
SWT508-JE - Kabelabisoliermaschine Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts SWT508-JE Vevor als PDF.

Benutzerfragen zu SWT508-JE Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Kabelabisoliermaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch SWT508-JE - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. SWT508-JE von der Marke Vevor.
BEDIENUNGSANLEITUNG SWT508-JE Vevor
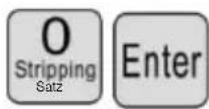
Beispiel für eine schnelle Bedienung
Hinweis: Der kleine Wert des Messers ist, Je tiefer der Schnitt ist; desto
dicker des Drahtes ist, desto größer sollte der Messerrückzugswert sein. Der
Die folgende Tabelle enthält die Referenzparameter für die Einstellung des Messers
Wert und Messerrückzugswert:
Bedienungsanleitung
Zeichnung des Bedienfelds
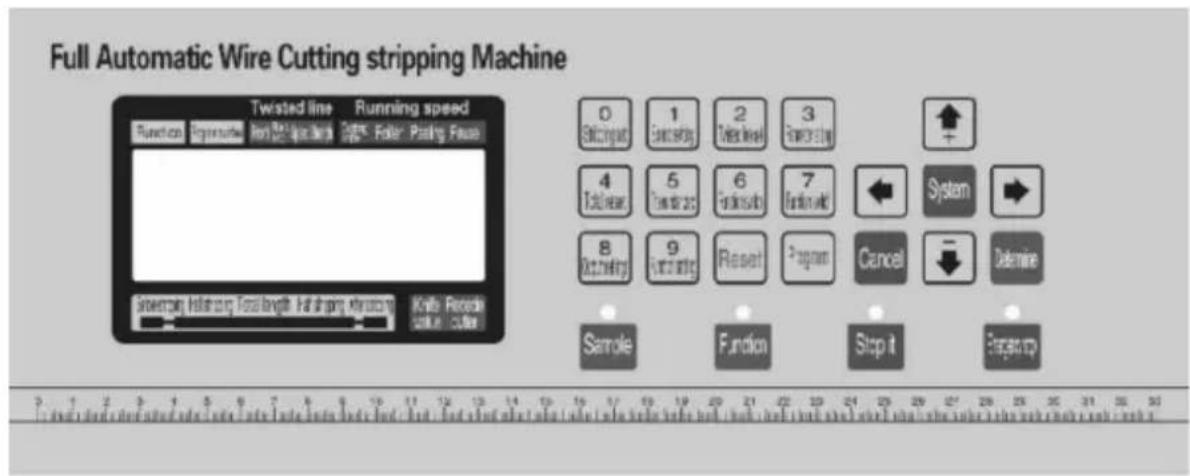
Die Systemschnittstelle besteht aus 23 Tasten und einem 192 x 64 Punkte großen Matrix-LCD-Display, das Folgende wird zu jeder Taste eingeführt Funktion
Sample
: Im Standby-Modus führt die Maschine bei jedem kurzen Druck eine einstufig, zyklisch; auch nach dem Drücken mehr als etwa 3 Sekunden, die Maschine führt automatisch eine Schleife aus; die Taste in der Maschinensteuerungseffekt ist sehr groß;
Function
: im Standby-Modus diese Taste drücken, die Maschine beginnt zu arbeiten;
Stop it
: Drücken Sie im Arbeitsstatus diese Taste. Die Maschine beendet die Arbeit nach dem Herunterfahren.
Emergency stop
: Im Standby-Modus wird durch Drücken dieser Taste die Maschine o zurückgesetzt. Im Betriebsmodus wird durch Drücken dieser Taste die
Maschine herunterfahren, nach der Durchführung des Resets Aktion;
Drücken Sie diese Taste im Eingabemodus und geben Sie die Zahl 0 ein. Drücken Sie diese Taste, um den Standby-Zustand zu aktivieren.
Setup-Status der Stripping-Parameter;

set : Drücken Sie diese Taste im Dateneingabemodus und geben Sie die Zahl 1 ein.
Standby-Modus drücken Sie diese Taste, die Maschine wird in die Geschwindigkeit Parameter-Setup-Status;
2 Twisted
Twisted set: in einem Dateneingabezustand drücken Sie diese Taste- geben Sie die Zahl 2 in das Drücken Sie diese Taste, um den Standby-Zustand zu aktivieren.
Setup-Status der Verdrehungsparameter;

Drücken Sie diese Taste im Eingabemodus und geben Sie die Zahl 3 ein.
Standby-Zustand Drücken Sie diese Taste, die Maschine wird entsprechend der aktuelle Funktion in das Einstellungsbild entsprechend der Funktion;

Drücken Sie im Dateneingabemodus diese Taste und geben Sie die Nummer 4 ein.
Standby-Zustand: Drücken Sie diese Taste, Lautstärke 0;

Drücken Sie diese Taste im Eingabemodus und geben Sie die Zahl 5 ein.
Standby-Modus: Drücken Sie diese Taste, die Zählung erfolgt auf 0;
6
Umschalttaste: Drücken Sie im Dateneingabezustand diese Taste. Geben Sie die Zahl e in th ein:
Standby-Zustand: Drücken Sie diese Taste, um den Arbeitsmodus der Maschine zu wechseln.
7 Funktion
shift : Drücken Sie diese Taste im Eingabemodus und geben Sie die Zahl 7 ein.
Standby-Zustand: Drücken Sie diese Taste, um den Arbeitsmodus der Maschine zu wechseln.
8 SI OTIS. Dutt- Set
: Drücken Sie diese Taste im Eingabemodus und geben Sie die Zahl 8 ein.
Standby-Zustand Drücken Sie diese Taste, die Maschine wird in den Ausgang
Einstellungen;
9 Funktion zero
: Drücken Sie diese Taste im Eingabemodus und geben Sie die Zahl 9 ein.
Standby-Zustand Drücken Sie diese Taste, die Maschine wird in den
Funktionseinstellungsbild;
Reset
Drücken Sie diese Taste im Dateneingabemodus, um die Eingabedaten zu löschen.
Im Standby-Modus drücken Sie diese Taste, die Gesamtleistung und die Anzahl der
vollständig klar 0;
Bitte
: Drücken Sie diese Taste im Standby-Modus. Das Gerät wechselt in den
Programmeinstellungen;
↑ +
: in den Parametereinstellungen durch Drücken der Taste · Parameter einstellen m st
niedrig plus 1; in einem Parametereinstellungszustand drücken Sie diese Taste, die
Messerwert plus 1;
: In den Parametereinstellungen durch Drücken der Taste, Parameter am meisten einstellen niedrig plus 1; in einem Parametereinstellungszustand drücken Sie diese Taste, die Messerwert minus 1;

: In den Parametereinstellungen werden durch Drücken der Taste die geänderten Daten in aufgeben, die letzten Daten in das geänderte Objekt einfügen;

: In den Parametereinstellungen werden durch Drücken der Taste die geänderten Daten in aufgeben, die nächsten Daten in das geänderte Objekt eingeben;

: Im Parametersatzzustand diese Taste drücken, die geänderten Daten werden
und dann xt Daten in ogespeichert und ins EEPROM ges
geändertes Objekt;

: Drücken Sie im Parametersatzstatus diese Taste, um den Parametersetupstatus zu verlassen. der Funktionseinstellungsbildschirm, der Segmentabstreifeinstellungsbildschirm, Systemeinrichtungsbildschirm. Drücken Sie diese Taste, um zum Arbeitsbild zurückzukehren.

