
ZAF 250 Vario - Fraiseuse Mafell - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil ZAF 250 Vario Mafell au format PDF.

| Type de produit | Tenonneuse / Fraiseuse à bois |
| Marque | Mafell |
| Modèle | ZAF 250 Vario |
| Dimensions (L x l x h) | 1400 x 1400 x 1450 mm (machine seule) Table support : 350 x 3000 x 900 mm |
| Poids | Machine : 380 kg Table support : 83 kg |
| Alimentation électrique | Triphasé 400 V, 50 Hz, 16 A (prise CEE) Puissance absorbée : 6000 W Puissance délivrée : 4500 W |
| Vitesse de rotation | 6670 tr/min à vide 6260 tr/min en charge |
| Vitesse d'avance | 0,9 - 2,2 m/min (réglable à 50%) |
| Dimensions maxi des pièces | Tenons droits : 500 x 250 mm Tenons obliques (max 60°) : 220 x 250 mm Arasement : 340 x 250 mm |
| Longueur de tenon maxi | 110 mm |
| Profondeur d'arasement maxi | 80 mm |
| Outil | Tête de façonnage diam. 100 mm, bague de façonnage diam. 165 mm Largeur de coupe : 110 mm Plaques de retournement en carbure de tungstène (3 fois retournables) |
| Fonctions principales | Façonnage de tenons droits, obliques (0-60°), verticaux Arasement Chanfreinage simultané Mode manuel et automatique |
| Dispositifs de sécurité | Rideau protecteur automatique, fin de course de sécurité, frein moteur (arrêt < 3 s), arrêt d'urgence, mode réglage, laser classe 2M |
| Émissions sonores | Niveau de puissance acoustique : 108 dB(A) Émission au poste de travail : 93-94 dB(A) Porter une protection auditive |
| Raccordement aspiration | 2 manchons diam. 100 mm Dépression : 258 Pa |
| Entretien et nettoyage | Nettoyage régulier à l'aspirateur Dérésinage avec pétrole ou produit détachant Lubrification des broches avec graisse réf. 049040 |
| Pièces détachées | Disponibles sur www.mafell.com Utiliser des pièces d'origine Mafell |
| Accessoires spéciaux | Kit d'aspiration réf. 202320 |
| Informations générales | Fabricant : Mafell AG, Allemagne Notice d'emploi incluse (70 pages) Déclaration CE de conformité |
FOIRE AUX QUESTIONS - ZAF 250 Vario Mafell
Questions des utilisateurs sur ZAF 250 Vario Mafell
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Fraiseuse au format PDF gratuitement ! Retrouvez votre notice ZAF 250 Vario - Mafell et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil ZAF 250 Vario de la marque Mafell.
MODE D'EMPLOI ZAF 250 Vario Mafell
Cette notice d'emploi contient des indications importantes pour la sécurité du travail avec cette machine. Veuillez la lire attentivement!
F - Déclaration ce de conformité
Nous déclarons par la présente que la tenonneuse ZAF 250 Vario est conforme aux directives CE applicables comme suit. Lors de la construction, les règlements suivants ont été utilisés.
Plénipotentiaires pour l'assemblage des documentations techniques: Mafell AG

2006/42/EG
2014/30/EU
2011/65/EU
ZAF 250 Vario
EN ISO 12100, EN 60204-1, EN 847-1
Art.-Nr. 991201
Mafell AG
1 Données caractéristiques 44
1.1 Identification du constructeur 44 1.2 Identification de la machine 44 1.3 Caractéristiques techniques 44 1.4 Etendue de la fourniture 45
1.4.1 Accessoires spéciaux 45
1.5 Emission sonore 45 1.6 Description de la machine 47 1.7 Dispositifs de sécurité 47 1.8 Utilisation conforme 48 1.9 Risques résiduels 49 1.10 Consignes de sécurité 50
2 Mise en service 51
2.1 Livraison et transport. 51 2.2 Mise en place 51 2.3 Raccord électrique. 52 2.4 Raccord d'aspiration 52
3 Fonctionnement. 53
3.1Premiere mise en service 53 3.2 Dispositifs de mise en marche 53 3.3 Marche et arrêt 54 3.4 Façonnage de tenons droits 54 3.5 Façonnage de tenons droits décalés 55 3.6 Façonnage de tenons obliques 56 3.7 Façonnage de tenons verticaux 56 3.8 Arasement 57 3.9 Regulation de I'avance 58
4 Equipement et maintenance 58
4.1 Changement d'outil 58 4.2 Entretien de la machine 59 4.3 Entretien de I'outil 60 4.4Frein moteur 60
5 Élimination des defaults 61 6 Schéma éclaté des pièces de rechange 62 7 Illustrations 63-66
Explication des pictogrammes

Vous trouverez ce pictogramme à tous les endroits contenant des recommandations relatives à votre sécurité.
Son non-respect peut être à l'origine de blessures très graves.

Ce pictogramme attire l'attention sur une situation eventuelle dangereuse qui,
si elle n'est pas évitée, peut être à l'origine d'endommagements du produit ou d'objets dans son environnement.

Le pictogramme signale la présence d'astuces d'utilisation et d'autres informations utiles.
Avant-propos à la NOTICE d'emploi
Le but de la présente notice d'emploi est d'aider à se familiariser avec la machine et d'exploiter ses possibilités d'utilisation de façon conforme.
Elle contient des recommandations importantes pour l'exploitation fiable, correcte et rentable de la machine. Le fait de la respecter permet d'éviter des dangers, de réduire les frais de réparation ainsi que la durée des pannes et d'augmenter la fiabilité et la longévité de la machine. Elle a été établie en conformité avec la directive européenne 2006/42/CE (règlementation sur les machines) et avec les impératifs dictés par la norme européenne EN 292.
La notice d'emploi doit rester en permanence disponible sur le lieu d'utilisation de la machine. Elle doit être portée à la connaissance de toute personne utilisant la présence machine. Ceci est particulièrement valable pour les personnesChargees
- de la commande, y compris de l'équipement, de l'élimination des defaults pendant le fonctionnement normal, de la mise en place et du retrait des pieces, de l'élimination des déchets résultat de la production
- de la remise en état (entretien, maintenance, inspections, réparation)
- du transport (pendant la mise en service vers le lieu d'implantation, l'installation et le raccordement).
En relation avec la sécurité du travail, il convient de respecter également - en plus des recommandations contenues dans la présente notice d'emploi - les directives en vigueur pour la protection du travail dans le pays d'utilisation correspondant.
MAFELL se réserve en outre le droit de ne pas adapter forcément et immédiatement la présente notice d'utilisation en cas de modifications visant à améliorer le développement technique de la machine. Ceci n'est cependant pas valable en cas de modifications portant sur l'équipement technique de sécurité.
1 Données caractéristiques
Pour la machine ayant le n° d'article 991201
1.1 Identification du constructeur
MAFELL AG
Toutes les indications relatives à l'identification de la machine se trouvent sur la plaque signalétique fixée sur le montant de la machine.


Sigle CE documentant la conformité avec les exigences fondamentales relatives à la sécurité et à la santé, selon l'annexe I de la règlementation sur les machines.

