
RDG 1500 B - Fresadora Fein - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato RDG 1500 B Fein en formato PDF.

| Tipo de producto | Fresadora neumática para tubos |
| Marca / Modelo | Fein RDG 1500 B |
| Alimentación | Aire comprimido, 6 bar máx |
| Consumo de aire bajo carga | 72 l/s |
| Potencia útil | 2000 W |
| Velocidad en vacío (motor) | 6000 min⁻¹ |
| Velocidad de la herramienta de corte | 70 min⁻¹ |
| Avance automático | 80 mm/min |
| Diámetro máx. de la herramienta | 220 mm |
| Rango de diámetros de tubos | 250 - 1500 mm (según posición del eje portador) |
| Peso | aprox. 67 kg |
| Dimensiones (L × l × H) | 980 × 450 × 280 mm |
| Nivel de presión acústica | 103 dB(A) |
| Nivel de intensidad acústica | 116 dB(A) |
| Mantenimiento | Cambio de aceite de engranaje cada 80-120 h (primera) luego 200-250 h; limpieza del motor neumático cada 200 h |
| Lubricante recomendado | Aceite de engranaje ARAL ÖL Degol BMB 460 (estándar) o BMB 100 (baja temperatura) |
| Accesorios incluidos | Recipiente de transporte, manivela, llaves, tensor de cadena, cadenas, pernos, unidad de mantenimiento |
| Garantía | Según normativa legal vigente |
Preguntas frecuentes - RDG 1500 B Fein
Preguntas de los usuarios sobre RDG 1500 B Fein
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Fresadora en formato PDF gratis! Encuentra tus instrucciones RDG 1500 B - Fein y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. RDG 1500 B de la marca Fein.
MANUAL DE USUARIO RDG 1500 B Fein
Utilización reglamentaria de fresadoras de tubos......56
De una ojeada. 56
Para su seguridad....56
Modo de funcionamiento (siehe figura A). 58
Antes de la puesta en funcionamiento....58
Puesta en marcha....59
Manejo....59
Mantenimiento y reparación....61
Eliminación de fallos (tipos RSG (**) y RSG Ex (**)) ..63
Eliminación de fallos (ejecución RDG (**) )......64
Unidad de tratamiento....65
Garantía....66
Fresas y accesorios....66
Piezas de ricambio....68
На русском языке

Diametro del tubo 15 mm
flessibile
eso (m), ca. 67 kg
Dimensioni:
| max. ∅ utensile | 220 mm |
| L_max. | 980 mm |
| H_max. | 280 mm |
| B_max. | 450 mm |
| B_1 | 372 mm |
| B_2 | 205 mm |
| L_1 | 795 mm |
Fresadora de tubos eléctrica:
N° de pedido 7 360 ... 7 360 ...
Tipo* RSG Ex 1500 A (**) RSG Ex 1500 B (**)
N° de pedido 7 360 ... 7 360 ...
Tipo RSG 1500 A (**) RSG 1500 B (**)
Tensión (U) 400 V
Frecuencia (f) 50 Hz
Tipo de tensión de red 3 \~ (trifásica)
Revoluciones en
vacío (n₀)
| Motor 2860/min | -1 | |
| Útiles de corte 35/min | -1 | 70/min ^-1 |
Avance (f) 40 mm/min 80 mm/min
Potencia nominal (P) 1500 W
Long. del cable de red (con enchufe)
| RSG Ex 1500 A/B (**) 2 x 20 m | |
| RSG 1500 A/B (**) | 10 m |
Peso (m), aprox. 73 kg
Clase de protección / I
Grado de protección IP X4
Dimensiones:
| ∅ máx. del útil | 220 mm |
| Longmax. | 980 mm |
| Altura max. | 340 mm |
| Ancho max. | 450 mm |
| B1 | 372 mm |
| B2 | 205 mm |
| L1 | 795 mm |
*Electromotor y conmutador adicional protegidos contra explosión
El nivel de acústico de la fresadora de tubos determinado con un filtro A es de: nivel de presión sonora 92 dB (A); nivel de potencia acústica 105 dB (A).

¡Utilizar protectores auditivos!
Fresadora de tubos neumática:
N° de pedido 7 560 ... 7 560 ...
Tipo RDG 1500 A (**) RDG 1500 B(**)
Presión del aire 6 bar
Consumo de aire bajo 72 l/s
carga (Q)
Revoluciones en
vacío (n₀)
| Motor 6000/min | -1 | |
| Útiles de corte 35/min | -1 | 70/min ^-1 |
Avance (f) 40 mm/min 80 mm/min
Potencia útil (P) 2000 W
Diámetro de manguera 15 mm
Peso (m), aprox. 67 kg
Dimensiones:
| máx. del útil | 220 mm |
| Longmax. | 980 mm |
| Altura max. | 280 mm |
| Ancho max. | 450 mm |
| B1 | 372 mm |
| B2 | 205 mm |
| L1 | 795 mm |
El nivel de acústico de la fresadora de tubos determinado con un filtro A es de: Nivel de presión sonora 103 dB (A);
Nivel de potencia acústica 116 dB (A).

¡Utilizar protectores auditivos!
Valores de medición determinados según EN 62 841.
Utilización reglamentaria de fresadoras de tubos.
La fresadora de tubos ha sido diseñada para cortar tubos sueltos o tuberías tendidas de estabilidad suficiente, fabricadas en acero o fundición, así como para achaflanar en obras o a la intemperie los extremos de las tuberías antes de soldarlas. La fresadora de tubos ha sido diseñada para empresas especializadas para ser manejada por especialistas a diario, aunque no de forma continua.
Directriz de la CE 94/9EG ATEX (Atmosphères Explosibles)
Hacemos mención expresa de que las fresadoras de tubos Fein de los tipos RDG (**) / RSG (**) / RSG Ex (**) no están homologadas para su utilización en áreas con peligro de explosión, motivo por el cual no existe ningún Certificado de Examen CE de Tipo conforme a la directriz 94/9CE para estas fresadoras de tubos.
(En la fresadora de tubos RSG Ex (**) , el electromotor y el conmutador adicional son los únicos componentes montados que cumplen con la normativa ATEX.)
La directriz ATEX es de aplicación exclusiva en la CE.
De una ojeada.
1 Dispositivo de sujeción
2 Tornillo de sujeción de placa lateral
3 Placa lateral
4 Nota
5 Perno
6 Eje roscado
7 Dispositivo de avance del útil
8 Tornillo de cabeza cilíndrica del dispositivo de avance del útil
9 Tornillo calibrado
10 Eje de rodadura
11 Palanca de apriete
12 Tornillo de cabeza hexagonal
13 Arandela
14 Eje tensor
15 Tuerca
16 Caja del eje portaútiles
17 Tuerca del tubo
18 Tornillo de sujeción del motor
19 Placa
20 Rueda de la cadena
21 Eje de traslación
22 Anillo de seguridadAnillo
23 Espiga
24 Tornillo obturador de la caja del eje portaútiles
25 Empuñadura de transporte
26 Escala de profundidad
27 Tuerca moleteada
28 Palanca de conexión del avance
29 Hexágono de tensor de cadena
30 Arandela de tensor de cadena
31 Tornillos de seguridad de tensor de cadena
Para su seguridad.

Antes de usar la fresadora de tubos lea atentamente la siguiente documentación:
las directrices nacionales pertinentes de protección en el trabajo.
Guardar estas instrucciones de uso para posteriores consultas, o para entregarlas a otro usuario, p. ej., en caso de prestar o vender la fresadora de tubos.