: Drücken Sie auf dem Standby-Bildschirm die Taste, um das System aufzurufen Anordnung des Bildes, müssen Sie das Passwort eingeben, bevor Eingabe der Funktion „Mehrstufige Schäleinstellung“ in einem Einstellungsbildschirm Bild Bild, Systemeinstellungen, Sie drücken die Taste, geben Sie die Parameter-Setup-Status;
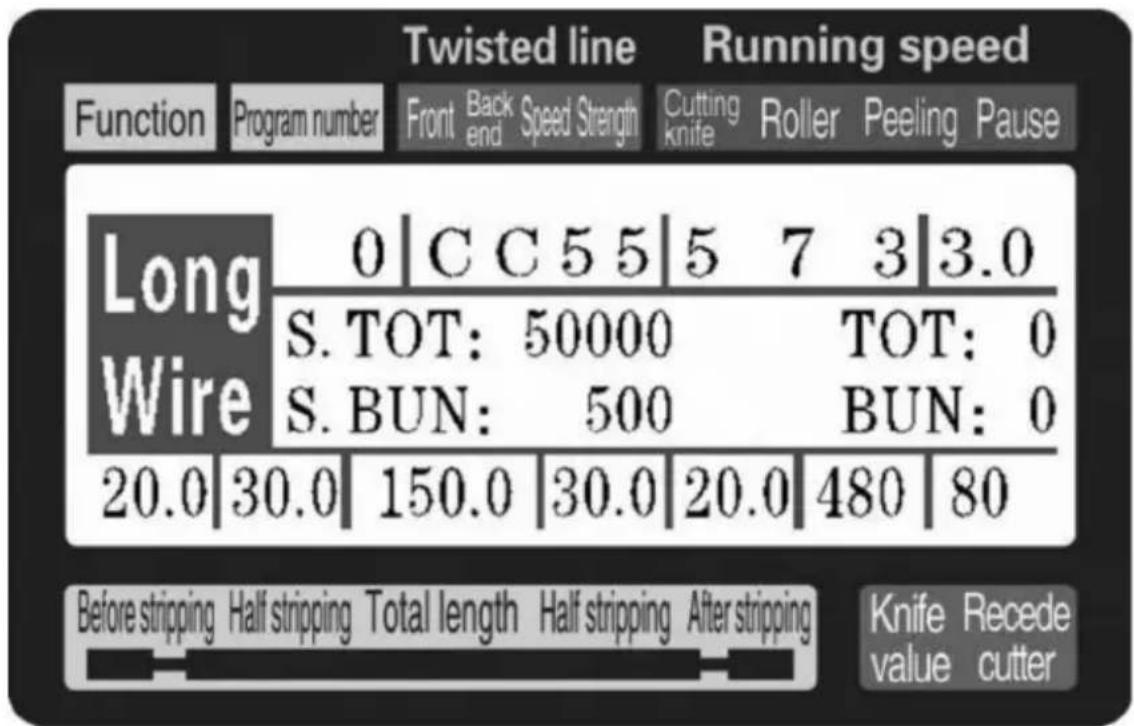
Arbeitsbildschirm
Sobald die Maschine eingeschaltet ist, wird auf dem Bildschirm der Startbildschirm angezeigt.
Nach etwa drei Sekunden wird dieses Bild angezeigt; die Maschine beginnt zu laufen,
im Bild auf dem Bildschirm, sonst könnte die Maschine nicht starten;
flowchart
graph TD
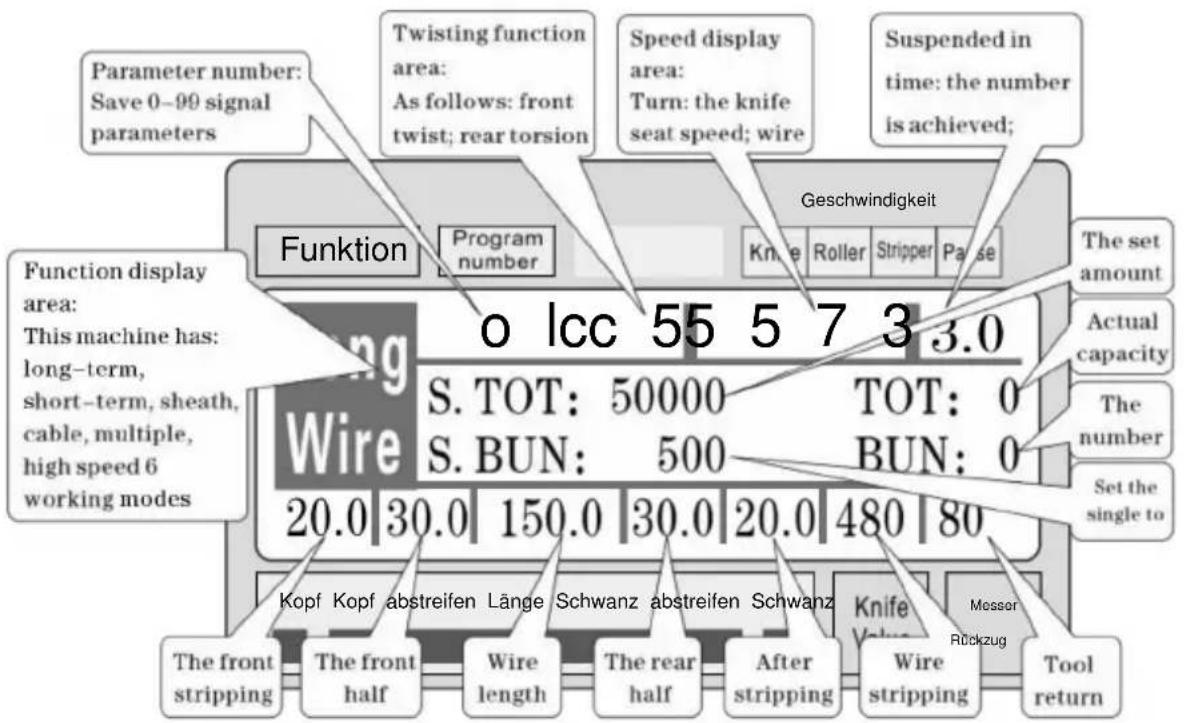
A["Function display area: This machine has: long-term, short-term, sheath, cable, multiple, high speed 6 working modes"] --> B["Funktion"]
B --> C["Program number"]
C --> D["Swing Wire"]
D --> E["O lcc 55 5 7 3 3.0 S. TOT: 50000 TOT: 0 S. BUN: 500 BUN: 0 20.0 30.0 150.0 30.0 20.0 480 80"]
D --> F["Knife Roller Stripper Pause"]
D --> G["The set amount"]
D --> H["Actual capacity"]
D --> I["The number"]
D --> J["Set the single to"]
D --> K["Kopf Kopf abstreifen Länge Schwanz abstreifen Schwanz"]
D --> L["The front stripping"]
D --> M["The front half"]
D --> N["Wire length"]
D --> O["The rear half"]
D --> P["After stripping"]
D --> Q["Knife Vessel Messer Rückzug"]
D --> R["Wire stripping"]
D --> S["Tool return"]
Einstellung der Abisolierparameter: Die Maschine im Standby-Modus drücken

set: vorne Länge Parameter beginnen zu flackern, zu diesem Zeitpunkt kann direkt
Geben Sie die Nummer ein. Wenn der Eingabefehler auftritt, drücken Sie Reset Eingang löschen Digitaleingang

erneut; dann drücken Sie Erhaltung und ein Parameterflackern, bis die
Länge des vorderen Endes, vordere Hälfte des Abisolierens, Gesamtlänge, hintere Hälfte des Abisolierens
Länge, Fräser, Messer zurück alle Eingabe Abschlusswert; Die kleine der
Messerwert ist, je tiefer der Schnitt ist; je dicker der Draht ist,
othe größer der Messerrückzugswert sollte sein; Parametereinstellung drücken

blinkt vor einem Parameter drücken

nach dem remo val fa

withdra aus dem Set f o
blinking-Parameter können jederzeit durch
Parameter, zurück in den Standby-Zustand;
Einstellungen für die Abisoliergeschwindigkeit: Die Maschine im Standby-Modus drücken

