
RDG 1500 B - Fraiseuse Fein - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil RDG 1500 B Fein au format PDF.

| Type de produit | Fraiseuse pneumatique pour tubes |
| Marque / Modèle | Fein RDG 1500 B |
| Alimentation | Air comprimé, 6 bar max |
| Consommation d'air sous charge | 72 l/s |
| Puissance utile | 2000 W |
| Vitesse à vide (moteur) | 6000 min⁻¹ |
| Vitesse de l'outil de coupe | 70 min⁻¹ |
| Avance automatique | 80 mm/min |
| Diamètre max. de l'outil | 220 mm |
| Plage de diamètres de tubes | 250 - 1500 mm (selon position de l'axe porteur) |
| Poids | env. 67 kg |
| Dimensions (L × l × H) | 980 × 450 × 280 mm |
| Niveau de pression acoustique | 103 dB(A) |
| Niveau d'intensité acoustique | 116 dB(A) |
| Entretien | Vidange d'huile d'engrenage toutes les 80-120 h (première) puis 200-250 h ; nettoyage du moteur pneumatique tous les 200 h |
| Lubrifiant recommandé | Huile d'engrenage ARAL ÖL Degol BMB 460 (standard) ou BMB 100 (basse température) |
| Accessoires inclus | Récipient de transport, manivelle, clés, tendeur de chaîne, chaînes, boulons, unité d'entretien |
| Garantie | Selon réglementation légale en vigueur |
FOIRE AUX QUESTIONS - RDG 1500 B Fein
Questions des utilisateurs sur RDG 1500 B Fein
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Fraiseuse au format PDF gratuitement ! Retrouvez votre notice RDG 1500 B - Fein et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil RDG 1500 B de la marque Fein.
MODE D'EMPLOI RDG 1500 B Fein
Caractéristiques techniques. 30
Conception des fraiseuses pour tubes....30
Vue générale. 30
Pour votre sécurité. 31
Principe de fonctionnement (voir figure A)....32
Avant la mise en service....32
Mise en service....33
Utilisation....33
Entretien et réparation. 35
Élimination de perturbations
(versions RSG (**) et RSG Ex (**)). 37
Élimination des perturbations (version RDG (**)).....38
Unité d'entretien....39
Garantie. 40
Outils de fraisage et accessoires....40
Pièces de rechange 42


Dati tecnici....43
154 30,5 2,5 32 30 25 6 35 08 099 02 0
Fax +49 (0) 721/45 14 11
e-mail: link-gmbh@t-online.de
internet: http://www.microjet.de
Fax +49 (0) 721/45 14 11
e-mail: link-gmbh@t-online.de
internet: http://www.microjet.de
Fraiseuse électrique pour tubes :
Référence 7 360... 7 360...
Type* RSG Ex 1500 A (**) RSG Ex 1500 B (**)
Référence 7 360... 7 360...
Type RSG 1500 A (**) RSG 1500 B (**)
Tension (U) 400 V
Fréquence (f) 50 Hz
Raccordement au réseau 3 ~ (courant triphasé)
(courant triphasé)
Vitesse à vide (n₀)
| Moteur 2860/min | -1 | |
| Outils de coupe 35/min | -1 | 70/min ^-1 |
Avance (f) 40 mm/min 80 mm/min
Puissance nominale (P) 1500 W
Longueur du câble d'alimentation (avec fiche)
Poids (m) env. 73 kg
Classe de protection IP/1
Type de protection IPX4
Dimensions :
∅ max. de l'outil 220 mm
Long. max. 980 mm
Haut. max. 340 mm
Larg. max. 450 mm
Larg.1 372 mm
Larg.2 205 mm
L_1 795 mm
Moteur électrique et interrupteur supplémentaire en version protégée contre les explosions
Les mesures réelles (A) des niveaux sonores de la fraiseuse pour tubes sont : Niveau de pression acoustique 92 dB (A) ; niveau d'intensité acoustique 105 dB (A).


Toujours porter une protection acoustique !
Fraiseuse pneumatique pour tubes :
Référence 7 560... 7 560...
Type RDG 1500 A (**) RDG 1500 B(**)
Pression de l'air 6 bar
Consommation en air 72 l/s
sous charge
Vitesse à vide (n₀)
Moteur 6000/min - 1
Outils de coupe 35/min -1 70/min-1
Avance 40 mm/min 80 mm/min
Puissance utile (P) 2000 W
Diamètre du flexible 15 mm
Poids (m) env. 67 kg
Dimensions :
∅ max. de l'outil 220 mm
Long. max. 980 mm
Haut. max. 280 mm
Larg. max. 450 mm
Larg.1 372 mm
Larg.2 205 mm
L_1 795 mm
Les mesures réelles (A) des niveaux sonores de la fraiseuse pour tubes sont : niveau de pression acoustique 103 dB (A) ; niveau d'intensité acoustique 116 dB (A).

Toujours porter une protection acoustique !
Les valeurs de mesure ont été déterminées conformément à la norme européenne EN 62 841.
Conception des fraiseuses pour tubes.
La fraiseuse pour tubes est conçue pour le tronçonnage de tubes exposés et de tuyauteries posées, en stabilité suffisante, en acier ou en fonte ainsi que pour le chanfreinage d'extrémités de tubes avant le soudage sur des chantiers et à l'extérieur. La fraiseuse de tubes est conçue pour être utilisée par des spécialistes dans des entreprises spécialisées; elle n'est pas conçue pour une utilisation quotidienne permanente.
Directive européenne 94/9ce ATEX (atmosphères explosibles)
Nous vous informons que les fraiseuses pour tubes Fein du type RDG (**) / RSG (**) / RSG Ex (**) ne sont pas agréées pour une utilisation dans des endroits à risque d'explosion et qu'il n'existe donc pas d'attestations d'examen CE pour ces types de fraiseuses conformément à la directive européenne 94/9 CE.
(Avec la fraiseuse pour tubes RSG Ex (**), le moteur électrique et l'interrupteur supplémentaire intégrés sont les seules deux composantes conformes à ATEX.)
La directive ATEX n'est valable que dans la CE.
Vue générale.
1 Dispositif de serrage
2 Vis de fixation de la plaque latérale
3 Plaque latérale
4 Information
5 Boulon
6 Broche filetée
7 Dispositif d'amenée
8 Vis cylindrique pour dispositif d'amenée
9 Vis de réglage
10 Axe porteur
11 Levier de blocage
12 Vis à tête hexagonale
13 Disque
14 Axe de serrage
15 Ecrou
16 Poupée fixe pour broche d'outil
17 Écrou pour tube
18 Vis de fixation du moteur
19 Languette
20 Roue de chaîne
21 Arbre transporteur
22 Anneau de retenue
23 Goupille
24 Vis de fermeture pour broche d'outil
25 Poignée
26 Échelle de profondeur
27 Écrou moleté
28 Levier de commande d'avance
29 Six pans tendeur de chaîne
30 Disque tendeur de chaîne
31 Vis de blocage tendeur de chaîne



Pour votre sécurité.

