
SWT508-JE - Macchina spelafili Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo SWT508-JE Vevor in formato PDF.

Domande degli utenti su SWT508-JE Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Macchina spelafili in formato PDF gratuitamente! Trova il tuo manuale SWT508-JE - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. SWT508-JE del marchio Vevor.
MANUALE UTENTE SWT508-JE Vevor
Esempio di operazione veloce
Nota: il valore piccolo del coltello è
, più profondo è il taglio;
più spesso è il filo , il valore più grande dovrebbe essere quello di ritirata del coltello.
la tabella seguente riporta i dati dei parametri di riferimento per l'impostazione del coltello valore e valore di ritirata del coltello:
istruzioni per l'uso
Disegno del pannello di controllo
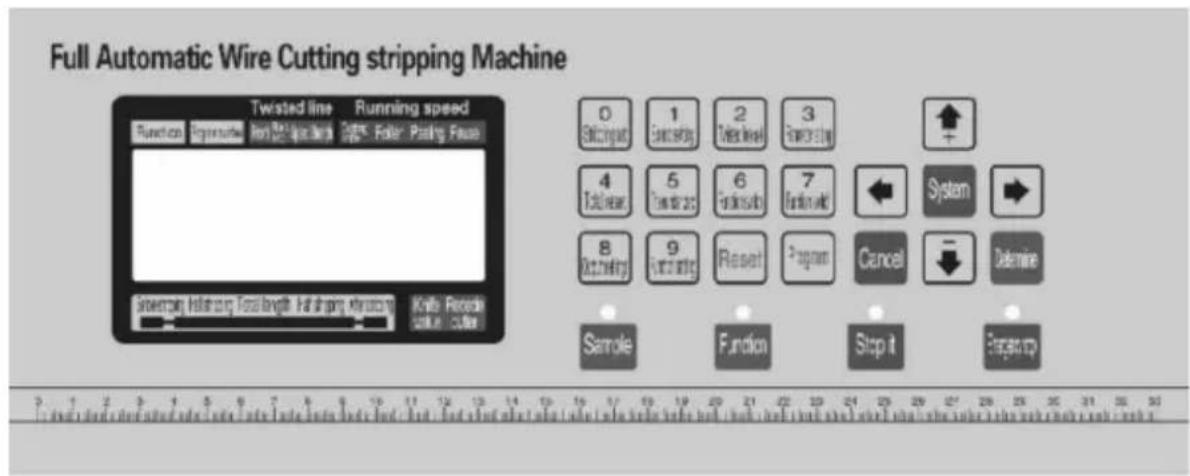
L'interfaccia di sistema è composta da 23 tasti e un display a punti da 192 X 64 display LCD a matrice, quanto segue verrà introdotto per ogni tasto funzione
Sample
: nella modalità standby, ogni breve pressione del tasto nce- la macchina esegue un singolo passo, ciclico; anche seguendo la stampa più di circa 3 secondi , la macchina eseguirà automaticamente un ciclo; il pulsante in l'effetto del controllo della macchina è molto grande;
Function
: in modalità standby premere questo pulsante ce, la macchina inizia a o lavoro;
Stop it
: nella modalità di lavoro premere questo pulsante e la macchina terminerà il lavoro dopo lo spegnimento;
Emergency stop
: In modalità standby, premere questo pulsante, la macchina eseguirà un'azione di reset; nello stato di funzionamento, premere questo pulsante, la
macchina da spegnere, dopo l'esecuzione del reset azione;

impostato :
In uno stato di immissione dati premere questo tasto, immettere il numero 0; in stato di standby premere questo pulsante, la macchina entrerà in
stato di impostazione dei parametri di stripping;
set: In uno stato di immissione dati premere questo tasto, immettere il numero 1; in
stato di standby premere questo pulsante, la macchina entrerà nella velocità stato di impostazione dei parametri;
2 Twisted
Twisted
set: in uno stato di immissione dati premere questo tasto · immettere; il numero 2 nel stato di standby premere questo pulsante, la macchina entrerà in
stato di impostazione dei parametri di torsione;

impostato :
In uno stato di immissione dati premere questo tasto, immettere il numero 3; nel
stato di standby premere questo pulsante, la macchina funzionerà secondo la funzione corrente nell'impostazione dell'immagine corrispondente al funzione;

4 Totazero:
In uno stato di immissione dati premere questo tasto per immettere il numero 4; in
stato di standby premere questo pulsante, volume 0;

reimpostare :
In uno stato di immissione dati premere questo tasto, immettere il numero 5; nel
stato di standby premere questo tasto, il conteggio di 0;
6
shift : in uno stato di immissione dati premere questo tasto · immettere il numero e in th:
stato di standby premere questo pulsante, cambiare la modalità di funzionamento della macchina;
7 Funzione
shift : In uno stato di immissione dati premere questo tasto, immettere il numero 7; in
stato di standby premere questo pulsante, cambiare la modalità di funzionamento della macchina;
8 SI OTIS. Set di chignan
9 Funzione zero
: In uno stato di immissione dati premere questo tasto, immettere il numero 8; in
stato di standby premere questo pulsante, la macchina entrerà nell'output
impostazioni;
: In uno stato di immissione dati premere questo tasto, immettere il numero 9; in
stato di standby premere questo pulsante, la macchina entrerà in
immagine impostazione funzione;
Reset
In uno stato di immissione dati, premere questo tasto per rimuovere i dati di input; in
lo stato di standby premere questo tasto, l'uscita totale e il numero di
completamente libero 0;
Per favore
: In modalità standby premere questo pulsante, la macchina entrerà in modalità
impostazioni del programma;
↑ +
: nelle impostazioni dei parametri premendo il tasto · impostare i parametri must
basso più 1; in uno stato di impostazione dei parametri premere questo pulsante, il
valore del coltello più 1;
: Nelle impostazioni dei parametri, premendo il tasto, impostare i parametri più
basso più 1; in uno stato di impostazione dei parametri premere questo pulsante, il valore del coltello meno 1;

: Nelle impostazioni dei parametri premendo il tasto vengono visualizzati i dati modificati rinunciare, gli ultimi dati nell'oggetto modificato;

: Nelle impostazioni dei parametri premendo il tasto vengono visualizzati i dati modificati rinunciare, i dati successivi nell'oggetto modificato;

: Nello stato di impostazione dei parametri premere questo tasto, i dati modificati verranno
, e i dati xt successivi insalvato e scritto nella I

: Nello stato di impostazione dei parametri, premere questo tasto per uscire dallo stato di impostazione dei parametri;
schermata di impostazione della funzione, schermata di impostazione dello stripping segmentale, schermata di configurazione del sistema. premere questo tasto per tornare all'immagine di lavoro;