; Cutter Geschwindigkeit Parameter begann zu blinken zu diesem Zeitpunkt kann direkt

Eingang löschen Digitaleingang
Geben Sie die Nummer ein. - Wenn die Eingabe fehlerhaft ist, drücken Sie

Drücken Sie dann erneut
Erhaltung· und ein Parameter-Flimmern· bis zum
Schnittgeschwindigkeit, Vorschubgeschwindigkeit, Abisoliergeschwindigkeit, Pausenzeit alle Eingaben zu

C o miete Parametereinstellung drücken
blinkt für einen Parameter:
Drücken Sieynachdemdie Werteder Fabinking-Parameter jederzeit durch

Aus dem Parametersatz aussteigen und in den Standby-Zustand zurückkehren;
Ausgabeeinstellungen: Das Gerät im Standby-Modus drücken

Brutto-Parametersatz zu beginnen zu flackern, in dieser Zeit können direkt in die

Nummer, wenn der Eingang er r- drücken
Eingabe digital nochmal löschen:

Erhaltung und ein Parameter flackern bis zum Einstellen der Drücken Sie dar
t.talnummer f aii Eingabe t C.mlete; Parametereinstellung drücken

blinkt vor einem Pressparameter nach rem val.fa
stornieren
blinkende Parameter; jederzeit durch
zurückziehen aus der Menge der
Parameter, zurück in den Standby-Zustand;
Verdrillte Leitung eingestellt: Das Gerät im Standby-Modus drücken

Fr₀ nttwistmÿdescintillatiÿn·thistimepress


Erhaltung und ein Parameter flimmern bis zum vorderen Drücken Sie dann
Twist, Twist Wire Mode Eingabemodus abgeschlossen ist, dann durch vorherige
Methodeneingabe: Torsionsleitungsgeschwindigkeit, Verdrehungsstärke; Parametereinstellung;
drückenblinkt vorwärtseinen Parameter drückeynach dem
rem val fablinkingparameters: jederzeit durch Abheben von
der Parametersatz, zurück in den Standby-Zustand;
Programmnummer eingestellt: Die Maschine im Standby-Modus, drücken Sie
A
; programargumentsb:gint flicker·atthistimecandirectin
die Nummer- wenn die Eingabe fehlerhaft ist- drücken

Digitaleingang wieder löschen
danndrücken

Erhaltung des Standby-Zustands;
wo rk-Modus-Schalter:
Wenn sich die Maschine im Standby-Modus befindet, drücken


work mode switch;
Arbeitsmodus erklären
Diese Maschine ist eine multifunktionale Drahtschneidemaschine, insgesamt 6 Arten des Drahtschneide- und Abisolierverfahrens, folgende Bildbeschreibung:
Zeilenmodus:
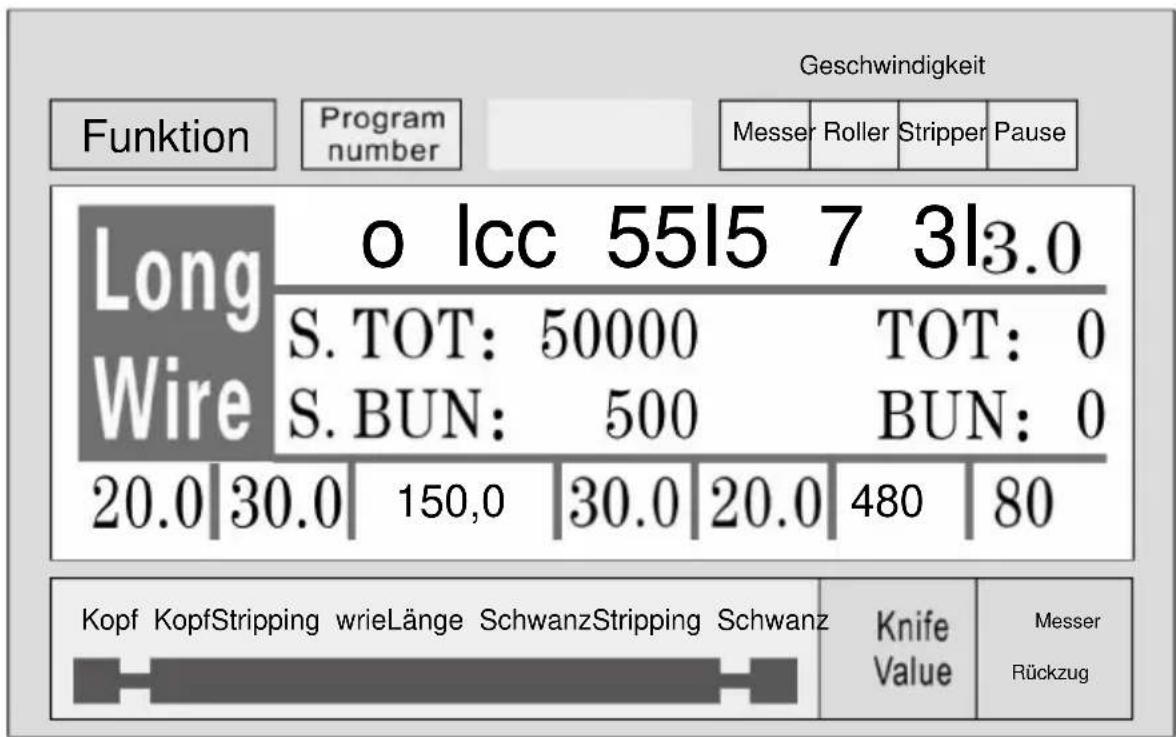
Das Modell und die traditionelle 220 Drahtschneidemaschine Funktion, kann montiert werden draht verdrillen gerät zu erhöhen die verdrillten draht, draht Länge wie gezeigt, nur nach der obigen Methode zur Eingabe einer gewünschten
^S ize, in diesem Modus

