
DS-16 - Machine d'emballage Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil DS-16 Vevor au format PDF.

| Type de produit | Machine de cerclage portative |
| Marque | Vevor |
| Modèle | DS-16 |
| Dimensions (L x l x H) | 360 x 130 x 140 mm |
| Alimentation | Batterie lithium-ion 18 V, 5000 mAh |
| Chargeur | Entrée AC 100-240 V, sortie 21 V / 2,5 A, temps de charge environ 90 minutes |
| Matériaux de cerclage compatibles | Bandes PET et PP, largeur 9-16 mm, épaisseur 0,4-1,2 mm |
| Force de tension maximale | 3200 N (réglable de 600 à 3200 N en 9 niveaux) |
| Vitesse d'alimentation de la sangle | 50-150 mm/s |
| Modes de fonctionnement | Semi-automatique (appui continu) et automatique (une touche) |
| Nombre de cycles par charge | Jusqu'à 600 cycles (selon utilisation) |
| Température de fonctionnement | 5 à 45 °C (optimale 15-25 °C) |
| Fonctions principales | Tension, soudage par friction, coupe automatique |
| Sécurité | Arrêt automatique en cas de bourrage, protection contre les surcharges |
| Pièces d'usure remplaçables | Couteau, plaque dentée inférieure, roue de tension, pièce de friction inférieure |
| Entretien | Vérifier régulièrement les pièces d'usure, remplacer si endommagées |
| Garantie | Certificat de garantie électronique, support technique sur www.vevor.com/support |
FOIRE AUX QUESTIONS - DS-16 Vevor
Questions des utilisateurs sur DS-16 Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine d'emballage au format PDF gratuitement ! Retrouvez votre notice DS-16 - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil DS-16 de la marque Vevor.
MODE D'EMPLOI DS-16 Vevor
Support technique et certificat de garantie électronique www.vevor.com/support
Machine de cerclage
MODÈLE: DS-16
Merci beaucoup d'avoir choisi cette machine de cerclage - Veuillez lire toutes les instructions avant de l'utiliser. Les informations vous aideront à obtenir les meilleurs résultats possibles.
Les produits présentés dans ce catalogue peuvent avoir une couleur différente de celle de l'article réel.
1. Consignes de sécurité
Une formation correcte est requise. Le personnel non correctement formé n'est pas autorisé à utiliser la cercleuse. Une utilisation incorrect peut entraîner des dommages matériels ou des blessures corporelles.
1.1 Fonctionnement sur batterie
*Protection environnementale
Veuillez ne pas jeter la batterie usagée dans la poubelle domestique dans le seau d'eaux usées, veuillez ne pas frapper ou brûler la batterie usagée.
* Risque de court-circuit
Ne stockez pas les piles avec d'autres objets métalliques. Veuillez r'pas démonter les piles vous-même et les stocker dans un endroit se résistant au gel. La température ambiante ne doit pas dépasser 50 d
Ne chargez pas les piles usagées et remplacez-les par des neuves lorsqu'elles sont endommagées ou inutilisables.
1.2 Risques de blessures aux yeux
Veuillez porter des lunettes de protection pour éviter d'endommager vo yeux lorsque vous utilisez ce produit.
1.3 Fonctionnement
Veuillez lire attentivement les instructions et vous entraîner correctement avant utilisation. Les personnes qui n'ont pas été correctement formées ne sont pas autorisées à utiliser la presse à balles avant de serrer les sangles, si les instructions ne sont pas suivies o cerclage est chargé de manière déraisonnable, cela peut entraîner une
rupture du cerclage ou une panne de la machine. Ne posez pas vos sur la zone de reliure, la zone de collage ou la zone de coupe du que vous n'êtes pas familiarisé avec la presse à balles. Placez votre sur la zone de reliure, la zone de collage et la zone de coupe. découpe au cutter.
1.4 Zone de soudage par friction
Vous devez vérifier l'état de la zone de soudage par friction et familiariser avec le contrôle et le réglage du temps de friction et du de serrage. Un temps de friction irrégulier peut entraîner une mauvais adhérence et entraîner de graves dommages. Veuillez donc ne pas expédier ou transporter des boîtes qui n'ont pas été correctement emballées et manipulées.
1.5 Répartition des sangles d'emballage
Veuillez utiliser le chariot du plateau de ceinture spécialement conçu pour distribuer les sangles. Lorsqu'elles ne sont pas utilisées, fix l'extrémité des sangles dans l'ouverture de fixation des sangles.
1.6 Avertissement concernant les sangles
N'utilisez pas de sangles pour traîner ou soulever des charges cela pourrait entraîner des dommages matériels ou des blessures corporelles.
1.7 Risques de rupture de sangle
Mauvais fonctionnement ; trop serré; ne pas utiliser le cerclage comme requis entraînera la perte de la force de tension ou la ruptur cerclage, ce qui pourrait éventuellement endommager la boîte/les marchandises et briser l'objet, faire perdre l'équilibre et tomber à l'opérateur ou provoquer la machine de cerclage. et le cerclage heurte rapidement le visage de l'opérateur, provoquant ainsi des blessures.
■ Remarque