: nella schermata di standby, premere il tasto, accedere al sistema
disposizione dell'immagine, è necessario inserire la password prima
immissione, in una schermata di impostazione, funzione; impostazione peeling multistadio immagine immagine, impostazioni di sistema, premi il tasto, inserisci il stato di impostazione dei parametri;
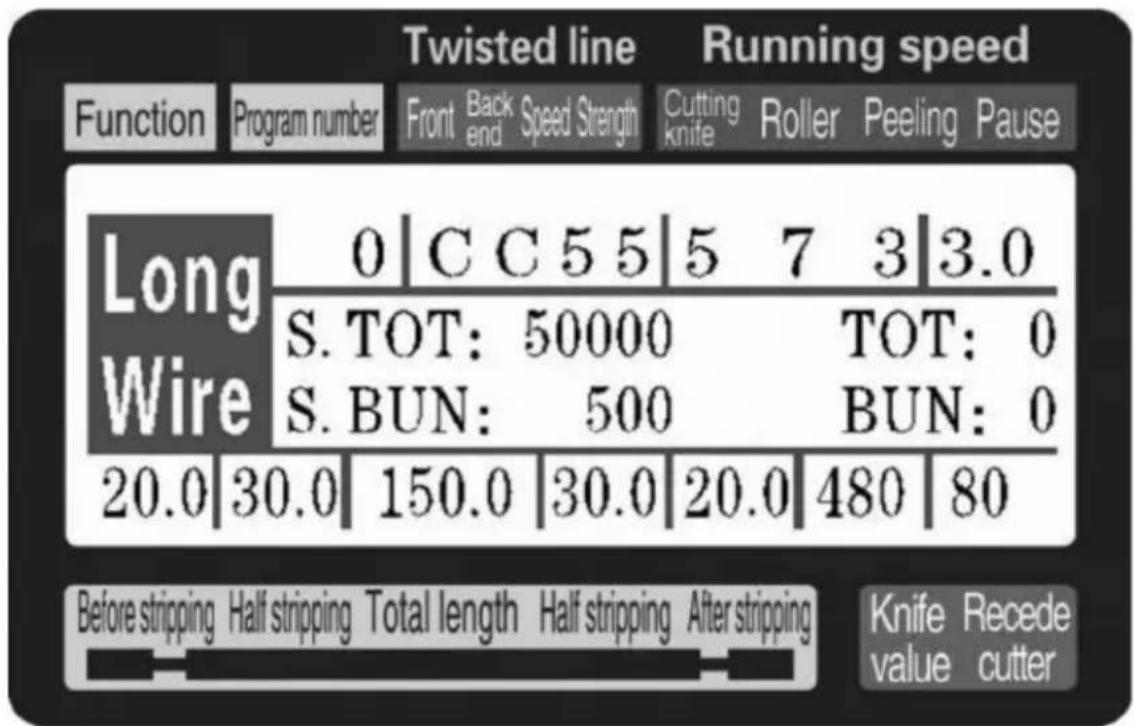
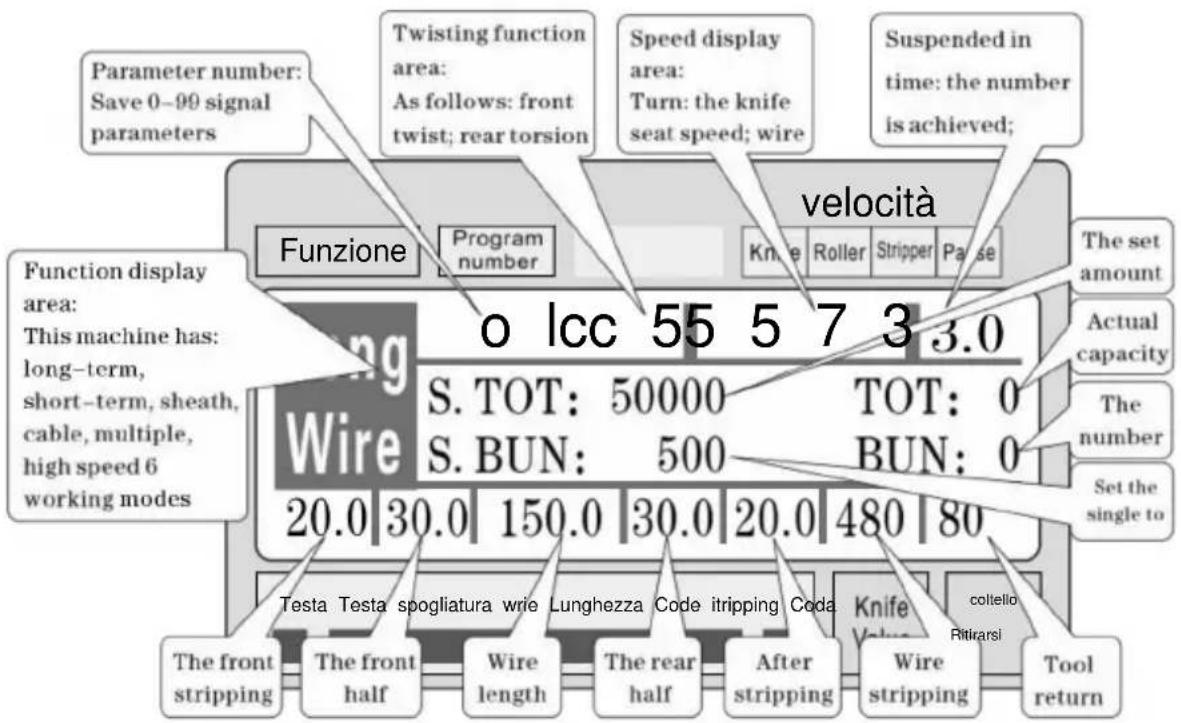
schermo di lavoro
una volta accesa la macchina, sullo schermo viene visualizzata la schermata di avvio, circa tre secondi verrà visualizzata questa immagine; la macchina inizia a funzionare, nell'immagine sullo schermo; altrimenti la macchina non potrebbe avviarsi;
impostazione dei parametri di stripping: la macchina quando è in modalità standby, premere

set; il parametro lunghezza anteriore inizia a tremolare, in questo momento può essere direttamente

inserisci il numero, se l'inserimento è errato, premi
Cancella input Ingresso digitale

di nuovo; quindi premere conservazione e uno sfarfallio dei parametri, fino a quando il lunghezza parte anteriore, spogliatura metà anteriore, lunghezza totale, spogliatura metà posteriore lunghezza, taglierina, coltello indietro tutto il valore di completamento dell'input; Il piccolo del
il valore del coltello è più profondo è il taglio, più spesso è il filo,
o il valore di ritiro del coltello più grande dovrebbe essere; impostazione del parametro premere

lampeggia per un parametro premere

dopo il rem val fa o

withdra dall'insieme f
parametri di b inking in qualsiasi momento tramite
parametri, ritorno allo stato di standby;
Impostazioni della velocità di stripping: la macchina quando è in modalità standby premere

