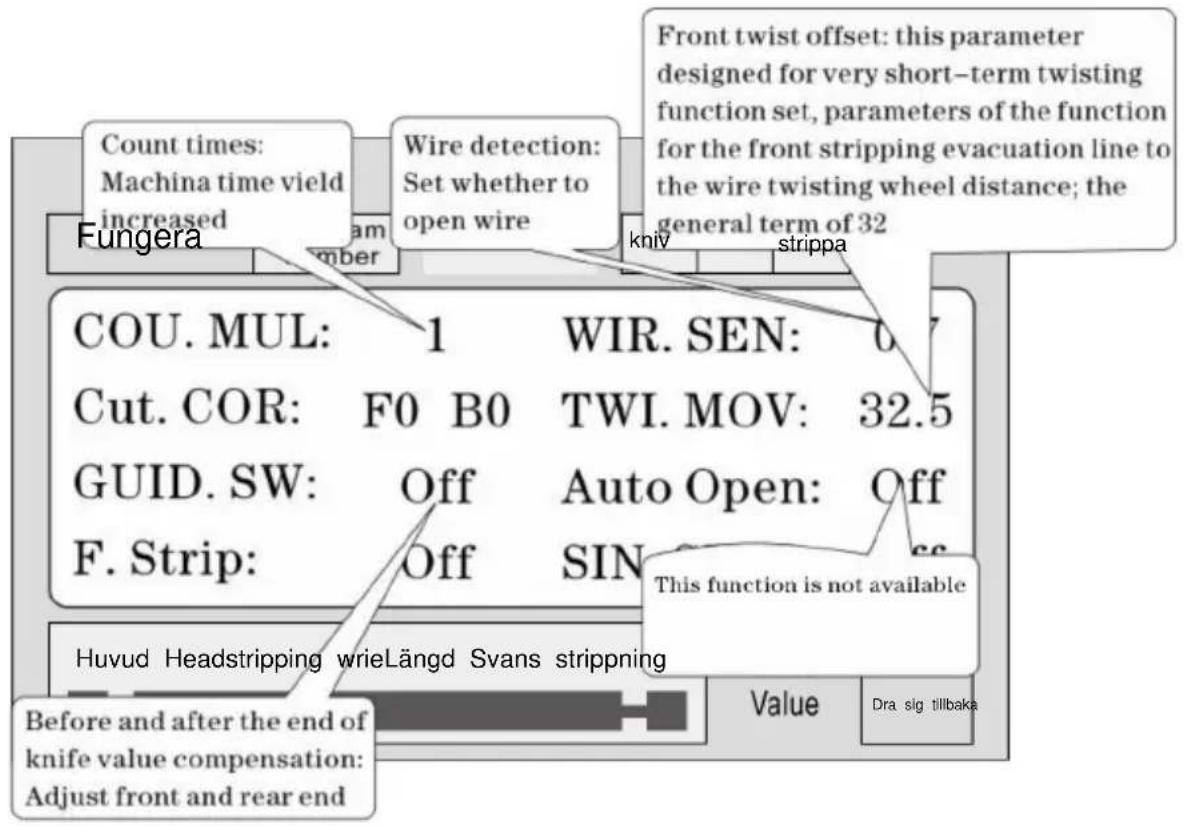
parameterinställning: tryck
starta inställningar- tills alla parametrar matas in
att slutföra;
systeminställningsskärm: standbyläge· pr:ss

t gå in på den här skärmen,
ange lösenord (10010011) för att komma in på den här skärmen; visa bilden, den
maskinen startar inte arbetet, tryck
återgå till jobbet bild;

parameterinställning: tryck
startinställningar, tills alla parametrar matas in
att slutföra;
stripping set ärenden som kräver uppmärksamhet
1, ett antal strippningsparameter, måste den totala längden vara större än framändens längd + bakändens längd; annars arbetsmaskinen;
2, användning av kommunikationsstyrning av maskinen, måste säkerställa att
maskinen i displayen fungerar och icke-parameter etup-tillständ;
annat , kommunikationskontrollen är ogiltig;
3, använd lämplig hastighetsdrift;
4 i skärmen arbete och icke-parameterinställningar, kan direkt tryckas