Lire la notice d'emploi pour réduire tout risque de blessures.
1.3 Caractéristiques techniques
Dimensions maximales du bois (largeur x hauteur) pour
- le façonnage de tenons à angle droit 500 × 250 mm
- le façonne de tenons avec une oblique maxi de 60^ 220 × 250 ~mm
- arasement à angle droit et oblique jusqu'à 340 x 250 mm
Longueur de tenon maxi 110 mm
Arasement maxi en une passe 110 mm
Profondeur d'arasement maxi 80 mm
Moteur à courant alternatif triphase 400 V ~, 50 Hz
Puissance absorbée (en charge normale) 6000 W Puissance délivrée (en charge normale) 4500 W Courant nominal (en charge normale) 10,4 A
Outil (tête de façonne avec bague de façonne)
Diamètre de la tête de façonne 100 mm Diamètre de la bague de façonne 165 mm Largeur de la bague de façonne 40 mm Largeur de la tête de façonne (largeur de coupe) 110 mm Diamètre du logement d'outil 30 mm Vitesse nominale en marche à vide 6670 1/min Vitesse sous charge normale 6260 1/min Vitesse de coupe pour rotation sous charge normale 32,8 m/s Vitesse d'avance 0,9-2,2 m/min. - Force d'avance env. 800 N - Longueur de coupe 320 mm - Plage de pivotement du groupe outil 0-60°
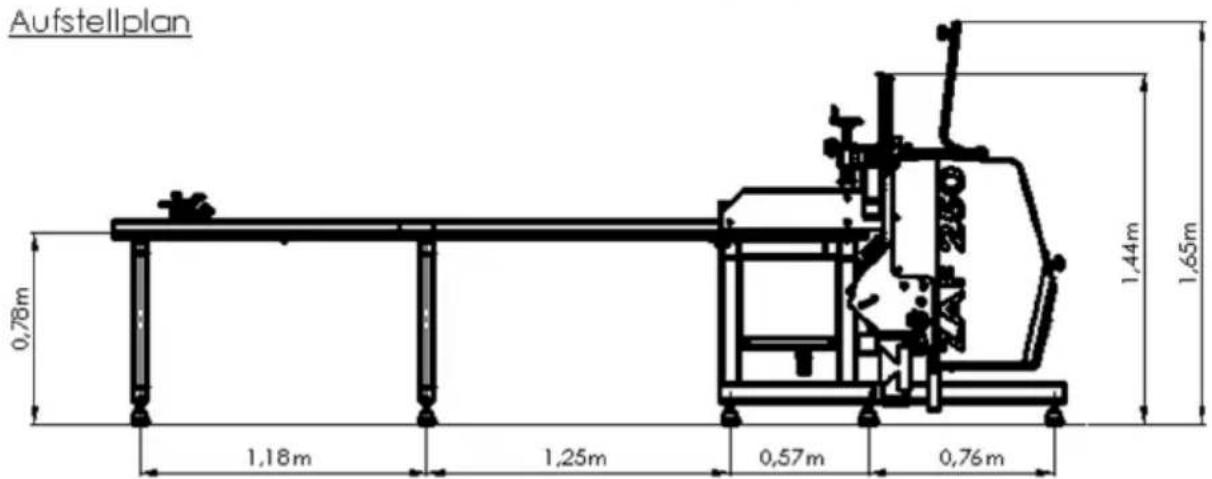
Dimensions de la machine et poids
Largeur x longueur x hauteur 1400 x 1400 x 1450 mm - Hauteur de travail 780 mm - Dimensions de la table support (I x L x h) 350 x 3000 x 900 mm - Poids sans table support 380 kg - Poids de la table support 83 kg Diametre de la tubulure de raccord d'aspiration 2 × 100 ~mm
1.4 Étendue de la fourniture
Tonneuse ZAF 250 Vario complète avec :
table support de 3 m, dispositif de transport sur chariot élévateur, outil de façonnage spécial, outil de commande, presse de fixation, notice d'emploi
1.4.1 Accessoires spéciaux
-Kit d'aspiration
réf. 202 320
1.5 Émission sonore
Les valeurs d'émission sonore moyennes pendant le cycle de travail s'évaluent à :
| Façonnage de tenons | Arasement | |
| Niveau de puissance acoustique | 108 dB (A) | 108 dB (A) |
| Émission sonore au poste de travail | 93 dB (A) | 94 dB (A) |
La marge d'incertitude de mesure pour les valeurs d'émission indiquées est de K = 4 dB.
Le niveau de puissance acoustique a été mesuré selon EN ISO 3746 avec les divergences suivantes :
- le facteur de correction maximum pour les bruits étrangers est de 4 dB,
- la différence entre le niveau de pression acoustique du bruit étranger et le niveau de pression acoustique de la machine est supérieure à 6 dB sur chaque point de mesure,
- L'écart entre la surface enveloppante de la machine et le plan de mesure est de 1 m,
- le nombre de points de mesure s'élève à 9,
- La durée de la mesure correspond à un cycle de travail.
Le niveau d'émission sonore au poste de travail a été mesuré selon EN ISO 11202 avec les divergences suivantes :
- Le facteur de correction pour les bruits étrangers est de 4 dB au maximum, aussi bien sur le plan de mesure qu'au poste de travail.
- la différence entre le niveau de pression acoustique du bruit étranger et le niveau de pression acoustique au poste de travail est supérieure à 6 dB.
- le facteur de correction au poste de travail a été déterminé selon l'annexe 2 de la norme EN ISO 11204.
Conditions d'exploitation de base :
Façonnage de tenons :
Façonnage d'un tenon droit de 40 mm d'épaisseur et 40 mm de longueur dans une pièce en pin de 180 x 160 mm, avec l'outil de série et la vitesse de rotation préconisée de 6260 1/min (vitesse de rotation sous charge).
Arasement :
Arasement sur une pièce en pin de 180 × 160 mm à la moitié de la hauteur de la pièce (soit 80 mm) et à une profondeur de 70 mm, à l'aide de l'outil de série (bague de fixation retirée) et à la vitesse de rotation préconisée de 6260 1/min (vitesse de rotation sous charge).
Les valeurs individuelles sont des niveaux d'émission et non des niveaux nécessaires à un travail fiable. Bien qu'il existe un rapport entre le niveau d'émission et d'immission, il n'est pas possible de déduire de façon indubitable si des mesures de prévention supplémentaires s'avent nécessaires. Les facteurs qui influencent le niveau d'immission actuel au poste de travail sont la durée d'exposition, les caractéristiques de la pièce, la présence d'autres sources sonores telles que le nombre de machines par ex. ou d'autres travaux voisins. En outre, le niveau d'immission admissible peut varier d'un pays à l'autre. Cette information a cependant pour but de donner à l'utilisateur de la machine une(Meilleure) appréciation des dangers et des risques.
1.6 Description de la machine
La tenonneuse ZAF 250 permet de façonner rapidement, précisément, de façon rationnelle et précise des tenons droits et des tenons d'une oblique maximum de, y compris un chanfrein périphérique et un faisage en bout dans le cas des tenons obliques. Il est en outre possible de réaliser des arasements après une modification de l'outil s'effectuant aussi rapidement que simplement. Indépendamment du travail à effectuer, la pièce à usiner reste toujours dans la même position, même dans le cas des tenons obliques, et n'a pas besoin d'être péniblement déplacée. Ceci est rendu possible grâce à la position oblique intégrée de l'intégralité du groupe d'usinage.
La table support de 3 m de long permet la pose fiable de la piece à usiner, dont les dimensions peuvent atteindre 500× 250 mm dans le cas des tenons droits et 220× 250mm dans le cas d'une position oblique maximale. AVEC LA DOUBLE BUTE integREE et la graduation précise, il est possible d'effectuer une mesure de longueur exacte, meme lors de I'usinage sur les deux extrimits de la piece.
L'outil de façonnage combiné, spécialement mis au point pour la ZAF, peut être rapidement adapté à diverses longueurs de tenons pour les arasements, après le retrait de la bague de façonnage. Il est équipé de plaques de retournement interchangeables en carbure de tungstène, pouvant être retournées 3 fois. Ceci garantit une grande longévité de l'outil sans remplacement des plaques de retournement.
La machine dispose d'éléments de réglage facilement accessibles qui, alliés aux graduations bien lisibles et au trait laser bien visible, permettent un réglage précis de la géométrie de tenon ou de l'arasement voulu.
Tous les interrupteurs électriques nécessaires à la commande de la machine sont logés dans un pupitre de commande clairement ordonné sur le poste de travail. Le
Sélecteur permet de présélectionner les divers modes de fonctionnement, à savoir : rides au fermé, réglage, fraisage manuel, faconnage de tenons et arasement. APRÈS le déclenchement de l'ordre de démarrage, toutes les fonctions dans les modes faconnage de tenons et arasement se déroulent automatiquement:
fermeture du rideau protecteur, démarrage du moteur d'entraînement pour l'outil de fraisage, sortie de la forme de tenon y compris arasement, décalage et chanfreinage, retour de l'outil en position initiale, coupure du moteur d'entraînement et ouverture du rideau protecteur.
Dans le cas de la ZAF 250 Vario, une diminution de l'avance à 50% s'avère possible.
Le groupe d'entraînement puissant satisfait pour cela de façon fiable aux exigences sévères usuelles d'enlèvement de copeaux pour charpente.
Les copeaux résultat de l'usinage peuvent être soit ejectés vers le bas, au travers de clapets réglables, soit éliminés - dans le cas d'une installation d'assemblage stationnaire - à l'aide de la tubulure d'aspiration montée en série, par le raccordement à une installation d'aspiration en service.
1.7 Dispositifs de sécurité