; il parametro della velocità di taglio ha iniziato a lampeggiare in questo momento può essere direttamente

Cancella input Ingresso digitale
inserisci il numero · se l'input è errato · premi o

di nuovo Quindi premere
conservati n° e un parametro flicker· fino a quando il
velocità di taglio, velocità di alimentazione, velocità di spogliatura, tempo di pausa tutti gli input per

Comiete impostazione parametro premere
flashes fr,ard un parametro:
premerlopo di loro val fabinkingparameters in qualsiasi momento

uscire dall'insieme dei parametri, tornando allo stato di standby;
Impostazioni di output: La macchina quando è in modalità standby premere

il parametro lordo impostato per iniziare a lampeggiare, in questo momento è possibile immettere direttamente il
numero se, l'inp t err r·premere

cancella di nuovo l'input digitale:

Quindi premere conservatiÿn· e un parametro flicker· fino al set· il
tÿnumero totale f aii input t Cÿmlete; impostazione parametro premere

lampeggia fÿr ard un; paramèto pressÿdopo _o rem valÿfa

ritirarsi dall'insieme di
parametri lampeggianti; in qualsiasi momento da
parametri, ritorno allo stato di standby;
Set di linee intrecciate: la macchina quando è in modalità standby preme

Fr₀ nttwistmÿdescintillatiÿn·thistimepress

commutazione
Quindi premere

conservati nœ un parametro sfarfallio· fino al fÿnt
intrecciare, la modalità di input della modalità twist wire è completata, quindi dalla precedente
metodi di input: velocità della linea di torsione, forza di torsione; impostazione dei parametri;
premerel ampeggia f, rward un parametro: r pr: s, dopo il
rem val fablinkingparameters: in qualsiasi momento ritirandosi da
l'insieme dei parametri, torna allo stato di standby;
numero di programma impostato: La macchina quando è in modalità standby, premere
UN
; programargumentsb:gint flicker.in questo momentopuòentraredirettamente
il numero · se l'input è errato · premere

cancella di nuovo l'ingresso digitale ;
quindi premere

stato di standby di conservazione;

work mode switch;
modalità di lavoro spiegata
Questa macchina è una macchina multifunzionale per il taglio del filo, con un totale di 6 tipi della procedura di taglio e spelatura del filo, descrizione dell'immagine seguente:
Modalità linea:
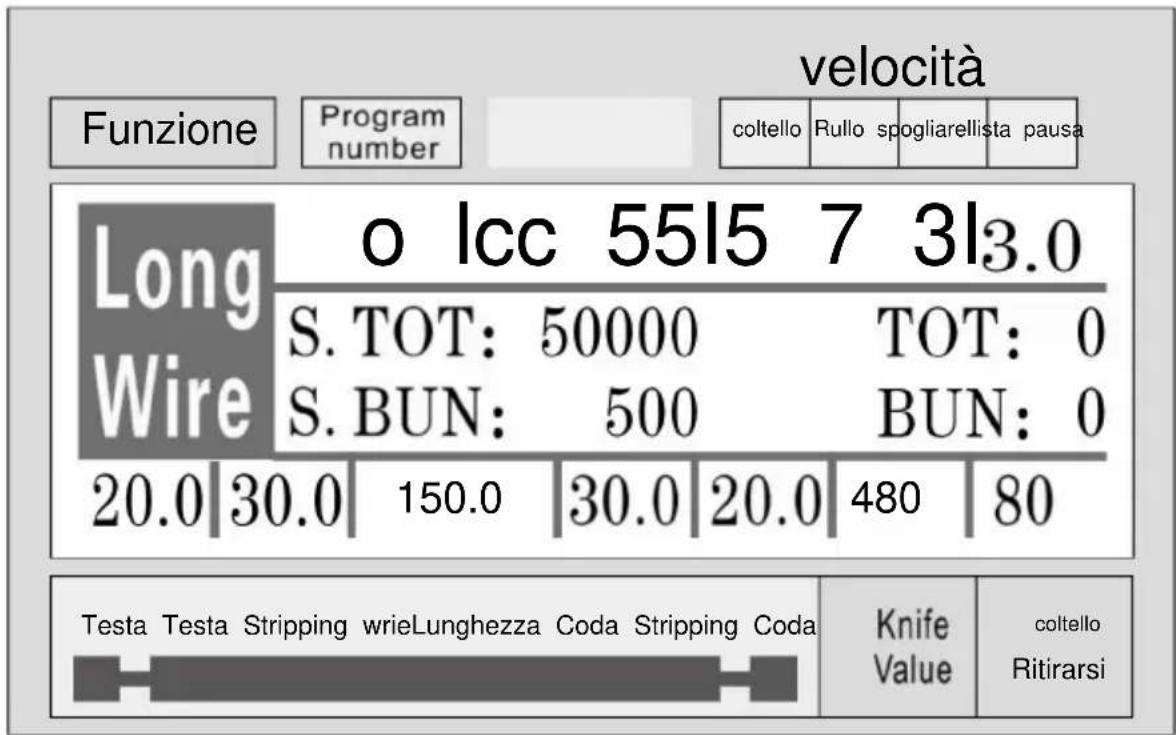
Il modello e la tradizionale funzione della macchina da taglio a filo 220, può essere montato un dispositivo di torsione del filo per aumentare il filo ritorto, filo lunghezza come mostrato, solo secondo il metodo sopra per immettere un desiderato
^S ize, in questa modalità

la funzione non è disponibile;
Il modello a breve termine:
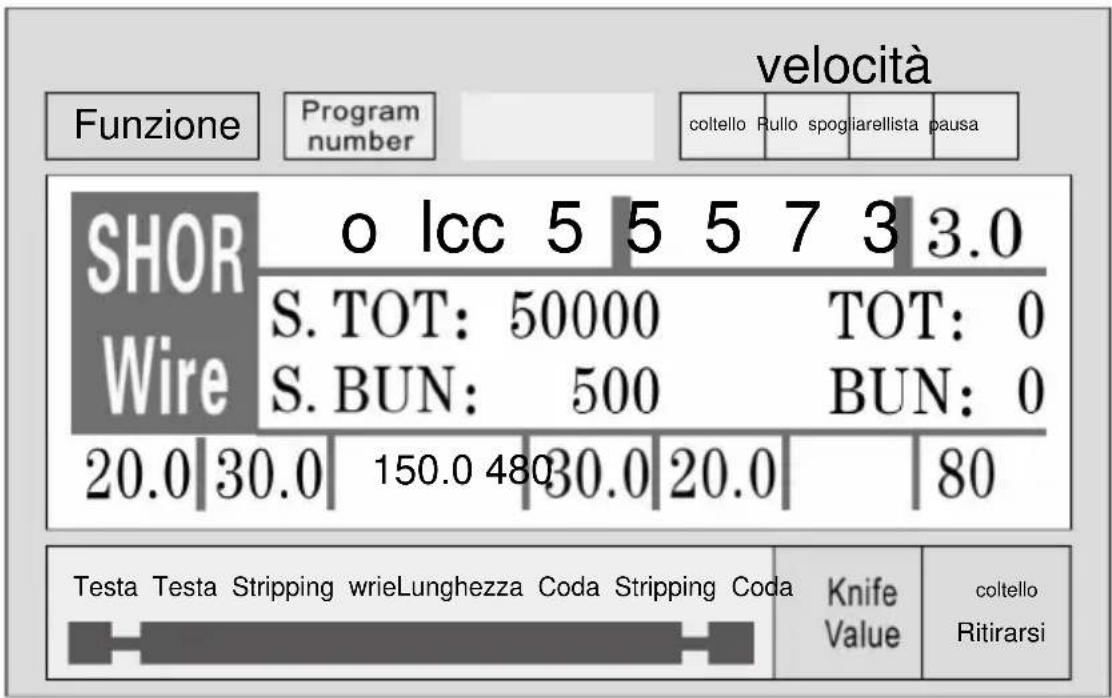
Il modello della macchina e a lungo termine è fondamentalmente lo stesso, solo il
l'azione di spogliatura della macchina non è la stessa; e nessuna funzione di linea di torsione; a