skärets inställda värde utan att stanna;
5 om de fyra körindikatorerna blinkar, illustrerar inställningen parametrar, kan starta maskinen;
6 yinställning av vridningslinje: de första torsionsoffsetparametrarna är designade för kortsiktiga vridningsfunktioner, vilket betyder när maskinen av din fram, trådmating efter vridning av hjulavständ; ibland kan vara monteras på korttidsbladet efter vridning av hjulet, sedan parametern ställ små, nå kortvarig vridning en linje funktion; allmän linje är inställd på 32 , inget behov av att ändra; kortsiktigt enligt bladet och vajern vridande hjulets faktiska avständsjustering; (kan enstegsdrift läge till steget, om träden matar mer än trådtvinningshjulet, kan minska parametern kan ökas, och vice versa;)
sex, Introduktion av kommunikationsprotokoll
Maskinen är utrustad med en standard RS485-kommunikation funktion kan användaren via värddatorn (PLC, Pc) till direkt styra maskinen; kommunikationshårdvaruspecifikationer för 38400, 8,
1 N
Följande är att maskinen accepterar kommandon i detalj
- nödstoppkommandot: Pc utfärdas tre byte hexadecimal
nummer 16 01 66, 99; där den första 01 är stationsnumret, kan ställa in en systemskärm för att ändra, maskinen har tagits emot
ordern kommer att returnera mottagit de tre byte med data, den här maskinen har fått meddelande om kommandot;
2ÿ stoppkommando: Pc utfärdade tre byte hexadecimalt nummer 16 01, 77,
88; varvid den första 01 är stationsnumret, kan sätta upp ett system
skärmen för att ändra, har maskinen tagit emot beställningen
return mottog de tre byte med data, den här maskinen har tagit emot
meddelande om kommandot;
3ÿ stoppkommando: Pc utfärdade tre byte hexadecimal nummer 16 01, 88,
77; varvid den första 01 är stationsnumret, kan sätta upp ett system
skärm för att ändra, maskinen tog emot beställningen framgångsrikt
return mottog de tre byte med data, den här maskinen har tagit emot
meddelande om kommandot;
sju, trådskärningsexempel
(1) långt mönster

- Tråden placeras i en rulle mellanliggande, justera rullgapet för att ha
kom bara i kontakt med träden och sedan ner 2big;
2, inställd storlek:
(1) Gå in i inställningsläge: tryck i vänteläge
(2) ställ in den främre skalningslängden
(3) ställ in den första halvstrippningslängden
(4) Total längd
(5) ställ in den sista halvstrippningslängden
(6) backlängd
(7) Fräsens inställningsvärde: (Referens )
(8) sätt tillbaka kniven: (Referens)
(9) ställ in linjeläge:







^3 ÿ tryck
mer än 1 sekund stannar maskinen
automatiskt efter att ha bär en linje, ta en titt om värdet av
höger kniv, direktpress

korrektion; tills nöjd;
(2) Multisegment peeling
I, träden placeras i en rulle mellanliggande, justera rullgapet för att ha
kom bara i kontakt med träden och sedan ner 2big;
2 y inställningsstorlek:
(1) Gå in i setup m de standby m tryck o
(2) ställ in den främre skalningslängden
(3) Exit list, parameterinställning
(4) ställ in flerstegsläge: trycka segmentmodell;
(5) Ange antalet inställda segment: tryck antal fot;
(6) ställ in det första segmentets längd på staghuden
(7) ställ in det första segmentet peeling
(8) ställ in andra lämnar huden längd
oa S t sek nd o

inställd på mer




ao set tredje lämnande hudlängd
a) ställ in tredje lämnande hudlängd
(12) sätt fjärde som längden
3 Återgå till arbetsbilden
(14) pree
more than
1 sekunder
6
Long
flytta
[Non-Text]
Bra
återställa






automatiskt efter att ha bär en linje, ta en titt om värdet av
högerkniv·direktpress