Indicaciones de seguridad generales.
¡ATENCIÓN! Leer todas las instrucciones que a continuación se indican. En caso de no atenerse a las instrucciones siguientes, ello puede ocasionar una descarga eléctrica, un incendio y/o lesión grave. El término "fresadora de tubos" empleado en las siguientes instrucciones se refiere a la fresadora de tubos de conexión a la red o neumática.
1. Puesto de trabajo.
a) Mantenga limpio, seco y despejado el área de trabajo. El desorden y una iluminación insuficiente del área de trabajo pueden provocar accidentes.
b) ¡Cercar y asegurar la zona de trabajo! Mantenga alejados a los niños y otras personas al utilizar la fresadora de tubos. Una distracción puede hacerle perder el control sobre la fresadora de tubos.
2. Seguridad eléctrica.
a) La conexión eléctrica no deberá modificarse en modo alguno.
b) Mantenga el cable conexión alejado del calor, aceite, esquinas agudas o piezas móviles. Los cables de conexión dañados o enredados comportan un mayor riesgo de electrocución.
c) Cuide que no sean aprisionados los cables eléctricos.
d) Si fuese imprescindible utilizar la herramienta eléctrica en un entorno húmedo, es necesario conectarla a través de un interruptor diferencial. La aplicación de un interruptor diferencial reduce el riesgo a exponerse a una descarga eléctrica.
3. Seguridad en el trabajo con aire comprimido.
a) Controle periódicamente la alimentación de aire comprimido. No doble ni estreche la manguera y protéjala del calor y de las esquinas agudas. Apriete firmemente las abrazaderas. Haga reparar inmediatamente las mangueras y acoplamientos dañados. Un sistema de conducción de aire deficiente puede hacer que la manguera de aire comprimido comience a dar latigazos y provoque daños. El polvo o virutas levantados por el aire pueden lesionar seriamente los ojos.
4. Seguridad personal.
a) Esté atento a lo que hace y emplee la fresadora de tubos con prudencia. No utilice la fresadora de tubos si estuviese cansado, ni tampoco después de haber consumido drogas, alcohol o medicamentos. Un momento de distracción durante el uso de la fresadora de tubos puede provocarle graves lesiones.
b) Utilice un equipo de protección personal. La utilización de un equipo de protección personal ajustado a la aplicación de la fresadora de tubos, como unas gafas de protección (i utilizarlas siempre!), una mascarilla antipolvo, zapatos de seguridad antideslizantes, casco, guantes de protección o protectores auditivos reducen el riesgo de accidente.
c) Evite una puesta en marcha fortuita. Asegúrese que el interruptor principal del módulo de conexión, el conmutador adicional, o bien, la llave de paso se encuentren en la posición "OFF". Antes de conectar la fresadora de tubos a la red eléctrica o neumática coloque la palanca de conexión del avance en la posición "0" para desactivar el avance. Si la fresadora de tubos está conectada al enchufarla a la alimentación eléctrica o neumática, ello puede acarrear un accidente.
d) Retire los útiles de ajuste o llaves fijas, antes de conectar la fresadora de tubos. Un útil de ajuste o llave colocada en una pieza móvil de la fresadora de tubos puede lesionarle al poner ésta a funcionar.
e) Sea precavido. Evite posturas desacostumbradas. Trabaje sobre una base firme y mantenga el equilibrio en todo momento. Ello le permitirá controlar mejor la fresadora de tubos al presentarse una situación inesperada.
f) Lleve puesta una indumentaria de trabajo adecuada. No utilice ropa holgada ni joyas. Mantenga su pelo, ropa y guantes alejados de las piezas móviles del aparato. La ropa holgada, las joyas y el pelo largo pueden engancharse con las piezas en movimiento.
g) El transporte manual o la alineación se deberá realizar siempre entre dos personas.
h) No se confié demasiado ni desatienda las reglas de seguridad para herramientas eléctricas aún cuando se sienta familiarizado con la herramienta eléctrica tras haberla utilizado con frecuencia. Un breve descuido durante el manejo puede acarrear graves lesiones.
5. Utilización.
a) No sobrecargue la fresadora de tubos. Emplee el útil de corte adecuado al trabajo que quiera realizar. Un útil de corte apropiado le permitirá trabajar con mayor eficacia y seguridad.
b) No use fresadoras de tubos con un interruptor o llave de paso defectuosos. Las fresadoras de tubos que no puedan conectarse o desconectarse son peligrosas y deben hacerse reparar.
c) Desconecte el aparato de la alimentación antes de realizar un ajuste en el mismo o al cambiar el útil. Esta medida preventiva evita la conexión accidental de la fresadora de tubos.
d) No permita que empleen la fresadora de tubos aquellas personas que no estén familiarizadas con su uso o que no hayan leído estas instrucciones. Las fresadoras de tubos pueden ser peligrosas si son empleadas por personas inexpertas.
e) Dele un mantenimiento periódico a la fresadora de tubos. Examine la fresadora de tubos en cuanto a posibles daños y demás factores que pudieran afectar al funcionamiento de la misma. Antes de aplicarla, haga reparar una fresadora de tubos que no esté en perfectas condiciones. Muchos de los accidentes son originados por fresadoras de tubos con un mantenimiento deficiente.
f) Mantenga los útiles limpios y afilados. Los útiles cuidados con esmero y bien afilados son menos propensos a atascarse y se dejan guiar mejor.
g) Utilice la fresadora de tubos, los accesorios, los útiles de corte, etc., de acuerdo a las indicaciones en las instrucciones de uso, teniendo en cuenta las condiciones de trabajo y la actividad a realizar. El uso de las fresadoras de tubos para trabajos diferentes de aquellos para los que han sido concebidas puede resultar peligroso.
h) Mantenga las empuñaduras y áreas de agarre secas, limpias y libres de aceite o grasa. Las empuñaduras y áreas de agarre resbaladizas no permiten un manejo seguro ni un control de la herramienta eléctrica en situaciones inesperadas.
6. Servicio.
a) Únicamente haga reparar su fresadora de tubos con piezas de recambio originales por un profesional cualificado. Solamente así se mantiene la seguridad de la herramienta eléctrica.
Indicaciones de seguridad específicas para fresadoras de tubos.
Riesgo de lesión
Solo transporte la fresadora de tubos ayudándose de dispositivos de elevación o entre dos personas.
En la puesta en marcha, al trabajar y al mantener la fresadora de tubos deberán respetarse las prescripciones contra accidentes nacionales.
¡Siempre tener en cuenta las directrices para protección contra explosión de la Mutua Laboral!
Cuide que el tubo a mecanizar mantenga una posición firme y estable. La desconsideración de esta advertencia puede conducir a graves lesiones o incluso a la muerte.
58
es
7. Fresadoras de tubos accionadas eléctricamente (tipo RSG) (\*\*).
La tensión de red deberá coincidir con la tensión indicada en la fresadora de tubos.
La toma de corriente de la fresadora de tubos deberá ir protegida por un fusible de 16 A.
¡Verificar con regularidad el cable de red y, dado el caso, los cables de prolongación!
Únicamente enchufar la fresadora de tubos al módulo de conexión teniendo desconectado el interruptor principal.
El módulo de conexión deberá ser accesible en todo momento para el usuario.
8. Fresadoras de tubos accionadas neumáticamente (Tipo RDG (\*\*)).
La presión aplicada a la fresadora de tubos no deberá superar 6 bar. Solamente conectar la fresadora de tubos con la llave de paso cerrada a la red de aire comprimido.
Modo de funcionamiento (ver figura A).
La fresadora de tubos corta y mecaniza las paredes de tubos con útiles de mecanizado por arranque de viruta. Es fijada a la parte exterior del tubo con el dispositivo de sujeción y avanza
automáticamente a lo largo del perímetro del tubo. Los útiles empleados son sierras circulares de metal y fresas de forma con filos de acero HSS o de metal duro según el material del tubo a cortar.
El ajuste de la profyidad de corte se realiza con el eje roscado (6) basculando la caja del eje portaútiles (16) que va apoyada en ambas placas laterales (3).
El eje de traslación (21) encargado de impulsar las ruedas de transporte, las cuales realizan el movimiento de avance, es accionado por el eje portaútiles a través de un engranaje de tornillo sinfín de 2 etapas.
El avance se puede conectar y desconectar con la palanca de conexión del avance (28).
Un embrague limitador protege al engranaje de avance contra sobrecarga.
La ejecución de los apoyos del eje portaútiles es especialmente rígida. El engranaje principal, lubricado por baño de aceite, que se ocupa de impulsar el eje portaútiles, se compone de un engranaje planetario combinado con un engranaje sinfín.
Al diseñar el engranaje se ha tenido en cuenta que éste sea capaz de soportar el bloqueo ocasional de la cadena sin deteriorarse. Todos los ejes de los engranajes van soportados por rodamientos.
El bastidor de la máquina con los ejes tiene la misión de guiar sobre el tubo la fresadora de tubos fijada al mismo, y de transmitir la fuerzas de corte y de avance. La adaptación al respectivo diámetro exterior del tubo se realiza cambiando la posición del eje de rodadura (10). Las cadenas de sujeción se componen de eslabones individuales idénticos.
La cantidad de eslabones necesaria para obtener la longitud correcta de las cadenas de sujeción va en función del diámetro exterior del tubo.
Antes de la puesta en funcionamiento.
Preparativos en el tubo a procesar.
■ Los tubos que vayan a ser cortados en el lugar de almacenaje deberán soportarse convenientemente para que el útil no pueda ser aprisionado.
■ En las tuberías tendidas, cualquier punto comprendido dentro de un tramo de 1 m deberá mantener una separación mínima de 50 cm entre la zanja y la parte exterior del tubo.
■ La superficie a procesar deberá estar exenta de suciedad y de tierra. Retirar previamente las cubiertas de protección blandas de la superficie a procesar.
El útil de corte deberá seleccionarse de acuerdo al material de tubo, a la forma de mecanizado requerida, y al lubricante-refrigerante utilizado.
■ Elimine los cordones de soldadura en la zona de las ruedas y cadenas.
Para más informaciones consulte a su proveedor de líquidos lubricantes y refrigerantes. (ver también dispositivo neumático de lubricación y refrigeración 9 12 01 002 00 4)
Preparativos en la fresadora de tubos (ver figura A).
Aflojar la palanca de apriete (11).
Subir la caja del eje portaútiles (16) girando con la manivela (en el maletín de transporte) el dispositivo de avance del útil (7).
Desmontar los tornillos de ajuste (9) y cambiar la posición del eje de rodadura (10) de acuerdo al nuevo diámetro exterior del tubo según tabla (4). Volver a apretar los tornillos de ajuste (9).
Etiqueta informativa:
| P | D[mm] [inch] | |
| I 250 - 400 | 9,6 - 15,7 | |
| II 400 - 600 | 15,7 - 23,6 | |
| III 600 - 900 | 23,6 - 35,3 | |
| IV 900 - 1 | 500 35,3 - 58,9 |
P: Posición del eje de rodadura
D: Diámetro del tubo
Girar la cazoleta del resorte para sacar los dispositivos de sujeción (1), y disponer así de un recorrido suficiente para tensar las cadenas al colocar la fresadora de tubos.
Montar las cadenas de sujeción de acuerdo al diámetro exterior del tubo. Posicionar la fresadora sobre el tubo y asegurarla con un dispositivo de elevación para evitar que se pueda desplazar. Ensamblar cadena de guía y tensor de la cadena adecuándolos al diámetro exterior del tubo. Fijar la cadena de guía en el lado opuesto a la fresa guardando una separación de 10 mm respecto a la cadena de sujeción. Separación de 10 mm entre perno de cadena de guía y perno de cadena de sujeción. Controlar la separación en tres puntos del perímetro.
Fijación de la fresadora al tubo.
Colocación de las cadenas de eslabones.
Colocar las cadenas abiertas sobre el tubo a ambos lados de la fresadora de tubos.
Alzar la fresadora de tubos y posicionar las cadenas de eslabones por debajo de las ruedas de la cadena de modo que sus dientes encajen en las cadenas al depositar la fresadora de tubos. Colocar los extremos libres de las cadenas sobre las ruedas de la cadena del eje tensor (14) y del eje de rodadura (10). Seguidamente unir los extremos con el perno (3 02 17 216 00 4) y asegurarlo con 2 anillos de seguridad (4 26 34 020 00 5).
Tensado de las cadenas de eslabones (ver figura A).
Primeramente, apretar ligeramente las cadenas de eslabones contra el tubo girando para ello ambas cazoletas de los resortes (1). Para alinear exactamente la fresadora de tubos girarla unas cuantas veces con movimiento de vaivén en dirección a la periferia del tubo.
Gire las cazoletas del resorte para ir tensando las cadenas hasta que la espiga (24, figura A) alojada en el agujero alargado de la cazoleta del resorte coincida con la posición de la ranura en la periferia.
Vigile continuamente la posición de la espiga durante el proceso de corte. Si el tubo estuviese ovalado será necesario tensar o destensar la cadena, según el caso. Antes de iniciar el proceso de corte desmontar las cuatro empuñaduras.