Funktion ist nicht verfügbar;
Das Kurzfristmodell:
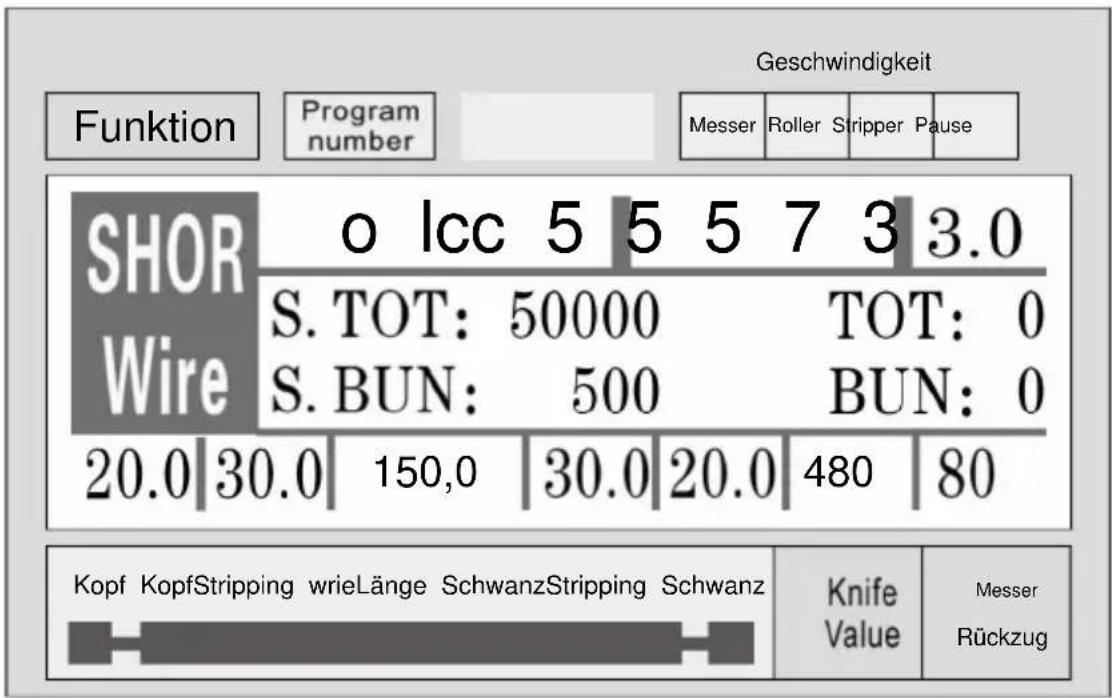
Das Modell Maschine und langfristig ist grundsätzlich das gleiche, nur die
Die Abstreifwirkung der Maschine ist nicht die gleiche; und es gibt keine Funktion zum Verdrehen der Schnur; bei
3 dieser Modus Parametersatz Funktion ist nicht verfügbar;
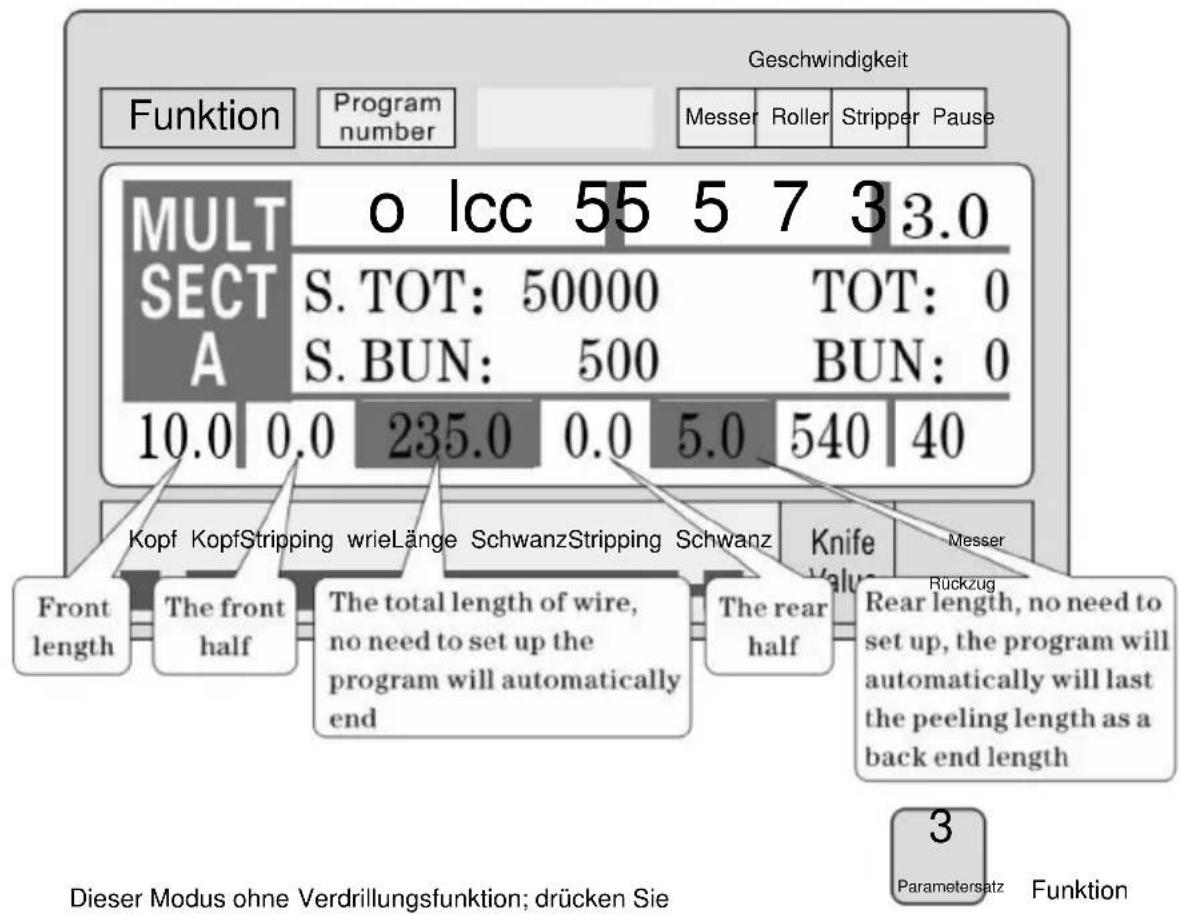
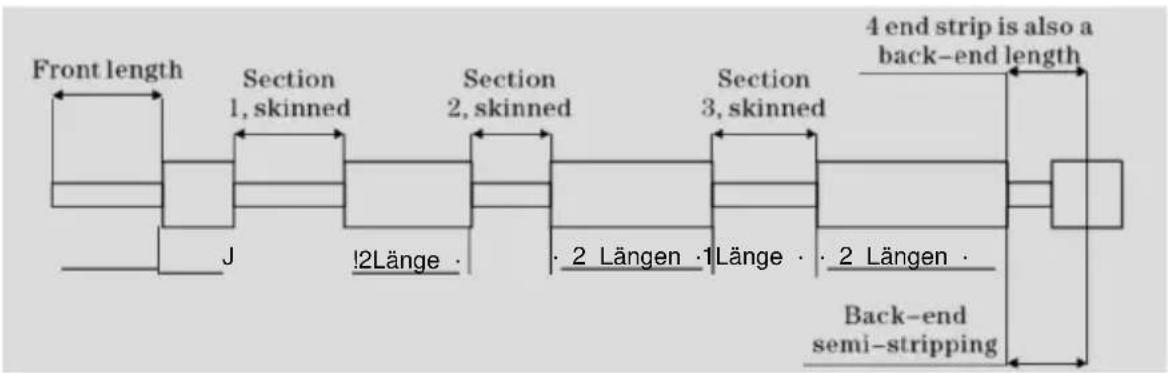
in das folgende Bild mit den Kabelfunktionseinstellungen:
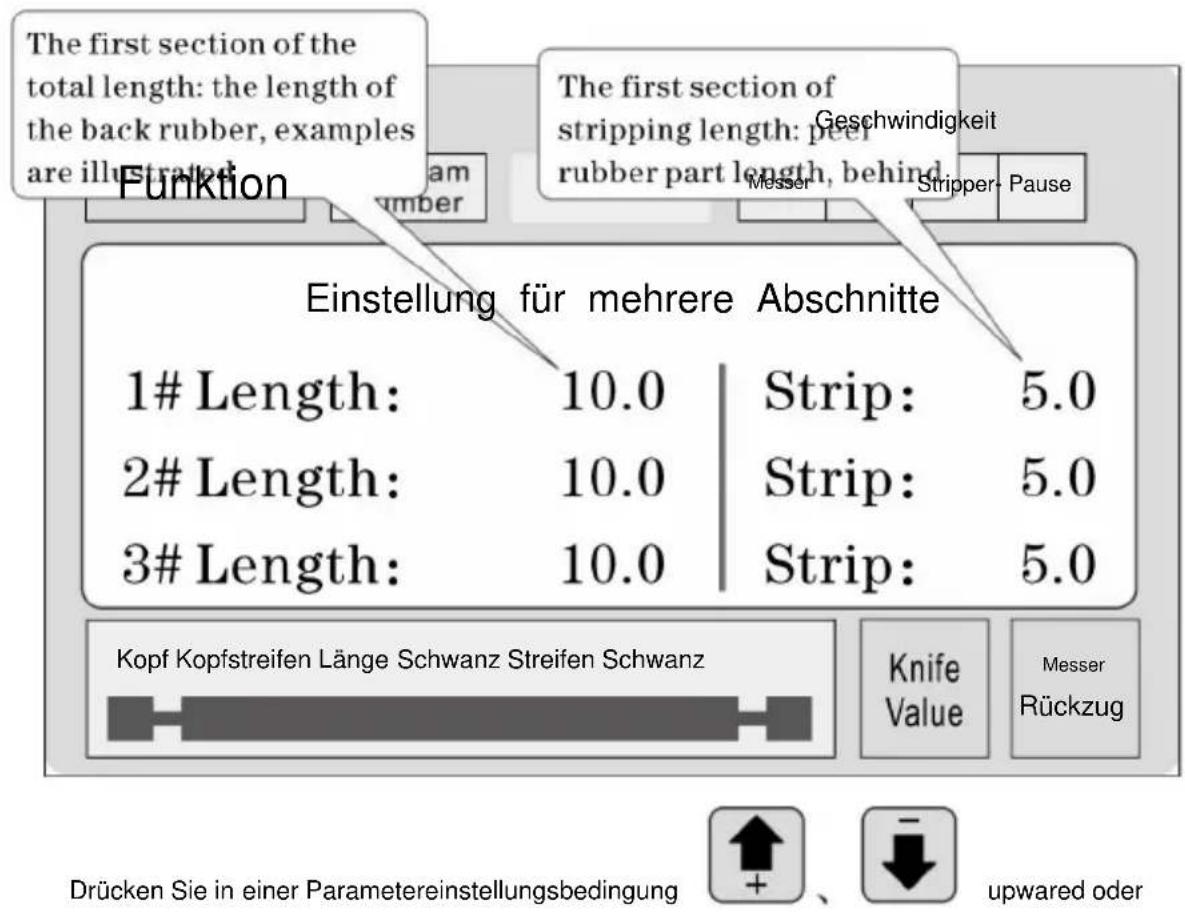
Abwärtsansicht 1 - 12 Segment Parameter einstellen; drücken
Parameter, bis die Eingabe aller Parameter abgeschlossen ist;