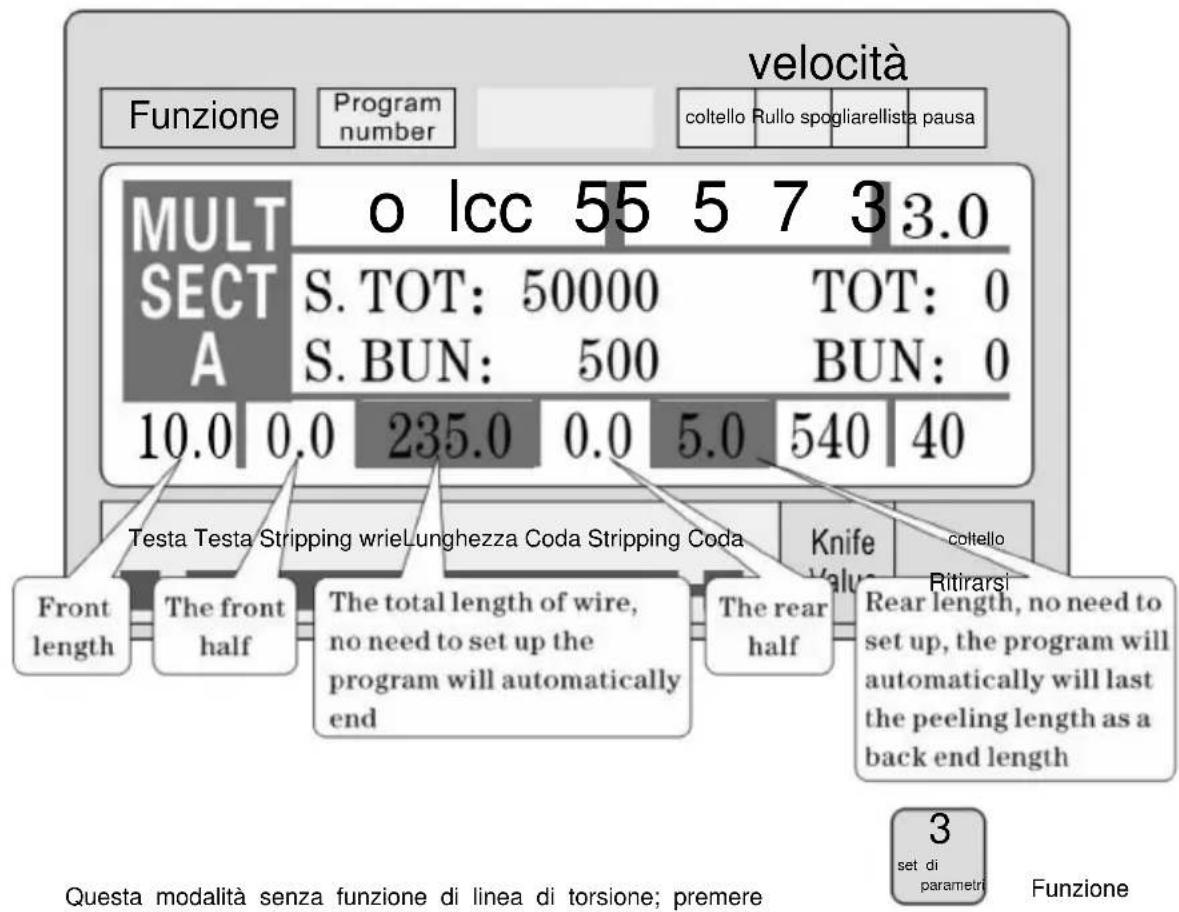
nella seguente immagine di impostazione della funzione del cavo:
In una condizione di impostazione dei parametri, premere + 、 - aggiornato o
vista verso il basso 1 - 12 segmenti impostano i parametri; premere
parametro, fino al completamento di tutti i parametri immessi;
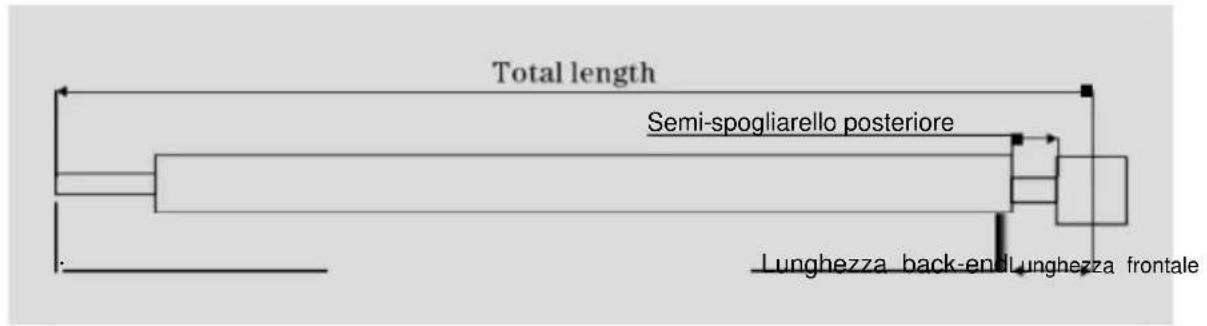
Nota: in un modello multistadio, il totale è uguale alla lunghezza di ciascuno lunghezza del filo e accoppiato con la lunghezza dell'estremità anteriore, le procedure hanno è stato calcolato automaticamente ed evidenziato, quindi imposta la lunghezza totale, la lunghezza dell'intero senza fine; la lunghezza della fine è la fine finale del lunghezza di! Inoltre non c'è bisogno di impostare, quando la lunghezza richiesta è organizzato è completato, un set di o
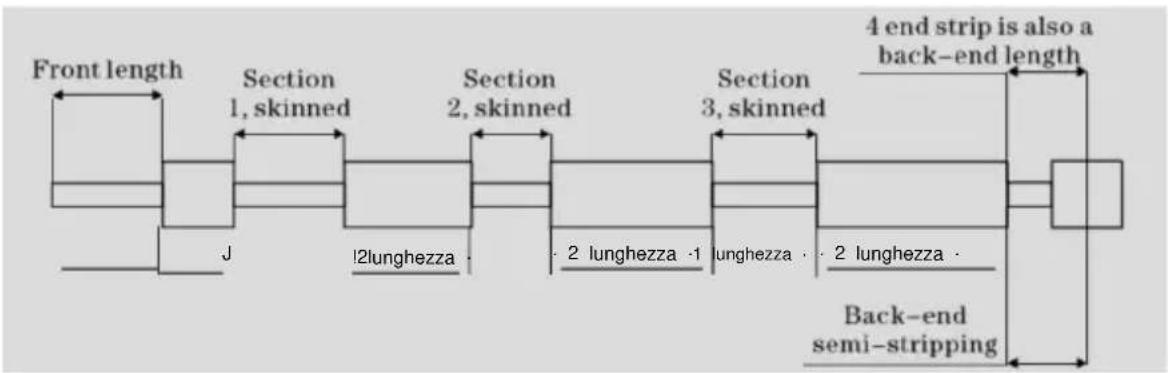
Immagine di impostazione della funzione
Nello stato di standby, premere