¡Peligro de accidente!
¡No sobrepase este punto al tensar la cazoleta del resorte!
Montaje de los útiles de corte.

Riesgo de lesión
- por una conexión accidental.
- Antes de realizar el montaje desconectar el enchufe de la red o la manguera de aire comprimido.
- Al salir proyectados o al caer objetos como cuñas, herramientas, fresadora de tubos, pieza de trabajo (tubo), etc.
- Con los filos cortantes del útil
Solamente utilizar útiles de corte con filos en perfectas condiciones.
■ Limpie las zonas de ajuste y de asiento y el propio eje portaútiles antes de montarlo.
■ Montar el útil de corte.
■ Apretar firmemente la tuerca de sujeción del útil.
Puesta en marcha.
Fresadora de tubos eléctrica:
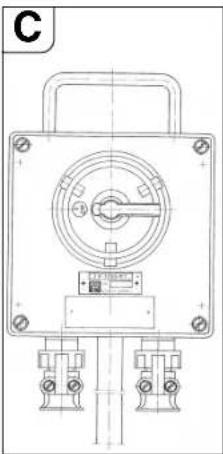
Las fresadoras de tubos de accionamiento eléctrico vienen dotadas con un módulo de conexión que incorpora los siguientes componentes:
-Interruptor principal/inversor de giro -Guardamotor
-Disparador de mínima tensión -Conexiones por enchufe
El interruptor principal se utiliza para la conexión y para la inversión del giro. El guardamotor y el disparador de mínima tensión forman una unidad. En caso de una sobrecarga, el guardamotor desconecta la fresadora de tubos. Si se presenta
un corte del fluido eléctrico, el disparador de mínima tensión corta la alimentación de la fresadora de tubos para evitar una puesta en marcha accidental de la misma.
La fresadora de tubos se vuelve a poner en marcha al accionar el guardamotor.
El módulo de conexión deberá ubicarse de manera que quede accesible en todo momento para el usuario.
Fresadora de tubos de ejecución con protección parcial contra explosión:
Conectar antes del módulo de conexión una caja de conexión con un interruptor de encendido/apagado adicional para accionar la fresadora de tubos en áreas con peligro de explosión pertenecientes a la zona 2.
La caja de conexión deberá ubicarse de manera que sea accesible en todo momento para el usuario.

Peligro de explosión
El módulo de conexión deberá ubicarse fuera de la zona 2.
En caso de haberse disparado el interruptor de protección, antes de volver a conectarlo deberá apagarse primero el conmutador adicional.
Fresadora de tubos neumática:
El manejo de la ejecución RDG 1500 A/B (**) se realiza con la llave de paso montada en la manguera de aire comprimido directamente antes del motor neumático.
Manejo.