Satz
Hinweis: In einem mehrstufigen Modell ist die Gesamtsumme gleich der Länge jedes Die Verfahren sind in Kombination mit der Länge des vorderen Endes automatisch berechnet und hoch, So legen Sie die Gesamtlänge, die Länge des Ganzen kein Ende; Endlänge ist das letzte Ende des Länge von! Auch keine Notwendigkeit, einzurichten, wenn die erforderliche Länge ist arrangiert ist abgeschlossen, eine Reihe von o
Funktionseinstellungsbild
Drücken Sie im Standby-Zustand

um diesen Bildschirm aufzurufen; im Bild
Anzeige, die Maschine startet nicht mit der Arbeit, drücken

Rückkehr zur Arbeit
Bild;
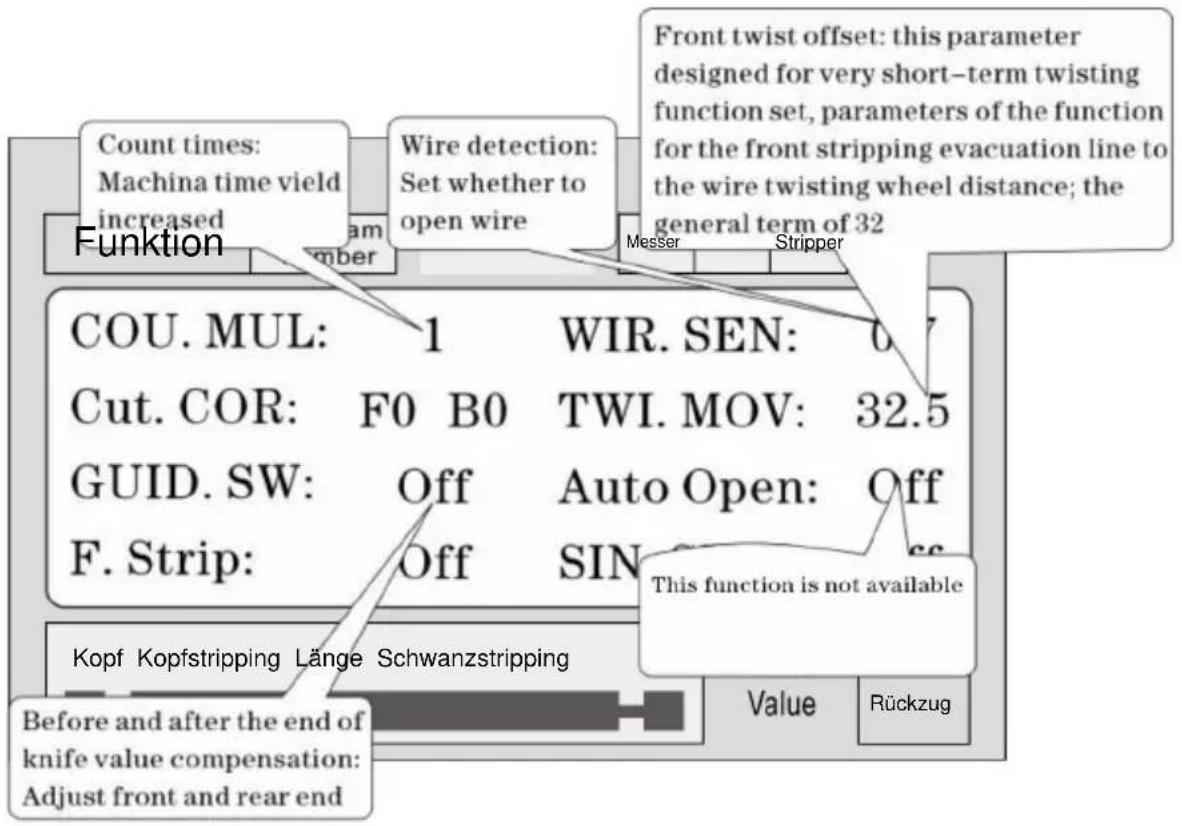
Parametereinstellung: drücken
Einstellungen starten- bis alle Parameter eingegeben sind
vervollständigen;
System-Setup-Bildschirm: Standby-Status · pr:ss

t diesen Bildschirm aufrufen,
Geben Sie das Passwort (10010011) ein, um diesen Bildschirm aufzurufen. Zeigen Sie das Bild an,