per entrare in questa schermata; nell'immagine
display, la macchina non inizia il lavoro, premere

tornare al lavoro
immagine;
impostazione dei parametri: premere System impostazioni di avvio · finché tutti i parametri immessi
completare;
System schemata di configurazione del sistema: stato di standby · pr:ss per entrare in questa schermata,
inserisci la password (10010011) per entrare in questa schermata; visualizza l'immagine, la
la macchina non avvia il lavoro, premere cancellare foto del ritorno al lavoro;
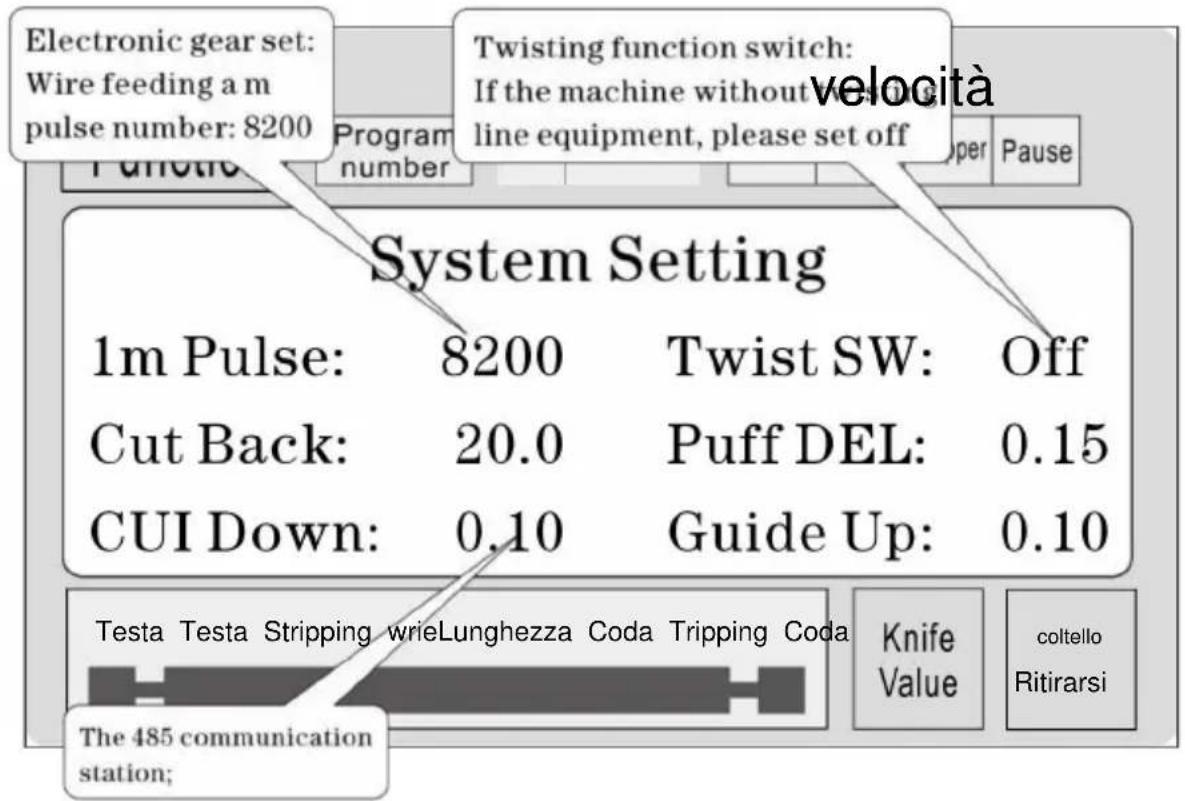

impostazione dei parametri: premere
impostazioni di avvio, fino a quando tutti i parametri immessi
completare;
questioni di spogliarello che necessitano attenzione
1, un numero di parametri di stripping, la lunghezza totale deve essere maggiore di lunghezza anteriore + lunghezza posteriore; altrimenti la macchina da lavoro;
2, l'uso del controllo di comunicazione della macchina, deve garantire che il
macchina in modalità di visualizzazione dello schermo e stato di impostazione dei parametri non attivo;
Altrimenti, il controllo della comunicazione non è valido;
3, utilizzare la velocità di funzionamento appropriata;
4, nella schermata di lavoro e nelle impostazioni non parametriche, è possibile premere direttamente