Avant d'utiliser la fraiseuse pour tubes, lire et respecter scrupuleusement :
ces instructions d'utilisation,
les dispositions concernant la prévention des accidents du travail en vigueur dans le pays en question.
Bien garder ces instructions d'utilisation en vue d'une utilisation ultérieure; elles doivent être jointes à la fraiseuse pour tubes en cas de transmission ou de vente à une tierce personne.
Consignes générales de sécurité.
ATTENTION ! Lire toutes les instructions ci-dessous. Le non-respect des instructions indiquées ci-après peut entraîner une décharge électrique, un incendie et/ou de graves blessures. La notion de « fraiseuse pour tubes » utilisée par la suite se rapporte à fraiseuse électrique et pneumatique pour tubes.
1. Emplacement de travail.
a) Maintenir la zone de travail sèche, propre et bien rangée. Le désordre et de mauvaises conditions d'éclairage peuvent provoquer des accidents. b) Sécuriser la zone de travail ! Tenez les enfants et autres personnes éloignés de la fraiseuse pour tubes durant son utilisation. Un moment d'inattention peut vous faire perdre le contrôle de la fraiseuse pour tubes.
2. Sécurité électrique.
a) Ne jamais modifier le raccord électrique de quelque façon que ce soit. b) Protéger le câble d'alimentation contre la chaleur, contre l'huile et contre des arêtes coupantes ou des parties en mouvement. Des câbles d'alimentation endommagés ou emmêlés augmentent le risque d'un choc électrique. c) Protéger les conduites électriques contre tout coïncement. d) Si l'usage d'un outil dans un emplacement humide est inévitable, utiliser une alimentation protégée par un dispositif à courant différentiel résiduel (RCD). L'usage d'un RCD réduit le risque de choc électrique.
3. Sécurité lors du travail avec l'air comprimé.
a) Contrôler à intervalles réguliers l'alimentation en air comprimé. Prendre les précautions nécessaires afin d'éviter que le tuyau ne se plie, ne se coince et le maintenir à l'abri de la chaleur et de bords tranchants. Bien serrer les colliers du flexible. Faire immédiatement réparer les flexibles et les raccords endommagés. En cas d'une alimentation en air défectueuse, le flexible à air comprimé pourrait battre de manière incontrôlée et provoquer ainsi des blessures. Les poussières ou copeaux soulevés peuvent blesser les yeux.
4. Sécurité des personnes.
a) Restez vigilant, regardez ce que vous êtes en train de faire et faites preuve de bon sens dans votre utilisation de l'outil. Ne pas utiliser la fraiseuse pour tubes lorsque vous êtes fatigué ou sous l'emprise de drogues, d'alcool ou de médicaments. Un moment d'inattention en cours d'utilisation de la fraiseuse pour tubes peut entraîner des blessures graves. b) Porter un équipement de protection individuelle. Les équipements de sécurité tels que les masques contre les poussières (à porter toujours!), les chaussures de sécurité antidérapantes, les casques, les gants de protection ou les protections acoustiques selon les différentes utilisations de la fraiseuse pour tubes réduiront les risques de blessures. c) Eviter tout démarrage intempestif. S'assurer que l'interrupteur principal se trouvant sur l'ensemble des appareils de commande, l'interrupteur supplémentaire ou le robinet à buse sphérique sont bien en position « ARRÊT ». Mettre le levier de commande d'avance sur « 0 » pour éteindre le mouvement d'avance avant de raccorder la fraiseuse pour tubes au réseau électrique.
ou pneumatique. Brancher la fraiseuse pour tubes mise en marche au réseau électrique ou pneumatique peut provoquer des accidents.
d) Retirer tout outil et toute clé de réglage avant de mettre la fraiseuse pour tubes en marche. Un outil ou une clé laissé fixé sur une partie en rotation de la fraiseuse pour tubes pourrait provoquer des blessures. e) Ne surestimez pas vos capacités. Ne pas se précipiter. Garder une position et un équilibre adaptés à tout moment. Ceci vous permet de mieux contrôler la fraiseuse pour tubes dans des situations inattendues. f) S'habiller de manière adaptée. Ne pas porter de vêtements amples ou de bijoux. Garder les cheveux, les vêtements et les gants à distance des parties en mouvement. Des vêtements amples, des bijoux ou des cheveux longs peuvent être pris dans les parties en mouvement. g) Porter ou aligner l'appareil toujours à deux personnes. h) Ne pas se fier à un faux sentiment de sécurité et ne pas ignorer les instructions de sécurité relatives aux outils électriques, même si l'on est familiarisé avec l'outil électrique après utilisation multiple. Le fait d'agir avec négligence peut entraîner de graves blessures en quelques fractions de secondes.
5. Utilisation.
a) Ne surchargez pas la fraiseuse pour tubes. Utilisez l'outil de coupe adapté à votre travail. L'outil de coupe adapté permettra de mieux réaliser le travail et de manière plus sûre. b) N'utilisez pas une fraiseuse pour tubes dont l'interrupteur ou robinet à boisseau sphérique est défectueux. Une fraiseuse pour tubes qui ne peut plus être mise en marche ou arrêtée par l'interrupteur est dangereuse et doit être réparée. c) Interrompez l'alimentation en énergie avant d'effectuer des réglages sur la machine ou avant de changer les outils de coupe. Cette mesure de précaution empêche une mise en marche involontaire de la fraiseuse pour tubes. d) Ne pas permettre l'utilisation de la fraiseuse pour tubes à des personnes qui ne se sont pas familiarisées avec celle-ci ou qui n'ont pas lu ces instructions. Les fraiseuses pour tubes sont dangereuses lorsqu'elles sont utilisées par des personnes non initiées. e) Assurer régulièrement la maintenance de la fraiseuse pour tubes. Contrôler la fraiseuse à tubes afin de détecter des dommages ainsi que d'autres facteurs pouvant entraver l'opération de la fraiseuse à tubes. Faire réparer une fraiseuse pour tubes défectueuse avant l'utilisation. Nombre d'accidents évitables sont dus à des fraiseuses pour tubes mal entretenues. f) Garder affûtés et propres les outils permettant de couper. Des outils destinés à couper correctement entretenus avec des pièces coupantes tranchantes sont moins susceptibles de bloquer et sont plus faciles à contrôler. g) Utiliser la fraiseuse pour tubes, les accessoires ainsi que les outils de coupe etc. conformément aux indications se trouvant dans les présentes instructions d'utilisation, tout en tenant compte des conditions de travail et des travaux à effectuer. L'utilisation de fraiseuses pour tubes pour des travaux différents de ceux prévus pourrait entraîner des situations dangereuses. h) Garder les poignées et leurs surfaces sèches, propres et exemptes de traces d'huile et de graisse. Des poignées et surfaces grasses ne permettent pas d'utiliser et contrôler l'outil électrique en toute sécurité dans des situations inattendues.
6. Service.
a) Ne faire réparer la fraiseuse à tubes que par un personnel qualifié et seulement avec des pièces de rechange d'origine. Ceci est indispensable pour assurer le bon fonctionnement en toute sécurité de l'outil électrique.