Les dispositifs décrits sont nécessaires au fonctionnement fiable de la machine et ne doivent être ni retirés, ni rendus inutilisables.
Lors de la construction de cette nouvelle machine, une grande importance a été accordée aux conditions de travail optimales, des nombreux dispositifs de sécurité mécaniques et électriques jusqu'à l'application de principes ergonomiques et de mesures visant à réduire l'émission de bruits et de poussières.
La machine est équipée de tous les dispositifs de sécurité nécessaires à l'utilisation
conforme, afin de parer aux dangers n'ayant pas pu être éliminés au niveau de la construction. Font en particulier partie de ces dispositifs de protection :
1. L'outil de façon
Conception en conformité avec EN 847-1, avec limitation de l'épaisseur de copeaux et convenant à une avance mécanique. Sécurité contre le déclenchement lors de l'accélération et de la décélération, grâce à une liaison de l'outil avec la bride d'appui arrière assurée par 2 goupilles d'entraînement.
- Sécurité contre le contact avec l'outil : Boîtier fermé, sauf au niveau de l'ouverture nécessaire à l'alimentation de la pièce. La porte prévue dans ce boîtier pour l'accès aux éléments de réglage et au réglage de l'épaisseur de tenon est protégée par un fin de course de sécurité se trouvant en liaison avec le moteur d'entraînement pour l'outil de façon et l'entraînement de l'avance. Lors de l'ouverture de la porte, les deux entraînements sont coupés et l'outil est immobilisé par le frein automatique pendant 3 secondes environ. Le circuit de sécurité de la commande est conçu de manière à atteindre le niveau de performance PL=c selon EN ISO 13849 (PL).
3. Sécurité de l'ouverture d'alimentation de pièce :
Adaptation de l'ouverture d'alimentation aux dimensions correspondantes de la pièce, grâce à un rideau protecteur se fermant automatiquement conformément à pr EN 1870-13.
4. Bridage de l'outil :
sécurités de la pièce mise en place contre toute éjection possible, grâce à un dispositif de bridage à actionnement manuel.
5. Sécurité contre l'endommagement de l'outil :
Lors du réglage de la machine pour la façon de tenons obliques, une collision
on avec la pièce est évitée grâce à une correction automatique de la position de départ par le recul de l'outil.
6. Mode réglage :
Le mode de réglage pouvant être sélectionné à l'aide du sélecteur de mode n'est possible que pendant l'immobilisation de l'outil de façon. Le réglage de la toupie n'est alors possible dans chaque direction qu'à l'aide du bouton pas à pas.
7. Évacuation des copeaux :
Les copeaux résultat de l'assemblage sont évacués par un canal de copeaux, soit vers 2 goulottes d'éjection, soit vers 2 tubules d'aspiration.
8. Réduction du bruit :
La forme large et circulaire de l'outil de façonnage, alliée au boîtier fermé, permet de réduire l'émission de bruits. La durée de l'émission est limitée par la mise automatique hors circuit de l'outil à la fin du cycle de travail.
9. Sécurité électrique :
L'équipement électrique de la machine satisfait à la norme européenne EN 60204-1 et résiste aux champs électromagnétiques. Un rayonnement d'impulsions électromagnétiques perturbatrices ne s'effectue pas.
1.8 Utilisation conforme
La tenonneuse ZAF 250 de MAFELL est exclusivement destinée au fraisage de tenons droits et obliques ainsi qu'à l'arasement dans du bois massif ayant une section maximum de 500 × 250 mm dans le cas de tenons droits ou de 220 × 250 mm dans le cas de tenons ayant une oblique de. N'utiliser pour cela que l'outil de façonne semblable livré, ayant les dimensions 100 mm × 110 mm ou 165 mm × 40 mm.
Le poste de commande de la machine se trouve devant le pupitre de commande,
avec les interrupteurs disposés pour toutes les fonctions de la machine.
Toute autre utilisation sera qualifiée de non conforme. La responsabilité du fabricant ne pourra pas être mise en cause en cas de dommages résultant d’une utilisation non conforme; la responsabilité incombe à l’utilisateur et à lui seul.
De même, la présente machine ne convient pas à une exploitation en plein air, sous la pluie ou dans des milieux à risque d'explosion.
Fait également partie intégrante de l'utilisation conforme le respect des conditions d'exploitation, de maintenance et de remise en état dictées par MAFELL, ainsi que l'application des consignes de sécurité contenues dans la présente notice d'emploi.
La tenonneuse ZAF 250 ne doit être utilisée, équipée et entretenue que par des personnes familiarisées avec la machine et ayant été informées des dangers qui en émanent. Les travaux de remise en état ne doivent être effectués que par les dépositaires agréés MAFELL ou par des points de service après-vente MAFELL.
Les consignes en vigueur pour la prévention des accidents, ainsi que les directives générales reconnues en matière de technique de sécurité et de médecine du travail doivent être également respectées.
Toute modification de la machine dégage la responsabilité du constructeur pour les dommages qui pourrait en résulter.
1.9 Risques résiduels
Même lors de l'utilisation conforme et malgré la prise en compte de toutes les consignes de sécurité en vigueur, des risques résiduels subsistent en raison même du type de construction de la machine et de son champ d'application, par ex.:
- Contact avec les arêtes de l'outil lors du changement d'outil.
Rupture de l'outil et propulsion de pièces. - Saut de la pièce à usiner, si cette dernière n'est pas bridée. - Contact avec des éléments sous tension lors de l'ouverture du carter, si l'interrupteur principal n'a pas été mis hors tension et si la fiche n'a pas été débranchée. - Lésion de l'ouïe lors de travail long et continu sans protection auditive. - Émission de poussière de bois nuisible à la santé en cas de travail long et continu dans des locaux fermés ne disposant pas d'une ventilation suffisante.
1.9.1 Informations concernant le laser

Ne pas fixer le rayon laser du regard !
- Le laser est activé et désactivé à l'aide de l'interrupteur principal se trouvant sur le côté de l'armoire de commande.
- L'orifice du laser se trouve dans la partie supérieure du capot, à gauche à côté du rideau de sécurité. Le laser dirige son rayon à l'oblique vers le bas (bord de coupe de la fraise) sur la pièce à usiner.
- Ne pas placer d'instruments optiques supplémentaires en avant du laser.
- Ne pas réparer soi-même un laser défaillant.
- Le laser monté satisfaisant à la classe 2M, il ne s'avère par conséquent pas dangereux pour l'œil humain en cas de brève exposition avec réflexe de fermeture des paupières (fixation du regard jusqu'à 0,25 s sur le rayon).
1.10 Consignes de sécurité

Les machines destinées à l'usinage du bois peuvent s'avérer dangereuses si elles ne sont pas utilisées de façon conforme. Par conséquent, toujours respecter les consignes de sécurité résumées dans ce chapitre, les directives en vigueur pour la prévention des accidents, ainsi que les règlementations de sécurité en vigueur dans le pays correspondant!
Recommandations générales :
- Avant d'effectuer toute opération, s'assurer que les dispositifs de protection fonctionnent correctement et ne rien modifier sur la machine qui puisse porter préjudice à la sécurité.
- Il est interdit aux enfants et jeunes de manipuler cette machine. Font exception à la règle les adolescents placés sous la surveillance d'un spécialiste pour effectuer leur formation.
- En plein air, n'utiliser que des câbles de rallonge à gaine caoutchoutée (par ex. H07 RN-F), ayant une section d'au moins 5 × 2,5 ~mm^2 et veiller à ce que le câble ne passe pas sur des arêtes vives.
- Tenir compte des influences environnantes. Ne pas exposer la machine à la pluie et éviter de travailler dans un environnement humide ou mouillé, ainsi qu'à proximité de liquides ou de gaz inflammables.
- Pour l'utilisation de la machine en plein air, on recommande l'utilisation d'un disjoncteur de courant de fuite.
- Avant de changer l'outil de façonnement et avant d'éliminer tout défaut, mettre l'interrupteur principal hors circuit.
- N'utiliser que l'outil de façonnement livre et veiller à ne pas travailler avec un outil émoussé.
- En cas de non utilisation prolongée, bloquer l'interrupteur principal hors circuit contre toute remise en marche, en le verrouillant à l'aide d'un cadenas.
Remarques concernant l'utilisation d'équipements de protection personnelle
- Toujours porter des vêtements de travail non flottants et ôter bagues, bracelets et montres.
- Toujours utiliser des gants de protection appropriés pendant le travail avec la tenonneuse et lors du changement d'outil.
- Afin d'éviter toute lésion oculaire, porter une protection oculaire (lunettes de protection) ou une protection faciale en travaillant avec la machine.
- Le niveau de pression acoustique à l'oreille excédant 85 dB (A), porter une protection auditive pendant le travail.
Recommandations pour le fonctionnement
- Toujours écarter le câble de raccord électrique de la machine et le poser de manière à ce qu'il ne constitue pas un risque de chute sur le poste de travail.
- Veiller à ce que le poste de travail ne soit ni encombré, ni glissant et à ce qu'il soit suffisamment éclairé.
- Veiller à ce qu'aucune autre personne - et surtout pas des enfants - ne se trouve dans la zone de travail.
- Mettre la pièce à usiner en sécurité contre le glissement ou la chute en la bridant dans l'état prévu à cet effet.
- Ne METTRE la machine en marche que si une piece a usiner se trouve en position de travail.
- S'assurer de l'absence de corps étrangers sur la pièce à usiner. Ne pas introduire re de tungstène.
- Ne travailler aucune pièce trop petite ou trop grande pour la performance de la machine.
- Ne dérégler en aucun cas la position oblique de la toupie pendant le travail.
Recommandations pour la maintenance et l'entretien
- Avant de procéder à toute opération de maintenance et de remise en état, débrancher le câble d'alimentation de la prise sur la machine ou bien mettre l'interrupteur principal hors circuit et le protéger contre toute remise en marche, par ex. en le verrouillant à l'aide d'un cadenas.
- N'utiliser que des pièces de rechange et accessoires d'origine MAFELL. Sinon, la garantie du constructeur n'est pas assurée et sa responsabilité dégagée.
- Le contrôle régulier de la machine et en particulier des guidages de l'outil de façonnage et la mobilité du rideau protecteur revêtent une grande importance.
- L'entretien minutieux de l'outil de façonnage s'avère également important. Veiller à ce qu'il reste aiguisé et propre, afin de pouvoir travailler correctement et de façon fiable. Respecter les consignes pour la maintenance ainsi que les recommandations pour le changement d'outil.
2.1 Livraison et transport