il valore impostato sulla fresa senza fermarsi;
5 , se la spia luminosa a quattro luci lampeggia, indica l'impostazione parametri, può avviare la macchina;
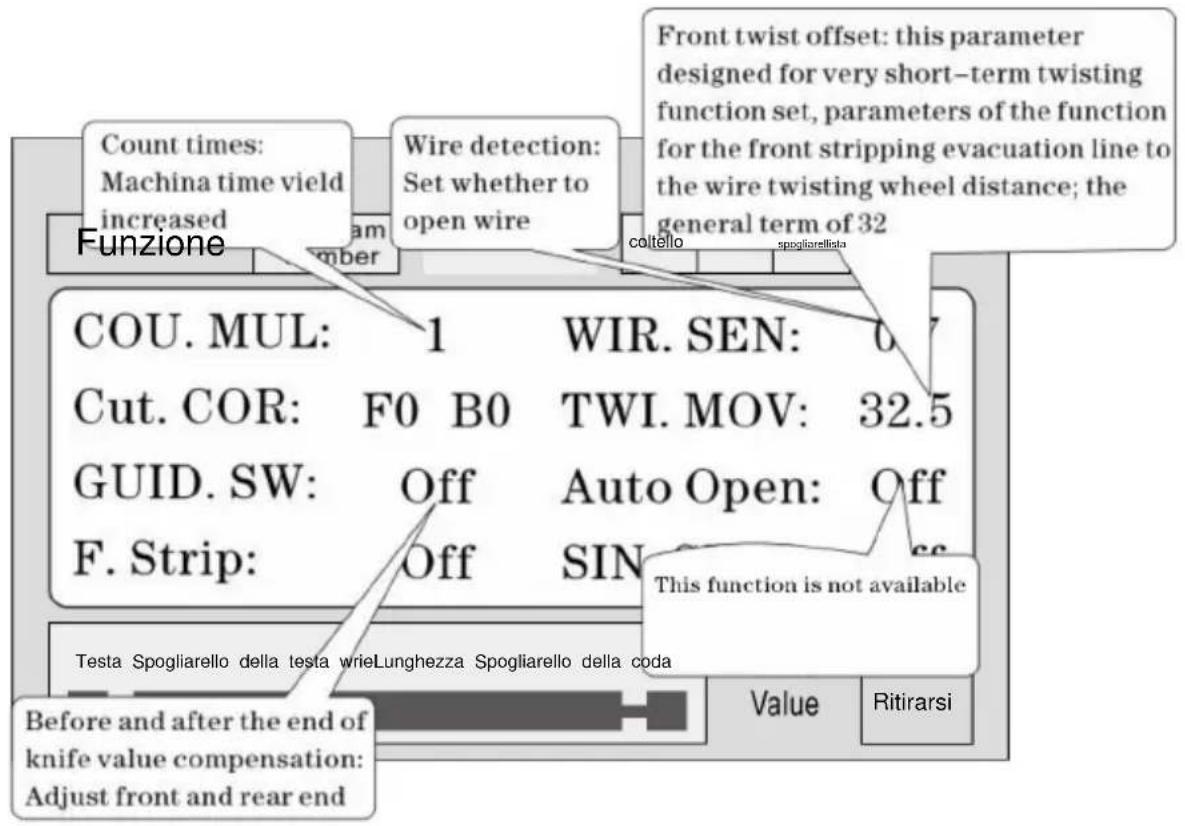
6 ÿImpostazione della linea di torsione: il primo parametro di offset torsionale è progettato per funzione di torsione a breve termine impostata, ovvero quando la macchina è spenta anteriore, alimentazione del filo dopo la distanza della ruota di torsione; a volte può essere montato sulla lama a breve termine dopo aver ruotato la ruota, quindi il parametro impostare piccolo, raggiungere una funzione di torsione a breve termine; la linea generale è impostata su 32 , non c'è bisogno di cambiare; a breve termine in base alla lama e al filo regolazione della distanza effettiva della ruota di torsione; (può essere utilizzata in un'unica operazione) modalità al passo, se il filo alimenta più della ruota di torsione del filo, è possibile ridurre il parametro, può essere aumentato, e viceversa;)
sei, Introduzione del protocollo di comunicazione
La macchina è dotata di una comunicazione RS485 standard funzione, l'utente può attraverso il computer host (PLC, PC) direttamente controllare la macchina; specifiche hardware di comunicazione per 38400, 8,
1 N
Di seguito è riportato il dettaglio dei comandi accettati dalla macchina
1 , il comando di arresto di emergenza: il PC ha emesso tre byte esadecimali numero 16 01 , 66, 99; dove il primo 01 è il numero della stazione, può impostare una schermata di sistema per cambiare, la macchina ha ricevuto con successo
l'ordine restituirà i tre byte di dati ricevuti, questa macchina ha ricevuto notifica del comando;
2 ÿ comando di arresto: il PC ha emesso il numero esadecimale a tre byte 16 01, 77,
88; dove il primo 01 è il numero della stazione, può impostare un sistema schermata da modificare, la macchina ha ricevuto correttamente l'ordine wil restituisci ricevuto i tre byte di dati, questa macchina ha ricevuto avviso del comando;
3 ÿ comando di arresto: il PC ha emesso il numero esadecimale a tre byte 16 01, 88,
77; dove il primo 01 è il numero della stazione, può impostare un sistema schermata da modificare, la macchina ha ricevuto correttamente l'ordine restituisci ricevuto i tre byte di dati, questa macchina ha ricevuto avviso del comando;
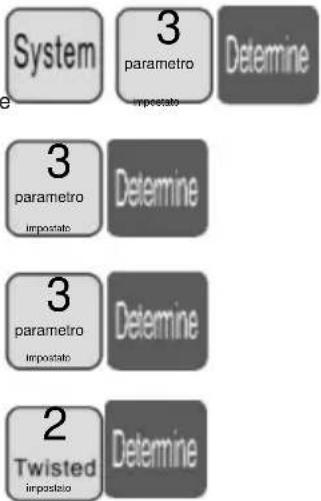
sette, esempio di taglio del filo
(1) modello lungo
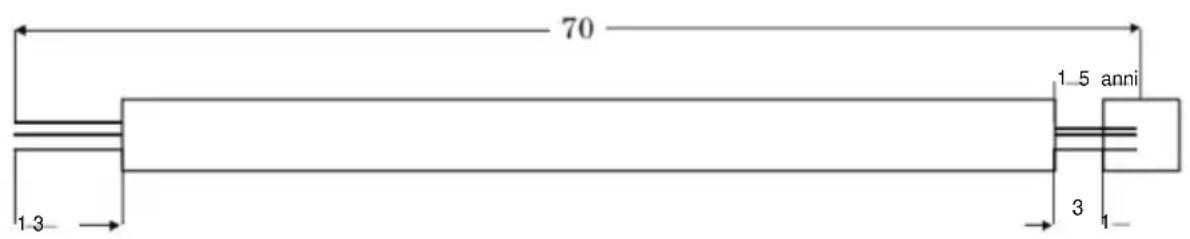
1, Il filo viene posizionato in un rullo intermedio, regolare lo spazio del rullo per avere basta entrare in contatto con il filo e poi scendere 2big;
2, Imposta dimensione:
(1) Entrare in modalità di configurazione: premere modalità standby
(2) impostare la lunghezza di spogliatura anteriore
(3) impostare la prima lunghezza di semi-stripping
(4) Lunghezza totale
(5) impostare l'ultima lunghezza di semi-stripping
(6) lunghezza di arretramento
(7) Il valore impostato per la fresa: (Riferimento)
(8) arretrare il coltello: (Riferimento)
(9) imposta la modalità di linea:
premere








imposta la modalità linea;