* Si la charge est remplie de bords tranchants, veuillez ajouter protection des bords.
* Enroulez les sangles autour de la zone appropriée à attacher.
* L'opérateur ne doit pas être dans la même position en ligne droite
cercleuse pendant le serrage et la friction pour éviter que la presse et les sangles ne basculent sur le visage de l'opérateur. Et rappelez demandez aux spectateurs de rester à l'écart de la zone d'exploitation pendant le fonctionnement. Veuillez également utiliser le cerclage avec spécifications de largeur et de résistance recommandées, ce qui contribuera à améliorer la qualité et l'efficacité de l'emballage, car un cerclage inadapté peut provoquer la rupture du cerclage ou le détachement de la boîte pendant le transport.
1.8 Coupe des sangles
Lors de la coupe des sangles, veuillez utiliser l'outil de coupe appropriager une distance de sécurité avec les personnes, pas dans la méthode que les sangles et loin de la direction lâche du cerclage. Veuillez utiliser les outils spécialement conçus pour couper les sangles, pas de marteaux, pinces, haches, scies à métaux, etc.
1.9 Risques de glissades et de chutes
Veuillez garder la zone de cerclage propre et bien rangée, car des zones de travail en désordre peuvent provoquer des accidents et des chutes peuvent survenir si vous n'atterrissez pas bien ou si vous êtes déséc avant la tension, en particulier dans les petites zones de travail telles les cages d'escalier. Essayez de garder votre équilibre lors de la manipulation. Les deux pieds doivent être sur une surface plane et fer en même temps. N'utilisez pas l'appareil si vous n'êtes pas bien ou dans une condition physique difficile.
Veuillez noter les précautions mentionnées spécifiquement pour la zone travail.
1.10 Dangers de la presse à balles
* Un bon entretien de la presse est très nécessaire.
* Vérifiez régulièrement les pièces de la presse. En cas d'usure ou d'dommages, veuillez ne pas continuer à utiliser la presse jusqu'à ce ci pièces soient remplacées.
* N'utilisez pas la presse sans les sangles
* Ne modifiez pas la presse car cela pourrait provoquer des blessure
2. Paramètres techniques
2.1 Description de l'outil de cerclage sur batterie
L'outil de cerclage de batterie DS-16 offre des performances d'étanché parfaites. Il peut permettre aux utilisateurs de profiter d'un moyen de cerclage efficace. Le DS-16 a sa puissance de tension maximale de N et 9 niveaux peuvent être ajustés par affichage numérique. Il est alimenté par une batterie au lithium haute capacité de 6 000 mAh, c lui permet de fonctionner 600 cycles par charge complète. L'un des principaux arguments de vente est qu'il est économique par rapport à produits similaires disponibles sur le marché. C'est un bon produit pou que les concessionnaires explorent et saisissent le marché. Le DS-16 un outil si puissant et peut être largement utilisé dans la plupart des industries.
2.2 Dimensions de la presse
Longueur: 3 6 0MM
Largeur: 13 0 MM
Hauteur: 1 4 0MM
2.3 Matériaux de cerclage
Matériau des sangles : ruban PET (polyester) et PP (polypropylène) à surface plane ou gaufrée.
Spécifications des sangles: largeur 9-16MM, épaisseur 0. 4-1.2MM.
Veuillez choisir les sangles de la taille appropriée en fonction de la à balles que vous achetez.
2.4 Résistance des sangles
Force d'étirement : réglable de 60 0 à 32 00 N, la valeur maximale déterminée par le matériau des sangles.
Vitesse d'alimentation de la sangle : 50-150 MM/S. Résistance au frottement : env. 75 % de la valeur de résistance des sangles.
2.5 Environnement de travail
La température ambiante de fonctionnement est de 5 à 45 °C, avec température de fonctionnement optimale de 15 à 25 °C.
Utiliser ou conserver avec soin pour se protéger de l'eau et de l'hun
3.Accessoires