La machine ne doit être déchargée ou transportée ni à l'aide d'une grue, ni à l'aide d'un autre dispositif de levage, mais seulement à l'aide d'un chariot élévateur.
Pour le déchargement et le transport jusqu'au lieu d'implantation définitif, n'utiliser qu'un chariot élévateur et veiller à ce que
la machine ne soit levée que du côté opérateur (partie avec le pupitre de commande) et à ce que les deux fourches soient impérativement insérées sous le dispositif de transport visé sur le bati et marché en bleu (n^1-ill. 1).
Lors du déplacement, ne soulever la machine que de quelques centimètres.
Immédiatement après le déchargement, examiner la machine quant à la présence de dommages eventuellement dus au transport. Tout endommagement de l'emballage peut déjà constituer un indice de transport incorrect. Dans toutes les circonstances, les dommages dus au transport doivent être confirmés par le transporter dans la dette de voiture; ceci est le seul moyen pour que l'assurance du transporter couvre le dommage.
Au cas où la machine ne serait pas directement mise en service après la livraison, elle doit être stockée dans des locaux secs, à des températures entre +5° et +40°. En cas de stockage prolongé, il s'avère utile de vérifier de temps à autre la conservation des éléments mis à nu et de la renouveler, si nécessaire.
2.2 Mise en place

En plein air, la machine ne peut être exploitée que si elle est protégée contre la pluie. Il est interdit de l'utiliser dans des milieux à risque d'explosion.
Le lieu d'implantation de la machine doit être choisi de manière à ce que l'espace libre suffisant, nécessaire à la tenonneuse et à la taille de la pièce à usiner, soit disponible autour de la machine. L'encombrement nécessaire de la machine est représenté dans l'illustration 3.
La machine peut être mise en place sans fixation. Un plancher porteur lui suffit. À l'aide des vis d'ajustage présents sur le socle de la machine, la tenonneuse est
ajustée à l'horizontal à l'aide d'un niveau à bulle posé sur le support de la pièce.
Les 2 pieds sont ensuite vissés sur la table porte-pièce et cette dernière est vissée sur la machine à l'aide des deux vis à six pans livrées, ayant un écartement de 13, puis orientée de manière à ce que les deux plans d'appui se trouvent sur une même ligne en hauteur et à ce que les deux bords de butée verticaux se trouvent dans le même alignement.

Attention : après la mise en place, retirer impérativement le dispositif de transport (n° 1 - ill. 1) en desserrant les deux vis de fixation (n° 2 - ill. 1) pour éviter tout risque de collision du groupe de façon avec cette pièce pendant sa course !
2.3 Raccordélectrique

Les travaux sur l'installation électrique ne doivent être effectués que par un electricien spécialise.
La machine est livrée complètement câblée et prête à l'emploi. Les schémas électriques sont logés dans le boîtier électrique.
Le raccord à l'alimentation électrique s'effectue à l'aide de la prise CEE de 16 A disposée sur le côté droit du boîtier électrique. La conduite d'alimentation nécessaire doit satisfaire au moins H07 RN-F et avoir une section de 5 × 2,5 ~mm^2.
Lors du raccordement, veiller à ce que la tension de service soit de 400 V et à ce que la fréquence se situe entre 50 et 60 Hz. En ce qui concerne la tension, il est cependant possible de travailler sans problème avec des tensions légèrement plus hautes ou plus faibles, tant que la plage de tolérances de ± 10 % n'est pas dépassée. Tous les fusibles de puissance d'exploitation
On doit avoir des fusibles inertes de 16 A.
Il convient en outre de s'assurer du sens de rotation correct de l'outil de façon. Ce dernier est correct lorsque l'outil tourne dans le sens inverse des aiguilles d'une montre, lorsque on dirige le regard par l'ouverture d'alimentation de pièce. Si le sens de rotation est incorrect, retirer le câble d'alimentation et permuter 2 phases dans la prise de courant (par ex. L1 et L2).
2.4 Raccord d'aspiration
La tenonneuse est conçue aussi bien pour le fonctionnement sans aspiration que pour le raccord à une installation d'aspiration d'exploitation. Elle dispose pour cela de 2 manchons de raccord ayant chacun un diamètre de 100mm (n^3 - ill.2).
Lorsque la machine est exploitée dans des locaux fermés, elle doit être raccordée à une installation d'aspiration assurant une vitesse de l'air d'au moins 20 m/s sur les deux manchons de raccord. La dépression qui s'établit alors est de 258 Pa. Le raccord doit être assuré à l'aide de flexibles d'aspiration difficilement inflammables, dont la section jusqu'à leur jonction doit correspondre au moins à celle des manchons de raccord. Après une jonction, la section de la conduite suivante doit s'élever au moins à 140 mm.
Pendant l'exploitation en plein air ou pendant de courts travaux dans des locaux fermés, la machine peut être équipée de manière à ce que les copeaux soient éjectés vers le bas, hors de la machine. Pour cela, les vis présentes des deux côtés (n° 5 - ill. 4) sont desserrées et les clapets (n° 4 - ill. 4) ouverts. Resserrer ensuite les vis à fond.

Ne jamais mettre les mains dans la machine par les clapets ouverts, par ex. pour en retirer des copeaux s'étant amoncelés, sinon risque de contact avec l'outil en marche!
3.1 Première mise en service

Respecter impérativement les recommandations suivantes avant la première mise en service de la tondeuse :
- La présente notice d'emploi doit être portée à la connaissance de toute personne chargée de la commande, en attirant l'attention sur la section « Consignes de sécurité ».
- S'assurer que tous les dispositifs de protection sont mis en place et se trouvent en mesure de fonctionner.
- Lorsque la machine est exploitée dans des locaux fermées, elle doit être raccordée à une installation d'aspiration assurant une vitesse de l'air d'au moins 20 m/s sur le manchon de raccord. La dépression qui s'établit alors est de 258 Pa. Il doit être en outre garantie que l'aspiration s'enclenche en même temps que la machine. -La vitesse de l'air doit être contrôlée lors de la première mise en marche et après toute modification essentielle.
- Avant la première mise en service, vérifier une fois par mois si les dispositifs d'aspiration présentent des traces visibles de vice et s'assurer de leur bon fonctionnement.
- S'assurer que chacune des plaques de retournement de l'outil de façon soit correctement serrée et que l'outil est bien fixé sur l'arbre d'entraînement. (Pour les
couples de serrage, voir le point « changement d'outil »)
- Vérifier en marche à vide si le sens de rotation de l'outil de façon est correct (voir la section « Raccord électrique »).
3.2 Dispositifs de mise en marche
Tous les éléments de réglage des dispositifs de mise en marche électriques de la machine sont disposés dans le pupitre de commande (voir l'ill. 5). Les interrupteurs représentés dans l'ill. 5 ont les fonctions suivantes :
6: Interrupteur principal : il sert à couper l'intégralité du système électrique. En position zéro, il peut être verrouillé à l'aide d'un cadenas et a 2 positions de commande :
0: arrêt (machine séparée du secteur).
1: marche (machine sous tension et opérationnelle).
7: Sélecteur de modes : il permet de sélectionner chacun des modes de fonctionnement. Les positions de commande ont la signification suivante :
0: rideau fermé : Le rideau protecteur se ferme.
1: Mode réglage : Chacun des mouvements d'avance de la toupie peut être contrôlé à l'aide des 4 boutons (10) pour vérifier les courses réglées, le mouvement ne s'effectuant que tant que le bouton correspondant est maintenu appuyé. L'enclenchement de l'entraînement pour l'outil de façonnage est bloqué. Le rideau protecteur reste ouvert.
2: Façonnage manuel : L'actionnement et le maintien appuyé de la touche de démarrage ferment automatiquement et le moteur de façonnement démarre.
Chacun des mouvements d'avance de la toupie peut être exécuté à l'aide des 4 boutons, le mouvement ne
s'effectuant que tant que le bouton correspondant et la touche de démarrage sont maintenus appuyés. Lorsque la touche de démarrage est relâchée, le moteur de façonnage est immédiatement coupé, le mouvement d'avance interrompu et le rideau protecteur automatiquement ouvert.
3: Préselection pour le façonnage de tenons : tous les 4 mouvements d'avance sont actifs. 4: Présélection pour l'arasement : seule l'avance horizontale est enclenchée.
8: Bouton de démarrage déclenchant le façonnage : Suivant le mode sélectionné (tenonner ou aplatir), il se déroule automatiquement et l'entraînement de l'outil de façonnage est coupé après le retour en position initiale. Lorsque les positions « 0 » ou « 1 » sont sélectionnées sur le sélecteur des modes, ce bouton de démarrage est hors fonction. 9: Bouton d'ARRÉT D'URGENCE : il sert à interrompre le façonnage en cas de danger et interrompt tous les mouvements. 10: Bouton permettant de déplacer la toupie en mode réglage et façonnage manuel : Les 4 mouvements d'avance X+ X- Z+ Z- sont chacun déclenchés par un bouton, le mouvement ne s'effectuant que tant que le bouton est maintenu appuyé. 11: Interrupteur stop permettant d'interrrompre le façonnage
3.3 Marche et arrêt
Pour la mise en marche, enclencher tout d'abord l'interrupteur principal en position « 1 » et le sélection du modes sur le mode voulu. L'intégralité du fonctionnement est alors activée par l'actionnement du bouton de démarriage. Une fois le cycle achevé, la toupie revient dans sa position initiale où
elle est alors automatiquement coupée, la décelération étant assurée par le frein automatique pendant 3 secondes environ. Le rideau protecteur s'ouvre ensuite. La machine se met par conséquent automatiquement hors circuit.
Le bouton d'ARRÉT D'URGENCE n'est prévu que pour l'immobilisation rapide en cas d'urgence.
3.4 Façonnage de tenons droits
Une coupe grossière de la pièce doit s'effectuer avant l'usinage.
Lors du façonnage de tenons droits, il faut veiller à ce que l'indicateur (n° 13 - ill. 9) soit également dirigé sur la valeur « 0 » de la graduation n° 14 sur le segment pivotant. Dans la négative, il est possible de pivoter l'intégralité de la toupie, y compris le boîtier, sur cette valeur après le desserrage du levier à poignée (n° 15). Après le pivotement, resserrer le levier à poignée.