Riesgo de lesión
¡La carcasa de protección deberá mantenerse completamente cerrada y bloqueada durante el funcionamiento!
Proceso de arranque
En las fresadoras de tubos con electromotor deberá asegurarse que sea correcto el sentido de giro del útil. El sentido de giro se puede cambiar con el inversor de giro en el aparato de conexión.
■ Desconectar el engranaje de avance con la palanca de conexión del avance (28).
■ Conectar la fresadora de tubos.
■ Aflojar la palanca de apriete (11) y profundizar lo máximo posible en el tubo la hoja de sierra en funcionamiento con la manivela. La penetración profya de la hoja de sierra en el material estabiliza la trayectoria del corte.
■ Al fresar, procurar que la profyidad de corte sea mínima. El volumen del material arrancado aumenta con la profyidad de corte.
■ Profyizar el útil de corte 3 mm más de lo necesario, y retrocederlo después a la profyidad requerida, con lo cual se anula el contacto entre el útil y la pieza.
■ Si se usa la escala de profundidad, ajustar el útil hasta hacerlo rozar contra la parte exterior del tubo. Aflojar la tuerca moleteada (27) y colocar a 0 la aguja (28). Apretar de nuevo la tuerca moleteada (27). La profundidad ajustada puede verse en la escala.
■ Desconectar la fresadora de tubos.
■ Seguidamente, bloquear el ajuste accionando la palanca de apriete (11).
■ Volver a conectar la fresadora de tubos.
■ Conectar el engranaje de avance con la palanca de conexión del avance (28).
■ Si la potencia del motor lo permite cortar la pared del tubo de una sola pasada.
■ Al cortar tuberías ya instaladas puede que éstas cedan al serrarlas y logren aprisionar el útil. Por ello, es necesario ir clavando las cuñas suministradas detrás del útil en la ranura de corte a intervalos regulares. En áreas con peligro de explosión emplear cuñas especiales (6 33 05 013 00 2) (en la RSG Ex 1500 a/b (**) se adjuntan con la máquina) y un martillo fabricados de un material que no produzca chispas.
■ Evite sobrecargar la fresadora de tubos.
60
es
■ Síntoma de sobrecarga es la reducción notable de las revoluciones del motor al aplicar el útil en marcha contra la pieza. En igual medida disminuye entonces la progresión en el trabajo.
■ En igual medida disminuye entonces la progresión en el trabajo.
■ Fijar la pieza de trabajo (trozo de tubo serrado) para evitar que se caiga.
En tubos de pared gruesa (s > 10 mm) el fresado de la junta para soldar deberá realizarse en varias pasadas.
La exactitud con la que lleguen a coincidir el punto inicial del corte y el final depende de los siguientes factores:
- Exactitud en la alineación inicial de la fresadora de tubos.
- Magnitud de los errores de forma circular y cilíndrico que tiene el tubo.
- Calidad de afilado del útil de corte.
- Dureza del material.
La fresadora de tubos viene ajustada de manera que el punto inicial y final de la línea de corte coincidan aproximadamente en tubos de 300 mm y de 600 mm.
Debido a la excentricidad del eje de guía, la marca de ajuste (24, en figura D) solamente es válida para ambos diámetros mencionados. En tubos de mayor diámetro puede que sea necesario efectuar un reajuste.
Retroceso de las fresadoras de tubos (RSG ( ^** )/RSG Ex ( ^** )).
¡Daños materiales!
Antes de retroceder la fresadora de tubos deberá observarse que el útil de corte haya sido sacado del todo para evitar que éste y el engranaje sean dañados.
■ Desconectar el engranaje de avance con la palanca (28).
■ Aflojar la palanca de apriete (11).
■ Sacar el útil de corte.
■ Colocar el interruptor principal/inversor de giro en la posición "0" (desconexión)
■ Llevar el inversor de giro a la posición de retroceso.
■ Apretar la palanca de apriete (11).
■ Conectar el engranaje de avance con la palanca (28).
¡La fresadora de tubos no es apta para realizar cortes con el sentido de marcha invertido!
¡En la fresadora de tubos neumática no es posible invertir el sentido de marcha!
Indicaciones para la refrigeración.
¡Daños materiales!
Recomendamos el empleo del dispositivo neumático de lubricación y refrigeración FEIN. Si es insuficiente la refrigeración y lubricación puede que las virutas se atasquen. Ello puede provocar la rotura del útil.
Aténgase a las indicaciones/advertencias del fabricante del refrigerante empleado
■ Los tubos de fyición gris deberán cortarse siempre en seco, o sea, sin aportar refrigerante lubricante.
■ Refrigerar con agua de jabón la hoja de sierra o la fresa al cortar tubos de acero sin alear.
Ajuste del curso.
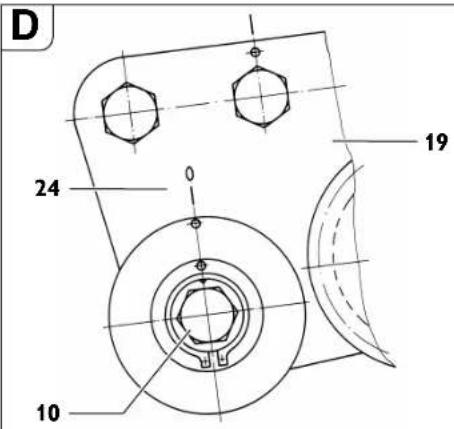
text_image
D 24 10 19■ Aflojar la tuerca (15, ver figura A) de entrecaras 46.
■ Girar el eje (10) respecto a la placa (19).
■ Apretar la tuerca (15).
Girando el eje de rodadura (10) en el sentido de las agujas del reloj (en dirección al útil de corte) se desplaza hacia la derecha el útil de corte (visto en dirección al sentido de movimiento de la fresadora de tubos).
Si el eje de rodadura es girado en sentido contrario a las agujas del reloj el útil de corte es desplazado hacia la izquierda.
Sujeción de la fresadora de tubos.
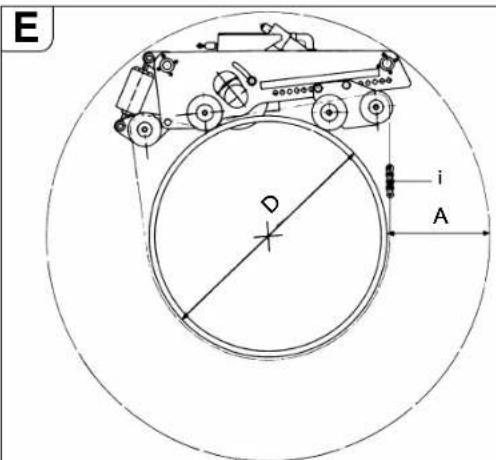
text_image
E i A„A“ Espacio de trabajo requerido a la profyidad de corte máxima.
„D“ Diámetro exterior del tubo
„i“ Número de eslabones para un diámetro del tubo „D“.
| Posición del eje de roda-dura | D A Longitud de la | cadena por lado | Longitud total de la cadena | I* | |
| [mm] [mm] | [mm] [mm] | ||||
| 1 250 | 410 | 1427 | 2854 | 5 | |
| 300 | 410 | 1525 | 3050 | 5 | |
| 350 | 410 | 1632 | 3264 | 6 | |
| 400 | 410 | 1744 | 3488 | 6 | |
| 2 400 | 375 | 1800 | 3600 | 6 | |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 375 | 2020 | 4040 | 7 | |
| 550 | 375 | 2147 | 4294 | 7 | |
| 600 | 375 | 2278 | 4556 | 8 | |
| 3 600 | 310 | 2319 | 4638 | 8 | |
| 650 | 310 | 2449 | 4898 | 8 | |
| 700 | 310 | 2582 | 5164 | 9 | |
| 750 | 310 | 2718 | 5436 | 9 | |
| 800 | 310 | 2856 | 5712 | 10 | |
| 850 | 310 | 2996 | 5992 | 10 | |
| 900 | 310 | 3138 | 6276 | 10 | |