Förklara
1 yom den tredje är inställd på 0, sedan programmet som du precis skar i två och så vidare; om du vill skala 12sektionen, 12sektionen av längden på hela setet;
2 y multipelt strippningsläge, vridningslinjefunktionen är ogiltig;
Justeringen av knivens skärläge
-
starta maskinen.
-
Justering av MAX2 knivposition: avståndet mellan två knivar bladens nosar bör vara cirka 8-10 mm medan avståndet mellan två blad ' V Formens bottenpunkter bör vara cirka 34 mm. (se bild A)
-
viktiga punkter för uppmärksamhet vid byte av knivblad:
-
Det övre planet på det inre vänstra knivstället ska vara en höger kniv ställplan med 19 mm som också ska vara lägre än knivställ yttre ram med 4 mm som visas på bild B.
- Vänster växel bör vara högre än mellanväxel med 1 växelhöjd medan högerväxeln ska vara högre än mellanväxeln med 6 växlar höjder. (se bild B)
- Normalt ska avståndet mellan två knivblads nosar vara cirka 8-10 mm medan avståndet mellan två blad är V-form bottenpunkterna bör vara cirka 34 mm. (se bild A)
- Efter justering, sätt in båda sidorna av knivställets kugghjul i mitten axeltand och skruva fast skruvarna på knivstället på båda sidor.
- Starta om maskinen och justera knivvärdet om skärdjupet ändras.
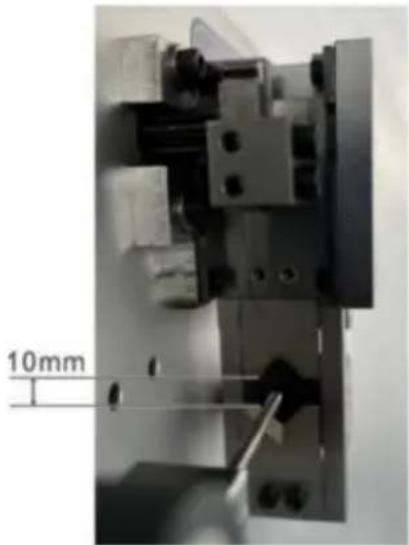
(bild A)