■ Remarque : Veuillez utiliser les accessoires ou les
accessoires mentionnés dans le manuel, l'utilisation d'autres accessoires peut endommager l'équipement ou provoquer des blessures.
3.1 Presse à balles portative rechargeable
Étant donné que la presse utilise des batteries nickel-cadmium (Nicd) nickel-hydrure métallique (NiMH), veuillez acheter les batteries séparément en fonction des paramètres suivants.
Type : batterie au lithium.
Tension : 18 V.
Capacité: 5000 MAH
3.2 Chargeur de batterie
Chargement direct (en option)
Tension d'entrée du chargeur : AC100-240 V.
Tension de sortie : 21 V, 2,5 A.
Temps de charge : environ 90 minutes.
4. Opérations
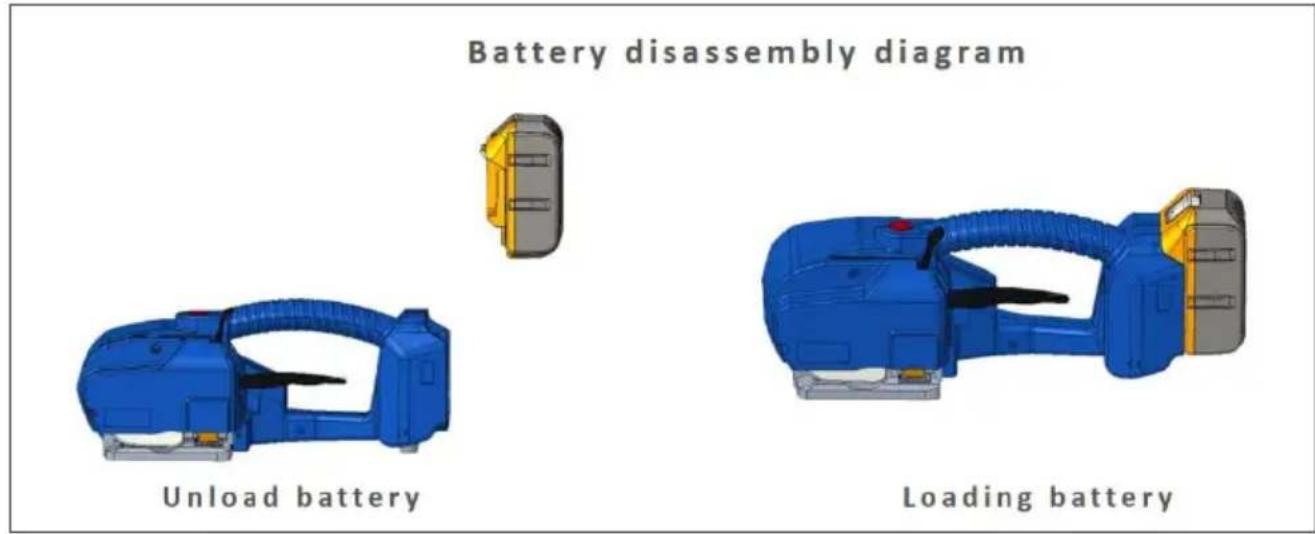
4.1 Installation de la batterie
* Ne laissez pas les batteries de la presse à balles sous la pluie o l'eau.