Maschine startet nicht mit der Arbeit, drücken Sie
Bild zur Rückkehr zur Arbeit;
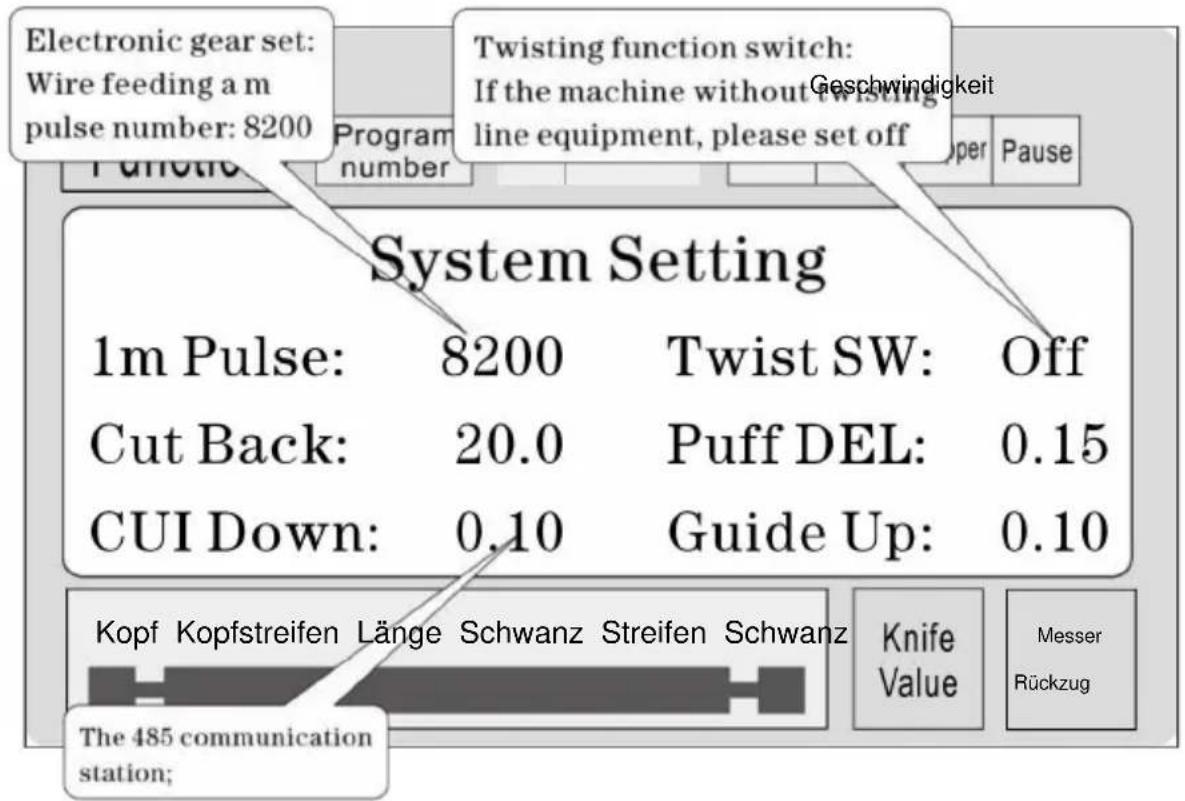

Parametereinstellung: drücken vervollständigen;
Starteinstellungen, bis alle Parameter eingegeben sind
Stripping-Set-Angelegenheiten, die Aufmerksamkeit erfordern
1, eine Reihe von Abisolierparameter, Gesamtlänge muss größer sein als die Vorderendelänge + Hinterendelänge; ansonsten die Arbeitsmaschine;
2, die Verwendung von Kommunikationssteuerung der Maschine, muss sicherstellen, dass die Maschine im Anzeigebildschirmbetrieb und im nicht parametrierten Zustand; ansonsten, die Kommunikationssteuerung ist ungültig;
3. Verwenden Sie die entsprechende Geschwindigkeitsregelung.
4. in der Bildschirmarbeit und Nichtparametereinstellungen können Sie direkt drücken

den Fräsersollwert ohne anzuhalten;
5, wenn die vier laufenden Kontrollleuchte blinkt, zeigt die Einstellung Parameter, kann die Maschine starten;
6 ä Einstellung der Verdrehlinie: Der erste Parameter für den Torsionsversatz ist für Kurzzeit-Verdrillfunktion eingestellt, d.h. wenn die Maschine ausgeschaltet ist vorne, Drahtzufuhr nach Verdrehen Radabstand; manchmal kann an der Kurzzeitklinge nach dem Verdrehen des Rades angebracht, dann der Parameter klein eingestellt, erreichen kurzfristige Torsion eine Linienfunktion; allgemeine Linie ist eingestellt auf 32 , kein Wechsel erforderlich; kurzfristig je nach Klinge und Draht Drehrad tatsächliche Distanzeinstellung; (kann Einzelschrittbetrieb Modus auf den Schritt, wenn der Drahtvorschub mehr als Drahtverdrehrad, kann der Parameter verringert werden, kann er erhöht werden und umgekehrt ;)
6. Einführung des Kommunikationsprotokolls
Die Maschine ist mit einer Standard-RS485-Kommunikation ausgestattet Funktion, der Benutzer kann über den Host-Computer (PLC, PC) direkt Steuerung der Maschine; Kommunikationshardwarespezifikationen für 38400, 8,
1.N
Im Folgenden wird die Maschine im Detail Befehle akzeptiert
1 der Not-Aus-Befehl: PC erteilt drei Byte hexadezimal
Nummer 16 01 , 66, 99; wobei die erste 01 die Stationsnummer ist, kann Richten Sie einen Systembildschirm zum Ändern ein, die Maschine hat erfolgreich empfangen
Die Bestellung wird die drei Bytes an Daten zurückgeben, diese Maschine hat Benachrichtigung über den Befehl erhalten;
- Stoppbefehl: Der PC gibt die drei Byte lange Hexadezimalzahl 16 01, 77 aus.
88; wobei die erste 01 die Stationsnummer ist, kann ein System einrichten Bildschirm zu ändern, die Maschine erfolgreich empfangen die Bestellung wil return empfangen die drei Bytes Daten, diese Maschine hat empfangen Bekanntgabe des Befehls;
- Stoppbefehl: Der PC gibt die drei Byte lange Hexadezimalzahl 16 01, 88 aus.
77; wobei die erste 01 die Stationsnummer ist, kann ein System einrichten Bildschirm zu ändern, die Maschine erfolgreich empfangen die Bestellung wird return empfangen die drei Bytes Daten, diese Maschine hat empfangen Bekanntgabe des Befehls;
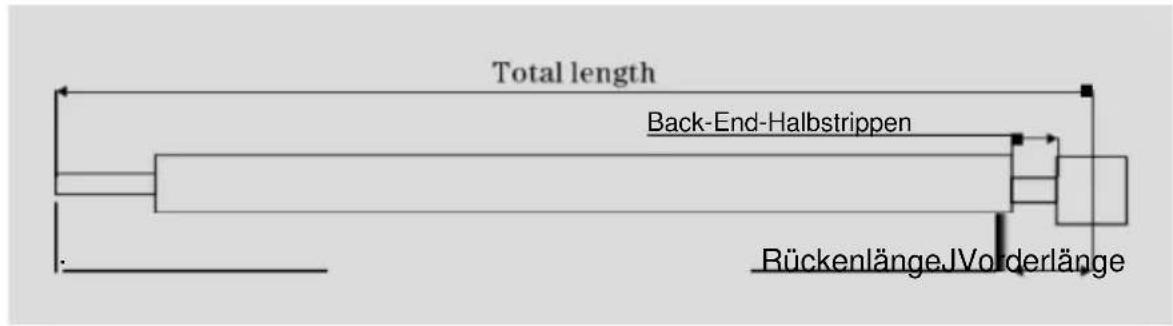
Sieben, Drahtschneidebeispiel
(1) langes Muster