| Posición del eje de roda-dura | D A Longitud de la | cadena por lado | Longitud total de la cadena | I* | |
| [mm] | [mm] [mm] [mm] | ||||
| 4 900 | 330 | 3148 | 6296 | 10 | |
| 950 | 330 | 3291 | 6582 | 11 | |
| 1000 | 330 | 3436 | 6872 | 11 | |
| 1050 | 330 | 3581 | 7162 | 12 | |
| 1100 | 330 | 3728 | 7456 | 12 | |
| 1150 | 330 | 3875 | 7750 | 13 | |
| 1200 | 330 | 4023 | 8046 | 13 | |
| 1300 | 330 | 4321 | 8642 | 14 | |
| 1400 | 330 | 4622 | 9244 | 15 | |
| 1500 | 330 | 4924 | 9848 | 16 | |
*N° de pedido 3 02 31 013 02 7 compuesto por 10 eslabones con una longitud de 635 mm, cada cual.
Para obtener una tensión previa óptima de la cadena pueden utilizarse los semi-eslabones de 31,75 mm que se incluyen en el maletín.
Ejemplo:
Para un tubo de un diámetro D=400 mm se requieren 6 eslabones (n° de pedido 3 02 31 013 02 7).
Sistema de guiado mediante cadena
K
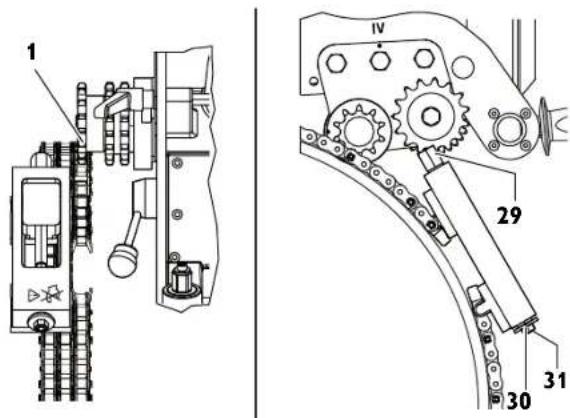
text_image
1 IV 29 30 31Componer una cadena de guía de la longitud indicada en la tabla. Para obtener una tensión previa óptima de la cadena (tolerancia del tubo) se pueden utilizar los trozos de cadena más cortos de 31,75 mm que se incluyen en el maletín.
| Longitud de la cadena de guía | ||||
| Diámetro del tubo | Longitud de la cadena | Trozos de cadena 635 mm | Trozos de cadena 63,5 mm | Trozos de cadena 31,7 mm |
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 | 6 1 | |||
| 400 1190 1 | 8 1 | |||
| 450 1344 2 | 1 1 | |||
| 500 1500 2 | 4 0 | |||
| 550 1660 2 | 6 1 | |||
| 600 1809 2 | 8 1 | |||
| 650 1970 3 | 1 1 | |||
| 700 2130 3 | 4 0 | |||
| 750 2290 3 | 6 1 | |||
| 800 2440 3 | 8 1 | |||
| 850 2600 4 | 1 1 | |||
| 900 2760 4 4 0 | |||
| 950 2921 4 6 0 | |||
| 1000 3079 4 8 1 | |||
| 1100 3397 5 3 1 | |||
| 1200 3714 5 8 1 | |||
| 1300 4032 6 3 1 | |||
| 1400 4330 6 8 1 | |||
| 1500 4640 7 3 1 |
N° de pedido 3 02 31 034 01 0 (l = 635 mm)
N° de pedido 3 02 31 036 01 0 (l = 63,5 mm)
N° de pedido 3 02 31 035 01 0 (l = 31,7mm)
Fijar con un perno y un anillo de seguridad la cadena de guía a uno de los dos trozos de cadena del tensor de la misma.
Pasar el tramo de la cadena de guía por debajo de ambas ruedas de la cadena de guía (figura K).
Fijar el extremo libre de la cadena de guía al tensor de cadena con el perno y el anillo de seguridad.
Asentar la cadena de guía contra el tubo girando para ello el hexá- gono del tensor de cadena (2).
Posicionar la cadena de guía con una separación de 10 mm (perno de cadena de accionamiento respecto a perno de cadena de guía) verificando esto en 3 puntos del perímetro.
Apretar el hexágono (29) del tensor de cadena hasta lograr que la arandela (30) asiente contra la carcasa del tensor de cadena (margen de ajuste aprox. 50 mm). (Par de apriete máx. 50 Nm)

¡Atención peligro de accidente!
En ningún caso gire los tres tornillos de seguridad (31) del frente. (Ver figura K)
Trabajos finales tras cada aplicación.
■ Sacar el útil de corte.
■ Desconectar la fresadora de tubos.
■ Desmontar el útil de corte.
■ Desacoplar la fresadora de tubos.
En fresadoras neumáticas:
■ Desacoplar la manguera de aire comprimido, aplicar un poco de aceite anticorrosivo a la entrada de aire del motor neumático y dejarlo funcionar brevemente.
■ Cerrar el extremo de la manguera con un capuchón.
Almacenaje de la fresadora de tubos.
■ Proteger contra corrosión las partes externas metálicas.
■ Guardar la fresadora de tubos en un lugar seco.
Mantenimiento y reparación.
Realización del mantenimiento y reparación.
Recomendamos acudir a nuestro departamento de servicio técnico (reparación centralizada). La dirección figura al final de estas instrucciones de uso.
Únicamente emplear recambios originales FEIN.
⚠️ Riesgo de lesión
por una conexión accidental.
¡Antes de cualquier manipulación en la fresadora de tubos desconectar el enchufe de la red o la manguera de aire comprimido!
Indicaciones generales
Los trabajos de mantenimiento solamente deberán ser realizados por personal especializado, adiestrado para ello.
Los trabajos de cuidado y mantenimiento comprenden esencialmente lo siguiente:
- Limpieza externa de la fresadora de tubos y de las cadenas de sujeción.
62
es
- Control visual de la fresadora de tubos completa.
- Cambio del aceite del engranaje.
- Rellenado de aceite en la unidad de tratamiento de aire comprimido.
- Engrase de las roscas deslizantes y cadenas.
- Engrase de las guías de la caja del eje portaútiles tanto en el dispositivo de sujeción como en el de avance.
- Cambie por otras nuevas la etiqueta y las advertencias de peligro de la herramienta
Cuidado de las cadenas
Una vez desprendida la suciedad superficial de la cadena, limpie esmeradamente la misma con bencina, petróleo o un producto similar al tiempo que articula los eslabones.
Para conseguir una lubricación eficaz mantener sumergidas las cadenas varias horas en aceite viscoso como, p. ej., aceite para engranajes SAE 140.