Risques de blessures
Ne transporter la fraiseuse à tubes qu'à l'aide d'appareils de levage ou à deux personnes.
Lors de la mise en service, lors du travail et de l'entretien de la fraiseuse pour tubes, tenir compte des instructions nationales préventives contre les accidents des caisses de prévoyance concernées.
Toujours respecter les directives de protection anti-explosion des associations professionnelles d'assurance accident !
Veiller à assurer une position stable du tube à usiner. Le non-respect de cette information peut entraîner des blessures graves ou la mort.
7. Fraiseuses électriques pour tubes (version RSG (\*\*))
La tension du secteur doit correspondre à la tension indiquée sur la fraiseuse pour tubes.
Le raccord de la fraiseuse pour tubes doit être protégé par un fusible 16 A.
Contrôler régulièrement le câble d'alimentation et, le cas échéant, le câble de rallonge !
Ne raccorder la fraiseuse pour tubes à l'ensemble des appareils de commande que lorsque l'interrupteur principal est éteint.
L'ensemble des appareils de commande doit être à tout temps accessible à l'opérateur.
8. Fraiseuses pneumatiques pour tubes (version RDG (\*\*))
La pression auprès des fraiseuses pour tubes ne doit pas dépasser 6 bars maximum.
Ne raccorder la fraiseuse pour tubes au réseau pneumatique que si le robinet à bouchon sphérique est fermé.
Principe de fonctionnement (voir figure a).
La fraiseuse pour tubes tronçonne et travaille les parois de tubes au moyen d'outils d'usinage. Elle est serrée, à l'aide du dispositif de serrage, sur la paroi extérieure du tube et tourne avec une avance automatique autour du tube. Les outils utilisés sont des lames métalliques de scies circulaires et des fraises à profiler dont les lames sont en acier HSS (acier super-rapide) ou en carbure, en fonction du matériau du tube.
La profondeur de coupe est réglée au moyen de la poupée fixe pour broche d'outil (16) qui est disposée dans les deux plaques latérales (3) de manière à pouvoir pivoter dans tous les sens et qui peut être réglée au moyen de la broche filetée (6).
L'arbre transporteur (21) qui entraîne l'avance via les roues de transport est actionné par la broche porte-outil via 2 engrenages à vis sans fin.
Le mouvement d'avance peut être mis en marche ou arrêté à l'aide du levier de commande d'avance (28).
Un accouplement à glissement protège l'engrenage d'avance d'une surcharge.
Le palier de la broche porte-outil est particulièrement rigide. L'engrenage principal graissé au bain d'huile pour l'entraînement de la broche porte-outil comporte un engrenage planétaire et un engrenage à vis sans fin.
L'engrenage est dimensionné de sorte à pouvoir supporter sans dommages un freinage-blocage occasionnel de la chaîne. Tous les arbres de transmission sont montés dans des paliers de roulement.
Le cadre de la machine avec les axes guide la fraiseuse pour tubes montée sur le tube et transmet les forces de coupe et d'avance. Déplacer l'axe porteur (10) adapte la machine au diamètre extérieur correspondant du tube. Les chaînes de serrage sont composées de pièces particulières identiques.
Le nombre de pièces nécessaires ou la longueur des chaînes de serrage dépend du diamètre extérieur du tube.
Travaux préparatoires sur le tube à travailler.
■ Caler les tubes qui doivent être coupés à l'emplacement de stockage de sorte à ne pas coincer l'outil de coupe.
■ Pour les tubes posés, maintenir sur une longueur de 1 m et à chaque point de découpe une distance de 50 cm minimum par rapport à la paroi du puits. Mesurer la distance à partir de la paroi du tube.
■ La surface à travailler doit être exempte d'impuretés et de terre. Retirer d'abord les couches protectrices de la surface de travail.
■ Sélectionner l'outil de coupe en fonction du matériau du tube, du travail à effectuer et du réfrigérant lubrifiant.
■ Retirer les cordons de soudure à proximité des roues et chaînes. Pour d'autres informations, contactez votre fournisseur de réfrigérant lubrifiant. (voir également dispositif pneumatique de lubrification et de réfrigération 9 12 01 002 00 4)
(Lubrifiant, numéro d'article :
Lubrifiant BIOCUT 1L 3 21 32 039 00 0,
Lubrifiant BIOCUT 5L 3 21 32 040 00 0
Travaux préparatoires sur la fraiseuse pour tubes (voir figure a).
Desserrer le levier de blocage (11).
Élever la poupée fixe pour broche d'outil (16) sur le dispositif d'amenée au moyen de la manivelle (7) (se trouvant dans le coffret à outils).
Retirer les vis de réglage (9) et changer l'essieu porteur (10) conformément aux indications dans le tableau (4) sur le diamètre extérieur actuel du tube. Resserrer les vis de réglage (9).
Plaque signalétique :
| P | D[mm] [inch] | |
| I 250 – 400 | 9,6 – 15,7 | |
| II 400 – 600 | 15,7 – 23,6 | |
| III 600 – 900 | 23,6 – 35,3 | |
| IV 900 – 1 | 500 35,3 – 58,9 |
P: Position de l'axe porteur
D: Diamètre du tube
Sortir les dispositifs de serrage (1) des chaînes de serrage en tournant la cuvette de retenue du ressort pour assurer une distance de serrage suffisante après le montage de la fraiseuse pour tubes.
Assembler les chaînes de serrage conformément au diamètre extérieur du tube. Positionner la fraiseuse à tubes sur le tube et la bloquer à l'aide de l'appareil de levage pour éviter qu'elle ne se déplace. À l'aide du tendeur de chaîne, assembler la chaîne de guidage conformément au diamètre extérieur du tube. Bloquer la chaîne de guidage à une distance de 10 mm à côté de la chaîne de serrage en face de l'outil de fraisage. Distance de 10 mm du boulon chaîne de guidage vers le boulon chaîne de serrage. Contrôler la distance trois fois sur la circonférence.
Positionnement des chaînes à maillons.
Placer les chaînes à maillons encore ouvertes des deux côtés de la fraiseuse pour tubes au-dessus du tube.
Relever la fraiseuse pour tubes et faire passer les chaînes à maillons au-dessous des roues de la chaîne de sorte à ce que les roues à chaînes (13) soient dans l'engagement des dents après la pose de la fraiseuse pour tubes. Placer les chaînes à maillons en les prenant par leurs extrémités libres au-dessus des roues de la chaîne de l'axe de serrage (14) et de l'axe porteur (10). Ensuite verrouiller à l'aide du boulon (3 02 17 216 00 4) et bloquer à l'aide de 2 anneaux de retenue (4 26 34 020 00 5).
Serrage des chaînes à maillons (voir figure a).
Poser d'abord les chaînes à maillons sur le tube en tournant les deux cuvettes de retenue du ressort (1). Poser d'abord les chaînes à maillons sur le tube en tournant les deux cuvettes de retenue du ressort. Déplacer dans un mouvement de va et vient plusieurs fois la fraiseuse pour tubes sur toute la circonférence du tube afin de l'aligner avec précision.
Serrer les chaînes à maillons en tournant les cuvettes de retenue du ressort jusqu'à ce que la tige (23, voir Figure A) se trouve dans le trou longitudinal de la cuvette de retenue du ressort à l'intérieur de la rainure se trouvant sur la circonférence du tube.
Pendant l'opération de tronçonnage, observer la position de la tige. En cas de faux-rond du tube, il faut soit resserrer, soit desserrer. Retirer les 4 poignées avant le processus de coupe.

Risques d'accident !
Ne plus resserrer la cuvette de retenue du ressort davantage !

Risques de blessures
- pouvant survenir en cas de mise en marche non intentionnelle.
- Avant le montage, retirer la fiche d'alimentation ou le flexible d'air comprimé.
- par des objets projetés ou tombant tels que cales, outil, fraiseuse à tubes, pièce à travailler (tube)....
- par une lame trop coupante de l'outil de travail
N'utiliser que des outils de coupe avec des lames bien aiguisées.
■ Nettoyer la broche porte-outil ainsi que les surfaces de contact et les surfaces d'appui avant de monter les outils. ■ Monter les outils de coupe. ■ Bien serrer l'écrou de serrage des outils.
Fraiseuse électrique pour tubes :
Un ensemble d'appareils de commande est monté en amont des fraiseuses pour tubes avec entraînement électrique ; il comporte les composants suivants :
-interrupteur principal/inverseur -disjoncteur-protecteur -déclencheur minimum de tension -connexions
L'interrupteur principal est utilisé pour la mise en marche et pour commuter le sens de rotation. Le disjoncteur-protecteur et le déclencheur minimum de tension forment une unité. Dans le cas d'une surcharge, le disjoncteur-protecteur arrête la
machine, dans le cas d'une panne de courant, le déclencheur minimum de tension déconnecte la fraiseuse pour tubes du réseau afin d'éviter un redémarrage involontaire.
La fraiseuse pour tubes est remise en marche en actionnant le disjoncteur-protecteur.
Positionner l'ensemble des appareils de commande de sorte à ce qu'il soit à tout moment accessible à l'opérateur.
Fraiseuse pour tubes en version partiellement protégée contre les explosions :
Utiliser un boîtier de commande avec interrupteur Marche/Arrêt supplémentaire en amont de l'ensemble des appareils de commande pour actionner la fraiseuse pour tubes dans des endroits à risque d'explosion de la zone 2.
Positionner le boîtier de commande de sorte qu'il soit à tout moment accessible à l'opérateur.

Risque d'explosion
Installer l'ensemble des appareils de commande à l'extérieur de la zone 2.
⚠️ Une fois le disjoncteur-protecteur déclenché, arrêter l'interrupteur supplémentaire avant de remettre en marche la machine.
Fraiseuse pneumatique pour tubes :
La version RDG 1500 A/B (**) est commandée à l'aide du robinet à bouchon sphérique monté sur le flexible à air comprimé se trouvant directement devant le moteur pneumatique.