Ne jamais pivoter le groupe de façonnage pendant que le rideau protecteur est fermé!
Pour régler les cotes de tenon et pour l'usinage consécutif, procéder de la manière suivante:
- Enclencher le sélecteur de modes (n° 7 - ill. 5) en position « 1 » et ouvrir le couvercle du boîtier de la machine.
- Vérifier ou régler la longueur du tenon « t » (voir ill. 6) sur l'outil de façonnage (voir le point 4.1 Changement d'outil).
- Déplacer la toupie en position initiale en actionnant les boutons « Z- » et « X- » (n° 10 - ill. 5).
- Régler l'épaisseur du tenon « Z2 » (voir ill. 6) en décalant la bague de serrage (n° 19 - ill. 11). Desserrer pour cela tout d'abord le levier de serrage (n° 43 - ill. 11) et diriger l'indicateur sur la cote correspondant à l'épaisseur de tenon
voulue sur la graduation (n°20). Resserrer ensuite le levier de serrage (n°43)
- Faire monter la toupie, en actionnant le bouton « Z+ » jusqu'à ce que la goupille de serrage spiroïdale (n° 16 - ill. 10) ne talonne plus. Desserrer ensuite le levier de serrage (n° 15) et déplacer la rondelle de réglage (n° 17) jusqu'à ce que la graduation (n° 18) indique l'écart voulu « Z1 » (voir ill. 6) entre le bord inférieur du tenon et le bord inférieur de la pièce. Resserrer ensuite le levier de serrage (n° 15).
- Pour que le tenon commence au niveau du bord de la pièce, vérifier sur la graduation (n°12-ill.8) si la valeur « 0 » est affichée sur le bord du boîtier. Dans la négative, corriger la valeur en conséquence à l'aide de la molette (n°11).
- Régler la course horizontale de la toupie en faisant tourner la molette (n^21 - ill. 12) de manière à ce qu'au moins la largeur de la pièce soit affichée sur l'indicateur de position. Il est recommandé d'ajouter ici une marge de sécurité de quelques mm.
- Redescendre la toupie en position de butée inférieure, en actionnant le bouton « Z- », puis enclencher le sélecteur de modes (n° 7 - ill. 5) en position « 3 » et fermer le couvercle du boîtier de la machine.
- Dans le cas d'un tenon unilatéral, régler la butée double, après avoir desserré le levier à poignée (n° 27 - ill. 15) de manière à ce que l'indicateur (n° 28) sur la graduation (n° 29) indique la longueur de bois finie sans la longueur de tenon « t » (voir l'ill. 6). Resserrer le levier à poignée. Poser la pièce à usiner contre la butée du porte-pièce et l'introduire dans l'ouverture d'alimentation. Rabattre le clapet de butée avant (n° 30 - ill. 15) et pousser la pièce à usiner contre le clapet.
Brider ensuite la pièce à l'aide du serre-joints (n° 26 - ill. 14). Actionner le bouton de démarrage (n° 8 - ill. 5). Le rideau protecteur se ferme. La tête de façonnage se déplace automatiquement sur la forme de tenon réglée. En outre, le tenon est simultanément chanfreiné.
Une fois le cycle terminé, le moteur de façonnage revient en position initiale et est coupé. Le rideau protecteur s'ouvre automatiquement.
- Dans le cas de tenons des deux côtés, régler la longueur de la pièce comme décrit au point 9. Régler en outre la vis moletée (butée de bois brut) dans le clapet arrière sur la longueur de tenon, à l'aide de la graduation sur la butée double, et la bloquer avec la vis de serrage (n^32). Poser la pièce à usiner contre la butée du porte-pièce, l'introduire dans l'ouverture d'alimentation et la pousser contre la butée de bois brut. Brider la pièce à usiner et façonner le premier tenon. Après l'immobilisation de l'outil de façonnage, débrider, faire tourner la pièce à usiner, la pousser avec la surface de base (pas le tenon) contre la butée avant et façonner le deuxième tenon après avoir rebridé.
3.5 Façonnage de tenons droits décalés
Dans le cas de cette forme de tenon, il faut également veiller à ce que l'indicateur (n° 13 - ill. 9) soit également dirigé sur la valeur « 0 » de la graduation n° 14 sur le segment pivotant.

Ne jamais pivoter le groupe de façonnage pendant que le rideau protecteur est fermé!
Pour régler les cotes de tenon et pour l'usinage consécutif, procéder de la manière suivante:
- Effectuer les séquences 1 à 5, comme décrites au point 3.4.
- Faire tourner la molette (n^11 -ill. 8), à l'aide de la graduation (n^12), la cote de décalage «X1» (voir ill. 6).
- Régler la course horizontale de la toupie en faisant tourner la molette (n^21 -ill. 12) de manière à ce que la largeur du tenon + la cote de décalage « X1 » soit affichée sur l'indicateur de position. Exemple : une largeur de tenon voulue de 10cm et une cote de décalage de 3 cm donnent une cote à régler de 13 cm
- Effectuer les séquences 8 à 10, comme décrites au point 3.4.
3.6 Façonnage de tenons obliques

Important: avant l'usinage, la pièce doit être coupée à l'oblique, en fonction de l'angle voulu!
Pour le réglage et l'usinage consécutif, procéder de la manière suivante :
- Pivoter la toupie, après avoir desserré le levier à poignée (n° 15 - ill. 9) de manière à ce que l'indicateur (n° 13) sur la graduation (n° 14) indique l'angle voulu. Resserrer ensuite le levier à poignée.

Ne jamais pivoter le groupe de façonnage pendant que le rideau protecteur est fermé!
- Régler le sélecteur de modes (n° 7 - ill. 5) en position « 1 » et ouvrir le couvercle du boîtier de la machine.
- Pour régler la cote de tenon « t » et « Z2 » ainsi que l'écart « Z1 » (voir ill. 6) entre le bord inférieur du tenon et le bord inférieur de la pièce à usiner, procéder comme décrit aux points 2 à 6 de la section 3.4.
- Régler la course de déplacement horizontal de la toupie à l'aide des molettes (n° 11 - ill. 8) et (n° 21 - ill. 12). Régler tout d'abord, à l'aide de la molette
(n° 11 ill. 8) et de la graduation, la cote d'arasement 0 ou la cote de décalage X1 comme décrit au point 3.5.2. Régler alors la course horizontale à l'aide de la molette (n° 21 - ill. 12), comme décrit au point 3.5.3
- Redescendre la toupie en position de butée inférieure, en actionnant le bouton « Z-», puis enclencher le sélecteur de modes (n° 7 - ill. 5) en position « 3 » et fermer le couvercle du boîtier de la machine.
- Poser la pièce à usiner tracée contre la butée du porte-pièce et l'introduire dans l'ouverture d'alimentation jusqu'à ce que le tracé coïncide avec la position 0 (ill. 14), qui correspond à la ligne de projection du laser. Brider ensuite la pièce à l'aide du serre-joints (n°26 - ill. 14).
- Actionner le bouton de démarriage (n° 8 - ill. 5). Le rideau protecteur se ferme. La tête de façonnage se déplace automatiquement sur la forme de tenon régée - à raboter et décaler. En outre, le tenon est simultanément chanfreiné. Une fois le cycle terminé, le moteur de façonnage revient en position initiale et est coupé. Le rideau protecteur s'ouvre automatiquement.
3.7 Façonnage de tenons verticaux
La machine est conçue de manière à pouvoir également façonner des tenons verticaux (voir ill. 17). Dans le cas de cet usinage, veiller à ce que la hauteur de la pièce ne dépasse pas 160 mm. Dans le cas de cette forme de tenon, il faut également veiller à ce que l'indicateur (n^13 - ill. 9) soit également dirigé sur la valeur « 0 » de la graduation (n^14) sur le segment pivotant.