3 , premere
più di 1 secondo, la macchina si fermerà
automaticamente dopo aver eseguito una linea, controlla se il valore del
coltello destro, directpress

correzione; finché soddisfatto;
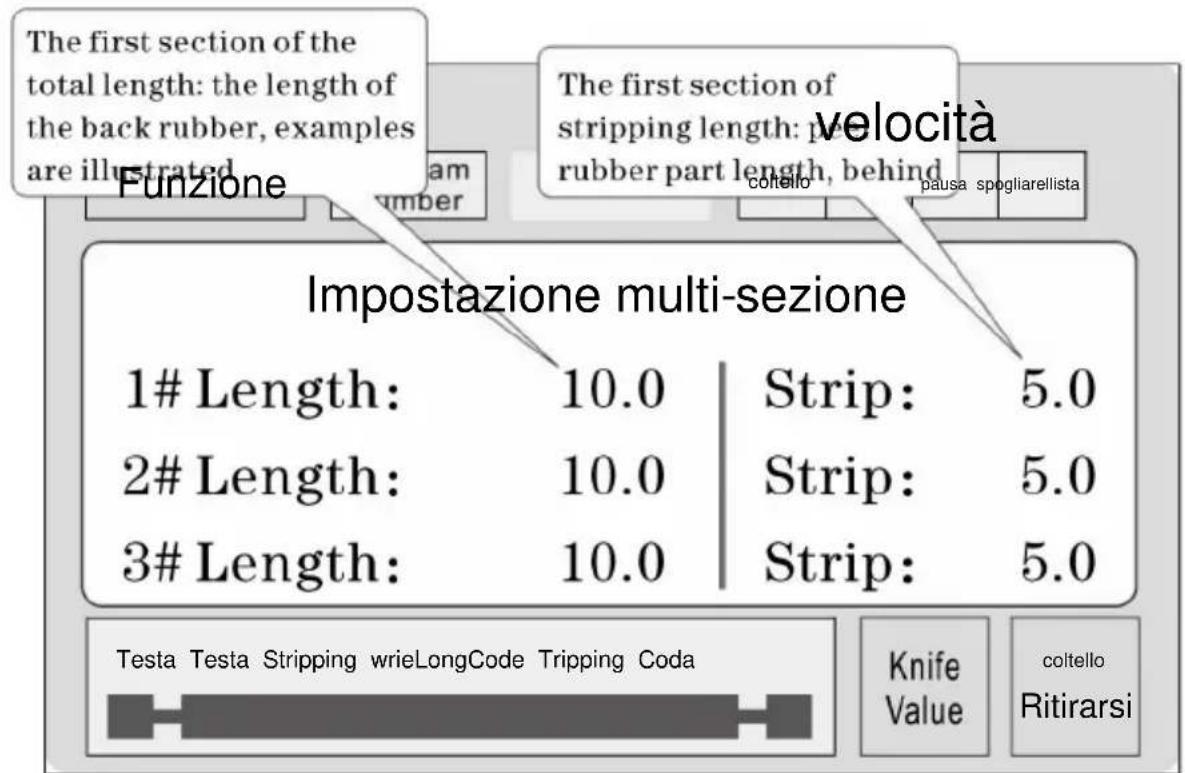
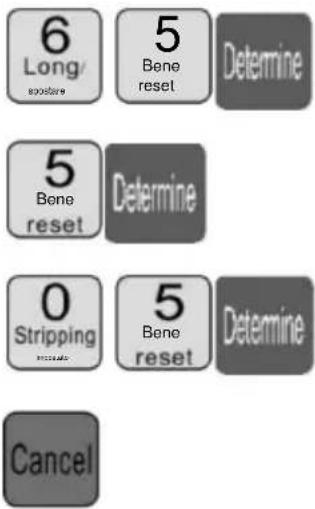
(2) Peeling multisegmento
I , il filo viene posizionato in un rullo intermedio, regolare lo spazio del rullo per avere basta entrare in contatto con il filo e poi scendere 2big;
2 y dimensione dell'impostazione:
(1)
Inserisci impostazione m de: standby m premere
0
(2) impostare la lunghezza di spogliatura anteriore
(3) Striscia di uscita, impostazione dei parametri
(4) imposta la modalità multistadio:
premere
modello di segmento;
(5) Inserire il numero di segmenti impostato: premere
filmato;
(6) imposta la lunghezza del primo segmento di soggiorno della pelle
(7) impostare il primo segmento di peeling
(8) impostare la seconda lunghezza della pelle di partenza
oa S t sec nd

impostato su più
ao set terzo lasciando la lunghezza della pelle
a) impostare la terza lunghezza della pelle in uscita
(12) imposta il quarto come lunghezza
3 Ritorno al lavoro foto
(14) pree
more than
1 secondi

automaticamente dopo aver eseguito una linea, controlla se il valore del
coltellodestro·pressadiretta