* Pour des raisons de sécurité, la batterie est livrée non chargée et séparée de l'appareil, veuillez suivre les instructions de montage.
* Retirez la batterie en appuyant sur le Clip Snap de la batterie avec pouce et en l'extrayant vers le haut ou en relâchant le Clip Snap ap avoir chargé la batterie.
* Le voyant est rouge lorsque la batterie est faible, le voyant est ro
de la charge et le voyant de charge est vert lorsque la charge est
4.2 Éléments de commande
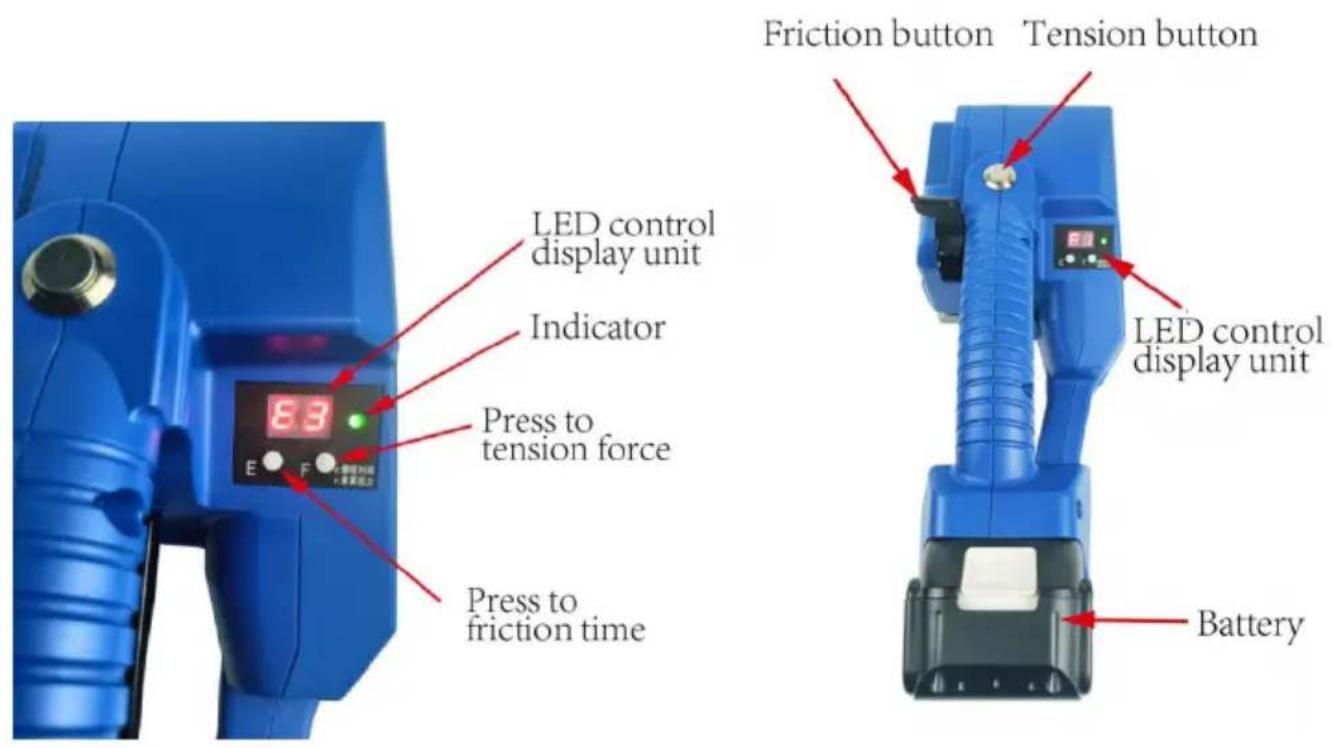
4.3 Mode semi-automatique et mode automatique
Le L-16 dispose de 2 modes de tension : une touche pour tendre e appuyer continuellement sur le bouton pour tendre. Comment faire une conversion de mode ? Appuyez simplement sur le bouton de tension soulevez la poignée en même temps et lorsque l'indicateur clignote
alternativement, la conversion de mode est effectuée.