¡Peligro de accidente!!
Antes de volver a utilizarla inspeccionar visualmente con detenimiento si los elementos de la cadena están en perfectas condiciones. Sustituir las piezas defectuosas y montar los anillos de seguridad que falten.
Caja del eje portaútiles
■ Controlar el nivel de aceite del engranaje.
■ Si procede, cambiar el aceite del engranaje.
Consultar también el párrafo "Lubricantes y plan de lubricación".
Verificación del nivel de aceite del engranaje
Controlar el nivel de aceite y la estanqueidad de la caja del eje portaútiles antes de cada aplicación:
■ Depositar sobre una base horizontal la fresadora de tubos, colocándola sobre la placa lateral del lado opuesto a la protección del útil.
■ Desenroscar el tapón (24, figura A).
Observación:
El nivel de aceite es correcto si apenas sale algo de aceite por el taladro roscado.
■ Si fuese necesario, rellenar aceite para engranajes (ver párrafo "Lubricantes y plan de lubricación").
■ Enroscar firmemente el tapón.
Cambio de aceite del engranaje
El cambio de aceite del engranaje deberá realizarse una vez alcanzadas las horas de servicio indicadas en la tabla, o como mínimo, cada 18 meses.
| Intervalos para el cambio de aceite del engranaje [Horas de servicio] | RSG Ex 1500 A (**) RSG 1500 A (**) RDG 1500 A (**) | RSG Ex 1500 B (**) RSG 1500 B (**) RDG 1500 B (**) |
| Primer cambio de aceite después de | 20 - 40 80 - 120 | |
| Cambios de aceite siguientes después de | 80 - 120 200 - 250 |
Ud. puede recurrir a nuestro departamento centralizado de reparación para que le cambie el aceite y se ocupe de desechar el aceite usado.
Dejar salir el aceite del engranaje a la temperatura de régimen inmediatamente después de almacenar la fresadora de tubos.
Motor neumático
El motor neumático alimentado con aire comprimido aceitado, limpio, y exento de agua, deberá someterse a un control y limpieza a fondo después de 200 horas de servicio, pero como mínimo 1 vez al año. Aconsejamos encargar el mantenimiento y reparación del motor neumático a nuestro departamento centralizado de reparación.
iDaños materiales!
En caso de no llevar a cabo los controles prescritos, ello puede originar una considerable pérdida de potencia y daños en el motor neumático.
Desacoplamiento del motor neumático:
■ Posicionar la fresadora de tubos de manera que el motor neumático se encuentre en el punto más alto de la caja del eje portaútiles.
■ Desenroscar los 6 tornillos de cabeza cilíndrica (18) (ver figura A).
■ Retirar el motor neumático.
El acoplamiento se realiza siguiendo los mismos pasos en orden inverso. Prestar atención a que el piñón del motor engrane perfectamente en el engranaje planetario.
Dispositivo de avance del útil (ver figura A)
■ Mantener libre de suciedad y de óxido la periferia de la tuerca del tubo (17) y engrasarla siempre levemente.
■ Al efectuar el cambio de aceite del engranaje limpiar y engrasar las roscas deslizantes.
Desmontaje:
■ Desenroscar el tornillo de cabeza cilíndrica (8).
■ Sacar el perno (5) de la tapa.
■ Seguidamente, desenroscar el dispositivo de avance del útil, de la tuerca del tubo con la manivela.
■ Limpiar y engrasar las roscas (ver párrafo "Lubricantes y plan de lubricación" en página 58).
■ Sustituir los retenes deteriorados.
Montaje:
El montaje se realiza siguiendo los mismos pasos en orden inverso. ¡Al realizar el ensamble no dañar los retenes!
Dispositivo de sujeción
Evitar que se ensucie la rosca de los cáncamos (3, figura G) en la cazoleta del resorte.
Si fuese preciso, limpiar y engrasar las roscas.
Lubricantes y plan de lubricación
Lubricantes para el motor neumático
El aceitador de la unidad de tratamiento se encarga de lubricar el motor neumático. Solo si ha estado detenido largo tiempo aplicar unas gotas de aceite a la entrada de aire del motor neumático.
Aceite lubricante para caja del eje portaútiles
| Lubricante Aceite ARAL Degol | Envase de | N° de pedido Margen de tem- peratura [°C] | Especificación |
| BMB 460 2 | Liter 3 21 | 32 009 01 3 -15 to +50 | Aceite para engranajes tipo CLPF según DIN15502 |
| BMB 100 2 | Liter 3 21 | 32 009 02 9 -35 to +5 |
Recomendación de la viscosidad en aceites para engranajes con márgenes de la temperatura ambiente diferentes:
F
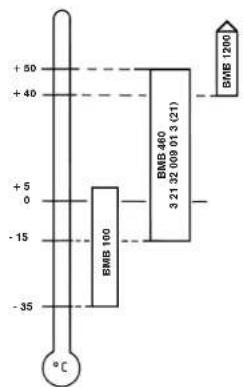
text_image
+50 +40 +5 0 -15 -35 °C BMB 100 BMB 460 3 21 32 009 01 3 (21) BMB 1200Las máquinas con el indicativo de país N34 (las cifras 3 y 4 aparecen en ese caso en los dígitos 9 y 10 del n de pedido 7 360 XX XX 34 X) se surten con BMB 100.
La caja del eje portaútiles se suministra de fábrica con el aceite ARAL Degol BMB 460. Desaconsejamos seriamente utilizar un aceite para engranajes diferente.
Lubricantes para superficies de deslizamiento
Para la lubricación y el cuidado de superficies de deslizamiento recomendamos aplicar grasas de marca para cojinetes de fricción exentas de ácidos y resistentes al agua.
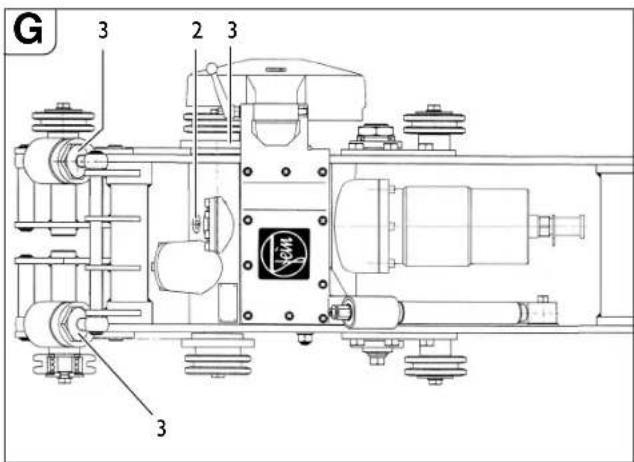
text_image
G 3 2 3 Ren 3| Punto de lubricación Lubricante | |
| 2 (engranaje) Ver tabla Aceite lubricante | para caja del eje portaútiles |
| 3 (superficies y roscas de deslizamiento) | Grasa para cojinetes de fricción |
Eliminación de fallos (tipos RSG (**) y RSG Ex (**)).
| Fallo Causas posibles Medidas | ||
| Funcionamiento discontinuo del motor y del útil | Temperatura ambiente muy baja Utilizar | aceite para engranajes para bajas temperaturas |
| Útil mellado Sustituir el útil | ||
| No hay tensión de red Verificar la conexión | ón a la red y los dispositivos de conexión | |
| Tensión de red incorrecta Verificar los parámetros de conexión a la red | ||
| Avance o arranque de material excesivo en una pasada | Adaptar el engranaje y/o reducir la profyidad de mecanizado | |
| Fuga de aceite en la caja de engranajes Localizar y eliminar la fuga; rellenar aceite | ||
| Temperatura excesiva del motorMotor Volver a activar el módulo de conexión 3 07 02 041 01 4 | ||
| Rueda de la cadena, defectuosa | Eslabón deteriorado Sustituir el eslabón | |
| Unión incorrecta de la cadena Examinar y corregir los puntos de unión | ||
| Inserción incompleta del perno de la cadena | Insertar completamente el perno | |
| Trayectoria incorrecta del corte | Trayectoria incorrecta del corte | Fresadora de tubos y cadena mal alineadas ver párrafo "Preparativos en la fresadora de tubos (ver figura A)." en página 58, y el párrafo "Fijación de la fresadora al tubo.", en página 58 |
| Eje de guía no excéntrico | Reajustar el curso, ver párrafo "Ajuste del curso." en página 60 | |
| Útil mellado Sustituir el útil | ||
| Tubo en posición inclinada o vertical, o tubo ovalado | Emplear el dispositivo de guiado, ver párrafo "Fijación de la fresadora al tubo." en página 58 y el párrafo "Guiado lateral" en página 68 | |
| Sobrecarga del útil de corte | Adaptar el engranaje y/o reducir la profyidad de mecanizado | |
64
es
| Fallo Causas posibles | Medidas | |
| La máquina no funciona o el rendimiento es insatisfactorio | No hay tensión de red Verificar la conexión a la red y los dispositivos de conexión | |
| No se conectó el interruptor Controlar el interruptor | ||
| El embrague resbala Adaptar el engranaje | o dejar corregir el par de activación del embrague por FEIN | |
| Vibraciones fuertes Velocidad de | avance excesiva Adaptar el engranaje | |
| Profyidad de corte excesiva Subir el útil | ||