Risques de blessures
Le capot de protection doit être complètement fermé et verrouillé pendant l'utilisation de la machine !
Processus de démarrage
Avec les fraiseuses électriques pour tubes, s'assurer que le sens de rotation de l'outil est correct. Il est possible de commuter le sens de rotation à l'aide de l'inverseur se trouvant sur l'appareil de commande.
■ Arrêter l'engrenage d'avance à l'aide du levier de commande d'avance (28). ■ Mettre en marche la fraiseuse à tubes. ■ Desserrer le levier de blocage (11) et introduire la lame de scie en rotation à l'aide de la manivelle aussi profondément que possible dans le tube. La lame de scie profondément introduite stabilise le tracé de coupe. ■ Pour les opérations de fraisage, sélectionner une faible prise d'outil. Le volume d'usinage augmente avec la profondeur de coupe. ■ Insérer l'outil de coupe d'environ 3 mm de plus qu'il n'est nécessaire, ensuite le remettre à la profondeur requise; l'outil de coupe est ainsi hors de prise. Par une utilisation de l'échelle de profondeur, laisser l'outil gratter légèrement la surface du tube. Desserrer l'écrou moleté (27). Mettre l'indicateur (28) sur 0. Desserrer l'écrou moleté (27). La profondeur de déplacement peut être lue sur l'échelle graduée. ■ Arrêter la fraiseuse pour tubes. ■ Fixer ensuite la position en serrant le levier de blocage (11). ■ Remettre en marche la fraiseuse pour tubes. ■ Mettre en marche l'engrenage d'avance à l'aide du levier de commande d'avance (28). ■ Tant que la puissance du moteur est suffisante, couper la paroi du tube d'une seule coupe. ■ Les tubes posés peuvent céder pendant l'opération de sciage et coincer l'outil de coupe dans la fente. C'est pourquoi les cales fournies doivent être montées à des distances régulières dans la fente derrière l'outil de coupe. Dans des endroits à risque d'explosion, utiliser des cales (6 33 05 013 00 2) (RSG Ex 1500 a/b (**) accessoires fournis) et un marteau dans un matériau qui ne produise pas d'étincelles.
■ Eviter de surcharger la fraiseuse pour tubes. ■ Une surcharge se présente si la vitesse du moteur diminue considérablement lors de l'avance de l'outil de coupe. Ceci provoque en même temps une réduction de la puissance d'usinage. ■ Ceci entraîne en même temps une réduction de la puissance de coupe. ■ Bloquer la pièce (tube découpé) pour éviter qu'elle ne tombe.
Pour les tubes à paroi épaisse (s > 10 mm), fraiser la rainure de soudage en plusieurs opérations de travail.
L'égalité du tracé de coupe est influencée par les facteurs suivants :
- orientation de la fraiseuse pour tubes lors du démarrage,
- divergence géométrique du tube de la forme circulaire ou cylindrique,
- acuité de l'outil de coupe,
- dureté du matériau.
La fraiseuse pour tubes est ajustée de sorte que le début et la fin du tracé de coupe correspondent plus ou moins pour les diamètres de tuyaux de 300 mm et 600 mm.
A cause de l'excentricité de l'arbre, le repère (24, voir figure D) n'est valable que pour les deux diamètres indiqués. Pour les diamètres de tubes plus grands, réajuster, le cas échéant.
Retour des fraiseuses pour tubes (RSG (\*\*)/RSG ex (\*\*))
Avant de retourner la fraiseuse pour tubes, s'assurer que l'outil de coupe est sorti pour éviter d'endommager l'outil et l'engrenage.
Arrêter l'engrenage d'avance à l'aide du levier de commande d'avance (28). Desserrer le levier de blocage (11). Sortir l'outil de coupe. Mettre l'interrupteur principal/l'inverseur en position « 0 » (Arrêt). Mettre l'inverseur sur retour. Serrer le levier de blocage (11). Mettre en marche l'engrenage d'avance à l'aide du levier de commande d'avance (28).
La fraiseuse pour tubes n'est pas appropriée pour effectuer des coupes en mode retour !
Avec la fraiseuse pneumatique pour tubes, aucun retour n'est possible !
Indications pour la réfrigération.
Nous recommandons d'utiliser le dispositif pneumatique de lubrification et de réfrigération FEIN. En cas de réfrigération et de lubrification insuffisantes, les copeaux peuvent se coincer. Ceci peut provoquer des ruptures d'outils.
Suivre les indications/instructions du fabricant du réfrigérant utilisé
■ Toujours couper les tubes en fonte grise à sec sans réfrigérants-lubrifiants. ■ Lors du découpage de tubes en acier non alliés, refroidir la lame de scie ou la fraise avec de l'eau savonneuse.
Réglage de la précision de rotation.
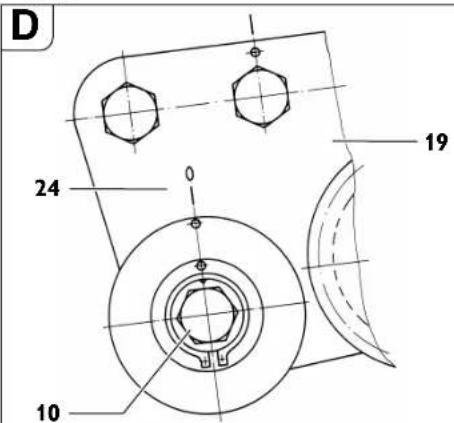
■ Desserrer l'écrou (15, voir figure A), ouverture 46. ■ Tourner l'axe (10) en face de la languette (19). ■ Serrer l'écrou (15).
Si l'on tourne l'axe porteur (10) dans le sens des aiguilles d'une montre (dans le sens de l'outil de coupe), l'outil de coupe avance vers la droite (la direction du regard est la même que la direction de mouvement de la fraiseuse pour tubes).
Si l'on tourne l'axe porteur dans le sens inverse des aiguilles d'une montre, l'outil de coupe avance vers la gauche.
Serrage de la fraiseuse pour tubes.
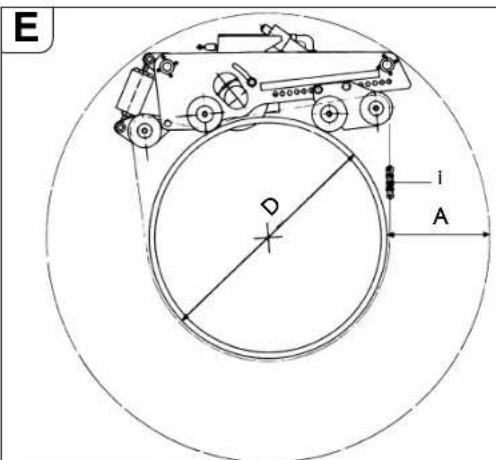
« A » zone de travail nécessaire pour la profondeur de coupe la plus élevée « D » diamètre extérieur du tube « I » nombre de segments de la chaîne pour diamètre de tube « D ».
| Position de l'axe por-teur | D A longueur de [mm] [mm] [mm] | chaîne nécessaire pour chaque côté [mm] | Longueur totale de la chaîne | I* | |
| 1 250 | 410 | 1427 | 2854 | 5 | |
| 300 | 410 | 1525 | 3050 | 5 | |
| 350 | 410 | 1632 | 3264 | 6 | |
| 400 | 410 | 1744 | 3488 | 6 | |
| 2 400 | 375 | 1800 | 3600 | 6 | |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 375 | 2020 | 4040 | 7 | |
| 550 | 375 | 2147 | 4294 | 7 | |
| 600 | 375 | 2278 | 4556 | 8 | |









| Position de l'axe por- teur | D A longueur de [mm] [mm] [mm] [mm] | chaîne nécessaire pour chaque côté | Longueur totale de la chaîne | 1* | |
| 3 600 | 310 | 2319 | 4638 | 8 | |
| 650 | 310 | 2449 | 4898 | 8 | |
| 700 | 310 | 2582 | 5164 | 9 | |
| 750 | 310 | 2718 | 5436 | 9 | |
| 800 | 310 | 2856 | 5712 | 10 | |
| 850 | 310 | 2996 | 5992 | 10 | |
| 900 | 310 | 3138 | 6276 | 10 | |
| 4 900 | 330 | 3148 | 6296 | 10 | |
| 950 | 330 | 3291 | 6582 | 11 | |
| 1000 | 330 | 3436 | 6872 | 11 | |
| 1050 | 330 | 3581 | 7162 | 12 | |
| 1100 | 330 | 3728 | 7456 | 12 | |
| 1150 | 330 | 3875 | 7750 | 13 | |
| 1200 | 330 | 4023 | 8046 | 13 | |
| 1300 | 330 | 4321 | 8642 | 14 | |
| 1400 | 330 | 4622 | 9244 | 15 | |
| 1500 | 330 | 4924 | 9848 | 16 | |
| *référence 3 02 31 013 02 7 se composant de 10 segments d'une longueur de 635 mm chacun | |||||
Afin d'obtenir un pré serrage optimal de la chaîne, il est possible d'utiliser les demi-segments d'une longueur de 31,75 mm se trouvant dans le coffret.
Pour un diamètre de tuyau de D = 400 mm, 6 segments (référence 3 02 31 013 02 7) sont nécessaires.
Alignement à l'aide de la chaîne de guidage
Déterminer la longueur de la chaîne de guidage conformément au tableau.
Afin d'obtenir une précontrainte optimale de la chaîne (tol. du diamètre de tube), il est possible d'utiliser les demi-segments d'une longueur de 31,75 mm se trouvant dans le coffret.
| Longueur de la chaîne de guidage | ||||
| Diamètre du tube | Longueur de chaîne | Segments de chaînes 635 mm | Segments de chaînes 63,5 mm | Segments de chaînes 31,7 mm |
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 6 | 1 | |||
| 400 1190 1 8 | 1 | |||
| 450 1344 2 1 | 1 | |||
| 500 1500 2 4 | 0 | |||
| 550 1660 2 6 | 1 | |||
| Longueur de la chaîne de guidage | ||||
| Diamètre du tube | Longueur de chaîne | Segments de chaînes 635 mm | Segments de chaînes 63,5 mm | Segments de chaînes 31,7 mm |
| 600 1809 2 8 1 | ||||
| 650 1970 3 1 1 | ||||
| 700 2130 3 4 0 | ||||
| 750 2290 3 6 1 | ||||
| 800 2440 3 8 1 | ||||
| 850 2600 4 1 1 | ||||
| 900 2760 4 4 0 | ||||
| 950 2921 4 6 0 | ||||
| 1000 3079 4 8 1 | ||||
| 1100 3397 5 3 1 | ||||
| 1200 3714 5 8 1 | ||||
| 1300 4032 6 3 1 | ||||
| 1400 4330 6 8 1 | ||||
| 1500 4640 7 3 1 | ||||
Numéro de commande 3 02 31 034 01 0 (l = 635 mm)
Numéro de commande 3 02 31 036 01 0 (l = 63,5 mm)
Numéro de commande 3 02 31 035 01 0 (l = 31,7mm)
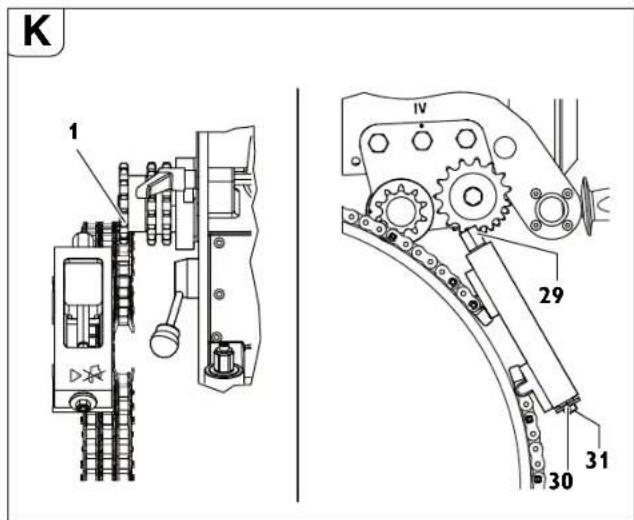
Fixer la chaîne de guidage avec boulon et anneau de retenue sur un des deux segments de chaîne sur le tendeur de chaîne.
Faire passer le fil de guidage de la chaîne de guidage en-dessous des deux chaînes à maillons (figure K).
Fixer l'extrémité libre de la chaîne de guidage avec boulon et anneau de retenue sur le tendeur.
Poser la chaîne de guidage sur le tube en tournant les six pans du tendeur de chaîne (2).
Aligner la chaîne de guidage à une distance de 10 mm (boulon chaîne d'entraînement vers boulon chaîne de guidage) et contrôler trois fois sur la circonférence.
Serrer le tendeur de chaîne au niveau du six pans (29) jusqu'à ce que le disque (30) repose sur le carter du tendeur de chaîne (plage de serrage 50 mm env.). (couple de serrage max. 50 Nm)