- Der Draht wird in eine Zwischenrolle gelegt, der Walzenspalt wird so eingestellt, dass einfach mit dem Draht in Kontakt kommen und dann 2big nach unten;
2, Größe festlegen:
(1) Aktivieren Sie den Setup-Modus: Standby-Modus drücken
(2) Stellen Sie die vordere Abisolierlänge ein
(3) Festlegen der ersten Halbstrippinglänge
(4) Gesamtlänge
(5) Einstellung der letzten Halbstrippinglänge
(6) Länge des Bauabschnitts
(7) Der Fräsersatzwert: (Referenz)
(8) Rückschlag des Messers: (Referenz)
(9) Zeilenmodus einstellen:
drücken







Zeilenmodus einstellen;

3 drücken
länger als 1 Sekunde, stoppt die Maschine
automatisch nach dem Übertragen einer Zeile, schauen Sie, ob der Wert der
rechtes Messer, Direktpresse

Korrektur; bis zur Zufriedenheit;
(2) Mehrsegment-Peeling
Der Draht wird in eine Zwischenrolle gelegt, der Walzenspalt wird so eingestellt, dass
einfach mit dem Draht in Kontakt kommen und dann 2big nach unten;
2. Größe einstellen:
(1) Setup aufrufen m de: Standby m drücken o
(2) Stellen Sie die vordere Abisolierlänge ein
(3) Ausgangsleiste, Parametereinstellung
(4) Mehrstufenmodus einstellen: drücken
Segmentmodell:
(5) Geben Sie die Anzahl der Segmente ein: drücken
Filmmaterial;
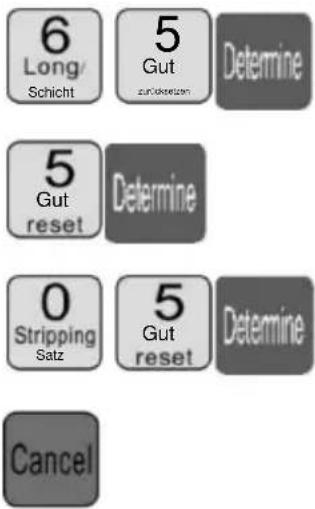
(6) Stellen Sie die Länge des ersten Segments der Haut bleiben
(7) Stellen Sie das erste Segment Peeling
(8) zweite Hautlänge einstellen
oa S t Sekunde o
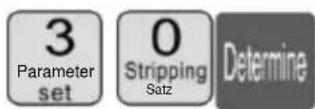
0
Stripping Satz
3
Parameters

0
Stripping Satz

7
Funktion
Verschiebung auf Multi eingestellt
3
Parameter Satz
auf mehr eingestellt



3
Parameter Satz

3
Parameter Satz

2
Twisted Satz

ao set dritte verlassen Hautlänge
a) Dritte verbleibende Hautlänge festlegen
(12) setze vierte als Länge
3 Bild zur Rückkehr zur Arbeit
(14) pree
more than
1 Sekunde
automatisch nach dem Übertragen einer Zeile, schauen Sie, ob der Wert der
rightknife·direktpresse