Ne jamais pivoter le groupe de façonnage pendant que le rideau protecteur est fermé!
Pour régler les cotes de tenon et pour l'usinage consécutif, procéder de la manière
- Enclencher le sélecteur de modes (n° 7 - ill. 5) en position « 1 » et ouvrir le couvercle du boîtier de la machine.
- Vérifier ou régler la longueur du tenon « t » (voir ill. 17) sur l'outil de façonnage (voir le point 4.1 Changement d'outil).
- Déplacer la toupie en position initiale en actionnant les boutons « Z- » et « X- » (n° 10 - ill. 5).
- Pour que le tenon couvre l'intégralité de la hauteur de la pièce, déplacer la bague de façon (n° 19 - ill. 11) de manière à ce que l'indicateur fixe sur la bague de façon indique la hauteur de la pièce sur la graduation (n° 20).
- Remonter la toupie, en actionnant le bouton « Z+», jusqu'à ce que la goupille de serrage spiroïdale (n° 16 - ill. 10) ne talonne plus. Pour que le tenon commence au niveau du plan inférieur de la pièce, desserrer ensuite le levier de serrage (n° 15) et déplacer la rondelle de réglage (n° 17) jusqu'à ce que la graduation (n° 18) indique la valeur « 0 ». Resserrer ensuite le levier de serrage (n° 15).
- Faire tourner la molette (n^11 - ill. 8) pour régler la cote « X1 » (voir ill. 17), à l'aide de la graduation (n^12), sur le bord du boîtier.
- Régler la course horizontale de la toupie en faisant tourner la molette (n^21- ill. 12) de manière à ce que la largeur du tenon « d » + la cote « X1 » soit affichée sur l'indicateur de position (voir ill. 17).
Exemple : une largeur de tenon voulue de 4 cm et un écart de 8 cm par rapport au bord donnent une cote à régler de 12 cm.
- Effectuer les séquences 8 à 10, comme décrites au point 3.4.
3.8 Arrasement
La pièce à usiner doit être découverte sur l'angle et la longueur précises. Pour l'arasement (voir ill. 7), la course de la toupie est limitée au mouvement horizontal nécessaire à ce type d'usinage, ce qui permet de gagner du temps.
Pour le réglage et l'usinage consécutif, procéder de la manière suivante :
- Vérifier si l'indicateur (n^ 13 - ill. 9) est dirigé sur la valeur « 0 » de la graduation (n^ 14) sur le segment pivotant. Dans la négative, corriger la position du segment pivotant en conséquence, après avoir desserré le levier à poignée (n^ 15).

Ne jamais pivoter le groupe de façonnage pendant que le rideau protecteur est fermé!
- Enclencher le sélecteur de modes (n° 7 - ill. 5) en position « 1 » et ouvrir le couvercle du boîtier de la machine.
- Retirer la bague de façon (n° 38 - ill. 18), voir le point 4.1).
- Déplacer le groupe de façon en position initiale en actionnant les boutons « Z- » et « X- » (n° 10 - ill. 5).
- Remonter la toupie, en actionnant le bouton « Z+ », jusqu'à ce que la goupille de serrage spiroïdale (n° 16 - ill. 10) ne talonne plus. Desserrer ensuite le levier de serrage (n° 15) et déplacer la rondelle de réglage (n° 17) jusqu'à ce que la graduation (n° 18) indique la cote d'arasement « Z1 » voulue (voir ill. 7). Resserrer ensuite le levier de serrage (n° 15).
- Pour que l'arasement commence au niveau du bord de la piece, vérifier sur la graduation (n° 12 - ill. 8) si la valeur « 0 » est affichée sur le bord du boîtier. Dans la négative, corriger la valeur en conséquence à l'aide de la molette (n° 11).
- Régler la course horizontale de la toupie en faisant tourner la molette (n^21 - ill. 12) de manière à ce qu'au moins la largeur de la pièce soit affichée sur l'in
- Redescendre la toupie en position de butée inférieure, en actionnant le bouton « Z-», puis enclencher le sélecteur de modes (n° 7 - ill. 5) en position « 4 » et fermer le couvercle du boîtier de la machine.
- Pour l'arasement, régler la butée double, après avoir desserré le levier à poignée (n° 27 - ill. 15) de manière à ce que l'indicateur (n° 28) sur la graduation (n° 29) indique la longueur de bois finie sans la longueur d'arasement « t » (voir l'ill. 7). Resserrer le levier à poignée. Poser la pièce à usiner contre la butée du porte-pièce, l'introduire dans l'ouverture d'alimentation et la pousser contre le clapet avant de la butée double. Brider ensuite la pièce à l'aide du serre-joints (n° 26 - ill. 14).

La longueur de lame « t » peut s'élever à 110 mm au maximum en une passe. Dans le cas de lames plus longues, l'usinage doit se subdiviser en étapes correspondantes. (Utiliser éventuellement le clapet arrêt de la butée double).
- Actionner le bouton de démarrage (n° 8 - ill. 5). Le rideau protecteur se ferme. La tête de façonnese déplace automatiquement sur l'arasement régle. Une fois le cycle terminé, le moteur de façonne revient en position initiale et est coupé. Le rideau protecteur s'ouvre automatiquement.
- Poser les pièces à usiner tracées contre la butée du porte-pièces et les introduire dans l'ouverture d'alimentation jusqu'à ce que le tracé « t » coincide
avec la position 0 (correspondant à la ligne de projection du laser). Respecter ici aussi la longueur d'usinage maxi de 110mm par pièce. Brider maintenant la pièce à l'aide du serre-joints (n^26 - ill.14).
3.9 Régulation de l'avance
Sur la ZAF 250 Vario, il est possible de réduire la vitesse d'avance des moteurs d'avance de 50% par rapport à la vitesse normale.
Le réglage s'effectue en tournant le potentiomètre en haut et à gauche sur le pupitre de commande.
4 Équipement et maintenance

Avant de commencer toute opération de maintenance, soit mettre l'interrupteur hors circuit et le bloquer contre toute remise en marche involontaire, soit débrancher la fiche du secteur!
4.1 Changement d'outil
L'outil de façonnement livré avec la tenonneuse est un outil spécialement mis au point pour la présente machine. Il se compose de la tête de façonnement (n^37 - ill. 18) et de la bague de façonnement (n^38) qui sont équipées de plaques de retournement interchangeables en carbure de tungstène. Un affûtage complexe et laborieux s'avère superflu, vu qu'il suffit de retourner ou de replacer les plaques de retournement en carbure de tungstène, lorsque le tranchant est émoussé. Procéder pour cela de la manière suivante:
- Vérifier si l'indicateur (n^ 13 - ill. 9) est dirigé sur la valeur « 0 » de la graduation (n^ 14) sur le segment pivotant. Dans la négative, corriger la position du segment pivotant en conséquence, après avoir desserré le levier à poignée (n^ 15).