Attention, danger d'accident !
Ne pas tourner en aucun cas les trois vis de blocage (31) sur la face avant. (voir figure K)
Travaux de finition après chaque opération de travail.
■ Sortir l'outil de coupe. ■ Arrêter la fraiseuse pour tubes. ■ Retirer l'outil de coupe. ■ Desserrer la fraiseuse pour tubes.
Pour les machines pneumatiques :
■ Après avoir décroché le flexible à air comprimé, verser un peu d'huile anti-corrosion dans l'arrivée d'air du moteur pneumatique et faire fonctionner brièvement le moteur. ■ Fermer l'ouverture du flexible avec un capot de protection.
Stockage de la fraiseuse pour tubes.
■ Protéger les parties métalliques extérieures contre la corrosion. ■ Stocker la fraiseuse pour tubes dans un endroit sec.
Consignes d'entretien et de réparation.
Nous vous recommandons de vous adresser à notre service après-vente (centre de réparation). Vous trouverez l'adresse à la fin de la présente notice d'utilisation.
Utiliser uniquement des pièces de rechange FEIN d'origine.








Risques de blessures
pouvant survenir en cas de mise en marche non intentionnelle. Avant d'effectuer des travaux sur la fraiseuse pour tubes, retirer la fiche d'alimentation ou le flexible à air comprimé !
Indications générales
Les travaux d'entretien ne doivent être effectués que par des spécialistes.
L'entretien et la maintenance comprennent essentiellement les travaux suivants :
- Nettoyage extérieur de la fraiseuse pour tubes et des chaînes de serrage.
- Contrôle visuel de l'ensemble de la fraiseuse pour tubes.
- Remplacement de l'huile d'engrenage.
- Remplir le conditionneur d'air comprimé d'huile de graissage.
- Graissage des filetages de mouvement et des chaînes.
- Graissage des guidages de la poupée fixe pour broche d'outil dans le dispositif de serrage et de transport.
- Remplacer les autocollants et les avertissements sur l'outil
Entretien des chaînes à maillons
Après avoir enlevé les salissures grossières, nettoyer soigneusement les chaînes à maillons à l'aide d'éther de pétrole, de pétrole lampant ou similaire en bougeant les maillons de la chaîne.
Pour assurer la lubrification, mettre les chaînes pendant plusieurs heures dans de l'huile visqueuse, par ex. huile d'engrenage SAE 140.