4.4 Opérations de la presse
*Mode de tension semi-automatique (appuyez continuellement sur le bouton pour tendre)
Étape 1 Enroulez et empilez les sangles
Veuillez enrouler les sangles de la manière indiquée et ne laissez à moment les sangles être mouillées par de l'huile ou d'autres débris.

L'étape 2 insère les sangles dans la presse
Lors de l'insertion des sangles, les sangles dans le sens de la tensi doivent être empilées à l'extrémité supérieure, la sangle inférieure doit
étirée jusqu'au bas de la roue d'alimentation pour couvrir l'avant de la plaque dentaire 5 à 10 mm plus longtemps, lors de l'insertion des sangles. , veuillez soulever la poignée avec votre main droite, insérez sangles avec votre main gauche, les extrémités supérieure et inférieure des sangles doivent être empilées parallèlement les unes aux autres ; avoir relâché la poignée de levage.

Étape 3 Serrez ou introduisez les sangles
Lorsque vous appuyez sur le bouton de tension et que vous le relâc presse vous donnera le temps de serrage prédéfini par défaut. Lorsqu l'étanchéité n'est pas suffisante ou trop serrée, augmentez ou diminuez simplement le niveau de puissance de tension de manière appropriée jusqu'à ce qu'elle soit appropriée. Lors du serrage, gardez la presse balles en mouvement parallèle et dans la direction avant de la presso objets divers.

Étape 4 Souder les sangles
Après avoir appuyé sur le bouton par friction, la presse scelle et cou automatiquement les sangles (le temps est prédéfini par le système e être augmenté ou diminué pour ajuster le niveau de temps de friction

Étape 5 Éloignez la presse
Une fois l'opération de liage terminée, soulevez la poignée et la roue d'alimentation en sens inverse pour desserrer les sangles en conséque puis éloignez la presse.

*Une touche pour le mode tension
Étape 1 Enroulez et empilez les sangles
Veuillez enrouler les sangles de la manière indiquée et ne laissez à moment les sangles être mouillées par de l'huile ou d'autres débris.

L'étape 2 insère les sangles dans la presse
Lors de l'insertion des sangles, les sangles dans le sens de la tensi doivent être empilées à l'extrémité supérieure, la sangle inférieure doit étirée jusqu'au bas de la roue d'alimentation pour couvrir l'avant de la
plaque dentaire 5 à 10 mm plus longtemps, lors de l'insertion des sangles. , veuillez soulever la poignée avec votre main droite, insérez sangles avec votre main gauche, les extrémités supérieure et inférieure des sangles doivent être empilées parallèlement les unes aux autres : avoir relâché la poignée de levage.

Étape 3 Serrez les sangles
Lorsque vous appuyez sur le bouton de tension et que vous le relâc presse à balles tend automatiquement les sangles.

Étape 4 Souder les sangles
Après avoir appuyé sur le bouton par friction, la presse scelle et cou automatiquement les sangles (le temps est prédéfini par le système e
être augmenté ou diminué pour ajuster le niveau de temps de friction

Étape 5 Éloignez la presse
Une fois l'opération de liage terminée, soulevez la poignée et la roue d'alimentation en sens inverse pour desserrer les sangles en conséque puis éloignez la presse.