Ne jamais pivoter le groupe de façonnependant que le rideau protecteur est fermé!
- Enclencher le sélecteur de modes (n^7 -ill.5) en position « 1 »
- Déplacer la toupie, en actionnant les boutons (n° 10 - ill. 5) de manière à ce qu'elle se trouve au milieu de l'ouverture d'alimentation.
- Insérer la goupille (n° 39 - ill. 18) pour la retenue dans l'alésage prévu à cet effet dans la tête de façonne, desserrer à l'aide d'une clé à six pans creux d'ouverture de 10 (n° 40) la vis de serraige (n° 41) etPTRirer la rondelle de serrage (n° 42).
- Desserrer les plaques de retournement en carbure de tungstène vissé ournement en place si elles ont déjà été retournées trois fois.
- Pour tenonner, décaler la bague de façonne (n^38), après avoir desserré la fixation, sur la tête de façonne (n^37), de manière à ce que le bord avant de la bague de façonne indique la longueur de tenon « t » voulue sur la graduation fixée sur la tête de façonne (voir ill. 6). Resserrer ensuite la fixation de la bague de façonne (15 Nm). Pour l'arasement, enlever complètement la bague de façonne. À cause de la sécurité anti-torsion présente entre les deux pieces, ceci ne s'avéré possible que dans une direction.
- Dé mettre l'outil en place. Veiller à ce que les deux axes entraîneurs sur la broche se trouvent en attaque dans les deux alésages de l'outil. Introduire et serrer la vis de
serrage (n°41) avec la rondelle de serrage (n°42)
- Ramener le groupe de façon en position initiale en actionnant les boutons « Z- » et « X- » (n° 10 - ill. 5).
4.2 Entretien de la machine
Un nettoyage régulier de la machine prolonge sa longévité, évite des réparations inutiles et constitue une condition à une qualité de façonnement irréprochable. La tenonneuse MAFELL ne réclame que peu de maintenance et ne nécessite que peu d'entretien. Suivant le degré d'encrassement, elle devrait être nettoyée au moins 1 fois par semaine. Ceci concerne particulièrement les guidages du groupe de façonnement et les broches pour les réglages de cotes.
Les copeaux et la poussière qui adhèrent sont enlevés à l'aide d'un aspirateur. Pour éliminer les résidus de résine, utiliser au moins un détergent dissolvant la résine. Les pièces ainsi traitées doivent être ensuite impérativement frottées à l'aide d'un chiffon imbibé d'huile, afin d'éviter toute formation de rouille.
Pour éviter tout échauffement important des moteurs, vérifier de temps à autre si les fentes d'aération ne sont pas obturées par la poussière. Pour l'enlever, toujours recourir à un aspirateur pour éviter que la poussière ne soit insufflée à l'intérieur du moteur.
Suivant les besoins, lubrifier les écrous des broches d'avance avec un pistolet à graisse exempte d'acide appliqué sur les 2 graissés prévus à cet effet.
Les roulements à billes utilisés étant lubrifiés à vie, ils ne nécessitent aucune maintenance en cas normal.
Pour tous les points de graissage, n'utiliser que notre graisse spéciale, ref. 049040 (en boîte d'1 kg).
Après une utilisation prolongée, nous recommandons de s'adresser au service
après-vente de MAFELL pour effectuer un contrôle.
4.3 Entretien de l'outil
Des outils propres améliorent la qualité de la coupe, l'outil de façonnage devrait être régulièrement dérésiné. Ne pas utiliser de produits fortement alcalins mais seulement des détergents exempts d'acide pour le nettoyage. Le dérésinage s'effectue en plongeant l'outil de façonnage pendant 24 heures dans du pétrole ou dans un produit du commerce détachant la résine.
4.4 Frein moteur
Le moteur d'entraînement pour l'outil de façonnage est pourvu d'un frein à pression de ressort mécanique réagissant automatiquement lors de la mise hors circuit.
tiquement lors de la mise hors circuit. Ceci permet de réduire la durée d'immobilisation de l'arbre de coupe à 3 secondes environ.
Une mise en et hors marche trop fréquente peut entraîner un échauffement du frein et lui porter préjudice. C'est la raison pour laquelle il ne faut pas enclencher et couper plus de 40 fois par heure et freiner en conséquence.
Le frein est conçu pour effectuer 30000 freinages environ. Plus l'usure du disque de frein augmente, plus la durée d'immobilisation augmente. Si les 4 secondes imparties sont dépassées, le frein doit être remplacé.
5 Élimination des défauts

La recherche de la cause des défauts présents ainsi que leur élimination réclament toujours une attention et une vigilance particulière. Mettre préalablement l'interrupteur principal hors circuit ou débrancher la fiche du secteur.
Le tableau ci-après indique les défauts les plus fréquents ainsi que la manière d'y remédier. Pour tout autre dysfonctionnement, contacter le concessionnaire ou s'adresser directement à la société MAFELL.
| Défaut Cause Élimination | ||
| Impossible demettre la machine en marche. | Câble pas branché. Brancher l'elucteur d'alimentation électrique. | le cable sur la prise du boîtier électrique. |
| Interrupteur principal pas en-clenché. | Enclencher l'interrupteur principal etmettre la machine en marche. | |
| Panne d'alimentation électrique sur une ou plusieurs pha-ses. | Vérifier l'alimentation électrique d'exploitation. | |
| Bouton d'ARRÊT D'URGENCE appuyé. | Déverrouiller le bouton d'ARRÊT D'URGENCE en le tirant etmettre la machine en marche. | |
| Suggesteur de modes en positi-on « 0 » ou « 1 » . | Suivant l'usinage voulu, en-clencher le selecteur des modes en position « 2 », « 3 » ou « 4 » . | |
| Réaction de la protection con-ter les surcharges. | Éliminer la cause de la surcharge,attendre le refro-IDissement et réenclencher le disjoncteur moteur dans le boîtier électrique. | |
| Réaction de la borne avec fu-sible | Vérifier le fonctionnement du rideau protecteur. Le nettoyer si nécessaire. | |
| Le moteur de la+Fraise ne dé-marre pas. | Couvercle de la machine pas fermé. | Fermer le couvercle. |
| Coupure de la machine pen-dant l'usinage. | Réaction de la protection con-ter les surcharges, par ex. à cause de la panne d'une ou plusieurs phases du secteur. | Déterminer la cause de la surcharge ety remédier.Réenclencher le disjoncteur moteur avant la remise en marche. |
| Exécution incorrecte de l'usi-nage youlu. | Réglage incorrect de la ma-chine. | Vérifier le réglage selon l'usi-nage sélectionné (voir les points 3.4 à 3.8). |
| Surface irrégulière de la piè-ce. | Tranchants émoussés des plaques de retournement. | Tourner les plaques de retour-nement ou les replacer (voir le point 4.1). |
| Obturation de l'éjection de co-peaux. | Bois trop humide ou fon-c-tionnement trop long sans re-trait des copeaux. | Retirer les copeaux en-des-sous des goulottes d'éjection de la machine. |
| Machine régée pour le fon-tionnement avec aspiration. | Ouvrir les clapets au niveau des goulottes d'éjection (voir le point 2.4). | |
| Colmatage du manchon d'a-spiration lors de l'exploitation avec installation d'aspiration. | Vitesse d'aspiration trop faible au niveau des manchons de raccord. | Augmenter la vitesse de l'air à 20 m/s au moins au niveau des manchons de raccord. |
| Décelération de l'outil de façonne supérieure à 4 se-condes. | Frein défaillant ou garnitures de frein usées. | Faire replacer le frein par le service après-vente MAFELL. |
| Pas d'avance ou avance sac-cadée sous charge. | Accouplement à friction usé ou trop faiblement réglé. | Régler l'accouplement à fric-tion d'un cran (voir page 79, ill. 19). |
6 Schéma éclaté et liste de pièces de rechange
Les informations correspondantes, relatives aux pièces de rechange, se trouvent sur notre page web : www.mafell.com
Abb. 1 (ill. 1)
Abb. 2 (ill. 2)
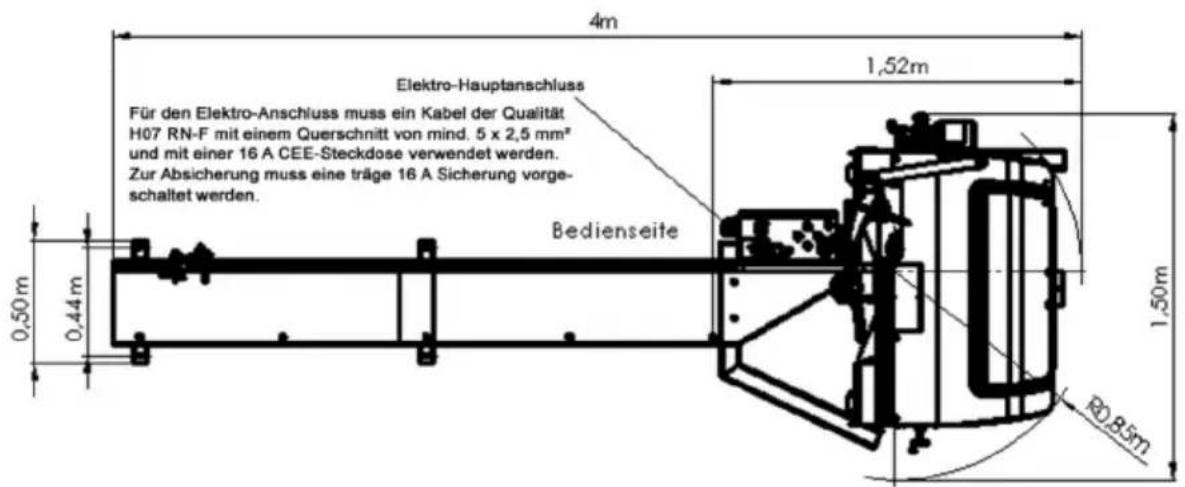
Pour le raccord électrique, utiliser un câble de la qualité H07 RN-F d'une section d'au moins 5 × 2.5 ~mm^2 et avec une prise de courant CEE de 16 A. Pour la protection, il faut intercaler un fusible de 16 A à action retardée.
Abb. 3 (ill. 3)
Abb. 4 (fig. 4)
Abb. 5 (fig. 5)
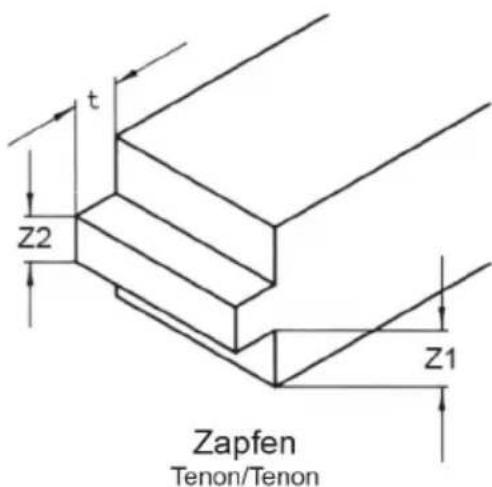
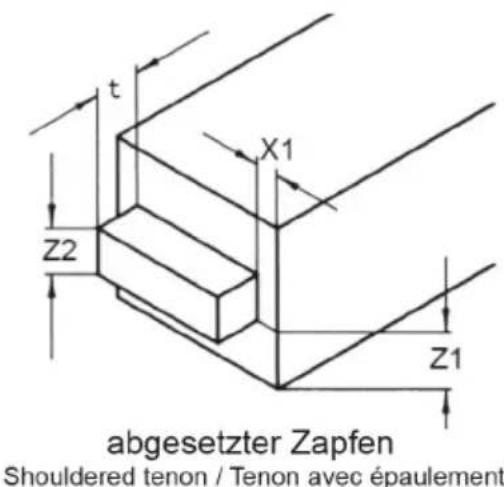
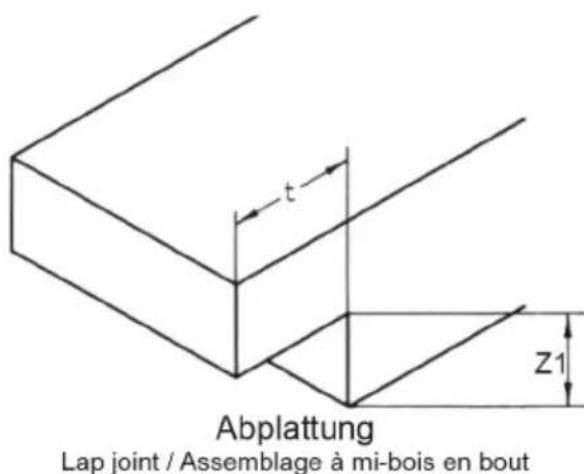
Abb. 6 (fig. 6) Abb. 7 (fig. 7) Abb. 8 (fig. 8)
Abb. 9 (fig. 9)
Abb. 10 (fig. 10)
Abb. 11 (fig. 11)
Abb. 12 (fig. 12)