Risques d'accident !
Avant de réutiliser les chaînes, effectuer un contrôle visuel soigneux pour vérifier leur état impeccable. Échanger les parties endommagées et remplacer les anneaux de retenue qui font défaut.
Poupée fixe pour broche d'outil
■ Contrôle du niveau d'huile d'engrenage. ■ Le cas échéant, remplacer l'huile d'engrenage. Voir également chapitre lubrifiants et plan de graissage.
Contrôle du niveau d'huile d'engrenage
Avant chaque utilisation, contrôler le niveau d'huile et l'étanchéité de la poupée fixe pour broche d'outil.
Placer la fraiseuse pour tubes avec la plaque latérale se trouvant en face de la protection de l'outil sur un support horizontal. Dévisser la vis de fermeture (25, figure A).
Remarque :
Le niveau d'huile nécessaire est atteint lorsque juste un peu d'huile d'engrenage s'écoule du trou fileté. ■ Le cas échéant, rajouter de l'huile d'engrenage (voir chapitre lubrifiants et plan de graissage). ■ Bien resserrer la vis de fermeture.
Remplacement de l'huile d'engrenage
Effectuer une vidange de l'huile d'engrenage après les heures de service indiquées dans le tableau, cependant au moins tous les 18 mois.
| Délais de vidange[heures de service] | RSG Ex 1500 A(**)RSG 1500 A (**)RDG 1500 A (**) | RSG Ex 1500 B(**)RSG 1500 B (**)RDG 1500 B (**) |
| Première vidange aubout de | 20 - 40 80 - 120 | |
| Vidanges suivantesau bout de | 80 - 120 200 - 250 |
Notre centre de réparation s'occupe de la vidange et élimine l'huile usée.
Laisser s'écouler l'huile d'engrenage lorsqu'elle est encore à température d'exploitation et immédiatement après le stockage de la fraiseuse pour tubes.
Moteur pneumatique
Par une utilisation d'air comprimé propre, exempt d'eau et huilé, il faut contrôler et nettoyer soigneusement le moteur pneumatique au bout de 200 heures de service, cependant au moins 1 fois par an. Pour les travaux d'entretien et de réparation, nous vous recommandons de faire parvenir le moteur pneumatique à notre centre de réparation.
Si les contrôles prescrits ne sont pas effectués, des dommages importants et une perte importante de puissance du moteur pneumatique peuvent en être les conséquences.
Démontage du moteur pneumatique :
■ Positionner la fraiseuse pour tubes de manière à ce que le moteur pneumatique se trouve à l'endroit le plus élevé de la poupée fixe pour broche d'outil. ■ Retirer les 6 vis cylindriques (18) (voir figure A). ■ Retirer le moteur pneumatique. Le montage s'effectue dans l'ordre inverse. Veiller à monter correctement le pignon et l'engrenage planétaire.
Faire progresser (voir figure a)
■ Maintenir la surface de l'écrou du tube (17) exempte d’encrassements et de rouille et toujours graisser légèrement. ■ Lors d’une vidange d’huile d’engrenage, nettoyer et graisser les filetages de mouvement.
Démontage :
■ Retirer la vis cylindrique (8). ■ Faire sortir le boulon (5) du couvercle. ■ Ensuite, dévisser le dispositif d'amenée à l'aide de la manivelle de l'écrou du tube.
■ Nettoyer et graisser les éléments du filetage (voir chapitre lubrifiants et plan de graissage à la page 36).
■ Remplacer les anneaux racleurs endommagés.
Montage :
Le montage s'effectue dans l'ordre inverse. Ne pas endommager les anneaux racleurs lors du montage !
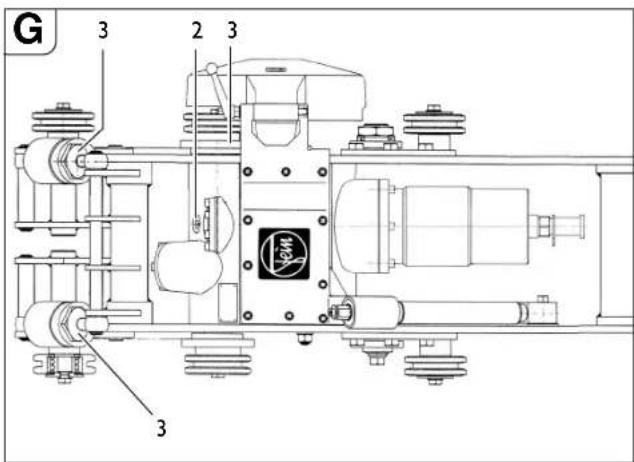
Dispositif de serrage
Éviter un encrassement des filetages des boulons à œillet (3, figure G) dans le cuvette de retenue du ressort.
Le cas échéant, nettoyer et graisser les filetages.
Lubrifiants pour le moteur pneumatique
Le moteur pneumatique est lubrifié au moyen de l'huileur de l'unité d'entretien. Uniquement après des durées d'arrêt prolongées, verser quelques gouttes d'huile dans l'arrivée d'air du moteur pneumatique.
Huile de graissage pour la poupée fixe pour broche d'outil
| Lubrifiant Huile ARAL ÖL Degol | Emballage | Numéro de commande | Plage de température [°C] | Spécification |
| BMB 460 2 | litres 3 2 | 1 32 009 01 3 -15 | to +50 Huile | d'engrenage Typ-CLPF conformément à DIN15502 |
| BMB 100 2 | litres 3 2 | 1 32 009 02 9 -35 | to +5 |
Recommandation pour la viscosité de l'huile d'engrenage pour différentes plages de température ambiante :
Les machines avec code de pays N34 (reconnaissable par la référence sur la plaque signalétique, les chiffres 3 et 4 se trouvent aux positions 9 et 10, 7 360 XX XX 34 X) sont fournies avec BMB 100. Lors de la livraison, la poupée fixe pour broche d'outil est remplie d'huile ARAL ÖL Degol BMB 460. Nous déconseillons fortement d'utiliser une autre huile d'engrenage.
Lubrifiants pour surfaces de glissement
Pour la lubrification et l'entretien des surfaces de glissement, nous recommandons des produits de lubrification de marques pour paliers lisses exemptes d'acide et résistantes à l'eau.
| Endroit de graissage Lubrifiant ou carburant | |
| 2 (engrenage) voir tableau huile de lubrifi-cation de la poupée fixepour broche d’outil | |
| 3 (surfaces de glissement et filetagesde mouvement) | Lubrifiant pour palier à glis-sement |
Élimination de perturbations (versions RSG et RSG Ex).
| Perturbation Causes possibles Mesures à prendre | ||
| Moteur et outil de coupe s'arrêtent Températures ambiantes très basse Utiliser l'huile d'engrenage FEIN pour tempéra-tures basses | ||
| Perturbation Causes possibles | Mesures à prendre | |
| Mauvais tracé de coupe Mauvaise orientation de la fraiseuse pour tubes et de la chaîne | Voir chapitre « Travaux préparatoires sur la fraiseuse pour tubes (voir figure A) » à la page 32 et chapitre « Serrage de la fraiseuse pour tubes sur le tube » à la page 33 | |
| Arbre porteur pas excentrique Réajuster la précision de rotation, voir chapitre « Réglage de la précision de rotation » à la page 34 | ||
| Outil de coupe émoussé Remplacer l’outil de coupe | ||
| Tube posé en biais ou verticalement ou faux-rond du tube | ||
| Outil de coupe surchargé Adapter l’engrenage et/ou réduire la profondeur de fraisage | ||
| Fonction réduite ou inefficace de la machine | Pas de tension de réseau Contrôler le branchement au réseau et les appareils de commande | |
| Interrupteur pas mis en marche Contrôler l’interrupteur | ||
| Engrenage glisse Adapter l’engrenage ou faire régler le couple de réaction de l’engrenage par l’usine FEIN | ||
| Fortes vibrations Avance trop rapide Adapter l’engrenage | ||
| Outil de coupe trop bas Relever l’outil de coupe | ||
| Levier de blocage (11) pas serré Serrer les écrous | ||
| Chaîne desserrée Contrôler la tension de la chaîne | ||
| Outil de coupe émoussé Remplacer l’outil de coupe | ||
Élimination des perturbations (version RDG (^**)).
| Perturbation Causes possibles Mesures à prendre | ||
| Moteur et outil de coupe s'arrêtent Moteur pneumatique gelé Utiliser lubrifiant spécial | ||
| Outil de coupe émoussé | ||
| Chute de pression | ||
| Encrassements, rouille ou lamelles usées dans le moteur pneumatique | ||
| Avance trop rapide ou enlèvement trop élevé de matière lors d'un seul cycle | ||
| Perte d'huile du carter d'engrenage | ||
| Détecter la fuite et y remédier - rajouter de l'huile | ||
| Roue de chaîne défectueuse | Segment de chaîne endommagé | Remplacer le segment |
| Mauvais raccordement de la chaîne | Contrôler et corriger les points de raccorde-ment | |
| Boulon de la chaîne n'a été inséré que partiellement | Insérer complètement le boulon | |
| Perturbation Causes possibles Mesures à prendre | ||
| Mauvais tracé de coupe Mauvaise orientation de la fraiseuse pour tubes et de la chaîne | Voir chapitre « Travaux préparatoires sur la fraiseuse pour tubes (voir figure A) » à la page 32 et chapitre « Serrage de la fraiseuse pour tubes sur le tube » à la page 33 | |
| Arbre porteur pas excentrique Réajuster la précision de rotation, voir chapitre « Réglage de la précision de rotation » à la page 34 | ||
| Outil de coupe émoussé Remplacer l’outil de coupe | ||
| Tube posé en biais ou verticalement ou faux-rond du tube | ||
| Outil de coupe surchargé Adapter l’engrenage et/ou réduire la profondeur de fraisage | ||
| Fonction réduite ou inefficace de la machine | Air comprimé insuffisant ou pas d’air comprimé du tout | Contrôler le dispositif d’air pneumatique pour détecter défauts et obturations |
| Lamelles usées Remplacer les lamelles | ||
| Lubrification insuffisante du moteur Contrôler le niveau d’huile dans l’unité d’entre-tien | ||
| Engrenage glisse Adapter l’engrenage ou faire régler le couple de réaction de l’engrenage par l’usine FEIN | ||
| Fortes vibrations Avance trop rapide Adapter l’engrenage | ||
| Outil de coupe trop bas Relever l’outil de coupe | ||
| Ecrous (11) pas serrés Serrer les écrous | ||
| Chaîne desserrée Contrôler la tension de la chaîne | ||
| Outil de coupe émoussé Remplacer l’outil de coupe | ||
Pour version RDG (\*\*)
La durée de vie d'une installation pneumatique dépend surtout de la préparation d'air comprimé.
C'est pourquoi des filtres et vapo-huileurs sont utilisés en tant qu'unités d'entretien dans chaque installation pneumatique; ils doivent cependant être correctement maniés et entretenus.
Montage de l'unité d'entretien
Le montage s'effectue dans le sens de la flèche aussi près du consommateur que possible (à une distance de 10 m max.).
Filtre
Le filtre à air comprimé épure l'air du compresseur d'eau de condensation et d'éléments solides. Un insert de filtre de 40 µm est intégré. Des diamètres de pores plus petits sont disponibles sur demande.
Entretien
Faire régulièrement écouler l'eau de condensation via la vis de purge.
Nettoyage
Faire en sorte que l'unité d'entretien ne soit plus sous pression et desserrer le récipient sur la baïonnette. Desserrer la rondelle d'étanchéité et sortir l'insert du filtre ; le nettoyer ou remplacer par un nouvel insert. Visser le filtre avec la rondelle élastique. Monter le récipient sur la baïonnette.
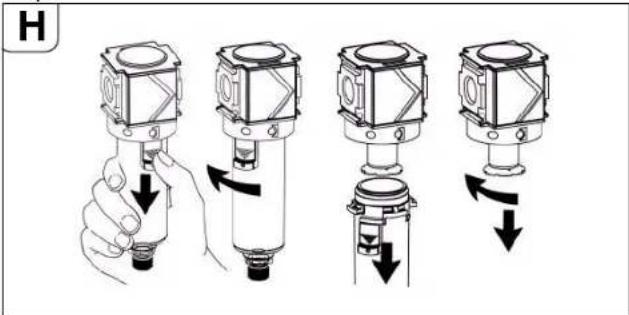
Ne nettoyer les récipients en plastique (polycarbonate) qu'avec de l'eau ou de l'éther de pétrole.
Nous déclinons toute responsabilité pour des dommages résultant d'un non-respect des présentes instructions d'utilisation.
Vapo-huileur
Les vapo-huileurs à air comprimé ajoutent un fin brouillard d'huile à l'air comprimé et assurent ainsi une lubrification automatique et fiable aux outils à air comprimé à commande pneumatique.
L'écran d'air intégré s'adapte automatiquement au passage d'air.
La pression minimale est de 0,5 bar.
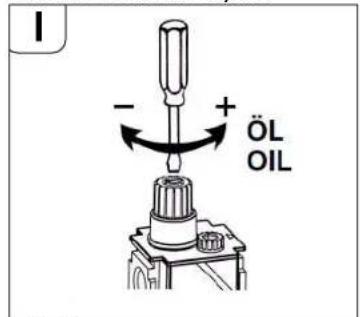
Réglage
Il est possible de régler la quantité d'huile, mesurée en gouttes par minute, au moyen de la vis de dosage. Tourner à cet effet la vis dans l'embout de l'huileur d'environ 1 tour vers la gauche. Les gouttes sont visibles dans le voyant.
Utilisation
Le niveau de remplissage est visible sur le récipient. L'étranglement intégré permet un remplissage pendant l'opération sans arrêter l'air comprimé.
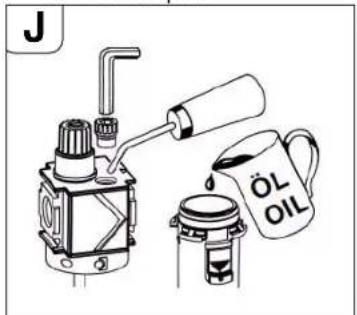
- Desserrer la vis de remplissage.
- Remplir le récipient d'huile, ne pas utiliser d'entonnoir.
- En alternative, démonter le récipient sur la baïonnette et remplir l'huile directement. Remonter le récipient.
- Refermer l'ouverture à l'aide de la vis de remplissage. L'huileur est prêt.
L'huileur est prêt à fonctionner.
Pour le filtre et le vapo-huileur avec récipient plastique, la pression max. de fonctionnement est de 16 bars jusqu'à +30 °C, 10 bars jusqu'à +50 °C.
Pour l'unité d'entretien, utiliser les huiles indiquées ci-après :
■ pour une sollicitation faible à moyenne, utiliser une huile hydraulique anti-corrosion HLP/ISO-VG22 (référence 3 21 32 017 05 0 - 0,25 l) ou ■ pour une sollicitation élevée, utiliser une huile hydraulique anticorrosion HLP/ISO-VG46 (référence 3 21 32 006 01 7 - 0,5 l). Par une non-utilisation prolongée de plusieurs mois, nous recommandons d'utiliser des huiles anti-corrosion à caractéristiques HD (degré usure sous charge : 8 min.) avant la désactivation; par ex. huiles de conservation de moteurs « Mobilarma 524 » (Mobil) ou « Ensis 10W » (Shell).
Le moteur peut gicler dans des conditions défavorables d'utilisation, à de basses températures (inférieures à +3 °C) et/ou un niveau élevé en eau dans l'air comprimé. Vous pouvez éviter ceci en utilisant un produit synthétique de lubrification et de dégivrage disponible dans le commerce, par ex. « Kilfrost » ou, avec le récipient métallique de l'unité d'entretien « Renolin SDL 1808 » ! Purger d'abord les tuyauteries et l'huileur. Évitez un mélange, ceci réduit ou annule l'effet de dégivrage. Il n'est pas nécessaire d'éliminer le film lubrifiant restant.
■ Kilfrost Anti-Eis (Fa. DEPRAG - référence 807287)
■ Kilfrost 400 (Fa. Weyer Indutec)
■ Renolin SDL 1808 (Fuchs) est un lubrifiant pour air comprimé biodégradable qui peut être utilisé avec restrictions pour la pose de conduites d'eau potable ! Respectez toujours à cet effet les régulations applicables, les dispositions légales, les prescriptions et les indications des fabricants de lubrifiants.
Pression d'écoulement :
Une pression d'écoulement supérieure à 6 bars entraîne une usure. Une pression trop basse entraîne des performances réduites.
En ce qui concerne la qualité de l'air comprimé conformément à la norme ISO 8573-1, nous recommandons :
| Classe Huile résiduelle | Poussière résiduelle | Eau résiduelle | |||
| [mg/m3] Dimen-sion des particu-les [μm] | Concen-tration max [mg/m3] | Pres-sion du point de rosée [°C] | max. Concen-tration [g/m3] | ||
| Pour air huilé | 4 | 5 | 1 | 5 | 8 |
| Pour air non huilé | 3 | 1 5 5 -20 | 0,88 | ||
Garantie.
Pour le produit, la garantie est valide conformément à la réglementation légale en vigueur dans le pays où le produit est mis sur le marché.
Lames de scie circulaire
forme 1, HSS, (acier super-rapide), pour type d'engrenage : a, b - pour l'usinage de tubes en acier
| ∅ Largeur | Poids (File-tage) | Nombre de dents | Profondeur de coupe max. | Référence |
[mm] [mm] [kg] [mm]
| 160 4 0,5 50 | 25 | 6 35 02 022 00 6 |
| 180 4 0,7 60 | 35 | 6 35 02 037 00 8 |
| 200 4 0,9 64 | 45 | 6 35 02 053 00 7 |
| 220 5 1,3 70 | 55 | 6 35 02 041 00 1 |
Forme 2, HSS, (acier super-rapide), pour type d'engrenage : b - pour l'usinage de tubes en fonte
| ∅ Largeur | Poids (File-tage) | Nombre de dents | Profondeur de coupe max. | Référence |
[mm] [mm] [kg] [mm]
| 160 4 0,5 40 | 25 | 6 35 02 050 00 1 |
| 180 4 0,7 46 | 35 | 6 35 02 098 00 0 |
| 200 4 0,6 50 | 45 | 6 35 02 099 00 4 |
Form 3, HSS, avec dents en carbure, pour type d'engrenage :
b - pour l'usinage de tubes en fonte (également avec doublure en cément) et tubes en acier non-allié jusqu'à 400 N/mm²
∅ Lar-
geur
Poids
(File-tage)
Nombre
Profondeur
de coupe max.
Référence
[mm] [mm] [kg] [mm]
160 4 0,5 40 25 6 35 02 080 00 8
180 4 0,7 44 35 6 35 02 061 00 9
200 4 0,9 50 45 6 35 02 084 00 2
Ressort d'ajustage
B × H × L (mm)
6×6×32 40221044000
8 × 7 × 32 4 02 21 050 00 5
Récipients de transport
Longueur x Largeur x Hauteur
mm mm mm
1000 × 800 × 395 3 39 01 114 00 7
Fraise à profiler