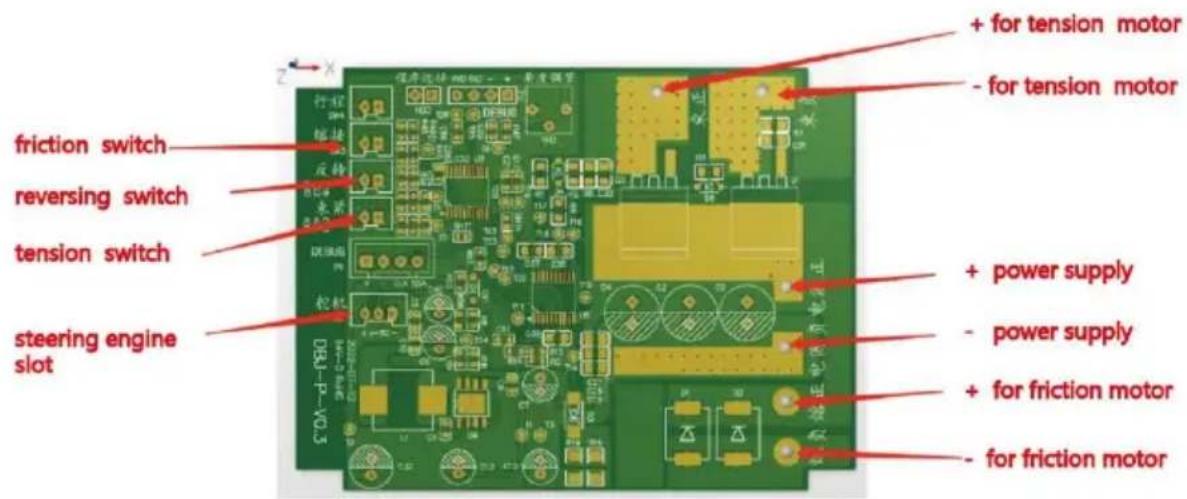
5. Connexions électriques
6. Remplacement des pièces d'usure et réglage de l'état de liaison
■ Remarque : Veuillez débrancher l'interrupteur d'alimentation et retirer piles avant chaque entretien.
6.1 Remplacement des pièces d'usure
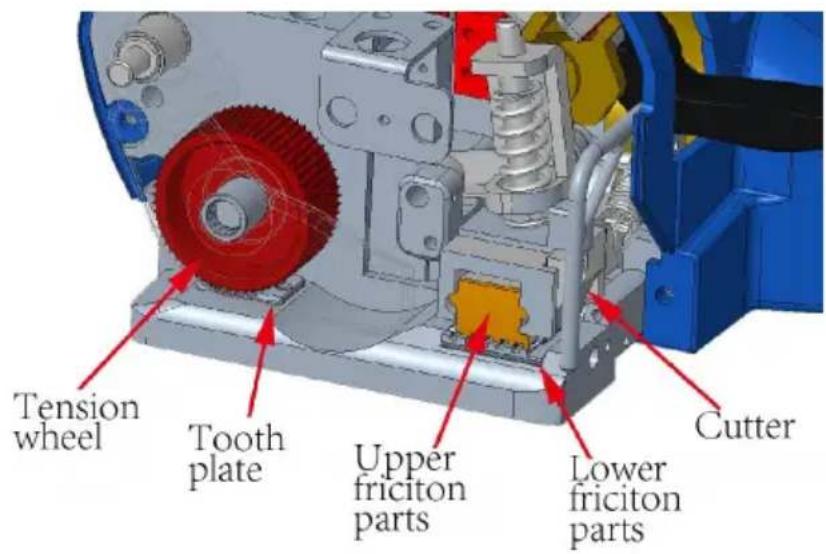
Couteau (JD-PSE-G016) : Desserrez d'abord la vis sur le couvercle gauche (JD-L16-G01) et retirez-la, puis retirez la vis du couteau et re le couteau pour le remplacer. Après avoir installé le cutter, installez-le l'ordre inverse.
Plaque dentée inférieure (JD-PSE-G011) : retirez d'abord les vis fixant plaque dentée et retirez-la, puis remplacez la plaque dentée éjectée.
remplacement, assemblez-le dans l'ordre inverse.
Roue de tension (JD-PSE-G012) : veuillez retirer le couvercle gauche comme décrit ci-dessus, retirer l'écrou fixé sur l'arbre de connexion (JD-L16-G021), retirer le couvercle de la roue de tension (JD-L16-G00 remplacer la roue de retenue et remplacez-la dans l'ordre inverse.
Pièce de friction inférieure (JD-PSE-G013) : desserrez et retirez d'abor les vis sans tête fixées sur l'arbre de la pièce de friction inférieure, la pièce de friction inférieure vers le bas pour la remplacer, puis remplacez-la dans l'ordre inverse.
6.2 Ajustements de serrage, de collage et de coupe
①. Si le serrage glisse, desserrez les vis fixées sur la plaque dentai installez le joint de la plaque dentaire (JD-PSE-G028) pour relever la plaque dentaire ou remplacer la plaque dentaire.