Erklären
-
Wenn der dritte Wert auf 0 gesetzt ist, wird das gerade erstellte Programm in zwei Hälften geteilt usw. wenn Sie den 12Abschnitt schälen möchten, der 12Abschnitt der Länge der ganzes Set;
-
Mehrfachabisoliermodus, Leitungsverdrillungsfunktion ist ungültig;
Die Einstellung der Messerschneideposition
-
Starten Sie die Maschine.
-
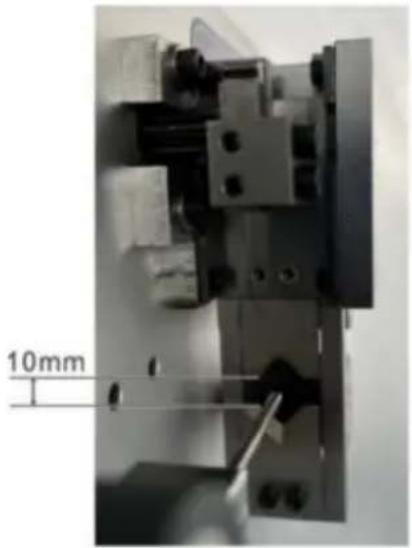
Einstellung der MAX2 Messerposition: der Abstand zwischen zwei Messern Die Nasen der Klingen sollten etwa 8-10 mm betragen, während der Abstand zwischen Die unteren Punkte der V-förmigen Klingen sollten etwa 34 mm betragen. (siehe Bild A)
-
Wichtige Hinweise zum Messerklingenwechsel:
-
Die obere Ebene des inneren linken Messerständers sollte unter dem rechten Messer liegen Gestellebene mit 19mm, die auch niedriger sein sollte als das Messergestell Außenrahmen mit 4 mm, wie in Bild B gezeigt.
- Der linke Gang sollte höher sein als der mittlere Gang mit 1 Ganghöhe wobei der rechte Gang höher sein sollte als der mittlere Gang bei 6 Gängen Höhen. (siehe Bild B)
- Normalerweise sollte der Abstand zwischen den Spitzen zweier Messerklingen um 8-10mm, während der Abstand zwischen zwei Klingen 'V-Form Die unteren Punkte sollten etwa 34 mm betragen. (siehe Bild A)
- Nach der Einstellung beide Seiten der Messerzahnstange in die Mitte einsetzen Achselzahn und befestigen Sie die Schrauben beider Seiten des Messerhalters.
- Starten Sie die Maschine neu und passen Sie den Messerwert an, wenn die Schnitttiefe wird geändert.
Acht, Phänomen und Ausschluss
| Die Entstehung der Phänomen | Verarbeitungsmethode |
| Gewindeschneiden ohne | 1. Gewindeschneidtiefe prüfen, Schnittmarken zu flach zum Regulieren " Durchmesser " kleiner.2. der Leitungsraddruck ist nicht ausreichend, müssen Sie die " in die Leitung einstellen Raddruck-Reglerknopf ", der den Raddruck steuert.3. die linie rad abstand ist zu groß, müssen einstellen die " in die linie Radabstands-Einstellknopf ", wird der Linienradabstand reduziert auf eine geeignete Position.4. Der erste Stripping-Satz ist größer oder gleich 3.5. das Schnurrad, wenn es Schmutz gibt , muss gereinigt werden.6. Rückzug Messersatz kann zu groß sein, sollte angemessen sein, um die zu reduzieren Rückzugsparameter (Sollwert 00 - 10).7. die nächste Werkzeug Fehlausrichtung, siehe Kapitel siebten Abschnitt 2 Test Diagramm 7-7 Ausrichtungsbedingung. |
| Abisolieren der Drähte ohne Ende | 1. Schnitttiefe am Fadenende prüfen, Schnittmarken zu flach zum Regulieren " Durchmesser " kleiner.2. Speichenrad , Der Druck ist nicht ausreichend, ne d, um die " runden runden Druckregulierknopf ", der Leitungsraddruck.3. Speichenradspiel ist zu groß, ist für die Regulierung von " runden Mit dem runden Spalt-Einstellknopf " wird der Riemenscheibenspalt auf die richtige Position reduziert4. y Der erste Satz Abisolierungen ist größer oder gleich 3, 5. Wenn die Riemenscheibe schmutzig ist, muss sie gereinigt werden.6. Rückzug Messersatz kann zu groß sein, sollte angemessen sein, um die zu reduzieren Rückzugsparameter (Sollwert 00 - 10).7. die nächste Werkzeug Fehlausrichtung, siehe Kapitel siebten Abschnitt 2 Test Diagramm 7-7: Ausrichtungsbedingung. |
| Drahthaut von schweren Barotrauma | 1. Barotrauma von Einlassrad oder Riemenscheibe beurteilen, Raddruckkraft auf sei klein.2. Kontakt mit meiner Firma, Kauf von Gummireifen. |
| Thrum schälen und Kern schneiden mehrere Wurzel | Ton in 1 oder 2Der „Durchmesser“, versuchen Sie es erneut, bis der Leitungskern nicht mehr beschädigt wird. |
| Länge der Linie, es gibt größer oder gleich dem Länge festlegen | 1. Der Druck des Fadenrads reicht nicht aus und manchmal kommt es zum Fadenabrieb ohne Phänomen, Fadenabstreifen auf Linie ist größer als ein vorgegebene Länge, Regulierung " in die Leitung Raddruckregulierung knio", also der Leitungsraddruck.2. Schmutz, Riemenscheibe, muss gereinigt werden.Ein Drahteinaufradspiel ist zu groß, um den " in das Leitungsrad einzustellen Abstandseinstellungsknopf " und ein Drahtzufuhrradspalt kleiner. |
| Länge der Linie, es gibt weniger als oder gleich dem Satz Länge | 1 , der Draht selbst, Leitungsdicke a.2 , ein rollendes Rad mit Schmutz, der gereinigt werden muss. Die Leiteroberfläche Wachs, Blei in, Speichenräder rutschen mit klebrigem Wachs, Drahtbürste und Benzin Reinigung von vier Rollen.3 , Wenn das Kabel herausgenommen wird, kann das Luftbetriebsphänomen der Stufe „00“ ausgeschlossen werden.4. Der Drahtverlegerahmen weist ein Kartenhysterese-Phänomen auf, was zu einer schlechten Drahtförderung führt. |
| Kopf- und Schwanzschnitt oder kein Schnitt | 1 , Überprüfen Sie den Kopf oder Schwanz vonsevered, Drahtdurchmesser ist zu klein, sollte anpassen der " Draht " größer. ( ein Referenzwert 30 -90 )2. Überprüfen Sie, ob am Fadenende keine Schnittspuren vorhanden sind. Der Drahtdurchmesser Ist zu groß und muss angepasst werden. der " Draht " kleiner. ( ein Referenzwert 30 -90 ) |
| manchmal der Kopf oder der Schwanz wurde abgeschnitten | 1 , Speichenrad, der Druck ist nicht ausreichend, bitte überprüfen und Regulierung vonrunderDruckregulierknopf, machdenRiemenscheibendruck wird groß.2 , die linie rad abstand ist zu groß, müssen einstellen die " in die linie Radspiel-Einstellknopf", die Linie Radspiel-Verringerung. |
| Es gibt mehrere Stränge vondraht langer faden | 1 , Drahtdurchmesser ist zu klein, den abgeschnittenen Draht, Streifen mit einem Kupferdraht, um Erhöhen Sie den Durchmesser von 1 -2 , versuchen Sie es erneut.2 , Rückzugsmesser zu klein eingestellt, sollte der Rückzugsparameter erhöht werden(00-10 ) |
| manchmal das DirigierenDrähte zusammen kein Messergebrochen | 1 , die Randteile Aktivitäten mit dem normalen Öl, versuchen Sie es erneut (in der Regel 8 Stunden Füllen von a). Die2 , Geschwindigkeit ist langsam.3 , Überprüfen Sie die Kabelspezifikationen in der Zeile AWG12# (3 Quadrate).4 , die Klinge ist stumpf, flach geschliffen oder muss ausgetauscht werden.5, gemäß dem siebten Teil der dritten Inspektion. |
| Der Druckbetrieb nach dem Herunterfahren kann nur schneiden a, Bildschirm erscheint" Kurzteine oder Knoten | 1 , Keine Leitung für automatische Abschaltfunktion, gehört zum Normalzustand.2 y einstellung die länge sollte größer als 32mm (außer für die 98 Verfahren ).3 , Speichenradspiel ist zu groß, ist für die Regulierung von " rundenMit dem runden Spalt-Einstellknopf können Sie den Spalt der Riemenscheibe verkleinern. |
| wenn die Stromversorgung eingeschaltet wird auf den Lüfter normal zu arbeiten, Bildschirm normal, aber nach Zu " laufen " nach der Maschinekann mich nicht bewegen | 1. Wegen der Spannungsinstabilität oder des illegalen Betriebs der Platine inWenn das Versicherungsrohr durchbrennt, muss die Sicherung ausgetauscht werden (Gehäusedeckel öffnen, auf der Platine sind zwei 5A-Versicherungsrohre sichtbar).2 , wie das Wechseln der Versicherungsröhre, weiterhin ausbrennen, und meine Firma Kundendienst-Serviceabteilung oder Bürokontakt. |
| Einschnitt geneigt Tangente | 1 , Der Draht selbst ist zu stark gekrümmt, daher ist die Anschaffung eines Richtgerätes2 , erforderlich. Eine Bleimündung ohne Mittenkante.3 , ein Schwarz neigt sich, Überprüfen Sie, ob das Drahtrohr zu nah am Werkzeug lehnt. |
Hersteller: Shanghaimuxinmuyeyouxiangongsi
Adresse: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Nach AUS importiert: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australien
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| Vertreter der EG |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
| UK | REP |
YH CONSULTING LIMITED.
Technischer Support und E-Garantie-Zertifikat