V-Form, HSS, (acier super-rapide), pour type d'engrenage :
a - pour l'usinage de tubes en acier, fortement alliés b - pour l'usinage de tubes en acier et en fonte non alliés pour une épaisseur de paroi allant jusqu'à 10 mm et un diamètre max. de 1600 mm
D B Poids
(File-tage)
Nombre de dents
Profondeur de coupe max.
Référence
[mm] [mm] [kg] nbr
(nombre)
| 125 | 25 | 1,58 | 32 | 30 | 25 | 6 35 08 056 00 4 |
| 160 | 30 | 3,2 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 3,3 | 36 | 37,5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5,5 | 36 | 37,5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4,9 | 36 | 30 | 25 | 6 35 08 085 00 8 |

U-Form, HSS, (acier super-rapide), pour type d'engrenage :
a - pour l'usinage de tubes en acier, fortement alliés b - pour l'usinage de tubes en acier et en fonte non alliés pour une épaisseur de paroi allant jusqu'à 10 mm et un diamètre max. de 1600 mm
Poids
(File-tage)
Nombre
(File-tage)
Profondeur
de coupe max.
[mm]
[mm] [mm] [kg] nbr
(nombre)
160 25
2,8 40 25
6 35 08 089 00 7
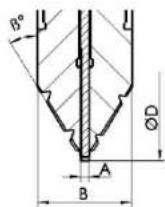
train de fraise, HSS (acier super-rapide), pour type d'engrenage :
a - pour l'usinage de tubes en acier, fortement alliés b - pour l'usinage de tubes en acier et en fonte non alliés pour une épaisseur de paroi allant jusqu'à 10 mm et un diamètre max. de 1600 mm
Poids (Filetage)
Nombre de dents
Profondeur de coupe max.
Référence
[mm] [mm] [kg] St.
[°] [mm]
30,5
,5 32
6 35 08 099 02 0
Fraises spéciales à profiler pour d'autres matériaux et d'autres formes de coupe sur demande
Segment de chaîne
10 segments de chaînes x 63,5 mm = 635 mm
Référence 3 02 31 013 02 7
1 Segments de chaînes x 31,75 mm
Référence 3 02 31 029 00 2
Boulon de rechange
Référence 3 02 17 216 00 4
Anneau de retenue de rechange
Référence 4 26 34 020 00 5
Couteaux diviseurs en acier
Référence 6 33 05 006 00 8
Couteaux diviseurs anti-déflagrants
Référence 6 33 05 013 00 2

































