②. Lorsque vous utilisez différentes courroies d'emballage d'une épaiss de 0,4 à 1,2 mm, ajustez en temps opportun l'écart entre la partie (friction supérieure (JD-PSE-G008) et la partie de friction inférieure, since une mauvaise soudure se produira. Lors du réglage du jeu entre les de friction supérieure et inférieure, retirez d'abord la plaque de recouvrement gauche, puis desserrez le bouton de retrait d'étanchéité (JD-PSE-G005), fixez l'arbre de compression inférieur de la plaque de liaison (JD-PSE-G022) avec un tournevis plat, puis tournez l'écrou sur l'arbre de connexion dans le sens des aiguilles d'une montre ou dans sens inverse. Lors d'une rotation dans le sens des aiguilles d'une montre, le jeu entre les parties de friction supérieure et inférieure devient plus grand, et lors d'une rotation dans le sens inverse des aiguilles d'une montre, le jeu devient plus petit.
③. Le temps de collage et la force de serrage sont réglés via les fenêtres d'affichage numérique E et F sur le capot droit. La touche E ajuste de fusion et la touche F ajuste la force de serrage, augmentant du au grade 9.
④. Reportez-vous au tableau suivant pour le remplacement des pièces
d'usure et le réglage du temps (effet) de liaison et de soudage.
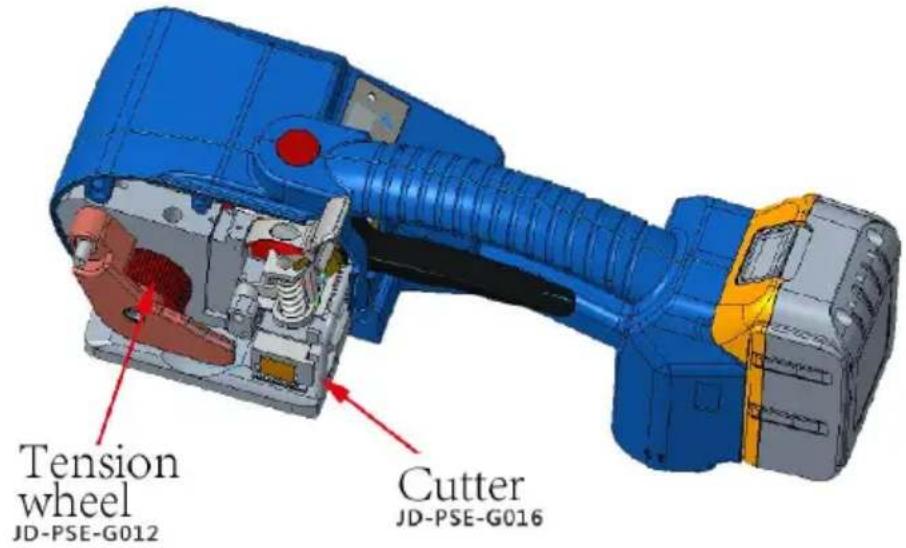
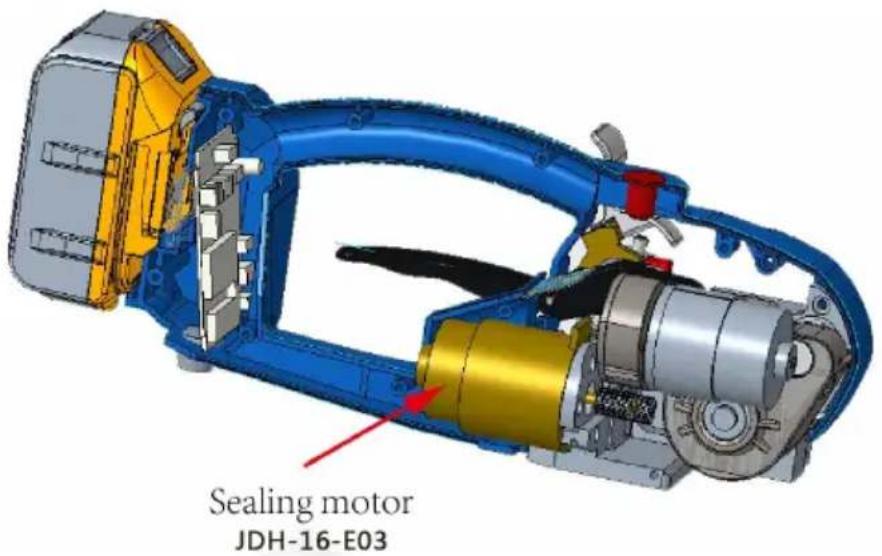
Schéma de l'effet de soudage et de liais