(bild B)
Åtta, fenomen och utanförskap
| Uppkomsten av fenomen | bearbetningsmetod |
| Trådavisolering utan | 1 kontrollera gångskärdjupet, skärmärken för grunda för att reglera "diameter" mindre.2 linjehjulstrycket är inte tillräckligt, måste justera " i linjen hjultrycksregleringsknopp", linjehjulstrycket.3 linhjulsavståndet är för stort, måste justera " in i linjen justeringsratt för hjulspel", reduceras linjehjulsspelet till en riktig position.4 y stripping av den första uppsättningen är större än eller lika med 3.5 linhjulet om det är smuts , måste städas.6 reträtt kniv set kan vara för stor, bör vara lämpligt att minska indragningsparameter (referensvärde 00 - 10).7 nästa verktygsförskjutning, se kapitel sjunde avsnitt 2 test diagram 7-7 inriktningstillstånd. |
| trådavisolering utan svans | 1 kontrollera skärdjupet för linjens svans, skärmärken för grunda för reglering "diameter" mindre.2 trådhjul , trycket är inte tillräckligt, behöver justera " rundan tryckregleringsratt", linjehjulets tryck.3 trådhjulsavståndet är för stort, krävs för reglering av " rund justeringsratt för runda spalten ", gör att remskivans gap reduceras till ett korrekt läge.4 y stripping av den första uppsättningen är större än eller lika med 3.5 y remskiva om det finns smuts, måste rengöras.6 reträtt kniv set kan vara för stor, bör vara lämpligt att minska indragningsparameter (referensvärde 00 - 10).7 nästa verktygsförskjutning, se kapitel sjunde avsnitt 2 test diagram7-7 uppriktningsvillkor. |
| tråd hud av svår barotrauma | 1 y förstdöma barotrauma från inloppshjul eller remskiva, hjulpresskraft till vara liten1l.2 kontakt med mitt företag, köp av gummidäck. |
| Thrum peeling line kärna skuren av flera rotar | ton i 1 eller 2"diametern",försök igen tills du inte skadar linjekårnan. |
| Längd på nätet, det finns större än eller lika med inställd längd | 1 linhjulstrycket räcker inte, och ibland gångavisoleringutan fenomen är trådavdragning online större än enförutbestämd längd, reglering " in i linjehjulet tryckreglering knio ", Så linjehjulstrycket.2 y smuts, remskiva, måste rengöras.Spelet för trådinloppshjulet är för stort för att justera " in i linjehjulet spelrumsjusteringsratt ", och ett trådmatarhjulsgap mindre. |
| Längd på nätet, det är mindre än eller lika med uppsättningen längd | 1 , själva trådens tjocklek a.2 , ett rullande hjul med smuts, som måste rengöras. Ledarytan vax, bly in i, trådhjul glider med klibbigt vax, stålborste och bensin rengöring av fyra rullande hjul.3 , ta ut tråd, nivå " 00 " luftdriftsfenomen, uteslutas.4ÿ trådläggningsramen har korthysteresfenomen, vilket leder till dålig transporttråd. |
| Huvud och svans skurna eller inget snitt | 1 , kontrollera huvudet eller svansen av sevred, tråddiametern är för liten, bör justeras "tråden" större. (ett referensvärde 30-90)2 ÿ kontrollera trådens svans inga skärmärken, tråddiametern är för stor, bör justeras "tråden" mindre. (ett referensvärde 30-90) |
| ibland huvudet eller svansen var avskuren | 1 , trådhjul, trycket är inte tillräckligt, kontrollera och reglering avrund tryckregleringsknopp ·, gör remskivans tryckblir jättebra.2 , linhjulsavståndet är för stort, måste justera " in i linjen justeringsratt för hjulspel", minskning av linjehjulsavståndet. |
| Det finns flera delar av tråd lång tråd | 1 , tråddiametern är för liten, den avskurna tråden, remsa med en koppartråd, till öka diametern med 1 -2 , försök igen.2 , reträttkniven är för liten, bör det ökas indragningsparametrarna (00-10 ) |
| ibland dirigeringen trådar ihop ingen kniv bruten | 1 , kantdelarnas aktiviteter med den vanliga oljan, försök igen (vanligtvis 8 timmar fylla a ).2 , hastigheten är låg.3 , kontrollera trådspecifikationerna i AWG12#-raden (3 kvadrat).4 , bladet är trubbligt, platt slipat eller utbytt.5 ÿ enligt den sjunde delen av den tredje inspektionen. |
| tryck kör efter avstångning kan bara klipp a, skärmen visas " kontlinjenskrutt " | 1 , ingen rad med automatisk avstångningsfunktion, tillhör det normala.2 ÿ inställning av längden ska vara större än 32 mm (förutom för 98 förfaranden).3 , trådhjulsavståndet är för stort, krävs för reglering av " rund justeringsratten för runda mellanrum " gör att remskivan minskar gapet. |
| när strömmen slås på på fläkten för att fungera normalt, skärm normal, men enligt till " sikt " efter maskinen kan inte röra sig | 1 ÿpå grund av spänningsinstabiliteten eller olaglig drift av kretskortet i försäkringsröret brinner, måste byta ut säkringen (öppna höljet, synligt i kretskortet har två 5Aförsäkringsrör).2 , som att byta försäkringsrör, fortsätta att brinna ut, och mitt företag kundtjänst serviceavdelning eller kontorskontakt. |
| Snitt lutande tangent | 1 , tråden i sig är för böjd, köp av en riktningsanordning. en blymynning utan vänd kantcentrum.2 ,3 , en svans lutar , kontrollera att trådröret lutar mot verktyget för nära. |
Tillverkare: Shanghaimuxinmuyeyouxiangongsi
Adress: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
| UK | REP |
YH CONSULTING LIMITED.
Teknisk support och E-garanticertifikat