| Palanca de apriete (11) sin apretar Apretar tuercas | ||
| Cadena destensada Verificar la tensión de la cadena | ||
| Útil mellado Sustituir el útil | ||
Eliminación de fallos (ejecución RDG (**)).
| Fallo Causas posibles Medidas | ||
| Funcionamiento discontinuo del motor y del útil | Motor neumático congelado Usar un lubricante especial | |
| Útil mellado Sustituir el útil | ||
| Presión insuficiente Verificar la presión de aire comprimido (6 bar) | ||
| Motor neumático sucio, oxidado o con paletas desgastadas | Hacer reparar el motor por FEIN | |
| Avance o arranque de material excesivo en una pasada | Adaptar el engranaje y/o reducir la profyidad de mecanizado | |
| Fuga de aceite en la caja de engranajes Localizar y eliminar la fuga; rellenar aceite | ||
| Eslabón deteriorado Sustituir el eslabón | ||
| Rueda de la cadena, defectuosa | Unión incorrecta de la cadena | Examinar y corregir los puntos de unión |
| Inserción incompleta del perno de la cadena | Insertar completamente el perno | |
| Trayectoria incorrecta del corte | Fresadora de tubos y cadena mal alineadas ver párrafo "Preparativos en la fresadora de tubos (ver figura A)." en página 58, y el párrafo "Fijación de la fresadora al tubo.", en página 58 | |
| Trayectoria incorrecta del corte | Trayectoria incorrecta del corte | Reajustar el curso, ver párrafo "Ajuste del curso." en página 60 |
| Útil mellado Sustituir el útil | ||
| Tubo en posición inclinada o vertical, o tubo ovalado | Emplear el dispositivo de guiado, ver párrafo "Fijación de la fresadora al tubo." en página 58 y el párrafo "Guiado lateral" en página 68 | |
| Sobrecarga del útil de corte | Adaptar el engranaje y/o reducir la profyidad de mecanizado | |
| Caudal de aire comprimido insuficiente o nulo | Inspeccionar la instalación de aire comprimido en cuanto a defectos u obstrucciones | |
| La máquina no funciona o el rendimiento es insatisfactorio | Paletas desgastadas | Cambiar las paletas |
| Lubricación insuficiente del motor | Determinar el nivel de aceite en la unidad de tratamiento | |
| El embrague resbala | Adaptar el engranaje o dejar corregir el par de activación del embrague por FEIN | |
| Vibraciones fuertes Velocidad de | avance excesiva Adaptar el engranaje | |
| Profyidad de corte excesiva | Subir el útil | |
| Tuercas (11) sin apretar | Apretar tuercas | |
| Cadena destensada | Verificar la tensión de la cadena | |
| Útil mellado Sustituir el útil | ||
Unidad de tratamiento.
para ejecución RDG (\*\*)
La vida útil de una instalación neumática depende esencialmente de la calidad de tratamiento del aire comprimido.
Por ello, en toda instalación neumática se utilizan filtros y aceitadores por niebla integrados en unidades de tratamiento que requieren ser manejadas y mantenidas correctamente.
Instalación de la unidad de tratamiento
La instalación deberá realizarse en el sentido de la flecha y lo más cerca posible del consumidor (distancia máx. 10 m).
Filtro
El filtro de aire comprimido elimina la humedad y las impurezas sólidas del aire del compresor. El grado de filtración del filtro montado es de 40 μm. A petición pueden obtenerse filtros con un grado de filtración más fino.
Mantenimiento
Vacíe con regularidad los condensados por el tapón de purga.
Limpieza
Despresurizar la unidad de tratamiento y aflojar la copa de la bayoneta. Retirar el deflector y sacar el cartucho filtrante para limpiarlo o cambiarlo por uno nuevo. Enroscar el filtro junto con la junta tórica. Montar la copa en la bayoneta.
H
Las copas de plástico (policarbonato) solamente deben limpiarse con agua o bencina.
No nos responsabilizamos de los daños derivados del incumplimiento de estas instrucciones.
Aceitadores por niebla
Estos lubricadores aportan una fina niebla de aceite al aire comprimido consiguiendo así una lubricación permanente y fiable de las herramientas neumáticas.
El diafragma de aire que incorpora se adapta automáticamente al caudal de aire.
La presión mínima es de 0,5 bar.
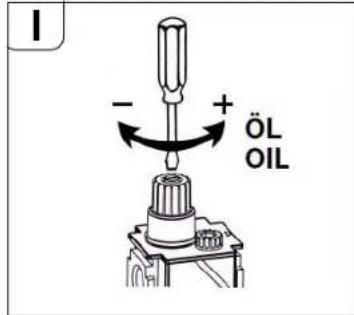
Ajuste
La cantidad de aceite, en gotas por minuto, puede ajustarse con el tornillo dosificador. Para ello, girar a la izquierda, 1 vuelta aprox., el tornillo del aceitador. Las gotas puede verse por la mirilla.
text_image
- + ÖL OILManejo
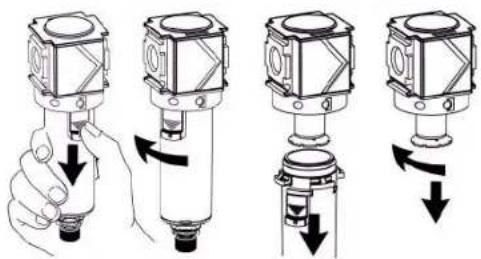
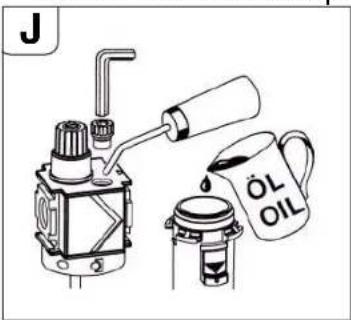
En la copa puede verse el nivel de llenado. El estrangulador que incorpora permite rellenar la copa durante el funcionamiento sin necesidad de cortar el paso de aire comprimido.
- Desenroscar el tornillo de llenado.
- Llenar la copa de aceite sin emplear un embudo.
- Alternativamente puede desmontarse la copa de la bayoneta y llenarse directamente con aceite. Volver a montar la copa
- Volver a cerrar la abertura con el tornillo de llenado. El aceitador se encuentra en disposición de funcionamiento.
text_image
J ÖL OILPresión de servicio y temperatura máx.
En filtros y lubricadores por niebla de aceite con copas de plástico, la presión de servicio máx. es de 16 bar hasta máx. +30 °C y de 10 bar hasta máx. +50 °C.
Emplear en la unidad de tratamiento los siguientes aceites:
■ para cargas leves hasta normales utilice aceite hidráulico con aditivos anticorrosivos HLP/ISO-VG22 (n°de pedido 3 21 32 017 05 0 - 0,25 l), o
■ para cargas elevadas, utilice el aceite hidráulico con aditivos anti-corrosivos HLP/ISO-VG46 (n° de pedido 3 21 32 006 01 7 - 0,5 l).
■ Si pretende no usar la máquina durante varios meses recomendamos aplicar previamente aceites anticorrosivos con propiedades HD (etapa de fallo: mín. 8); p. ej., aceites para conservación de motores "Mobilarma 524" (de la empresa Mobil) o "Ensis 10W" (de la empresa Shell).
Si las condiciones de aplicación son desfavorables, las temperaturas bajas (inferiores a +3 °C), y/o si el contenido de agua en el aire comprimido es alto, el motor puede llegar a congelarse. Esto lo puede Ud. evitar si utiliza un descongelante lubricante usual en el comercio como, p. ej. "Kilfrost", o bien, "Renolin SDL 1808" en combinación con el recipiente metálico de la unidad de tratamiento. Vacíe primero las tuberías y el aceitador. Evite que se entremezclen para no reducir, o incluso anular, el efecto anticongelante. No es necesario eliminar la película lubricante que queda.
- Kilfrost Anti-Eis (de la empresa DEPRAG - n° de pedido 807287)
■ Kilfrost 400 (de la empresa Weyer Indutec)
■ iRenolin SDL 1808 (de la empresa Fuchs) es un lubricante para aire comprimido, biodegradable, que puede utilizarse de forma condicionada al colocar tuberías para agua potable! Por principio, observe al respecto la normativa, disposiciones legales e indicaciones de los fabricantes del lubricante.
Presión:
Una presión superior a 6 bar provoca desgaste. Una presión demasiado baja reduce el rendimiento.
Recomendamos la utilización de aire comprimido de la siguiente calidad según ISO 8573-1:
66
es
Clase Residuos de aceite Residuos de polvo Residuos de agua
| [mg/m3] | Tamaño de partícula [μm] | Concen-tración máx [mg/m3] | Punto de rocío a presión [°C] | máx. Concen-tración [g/m3] | ||
| Aire aceitado | 4 | 5 | 1 | 5 | 8 | |
| Aire sin aceitar | 3 1 5 5 -20 0,88 | |||||
Garantía.
La garantía del producto se realiza de acuerdo a las regulaciones legales vigentes en el país de adquisición.
Fresas y accesorios.
Hojas de sierra