7. Défauts électriques courants
En cours d'utilisation, l'outil de presse s'est soudainement bloqué et la s'allume en rouge lorsque la courroie de pressage coincée dans la machine ne peut pas être retirée. Veuillez immédiatement éteindre l'alimentation, couper les sangles pour retirer les sangles coincées dans l'outil, charger rapidement. La batterie ou remplacer la batterie. Lorsqu vous confirmez que la batterie est alimentée et que le défaut n'est p éliminé, vous devez retirer les couvercles en plastique gauche et droit après avoir retiré la batterie pour vérifier l'outil, comme vérifier les interrupteurs ou le câblage sur chaque interrupteur ou sur les moteurs n'est pas tombé, ou remplacez le micro-interrupteur ou remplacez le moteur d'étanchéité par friction.
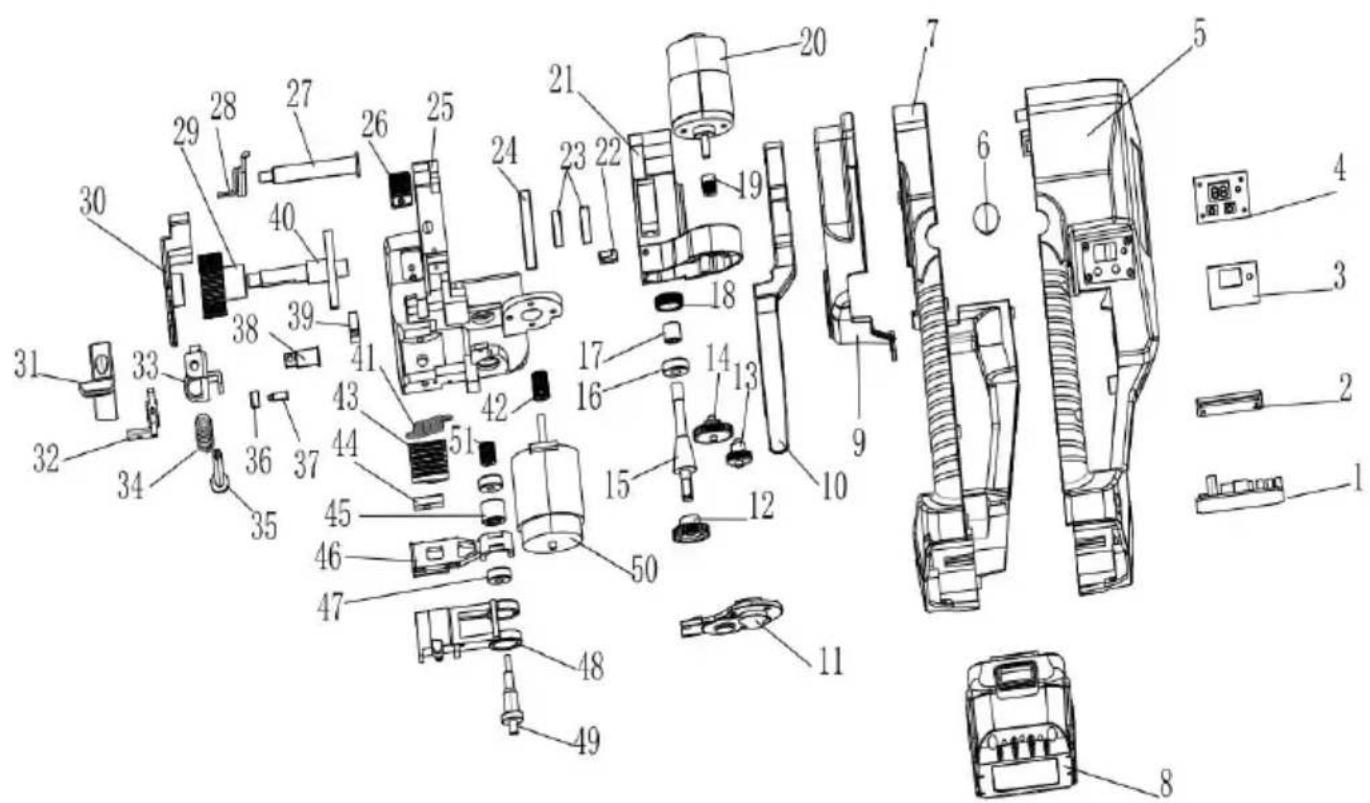
9、Vue éclatée du produit et liste des pièces
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166 Anah Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma
| UK | REP |
YH CONSULTING LIMITED.
Support technique et certificat de garantie électronique www.vevor.com/support