Abb. 14 (fig. 14) senkrechter Zapfen Vertical tenon / Tenon vertical
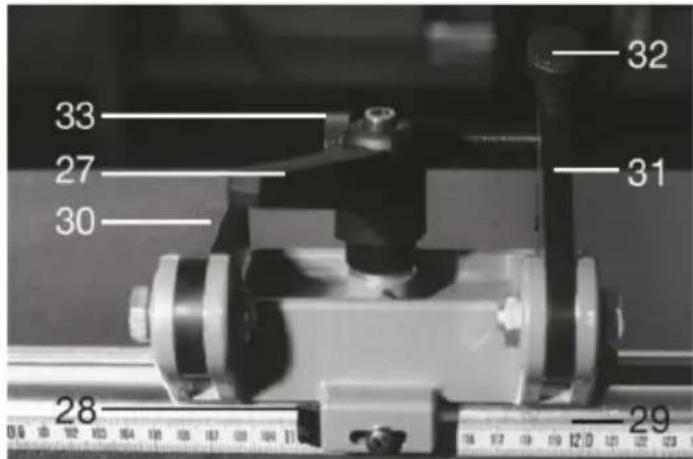
Abb. 15 (fig. 15)
Abb. 17 (fig. 17) Abb. 18 (fig. 18) Abb. 19 (fig. 19)

KSS 300 / KSS 40 18M bi KSP 40 Flexistem MT 55 cc


MKS 130 Ec - MKS 185 Ec
ZSX Ec
Z5Ec


S 35 MERIKA 60 E - B




DD40 P / DD40 G EVA 150 E ZH 205 Ec - ZH 320 Ec MF 26 cc

SKS 130


LS 103 EcZK 115 EcLC
| GARANTIE Gegen Vorlage der Garantieunterlage (Original-Kaufbeleg) werden innerhalb der jeweils gültigen Gewährleistungsregelungen kostenlos alle Reparaturen ausgeführnt, die nach unseren Feststellungen wegen Material-, Bearbeitungs- und Montagefehlern erforderlich sind. Verbrauchs- und Verschleißteile sind hiervon ausgeschlossen. Hierzu muss die Maschine bzw. das Gerät frachtfrei an das Werk oder an eine MAFELL-Kundendienstelle geschickt werden. Vermeiden Sie, die Reparatur selbst zu versuchen, da dadurch der Garantieanspruch erlischt. Für Schäden, die durch unsachgemäß Behandlung oder durch normalen Verschleiß entstanden sind, wird keine Haftung übernommen. |
| WARRANTY Upon presentation of the warranty document (original invoice), we will carry out all repairs free of charge in accordance with the applicable warranty provisions, processing and mounting faults free of charge on presentation of this properly filled-in Guarantee Certificate and your original receipt. This is not valid for consumables and wearing parts. For this purpose, the machine or the appliance is to be forwarded freight paid to our plant or to an authorized MAFELL repair service. Refrain from trying to carry out the repairs yourself as otherwise your warranty claim will become extinct. We do not accept any liability for any damage resulting from improper handling or normal wear. |
| GARANTIE Sur presentation de cette carte de garantie, duement remplie par votre fournisseur et accompagnée de l'original de la pièce justifiant l'achat, nous effectuerons notamment toutes les réparations faisant l'objet d'un recours en garantie pendant la période indiquée, de la construction ou de la fabrication, à l'exclusion des pièces de consommation et d'usure. La machine ou l'appareil doit être pour cela expédé franco de port à notre usine ou à un atelier de service après-vente MAFELL. Évitez de procéder vous-mêmes à toute réparation,eci périment tout recours en garantie par la suite. Nous déclinons toute responsabilité en cas de dommages décaoulant d'une manipulation non conforme ou d'une usure normale. |

MAFELL AG
Beffendorfer Straße 4, D-78727 Oberndorf / Neckar, Téléphone +49 (0)7423/812-0
Fax +49 (0)7423/812-218 Internet: www.mafell.de E-Mail: mafell@mafell.de





- F - Déclaration ce de conformité
- Explication des pictogrammes
- Avant-propos à la NOTICE d'emploi
- Données caractéristiques
- Identification du constructeur
- Caractéristiques techniques
- Étendue de la fourniture
- Accessoires spéciaux
- Émission sonore
- Arasement :
- Description de la machine
- Dispositifs de sécurité
- L'outil de façon
- Sécurité de l'ouverture d'alimentation de pièce :
- Bridage de l'outil :
- Sécurité contre l'endommagement de l'outil :
- Mode réglage :
- Évacuation des copeaux :
- Réduction du bruit :
- Sécurité électrique :
- Utilisation conforme
- Risques résiduels
- Informations concernant le laser
- Consignes de sécurité
- Recommandations générales :
- Remarques concernant l'utilisation d'équipements de protection personnelle
- Recommandations pour le fonctionnement
- Recommandations pour la maintenance et l'entretien
- Livraison et transport
- Mise en place
- Raccordélectrique
- Raccord d'aspiration
- Première mise en service
- Dispositifs de mise en marche
- Marche et arrêt
- Façonnage de tenons droits
- Façonnage de tenons droits décalés
- Façonnage de tenons obliques
- Façonnage de tenons verticaux
- Arrasement
- Régulation de l'avance
- Équipement et maintenance
- Changement d'outil
- Ne jamais pivoter le groupe de façonnependant que le rideau protecteur est fermé!
- Entretien de la machine
- Entretien de l'outil
- Frein moteur
- Élimination des défauts
- Schéma éclaté et liste de pièces de rechange
Marque : Mafell
Modèle : ZAF 250 Vario
Catégorie : Fraiseuse