1

2

3
Forma 1, HSS, para el tipo de engranaje: a, b - para el mecanizado de tubos de acero
| ∅ Ancho Peso n° de dientes | Prof. de corte máx | N° de pedido | |||
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0,5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0,7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0,9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 5 | 1,3 | 70 | 55 | 6 35 02 041 00 1 |
Form 2, HSS, para el tipo de engranaje: b - para el mecanizado de tubos de fyición gris
| ∅ Ancho Peso n° de dientes | Prof. de corte máx | N° de pedido | |||
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0,7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0,6 | 50 | 45 | 6 35 02 099 00 4 |
Form 3, HSS, con dientes de metal duro, para el tipo de engranaje: b - para el mecanizado de tubos de fyición gris (también con revestimiento interior de cemento) y tubos de acero sin alear hasta 400 N/mm²
| ∅ Ancho Peso n° de dientes | Prof. de corte máx | N° de pedido | |||
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 080 00 8 |
| 180 | 4 | 0,7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 | 4 | 0,9 | 50 | 45 | 6 35 02 084 00 2 |
Chaveta
Ancho x alt. x long. (mm) 6 × 6 × 32 4 02 21 044 00 0 8 × 7 × 32 4 02 21 050 00 5
Estuche de transporte
Longitud x ancho x altura
mm mm mm
+1000×3800×639533901114007
Fresas de forma
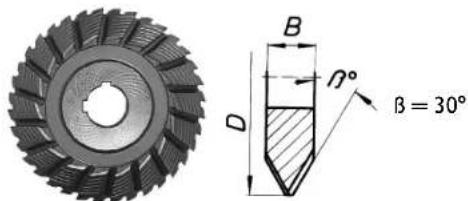
Forma en V, HSS, para el tipo de engranaje:
a - para el mecanizado de tubos de acero altamente aleados b - para el mecanizado de tubos de acero y de fyición gris, sin alear, con un grosor de pared máx. de 10 mm y un diámetro máx. 1600 mm
| ∅ | Ancho Peso | n° de dientes | β | Prof. de corte máx | N° de pedido | |
| [mm] | [mm] | [kg] | Cant [°] | [mm] | ||
| 125 | 25 | 1,58 | 32 | 30 | 25 | 6 35 08 056 00 4 |
| 160 | 30 | 3,2 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 3,3 | 36 | 37,5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5,5 | 36 | 37,5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4,9 | 36 | 30 | 25 | 6 35 08 085 00 8 |
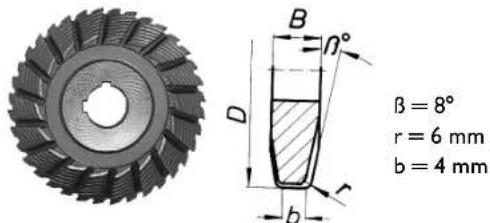
text_image
B n° D r = 6 mm b = 4 mm β = 8°Forma en U, HSS, para el tipo de engranaje:
a - para el mecanizado de tubos de acero altamente aleados b - para el mecanizado de tubos de acero y de fyición gris, sin alear, con un grosor de pared máx. de 10 mm y un diámetro máx. de 1600 mm
| ∅ Ancho Peso n° de dien-tes | Prof. de corte máx | N° de pedido | |||
| [mm] | [mm] | [kg] | Cant | [°] | [mm] |
| 160 | 25 | 2,8 | 40 | 25 | 6 35 08 089 00 7 |
es
67

Kit de fresas, HSS, para el tipo de engranaje:
a - para el mecanizado de tubos de acero altamente aleados
b - para el mecanizado de tubos de acero y de fundición gris, sin
alear, con un grosor de pared máx. de 10 mm y un diámetro máx. de 1600 mm
∅ Ancho Peso n° de
ß Prof. de
N° de pedido
dientes
corte máx
[mm] [mm] [kg] Cant [°] [mm]
Fresas de forma especiales para otros tipos de material y geometría de corte diferente, a petición
Eslabón
10 Eslabones x 63,5 mm = 635 mm
N° de pedido 3 02 31 013 02 7
| Eslabon x 31,75 mm
N° de pedido 3 02 31 029 00 2
Perno de recambio
N° de pedido 3 02 17 216 00 4
Anillo de seguridad de recambio
N° de pedido 4 26 34 020 00 5
Cuñas separadoras de acero
N° de pedido 6 33 05 006 00 8
Cuñas separadoras de material "antichispas"
N° de pedido 6 33 05 013 00 2
Accesorios que se adjuntan
| N° de pedido Canti- | dad | Denominación |
| 3 39 01 114 00 7 1 | Estuche de transporte | |
| 3 39 01 031 00 1 1 | Maletín de transporte | |
| 3 21 22 007 01 7 1 | Manivela | |
| 6 29 01 016 00 2 1 | Llave fija de una boca, entrecaras 46 | |
| 6 29 03 010 00 6 1 | Llave fija de una boca, entrecaras 55 | |
| 3 12 07 333 01 0 1 | Tensor de cadena | |
| 6 29 11 010 00 0 1 | Llave anular, 17/19 | |
| 6 29 06 013 00 5 1 | Llave de tubo, entrecaras 46 | |
| 3 02 31 029 00 2 1 | Cadena de rodillos | |
| 3 02 17 216 00 4 2 | Perno | |
| 4 26 34 020 00 5 4 | Anillo de seguridad | |
| 6 33 05 006 00 8 1 | Cuña extractora solamente en RSG 1500 A/B (**), RDG 1500 A/B (**) | |
| 6 33 05 013 00 2 5 | Cuña extractora de material "anti-chispas" solamente para RSG Ex 1500 A/B (**) | |
| 3 07 02 041 01 4 1 | Módulo de conexión, solamente solamente para RSG 1500 A/B (**), RSG Ex 1500 A/B (**) |
| N° de pedido Canti- | dad | Denominación |
| 3 21 74 009 00 1 1 | Eslinga redonda | |
| 3 21 74 010 00 3 1 | Eslinga redonda | |
| 3 07 28 188 00 8 | 1 | Enchufe de empalme CEE, solamente para RSG 1500 a/b (**), RSG Ex 1500 a/b (**) |
| 3 21 32 006 01 7 1 | Bote de aceite, solamente para RDG 1500 A/B (**) | |
| 3 27 15 129 02 0 1 | Unidad de tratamiento ensamblada, solamente para RDG 1500 A/B (**) | |
| 3 14 14 001 02 3 1 | Manguera ensamblada, solamente para RDG 1500 A/B (**) | |
| 3 02 31 035 02 0 | 1 Cadena | |
| 3 02 16 166 01 0 1 | Perno | |
| 3 40 56 026 00 0 1 | Discos de inserción | |
Accesorios opcionales
| No de pedido Canti- | dad | Denominación |
| 3 02 31 013 02 7 1 | Cadena de 10 eslabones | |
| 4 26 34 020 00 5 1 | Anillo de seguridad | |
| 3 02 17 216 00 4 1 | Perno | |
| 4 30 12 051 12 2 1 | Tornillo calibrado | |
| 6 33 05 013 00 2 | Cuña extractora especial "antichis-pas" | |
| 3 07 09 022 01 2 1 | Cable para conexión eléctrica | |
| 9 12 01 002 00 4 | Dispositivo neumático de lubricación y refrigeración (DKSE) | |
| 3 24 33 027 01 7 1 | Piezas de conexión para DKSE(placa ensam.) | |
| 3 27 15 129 02 0 1 | Unidad de tratamiento ensamblada, solamente para RDG 1500 A/B (**) | |
| 9 26 01 023 02 3 1 | Compresor para DKSE | |
| 3 14 14 055 00 2 1 | Manguera PA-DL completa para compresor | |
| 4 11 36 005 01 9 1 | Manguito de acoplamiento | |
| 3 02 31 035 02 0 | 1 Cadena | |
| 3 02 16 166 01 0 1 | Perno | |
| 3 40 56 026 00 0 1 | Discos de inserción |









es
Dispositivo neumático de lubricación y refrigeración 9 12 01 002 00 4
Debido a las elevadas velocidades de corte y de avance que pueden conseguirse con la fresadora de tubos es necesario refrigerar y lubricar los útiles al mecanizar acero. El dispositivo neumático de lubricación y refrigeración pulveriza y evaporiza el refrigerante-lubricante por las boquillas montadas en la fresadora de tubos obteniendo así permanentemente una buena refrigeración y lubricación. Además, se evita la contaminación del suelo obtenida al aportar taladrina a mano.
Como líquido refrigerante-lubricante recomendamos emplear BIO-CUT 3000. Es un nuevo lubricante de alto rendimiento, totalmente sintético, que dispone de una adherencia y de un efecto refrigerante excelentes, es hidrosoluble, biodegradable y de bajo consumo (dependiendo del ajuste hasta aprox. 0,3 dm ^3 por boquilla).
BIOCUT 3000 no contiene sustancias nocivas para la salud. Cumple con las exigencias de la Asociación alemana DVGW.
Todas las sustancias que contiene, cumplen con las directrices de la FDA (Food and Drug Administration) y de la Farmacopea Alemana (DAB) actualmente vigentes.
El lubricante puede adquirirse en:
Lubricante BIOCUT 3000 para temperaturas hasta 0°C:
1L - 3 21 32 039 00 0
5L - 3 21 32 040 00 0
Lubricante resistente al frío para temperaturas hasta -25°C:
1L - 3 21 32 042 00 0
5L - 3 21 32 043 00 0
Fa. Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
Tel. +49 (0) 721/45 05 55
Para poder aplicar el dispositivo neumático de lubricación y refrigeración en las ejecuciones para corriente trifásica RSG (**)/
RSG Ex (**) se precisa un compresor con el n° de pedido FEIN
9 26 01 023 02 3 que dispone de un caudal de aspiración aprox.
de 130 l/min.
Piezas de recambio (E1).
La lista de piezas de recambio actual la encuentra en internet bajo www.fein.es.
ru
Esquema de conexión del motor