Spiegare
-
Se il terzo è impostato su 0, allora il programma che hai appena tagliato in due, e così via; se vuoi sbucciare la sezione 12, la sezione 12 della lunghezza del insieme intero;
-
La modalità di stripping multiplo e la funzione di torsione della linea non sono valide;
Regolazione della posizione di taglio del coltello
-
avviare la macchina.
-
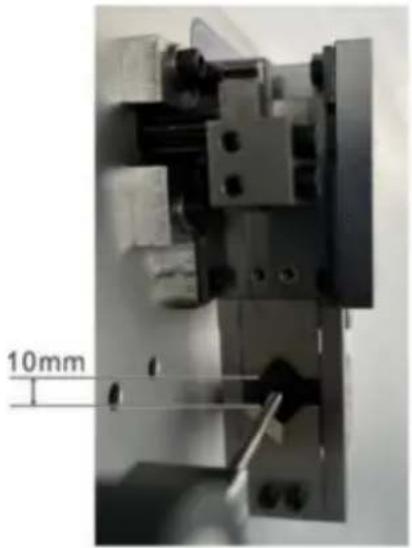
Regolazione della posizione della lama MAX2: la distanza tra due lame
il naso delle lame dovrebbe essere di circa 8-10 mm mentre la distanza tra due lame ' I punti inferiori a forma di V dovrebbero essere di circa 34 mm. (vedi immagine A)
-
Punti chiave di attenzione per la sostituzione delle lame dei coltelli:
-
Il piano superiore del portacoltelli interno sinistro dovrebbe essere soffiato sul coltello destro piano di supporto con 19 mm che dovrebbe essere anche più basso del portacoltelli telaio esterno da 4 mm come mostrato nell'immagine B.
- La marcia sinistra dovrebbe essere più alta della marcia centrale con 1 altezza della marcia mentre la marcia giusta dovrebbe essere più alta della marcia media con 6 marce altezze. (vedi immagine B)
- Normalmente, la distanza tra i nasi di due lame di coltello dovrebbe essere circa 8-10mm mentre la distanza tra due lame è a forma di V i punti inferiori dovrebbero essere circa 34 mm. (vedi immagine A)
- Dopo la regolazione, inserire entrambi i lati degli ingranaggi della cremagliera del coltello nel mezzo dente ascellare e fissare le viti di entrambi i lati del portacoltelli.
- Riavviare la macchina e regolare il valore del coltello se la profondità di taglio è cambiato.
Otto, fenomeno ed esclusione
| L'emergere del fenomeno | metodo di elaborazione |
| Spelatura del filo senza | 1, controllare la profondità di taglio del filo, i segni di taglio sono troppo superficiali per la regolazione "diametro" più piccolo.2, la pressione della ruota della linea non è sufficiente, è necessario regolare la "nella linea manopola di regolazione della pressione della ruota ", la pressione della ruota di linea.3, la distanza tra le ruote della linea è troppo grande, è necessario regolare la "nella linea" manopola di regolazione del gioco delle ruote ", il gioco delle ruote lineari è ridotto a una posizione corretta.4 y lo spogliamento del primo set è maggiore o uguale a 3.5, la ruota di linea se c'è sporcizia , necessario pulirlo.6, il set di coltelli da ritirata potrebbe essere troppo grande, dovrebbe essere appropriato per ridurre il parametro di retrazione (valore di riferimento 00 - 10).7, il prossimo disallineamento dell'utensile, fare riferimento al capitolo settimo sezione 2 test condizione di allineamento del grafico 7-7. |
| spelatura fili senza coda | 1, controllare la profondità di taglio della coda della linea, i segni di taglio sono troppo superficiali per la regolazione "diametro" più piccolo.2, ruota a raggi , la pressione non è sufficiente, bisogna regolare il "rotondo rotondo" manopola di regolazione della pressione", la pressione della ruota di linea.3, il gioco della ruota a raggi è troppo grande, è necessario per la regolazione del "rotondo manopola di regolazione della distanza rotonda, per ridurre la distanza della puleggia alla posizione corretta.4 y lo spogliamento del primo set è maggiore o uguale a 3. 5 y la puleggia se c'è sporcizia, deve essere pulita.6, il set di coltelli da ritirata potrebbe essere troppo grande, dovrebbe essere appropriato per ridurre il parametro di retrazione (valore di riferimento 00 - 10).7, il prossimo disallineamento dell'utensile, fare riferimento al capitolo settimo sezione 2 test condizione di allineamento grafico7-7. |
| pelle di filo di grave barotrauma | 1. Valutare innanzitutto il barotrauma causato dalla ruota di ingresso o dalla puleggia, forza di pressione della ruota su essere piccolo.2, contatto con la mia azienda, l'acquisto di pneumatici in gomma. |
| Strofinare il tarsolo nel taglio diverse radici | Il "diametro" tono in 1 o 2 , riprovare fino a quando non si danneggia il nucleo della linea. |
| Lunghezza della linea, c'è maggiore o uguale a impostare la lunghezza. | 1, la pressione della ruota della linea non è sufficiente e talvolta si verifica la rottura del filo senza fenomeno, lo spogliamento del filo in linea è maggiore di un lunghezza predeterminata, regolazione "nella linea di regolazione della pressione della ruota knio ", Quindi la pressione della ruota di linea.2. Sporcizia, puleggia, necessita di pulizia.Il gioco della ruota di ingresso del filo è troppo grande per regolare la "nella ruota della linea manopola di regolazione del gioco ", e una distanza tra le ruote di alimentazione del filo più piccola. |
| Lunghezza della linea, ce n'è meno di o uguale all'insieme lunghezza | 1, lo spessore della linea del filo stesso a.2, una ruota che rotola con sporcizia, che deve essere pulita. La superficie del conduttore cera, piombo, ruote a raggi slittano con cera appiccicosa, spazzola metallica e benzina pulizia quattro ruote rotanti.3, togliere il filo, il fenomeno di funzionamento dell'aria di livello "00" deve essere escluso.4. Il telaio di posa dei fili presenta un fenomeno di isteresi della scheda, che porta a un trasporto scadente dei fili. |
| Testa e coda tagliate o nessun taglio | 1, controllare la testa o la coda del filo, il diametro del filo è troppo piccolo, è necessario regolarlo il "filo" più grande. (un valore di riferimento 30 -90)2. Controllare che la coda del filo non presenti segni di taglio, il diametro del filo è troppo grande, è necessario regolarlo. il "filo" più piccolo. (un valore di riferimento 30 -90) |
| a volte la testa o la coda è stato tagliato fuori | 1, ruota a raggi, la pressione non è sufficiente, controllare e regolare la manopola di regolazione della pressione tonda "farepressionodellapuleggia diventa grande.2, la distanza tra le ruote della linea è troppo grande, è necessario regolare la "nella linea" manopola di regolazione del gioco delle ruote", la linea di riduzione del gioco delle ruote. |
| Ci sono diversi filoni di filo lungo | 1, il diametro del filo è troppo piccolo, tagliare il filo, spellarlo con un filo di rame, aumentare il diametro di 1 -2 riprova.2, il set di coltelli di ritiro è troppo piccolo, bisognerebbe aumentare i parametri di retrazione (00-10) |
| a volte la conduzione fili insieme senza coltello rotto | 1, le parti del bordo attività con l'olio ordinario, riprovare (solitamente 8 ore riempimento2, a). la velocità è lenta.3, controllare le specifiche del filo nella riga AWG12# (3 quadrati).4, la lama è smussata, è piatta o è stata sostituita.5 y secondo la settima parte della terza ispezione. |
| premere il pulsante di esecuzione dopo l'arresto pu taglia solo uno, appare lo schermo nodo corto | 1, nessuna linea di funzione di spegnimento automatico, appartiene alla normalità.2 y l'impostazione della lunghezza deve essere maggiore di 32 mm (ad eccezione del 98 procedure).3, il gioco della ruota a raggi è troppo grande, è necessario per la regolazione del "rotondo manopola di regolazione della distanza rotonda "riduce la distanza della puleggia. |
| quando l'alimentazione è commutata sulla ventola per funzionare normalmente, schermo normale, ma seconde A "corro" dopo la macchina non può muoversi | 1 ya causa dell'instabilità della tensione o del funzionamento illegale del circuito stampato in il tubo di assicurazione brucia, è necessario sostituire il fusibile (aprire il coperchio della custodia, sono visibili nel circuito stampato due tubi di assicurazione da 5 A).2, come cambiare il tubo assicurativo, continuare a bruciare e la mia azienda reparto assistenza clienti o contatto in ufficio. |
| Incisione inclinata tangente | 1, il filo stesso è troppo curvo, l'acquisto di un dispositivo di raddrizzamento. una2, bocca di piombo senza bordo rivolto verso il centro.3, una coda si inclina, controllare che il tubo del filo sia troppo vicino all'utensile. |
Produttore: Shanghaimuxinmuyeyouxiangongsi
Indirizzo: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Francoforte sul Meno.

CONSULENZA YH LIMITATA.
Supporto tecnico e certificato di garanzia elettronica