Accessoires fournis Référence Nombre Désignation
| 3 39 01 114 00 7 1 | Récipients de transport |
| 3 39 01 031 00 1 1 | Coffret |
| 3 21 22 007 01 7 1 | Manivelle |
| 6 29 01 016 00 2 1 | Clé à fourche simple, taille 46 |
| 6 29 03 010 00 6 1 | Clé à fourche simple, taille 55 |
| 3 12 07 333 01 0 1 | Tendeur de chaîne |
| 6 29 11 010 00 0 1 | Clé polygonale, 17/19 |
| 6 29 06 013 00 5 1 | Clé à douille, taille 46 |
| 3 02 31 029 00 2 10 | Chaîne à rouleaux |
| 3 02 17 216 00 4 20 | Boulon |
| 4 26 34 020 00 5 40 | Anneau de retenue |
| 6 33 05 006 00 8 10 | Chasse-cône, seulement pour RSG 1500 A/B (**), RDG 1500 A/B (**) |
| 6 33 05 013 00 2 5 | Chasse-cône, anti-déflagrant, seulement pour RSG Ex 1500 A/B (**) |
| 3 07 02 041 01 4 1 | Ensemble d'appareils de commande, seulement seulement pour RSG 1500 A/B (**), RSG Ex 1500 A/B (**) |
| 3 21 74 009 00 1 1 | Lacet circulaire |
| 3 21 74 010 00 3 1 | Lacet circulaire |
| 3 07 28 188 00 8 1 | Engrenage CEE pour RSG 1500 A/B (***) et RSG Ex 1500 A/B (**) |
| 3 21 32 006 01 7 1 | Boîte pour huile, seulement pour RDG 1500 A/B (**) |
| 3 27 15 129 02 0 1 | ensemble unité d'entretien, seulement pour RDG 1500 A/B (**) |
| 3 14 14 001 02 3 1 | ensemble flexible, seulement pour RDG 1500 A/B (**) |
| 3 02 31 035 02 0 1 | Chaîne |
| 3 02 16 166 01 0 1 | Boulon |
| 3 40 56 026 00 0 1 | Brides aveugles |
Accessoires en option
Référence Nombre Désignation
| 3 02 31 013 02 7 1 | Chaîne de 10 segments |
| 4 26 34 020 00 5 1 | Anneau de retenue |
| 3 02 17 216 00 4 1 | Boulon |
| 4 30 12 051 12 2 1 | Vis de réglage |
| 6 33 05 013 00 2 | Chasse-cône anti-déflagrant |
| 3 07 09 022 01 2 1 | Câble de raccordement (électrique) |
| 9 12 01 002 00 4 | Dispositif pneumatique de lubrification et de réfrigération (DKSE) |
| 3 24 33 027 01 7 1 | Raccordements pour DKSE (plaque assemblée) |
| 3 27 15 129 02 0 1 | ensemble unité d'entretien, seulement pour seulement pour RDG 1500 A/B (**) |
Référence Nombre Désignation
| 9 26 01 023 02 3 1 | Compresseur pour DKSE |
| 3 14 14 055 00 2 1 | Flexible à air comprimé en polya-mide, complet pour compresseur |
| 4 11 36 005 01 9 1 | Manchon d'accouplement |
| 3 02 31 035 02 0 1 | Chaîne |
| 3 02 16 166 01 0 1 | Boulon |
| 3 40 56 026 00 0 1 | Brides aveugles |
Dispositif pneumatique de lubrification et de réfrigération 9 12 01 002 00 4
Les vitesses de coupe et d'avancée élevées possibles de la fraiseuse pour tubes nécessitent un refroidissement et une lubrification des outils lors de l'usinage d'acier. Le dispositif pneumatique de lubrification et réfrigération fonctionne suivant le principe de l'atomisation et de l'évaporation et offre ainsi un refroidissement et une lubrification constamment adéquats grâce aux buses de pulvérisation montées sur la fraiseuse pour tubes.
En outre, ceci permet d'éviter la pollution de la terre sur le site qui serait causée par les émulsions de perçage normalement appliquées manuellement.
Comme réfrigérant lubrifiant, nous recommandons l'utilisation du lubrifiant d'usinage de métaux BIOCUT 3000. C'est un lubrifiant haute performance synthétique qui dispose de qualités extraordinaires d'adhésion et de refroidissement; il est soluble à l'eau, biodégradable et économique (selon le réglage, jusqu'à environ 0,3 dm³/h par buse).
BIOCUT 3000 est exempt de matières nuisibles à la santé. Il remplit les exigences de l'association allemande du gaz et de l'eau (Deutscher Verein des Gas- und Wasserfachs e. V.) (DVGW).
Toutes les substances contenues correspondent aux directives de la FDA (Food and Drug Administration) et du Deutsches Arzneibuch (DAB) dans la version actuelle.
Le lubrifiant est disponible auprès de :
Lubrifiant BIOCUT 3000 pour des températures jusqu'à 0°C :
1L - 3 21 32 039 00 0
5L - 3 21 32 040 00 0
Lubrifiant résistant au froid pour des températures jusqu'à -25°C :
1L - 3 21 32 042 00 0
5L - 3 21 32 043 00 0
Fa. Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
Tel. +49 (0) 721/45 05 55
Fax +49 (0) 721/45 14 11
e-mail: link-gmbh@t-online.de
internet: http://www.microjet.de
Pour les versions à courant triphasé RSG/RSG Ex, un compresseur, référence 9 26 01 023 02 3, avec une quantité d'aspiration de 130 l/min env. est nécessaire pour pouvoir utiliser le dispositif pneumatique de lubrification et de refroidissement.
Pièces de rechange.
Vous trouverez la liste actuelle des pièces de rechange sur le site internet www.fein.com.
180 4 0,7 44 35 6 35 02 061 00 9
200 4 0,9 50 45 6 35 02 084 00 2
Lar. × H × L (mm)
6×6×32 40221044000
8×7×32 40221050005
Fax +49 (0) 721/45 14 11
e-mail: link-gmbh@t-online.de
internet: http://www.microjet.de
154 30,5 2,5 32 30 25 6 35 08 099 02 0
Fax +49 (0) 721/45 14 11
e-mail: link-gmbh@t-online.de
internet: http://www.microjet.de
180 4 0,7 44 35 6 35 02 061 00 9
200 4 0,9 50 45 6 35 02 084 00 2
Schéma de connexion moteur
Ensemble d'appareils de commande
3 07 02 041 01 4





- Fraiseuse électrique pour tubes :
- Fraiseuse pneumatique pour tubes :
- Conception des fraiseuses pour tubes.
- Directive européenne 94/9ce ATEX (atmosphères explosibles)
- Vue générale.
- Pour votre sécurité.
- Consignes générales de sécurité.
- Emplacement de travail.
- Sécurité électrique.
- Sécurité lors du travail avec l'air comprimé.
- Sécurité des personnes.
- Utilisation.
- Service.
- Risques de blessures
- Fraiseuses électriques pour tubes (version RSG (\*\*))
- Fraiseuses pneumatiques pour tubes (version RDG (\*\*))
- Principe de fonctionnement (voir figure a).
- Travaux préparatoires sur le tube à travailler.
- Travaux préparatoires sur la fraiseuse pour tubes (voir figure a).
- Positionnement des chaînes à maillons.
- Serrage des chaînes à maillons (voir figure a).
- Risques d'accident !
- Fraiseuse pour tubes en version partiellement protégée contre les explosions :
- Risque d'explosion
- Processus de démarrage
- Retour des fraiseuses pour tubes (RSG (\*\*)/RSG ex (\*\*))
- Indications pour la réfrigération.
- Suivre les indications/instructions du fabricant du réfrigérant utilisé
- Réglage de la précision de rotation.
- Serrage de la fraiseuse pour tubes.
- Alignement à l'aide de la chaîne de guidage
- Attention, danger d'accident !
- Travaux de finition après chaque opération de travail.
- Pour les machines pneumatiques :
- Stockage de la fraiseuse pour tubes.
- Consignes d'entretien et de réparation.
- Indications générales
- Entretien des chaînes à maillons
- Poupée fixe pour broche d'outil
- Contrôle du niveau d'huile d'engrenage
- Remarque :
- Remplacement de l'huile d'engrenage
- Moteur pneumatique
- Démontage du moteur pneumatique :
- Faire progresser (voir figure a)
- Démontage :
- Montage :
- Dispositif de serrage
- Lubrifiants pour le moteur pneumatique
- Lubrifiants pour surfaces de glissement
- Pour version RDG (\*\*)
- Montage de l'unité d'entretien
- Filtre
- Entretien
- Nettoyage
- Vapo-huileur
- Réglage
- Utilisation
- L'huileur est prêt à fonctionner.
- Pression d'écoulement :
- Garantie.
- Lames de scie circulaire
- Ressort d'ajustage
- Récipients de transport
- Fraise à profiler
- Segment de chaîne
- Boulon de rechange
- Anneau de retenue de rechange
- Couteaux diviseurs en acier
- Couteaux diviseurs anti-déflagrants
- Dispositif pneumatique de lubrification et de réfrigération 9 12 01 002 00 4
- Pièces de rechange.
Marque : Fein
Modèle : RDG 1500 B
Catégorie : Fraiseuse